
Sustainable Cooling Strategies in End Milling of AISI H11 Steel Based on ANFIS Model



Abstract
1. Introduction
2. Materials and Methods
2.1. Experimental Setup
2.2. Preparation of Gnps Nanofluid
2.3. Measurement of Responses
3. Results and Discussions
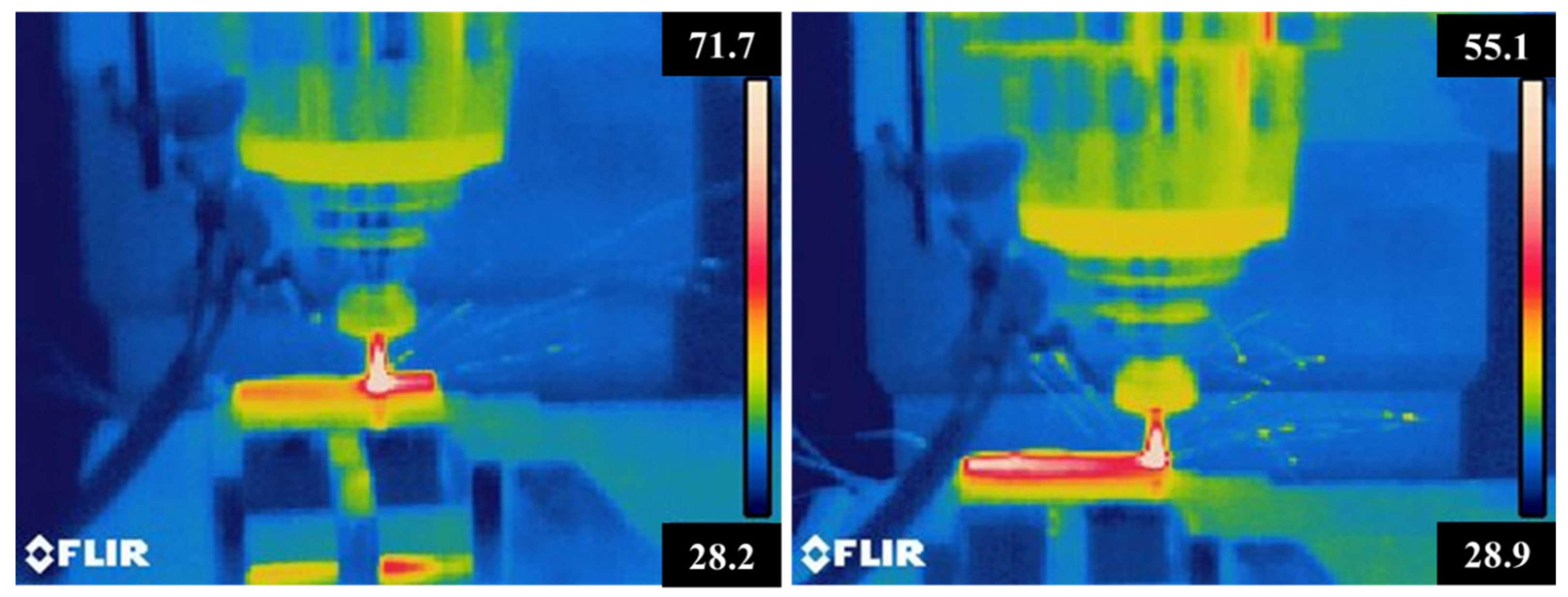
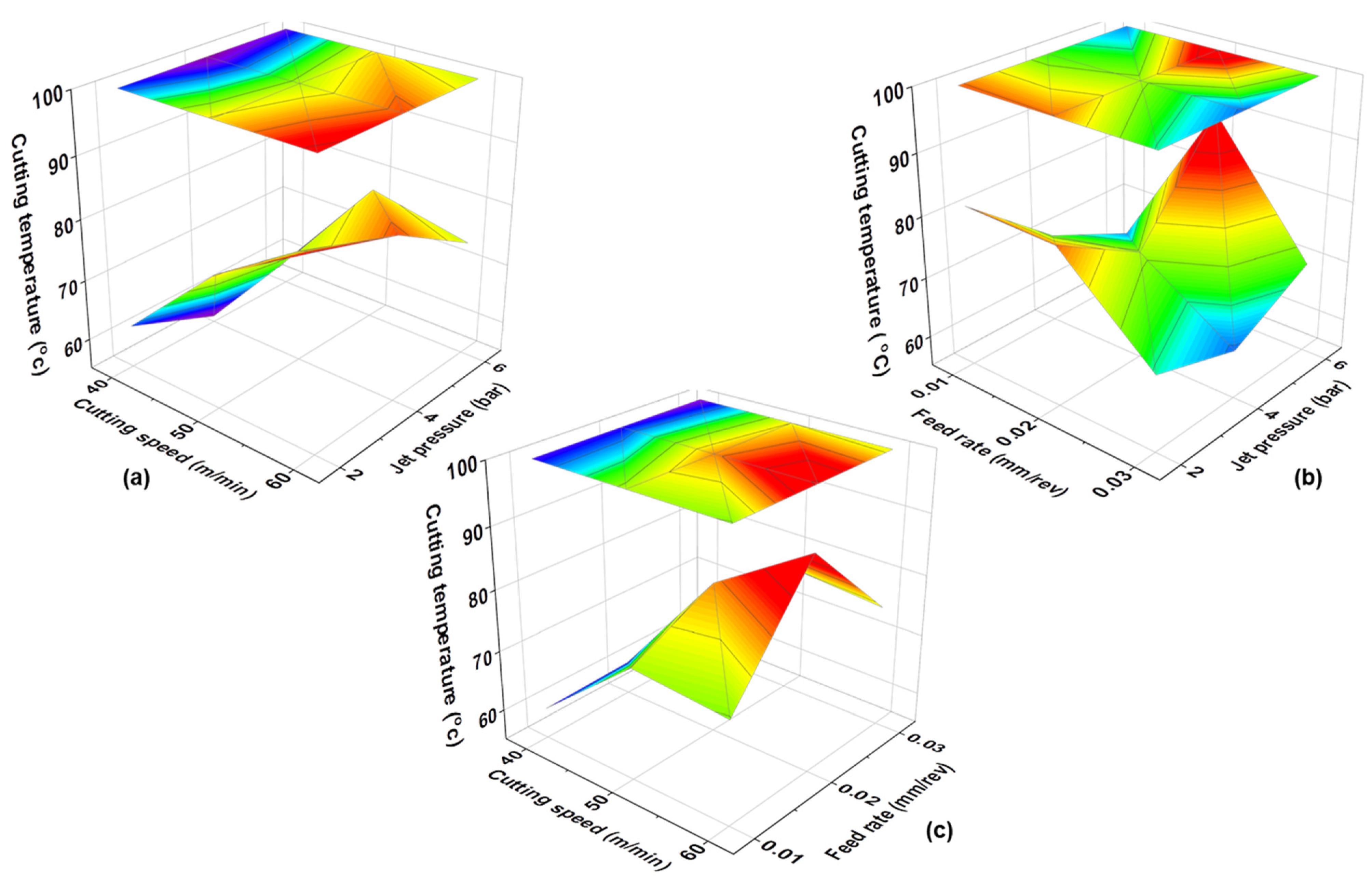
3.1. Influence of Machining Conditions on Cutting Temperature
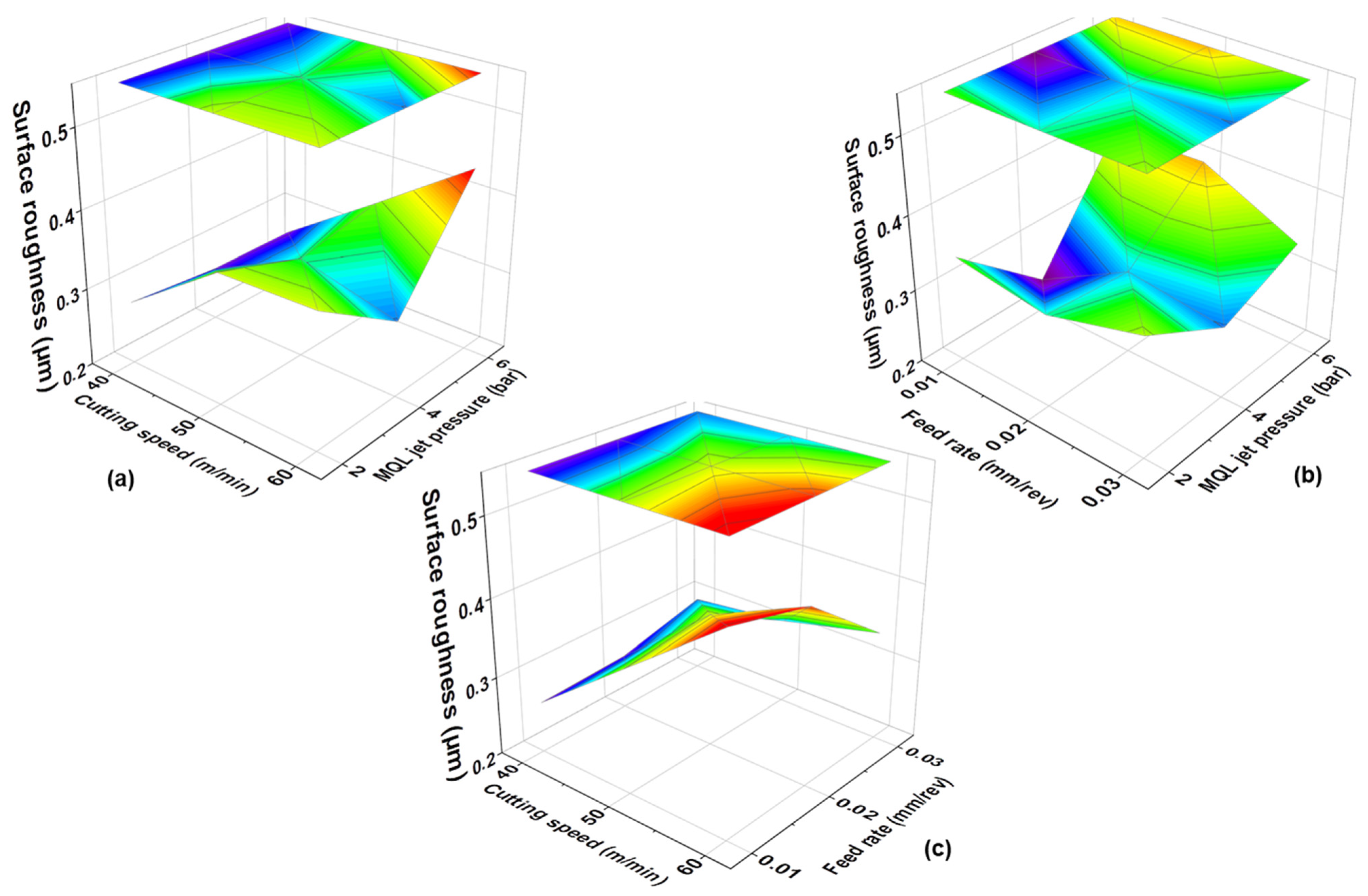
3.2. Influence of Machining Conditions on Surface Roughness
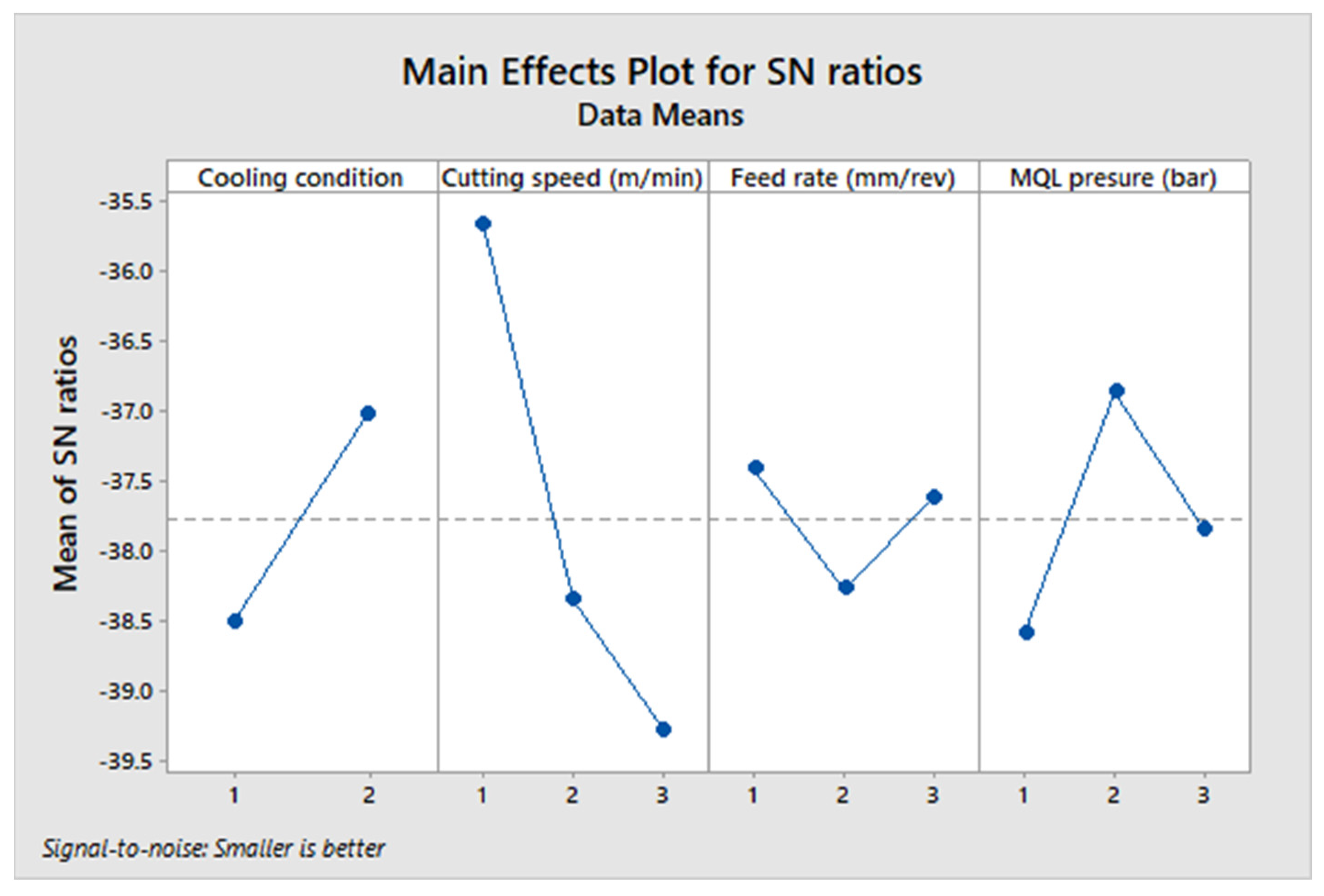
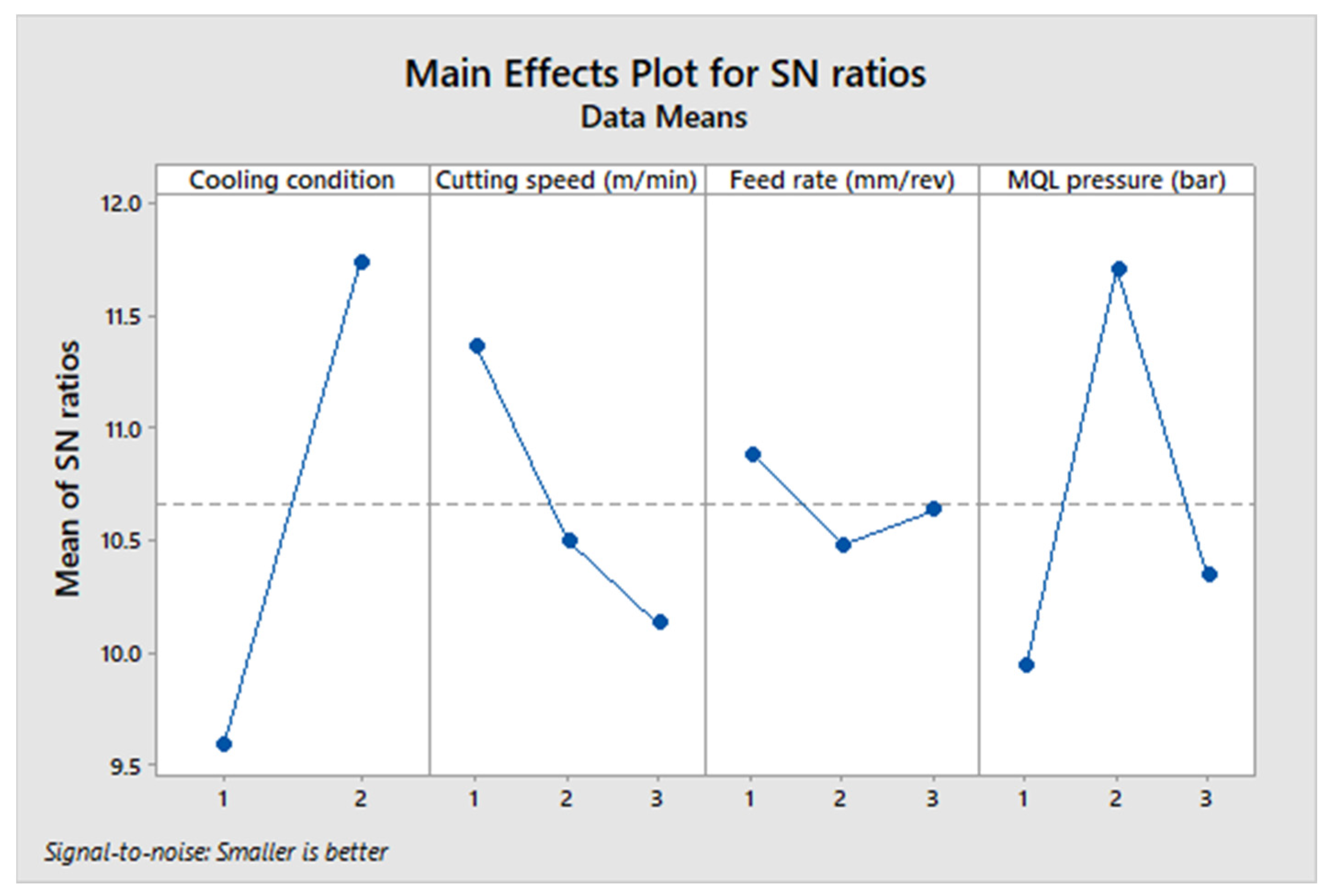
3.3. Taguchi-Based Analysis of Optimum Parameters
3.4. Analysis of Variance
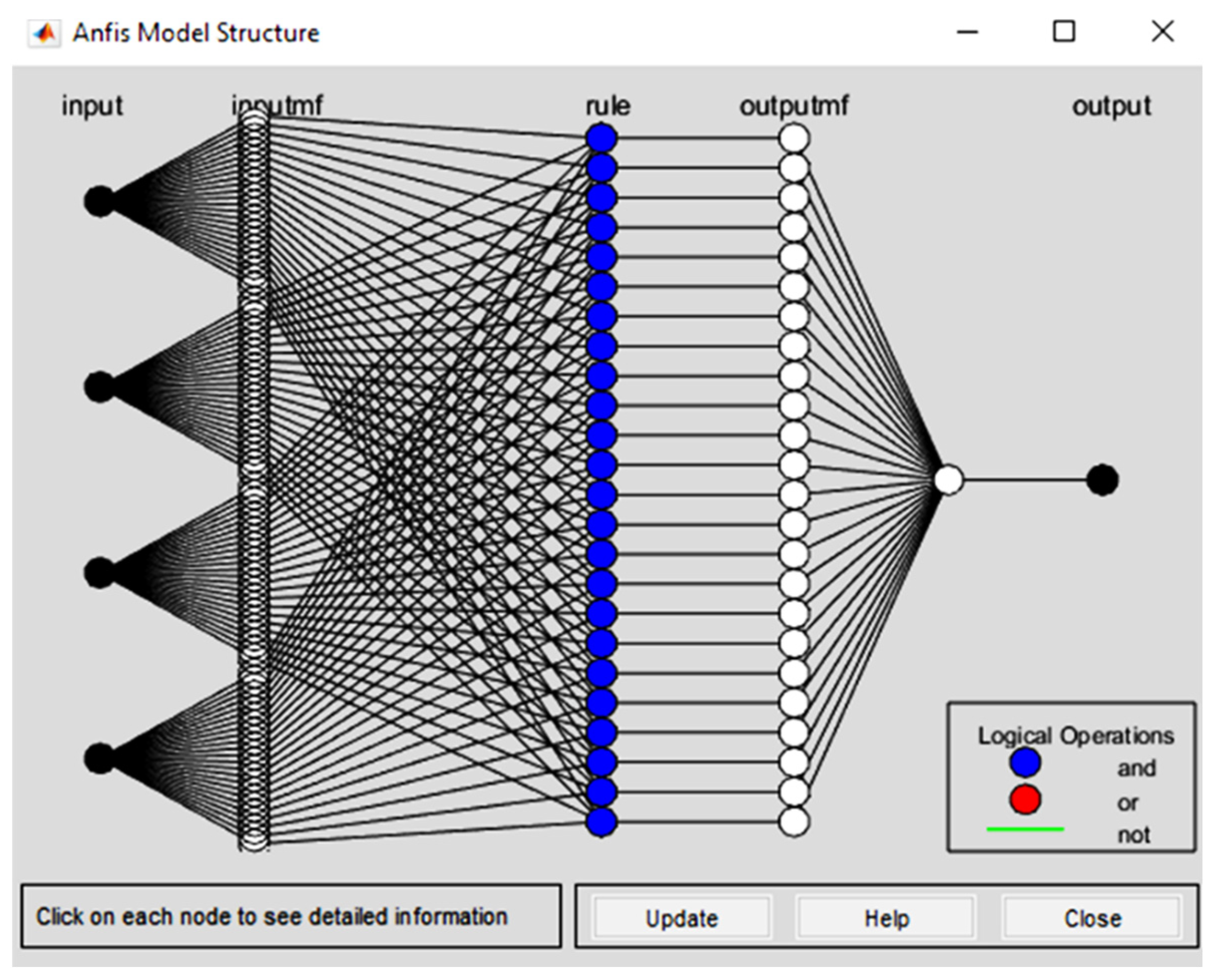
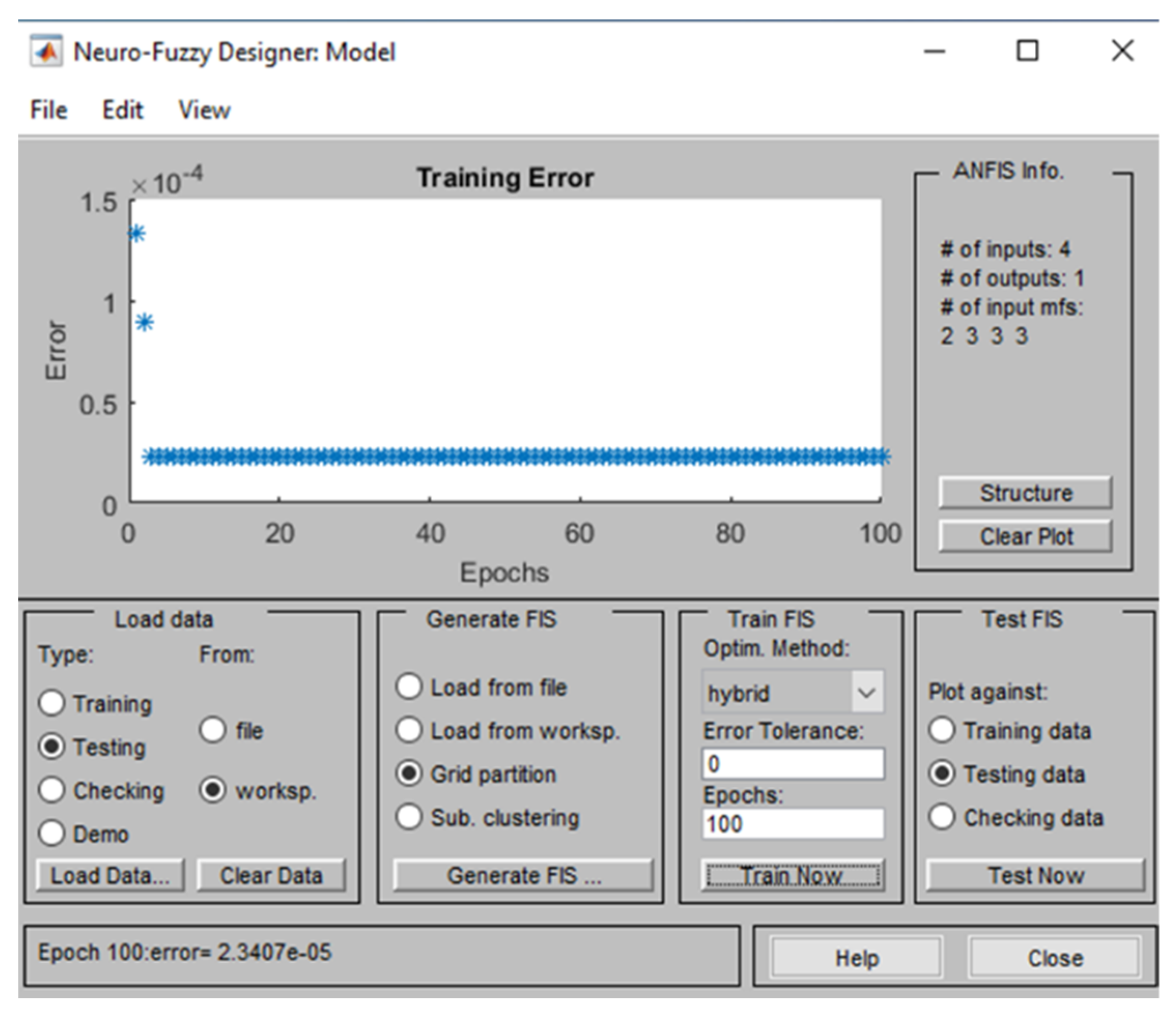
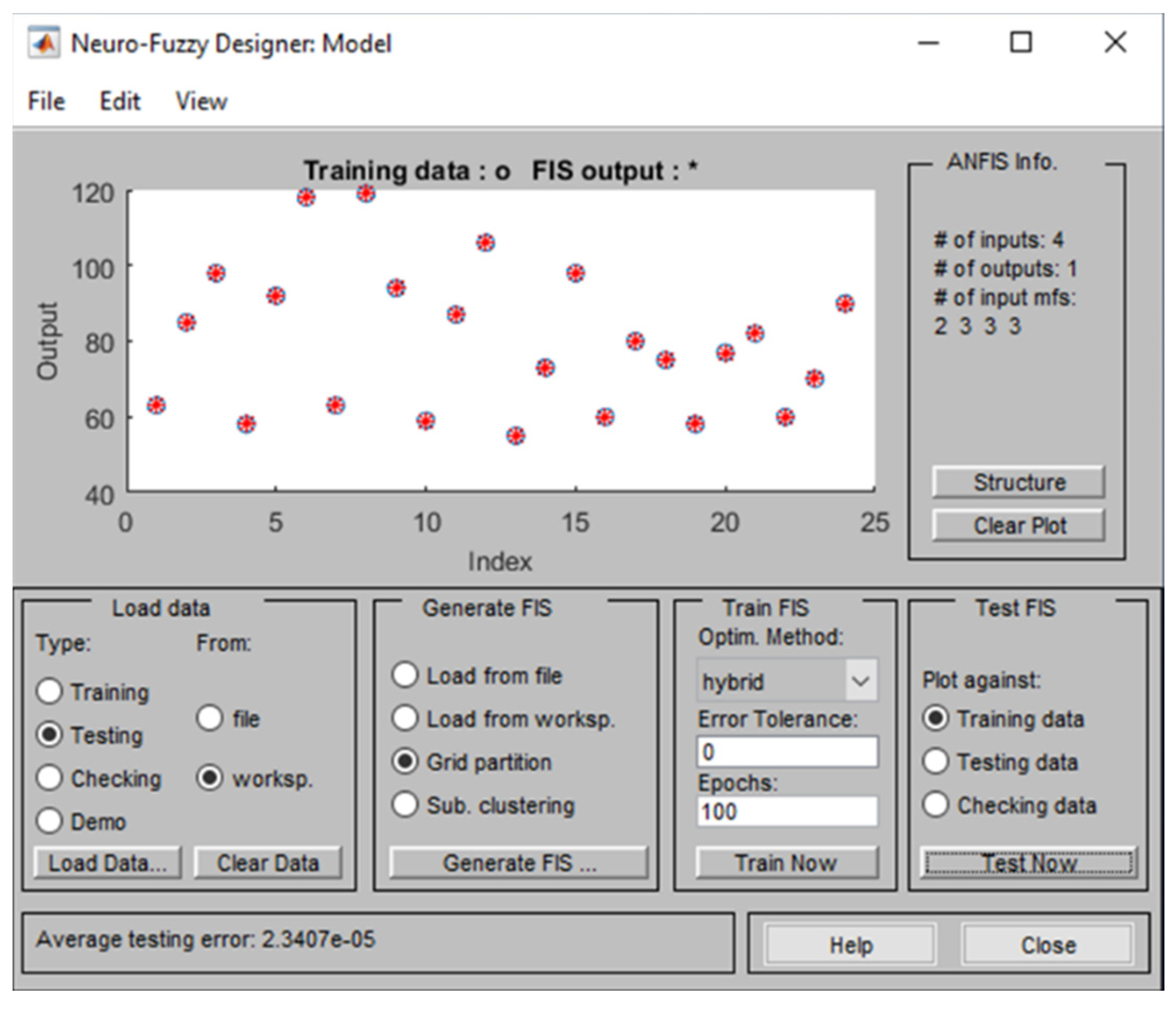
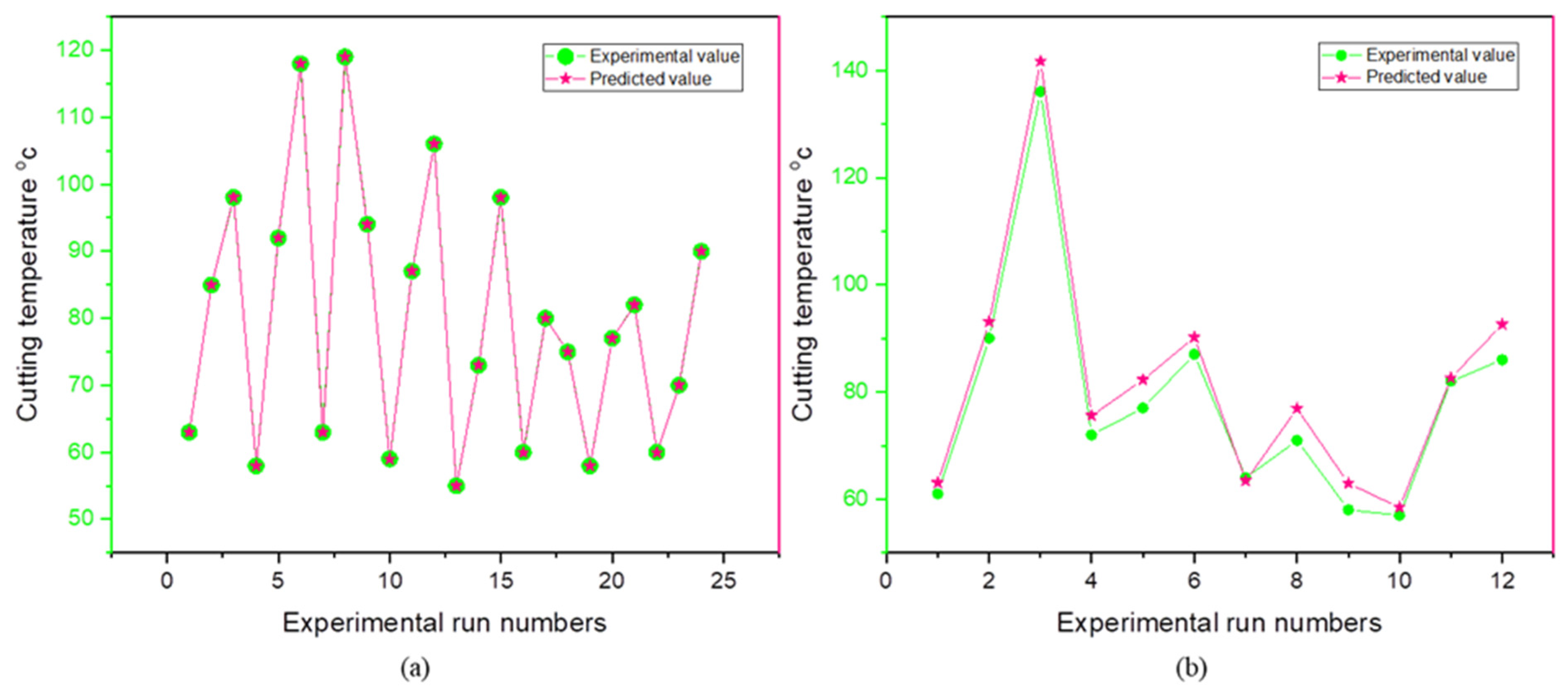
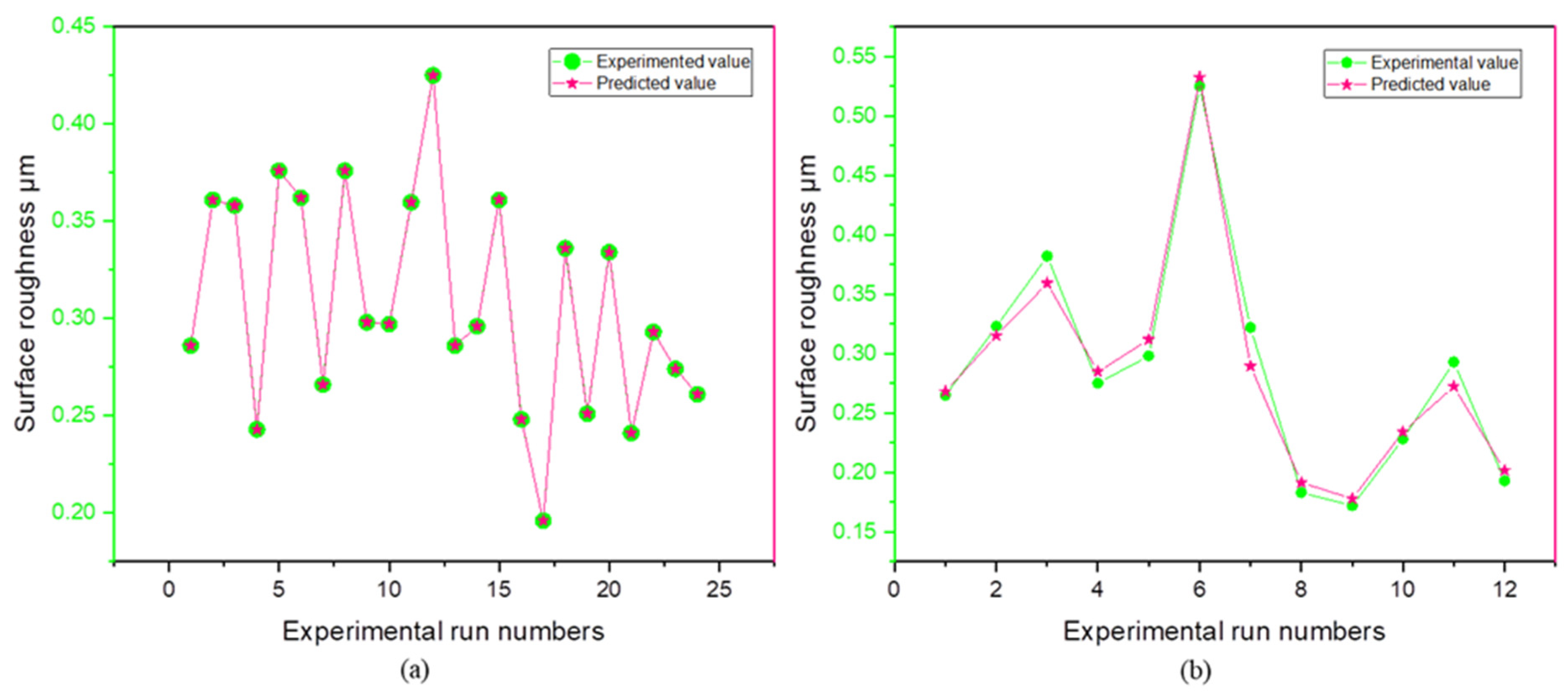
3.5. Prediction of Output Performance Variables by ANFIS
3.6. Confirmatory Experiments
4. Conclusions
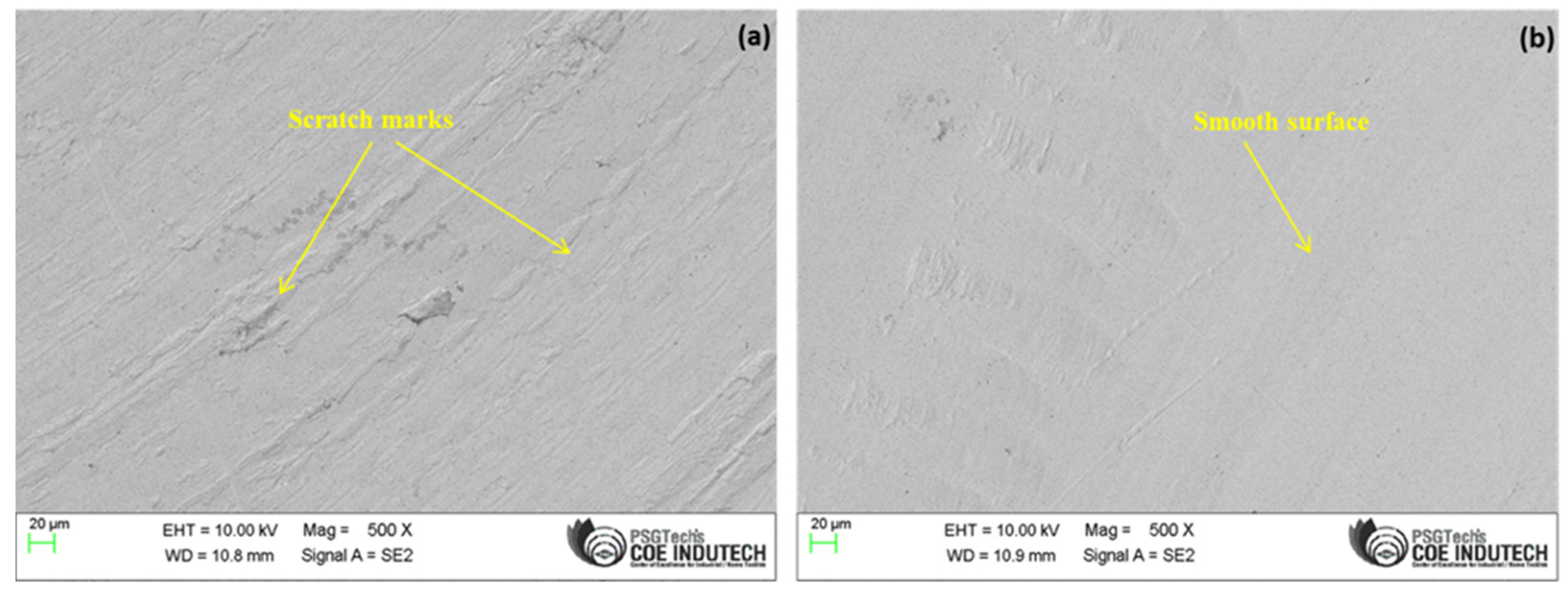
- Lower cutting temperatures and improved surface quality were achieved with the GNMQL cooling condition, utilizing a cutting speed of 40 m/min, a feed rate of 0.01 mm/rev, and an MQL pressure of 4 bar. In this optimized machining scenario, the GNMQL system outperformed the PMQL system due to the efficient heat dissipation facilitated by the Brownian motion and tribofilm formation of Gnps, as well as the enhanced surface quality resulting from the self-repairing and polishing actions of Gnps.
- Statistical analysis revealed that cutting speed and cooling condition had the most significant influence on milling temperature and surface smoothness, while feed rate was identified as the least influential parameter for both variables.
- The accuracy of the developed ANFIS models was 97.4% for cutting temperature and 92.6% for surface roughness.
- The optimal settings resulted in the lowest cutting temperature (51 °C) and surface roughness (0.165 µm), representing a substantial reduction of 62.5% in cutting temperature and 68.6% in surface roughness compared to the initial conditions.
