3.2.1. Friction and Wear
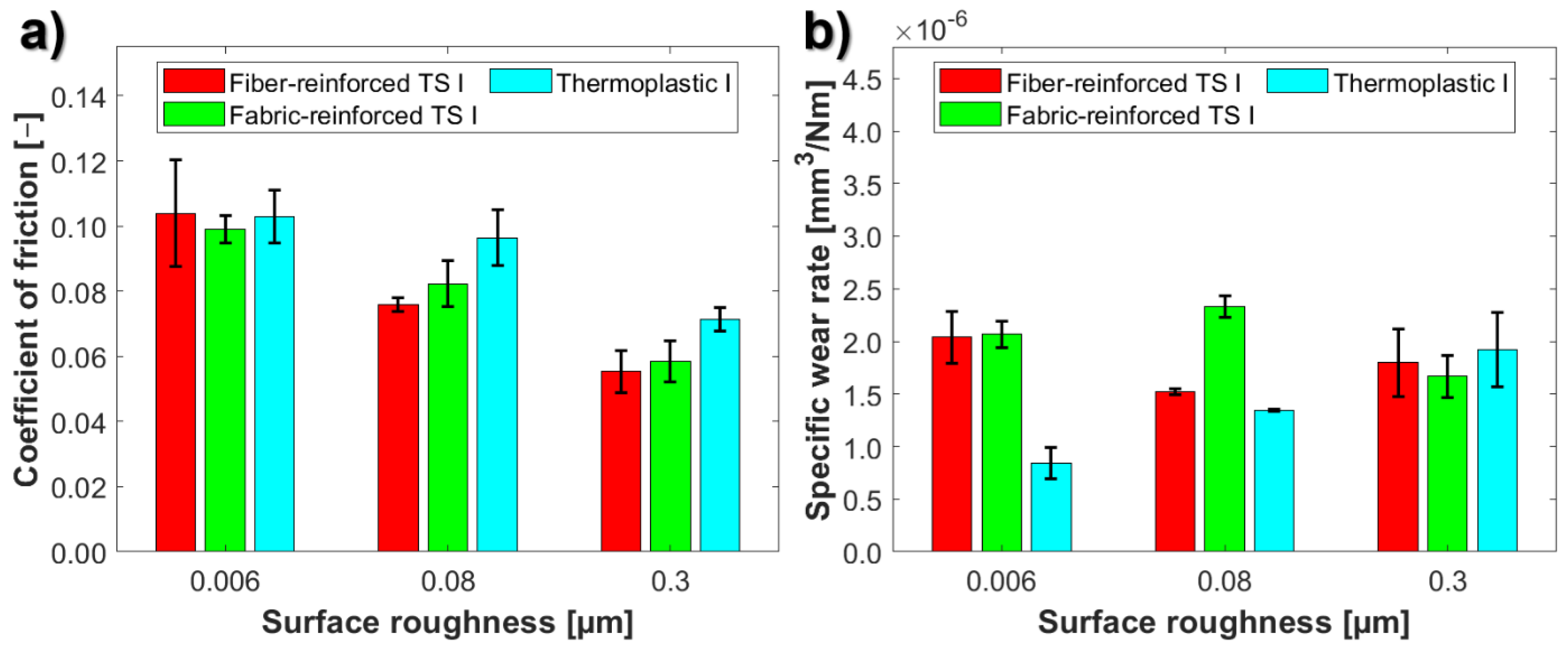
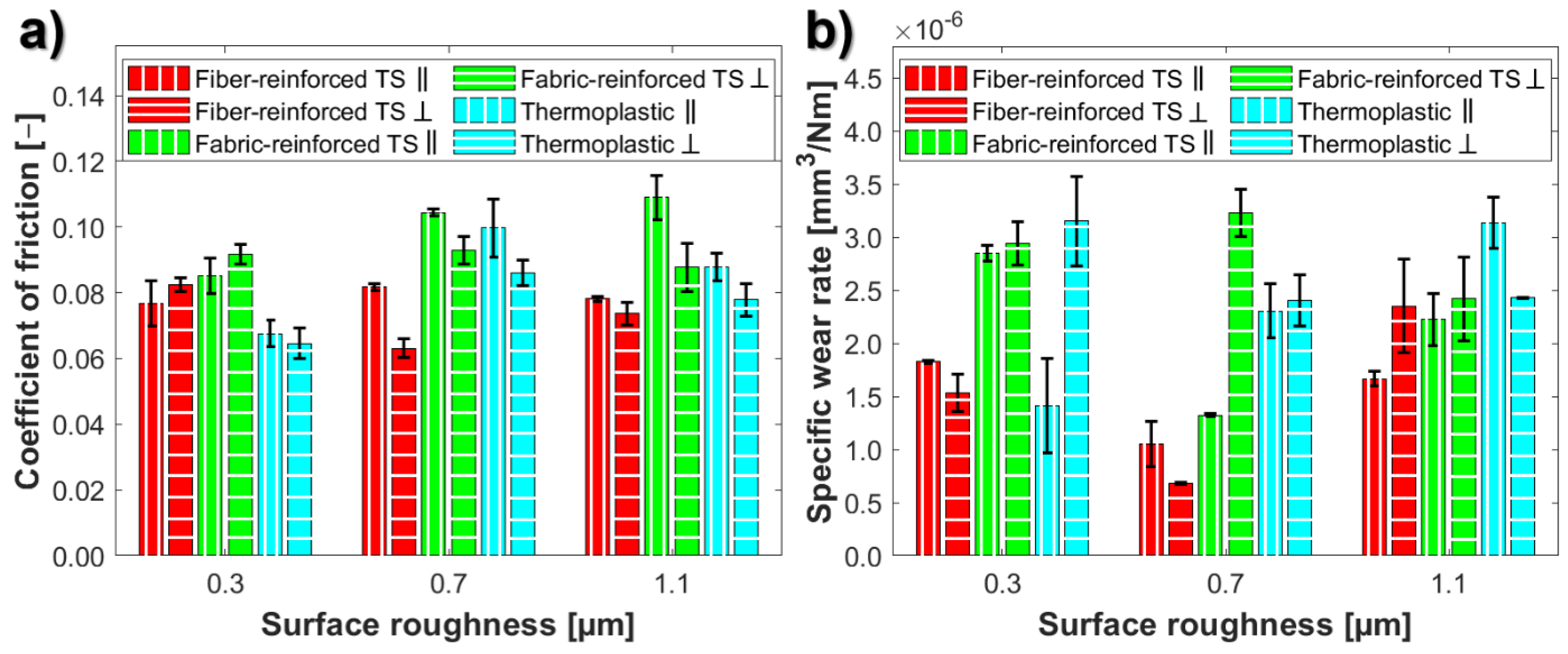
The average friction coefficients and specific wear rates as a function of counter surface roughness and lay are presented in
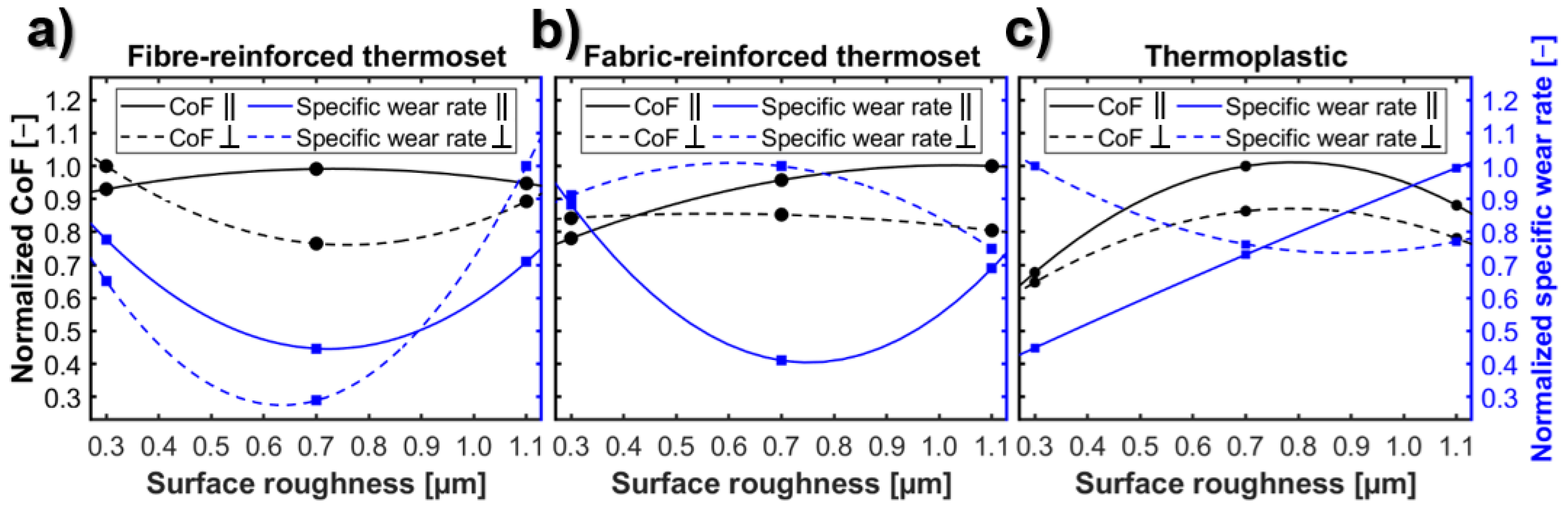
Figure 10 for the three bearing materials sliding against ground stainless-steel plates with parallel and perpendicular surface lays, respectively. For easier comparison, the effect of initial counter surface roughness and lay on friction and wear is illustrated as normalized average coefficients of friction and specific wear rates for each bearing material (
Figure 11).
The average coefficients of friction (
Figure 10a) show good repeatability with standard deviations up to 9%. The specific wear rates (
Figure 10b) show standard deviations of 11% or lower for the majority of the tested combinations. However, the standard deviation is higher (13–20%) for four of the tested combinations. The highest standard deviation of 32% is seen for the thermoplastic sliding against stainless steel with the parallel lay S
a = 0.3 µm. Deviations in the coefficients of friction and specific wear rates are attributed to variations in initial counter surface roughness (S
a) between the ground stainless-steel plates with standard deviations up to 10% (
Table 1). Another contributing factor is the inherent deviation between the thermoset material pins due to the complex structure of the materials with some variations in content and appearance [
24]. However, the highest deviation in the specific wear rate is seen for the thermoplastic, which is a homogeneous material; hence, the deviations between the polymer pins are small. The standard deviation for the average specific wear rate for the thermoplastic sliding against stainless steel with the isotropic lay and S
a = 0.3 µm is 18% (
Figure 2b), which was the highest deviation in the specific wear rate for the surfaces with the isotropic lay.
After comparing the coefficients of friction for the parallel and perpendicular lays (S
a = 0.3 µm) in
Figure 10a with the ones for the corresponding surface roughness and the isotropic lay (
Figure 2a), the thermoset materials show an increase in friction for the parallel and perpendicular lays. The fibre-reinforced thermoset shows a 39% higher coefficient of friction for the parallel lay and 49% higher for the perpendicular lay compared to the isotropic lay. The fabric-reinforced thermoset shows similar behaviour with a 46% increase for the parallel lay and 57% for the perpendicular lay. In contrast to the thermosets, the thermoplastic shows lower friction for the parallel and perpendicular lays with decreases of 6% and 11%, respectively.
At the lowest initial counter surface roughness (S
a = 0.3 µm), the obtained coefficients of friction for each bearing material are similar between the parallel and perpendicular surface lays (
Figure 10a). Hence, the influence of lay is small (below 8% difference) on the coefficient of friction at the lowest initial counter surface roughness. At the lowest surface roughness, irrespective of the lay orientation, the thermoplastic shows the lowest friction and the fabric-reinforced thermoset shows the highest (
Figure 10a).
For the fibre-reinforced thermoset, the coefficient of friction increases for the parallel lay and decreases for the perpendicular lay when the initial counter surface roughness increases from S
a = 0.3 µm to 0.7 µm. Opposite behaviour is seen when the initial counter surface roughness increases from S
a = 0.7 µm to 1.1 µm. The influence of initial counter surface roughness on the coefficient of friction is also higher for the perpendicular lay compared to the parallel. The highest coefficient of friction for the parallel lay at the intermediate initial counter surface roughness (S
a = 0.7 µm) is attributed to the lowest specific wear rate compared to the lowest and highest surface roughness. The lower wear rate will contribute to less available polymer wear debris that can form transfer layers and also lower the amount of solid lubricants in the sliding interface. Interestingly, opposite behaviour is seen for the perpendicular surface lay at the same initial surface roughness where both the friction and specific wear rate reach its minimum. The lowest friction is obtained after sliding against the perpendicular lay and an intermediate initial counter surface roughness S
a = 0.7 µm (
Figure 11a).
In the case of the fabric-reinforced thermoset, the coefficient of friction increases with increased initial counter surface roughness for the parallel lay (
Figure 11b). The increase is higher between the lowest initial surface roughness and the intermediate (18%) compared to between the intermediate and the highest (4%) (
Figure 10a). Increased friction with increased counter surface roughness has previously been reported for UHMWPE sliding against stainless steel with surface finish of R
a 0.1–1.0 µm [
7]. The coefficient of friction for the counter surfaces with the perpendicular lay (
Figure 11b) shows stable behaviour and is not influenced by changes in surface roughness. The lowest friction is obtained after sliding against the parallel lay and the lowest initial counter surface roughness of S
a = 0.3 µm (
Figure 11b).
