
Condition-Aware Autoencoder and Transfer Learning-Based Estimation of Milling Cutting Forces from Spindle Vibration Signals



Abstract

1. Introduction
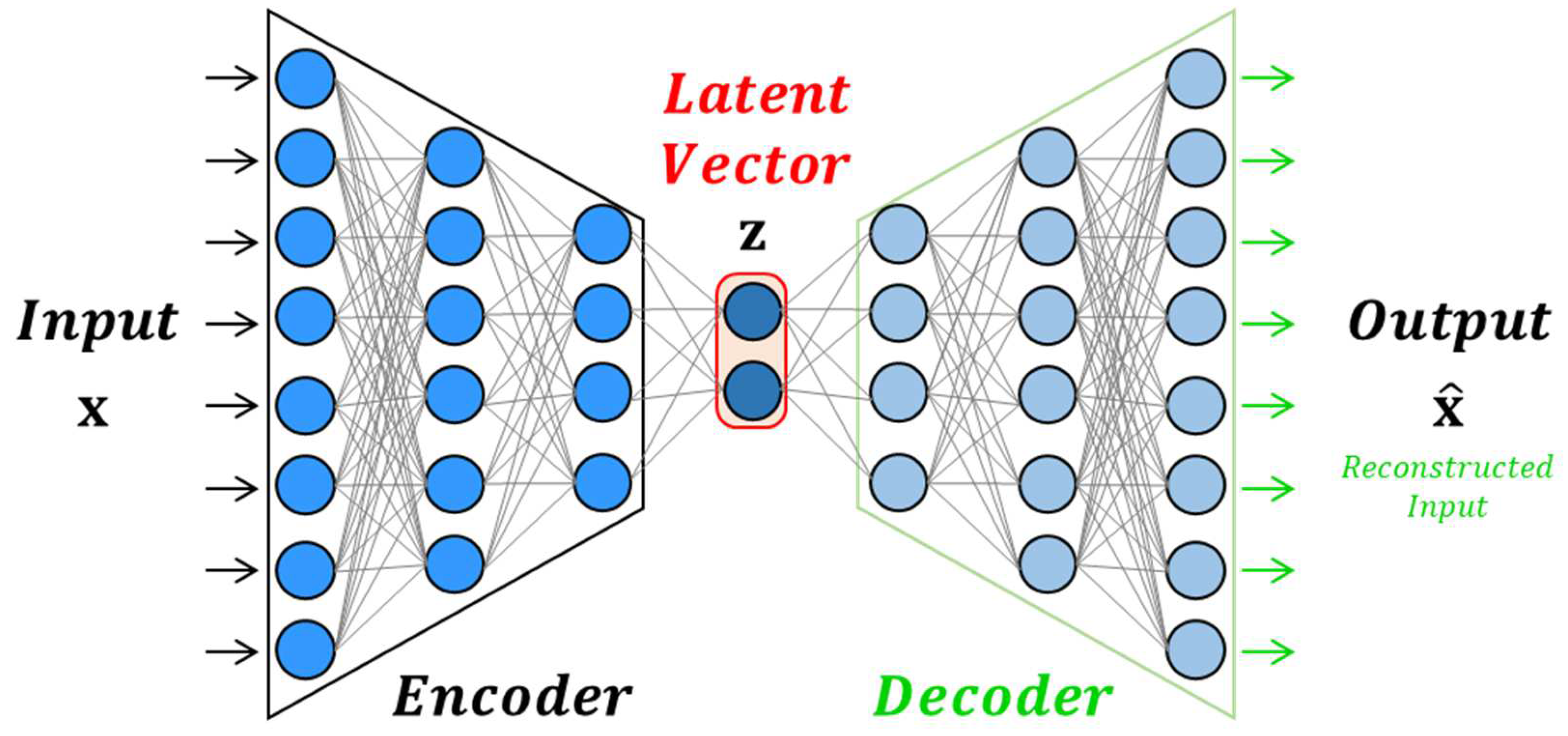
2. Autoencoder for Latent Vector Extraction of Cutting Forces
2.1. Structure and Operation of Autoencoder
2.2. Design of Autoencoder for Latent Vector Extraction of Cutting Force
3. Spindle Vibration-Based Cutting Force Estimation
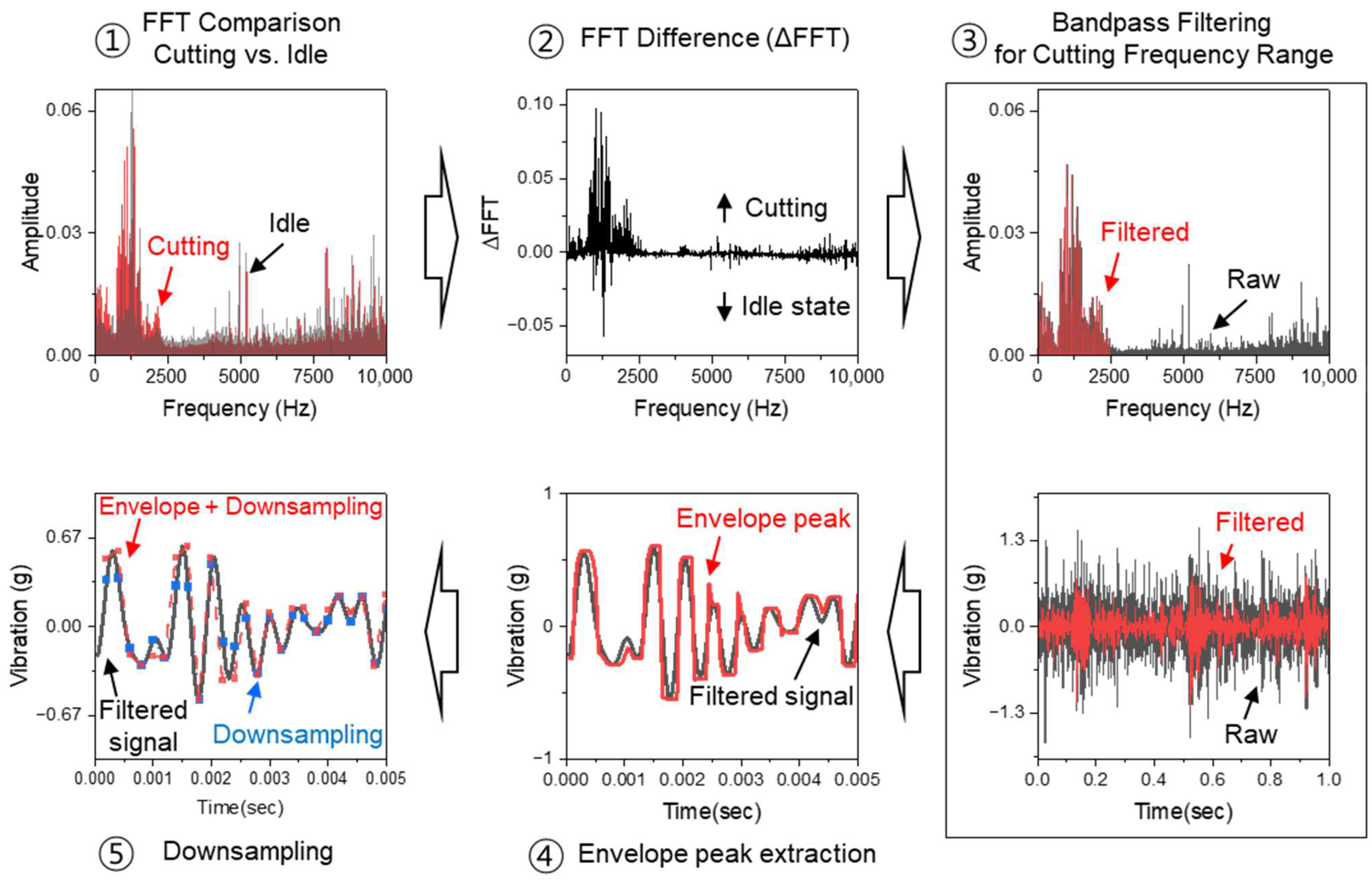
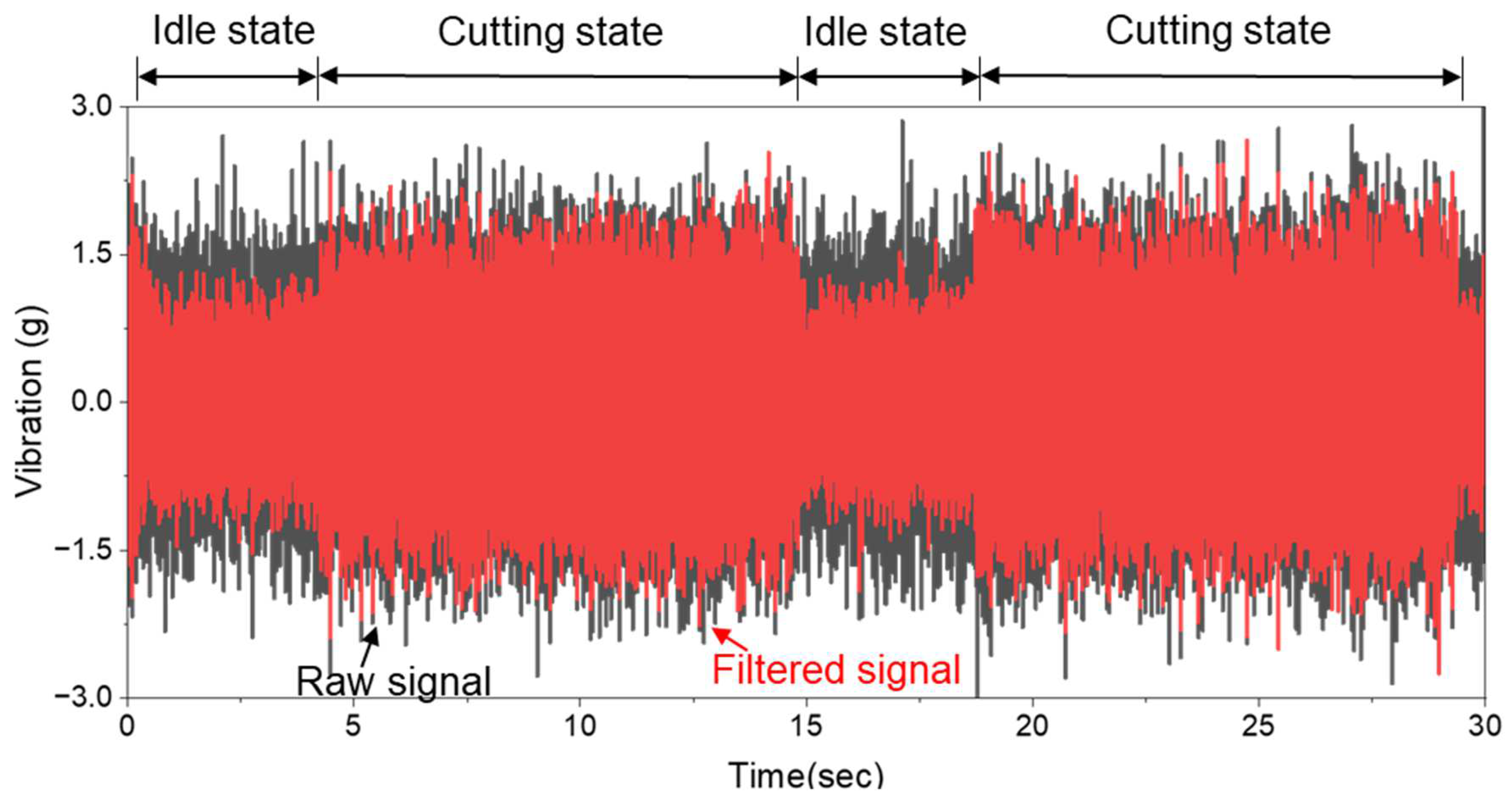
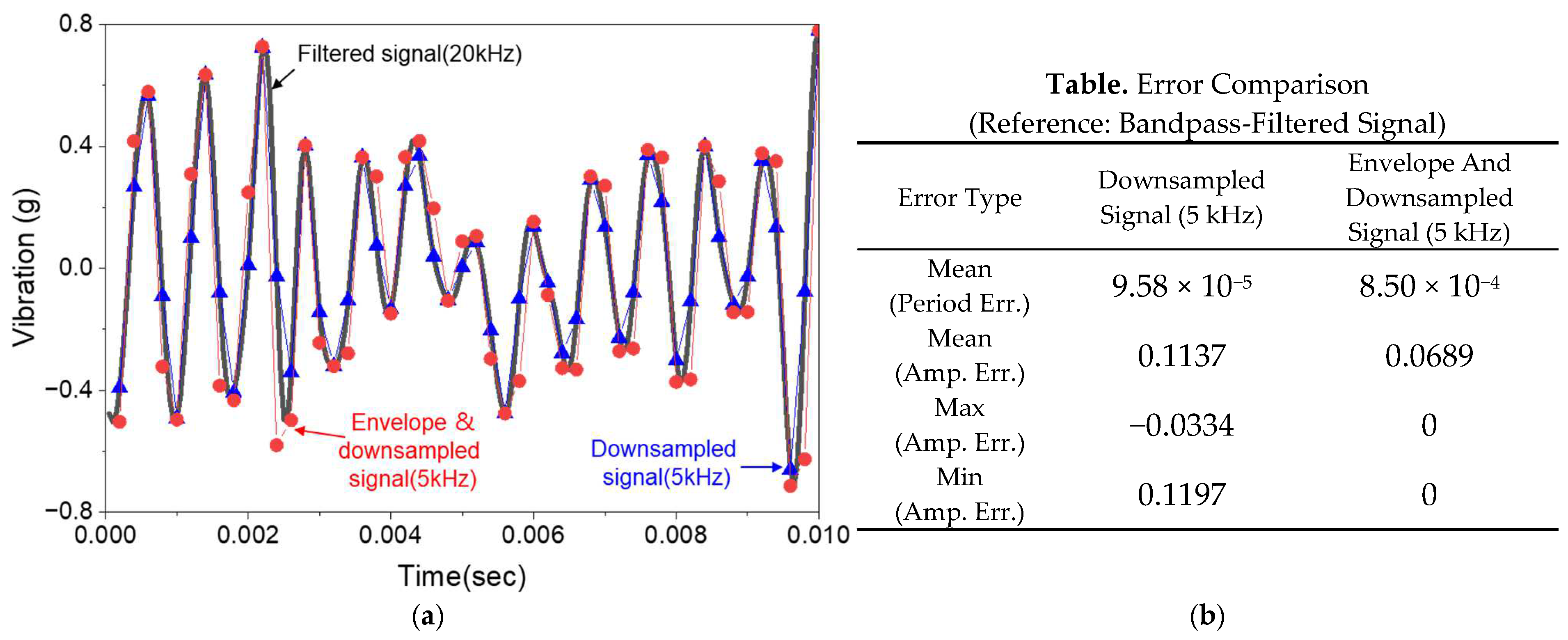
3.1. Spindle Vibration Signal Preprocessing
3.2. Design of the Target Encoder
4. Evaluation of Cutting Force Estimation Performance
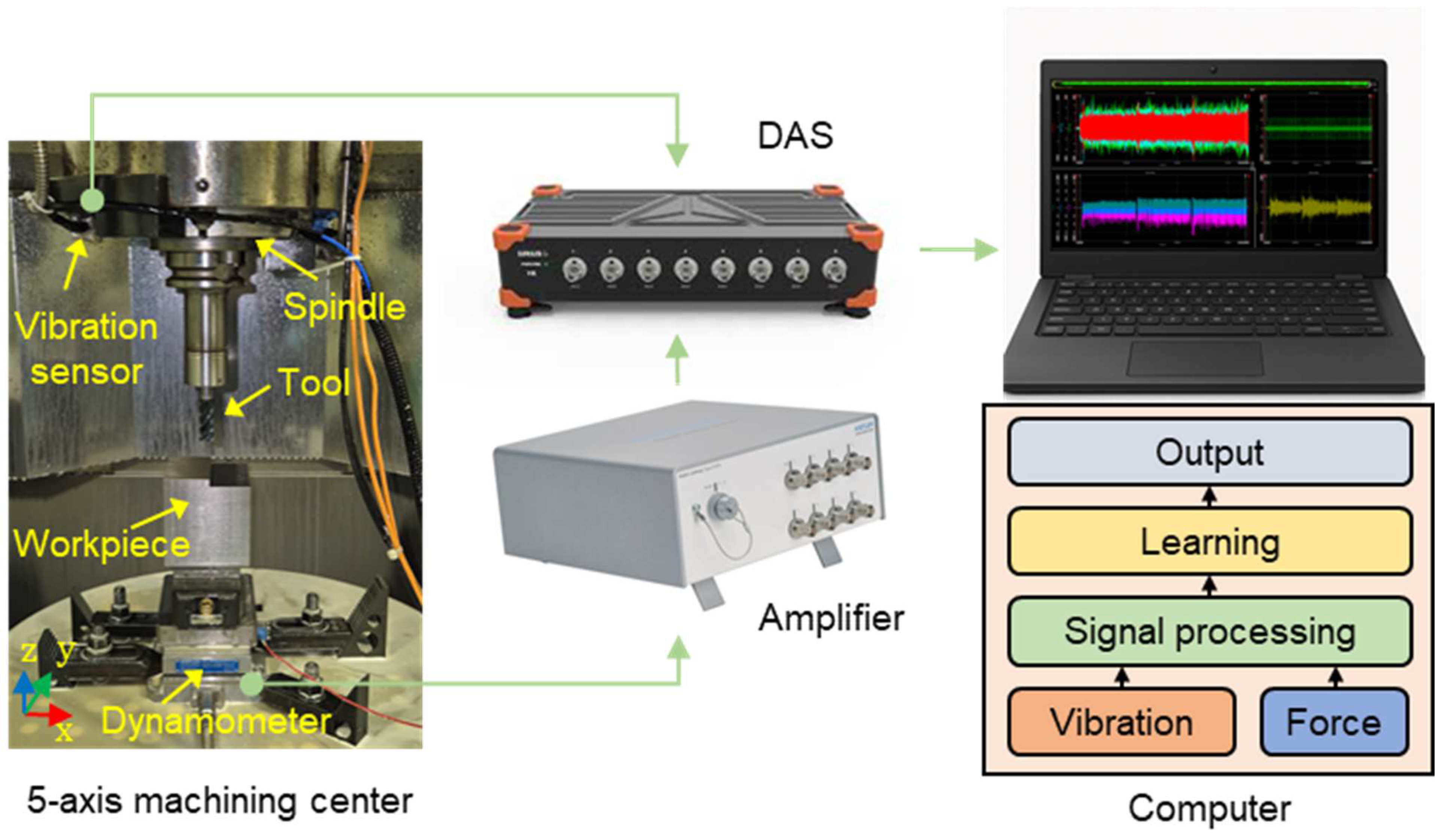