- Employing Gnps with biodegradable sesame seed oil in the MQL system effectively reduced friction and lowered cutting temperatures in the cutting zone through its lubrication mechanism. Additionally, the study demonstrated that an MQL pressure of 4 bar significantly enhances efficiency in various applications.
- This study is limited in that it examines only one MQL parameter, while other factors, such as flow rate and nozzle angle, remain constant. Future research will focus on investigating the effects of varying both flow rate and nozzle angle, alongside changes in MQL jet pressure. Including these additional MQL parameters will provide a deeper insight into their effects on machining performance.
- The proposed model has the potential to deliver real-time technical support in MQL milling environments, enhancing both process efficiency and product quality by providing up-to-date insights on process parameter selection when integrated into milling operations. Future research could explore the integration of these models into the cutting process, facilitating cloud-based, real-time predictions of response parameters throughout the entire end milling operation.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Budzynski, P.; Kara, L.; Küçükömeroʇlu, T.; Kaminski, M. The influence of nitrogen implantation on tribological properties of AISI H11 steel. Vacuum 2015, 122, 230–235. [Google Scholar] [CrossRef]
- Salem, M.; Le Roux, S.; Dour, G.; Vande Put, A. Role of oxidation in thermal fatigue damage mechanisms and life of X38CrMoV5 (AISI H11) hot work tool steel. Int. J. Fatigue 2025, 190, 108584. [Google Scholar] [CrossRef]
- Tahmasebi, E.; Albertelli, P.; Lucchini, T.; Monno, M.; Mussi, V. CFD and experimental analysis of the coolant flow in cryogenic milling. Int. J. Mach. Tools Manuf. 2019, 140, 20–33. [Google Scholar] [CrossRef]
- Tamang, S.K.; Chandrasekaran, M.; Sahoo, A.K. Sustainable machining: An experimental investigation and optimization of machining Inconel 825 with dry and MQL approach. J. Brazilian Soc. Mech. Sci. Eng. 2018, 40, 374. [Google Scholar] [CrossRef]