The influence of surface roughness on friction for the thermoplastic is similar between the two surface lays (
Figure 11c). Slightly higher friction values (up to 14%) are seen for the parallel lay at higher initial surface roughness (S
a = 0.7 and 1.1 µm), similar to the thermoset materials. The thermoplastic shows the lowest friction for counter surfaces with the lowest initial surface roughness (S
a = 0.3 µm) and highest friction for intermediate roughness (S
a = 0.7 µm), irrespective of the lay orientation (
Figure 11c).
For the fabric-reinforced thermoset, the specific wear rates follow the same trend as friction when comparing parallel and perpendicular lay to isotropic lay at S
a = 0.3 µm (
Figure 2b and
Figure 10b). The wear is 71% higher for the parallel lay and 76% for the perpendicular lay compared to the isotropic lay. For the thermoplastic, wear is also higher for the perpendicular lay (64%) but 36% lower for the parallel lay compared to the isotropic lay. For the fibre-reinforced thermoset, the specific wear rates are similar for the parallel and isotropic lay, while they are 18% lower for the perpendicular lay compared to the isotropic lay. Similar to the friction, the influence of counter surface lay is also small on the specific wear rates (
Figure 10b) for the fabric-reinforced thermoset at the lowest initial counter surface roughness (3%). The surface lay shows more influence on the specific wear rate for the fibre-reinforced thermoset with a 16% difference for the perpendicular lay compared to the parallel lay. The specific wear rate is more than double (123% higher) for the thermoplastic sliding against a perpendicular lay compared to the parallel lay, despite showing similar coefficients of friction. With the parallel lay, the specific wear rate (
Figure 10b) is the lowest for the thermoplastic and highest for the fabric-reinforced thermoset. For the perpendicular lay, the specific wear rate is the lowest for the fibre-reinforced thermoset and highest for the thermoplastic.
When the initial counter surface increases from S
a 0.3 µm to 0.7 µm, the specific wear rates for the fibre-reinforced thermoset decrease significantly (74–126%) for both surface lays (
Figure 10b). On the contrary, they increase when the initial counter surface increases from S
