3.1. Visual Examination
The as-received liners were retrieved following the procedures outlined in [
1] and packaged in two separate clear containers with no apparent damage to the outside. Lot B1 contained 12 liners, while B2, 14 liners (
Table 1). Each UHMWPE liner was in a plastic sealable bag and paired with metallic implant components in a larger bag when applicable. Visual inspection of each of the components was performed, categorizing the liners based on nine different wear modes common to UHMWPE liners. These wear modes were delamination, pitting, abrasion, scratching, burnishing, deformation, embedded debris, complete fracture, and grooving [
2,
5].
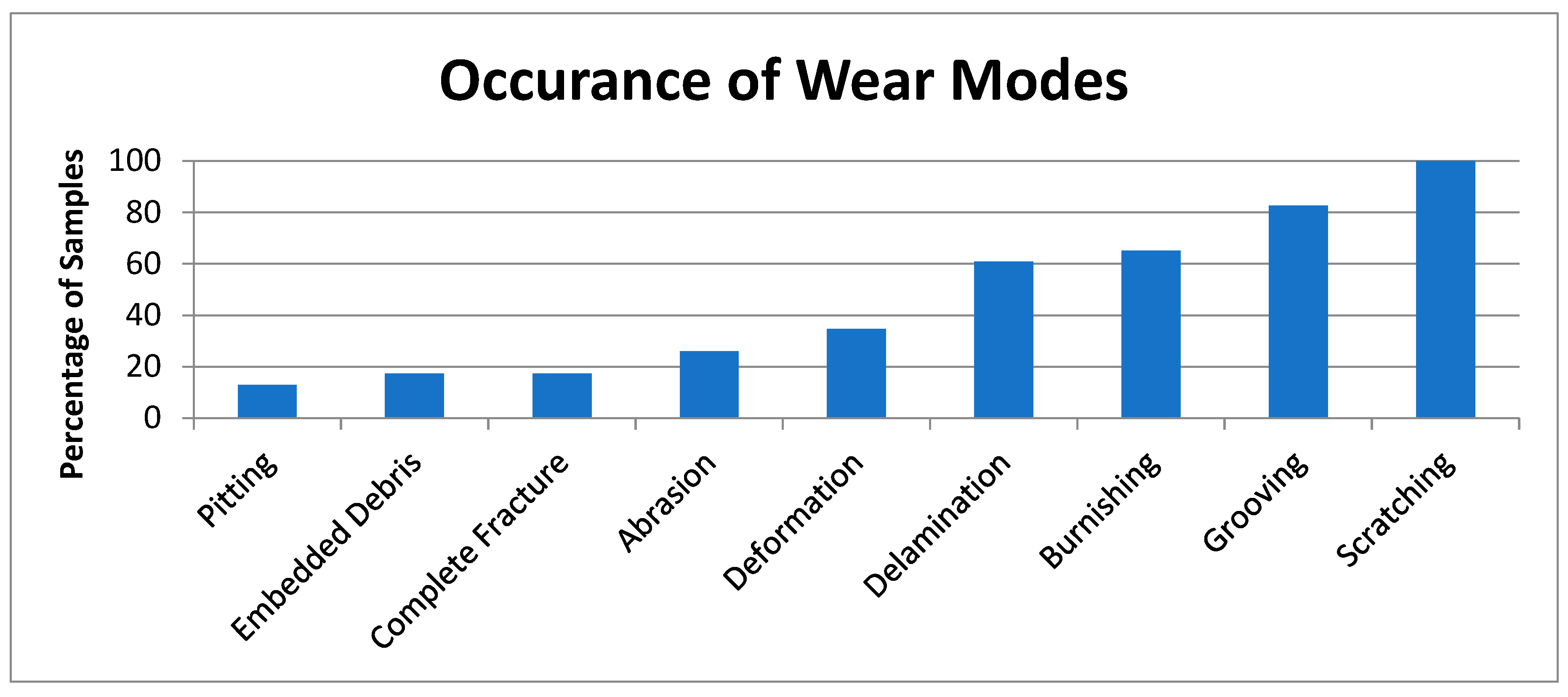
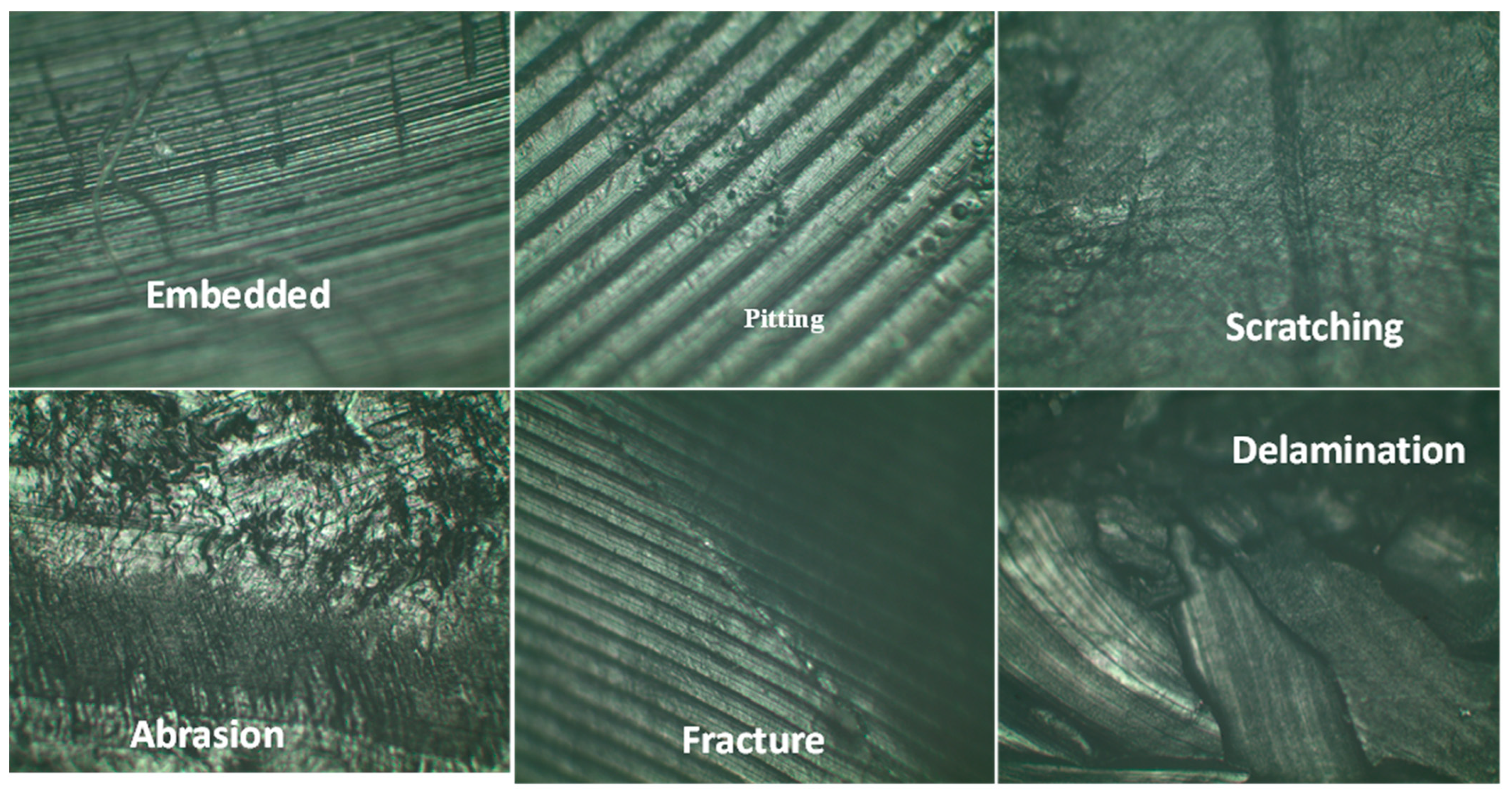
Delamination is the separating of layers of the UHMWPE due to cyclic fatigue loads. Repeated loading and unloading events cause intermolecular bonds within the liner to break, leading to the material separating into layers. Of the liners examined, 14 liners or 60.9% had delamination characteristics visible without magnification (
Figure 1a). Even though we do not know the time when the devices were revised, it is quite possible that the devices replaced sooner than 5 years may have a limited amount of delamination.
Pitting refers to the craters that form in the UHMWPE caused by oxidation and crystallization of material, accelerated by environmental factors. Pitting corrosion was found in 13% of the liners during a visual examination.
Figure 1b shows an example of surface pitting on an articulating surface.
