
Challenges, Regulations, and Case Studies on Sustainable Management of Industrial Waste

 ,
,  ,
,  ,
,  and
and
Abstract
1. Introduction
2. Research Methodology
3. Why Industrial Waste Is a Problem and Sustainable Management Is Required?
4. Industrial Waste Regulations
- Avoidance
- Reuse and recycling
- Recovery of energy
- Treatment and disposal.
5. Sustainable Management of Industrial Waste
5.1. Industrial Waste Management of Red Mud
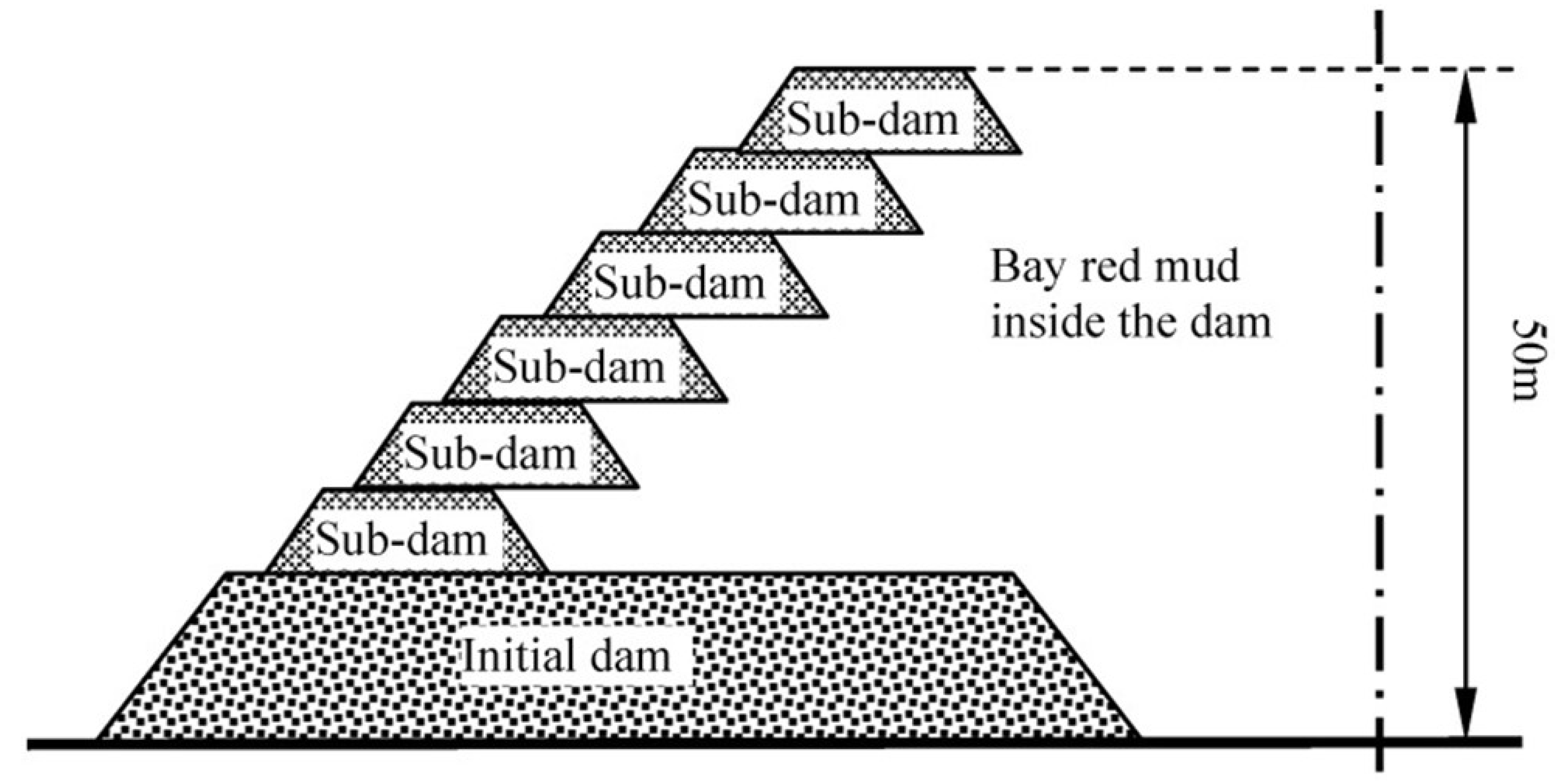
5.1.1. Stockpiling Design of Yard
5.1.2. Red Mud Diversion to Be Used in Various Applications
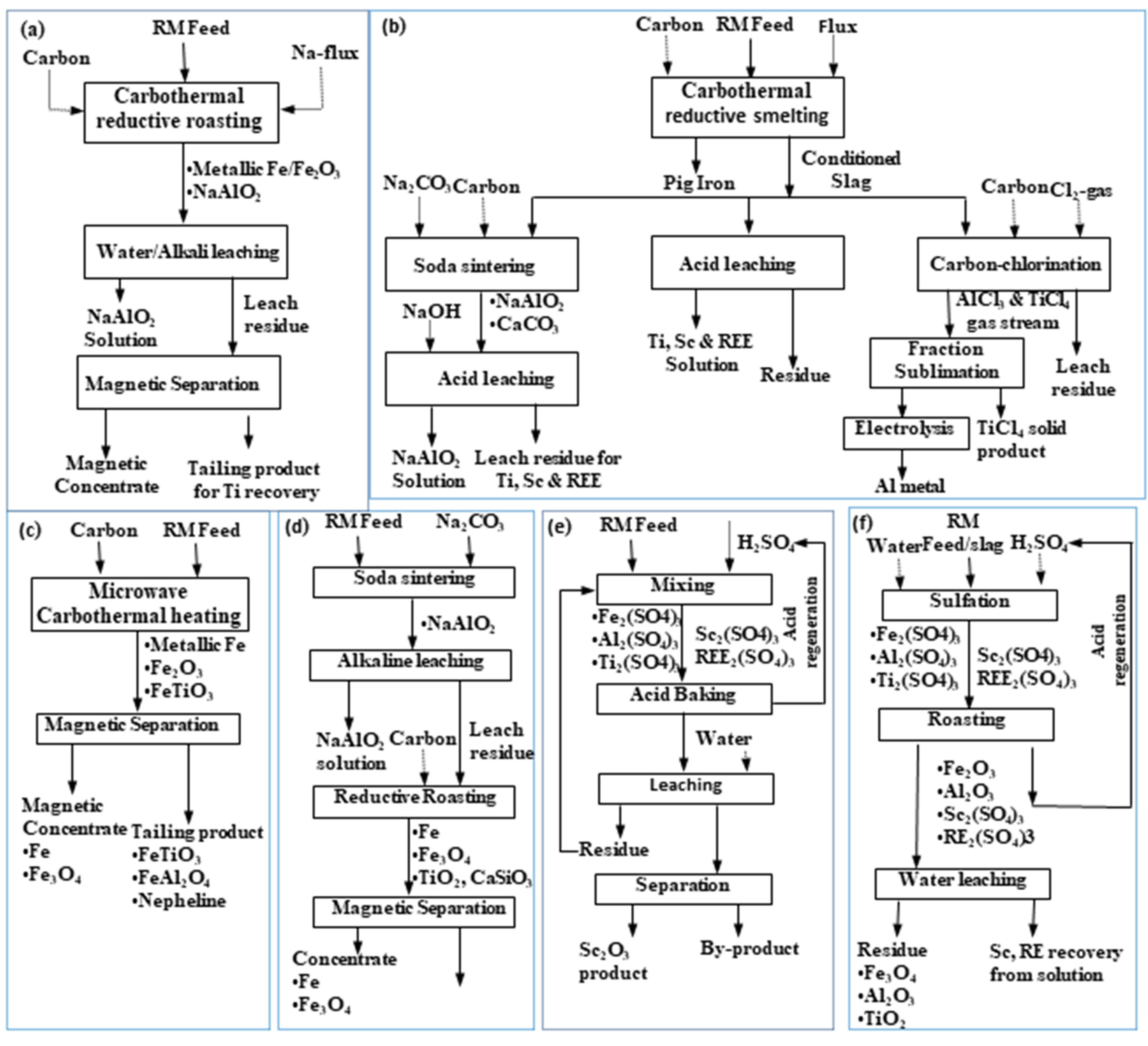
Metals Recovery from Red Mud
Red Mud as a Blending Material
5.2. Industrial Waste Management of Coal Fly Ash
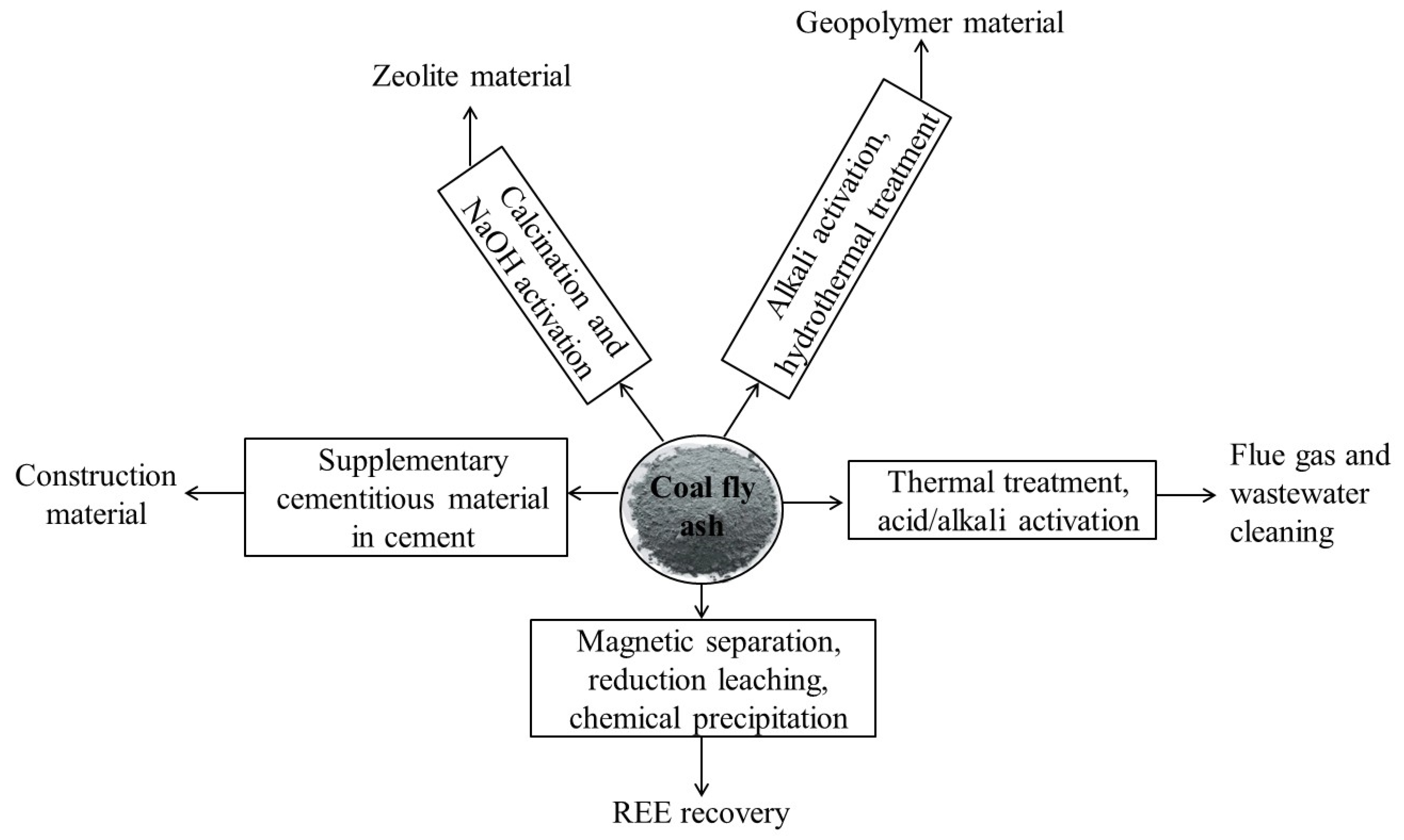
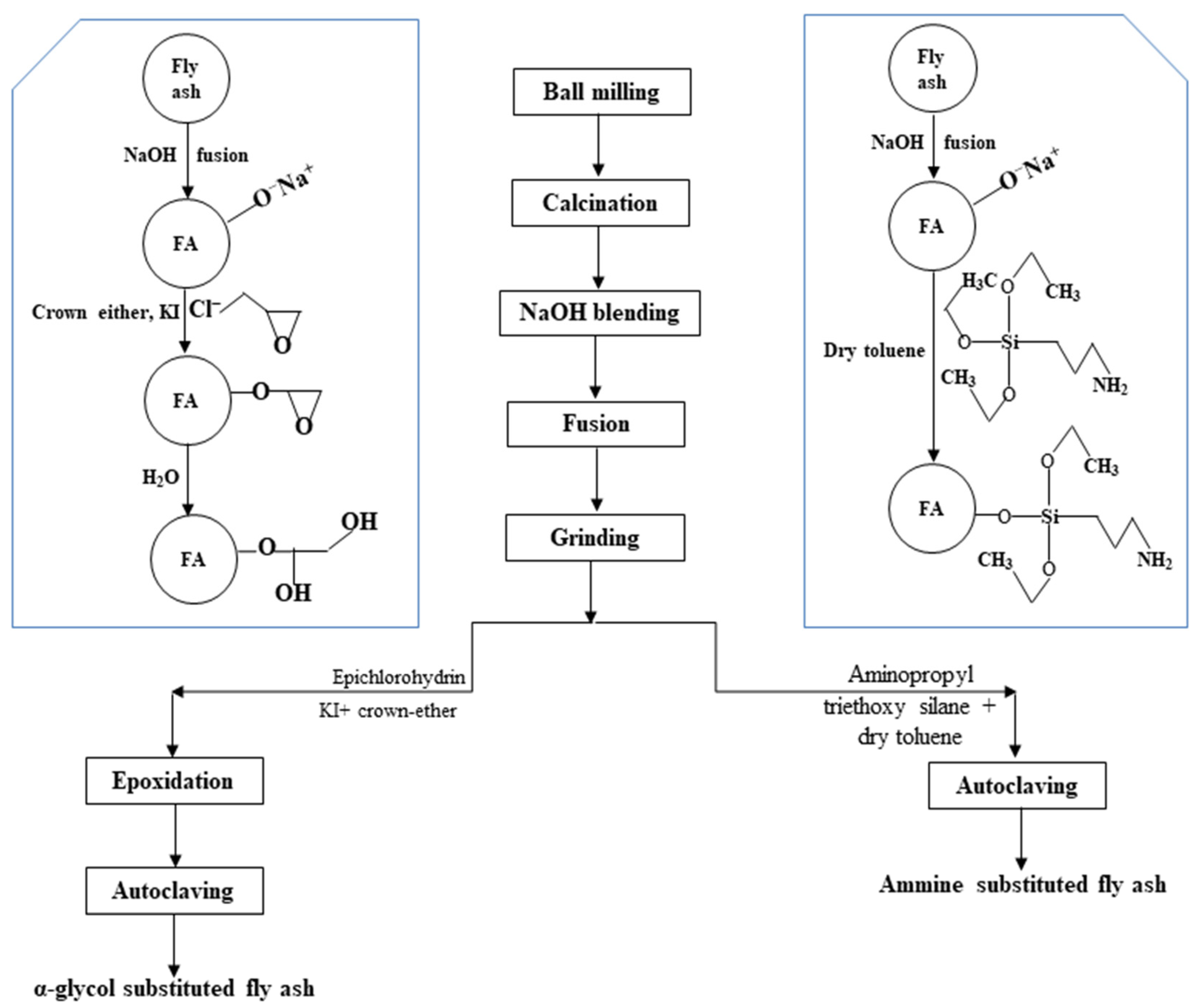
5.2.1. Fly Ash Diversion to Be Used in Various Applications
Use in Cement and Geopolymer Production
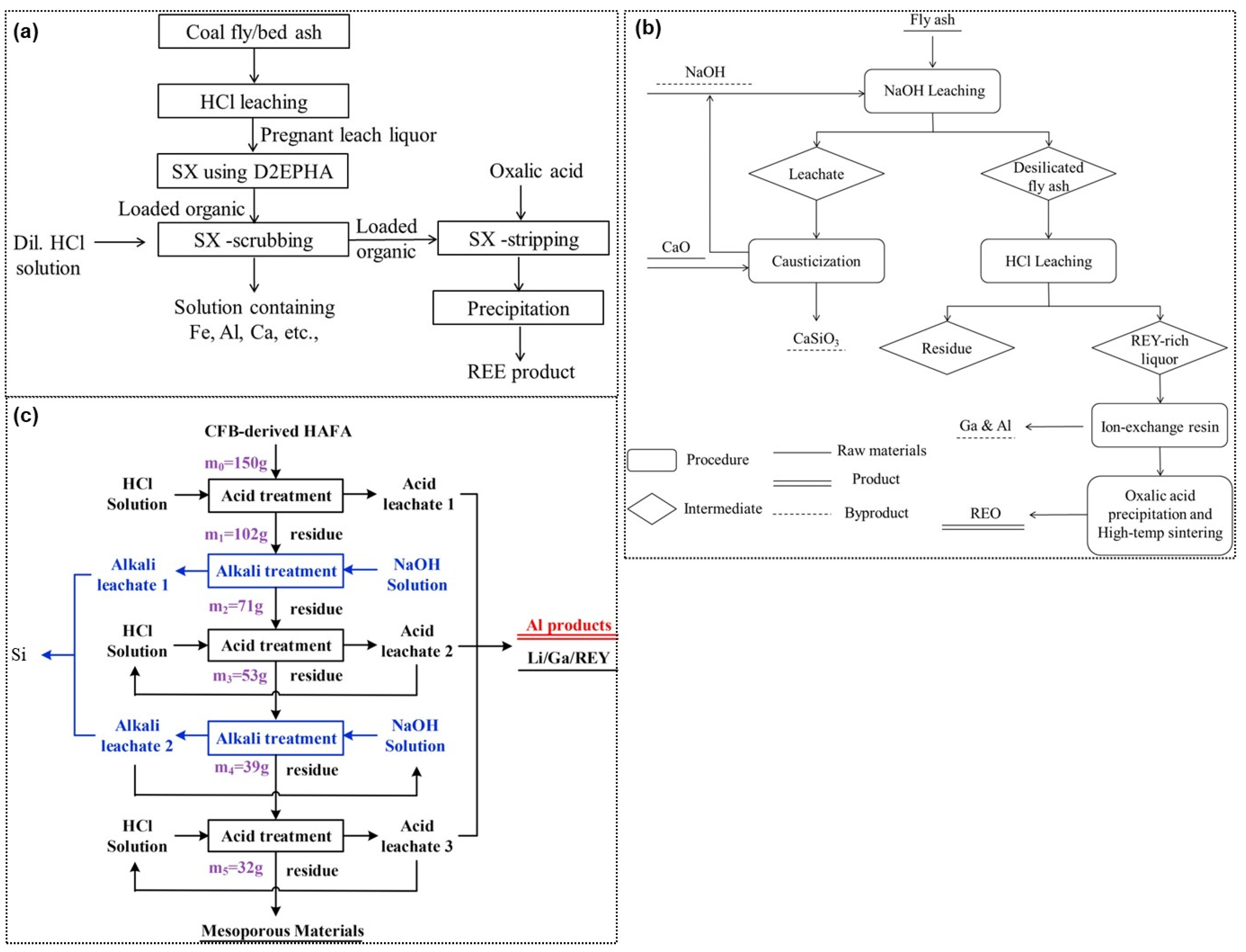
Valuable and Rare Metals Recovery from Fly Ash

6. Perspectives
7. Conclusions
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Sonjica, B.P. Waste Act: National Policy on Thermal Treatment of General and Hazardous Waste. National Environmental Management: Waste Act, 2008 (Act No. 59 of 2008). 2009. Available online: https://www.gov.za/sites/default/files/gcis_document/201409/32439777.pdf (accessed on 5 November 2022).