a = 0.7 µm to 1.1 µm (37–71%). This indicates a transition in wear mechanisms occurring between S
a = 0.3 µm and 1.1 µm. The influence of surface roughness is significantly higher for the perpendicular lay compared to the parallel. At the lower surface roughness (S
a = 0.3 µm and 0.7 µm), the wear rate is lower for the perpendicular lay compared to the parallel. Similar behaviour has been reported in [
17,
26] for neat and glass fibre-reinforced PEEK sliding against steel with an initial surface roughness R
a of 0.06–1.45 µm, as well as for UHMWPE sliding against hardened stainless steel with a surface roughness R
a of 0.3 µm [
16]. This was explained by the quick formation of uniform and coherent transfer layers on the counter surface with the perpendicular lay, while only patchy transfer layers with a slow growth rate were seen after sliding against the parallel lay [
16]. The formation of thicker transfer layers for the perpendicular counter surface lay was mainly attributed to the entrapment of wear debris aiding polymer build-up on the steel surface.
For the fabric-reinforced thermoset, the influence of surface roughness is significantly more pronounced on the specific wear rate compared to the coefficient of friction. At the lowest (S
a = 0.3 µm) and highest (S
a = 1.1 µm) initial counter surface roughness, the specific wear rates are similar between the parallel and perpendicular counter surface lay (
Figure 11b). Meanwhile, the specific wear rate at S
a = 0.7 µm and the perpendicular lay is 144% higher compared to the parallel lay (
Figure 10b). Higher wear rates for the perpendicular lay compared to the parallel lay have previously been reported for POM composites sliding against tool steel with surface finish R
a 0.015–0.7 µm [
27] and for carbon fibre-reinforced PEEK sliding against steel with an initial surface roughness R
a of 0.06–1.45 µm [
26]. Similar behaviour has also been seen for PPS composites sliding against Inconel 625 with a surface finish R
a of 0.55 µm [
11], while the wear rates were similar or slightly higher for R
a 0.16 µm.
The specific wear rate shows a linear increase with increased surface roughness for the thermoplastic sliding against steel with the parallel lay. Similar behaviour was also seen for the thermoplastic sliding against surfaces with the isotropic lay (