Abrasions are defined as multiple surface scratches in the same orientation made by one surface rubbing on another. Due to excessive scratching in some instances, it is difficult to differentiate single scratch events from abrasions. Abrasions were found in 6 liners or 26.1% of the samples examined.
Figure 1c shows an example of abrasion wear.
Scratching is a damage mode where the surface is permanently marked or scored by a foreign object. It is the most common mode of wear in UHMWPE liners due to unavoidable microscopic surface irregularities present in all materials. Scratching of the articulating surface was found in 100% of the samples examined.
Figure 1d is an example of surface scratching on the liner articulating surface.
Burnishing is an apparent shininess of a surface due to plastic deformation caused by excessive loading and unloading in conjunction with fatigue and repeated loads/stresses. On the implants examined, burnishing was seen in localized areas with apparent high-stress points. Burnishing was present in 15 liners or 65.2% of the liners examined.
Figure 1e shows an example of surface burnishing.
Deformation is defined as exaggerated wear changing the shape of the overall material. Although deformation can occur from a high-stress event, constant wear can cause material deformity and lead to absolute failure of a liner. Deformation was present in 8 liners or 34.7% of cases examined.
Figure 1f shows deformation from excessive wear.
Embedded debris is described by any foreign material that becomes attached to the surface or lodged into the structure of the glenoid liner. These foreign materials have various origins, including metal fragments from respective replacement components, components of bone, or materials used during prosthesis implantation. Limited embedded material was visible without magnification. Some embedded debris was immediately apparent in regions with grooving and delamination due to the increased surface roughness, however, micro-debris on the articulating surface was rarely noted in the absence of optical magnification. Of the liners examined, 17.4% had embedded material seen within the UHMWPE.
Figure 1g shows an example of embedded debris in the implant.
Complete fracture of the liner is caused by extensive propagation of wear transitioning to fatigue cracking propagating to critical size and unable to sustain the applied load. This may also occur due to overload due to high-stress events (from falls or terrain issues) in addition to malalignment secondary to aseptic loosing [
6]. As damage infiltrates the inner layers of the UHMWPE, it eventually spans across the inner surface and spreads orthogonally in either direction. Continued loading and fatigue accelerate the fracture process and lead to the failure of the liner. One liner examined displayed complete fracture, causing separation into two pieces. This liner is detailed in
Figure 1h. In total, complete fracture through the liner was noted in 17.4% of the liners.
Grooving is a more aggressive form of scratching that occurs when a floating or fixed foreign particle is dragged across or caught in the articulating surface. The motion of the shoulder joint can accelerate the wear leading to deep grooves throughout the articular surface. With the addition of fatigue/sliding loading over time, these grooves have the potential to propagate into a fatigue crack over time. There were 20 liners that exhibited grooving, representing 86.9% of the samples examined.
Mutually exclusive percent wear mode occurrences in the liners are presented in
Figure 2.
3.2. Stereomicroscopy
Studies documenting the wear of UHMWPE liners using general light microscopy have traditionally had restricted abilities due to limitations of the microscope and the inability to clearly image curved surfaces at high magnifications. The wear of liners is generally documented from either the edge articular surface or back surface of the liner [
7,
8]. During this study, a novel universal arm was designed to hold liners in place during microscopic examination. The arm allowed the liner articular surface being inspected to be oriented perpendicular to the objective lens of the microscope in any configuration necessary for clear-focused inspection. An inverted microscope manufactured by ‘Motic’ model ‘AE2000MET’ (Motic North America, San Antonio, TX, USA) was used during this study. This microscope has a base magnification of 10×. Digital images were captured using a ‘Lumera Inifinty 1’ integrated microscope camera.
Figure 3 shows the setup of the universal arm used to hold the liners in place.
The initial goal of stereomicroscopy was to characterize and examine non-worn surfaces to distinguish the fundamental topography of the articular surfaces (
Figure 4). The initial inspection of the liners showed microdamage in the form of scratches on all liners examined. On reverse TSA liners and select traditional TSA, machining ridges were present, spiraling out from the center of the articulating surface toward the edges (
Figure 5a). At locations where scratching was present, the damage in many cases had propagated into the formation of a groove.
Figure 5b shows a typical example of a machined surface with scratch and groove formation.
Figure 4 and
Figure 5b also show grooves forming an abrasion of the edge of a liner articular surface.