- Zhangqi, Z.; Zhuli, C.; Lingyun, H. Technological innovation, industrial structural change and carbon emission transferring via trade: An agent-based modeling approach. Technovation 2022, 110, 102350. [Google Scholar] [CrossRef]
- El Haggar, S. Sustainable Industrial Design and Waste Management: Cradle-to-Cradle for Sustainable Development; Academic Press, Elsevier: San Diego, CA, USA, 2010. [Google Scholar]
- Millati, R.; Cahyono, R.B.; Ariyanto, T.; Azzahrani, I.N.; Putri, R.U.; Taherzadeh, M.J. Agricultural, industrial, municipal, and forest wastes: An overview. In Sustainable Resource Recovery and Zero Waste Approaches, 1st ed.; Taherzadeh, M., Bolton, K., Wong, J., Pandey, A., Eds.; Elsevier: Saint Louis, MO, USA, 2019; pp. 1–22. [Google Scholar]
- Gaur, V.K.; Sharma, P.; Sirohi, R.; Awasthi, M.K.; Dussap, C.G.; Pandey, A. Assessing the impact of industrial waste on environment and mitigation strategies: A comprehensive review. J. Hazard. Mater. 2020, 398, 123019. [Google Scholar] [CrossRef] [PubMed]
- Mishra, D.; Rhee, Y.H. Current research trends of microbiological leaching for metal recovery from industrial wastes. Curr. Res. Technol. Educ. Topics. Appl. Microbiol. Microb. Biotechnol. 2010, 2, 1289–1292. [Google Scholar]
- Matinde, E.; Simate, G.S.; Ndlovu, S. Mining and metallurgical wastes: A review of recycling and re-use practices. J. South. Afr. Inst. Min. Metall. 2018, 118, 825–844. [Google Scholar] [CrossRef]