Figure 2b). An increasing wear rate with increased surface roughness has also been reported for neat and fibre-reinforced PEEK [
26], engineering thermoplastics [
10], and UHMWPE [
7] sliding against steel with R
a = 0.02–1.45, as well as some of the PPS composites sliding against Inconel 625 with a surface finish R
a of 0.08–0.55 µm [
11]. Opposite behaviour is seen for the thermoplastic sliding against steel with the perpendicular surface lay (
Figure 11c), with a 31% decrease in the specific wear rate between the lowest and intermediate surface roughness rates. The specific wear rates are similar between the intermediate and highest surface roughness rates.
It is clear from
Figure 11 that the changes in the initial counter surface topography have a bigger influence on wear than friction for the three bearing materials. For the reinforced thermosets, the parallel lay shows the opposite behaviour for friction and wear. In other words, there is a trade-off between friction and wear when optimising surface topography. Similar behaviour is also seen for the thermoplastic; however, only for perpendicular lay.
Zsidai et al. [
10] and Quaglini et al. [
13] suggested that an optimal counter surface roughness exists for any polymer where minimum friction can be obtained. This should reasonably also apply to wear. However, due to the trade-off between friction and wear mentioned above the optimal counter surface roughness for a bearing material can differ for minimum friction and minimum wear. This is the case for the fabric-reinforced thermoset for which the lowest friction is obtained after sliding against parallel lay and the lowest initial counter surface roughness S
a = 0.3 µm (
Figure 11b), while the lowest specific wear rate is obtained for the same lay but an intermediate initial counter surface roughness S
a = 0.7 µm. S
a = 0.7 µm with the parallel lay appears to be optimal for the tribological performance. For the fibre-reinforced thermoset, the lowest friction and specific wear rate is obtained after sliding against the perpendicular lay and an intermediate initial counter surface roughness S
a = 0.7 µm (
Figure 11a). This is the same initial surface roughness for the fabric-reinforced thermoset, but with an opposite counter surface lay. For the thermoplastic, the optimal counter surface roughness is S
a = 0.3 µm with the parallel lay.