Similar examples of damage were seen throughout other liners examined. In some instances, it was accompanied by third-body particles not immediately apparent in the visual examination. The origin of these grooves was not apparent, however, since many humeral heads accompanying the liners did not have obvious damage. For an example of some of the humeral heads associated with the liners, refer to
Figure 5c.
Another type of wear examined in scrutiny during stereomicroscopy was pitting corrosion. Pitting (
Figure 5d) in polymer components is often associated with free-radical oxidation [
9,
12]. In the visual examination process, pitting was observed on 26.1% of the liners. Stereomicroscopy revealed insolated regions of pitting on liners that had not been previously found. These results are indicative of free-radical oxidation of the liner, leading to corrosion from oxygen acting as an anode within the UHMWPE. See
Figure 4 for an example of pitting found in the liners.
Nearly all wear modes were underrated during visual examination, and it was clear that microdamage was present throughout the articular surface that was not otherwise apparent in visual exam. Pitting was the most underrated form of damage physically occurring in 52.2% of the liners, followed by embedded debris occurring in 65.2% of the liners. The prevalence of pitting in over half the samples examined is indicative of free-radical oxidation, resulting in a decrease in physical strength from morphological changes in the microstructure. Similar results were obtained [
7], where 75 liners were examined and it was found that a majority of the liners had pitting present with an average damage score of 7.4, using evaluation methods defined by Hood et al. [
1,
2,
5,
10]. The corrected increase in embedded debris gives an origin to the amount of grooving and scratching present. Particles enter between the articulating surfaces of the joint and are dragged between the ball and liner in randomized motion as the joint is subjected to tension and compression. These particles can range from bone cement, liberated PMMA fragments, or metal fragments from the ball [
11].
In this research, we were able to compare the visually observed damage features with those of stereomicroscopy.
Figure 6 shows the corrected change in the tabulated wear data from the visual examination to stereomicroscopy. The percentage increase between examination methods is shown, as well as the physical percentage of liners where the damage was previously overlooked in
Figure 6.
3.3. Hardness
The hardness of a material is representative of its overall integrity and a measure of how well the material has retained its physical properties since its original manufacturing. The hardness of UHMWPE can be affected by numerous factors, including time in vivo, oxidation, crystallinity, subjected stresses, and degree of wear [
12]. Extensive tribological research has focused on increasing the hardness, elastic modulus, and crystalline regions of UHMWPE while maintaining low brittleness [
12]. Currently practiced methods of increasing hardness during manufacturing include γ-induced crosslinking, post-process annealing, and surface coatings [
13,
14]. Increasing UHMWPE hardness has been fundamental in improving joint mobility and function by allowing a decreased liner thickness with an increased ball size [
15].
The ideal region to measure the hardness on the UHMWPE glenoid samples is on the articulating surface because it develops the most wear over time and is most responsible for the longevity of the liner. The durometer used to measure hardness, ‘Fowler Shore D durometer’ (Fred V. Fowler Company Inc., Canton, MA, USA) requires a relatively flat surface to create a microindentation. Due to the unique curvature of the glenoid liners, the only area suitable for testing was the back and side of the liners, which is contained within a base plate while in vivo. The hardness of each liner was tested at three separate points and the average value from each was calculated. The Shore D scale was used as the unit for the measured hardness of hard polymers, it is unitless and covered in ASTM/ISO (D2240/868), respectively, ranging between 0 and 100. See
Table 2 for the results from the hardness testing and
Table 3 for the compiled average hardness and standard deviation.
3.4. Confocal Microscopy
As with general light microscopy, confocal microscopy has many of the same complications of imaging the curved articular surfaces of the glenoid liner. These issues are further compounded since the universal arm used to hold the liners during stereomicroscopy would not fit on the stage of the confocal microscope, and the diameter of the objective lenses was larger than that of a stereomicroscope. The confocal microscope used during this study was an ‘Olympus Fluoroview FV1000’ (Olympus Corporation, Tokyo, Japan) using a combination of DAPI and Cy5 lasers as well as DAPI and FITC lasers. The stage of this microscope is specialized for viewing biological microscope slides. Both the traditional and reverse liners were viewed by placing them within the slot on the stage that houses a backlight. The main characteristics of interest in examining the liners by the confocal microscope were the depth of delamination and pitting as well as any third-body particles present in the damaged regions. The depth was calculated by arranging the stage of the confocal microscope at the vertical position just before where the damage was visible. The liner was then imaged in layers as the stage moved upward until the damage was no longer visible. The distance that the stage traveled vertically is equal to the total depth of the damage present.