- Achawa, O.W.; Danso-Boatengb, E. Environmental management in the oil, gas and related energy industries in Ghana. Int. J. Chem. Eng. 2013, 4, 117–122. [Google Scholar]
- Asim, N.; Badiei, M.; Torkashvand, M.; Mohammad, M.; Alghoul, M.A.; Gasaymeh, S.S.; Sopian, K. Wastes from the petroleum industries as sustainable resource materials in construction sectors: Opportunities, limitations, and directions. J. Clean. Prod. 2021, 284, 125459. [Google Scholar] [CrossRef]
- Kanwal, Q.; Li, J.; Zeng, X. Mapping recyclability of industrial waste for anthropogenic circularity: A Circular economy approach. ACS Sustain. Chem. Eng. 2021, 9, 11927–11936. [Google Scholar] [CrossRef]
- Pudasainee, D.; Kurian, V.; Gupta, R. Coal: Past, present, and future sustainable use. In Future Energy: Improved, Sustainable and Clean Options for Our Planet, 3rd ed.; Letcher, T.M., Ed.; Elsevier: Amsterdam, The Netherlands, 2020; pp. 21–48. [Google Scholar]
- Kaza, S.; Yao, L.; Bhada-Tata, P.; Van Woerden, F. What a Waste 2.0: A Global Snapshot of Solid Waste Management to 2050; World Bank Publications: Washington, DC, USA, 2018. [Google Scholar]
- Analysis of the Development Status of China’s Industrial Solid Waste Treatment Industry in 2020. Available online: https://www.citymine.com.cn/a/1396.html (accessed on 11 November 2022).