For an initial counter surface roughness of S
a = 0.3 µm, the thermoset materials benefit from the isotropic lay with respect to both friction and wear, while for the thermoplastic, a parallel counter surface lay improves the tribological performance (
Figure 11c). On the contrary, for the highest surface roughness (S
a = 1.1 µm), a perpendicular lay is better for the thermoplastic and the fabric-reinforced thermoset, while a parallel lay is better for the fibre-reinforced thermoset.
3.2.2. Friction and Wear Mechanisms
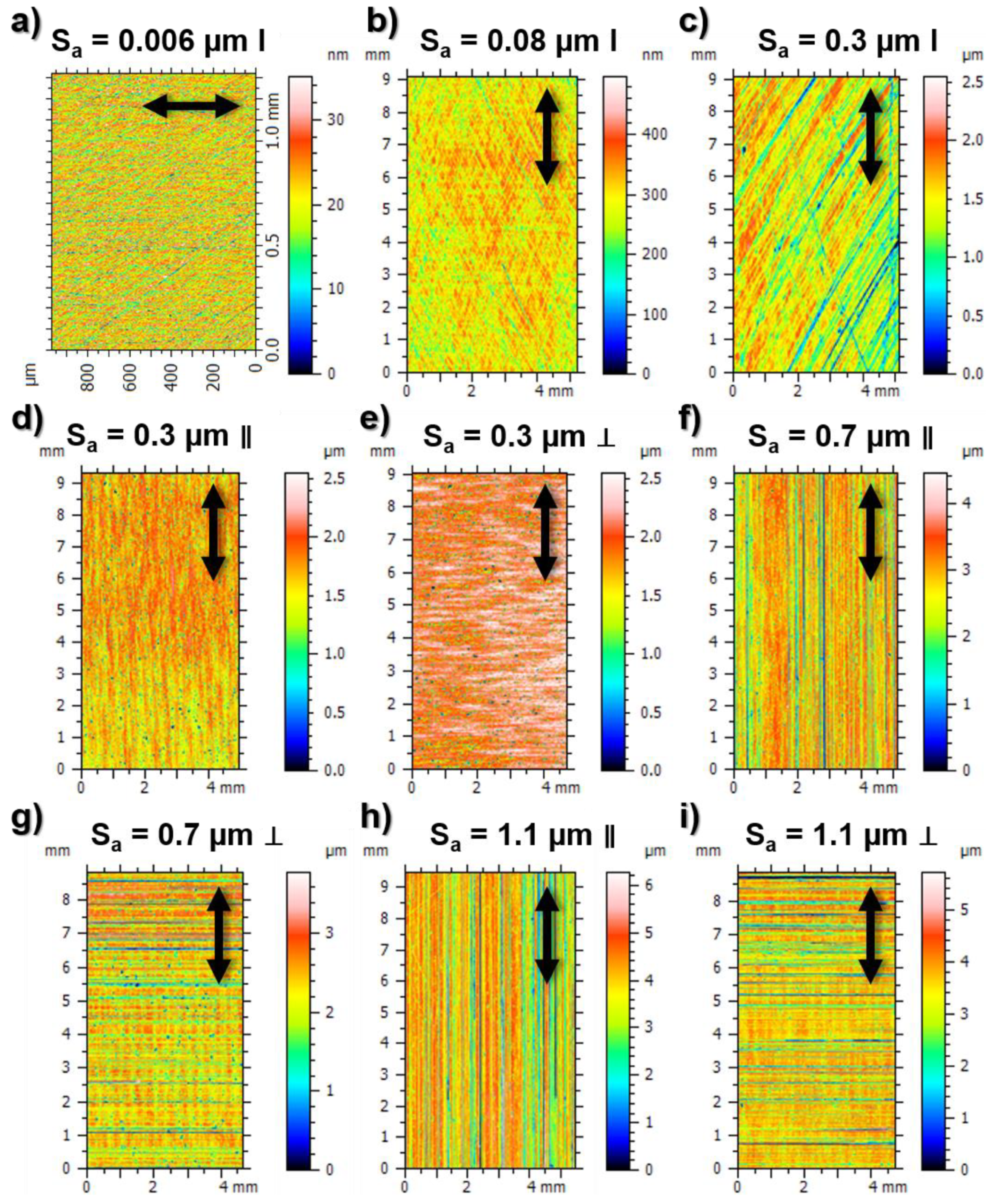
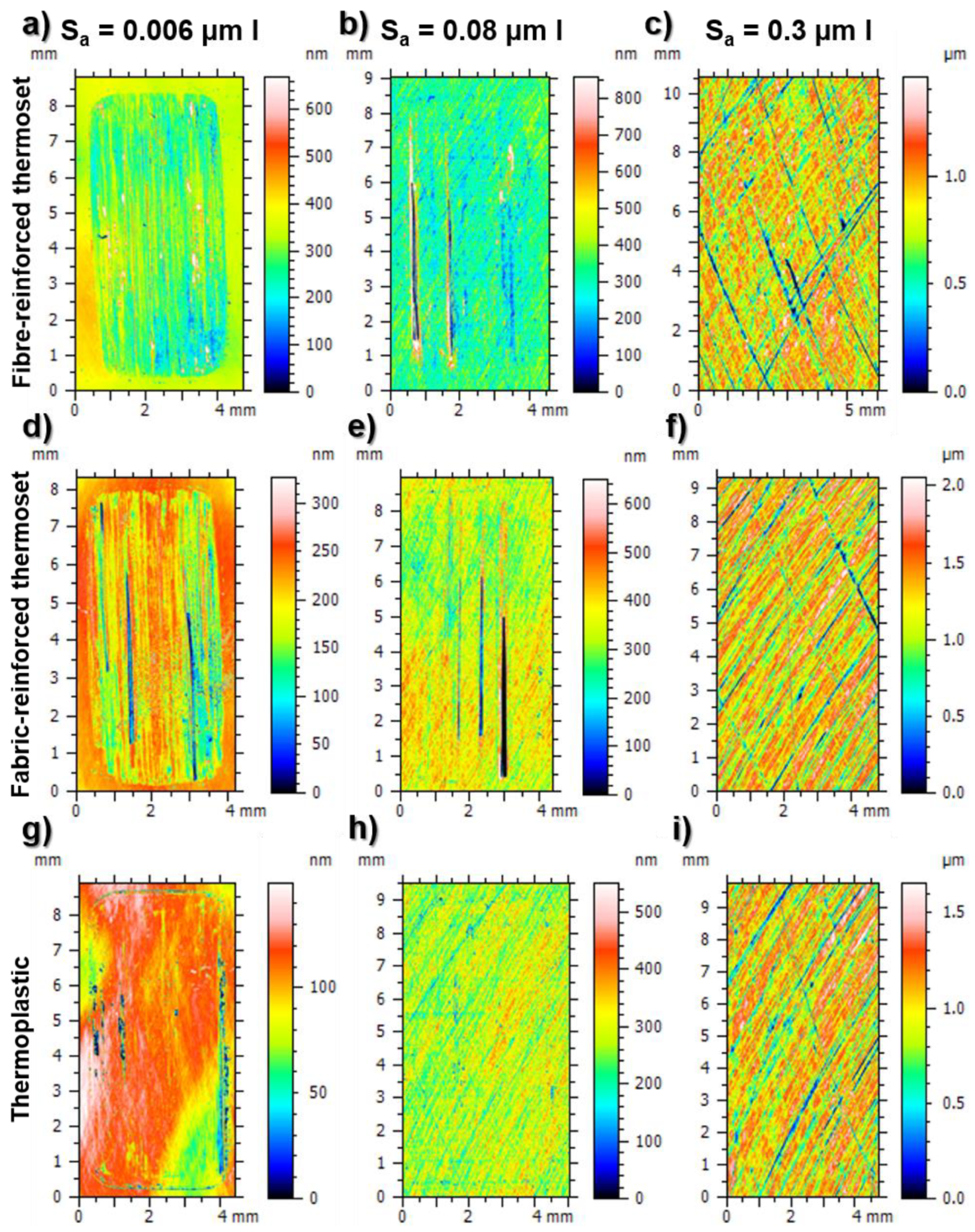
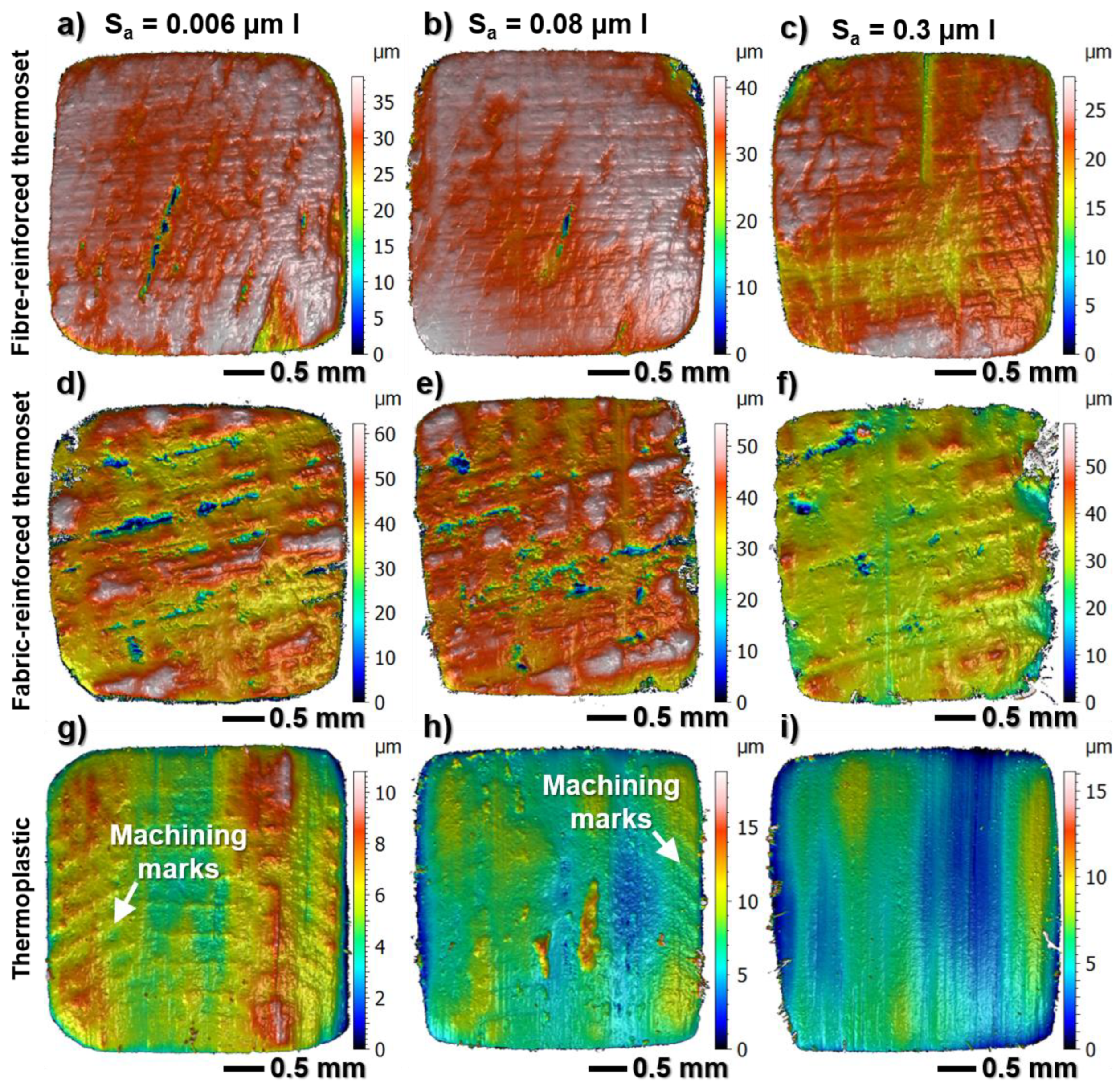
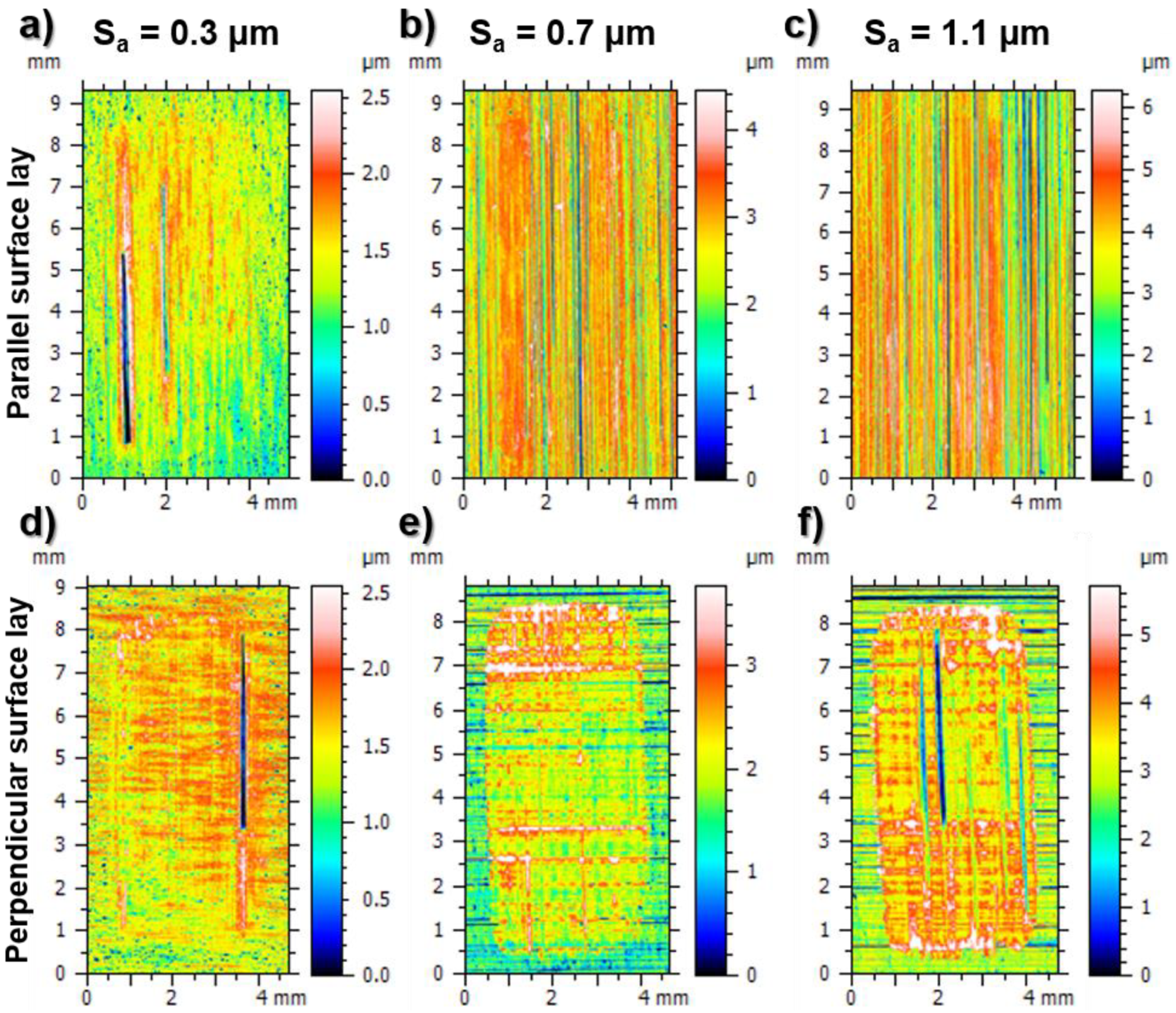
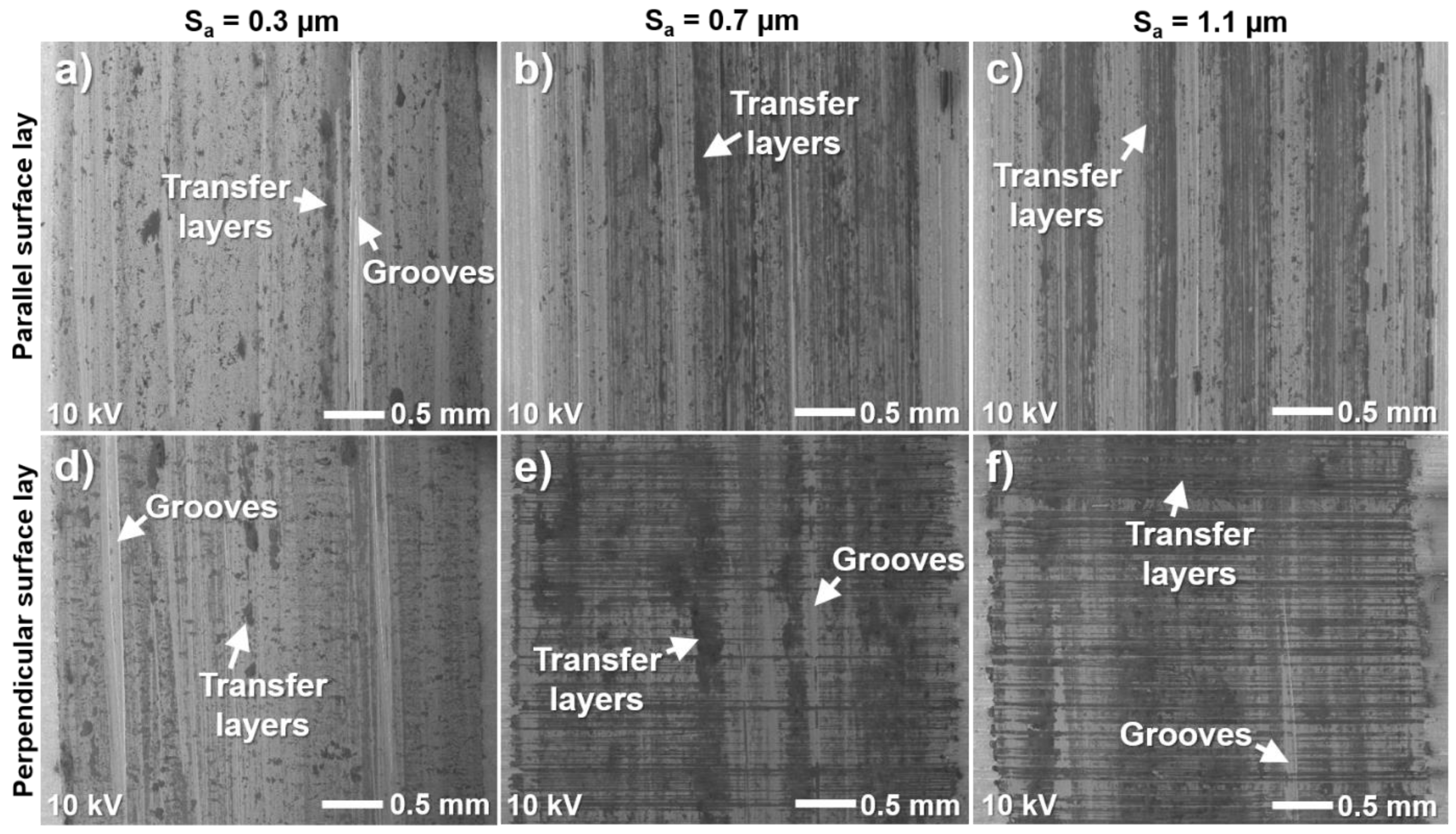
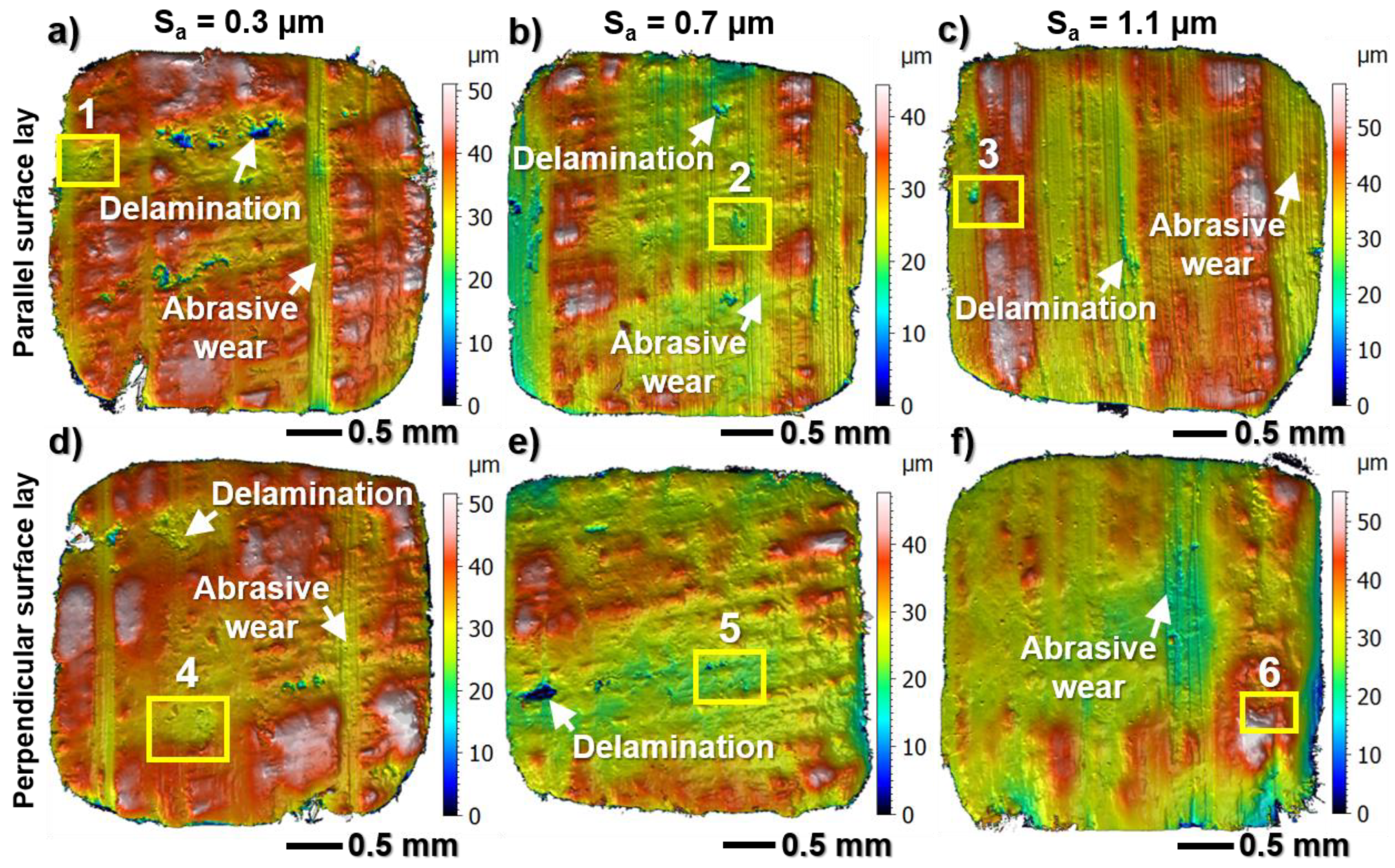
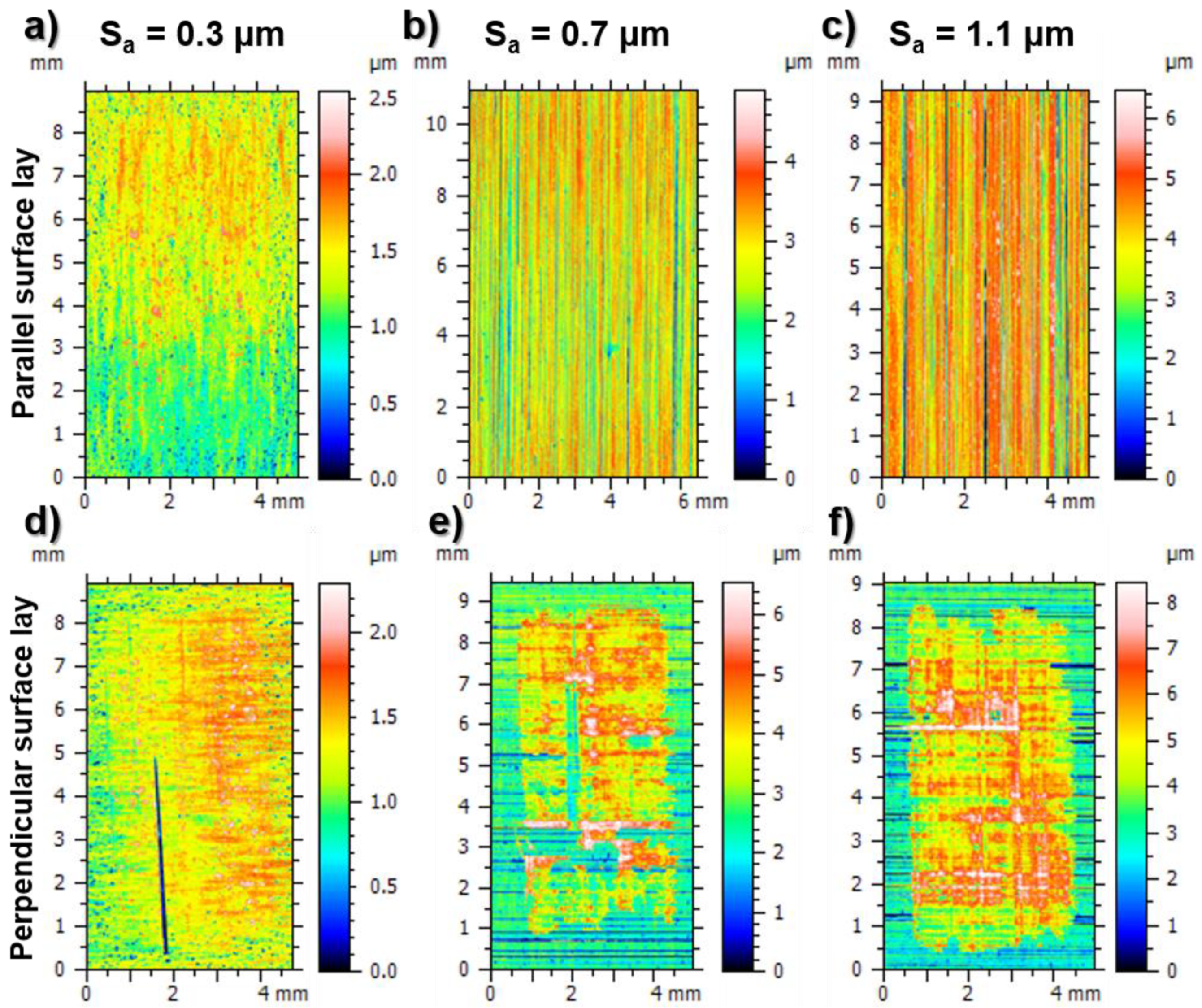
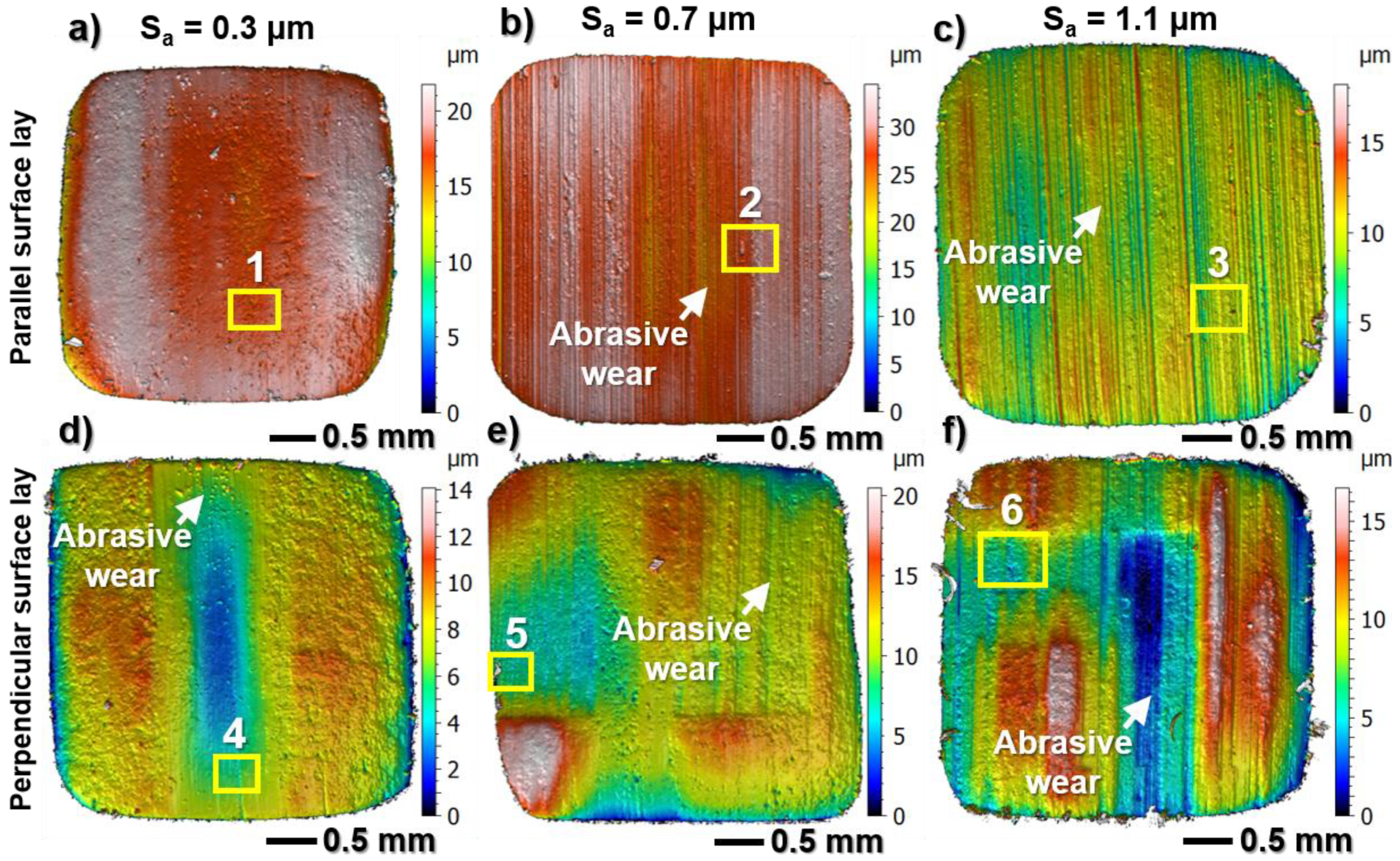
The surface topography of the worn stainless-steel plates with oriented lay and different initial surface roughness is shown in
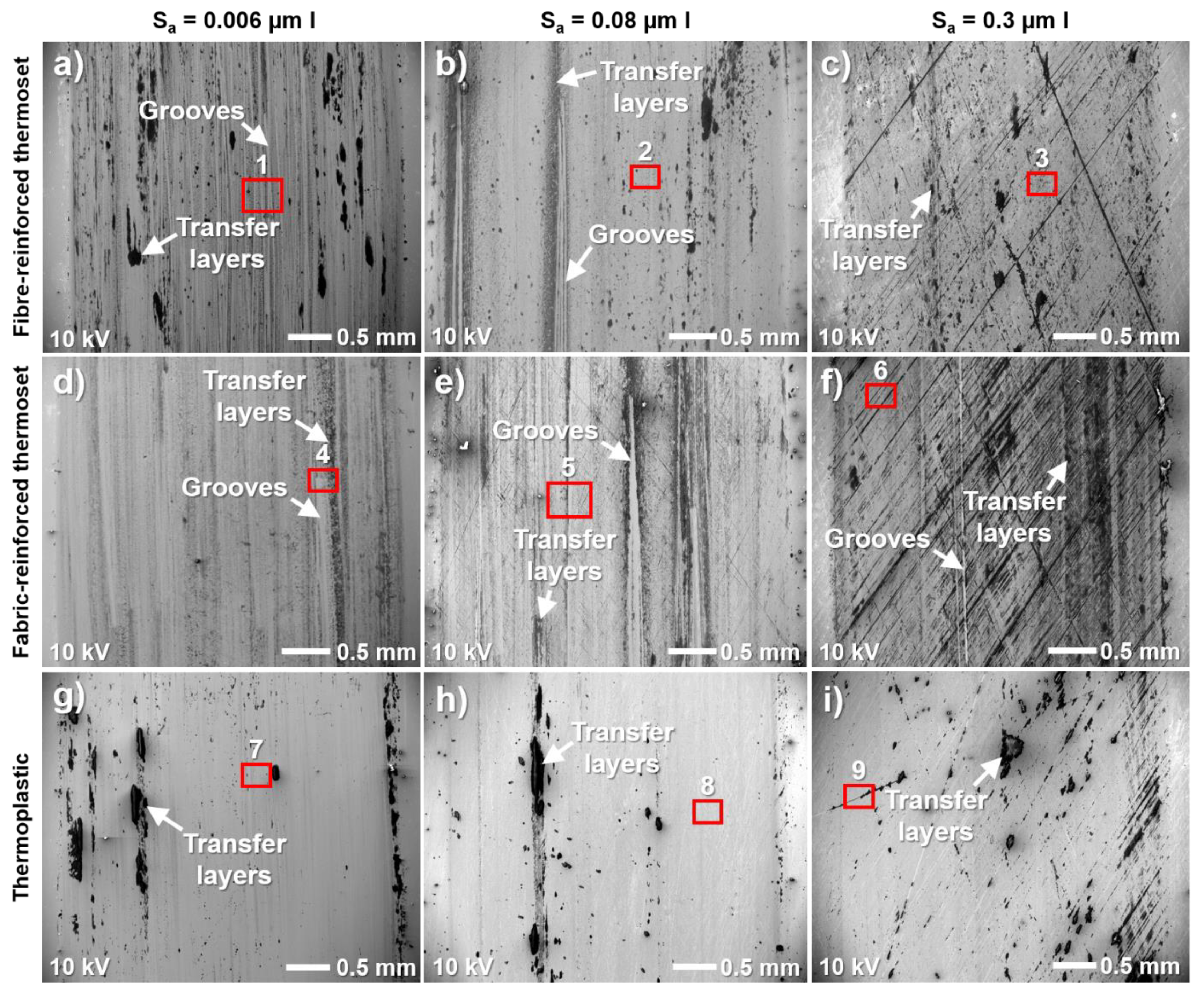
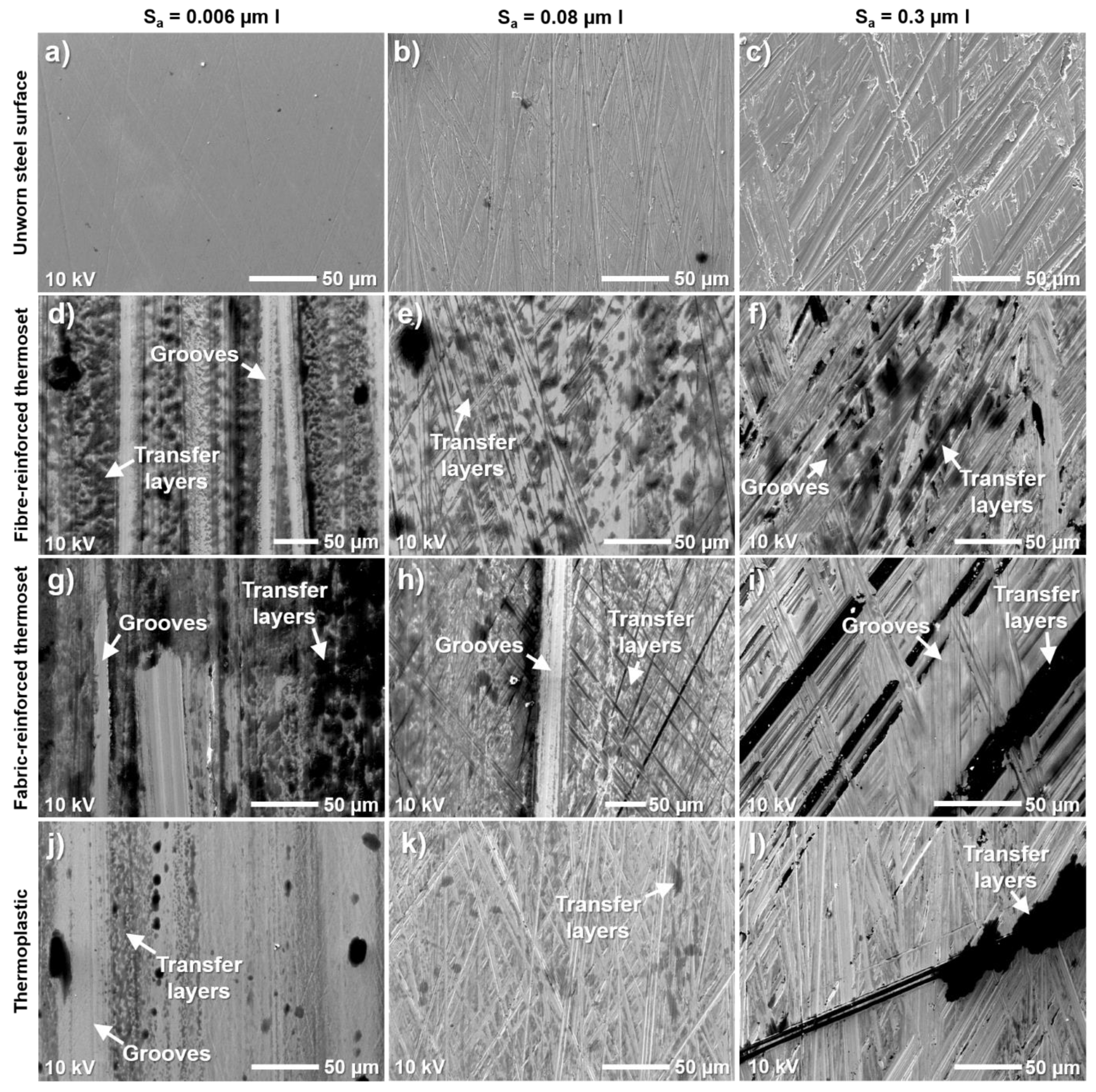
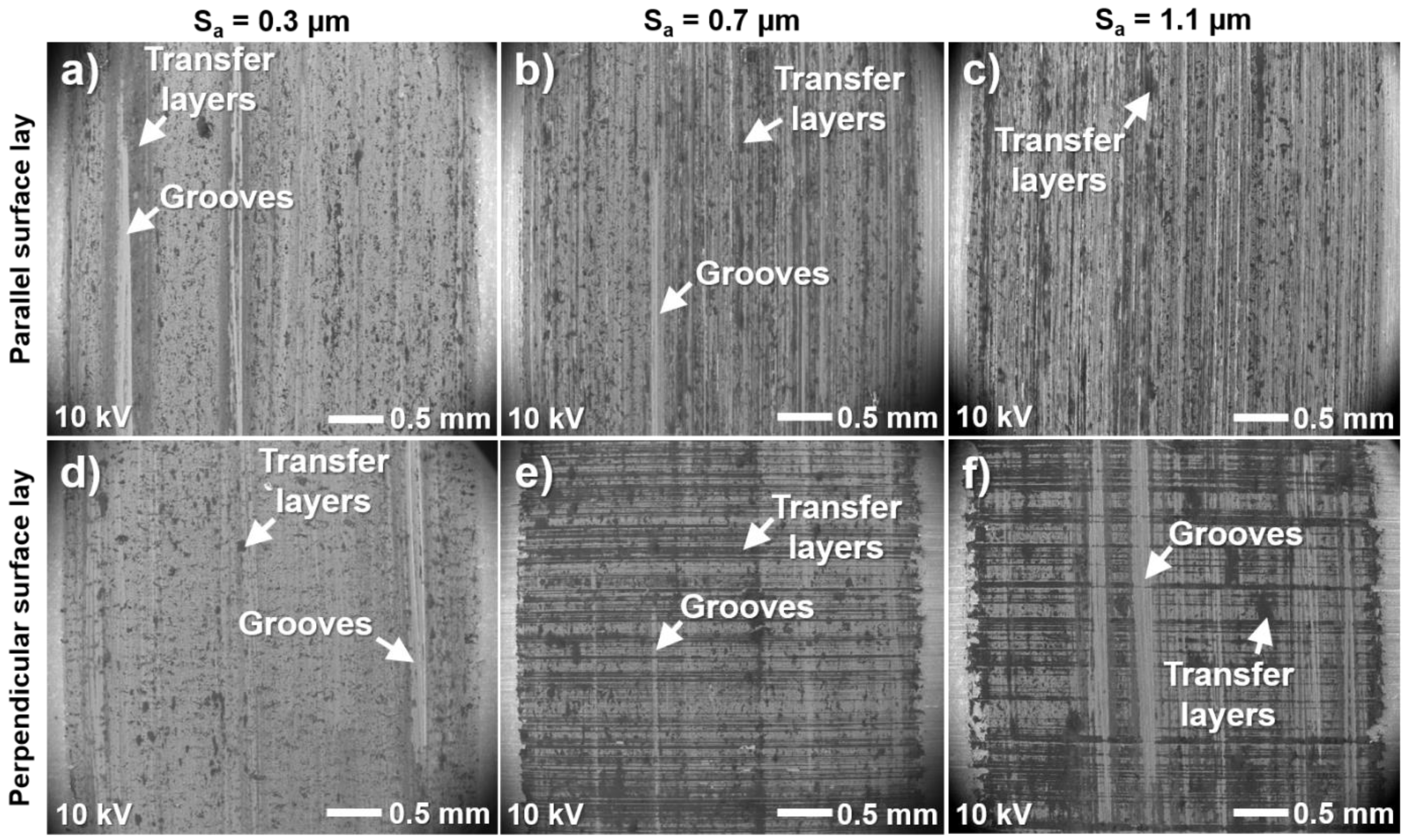
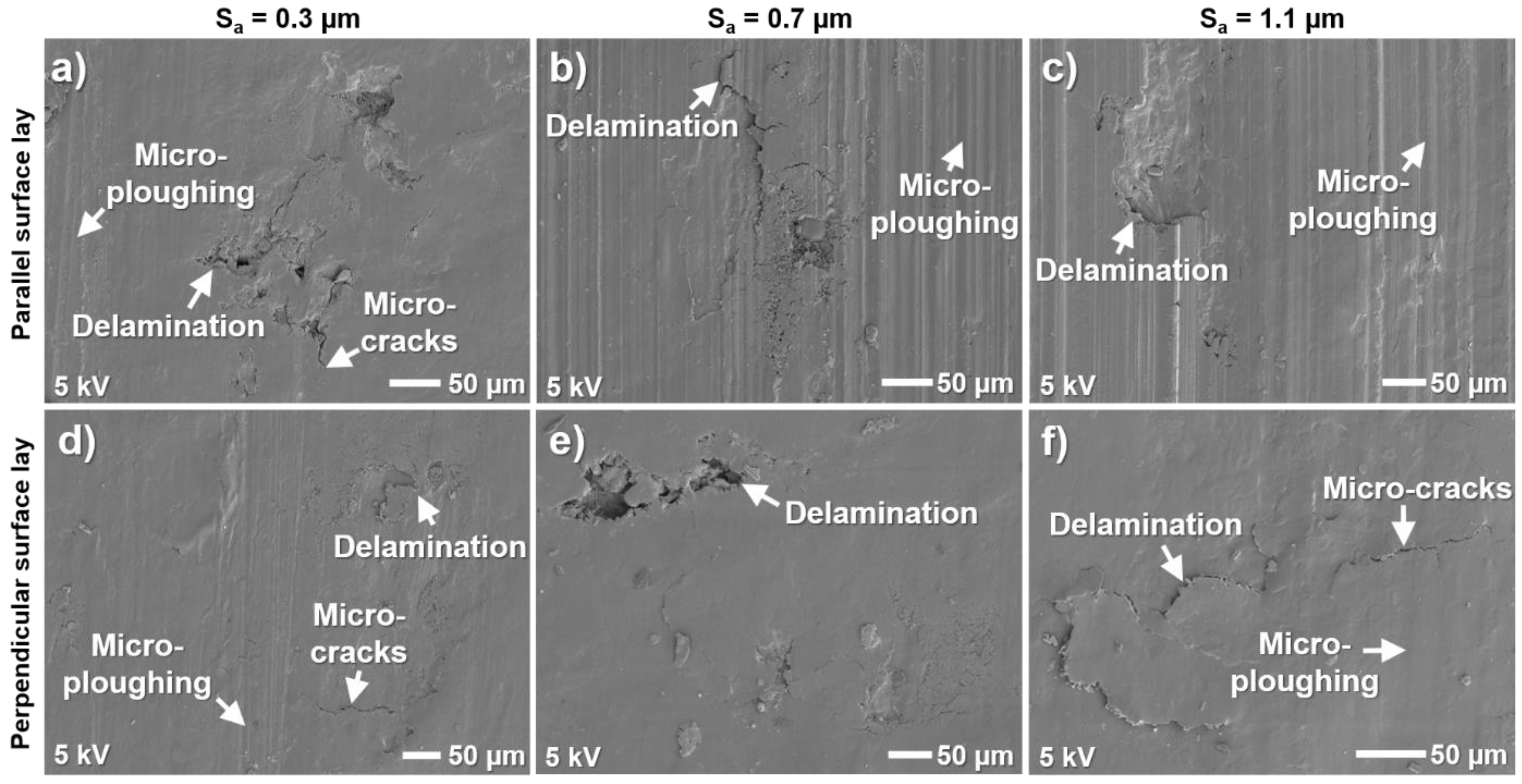
Figure 12 after sliding against the fibre-reinforced thermoset. Corresponding SEM micrographs of the centre of the wear tracks are shown in
Figure 13. At the lowest initial counter surface roughness (S
a = 0.3 µm), grooves are seen on the stainless-steel plates with both parallel lay (
Figure 12a and
Figure 13a) and perpendicular lay (
Figure 12d and
Figure 13d). Along the edges of the grooves, thick transfer layers are formed (
Figure 13a) as a result of accumulated wear debris from both the polymer pin and stainless steel. EDS analysis of the contact surfaces of the fibre-reinforced thermoset pins (
Figure S12a) shows a higher Fe concentration on the polymer pin after sliding against the steel with the parallel lay compared to perpendicular lay. This is a result of more abrasive wear induced on the stainless-steel surface by the fibres in the thermoset. Comparing to the isotropic lay with an initial surface roughness of S
a = 0.3 µm (
Figure 3c and
Figure 4c), the stainless-steel surface is more worn after sliding against the parallel and perpendicular lay. This contributes to a higher coefficient of friction for the oriented lays (
Figure 10a) compared to the isotropic lay (
Figure 2a).