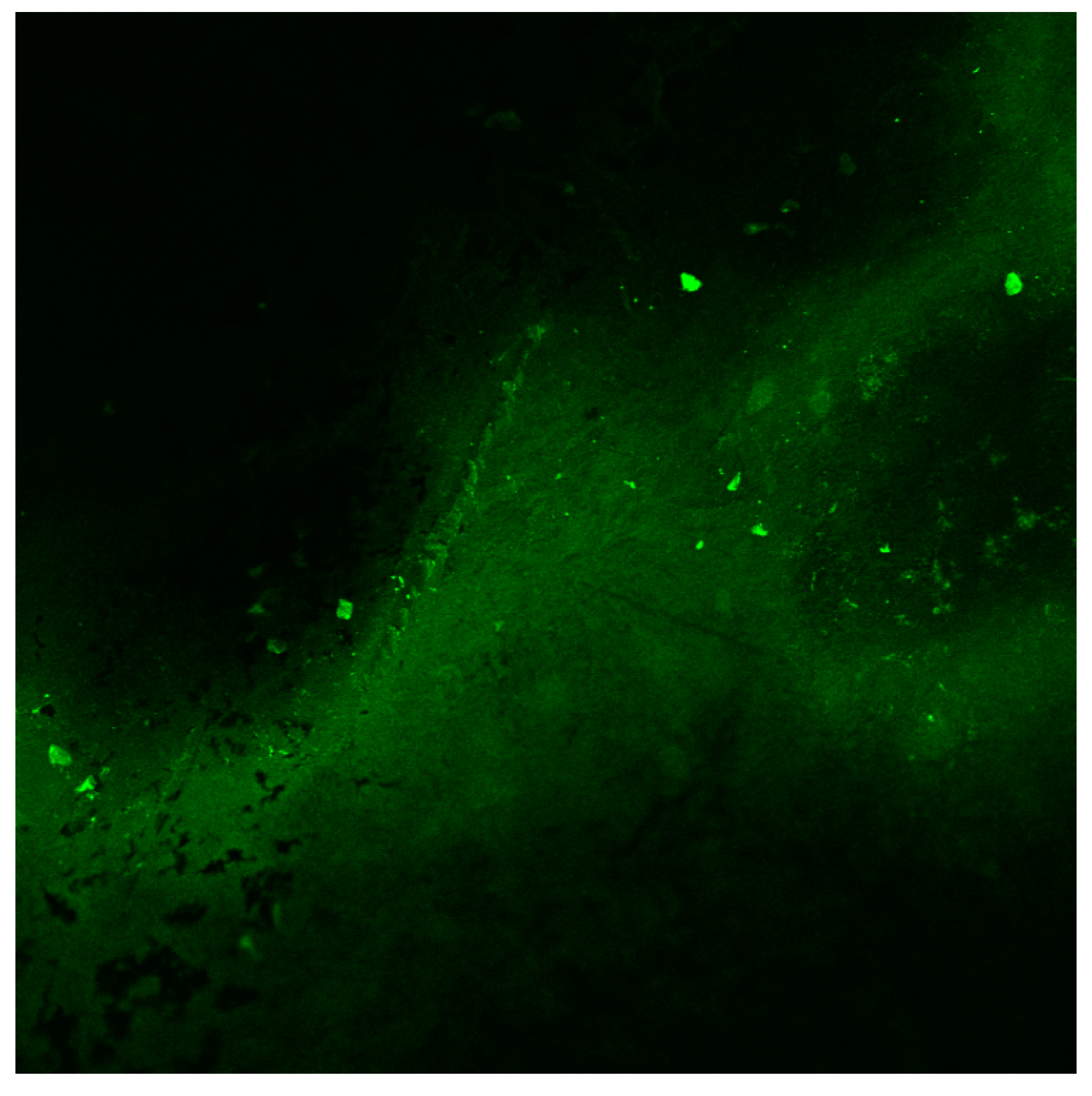
Figure 7 shows examples of delaminated regions imaged through the microscope.
Figure 8 shows an example of surface pitting present.
From the confocal microscopy performed on the liners, it was determined that the average depth of delamination was 567 μm. Furthermore, the average depth of the pit was found to be 116 μm. Additional analysis can be performed using these data in conjunction with oxidation index testing in order to better estimate depth propagation as it relates to the time of in vivo exposure.