- Bui, T.D.; Tsai, F.M.; Tseng, M.L.; Ali, M.H. Identifying sustainable solid waste management barriers in practice using the fuzzy Delphi method. Resour. Conserv. Recycl. 2020, 154, 104625. [Google Scholar] [CrossRef]
- Babu, B.R.; Parande, A.K.; Basha, C.A. Electrical and electronic waste: A global environmental problem. Waste Manag. Res. 2007, 25, 307–318. [Google Scholar]
- Mir, D.F. Environmental behaviour in Chicago automotive repair micro-enterprises (MEPs). Bus. Strategy Environ. 2008, 17, 194–207. [Google Scholar] [CrossRef]
- Misra, V.; Pandey, S.D. Hazardous waste, impact on health and environment for development of better waste management strategies in future in India. Environ. Int. 2005, 31, 417–431. [Google Scholar] [CrossRef] [PubMed]
- Poulsen, O.M.; Breum, N.O.; Ebbehøj, N.; Hansen, Å.M.; Ivens, U.I.; van Lelieveld, D.; Malmros, P.; Matthiasen, L.; Nielsen, B.H.; Nielsen, E.M.; et al. Collection of domestic waste. Review of occupational health problems and their possible causes. Sci. Total Environ. 1995, 170, 1–19. [Google Scholar] [CrossRef] [PubMed]
- Khan, I.H. Textbook of Geotechnical Engineering, 4th ed.; Khan, I.H., Ed.; PHI Learning Private Limited: Delhi, India, 2019; pp. 382–383. [Google Scholar]
- Aluko, O.O.; Obafemi, T.H.; Obiajunwa, P.O.; Obiajunwa, C.J.; Obisanya, O.A.; Odanye, O.H.; Odeleye, A.O. Solid waste management and health hazards associated with residence around open dumpsites in heterogeneous urban settlements in Southwest Nigeria. Int. J. Environ. Health Res. 2022, 32, 1313–1328. [Google Scholar] [CrossRef] [PubMed]
- Talukdar, S.; Banthia, N.; Grace, J.R. Carbonation in concrete infrastructure in the context of global climate change–Part 1: Experimental results and model development. Cem. Concr. Compos. 2012, 34, 924–930. [Google Scholar] [CrossRef]
- Ash, H.J.; Gemmell, R.P.; Bradshaw, A.D. The introduction of native plant species on industrial waste heaps: A test of immigration and other factors affecting primary succession. J. Appl. Ecol. 1994, 31, 74–84. [Google Scholar] [CrossRef]
- Urry, J. Consuming the planet to excess. Theory Cult. Soc. 2010, 27, 191–212. [Google Scholar] [CrossRef]
- Hasnat, G.T.; Kabir, M.A.; Hossain, M.A. Major environmental issues and problems of South Asia, particularly Bangladesh. In Handbook of Environmental Materials Management; Chaudhary, C.M., Ed.; Springer International Publishing: Cham, Switzerland, 2018; pp. 1–40. [Google Scholar]
- Bouma, J. Implications of the nexus approach when assessing water and soil quality as a function of solid and liquid waste management. In Environmental Resource Management and the Nexus Approach: Managing Water, Soil, and Waste in the Context of Global Change; Hettiarachchi, H., Ardakanian, R., Eds.; Springer International Publishing: Dresden, Germany, 2016; pp. 179–209. [Google Scholar]
- Pandia, S.; Tanata, S.; Rachel, M.; Octiva, C.; Sialagan, N. February. Effect of fermentation time of mixture of solid and liquid wastes from tapioca industry to percentage reduction of TSS (Total Suspended Solids). IOP Conf. Ser.: Mater. Sci. Eng. 2018, 309, 012086. [Google Scholar] [CrossRef]
- Chae, Y.; An, Y.J. Current research trends on plastic pollution and ecological impacts on the soil ecosystem: A review. Environ. Poll. 2018, 240, 387–395. [Google Scholar] [CrossRef]
- Ferronato, N.; Torretta, V. Waste mismanagement in developing countries: A review of global issues. Int. J. Environ. Res. Public Health. 2019, 16, 1060. [Google Scholar] [CrossRef]
- Ahmed, M. Effect of industrial waste on seed bank and growth of wild plants in Dhabeji area, Karachi, Pakistan. Pak. J. Bot. 2009, 41, 1659–1665. [Google Scholar]
- Martinez, N.; Mariana, C. Impact of pharmaceutical waste on biodiversity. In Ecopharmacovigilance, The Handbook of Environmental Chemistry; Gómez-Oliván, L.M., Ed.; Springer: Cham, Switzerland, 2017; pp. 235–253. [Google Scholar]
- Ji, S.; Ma, S. The effects of industrial pollution on ecosystem service value: A case study in a heavy industrial area, China. Environ. Dev. Sustain. 2022, 24, 6804–6833. [Google Scholar] [CrossRef]
- Little, R.D.; Maul, P.R.; Smith, G.M.; Towler, P.A. A comparison of hazardous and solid radioactive waste treatment and disposal. Energy Environ. 1994, 5, 255–275. [Google Scholar] [CrossRef]
- Saleh, H.E. Introductory chapter: Introduction to hazardous waste management. In Management of Hazardous Wastes; El-Din, H., Saleh, M., Rahman, O.A., Eds.; IntechOpen: Rijeka, Croatia, October 2016; pp. 1–19. [Google Scholar]
- Paul, S.N.; Frazzoli, C.; Sikoki, F.D.; Babatunde, B.B.; Orisakwe, O.E. Natural occurring radioactive materials (NORMs) from mining sites in Nigeria: A systematic review of geographical distribution and public health concern. J. Environ. Radioact. 2022, 249, 106889. [Google Scholar] [CrossRef] [PubMed]
- Gautam, R. Emerging Domains of Material Science, 1st ed.; Thanuj International Publishers: Tamilnadu, India, 2022. [Google Scholar]
- Pathak, P.; Srivastava, R.R.; Ojasvi. Assessment of legislation and practices for the sustainable management of waste electrical and electronic equipment in India. Renew. Sustain. Energy Rev. 2017, 78, 220–232. [Google Scholar] [CrossRef]
- Araee, E.; Manavizadeh, N.; Bosjin, S.A. Designing a multi-objective model for a hazardous waste routing problem considering flexibility of routes and social effects. J. Ind. Prod. Eng. 2020, 37, 33–45. [Google Scholar] [CrossRef]
- Tchobanoglous, G.; Theisen, H.; Vigil, S.A. Integrated Solid Waste Management: Engineering Principle and Management Issue; McGraw Hill Inc.: New York, NY, USA, 1993. [Google Scholar]
- Side Event: Unmanaged Waste—A Hidden Cause of Climate Change. COP27, 2022. Available online: https://www.unodc.org/unodc/en/environment-climate/cop27-unmanaged-waste.html (accessed on 15 November 2022).