- Boswell, B.; Islam, M.N.; Davies, I.J.; Ginting, Y.R.; Ong, A.K. A review identifying the effectiveness of minimum quantity lubrication (MQL) during conventional machining. Int. J. Adv. Manuf. Technol. 2017, 92, 321–340. [Google Scholar] [CrossRef]
- Said, Z.; Gupta, M.; Hegab, H.; Arora, N.; Khan, A.M.; Jamil, M.; Bellos, E. A comprehensive review on minimum quantity lubrication (MQL) in machining processes using nano-cutting fluids. Int. J. Adv. Manuf. Technol. 2019, 105, 2057–2086. [Google Scholar] [CrossRef]
- Ross, N.S.; Ganesh, M.; Ananth, M.B.J.; Kumar, M.; Rai, R.; Gupta, M.K.; Korkmaz, M.E. Development and potential use of MWCNT suspended in vegetable oil as a cutting fluid in machining of Monel 400. J. Mol. Liq. 2023, 382, 121853. [Google Scholar] [CrossRef]
- Duc, T.M.; Tuan, N.M.; Long, T.T. Optimization of Al2O3 nanoparticle concentration and cutting parameters in hard milling under nanofluid MQL environment. Adv. Mech. Eng. 2024, 16, 16878132241257114. [Google Scholar] [CrossRef]
- Spandana, B.; Prasad, R.B.N.; Sarika, C.H.; Anuradha, G.; Sivaraj, N.; Sivaramakrishnan, S. Variation in seed oil content and fatty acid composition in sesame (Sesamum indicum). Indian J. Agric. Sci. 2013, 83, 1402–1405. [Google Scholar]
- Uzun, B.; Arslan, C.; Karhan, M.; Toker, C. Fat and fatty acids of white lupin (Lupinus albus L.) in comparison to sesame (Sesamum indicum L.). Food Chem. 2007, 102, 45–49. [Google Scholar] [CrossRef]
- Composition, F.A.; Arab, R.; Casal, S.; Pinho, T.; Cruz, R.; Freidja, M.L.; Lorenzo, M.; Hano, C.; Madani, K.; Boulekbache-makhlouf, L. Effects of Seed Roasting Temperature on Sesame Oil Fatty Acid Composition, Lignan, Sterol and Tocopherol Contents, Oxidative Stability and Antioxidant Potential for Food Applications. Molecules 2022, 27, 4508. [Google Scholar] [CrossRef] [PubMed]
- Namiki, M. Nutraceutical functions of sesame: A review. Crit. Rev. Food Sci. Nutr. 2007, 47, 651–673. [Google Scholar] [CrossRef] [PubMed]