3.5. Oxidation Analysis
As UHMWPE components age, it is common to develop changes in chemical composition and subsequent material strength properties. Propagation of liner damage in the form of delamination, cracks, and sub-surface hardness is directly related to the excessive oxidation of UHMWPE [
16]. During manufacturing, many liners are subjected to γ-irradiation to create cross-linkages between amorphous phases and create Highly-Crosslinked-Ultra-High-Molecular-Weight-Polyethylene (HCUHMWPE) to improve wear resistance [
17]. Unfortunately, this γ-irradiation results in the creation of free-radical oxygen production, accelerating the wear and decreasing the physical properties of the liner. Post-process annealing performed on the liners is aimed at suppressing free-radical production but decreases carbon-to-carbon bonds, resulting in chain scissions along the molecular backbone [
18]. In addition, vitamin E, an antioxidant, has been infused in PE liners as a method of reducing radical oxygen in recent efforts to control free radicalization [
16].
In the 23 of 26 samples presented during this study, the goal was to take these liners and place them in a Fourier-Transform-Infrared-Spectrometer (FTIR) for quantitative analysis of oxidation. The apparatus used during this procedure was ‘ThermoScientific Nicolet 6700 FT-IR’ (Waltham, MA, USA). Analysis of the liners was not completed, however, due to the size of the liners not fitting between the sample-securing screw and the germanium FTIR analysis window. See
Figure 9 for limitations of the FTIR analysis since we were not to destruct the liners as the machining UHMWPE is quite complex.
3.6. Probabilistic Simulations
The modeling and prediction of characteristic UHMWPE wear present a challenge for several reasons. Patient activity level, weight, health conditions, mal-alignment, and manufacturing conditions also play a role in the overall success of the shoulder joint and polyethylene liner. Quantifying patient-specific metrics requires extensive statistical analysis and surveying, which is not possible for this study. In addition, another challenge faced during the wear simulation was not having time to failure and time in-vivo for each of the liners examined. Age estimations may be supplemented into analysis using data from oxidative analysis later, however. Since all the liners were from revision surgery conducted over the course of time, not known for this study, it is likely that the oxidation damage may continue to accrue during storage and may require a vacuum capability that is beyond the scope of this investigation.
Monte Carlo simulations are designed to predict the probability of various failures by considering interactions of individual components across various events and weighing the probability of overall failure. Meaningful risk information is gained by randomly repeating sampling events and compiling the results [
19]. Monte Carlo analysis has been performed throughout the medical field in joint and dental implant specialties, as well as prediction of failure for in-hospital medical equipment [
20,
21].
For this study, Goldsim Software Inc. (Seattle, WA, USA) provided an academic version of their program for free. This software has been used to model and predict device failure across many industrial and medical specialties. Goldsim Software uses ‘realizations’ in the form of a specified number of separate simulations that are conducted for a predetermined number of years. In this study, each realization represents a separate liner being simulated to failure. The results from each liner are tabulated and combined. The instances of failure due to each damage mode can then be reexamined individually. The liner simulation duration was defined through 22 years since manufacture so that all the liners could be seen out to failure. Scratching and grooving were defined as the Poisson process resulting in a wear rate of 1 × 10
−5 per day and 5 × 10
−5 per day, respectively. Delamination, pitting, abrasion, deformation, complete fracture, and embedded debris were defined with Weibull Mean-Life and Slope Factor. Where a Poisson process is considered to occur at a constant rate, Weibull Mean causes an event to occur around a specified time and then progresses to failure at a defined slope rate. Multiple simulations were run, adjusting the rate at which damage occurs for the results to resemble known failure statistics. The average duration to failure of the liners was 8035.5 days from 100 realizations.
Table 4 shows the average operational availability of the liners at 5% and 95% confidence bounds.
Figure 10 represents the projected failure curve of the liners with respect to time.
Figure 11 and
Figure 12 are the results as a probability distribution and complementary cumulative distribution [
25,
26].
From these results, it was inferred that the mean time to failure increased linearly as scratching and grooving occurred within the liner. After the scratching and grooving were complimented with third-body particles, the rate of failure increased exponentially as additional wear modes manifested. This tended to mirror the trends of the 23 liners damaged in this study despite there being no in-situ duration information available. Since we did not know the time at which the revision occurred, Kaplan–Maier survivability for the glenoid liner was not possible. However, such data may be recorded to plot the behavior.

















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}