- Environmental Protection Administration to Amend the “Greenhouse Gas Reduction and Management Act” to “Climate Change Response Act”. Available online: http://cemnt.epa.gov.tw/eng/ (accessed on 8 November 2022).
- Cheng, C.H.; Huang, K.; Yeh, L.W. Industrial waste exchange and recycling status in Taiwan. Chem. Eng. Inf. 2002, 23, 48–55. (In Chinese) [Google Scholar]
- Tsai, W.T.; Chou, Y.H. A review of environmental and economic regulations for promoting industrial waste recycling in Taiwan. Waste Manag. 2004, 24, 1061–1069. [Google Scholar] [CrossRef]
- K-Assembly. The Framework Act on Resource Circulation. Republic of Korea National Assembly. 2016. Available online: https://www.law.go.kr/lsSc.do?section=&menuId=1&subMenuId=15&tabMenuId=81&eventGubun=060101&query=%EC%9E%90%EC%9B%90%EC%88%9C%ED%99%98%EA%B8%B0%EB%B3%B8%EB%B2%95#undefined (accessed on 6 November 2022).
- Kim, I.; Jang, Y. Material efficiency and greenhouse gas reduction effect of industrial waste by material circulation in Korea. J. Clean. Prod. 2022, 376, 134053. [Google Scholar] [CrossRef]
- Hazardous Waste Rules—Central Pollution Control Board. Available online: https://cpcb.nic.in/rules/ (accessed on 6 November 2022).
- Otwong, A.; Jongmeewasin, S.; Phenrat, T. Legal obstacles for the circular economy in Thailand: Illegal dumping of recyclable hazardous industrial waste. J. Clean. Prod. 2021, 302, 126969. [Google Scholar] [CrossRef]
- Pathak, P.; Rout, P.R. Urban Mining for Waste Management and Resource Recovery: Sustainable Approaches; CRC Press, Taylor and Francis: Boca Raton, FL, USA, 2021. [Google Scholar]
- Tejaswini, M.S.S.R.; Pathak, P.; Gupta, D.K. Sustainable Approach for Valorization of Solid Wastes as a Secondary Resource through Urban Mining. J. Environ. Manag. 2022, 319, 115727. [Google Scholar] [CrossRef]
- Li, D.; Wang, M.-Q.; Lee, C. The waste treatment and recycling efficiency of industrial waste processing based on two-stage data envelopment analysis with undesirable inputs. J. Clean. Prod. 2020, 242, 118279. [Google Scholar] [CrossRef]
- Agrawal, S.; Dhawan, N. Evaluation of red mud as a polymetallic source—A review. Miner. Eng. 2021, 171, 107084. [Google Scholar] [CrossRef]
- Archambo, M.; Kawatra, S.K. Red mud: Fundamentals and new avenues for utilization. Miner. Process. Extr. Metall. Rev. 2021, 42, 425–450. [Google Scholar]
- Zhang, R.; Zheng, S.; Ma, S.; Zhang, Y. Recovery of alumina and alkali in Bayer red mud by the formation of andradite-grossular hydrogarnet in hydrothermal process. J. Hazard. Mater. 2011, 189, 827–835. [Google Scholar] [CrossRef]
- Wang, W.; Pranolo, Y.; Cheng, C.Y. Recovery of scandium from synthetic red mud leach solutions by solvent extraction with D2EHPA. Sep. Purif. Technol. 2013, 108, 96–102. [Google Scholar] [CrossRef]
- Liu, Y.; Lin, C.; Wu, Y. Characterization of red mud derived from a combined Bayer process and bauxite calcination method. J. Hazard. Mater. 2007, 146, 255–261. [Google Scholar] [CrossRef]
- Mayes, W.M.; Jarvis, A.P.; Burke, I.T.; Walton, M.; Feigl, V.; Klebercz, O.; Gruiz, K. Dispersal and attenuation of trace contaminants downstream of the ajka bauxite residue (red mud) depository failure. hungary. Environ. Sci. Technol. 2011, 45, 5147–5155. [Google Scholar] [CrossRef]
- Klauber, C.; Gräfe, M.; Power, G. Bauxite residue issues: II. Options for residue utilization. Hydrometallurgy 2011, 108, 11–32. [Google Scholar] [CrossRef]
- Rai, S.; Wasewar, K.; Lataye, D.; Mukhopadhyay, J.; Yoo, C. Feasibility of red mud neutralization with seawater using Taguchi’s methodology. Int. J. Environ. Sci. Technol. 2013, 10, 305–314. [Google Scholar] [CrossRef]
- Snars, K.; Gilkes, R. Evaluation of bauxite residues (red muds) of different origins for environmental applications. Appl. Clay Sci. 2009, 46, 13–20. [Google Scholar] [CrossRef]
- Liu, D.Y.; Wu, C.S. Stockpiling and Comprehensive Utilization of Red Mud Research Progress. Materials 2012, 5, 1232–1246. [Google Scholar] [CrossRef]
- Ayala, J.; Fernández, B. Treatment from abandoned mine landfill leachates. Adsorption technology. J. Mater. Res. Technol. 2019, 8, 2732–2740. [Google Scholar] [CrossRef]
- Evans, K. The history, challenges, and new developments in the management and use of bauxite residue. J. Sustain. Metall. 2016, 2, 316–331. [Google Scholar] [CrossRef]
- Power, G.; Gräfe, M.; Klauber, C. Review of Current Bauxite Residue Management, Disposal and Storage: Practices, Engineering and Science, Asia-Pacific Partnership Project ATF-06-3, CSIRO Document DMR-3608, The discovery, commercialization, and Development of the Aluminum Industry in France, May 2009. Available online: https://www.researchgate.net/publication/290676558_The_discovery_commercialization_and_development_of_the_aluminum_industry_in_France (accessed on 7 November 2022).