- Padmini, R.; Vamsi Krishna, P.; Krishna Mohana Rao, G. Performance assessment of micro and nano solid lubricant suspensions in vegetable oils during machining. Proc. Inst. Mech. Eng. Part B J. Eng. Manuf. 2015, 229, 2196–2204. [Google Scholar] [CrossRef]
- Ni, J.; Cui, Z.; Wu, C.; Sun, J.; Zhou, J. Evaluation of MQL broaching AISI 1045 steel with sesame oil containing nano-particles under best concentration. J. Clean. Prod. 2021, 320, 128888. [Google Scholar] [CrossRef]
- Paul, G.; Hirani, H.; Kuila, T.; Murmu, N.C. Nanolubricants dispersed with graphene and its derivatives: An assessment and review of the tribological performance. Nanoscale 2019, 11, 3458–3483. [Google Scholar] [CrossRef]
- ul Haq, M.A.; Hussain, S.; Ali, M.A.; Farooq, M.U.; Mufti, N.A.; Pruncu, C.I.; Wasim, A. Evaluating the effects of nano-fluids based MQL milling of IN718 associated to sustainable productions. J. Clean. Prod. 2021, 310, 127463. [Google Scholar] [CrossRef]
- Gong, L.; Bertolini, R.; Ghiotti, A.; He, N.; Bruschi, S. Sustainable turning of Inconel 718 nickel alloy using MQL strategy based on graphene nanofluids. Int. J. Adv. Manuf. Technol. 2020, 108, 3159–3174. [Google Scholar] [CrossRef]
- Bertolini, R.; Ghiotti, A.; Bruschi, S. Graphene nanoplatelets as additives to MQL for improving tool life in machining Inconel 718 alloy. Wear 2021, 476, 203656. [Google Scholar] [CrossRef]
- Wang, H.; Bai, Q.; Chen, S.; Dou, Y.; Guo, W.; Wang, T. Performance Evaluation of Graphene Nanofluid to Mitigate the Wear of a Diamond Tool in Micro-Machining of Ti6Al4V Alloy. J. Manuf. Mater. Process. 2023, 7, 131. [Google Scholar] [CrossRef]
- Marcon, A.; Melkote, S.; Kalaitzidou, K.; Debra, D. An experimental evaluation of graphite nanoplatelet based lubricant in micro-milling. CIRP Ann. Manuf. Technol. 2010, 59, 141–144. [Google Scholar] [CrossRef]
- Baldin, V.; da Silva, L.R.R.; Houck, C.F.; Gelamo, R.V.; Machado, Á.R. Effect of graphene addition in cutting fluids applied by mql in end milling of aisi 1045 steel. Lubricants 2021, 9, 70. [Google Scholar] [CrossRef]