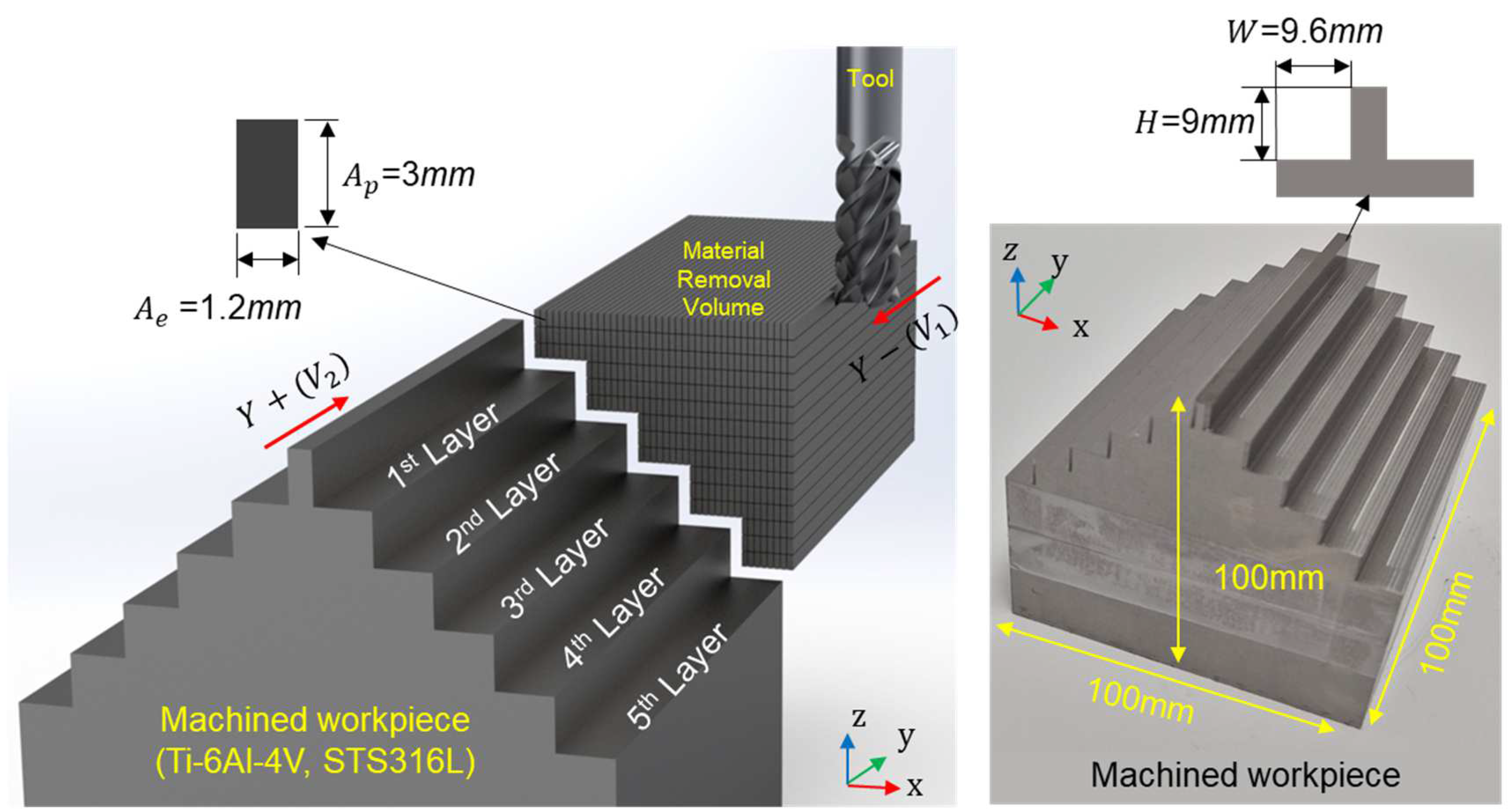
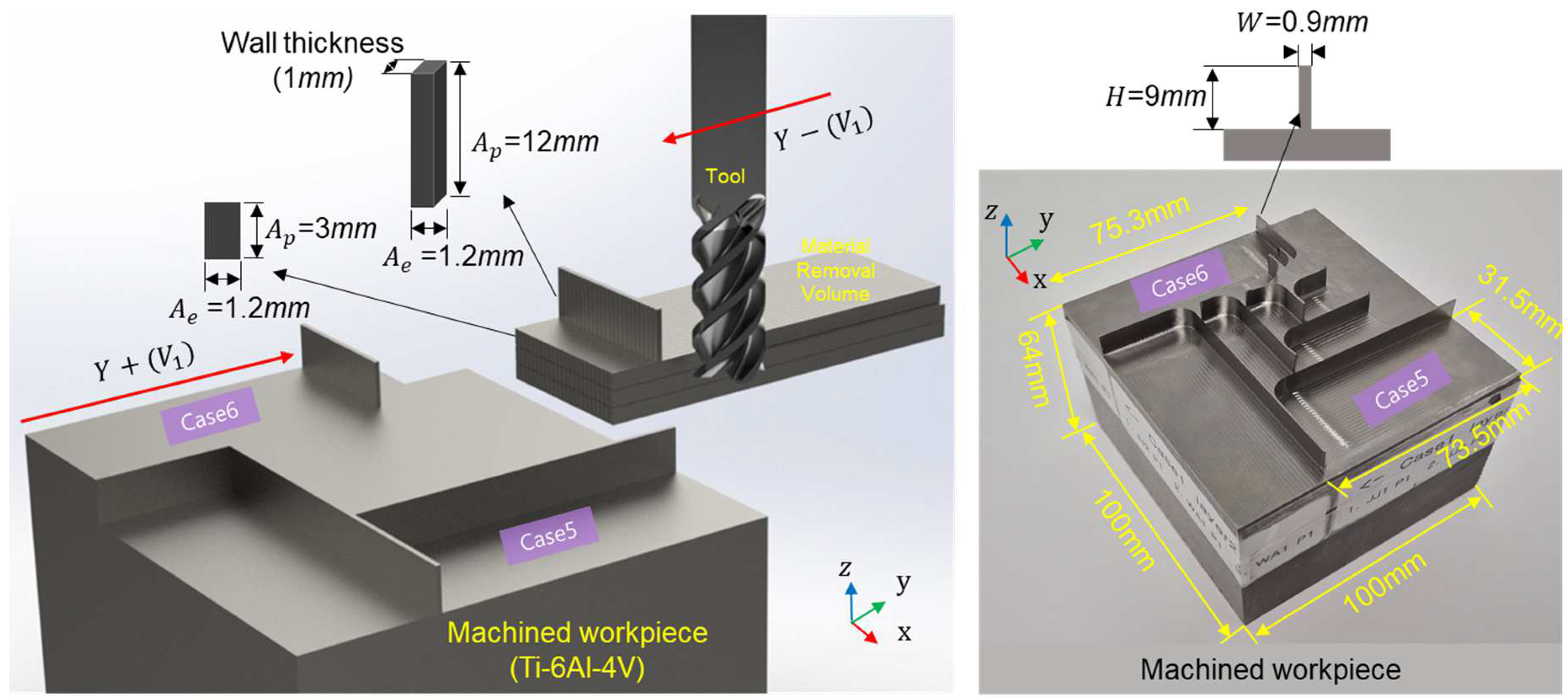
4.1. Experimental Setup and Data Acquisition
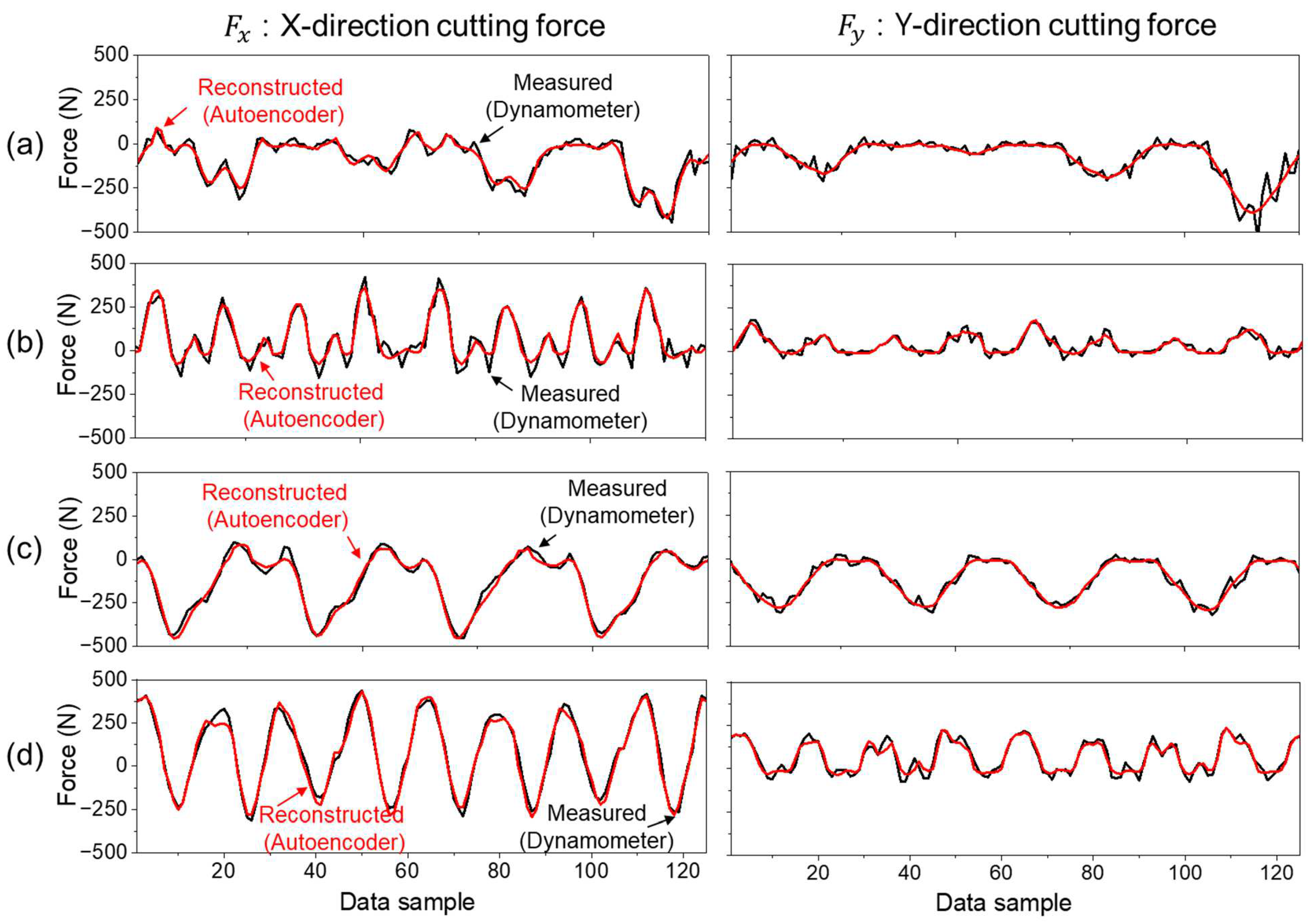
4.2. Cutting Force Reconstruction Using Autoencoder
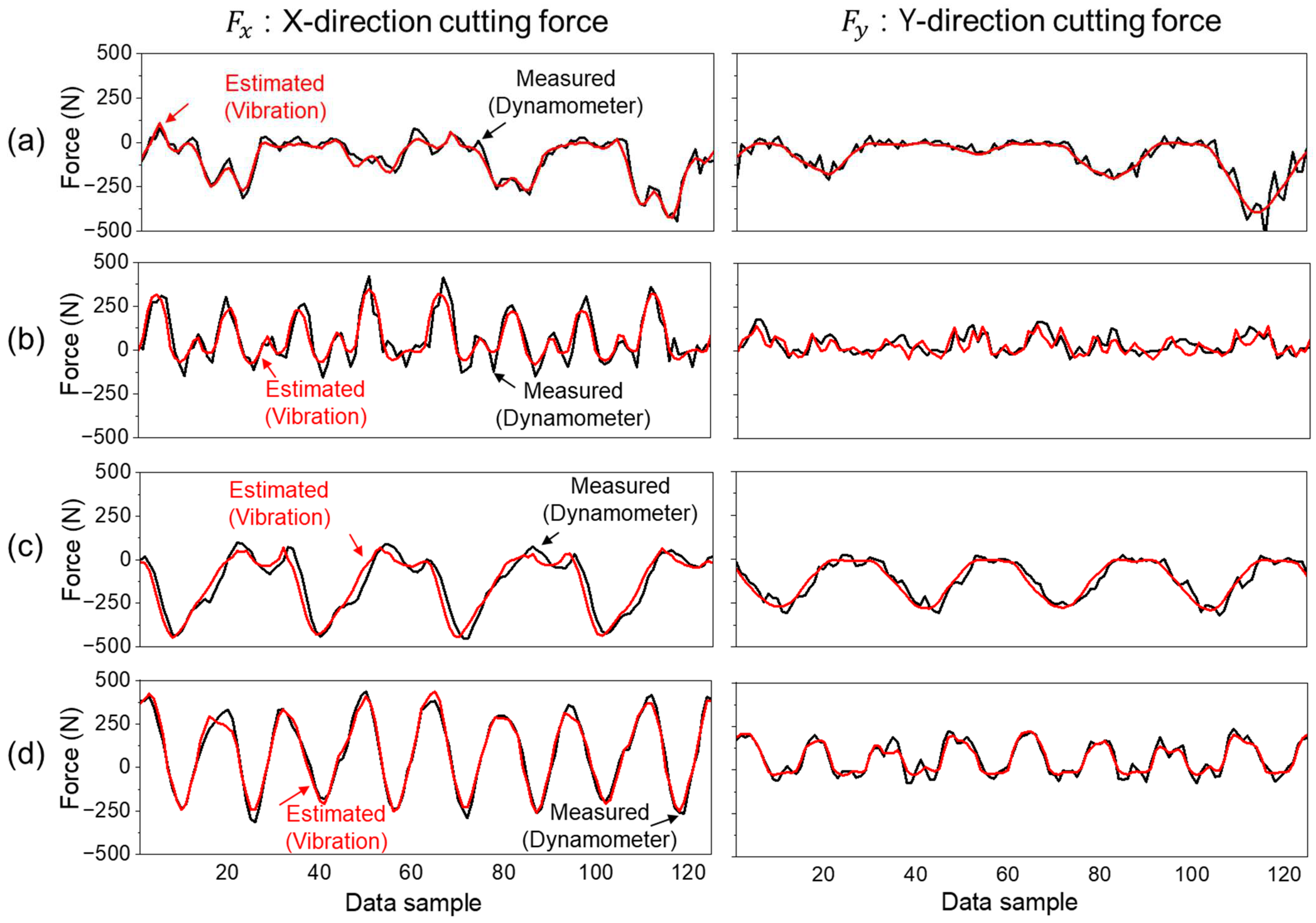
4.3. Evaluation of Target Encoder Performance with Vibration Signals
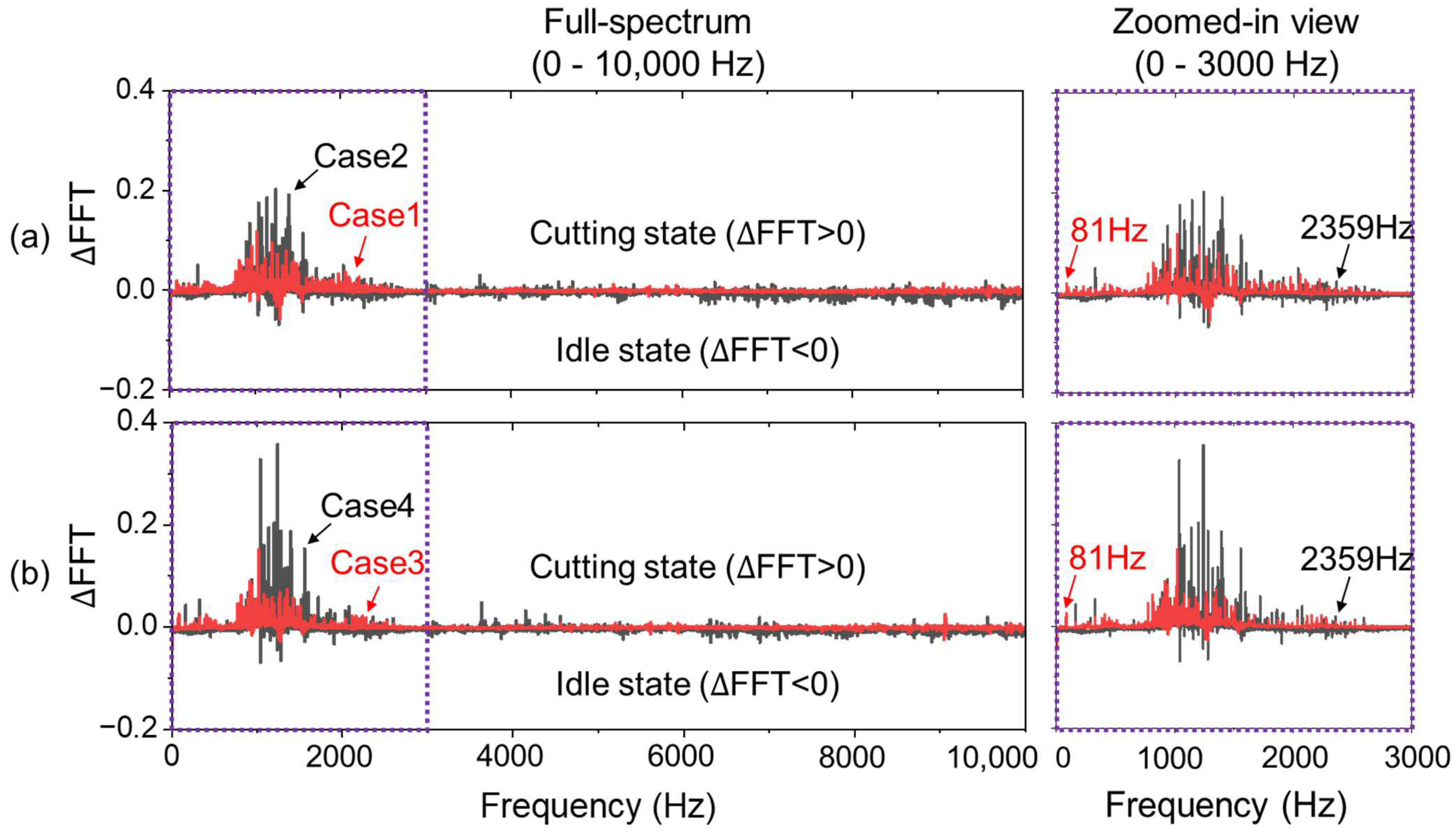
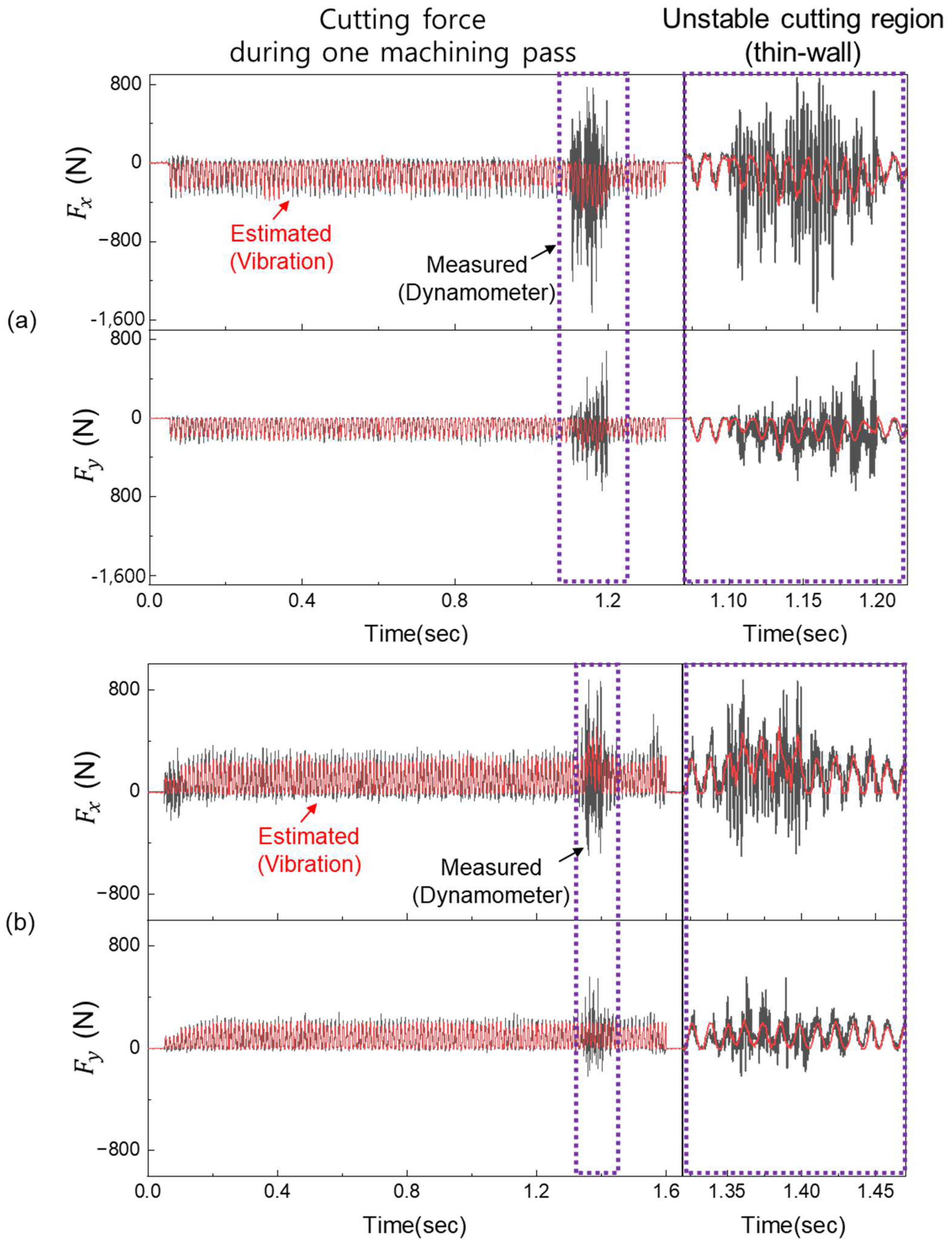
4.4. Evaluation Under Abnormal Cutting Force Conditions
5. Conclusions
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
Nomenclatures
| List of Symbols and Variables. | ||
| Symbol | Description | Unit |
| Cutting force components in X, Y direction | N | |
| , and | Spindle vibration components in X, Y, Z direction | g |