At the lowest initial roughness (S
a = 0.3 µm), the overall surface coverage by transfer layers on the steel surface is higher for the parallel lay (
Figure 13a) than the perpendicular lay (
Figure 13d). EDS analysis of the worn pins (
Figure S12b) also reveals a higher concentration of PTFE on the surface after sliding against steel with the parallel lay. More transfer layers and a higher concentration of solid lubricants contribute to the similar friction for the parallel lay compared to the perpendicular lay (
Figure 11a), despite showing a higher wear of the steel surface. The transfer layers for the parallel lay (
Figure 13a) grow in the sliding direction, while (
Figure 13d) the transfer layers grow perpendicular to the sliding direction for the perpendicular lay. This is attributed to the accumulation of wear debris in the irregularities formed on the as-delivered steel surface during the cold rolling process. For the perpendicular lay, some of the transfer layers also grow in the sliding direction, but this is limited to the regions where grooves have been formed on the steel surface.
The stainless-steel plates with intermediate initial counter surface roughness (S
a = 0.7 µm) are less worn compared to the lowest roughness for both the parallel and perpendicular lays after sliding against the fibre-reinforced thermoset (
Figure 12 and
Figure 13). This is also confirmed by a lower concentration of Fe on the worn polymer pins (
Figure S12a). Less grooves are seen for the perpendicular lay and this behaviour is explained by significantly higher surface coverage by thicker transfer layers compared to the parallel lay. This also contributes to the lower friction and wear for the perpendicular lay (
Figure 11a). The lower wear rate seen for the parallel lay highlights that the ability of the counter surface to accumulate wear debris and rapidly form transfer layers is critical for wear reduction. Higher surface coverage by transfer layers is also seen for the parallel lay at the intermediate roughness compared to the lowest, which contributes to a reduction in the specific wear rate.
At the highest initial counter surface roughness (S
a = 1.1 µm), the perpendicular lay results in a higher surface coverage by more coherent and thicker transfer layers (
Figure 12e) compared to the parallel lay, which has more patchy transfer layers (
Figure 12c). This behaviour is seen for all three bearing materials at the intermediate and the highest roughness and contributes to the lower coefficient of friction for the perpendicular lay (
Figure 10a). These results are in line with earlier reported findings for PPS composites sliding against Inconel 625 [
11] and UHMWPE sliding against stainless steel [
16].
After sliding against the fibre-reinforced thermoset, the stainless-steel plate with the parallel lay is less worn at the highest roughness (
Figure 12c) compared to the intermediate. This is also confirmed by a decreased concentration of Fe on the worn polymer pins with increased initial surface roughness (
Figure S12a). The lower wear of the steel surface also contributes to the lower coefficient of friction for the highest roughness compared to the intermediate (
Figure 11a). In contrast, the wear of the steel surface with the perpendicular lay is significantly higher at the highest roughness (
Figure 12f) compared to the intermediate. This is also evident from the highest concentration of Fe on the worn pin compared to any other surface topography combination (
Figure S12a). This contributes to the higher coefficient of friction at the highest roughness for the perpendicular lay (
Figure 11a) due to a higher ploughing component of friction. The increased abrasive wear on the stainless steel is attributed to more reinforcement fibres protruding from the polymer surface and presence of impurities (
Figure S2 and
Table S2) as a result of continuous wear.
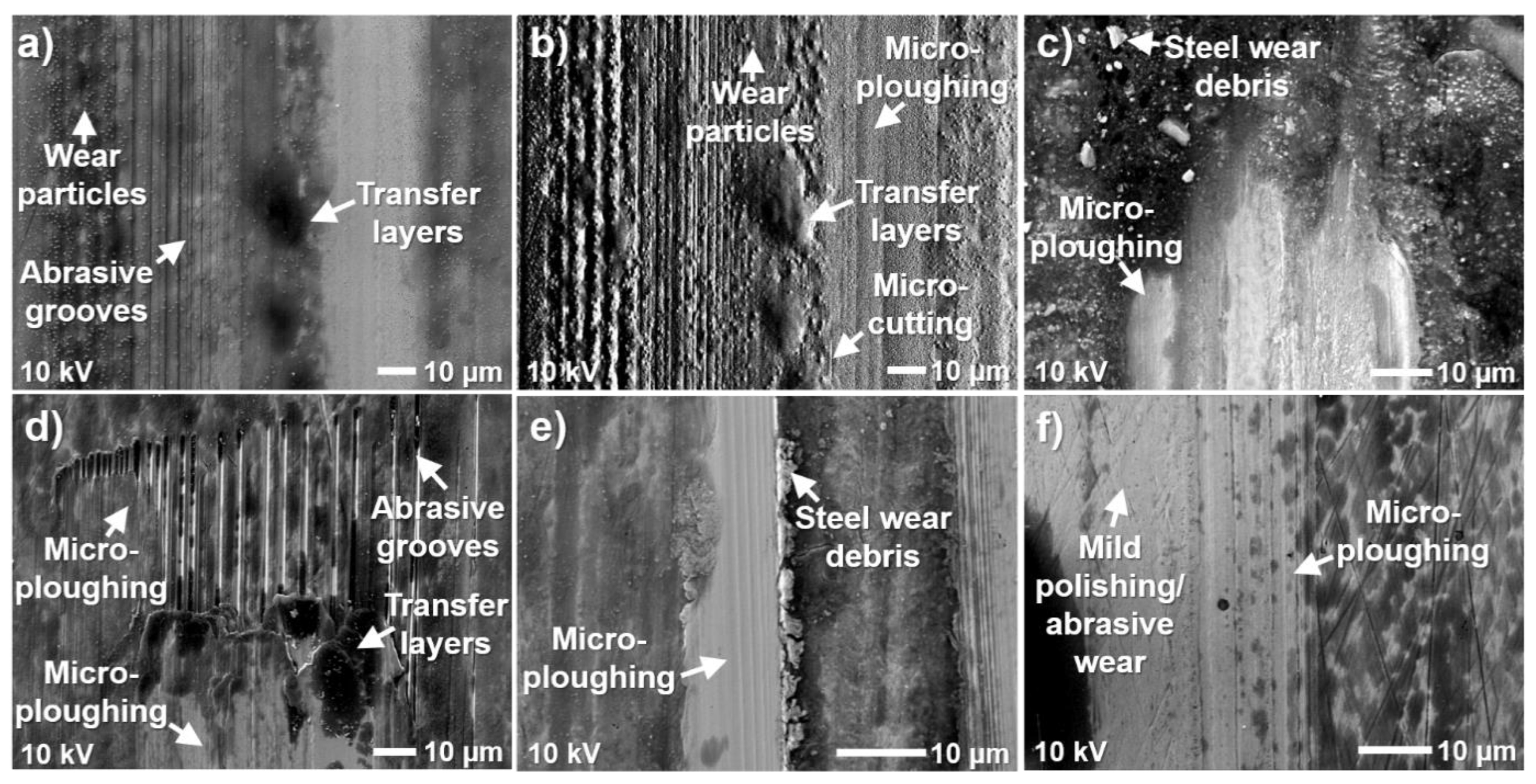