- Anandan, V.; Naresh Babu, M.; Vetrivel Sezhian, M.; Yildirim, C.V.; Dinesh Babu, M. Influence of graphene nanofluid on various environmental factors during turning of M42 steel. J. Manuf. Process. 2021, 68, 90–103. [Google Scholar] [CrossRef]
- Fisher, O.J.; Watson, N.J.; Porcu, L.; Bacon, D.; Rigley, M.; Gomes, R.L. Multiple target data-driven models to enable sustainable process manufacturing: An industrial bioprocess case study. J. Clean. Prod. 2021, 296, 126242. [Google Scholar] [CrossRef]
- Mia, M.; Razi, M.H.; Ahmad, I.; Mostafa, R.; Rahman, S.M.S.; Ahmed, D.H.; Dey, P.R.; Dhar, N.R. Effect of time-controlled MQL pulsing on surface roughness in hard turning by statistical analysis and artificial neural network. Int. J. Adv. Manuf. Technol. 2017, 91, 3211–3223. [Google Scholar] [CrossRef]
- Yurtkuran, H.; Korkmaz, M.E.; Gupta, M.K.; Yılmaz, H.; Günay, M.; Vashishtha, G. Prediction of power consumption and its signals in sustainable turning of PH13-8Mo steel with different machine learning models. Int. J. Adv. Manuf. Technol. 2024, 133, 2171–2188. [Google Scholar] [CrossRef]
- Dambatta, Y.S.; Sayuti, M.; Sarhan, A.A.D.; Hamdi, M.; Manladan, S.M.; Reddy, M. Tribological performance of SiO2-based nanofluids in minimum quantity lubrication grinding of Si3N4 ceramic. J. Manuf. Process. 2019, 41, 135–147. [Google Scholar] [CrossRef]
- Gupta, M.K.; Mia, M.; Pruncu, C.I.; Khan, A.M.; Rahman, M.A.; Jamil, M.; Sharma, V.S. Modeling and performance evaluation of Al2O3, MoS2 and graphite nanoparticle-assisted MQL in turning titanium alloy: An intelligent approach. J. Brazilian Soc. Mech. Sci. Eng. 2020, 42, 207. [Google Scholar] [CrossRef]
- Saha, S.; Deb, S.; Bandyopadhyay, P.P. An analytical approach to assess the variation of lubricant supply to the cutting tool during MQL assisted high speed micromilling. J. Mater. Process. Technol. 2020, 285, 116783. [Google Scholar] [CrossRef]
- Rohit, J.N.; Surendra Kumar, K.; Sura Reddy, N.; Kuppan, P.; Balan, A.S.S. Computational Fluid Dynamics Analysis of MQL Spray Parameters and Its Influence on MQL Milling of SS304 [Internet]; Lecture Notes on Multidisciplinary Industrial Engineering; Springer: Singapore, 2018; Volume Part F48, pp. 45–78. [Google Scholar] [CrossRef]