| Cutting speed | m/min | |
| Feed rate | mm/min | |
| Axial depth of cut | mm | |
| Radial depth of cut | mm | |
| Pearson correlation coefficient | - | |
| , | Weight of encoder and decoder | - |
| , | Bias of encoder and decoder | - |
| Latent feature vector from autoencoder | - | |
| Activation function (sigmoid) | - | |
| Activation function (hyperbolic tangent) | - | |
References
- Serin, G.; Sener, B.; Ozbayoglu, A.M.; Unver, H.O. Review of tool condition monitoring in machining and opportunities for deep learning. Int. J. Adv. Manuf. Technol. 2020, 109, 953–974. [Google Scholar] [CrossRef]
- Prickett, P.W.; Johns, C. An overview of approaches to end milling tool monitoring. Int. J. Mach. Tools Manuf. 1999, 39, 105–122. [Google Scholar] [CrossRef]
- Nasir, V.; Sassani, F. A review on deep learning in machining and tool monitoring: Methods, opportunities, and challenges. Int. J. Adv. Manuf. Technol. 2021, 115, 2683–2709. [Google Scholar] [CrossRef]
- Peng, D.; Li, H. Intelligent monitoring of milling tool wear based on milling force coefficients by prediction of instantaneous milling forces. Mech. Syst. Signal Process. 2024, 208, 111033. [Google Scholar] [CrossRef]
- Nath, C. Integrated tool condition monitoring systems and their applications: A comprehensive review. Procedia Manuf. 2020, 48, 852–863. [Google Scholar] [CrossRef]