Similar to the isotropic lay, abrasive wear is the dominant wear mechanism of the stainless-steel plates with parallel and perpendicular lays after sliding against the three bearing materials. Micro-ploughing and subsequent micro-fatigue are the dominant micro-mechanisms associated with similar behaviour, as illustrated in
Figure 6 for the isotropic lay. The abrasive wear is caused by reinforcement fibres, fillers, and impurities in the bearing materials, as well as the generated steel debris during the wear process (
Figure 6c,e). In some areas, abrasive grooves initiated by a combination of micro-cutting and micro-ploughing are also prevalent on the steel surface after sliding against the reinforced thermoset materials, as shown in
Figure 6a,b,d.
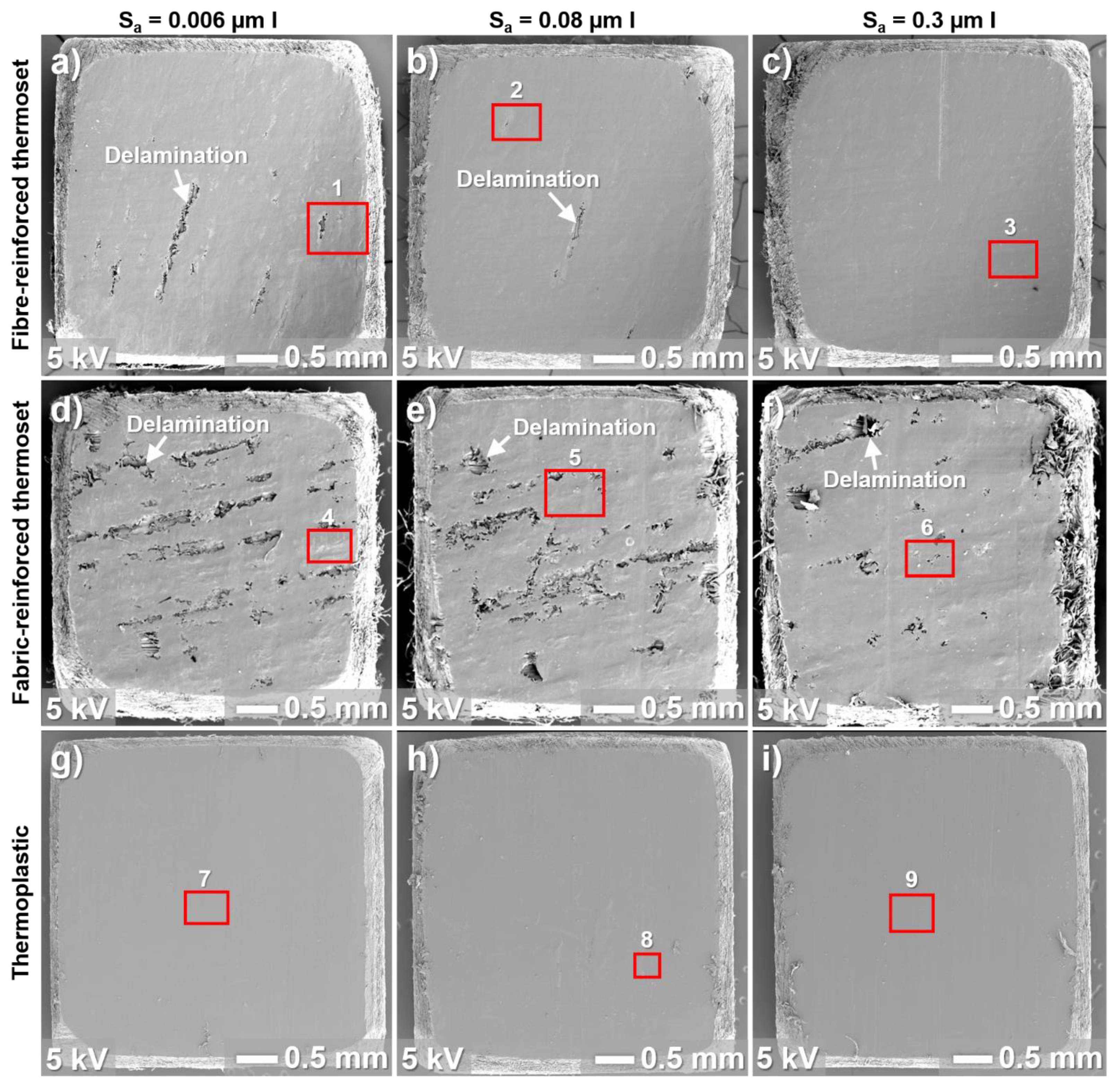
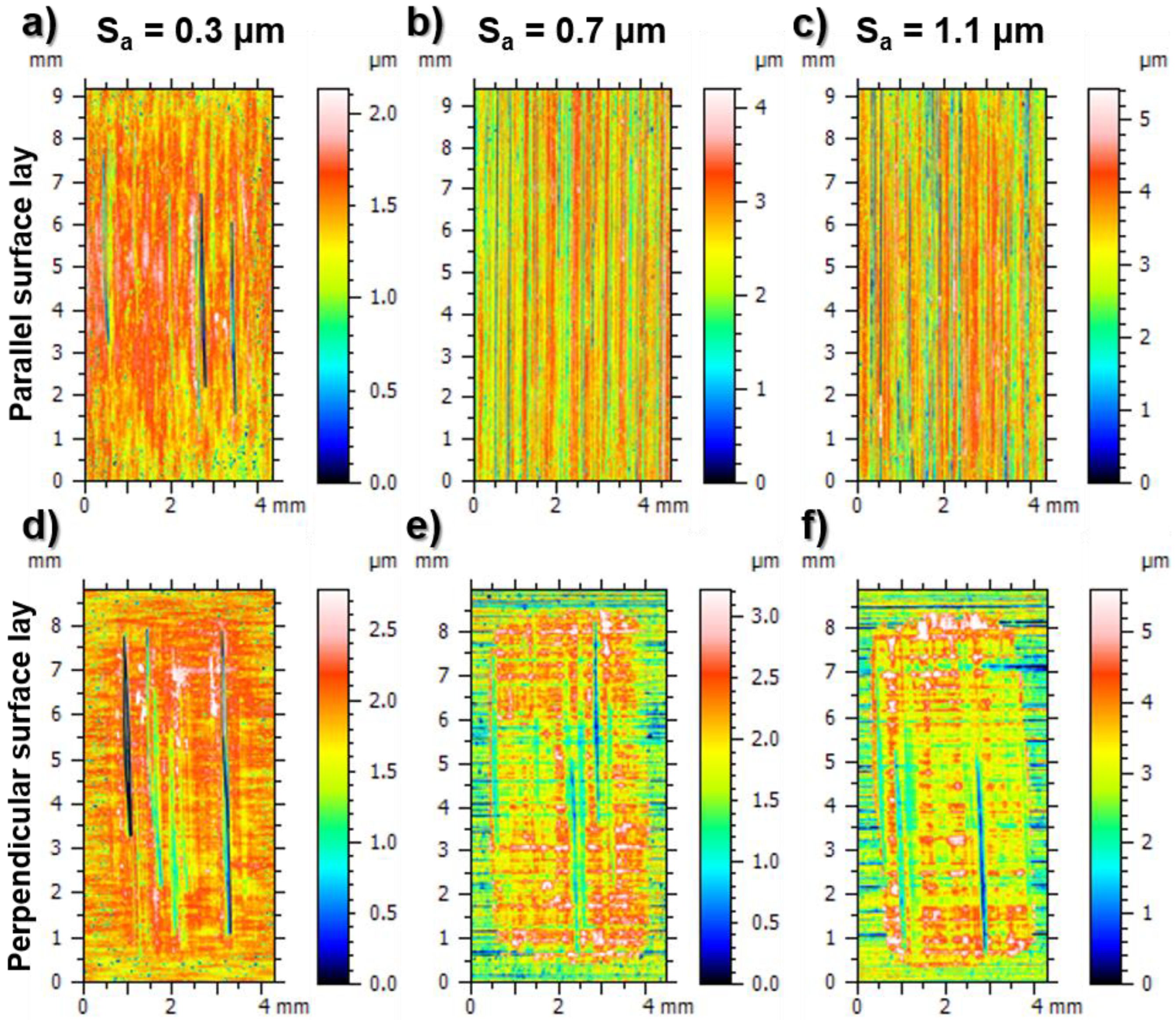
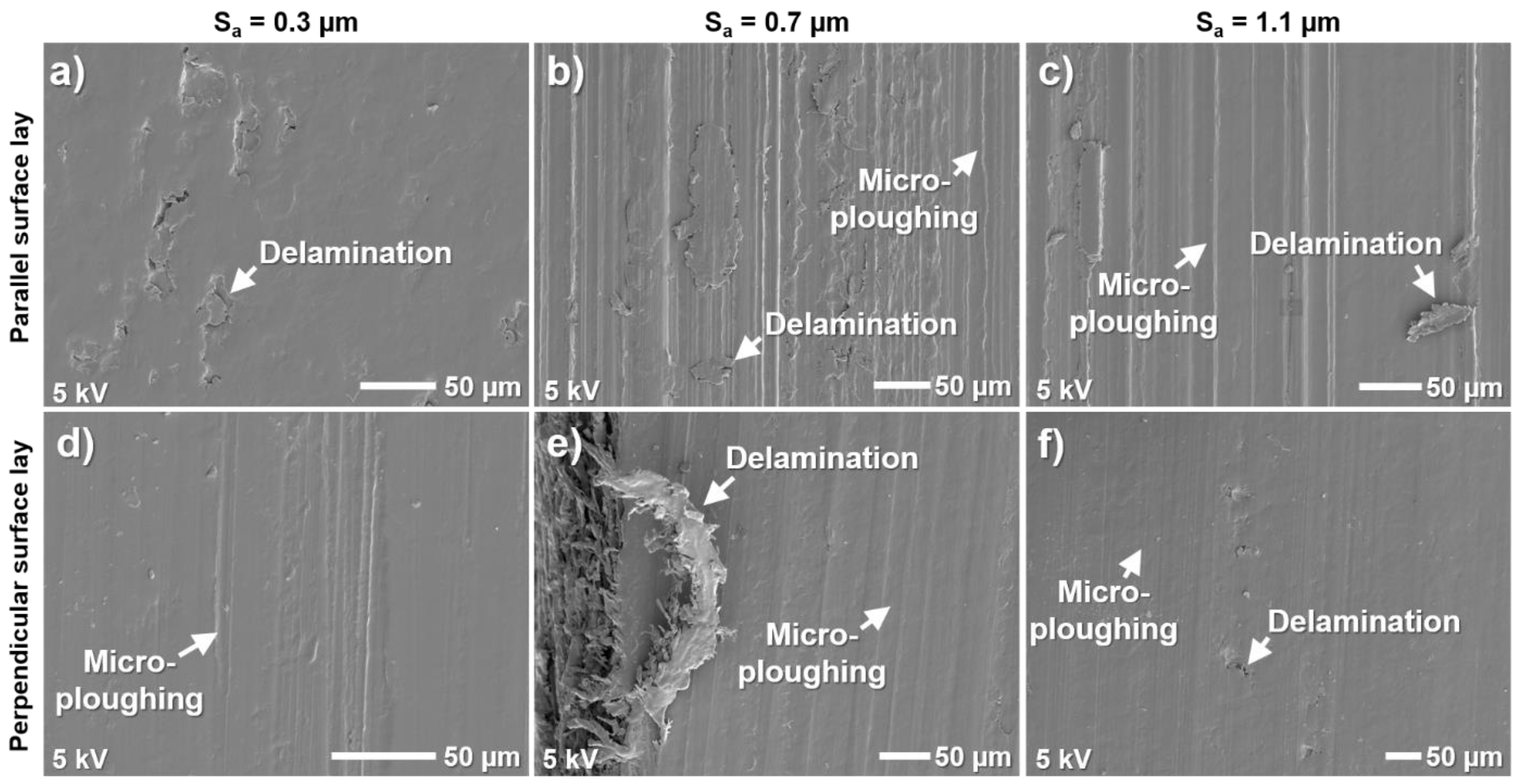
The surface topography of the worn fibre-reinforced thermoset pins is shown in
Figure 14. The SEM micrographs of the highlighted regions in
Figure 14 are shown in
Figure 15. At the lowest initial counter surface roughness (S
a = 0.3 µm), the contact surface of the pin is more homogenously worn for the parallel lay (
Figure 14a) compared to the perpendicular lay (
Figure 14d). In the latter case, the centre of the pin is more worn and surrounded by protruding regions. This is attributed to the accumulation of wear debris around the area that has been subjected to a higher degree of wear. The protruding regions are load-carrying and will hence protect the remaining surface from severe wear. This explains the lower wear rate (
Figure 11a) for the perpendicular lay compared to the parallel lay at the lowest surface roughness.
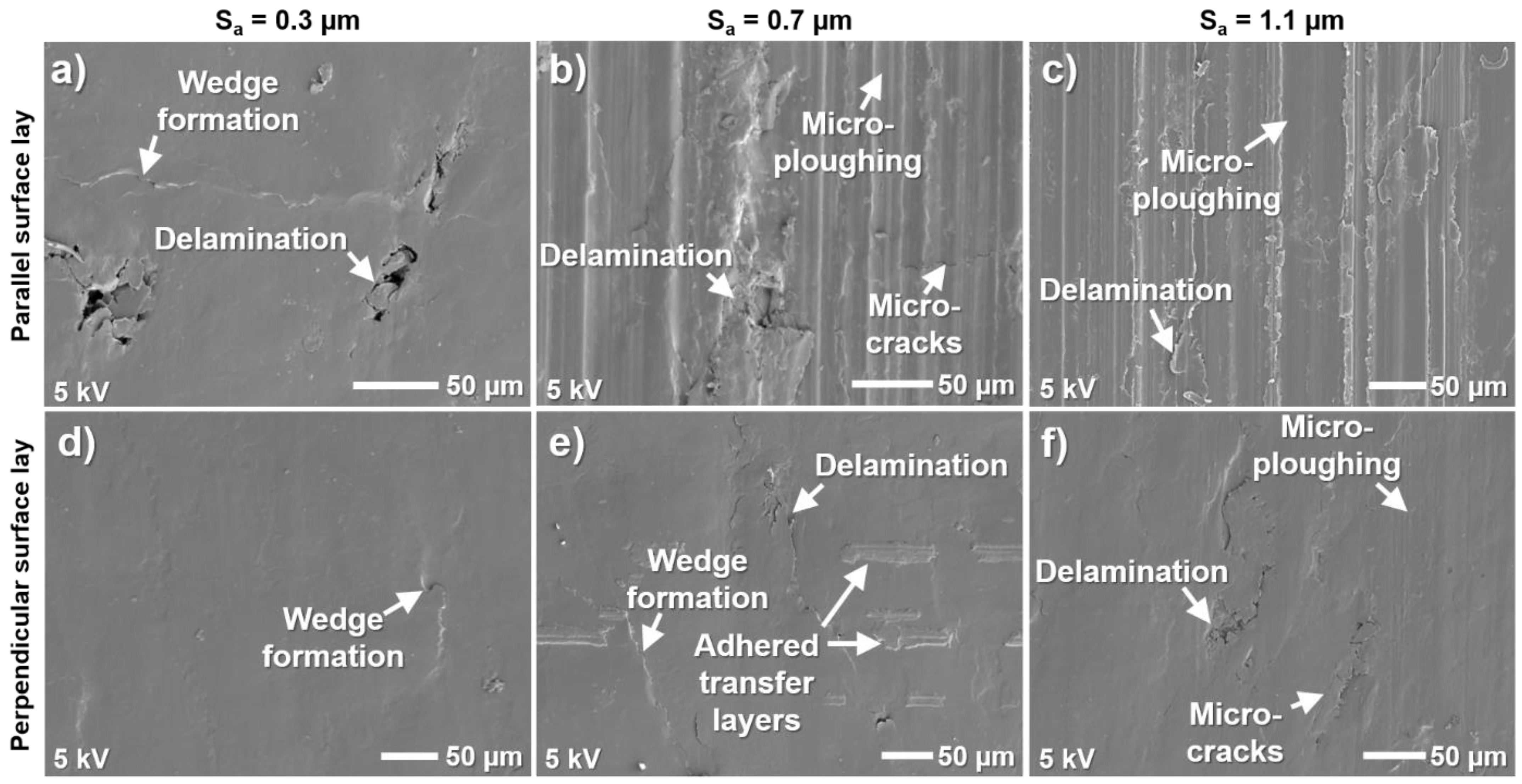
The polymer surface is subjected to more material delamination after sliding against the steel surface with the lowest roughness and parallel lay (
Figure 14a and
Figure 15a) compared to the perpendicular lay (
Figure 14d and
Figure 15d). However, both lays have more areas subjected to larger fragments delaminated from the surface compared to the isotropic lay (
Figure 8c). For the parallel lay, there is also a higher amount of wedge formation (
Figure 15a) on the polymer surface, while the surface is overall smoother for the perpendicular lay (
Figure 15d). Delamination wear is the dominant wear mechanism for both lays at the lowest initial roughness. Limited abrasive wear is prevalent for both lays caused by micro-ploughing and micro-cutting, where the former is more frequent. The abrasive wear of the fibre-reinforced thermoset is caused by the same mechanisms used for the isotropic lay, i.e., hard asperities on the steel surface in combination with wear debris of steel, reinforcement fibres, and impurities adhered to the transfer layers on the steel surface.
More abrasive wear and reduced delamination is seen on the fibre-reinforced thermoset after sliding against the surface with S
a = 0.7 µm and parallel lay. The worn polymer pin (
Figure 14b) shows a mirrored topography of the steel surface (
Figure 12b). Similar behaviour is also seen for the highest surface roughness (
Figure 12c and
Figure 14c). This is attributed to abrasive wear caused by the hard asperities on the steel surface. Giltrow and Lancaster [
14] proposed that there is a critical surface roughness for a polymer composite material, above which the transfer layers are unable to mask the highest asperity peaks on the counter surface, leaving an abrasive component of wear prevalent after the establishment of transfer layers. Hence, for the fibre-reinforced thermoset, the critical counter surface roughness is somewhere between S
a = 0.3 and0.7 µm for the parallel lay. Micro-ploughing is the dominant abrasive wear mechanism of the fibre-reinforced thermoset at the end of the test and the degree of abrasive wear increases with increased initial counter surface roughness (
Figure 14a–c).