- Peng, R.; Liu, J.; Chen, M.; Tong, J.; Zhao, L. Development of a pressurized internal cooling milling cutter and its machining performance assessment. Precis. Eng. 2021, 72, 315–329. [Google Scholar] [CrossRef]
- Balasuadhakar, A.; Kumaran, S.T.; Uthayakumar, M. Machine learning models for enhanced cutting temperature prediction in hard milling process. Int. J. Interact. Des. Manuf. 2024, 18, 3935–3950. [Google Scholar] [CrossRef]
- Saner, B.; Okyay, F.; Yürüm, Y. Utilization of multiple graphene layers in fuel cells. 1. An improved technique for the exfoliation of graphene-based nanosheets from graphite. Fuel 2010, 89, 1903–1910. [Google Scholar] [CrossRef]
- Liao, Y.; Li, Z.; Fatima; Xia, W. Size-dependent structural behaviors of crumpled graphene sheets. Carbon 2021, 174, 148–157. [Google Scholar] [CrossRef]
- Danish, M.; Gupta, M.K.; Rubaiee, S.; Ahmed, A.; Sarikaya, M. Influence of graphene reinforced sunflower oil on thermo-physical, tribological and machining characteristics of inconel 718. J. Mater. Res. Technol. 2021, 15, 135–150. [Google Scholar] [CrossRef]
- Samy, G.S.; Thirumalai Kumaran, S.; Uthayakumar, M. An analysis of end milling performance on B4C particle reinforced aluminum composite. J. Aust. Ceram. Soc. 2017, 53, 373–383. [Google Scholar] [CrossRef]
- Davies, M.A.; Ueda, T.; M’Saoubi, R.; Mullany, B.; Cooke, A.L. On The Measurement of Temperature in Material Removal Processes. CIRP Ann. Manuf. Technol. 2007, 56, 581–604. [Google Scholar] [CrossRef]
- Dewes, R.C.; Ng, E.; Chua, K.S.; Newton, P.G.; Aspinwall, D.K. Temperature measurement when high speed machining hardened mould/die steel. J. Mater. Process. Technol. 1999, 92–93, 293–301. [Google Scholar] [CrossRef]
- ISO 21920-2:2021; Geometrical Product Specifications (GPS)—Indication of Surface Texture in Technical Product Documentation—Part 2: Requirements for Surface Texture Symbols. International Organization for Standardization: Geneva, Switzerland, 2021.