- Power, G.; Gräfe, M.; Klauber, C. Bauxite residue issues: I. Current management, disposal and storage practices. Hydrometallurgy 2011, 108, 33–45. [Google Scholar] [CrossRef]
- Swain, B.; Akcil, A.; Lee, J. Red mud valorization an industrial waste circular economy challenge; review over processes and their chemistry. Crit. Rev. Environ. Sci. Technol. 2022, 52, 520–570. [Google Scholar] [CrossRef]
- Qiao, Y.H. Technical study of mixed pond for red mud from Bayer process and red mud from sintering process. Light Met. 2004, 10, 18–20. (In Chinese) [Google Scholar]
- Sun, Y.D. Research and implementation on storage process of “half-drying mixed red mud”. Energy Sav. Non-Ferr. Metall. 2009, 25, 20–25. (In Chinese) [Google Scholar]
- Zhou, Y.L. Some design problems of the red mud stockpiling yard. Light Met. 1992, 5, 15–17. (In Chinese) [Google Scholar]
- Wang, J.W. Red mud dam reinforcement measures analysis. Nonferrous Met. Eng. Res. 2009, 30, 39–41. [Google Scholar]
- Li, Q.M.; Wang, Y.H.; Fu, S.G. Application of finite element method in safety assessment of red mud disposal site. Light Met. 2007, 6, 12–16. (In Chinese) [Google Scholar]
- Rao, P.P. The characteristics and genesis discussion of fracture in dry red mud disposal yard. Ind. Const. 2010, 40, 73–77. [Google Scholar]
- Chao, X.; Zhang, T.A.; Lyu, G.; Liang, Z.; Chen, Y. Sustainable application of sodium removal from red mud: Cleaner production of silicon-potassium compound fertilizer. J. Clean. Prod. 2022, 352, 131601. [Google Scholar] [CrossRef]
- Gautam, M.; Agrawal, M. Effects of red mud addition in soil fertilized with cowdung manure on growth performance and metal accumulations in Brassica juncea cultivars Kranti and Pusa Bold. Commun. Soil Sci. Plant Anal. 2019, 50, 1214–1231. [Google Scholar] [CrossRef]
- Berta, K.M.; Kurdi, R.; Lukács, P.; Penk, M.; Somogyi, V. Red mud with other waste materials as artificial soil substitute and its effect on Sinapis alba. J. Environ. Manag. 2021, 287, 112311. [Google Scholar] [CrossRef] [PubMed]
- Hammond, K.; Mishra, B.; Apelian, D.; Blanpain, B. CR3 Communication: Red Mud—A Resource or a Waste? JOM 2013, 65, 340. [Google Scholar]
- Xiang, Q.; Liang, X.; Schlesinger, M.E.; Watson, J.L. Low-temperature reduction of ferric iron in red mud. Light Metals. In Proceedings of the Sessions, TMS Annual Meeting, Warrendale, PA, USA, 11–15 February 2001; pp. 157–162. [Google Scholar]
- Peng, X.; Huang, G. Method for Recovering Iron Concentrates from Alumina Red Mud. Google Patents CN101648159B, China, 8 October 2011. [Google Scholar]
- Kumar, R.; Srivastava, J.; Premchand, P. Utilization of iron values of red mud for metallurgical applications. In Environmental and Waste Management; Bandopadhyay, A., Goswami, N.G., Rao, P.R., Eds.; National Metallurgical Laboratory: Jamshedpur, India, 1998; pp. 108–119. [Google Scholar]
- Valeev, D.; Zinoveev, D.; Kondratiev, A.; Lubyanoi, D.; Pankratov, D. Reductive smelting of neutralized red mud for iron recovery and produced pig iron for heat-resistant castings. Metals 2020, 10, 32. [Google Scholar] [CrossRef]
- Zhu, D.; Chun, T.; Pan, J.; He, Z. Recovery of Iron From high-iron red mud by reduction roasting with adding sodium salt. J. Iron Steel Res. Int. 2012, 19, 1–5. [Google Scholar] [CrossRef]
- Liu, W.; Sun, S.; Zhang, L.; Jahanshahi, S.; Yang, J. Experimental and simulative study on phase transformation in Bayer red mud soda-lime roasting system and recovery of Al, Na and Fe. Miner. Eng. 2012, 39, 213–218. [Google Scholar] [CrossRef]
- Swagat, S.R.; Archana, P.; Jayasankar, K.; Ajit, K.M.; Kumar, C.S.; Partha, S.M.; Barada, K.M. Statistical modeling studies of Iron recovery from red mud using thermal plasma. Plasma Sci. Technol. 2013, 15, 459. [Google Scholar]
- Raspopov, N.A.; Korneev, V.P.; Averin, V.V.; Lainer, Y.A.; Zinoveev, D.V.; Dyubanov, V.G. Reduction of iron oxides during the pyrometallurgical processing of red mud. Russ. Metall. 2013, 1, 33–37. [Google Scholar] [CrossRef]
- Liu, W.; Yang, J.; Xiao, B. Application of Bayer red mud for iron recovery and building material production from alumosilicate residues. J. Hazard. Mater. 2009, 161, 474–478. [Google Scholar] [CrossRef] [PubMed]
- Guo, Y.; Gao, J.; Xu, H.; Zhao, K.; Shi, X. Nuggets production by direct reduction of high Iron red mud. J. Iron Steel Res. Int. 2013, 20, 24–27. [Google Scholar] [CrossRef]
- Jayasankar, K.; Ray, P.K.; Chaubey, A.K.; Padhi, A.; Satapathy, B.K.; Mukherjee, P.S. Production of pig iron from red mud waste fines using thermal plasma technology. Int. J. Miner. Metall. Mater. 2012, 19, 679–684. [Google Scholar] [CrossRef]
- Changming, D.; Chao, S.; Gong, X.; Ting, W.; Xiange, W. Plasma methods for metals recovery from metal–containing waste. Waste Manag. 2018, 77, 373–387. [Google Scholar] [CrossRef] [PubMed]
- Chun, T.J.; Zhu, D.Q.; Pan, J.; He, Z. Preparation of metallic iron powder from red mud by sodium salt roasting and magnetic separation. Can. Metall. Q. 2014, 53, 183–189. [Google Scholar] [CrossRef]
- Zinoveev, D.; Grudinsky, P.; Zakunov, A.; Semenov, A.; Panova, M.; Valeev, D.; Kondratiev, A.; Dyubanov, V.; Petelin, A. Influence of Na2CO3 and K2CO3 addition on iron grain growth during carbothermic reduction of red mud. Metals 2019, 9, 1313. [Google Scholar] [CrossRef]
- Li, G.; Liu, M.; Rao, M.; Jiang, T.; Zhuang, J.; Zhang, Y. Stepwise extraction of valuable components from red mud based on reductive roasting with sodium salts. J. Hazard. Mater. 2014, 280, 774–780. [Google Scholar] [CrossRef]
- Rao, M.; Zhuang, J.; Li, G.; Zeng, J.; Jiang, T. Iron Recovery from Red Mud by Reduction Roasting-Magnetic Separation. In Light Metals 2013, The Minerals, Metals & Materials Series; Sadler, B.A., Ed.; Springer: Cham, Switzerland, 2016; pp. 125–130. [Google Scholar]
- Samouhos, M.; Taxiarchou, M.; Tsakiridis, P.E.; Potiriadis, K. Greek “red mud” residue: A study of microwave reductive roasting followed by magnetic separation for a metallic iron recovery process. J. Hazard. Mater. 2013, 254, 193–205. [Google Scholar] [CrossRef]
- Cardenia, C.; Balomenos, E.; Wai Yin Tam, P.; Panias, D. A combined soda sintering and microwave reductive roasting process of bauxite residue for iron recovery. Minerals 2021, 11, 222. [Google Scholar] [CrossRef]
- Khairul, M.A.; Zanganeh, J.; Moghtaderi, B. The composition, recycling and utilisation of Bayer red mud. Resour. Conserv. Recycl. 2019, 141, 483–498. [Google Scholar] [CrossRef]
- Debadatta, D.; Pramanik, K. A study on chemical leaching of iron from red mud using sulphuric acid. Res. J. Chem. Environ. 2013, 17, 50–56. [Google Scholar]