In the case of perpendicular lay with intermediate and high roughness, abrasive wear is not the dominant wear mechanism of the fibre-reinforced thermoset (
Figure 14e,f). Similar to the lowest surface roughness, the dominant wear mechanism of the fibre-reinforced thermoset sliding against the perpendicular lay is the delamination wear at the intermediate and the highest counter surface roughness (
Figure 15e,f). This is due to the resilient transfer layers that are formed on the steel surface which are thick enough to cover the majority of the asperities and hence protect the polymer surface from severe wear. The presence of adhered patches is seen on the worn fibre-reinforced thermoset (
Figure 15e). These correspond to detached transfer layers from the steel surface when the test has been stopped, highlighting that the adhesion between the polymer surface and the transfer layers is higher than between the transfer layers and the steel surface.
The surface topography of the worn stainless-steel plates after sliding against the fabric-reinforced thermoset is shown in
Figure 16. The corresponding SEM micrographs of the centre of the wear tracks are shown in
Figure 17. Compared to the fibre-reinforced thermoset, more deep grooves are seen on the steel surface after sliding against the fabric-reinforced thermoset, especially for the perpendicular lay. Additionally, less surface coverage by thick transfer layers is seen (
Figure 16 and
Figure 17). This contributes to the higher coefficients of friction and the specific wear rates for the fabric-reinforced thermoset compared to the fibre-reinforced thermoset (
Figure 10).
The majority of abrasive wear is seen on the steel surface with the lowest initial roughness (S
a = 0.3 µm) for both surface lays (
Figure 16). The wear of the steel is higher for the surface with the perpendicular lay (
Figure 16d), which is also confirmed by the higher concentration of Fe on the worn polymer surface (
Figure S12a). Compared to the isotropic lay, the steel surface is more worn and has a lower surface coverage by protective transfer layers after sliding against parallel and perpendicular lays. This contributes to the higher coefficient of friction for the oriented surface lays.
The amount of wear on the steel surface after sliding against the fabric-reinforced thermoset decreases with increased surface roughness for both lays but a comparative higher degree of wear is seen for the perpendicular lay (
Figure 16).
The transfer layers on the steel with lowest initial roughness (S
a = 0.3 µm) mainly consists of patches for both lays (
Figure 17a,d) and the worn surface has a similar appearance. This is due to the abrading action by the protruding fibres coupled with a similar material removal rate from the polymer matrix, which enables transfer layer formation. Slightly more patchy transfer layers are seen for the perpendicular lay, which is also confirmed by a higher concentration of PTFE on the polymer surface (
Figure S12b). However, the higher amount of abrasive wear for the perpendicular lay contributes to a similar friction between the two lays.
At the intermediate surface roughness (S
a = 0.7 µm) and parallel lay, a higher surface coverage by transfer layers (
Figure 17b) is seen compared to the lowest roughness. This correlates with the lower specific wear rate (
Figure 11b). However, this is not accompanied by lower friction (
Figure 11b) which indicates an insufficient amount of solid lubricants at the sliding interface. This is also confirmed by EDS analysis of the worn polymer surface (
Figure S12b). This is explained by the lower specific wear rate of the polymer pin, which contributes to lower availability of wear debris containing solid lubricants. SEM micrographs show that there are regions with very thin, or the complete absence of, protective transfer layers on the steel surface (
Figure 17b). When the initial roughness increases to S
a = 1.1 µm, the surface coverage by transfer layers decreases and becomes concentrated in four broader regions along the sliding direction (
Figure 17c). This correlates with the higher friction and wear (
Figure 11b). The higher specific wear rate is also attributed to the requirement of a higher amount of polymer wear debris needed to fill the surface valleys when the roughness increases due to larger asperities.
Similar to the fibre-reinforced thermoset, a significantly higher surface coverage by transfer layers is seen on the steel surface with the perpendicular lay compared to the parallel lay at higher roughness after sliding against the fabric-reinforced thermoset (
Figure 17e,f). The surface coverage is highest at the intermediate roughness for the perpendicular lay, but the specific wear rate of the polymer pin is simultaneously the highest (
Figure 11b). Friedrich et al. [
26] reported similar findings for carbon fibre-reinforced PEEK sliding against steel with an initial surface roughness of R
a 0.06–1.45 µm, which was attributed to more pronounced formation of transfer layers on the steel surface for the perpendicular lay. Franklin and Kraker [
27] also reported higher wear rates for the perpendicular lay; however, this was associated with low surface coverage by transfer layers while a higher surface coverage with high concentrations of PTFE was seen for surfaces with the parallel lay. Another contributor to the higher wear rates of the fabric-reinforced thermoset at the intermediate roughness for the perpendicular lay is the abrasive wear of the steel surface (
Figure 12e) which can generate steel wear debris in the transfer layers and contribute to a higher wear of the polymer pin. At the highest initial surface roughness (S
a = 1.1 µm), the wear of the steel surface and coverage by transfer layers (
Figure 17f) decreases along with the specific wear rate of the polymer pin. This behaviour is opposite to that of the fibre-reinforced thermoset, which showed the lowest wear of the polymer pin and steel surface for the perpendicular lay and intermediate roughness. This is explained by the rapid running-in wear process of the fibre-reinforced thermoset with a high initial wear, which contributes to the high availability of polymer wear debris and hence the quick formation of thick transfer layers on the steel surface. The protective transfer layers contribute to a low steady-state wear of the polymer, resulting in a slow increase in wear. Meanwhile, the fabric-reinforced thermoset showed a longer running-in process and a higher continuous increase in the wear throughout the test.
The worn surface topography of the fabric-reinforced thermoset pins are shown in
Figure 18 and SEM micrographs of the highlighted regions in
Figure 18 are shown in
Figure 19. The protruding regions in the surface topography measurements correspond to locations of the PTFE fibres (
Figure S1b), which is confirmed by EDS, as illustrated in
Figure S13. These regions are less worn compared to the polymer matrix and the polyester fibres despite having higher localized stresses due to higher local contact pressures in load-carrying regions. The higher availability of PTFE can reduce the local shear stresses and hence induce less surface damage. More transfer layers are also found on the steel surface in the regions that slide against the PTFE fibres (
Figure 17). This is especially clear for the parallel lay at the highest roughness (
Figure 17c) where four broad regions of transfer layers are seen along the sliding direction corresponding to the four protruding regions (PTFE) on the polymer surface (
Figure 18c).
At the lowest initial counter surface roughness (S
a = 0.3 µm), the wear mechanisms of the fabric-reinforced thermoset in the end of the test are similar between the two surface lays (
Figure 18a,d) and the isotropic lay. Delamination wear is the dominant wear mechanism (
Figure 19a,d) and more regions with larger fragments delaminated from the surface are seen on the polymer surface after sliding against the steel with the parallel lay (
Figure 18a). In some regions, abrasive wear (micro-ploughing) is caused by transfer layers that are reinforced with steel particles (
Figure 6c,e) from the abrasive wear of the steel surface asperities (
Figure 16a,d).
As the surface roughness increases, abrasive wear becomes dominant in the case of the parallel lay (
Figure 18b and
Figure 19b). It can be seen that the degree of abrasive wear increases with increased counter surface roughness, while the degree of delamination wear decreases (
Figure 18 and
Figure 19). The abrasive grooves on the polymer surface are subjected to high cyclic stresses which lead to propagation of micro cracks and eventually detachment of fragments from the polymer surface due to fatigue, which is clearly visible in
Figure 19c. Hence, delamination wear also occurs in regions that are subjected to abrasive wear. The lowest specific wear rate for the parallel lay occurs at the intermediate roughness. This shows that a combination of mild abrasive wear and reduced delamination wear is more favourable for the fabric-reinforced thermoset.
For the perpendicular lay, the dominant wear mechanism of the fabric-reinforced thermoset is the delamination wear for all tested counter surface roughness (
Figure 19d–f), similar to the fibre-reinforced thermoset. In contrast to the parallel lay, abrasive wear resulting from micro-ploughing is only found in some regions at the intermediate and highest surface roughness for the perpendicular lay. This shows that the transfer layers on the steel surface form fast enough, due to the high initial wear rate, and are thick enough to protect the polymer surface from the hard asperities on the steel surface. Similar behaviour was reported by Friedrich et al. [
26] for carbon fibre-reinforced PEEK sliding against steel and was also associated with higher specific wear rates. The specific wear rate is the highest at the intermediate roughness for the perpendicular lay. This is attributed to the high amount of transfer layers seen on the stainless-steel surface resulting from the high initial wear of the polymer pin and the subsequent increased delamination due to higher adhesion between the thick transfer layer and the polymer matrix.
The worn surface topography of the stainless-steel plates after sliding against the thermoplastic is shown in
Figure 20 and SEM micrographs of the centre of the wear tracks are shown in
Figure 21. Compared to the reinforced thermosets, the stainless-steel is subjected to significantly less wear with only single grooves seen for the perpendicular lay at the lowest and intermediate roughness. Surface coverage by transfer layers on the steel surface is significantly higher after sliding against the thermoplastic compared to the reinforced thermosets at the lowest surface roughness for the parallel lay and all three roughness levels for the perpendicular lay. The transfer layers are also overall thicker for the thermoplastic except for the parallel lay at the intermediate and highest roughness where a similar or smaller amount of transfer layers are seen compared to the thermoset materials. A higher deviation in the specific wear rate of the thermoplastic sliding against steel surface with S
a = 0.3 µm compared to the thermoset materials is explained by more and thicker transfer layer islands. These are more easily removed during sliding than thinner transfer layers and contribute to less stable transfer layers compared to the thermoset materials.
At S
a = 0.3 µm, thicker transfer layers are seen for the parallel (
Figure 21a) and perpendicular lays (
Figure 21d) compared to the isotropic lay. This contributes to a lower coefficient of friction for the oriented lays (
Figure 10a). The transfer layers are thicker overall and have a higher surface coverage for the perpendicular lay than for the parallel lay. This contributes to the slightly lower coefficient of friction but significantly higher specific wear rate (
Figure 11c). SEM micrographs reveal a higher concentration of thicker transfer layer patches in the regions that are initially more protruding (load bearing) on the steel surface for both lays.
For the parallel lay, the surface coverage and thickness of transfer layers significantly decrease when the initial counter surface roughness increases from the lowest to the intermediate and highest roughness (
Figure 21b,c). This explains the increased friction and wear at the intermediate and highest roughness (
Figure 11c) due to less solid lubricants and protective layers in the sliding interface. The main reason for the reduced friction at the highest roughness is the increased wear rate of the polymer pin, which contributes to a higher availability of wear debris and solid lubricants in the sliding interface.
In case of the perpendicular lay and increasing roughness, the transfer layers change from patchy to coherent (
Figure 21e). The transfer layers are also significantly thicker at the intermediate and highest roughness compared to the lowest (
Figure 21d–f). However, the coefficient of friction is higher for the intermediate and highest initial roughness compared to the lowest (
Figure 11c). This shows that overly thick transfer layers are not beneficial from a frictional point of view for the thermoplastic. The thick coherent transfer layers contribute to a smoother counter surface, leading to a higher real area of contact and hence a high interfacial shear strength. In contrast, the specific wear rates at the intermediate and highest roughness levels are similar and lower compared to the lowest roughness. This shows that the thick transfer layers can protect the thermoplastic from wear. The slightly lower friction at the highest roughness compared to the intermediate (
Figure 11c) is attributed to the faster establishment of a transfer layer, due to the high initial wear of the polymer pin, thereby reducing the ploughing component of friction.
The worn topography of the thermoplastic pins is shown in
Figure 22 and SEM micrographs of the highlighted regions in
Figure 22 are shown in
Figure 23. At the lowest initial counter surface roughness (S
a = 0.3 µm), the dominant steady-state wear mechanism of the thermoplastic is the delamination wear for both lays, similar to the thermoset materials. The middle of the pin is more worn, especially for the perpendicular lay (
Figure 22d). This is attributed to a lower amount of protective transfer layers on the steel surface in the middle region, as seen in
Figure 21b. Initial abrasion of the polymer pin by the hard asperities on the steel surface with the perpendicular lay contributes to the overall higher wear. A significantly less amount of abrasive wear is seen on the thermoplastic after sliding against steel with the parallel lay where it is mostly concentrated towards the edges perpendicular to the sliding direction. However, the amount of abrasive wear for both oriented lays is significantly less compared to the isotropic lay (
Figure 7i). Micro-ploughing is the dominant abrasive wear mechanism of the thermoplastic sliding against steel with oriented lays, but in some regions micro-cutting is also prevalent.
Similar to the reinforced thermoset materials, the dominant wear mechanism of the thermoplastic changes from delamination wear to abrasive wear with increasing counter surface roughness with the parallel lay (
Figure 22b and
Figure 23b). The thermoplastic is more homogeneously worn at the higher surface roughness with the parallel lay compared to the thermoset materials and subjected to a lower degree of material delamination. This is explained by the lack of reinforcement fibres in the thermoplastic material, and hence limited abrasion of the steel surface, along with insufficient formation of protective transfer layers that both lead to the abrasion of the polymer pin. This contributes to a higher specific wear rate of the thermoplastic compared to the thermoset materials at the highest roughness for the parallel lay (
Figure 10b).
The worn thermoplastic pins after sliding against steel with the perpendicular lay and higher roughness are subjected to a combination of abrasive wear and delamination (
Figure 22e,f). The dominant wear mechanism is micro-ploughing (
Figure 23e,f), resulting from detachment of the thick transfer layers in corresponding regions on the steel surface (
Figure 20e,f) and exposing underlying asperities. Delamination wear mainly occurs where sliding against thicker transfer layers takes place.






{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}