- Metelkova, J.; Vanmunster, L.; Haitjema, H.; Van Hooreweder, B. Texture of inclined up-facing surfaces in laser powder bed fusion of metals. Addit. Manuf. 2021, 42, 101970. [Google Scholar] [CrossRef]
- Saklakoglu, I.E.; Kasman, S. Investigation of micro-milling process parameters for surface roughness and milling depth. Int. J. Adv. Manuf. Technol. 2011, 54, 567–578. [Google Scholar] [CrossRef]
- Özbek, O.; Saruhan, H. The effect of vibration and cutting zone temperature on surface roughness and tool wear in eco-friendly MQL turning of AISI D2. J. Mater. Res. Technol. 2020, 9, 2762–2772. [Google Scholar] [CrossRef]
- Hadad, M.J.; Tawakoli, T.; Sadeghi, M.H.; Sadeghi, B. Temperature and energy partition in minimum quantity lubrication-MQL grinding process. Int. J. Mach. Tools Manuf. 2012, 54–55, 10–17. [Google Scholar] [CrossRef]
- Liu, Z.Q.; Cai, X.J.; Chen, M.; An, Q.L. Investigation of cutting force and temperature of end-milling Ti-6Al-4V with different minimum quantity lubrication (MQL) parameters. Proc. Inst. Mech. Eng. Part B J. Eng. Manuf. 2011, 225, 1273–1279. [Google Scholar] [CrossRef]
- Sadeghi, M.H.; Haddad, M.J.; Tawakoli, T.; Emami, M. Minimal quantity lubrication-MQL in grinding of Ti-6Al-4V titanium alloy. Int. J. Adv. Manuf. Technol. 2009, 44, 487–500. [Google Scholar] [CrossRef]
- Zaman, P.B.; Dhar, N.R. Multi-objective Optimization of Double-Jet MQL System Parameters Meant for Enhancing the Turning Performance of Ti–6Al–4V Alloy. Arab. J. Sci. Eng. 2020, 45, 9505–9526. [Google Scholar] [CrossRef]
- Pal, A.; Chatha, S.S.; Singh, K. Performance evaluation of minimum quantity lubrication technique in grinding of AISI 202 stainless steel using nano-MoS2 with vegetable-based cutting fluid. Int. J. Adv. Manuf. Technol. 2020, 110, 125–137. [Google Scholar] [CrossRef]
- Gaitonde, V.N.; Karnik, S.R.; Davim, J.P. Selection of optimal MQL and cutting conditions for enhancing machinability in turning of brass. J. Mater. Process. Technol. 2008, 204, 459–464. [Google Scholar] [CrossRef]
- Binali, R.; Demirpolat, H.; Kuntoğlu, M.; Sağlam, H. Machinability Investigations Based on Tool Wear, Surface Roughness, Cutting Temperature, Chip Morphology and Material Removal Rate during Dry and MQL-Assisted Milling of Nimax Mold Steel. Lubricants 2023, 11, 101. [Google Scholar] [CrossRef]
- Sen, B.; Mia, M.; Krolczyk, G.M.; Mandal, U.K.; Mondal, S.P. Eco-Friendly Cutting Fluids in Minimum Quantity Lubrication Assisted Machining: A Review on the Perception of Sustainable Manufacturing. Int. J. Precis. Eng. Manuf. Green Technol. Korean Soc. Precis. Eng. 2021, 8, 249–280. [Google Scholar] [CrossRef]
- Balasuadhakar, A.; Thirumalai Kumaran, S.; Ahmed, F. A review on the role of nanoparticles in MQL machining. Mater. Today Proc. 2022, 72, 2828–2832. [Google Scholar] [CrossRef]
- Li, M.; Yu, T.; Zhang, R.; Yang, L.; Li, H.; Wang, W. MQL milling of TC4 alloy by dispersing graphene into vegetable oil-based cutting fluid. Int. J. Adv. Manuf. Technol. 2018, 99, 1735–1753. [Google Scholar] [CrossRef]
- Ali, S.H.; Yao, Y.; Wu, B.; Zhao, B.; Ding, W.; Jamil, M.; Khan, A.; Baig, A.; Liu, Q.; Xu, D. Recent developments in MQL machining of aeronautical materials: A comparative review. Chin. J. Aeronaut. 2024, 38, 102918. [Google Scholar] [CrossRef]
- Şirin, E.; Kıvak, T.; Yıldırım, Ç.V. Effects of mono/hybrid nanofluid strategies and surfactants on machining performance in the drilling of Hastelloy X. Tribiol. Int. 2021, 157, 106894. [Google Scholar] [CrossRef]
- Cetin, M.H.; Kabave Kilincarslan, S. Effects of cutting fluids with nano-silver and borax additives on milling performance of aluminium alloys. J. Manuf. Process. 2020, 50, 170–182. [Google Scholar] [CrossRef]
- Dhar, N.R.; Kamruzzaman, M.; Ahmed, M. Effect of minimum quantity lubrication (MQL) on tool wear and surface roughness in turning AISI-4340 steel. J. Mater. Process. Technol. 2006, 172, 299–304. [Google Scholar] [CrossRef]
- Wang, Z.; Kovvuri, V.; Araujo, A.; Bacci, M.; Hung, W.N.P.; Bukkapatnam, S.T.S. Built-up-edge effects on surface deterioration in micromilling processes. J. Manuf. Process. 2016, 24, 321–327. [Google Scholar] [CrossRef]
- Wojciechowski, S.; Wiackiewicz, M.; Krolczyk, G.M. Study on metrological relations between instant tool displacements and surface roughness during precise ball end milling. Meas. J. Int. Meas. Confed. 2018, 129, 686–694. [Google Scholar] [CrossRef]
- Zhang, Y.; Li, C.; Jia, D.; Li, B.; Wang, Y.; Yang, M.; Hou, Y.; Zhang, X. Experimental study on the effect of nanoparticle concentration on the lubricating property of nanofluids for MQL grinding of Ni-based alloy. J. Mater. Process. Technol. 2016, 232, 100–115. [Google Scholar] [CrossRef]
- Taylor, P.; Yu, W.; France, D.M.; Routbort, J.L.; Choi, S.U.S. Review and Comparison of Nanofluid Thermal Conductivity and Heat Transfer Enhancements. Heat Transf. Eng. 2012, 37, 37–41. [Google Scholar]
- Lopes, J.C.; Garcia, M.V.; Volpato, R.S.; de Mello, H.J.; Ribeiro, F.S.F.; de Angelo Sanchez, L.E.; de Oliveira Rocha, K.; Neto, L.D.; Aguiar, P.R.; Bianchi, E.C. Application of MQL technique using TiO2 nanoparticles compared to MQL simultaneous to the grinding wheel cleaning jet. Int. J. Adv. Manuf. Technol. 2020, 106, 2205–2218. [Google Scholar] [CrossRef]
- Sia, S.Y.; Sarhan, A.A.D. Morphology investigation of worn bearing surfaces using SiO2 nanolubrication system. Int. J. Adv. Manuf. Technol. 2014, 70, 1063–1071. [Google Scholar] [CrossRef]
- Wang, X.; Li, C.; Zhang, Y.; Ding, W.; Yang, M.; Gao, T.; Cao, H.; Xu, X.; Wang, D.; Said, Z.; et al. Vegetable oil-based nanofluid minimum quantity lubrication turning: Academic review and perspectives. J. Manuf. Process. 2020, 59, 76–97. [Google Scholar] [CrossRef]
- Gürbüz, H.; Emre Gönülaçar, Y. Optimization and evaluation of dry and minimum quantity lubricating methods on machinability of AISI 4140 using Taguchi design and ANOVA. Proc. Inst. Mech. Eng. Part C J. Mech. Eng. Sci. 2021, 235, 1211–1227. [Google Scholar] [CrossRef]
- Karaboga, D.; Kaya, E. Adaptive network based fuzzy inference system (ANFIS) training approaches: A comprehensive survey. Artif. Intell. Rev. 2019, 52, 2263–2293. [Google Scholar] [CrossRef]