- Uzun, D.; Gülfen, M. Dissolution kinetics of iron and aluminum from red mud in sulphuric acid solution. Indian J. Chem. Technol. 2007, 14, 263–268. [Google Scholar]
- Yu, Z.L.; Shi, Z.X.; Chen, Y.M.; Niu, Y.J.; Wang, Y.X.; Wan, P.Y. Red-mud treatment using oxalic acid by UV irradiation assistance. Trans. Nonferrous Met. Soc. China 2012, 22, 456–460. [Google Scholar] [CrossRef]
- Çengeloğlu, Y.; Kir, E.; Ersöz, M. Recovery and Concentration of Al(III), Fe(III), Ti(IV), and Na(I) from Red Mud. J. Colloid Interface Sci. 2001, 244, 342–346. [Google Scholar] [CrossRef]
- Çengeloğlu, Y.; Kir, E.; Ersoz, M.; Buyukerkek, T.; Gezgin, S. Recovery and concentration of metals from red mud by Donnan dialysis. Colloids Surf. A Physicochem. Eng. Asp. 2003, 223, 95–101. [Google Scholar] [CrossRef]
- Agatzini-Leonardou, S.; Oustadakis, P.; Tsakiridis, P.E.; Markopoulos, C.H. Titanium leaching from red mud by diluted sulfuric acid at atmospheric pressure. J. Hazard. Mater. 2008, 157, 579–586. [Google Scholar] [CrossRef] [PubMed]
- Erçag, E.; Apak, R. Furnace smelting and extractive metallurgy of red mud: Recovery of TiO2, Al2O3 and pig iron. J. Chem. Technol. Biotechnol. Int. Res. Process Environ. Clean Technol. 1997, 70, 241–246. [Google Scholar] [CrossRef]
- Zhang, X.K.; Zhou, K.G.; Chen, W.; Lei, Q.Y.; Huang, Y.; Peng, C.H. Recovery of iron and rare earth elements from red mud through an acid leaching-stepwise extraction approach. J. Cent. South Univ. 2019, 26, 458–466. [Google Scholar] [CrossRef]
- Salman, A.D.; Juzsakova, T.; Rédey, Á.; Le, P.C.; Nguyen, X.C.; Domokos, E.; Abdullah, T.A.; Vagvolgyi, V.; Chang, S.W.; Nguyen, D.D. Enhancing the recovery of rare earth elements from red mud. Chem. Eng. Technol. 2021, 44, 1768–1774. [Google Scholar] [CrossRef]
- Shoppert, A.; Loginova, I.; Napol’skikh, J.; Kyrchikov, A.; Chaikin, L.; Rogozhnikov, D.; Valeev, D. Selective scandium (Sc) extraction from bauxite residue (red mud) obtained by alkali fusion-leaching method. Materials 2022, 15, 433. [Google Scholar] [CrossRef]
- Kasliwal, P.; Sai, P.S.T. Enrichment of titanium dioxide in red mud: A kinetic study. Hydrometallurgy 1999, 53, 73–87. [Google Scholar] [CrossRef]
- Narayanan, R.P.; Kazantzis, N.K.; Emmert, M.H. Selective process steps for the recovery of scandium from Jamaican bauxite residue (red mud). ACS Sustain. Chem. Eng. 2018, 6, 1478–1488. [Google Scholar] [CrossRef]
- Borra, C.R.; Mermans, J.; Blanpain, B.; Pontikes, Y.; Binnemans, K.; Van Gerven, T. Selective recovery of rare earths from bauxite residue by combination of sulfation, roasting and leaching. Miner. Eng. 2016, 92, 151–159. [Google Scholar] [CrossRef]
- Emmert, M.H.; Narayanan, R.P. Bauxite Residue Recycling. U.S. Patent US 11,028,461, 8 June 2021. [Google Scholar]
- Qiu, X.R.; Qi, Y.Y. Reasonable utilization of red mud in the cement industry. Cem. Technol. 2011, 6, 103–105. (In Chinese) [Google Scholar]
- Archambo, M.S.; Kawatra, S.K. Extraction of rare earths from red mud iron nugget slags with oxalic acid precipitation. Miner. Process. Extr. Metall. 2022, 43, 656–663. [Google Scholar] [CrossRef]
- Feng, X.-p.; Liu, X.-m.; Sun, H.-h.; Bai, X.; Niu, X.-l. Study on the High Use Ratio of Red Mud in Cementitious Material. Multipurp. Util. Miner. Resour. 2007, 4, 35–37. [Google Scholar]
- Nikbin, I.M.; Aliaghazadeh, M.; Sh, C.; Fathollahpour, A. Environmental impacts and mechanical properties of lightweight concrete containing bauxite residue (red mud). J. Clean. Prod. 2018, 172, 2683–2694. [Google Scholar] [CrossRef]
- Liu, R.-X.; Poon, C.S. Utilization of red mud derived from bauxite in self-compacting concrete. J. Clean. Prod. 2016, 112, 384–391. [Google Scholar] [CrossRef]
- Peng, F.; Liang, K.-M.; Shao, H.; Hu, A.-M. Nano-crystal glass-ceramics obtained by crystallization of vitrified red mud. Chemosphere 2005, 59, 899–903. [Google Scholar] [CrossRef]
- Zhang, P.-X.; Yan, J.Q. Infrared spectra of crystallization of glasses using red mud as raw materials. J. Inorg. Mater. 2000, 15, 751–755. [Google Scholar]
- Yang, J.; Zhang, D.; Hou, J.; He, B.; Xiao, B. Preparation of glass-ceramics from red mud in the aluminium industries. Ceram. Int. 2008, 34, 125–130. [Google Scholar] [CrossRef]
- Dry, C.; Meier, J.; Bukowski, J. Sintered coal ash/flux materials for building materials. Mater. Struct. 2004, 37, 114–121. [Google Scholar] [CrossRef]
- Chen, X.; Lu, A.; Qu, G. Preparation and characterization of foam ceramics from red mud and fly ash using sodium silicate as foaming agent. Ceram. Int. 2013, 39, 1923–1929. [Google Scholar] [CrossRef]
- Kumar, A.; Kumar, S. Development of paving blocks from synergistic use of red mud and fly ash using geopolymerization. Constr. Build. Mater. 2013, 38, 865–871. [Google Scholar] [CrossRef]
- Promentilla, M.A.B.; Thang, N.H.; Kien, P.T.; Hinode, H.; Bacani, F.T.; Gallardo, S.M. Optimizing Ternary-blended Geopolymers with Multi-response Surface Analysis. Waste Biomass Valorization 2016, 7, 929–939. [Google Scholar] [CrossRef]
- Sutar, H.; Mishra, S.C.; Sahoo, S.K.; Maharana, H. Progress of red mud utilization: An overview. Am. Chem. Sci. J. 2014, 4, 255–279. [Google Scholar] [CrossRef]
- Giannopoulou, I.; Dimas, D.; Maragkos, I.; Panias, D. Utilization of metallurgical solid by-products for the development of inorganic polymeric construction materials. Glob. Nest J. 2009, 11, 127–136. [Google Scholar]
- Yu, X.; Cui, Y.; Chen, Y.; Chang, I.; Wu, J. The drivers of collaborative innovation of the comprehensive utilization technologies of coal fly ash in China: A network analysis. Env. Sci. Pollut. Res. 2022, 29, 56291–56308. [Google Scholar] [CrossRef]
- Yadav, V.K.; Gacem, A.; Choudhary, N.; Rai, A.; Kumar, P.; Yadav, K.K.; Abbas, M.; Khedher, N.B.; Awwad, N.S.; Barik, D.; et al. Status of Coal-Based Thermal Power Plants, Coal Fly Ash Production, Utilization in India and Their Emerging Applications. Minerals 2022, 12, 1503. [Google Scholar] [CrossRef]
- Report on Fly Ash Generation at Coal/Lignite Based Thermal Power Stations and Its Utilization in the Country for the Year 2020–21. Available online: https://cea.nic.in/wp-content/uploads/tcd/2021/09/Report_Ash_Yearly_2020_21.pdf (accessed on 10 December 2022).
- Valeev, D.; Bobylev, P.; Osokin, N.; Zolotova, I.; Rodionov, I.; Salazar-Concha, C.; Verichev, K. A review of the alumina production from coal fly ash, with a focus in Russia. J. Clean. Prod. 2022, 363, 132360. [Google Scholar] [CrossRef]
- 2021 Coal Combustion Product (CCP) Production & Use Survey Report. Available online: https://acaa-usa.org/wp-content/uploads/2022/12/2021-Production-and-Use-Survey-Results-FINAL.pdf (accessed on 10 December 2022).