- Okafor, A.C.; Sultan, A.A. Development of a mechanistic cutting force model for wavy-edge bull-nose helical end-milling of Inconel 718. Appl. Math. Model. 2016, 40, 306–324. [Google Scholar] [CrossRef]
- Audy, J. An appraisal of techniques and equipment for cutting force measurement. J. Zhejiang Univ. Sci. A 2006, 7, 1781–1789. [Google Scholar] [CrossRef]
- Hanif, M.I.; Aamir, M.; Ahmed, N.; Maqsood, S.; Muhammad, R.; Akhtar, R.; Hussain, I. Optimization of facing process by indigenously developed force dynamometer. Int. J. Adv. Manuf. Technol. 2019, 100, 1893–1905. [Google Scholar] [CrossRef]
- Kuntoğlu, M.; Aslan, A.; Pimenov, D.Y.; Usca, Ü.A.; Salur, E.; Gupta, M.K.; Mikolajczyk, T.; Giasin, K.; Kapłonek, W.; Sharma, S. A review of indirect tool condition monitoring systems and decision-making methods in turning: Critical analysis and trends. Sensors 2021, 21, 108. [Google Scholar] [CrossRef]
- Liang, Y.C.; Wang, S.; Li, W.D.; Lu, X. Data-Driven Anomaly Diagnosis for Machining Processes. Engineering 2019, 5, 646–652. [Google Scholar] [CrossRef]
- Bhuiyan, M.S.H.; Choudhury, I.A.; Dahari, M. Application of acoustic emission sensor to investigate the frequency of tool wear and plastic deformation in tool condition monitoring. Measurement 2016, 92, 208–217. [Google Scholar] [CrossRef]
- Siddhpura, A.; Paurobally, R. A review of flank wear prediction methods for tool condition monitoring in a turning process. Int. J. Adv. Manuf. Technol. 2013, 65, 371–393. [Google Scholar] [CrossRef]
- Riaz, S.; Ahmed, M.; Iqbal, F.; Mahmood, A.; Nawab, R.M.A. TransLSTM: A hybrid LSTM-Transformer model for fine-grained suggestion mining. Nat. Lang. Process. J. 2024, 8, 100089. [Google Scholar] [CrossRef]
- Lara de Leon, M.A.; Kolarik, J.; Byrtus, R.; Koziorek, J.; Zmij, P.; Martinek, R. Tool Condition Monitoring Methods Applicable in the Metalworking Process. Arch. Comput. Methods Eng. 2023, 31, 221–242. [Google Scholar] [CrossRef]
- Ahmed, A.; Ibaraki, S.; Matsubara, A. Monitoring and adaptive control of cutting forces based on spindle motor and servo motor currents in machining centers. JSME Int. J. Ser. C 2004, 47, 1018–1025. Available online: https://mecdes.hiroshima-u.ac.jp/~ibaraki.h0523/pubs/papers/jusfa04_ahmed.pdf (accessed on 15 May 2025).