- Al-Mahasneh, M.; Aljarrah, M.; Rababah, T.; Alu’datt, M. Application of Hybrid Neural Fuzzy System (ANFIS) in Food Processing and Technology. Food Eng. Rev. 2016, 8, 351–366. [Google Scholar] [CrossRef]
- Hájek, P.; Olej, V. Adaptive Intuitionistic Fuzzy Inference Systems of Takagi-Sugeno Type for Regression Problems. In Proceedings of the Artificial Intelligence Applications and Innovations: 8th IFIP WG 12.5 International Conference, AIAI 2012, Halkidiki, Greece, 27–30 September 2012; pp. 206–216. [Google Scholar]
- Yeom, C.U.; Kwak, K.C. Performance comparison of ANFIS models by input space partitioning methods. Symmetry 2018, 10, 700. [Google Scholar] [CrossRef]
- Masoudi, S.; Esfahani, M.J.; Jafarian, F.; Mirsoleimani, S.A. Comparison the Effect of MQL, Wet and Dry Turning on Surface Topography, Cylindricity Tolerance and Sustainability. Int. J. Precis. Eng. Manuf. Green Technol. 2023, 10, 9–21. [Google Scholar] [CrossRef]
- Niknam, S.A.; Jalali, A. Effects of lubricants and flow rates on the surface roughness and chip thickness when MQL turning of aero-engine aluminum alloys 6061-T6 and 7076-T6. Int. J. Adv. Manuf. Technol. 2020, 110, 2015–2022. [Google Scholar] [CrossRef]
- Mia, M. Mathematical modeling and optimization of MQL assisted end milling characteristics based on RSM and Taguchi method. Meas. J. Int. Meas. Confed. 2018, 121, 249–260. [Google Scholar] [CrossRef]







{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Element | C | Si | Mn | P | S | Cr | Mo | V | Fe |
| Weight % | 0.4 | 0.98 | 0.25 | 0.021 | 0.01 | 4.88 | 1.21 | 0.42 | 92.19 |
| Input | Description |
|---|---|
| Machining environments | PMQL, GNMQL |
| Cutting fluid | Sesame oil, Graphene-mixed sesame oil |
| Cutting speed | 40 m/min, 50 m/min, 60 m/min |
| Feed rate | 0.01 mm/rev, 0.02 mm/rev, 0.03 mm/rev |
| Depth of cut | 1 mm |
| MQL fluid flow rate | 60 mL/h |
| MQL jet pressure | 2 bar, 4 bar, 6 bar |
| Experiment Number | Cooling | Cutting Speed m/min | Feed Rate mm/rev | MQL Pressure Bar | Cutting Temperature °C | Surface Roughness µm |
|---|---|---|---|---|---|---|
| 1 | PMQL | 40 | 0.01 | 2 | 63 | 0.286 |
| 2 | PMQL | 50 | 0.02 | 4 | 85 | 0.361 |
| 3 | PMQL | 60 | 0.03 | 6 | 98 | 0.358 |
| 4 | PMQL | 40 | 0.01 | 4 | 58 | 0.243 |
| 5 | PMQL | 50 | 0.02 | 6 | 92 | 0.376 |
| 6 | PMQL | 60 | 0.03 | 2 | 118 | 0.362 |
| 7 | PMQL | 40 | 0.01 | 6 | 63 | 0.266 |
| 8 | PMQL | 50 | 0.02 | 2 | 119 | 0.376 |
| 9 | PMQL | 60 | 0.03 | 4 | 94 | 0.298 |
| 10 | PMQL | 40 | 0.03 | 4 | 59 | 0.297 |
| 11 | PMQL | 50 | 0.01 | 2 | 87 | 0.3597 |
| 12 | PMQL | 60 | 0.02 | 6 | 106 | 0.425 |
| 13 | PMQL | 40 | 0.02 | 4 | 61 | 0.265 |
| 14 | PMQL | 50 | 0.03 | 6 | 90 | 0.323 |
| 15 | PMQL | 60 | 0.01 | 2 | 136 | 0.382 |
| 16 | PMQL | 40 | 0.02 | 2 | 72 | 0.275 |
| 17 | PMQL | 50 | 0.03 | 4 | 77 | 0.298 |
| 18 | PMQL | 60 | 0.01 | 6 | 87 | 0.525 |
| 19 | GNMQL | 40 | 0.02 | 2 | 64 | 0.322 |
| 20 | GNMQL | 50 | 0.03 | 4 | 71 | 0.183 |
| 21 | GNMQL | 60 | 0.01 | 6 | 58 | 0.172 |
| 22 | GNMQL | 40 | 0.02 | 4 | 57 | 0.228 |
| 23 | GNMQL | 50 | 0.03 | 6 | 82 | 0.293 |
| 24 | GNMQL | 60 | 0.01 | 2 | 86 | 0.193 |
| 25 | GNMQL | 40 | 0.03 | 4 | 55 | 0.286 |
| 26 | GNMQL | 50 | 0.01 | 6 | 73 | 0.296 |
| 27 | GNMQL | 60 | 0.02 | 2 | 98 | 0.361 |
| 28 | GNMQL | 40 | 0.01 | 6 | 60 | 0.248 |
| 29 | GNMQL | 50 | 0.02 | 4 | 80 | 0.196 |
| 30 | GNMQL | 60 | 0.03 | 2 | 75 | 0.336 |
| 31 | GNMQL | 40 | 0.03 | 6 | 58 | 0.251 |
| 32 | GNMQL | 50 | 0.01 | 2 | 77 | 0.334 |
| 33 | GNMQL | 60 | 0.02 | 4 | 82 | 0.241 |
| 34 | GNMQL | 40 | 0.03 | 2 | 60 | 0.293 |
| 35 | GNMQL | 50 | 0.01 | 4 | 70 | 0.274 |
| 36 | GNMQL | 60 | 0.02 | 6 | 90 | 0.261 |
| Symbol | Factors | Level | ||
|---|---|---|---|---|
| 1 | 2 | 3 | ||
| A | Cooling condition | PMQL | GNMQL | |
| B | Cutting speed (m/min) | 40 | 50 | 60 |
| C | Feed rate (mm/rev) | 0.01 | 0.02 | 0.03 |
| D | MQL jet pressure (bar) | 2 | 4 | 6 |
| Level | A | B | C | D |
|---|---|---|---|---|
| 1 | 86.94 | 60.83 | 76.50 | 87.92 |
| 2 | 72.00 | 83.58 | 83.83 | 70.75 |
| 3 | 94.00 | 78.08 | 79.75 | |
| Delta | 14.94 | 33.17 | 7.33 | 17.17 |
| Rank | 3 | 1 | 4 | 2 |
| Level | A | B | C | D |
|---|---|---|---|---|
| 1 | 0.3375 | 0.2717 | 0.2982 | 0.3233 |
| 2 | 0.2649 | 0.3058 | 0.3073 | 0.2642 |
| 3 | 0.3262 | 0.2982 | 0.3162 | |
| Delta | 0.0726 | 0.0545 | 0.0091 | 0.0591 |
| Rank | 1 | 3 | 4 | 2 |
| Factors | Degree of Freedom | Sum of Squares | Mean of Squares | F-Ratio | Percentage Contribution |
|---|---|---|---|---|---|
| (a) Cutting temperature | |||||
| Cooling condition | 1 | 2.223 | 2.223 | 73.172 | 7.433 |
| Cutting speed | 2 | 21.163 | 10.582 | 348.374 | 70.779 |
| Feed rate | 2 | 1.206 | 0.603 | 19.855 | 4.034 |
| MQL jet pressure | 2 | 4.458 | 2.229 | 73.387 | 14.909 |
| Error | 28 | 0.85 | 0.03 | 2.844 | |
| Total | 29.901 | 15.667 | |||
| (b) Surface roughness | |||||
| Cooling condition | 1 | 4.578 | 4.578 | 144.498 | 34.608 |
| Cutting speed | 2 | 2.377 | 1.189 | 37.517 | 17.971 |
| Feed rate | 2 | 0.244 | 0.122 | 3.849 | 1.844 |
| MQL jet pressure | 2 | 5.142 | 2.571 | 81.146 | 38.87 |
| Error | 28 | 0.887 | 0.0317 | 6.706 | |
| Total | 13.229 | 8.492 |
| Output Responses | Process Parameters | Predicted Value by ANFIS Model | Experimental Value | Difference |
|---|---|---|---|---|
| Cutting temperature, °C | A2-B1-C1-D2 | 52.8 | 51 | 1.8 |
| Surface roughness, µm | A2-B1-C1-D2 | 0.153 | 0.165 | 0.012 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2025 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Balasuadhakar, A.; Kumaran, S.T.; Ali, S. Sustainable Cooling Strategies in End Milling of AISI H11 Steel Based on ANFIS Model. Machines 2025, 13, 237. https://doi.org/10.3390/machines13030237
Balasuadhakar A, Kumaran ST, Ali S. Sustainable Cooling Strategies in End Milling of AISI H11 Steel Based on ANFIS Model. Machines. 2025; 13(3):237. https://doi.org/10.3390/machines13030237
Chicago/Turabian StyleBalasuadhakar, Arumugam, Sundaresan Thirumalai Kumaran, and Saood Ali. 2025. "Sustainable Cooling Strategies in End Milling of AISI H11 Steel Based on ANFIS Model" Machines 13, no. 3: 237. https://doi.org/10.3390/machines13030237
APA StyleBalasuadhakar, A., Kumaran, S. T., & Ali, S. (2025). Sustainable Cooling Strategies in End Milling of AISI H11 Steel Based on ANFIS Model. Machines, 13(3), 237. https://doi.org/10.3390/machines13030237