- Choi, K.; Yi, J.; Park, C.; Yoon, S. Deep learning for anomaly detection in time-series data: Review, analysis, and guidelines. IEEE Access 2021, 9, 120043–120065. [Google Scholar] [CrossRef]
- Martínez-Arellano, G.; Terrazas, G.; Ratchev, S. Tool wear classification using time series imaging and deep learning. Int. J. Adv. Manuf. Technol. 2019, 104, 3647–3662. [Google Scholar] [CrossRef]
- Postel, M.; Aslan, D.; Wegener, K.; Altintas, Y. Monitoring of vibrations and cutting forces with spindle mounted vibration sensors. CIRP Ann. 2019, 68, 413–416. [Google Scholar] [CrossRef]
- Cao, H.; Zhang, X.; Chen, X. The concept and progress of intelligent spindles: A review. Int. J. Mach. Tools Manuf. 2017, 112, 21–52. [Google Scholar] [CrossRef]
- Ahmed, M.; Kim, J. Sensor fault detection and classification using multi-step-ahead prediction and autoencoder-based deep learning models. Appl. Sci. 2024, 14, 7717. [Google Scholar] [CrossRef]
- Hochreiter, S.; Schmidhuber, J. Long short-term memory. Neural Comput. 1997, 9, 1735–1780. [Google Scholar] [CrossRef] [PubMed]
- Ryu, J.-D.; Lee, H.-H.; Ha, K.-N.; Kim, S.-R.; Lee, M.-C. Cutting Force Estimation Using Milling Spindle Vibration-Based Machine Learning. Appl. Sci. 2025, 15, 2336. [Google Scholar] [CrossRef]
- El-Taybany, Y.; Elhendawy, G.A. Experimental investigation of different machine learning approaches for tool wear classification based on vision system of milled surface. Int. J. Interact. Des. Manuf. 2024, 18, 493–506. [Google Scholar] [CrossRef]
- Ezugwu, E.O.; Wang, Z.M. Titanium alloys and their machinability—A review. J. Mater. Process. Technol. 1997, 68, 262–274. [Google Scholar] [CrossRef]
- Arrazola, P.J.; Garay, A.; Iriarte, L.M.; Armendia, M.; Marya, S.; Le Maître, F. Machinability of titanium alloys (Ti6Al4V and Ti555.3). CIRP J. Manuf. Sci. Technol. 2009, 1, 70–76. [Google Scholar] [CrossRef]
- Umbrello, D.; Filice, L. Improving surface integrity in orthogonal machining of hardened steel by modeling white layer formation. Int. J. Mach. Tools Manuf. 2009, 49, 1007–1014. [Google Scholar] [CrossRef]

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| No. | Size | Activation Function | Additional | Layer Type |
|---|---|---|---|---|
| 1 | 253 | - | - | Input |
| 2 | 512 | LeakyReLU | Dropout (0.5) | Encoder |
| 3 | 256 | ReLU | - | |
| 4 | 128 | Tanh | - | |
| 5 | 64 | - | - | Latent |
| 6 | 128 | Tanh | - | Decoder |
| 7 | 256 | ReLU | - | |
| 8 | 512 | Tanh | - | |
| 9 | 253 | LeakyReLU | - | Output |
| No. | Size | Activation Function | Additional | Layer Type |
|---|---|---|---|---|
| 1 | 753 | - | - | Input |
| 2 | 1024 | LeakyReLU | Dropout (0.3) | Target Encoder |
| 3 | 512 | Tanh | - | |
| 4 | 256 | ReLU | - | |
| 5 | 128 | Tanh | ||
| 6 | 64 | - | - | Output (Latent) |
| List | Specifications | |
|---|---|---|
| Dynamometer (9257B and 5167A81 Kistler) | −5~5 kN | |
| Sensitivity | 7.5 pC/N | |
| Analog output | −10~10 V | |
| Vibration sensor (356A15, PCB) | Range | −50~50 |
| Sensitivity | 100 mV/g | |
| Data acquisition system (SIRIUS-HS-8xACC, DEWESoft) | Analog input | −10~10 V (IEPE-capable) |
| Accuracy | ±0.05% | |
| ADC resolution | 16 Bit | |
| Sample rate | Max. 1 MS/s | |
| Property | Ti-6Al-4V | STS316L |
|---|---|---|
| Material type | Alpha-beta titanium alloy | Austenitic stainless steel |
| Standard specification | AMS 4911R | ASTM A240/A480M |
| Yield strength | 896 MPa | 274.7 MPa |
| Tensile strength | 969 MPa | 549.2 MPa |
| Elongation | 15.0% | 63.8% |
| Case | Material | Spindle Speed (N) | Cutting Speed (V) | Direction | Condition |
|---|---|---|---|---|---|
| 1 | Ti-6Al-4V | 1220 rpm | 46 m/min | Y+ | Normal |
| 2 | Ti-6Al-4V | 2440 rpm | 92 m/min | Y− | |
| 3 | STS316L | 1220 rpm | 46 m/min | Y+ | |
| 4 | STS316L | 2440 rpm | 92 m/min | Y− | |
| 5 | Ti-6Al-4V | 1220 rpm | 46 m/min | Y+ | Abnormal (thin wall) |
| 6 | Ti-6Al-4V | 1220 rpm | 46 m/min | Y− |
| Optimizer | Learning Rate | L2 Regularization | Mini-Batch Size | Number of Epochs | Gradient Clipping | Early Stopping Patience | Validation Frequency |
|---|---|---|---|---|---|---|---|
| Adam | 0.001 | 1.00 × 10−4 | 256 | 100 | 1.00 × 10−6 | 100 validations | Every 10 iterations |
| Case | () | () |
|---|---|---|
| 1 | 0.9502 ± 0.019 | 0.9589 ± 0.167 |
| 2 | 0.9596 ± 0.042 | 0.9149 ± 0.0126 |
| 3 | 0.9911 ± 0.026 | 0.9684 ± 0.0820 |
| 4 | 0.9911 ± 0.028 | 0.9686 ± 0.0079 |
| Avg | 0.9707 ± 0.250 | 0.9501 ± 0.0297 |
| Case | () | () |
|---|---|---|
| 1 | 0.9084 ± 0.0505 | 0.9404 ± 0.0348 |
| 2 | 0.8696 ± 0.0289 | 0.8501 ± 0.0208 |
| 3 | 0.9613 ± 0.0141 | 0.9278 ± 0.0213 |
| 4 | 0.9614 ± 0.0141 | 0.9282 ± 0.0208 |
| Avg | 0.9213 ± 0.0535 | 0.9072 ± 0.0498 |
| Case | ( | () |
|---|---|---|
| 5 | 0.8607 ± 0.0466 | 0.9234 ± 0.026 |
| 6 | 0.8576 ± 0.0528 | 0.9202 ± 0.0313 |
| Avg | 0.8573 ± 0.0503 | 0.9202 ± 0.0296 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2025 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Ryu, J.-D.; Lee, J.; Kim, S.-R.; Lee, M.C. Condition-Aware Autoencoder and Transfer Learning-Based Estimation of Milling Cutting Forces from Spindle Vibration Signals. Machines 2025, 13, 461. https://doi.org/10.3390/machines13060461
Ryu J-D, Lee J, Kim S-R, Lee MC. Condition-Aware Autoencoder and Transfer Learning-Based Estimation of Milling Cutting Forces from Spindle Vibration Signals. Machines. 2025; 13(6):461. https://doi.org/10.3390/machines13060461
Chicago/Turabian StyleRyu, Je-Doo, Jungmin Lee, Sung-Ryul Kim, and Min Cheol Lee. 2025. "Condition-Aware Autoencoder and Transfer Learning-Based Estimation of Milling Cutting Forces from Spindle Vibration Signals" Machines 13, no. 6: 461. https://doi.org/10.3390/machines13060461
APA StyleRyu, J.-D., Lee, J., Kim, S.-R., & Lee, M. C. (2025). Condition-Aware Autoencoder and Transfer Learning-Based Estimation of Milling Cutting Forces from Spindle Vibration Signals. Machines, 13(6), 461. https://doi.org/10.3390/machines13060461