- Bhatt, A.; Priyadarshini, S.; Mohanakrishnan, A.A.; Abri, A.; Sattler, M.; Techapaphawit, S. Physical, chemical, and geotechnical properties of coal fly ash: A global review. Case Stud. Constr. Mater. 2019, 11, e00263. [Google Scholar] [CrossRef]
- Ugurlu, A. Leaching characteristics of fly ash. Environ. Geol. 2004, 46, 890–895. [Google Scholar] [CrossRef]
- Stockel, R.F.; Bridgewater, N.J. Coal Ash Fertilizer Compositions. U.S. Patent US4,469,503, 9 April 1984. [Google Scholar]
- Ahmaruzzaman, A. A review on the utilization of fly ash. Prog. Energ. Combust. Sci. 2010, 36, 327–363. [Google Scholar] [CrossRef]
- Rajak, D.K.; Guria, C.; Ghosh, R.; Agarwal, S.; Pathak, A.K. Alkali assisted dissolution of fly ash: A shrinking core model under finite solution volume condition. Int. J. Miner. Process. 2016, 155, 106–117. [Google Scholar] [CrossRef]
- Längauer, D.; Čablík, V.; Hredzák, S.; Zubrik, A.; Matik, M.; Danková, Z. Preparation ofSynthetic Zeolites from Coal Fly Ash by Hydrothermal Synthesis. Materials 2021, 14, 1267. [Google Scholar] [CrossRef]
- Sear, L.K.A. Properties and Use of Coal Fly Ash: A Valuable Industrial By-Product; Thomas Telford: London, UK, 2001. [Google Scholar]
- Page, A.L.; Elseewi, A.A.; Straughan, I.R. Physical and chemical properties of fly ash from coal-fired power plants with reference to environmental impacts. In Residue Reviews: Residues of Pesticides and Other Contaminants in the Total Environment; Gunther, F.A., Gunther, J.D., Eds.; Springer: New York, NY, USA, 1979; Volume 71, pp. 83–120. [Google Scholar]
- Singh, R.K.; Gupta, N.C.; Guha, B.K. Fly ash disposal in ash ponds: A threat to ground water contamination. J. Inst. Eng. India Ser. A 2016, 97, 255–260. [Google Scholar] [CrossRef]
- Dutta, M. Fly Ash—An Environment and Health Perspective. Available online: http://toxicslink.org/docs/06007_Fly_Ash_Not_So_Inert_After_All.pdf (accessed on 10 November 2022).
- Adriano, D.C.; Webber, J.; Bolan, N.S.; Paramasivam, S.; Koo, B.J.; Sajwan, K.S. Effects of high rates of coal fly ash on soil, turf grass and groundwater quality. Water Air Soil Pollut. 2002, 139, 365–385. [Google Scholar] [CrossRef]
- Gupta, D.K.; Rai, U.N.; Tripathi, R.D.; Inouhe, M. Impacts of fly-ash on soil and plant responses. J. Plant Res. 2002, 115, 401–409. [Google Scholar] [CrossRef]
- Kukier, U.; Sumner, M.E. Boron availability to plants from coal combustion by-products. Water Air Soil Pollut. 1996, 87, 93–110. [Google Scholar] [CrossRef]
- Borm, J.A.P. Toxicity and occupational health hazards of coal fly ash (CFA). A review of data and comparison to coal mine dust. Ann. Occup. Hyg. 1997, 41, 659–676. [Google Scholar] [CrossRef]
- Jin, S.; Zhao, Z.; Jiang, S.; Sun, J.; Pan, H.; Jiang, L. Comparison and summary of relevant standards for comprehensive utilization of fly ash at home and abroad. In Proceedings of the IOP Conference Series: Earth and Environmental Science, Shenzhen, China, 23–25 October 2020; Volume 621, p. 012006. [Google Scholar]
- Kar, K.K. Handbook of Fly Ash; Elsevier: Kidlington, Oxford, UK, 2021; pp. 477–479. [Google Scholar]
- Council directive 2008/98/EC on waste and repealing certain Directives. Off. J. Eur. Union L. 312. 2008. Available online: https://eur-lex.europa.eu/legal-content/EN/TXT/?uri=celex%3A32008L0098 (accessed on 15 November 2022).
- Sear, L.K.A. Coal fired power station ash products and EU regulation. Coal Combust. Gasif. Prod. 2009, 1, 63–66. [Google Scholar] [CrossRef]
- Quina, M.J.; Bontempi, E.; Bogush, A.; Schlumberger, S.; Weibel, G.; Braga, R.; Funari, V.; Hyks, J.; Rasmussen, E.; Lederer, J. Technologies for the management of MSW incineration ashes from gas cleaning: New perspectives on recovery of secondary raw materials and circular economy. Sci. Total Environ. 2018, 635, 526–542. [Google Scholar] [CrossRef] [PubMed]
- Feuerborn, H.J. Calcareous ash in Europe-a reflection on technical and legal issues. In Proceedings of the 2nd Hellenic Conference on Utilisation of Industrial By-Products in Construction, AianiKozani, Greece, 1–3 June 2009; Volume 1. [Google Scholar]
- Moon, S.T. Regulatory and Legal Applications: Fly ash use in cement and cementitious products. In Proceedings of the World of Coal Ash (WOCA) Conference, Lexington, KY, USA, 22–25 April 2013. [Google Scholar]
- U.S. Environmental Protection Agency. Laws & Regulations-Summary of the Resource Conservation and Recovery Act: U.S. Environmental Protection Agency; 2015. Available online: https://pubs.usgs.gov/fs/2015/3037/pdf/fs2015-3037.pdf (accessed on 1 November 2022).
- Tang, Z.; Ma, S.; Ding, J.; Wang, Y.; Zheng, S.; Zhai, G. Current Status and prospect of fly ash utilization in China. In Proceedings of the World of Coal Ash (WOCA) Conference, Lexington, KY, USA, 22–25 April 2013; pp. 1–7. [Google Scholar]
- He, Y.; Luo, Q.; Hu, H. Situation analysis and countermeasures of China’s fly ash pollution prevention and control. Procedia Environ. Sci. 2012, 16, 690–696. [Google Scholar] [CrossRef]
- Yunusa, I.A.; Loganathan, P.; Nissanka, S.P.; Manoharan, V.; Burchett, M.D.; Skilbeck, C.G.; Eamus, D. Application of coal fly ash in agriculture: A strategic perspective. Crit. Rev. Environ. Sci. Technol. 2012, 42, 559–600. [Google Scholar] [CrossRef]
- Dwivedi, A.; Jain, M.K. Fly ash–waste management and overview: A review. Recent Res. Sci. Technol. 2014, 6, 30–35. [Google Scholar]
- Fan, C.; Wang, B.; Ai, H.; Qi, Y.; Liu, Z. A comparative study on solidification/stabilization characteristics of coal fly ash-based geopolymer and Portland cement on heavy metals in MSWI fly ash. J. Clean. Prod. 2021, 319, 128790. [Google Scholar] [CrossRef]
- Bilodeau, A.; Malhotra, V. High-volume fly ash system: Concrete solution for sustainable development. ACI Mater. J. 2000, 97, 41–48. [Google Scholar]
- Velandia, D.F.; Lynsdale, C.J.; Provis, J.L.; Ramirez, F.; Gomez, A.C. Evaluation of activated high volume fly ash systems using Na2SO4, lime and quicklime in mortars with high loss on ignition fly ashes. Constr. Build. Mater. 2016, 128, 248–255. [Google Scholar] [CrossRef]
- Wilińska, I.; Pacewska, B.; Ostrowski, A. Investigation of different ways of activation of fly ash–cement mixtures. J. Therm. Anal. Calorim. 2019, 138, 4203–4213. [Google Scholar] [CrossRef]
- Joseph, S.; Snellings, R.; Cizer, Ö. Activation of Portland cement blended with high volume of fly ash using Na2SO4. Cem. Concr. Compos. 2019, 104, 103417. [Google Scholar] [CrossRef]
- du Toit, G.; van der Merwe, E.M.; Kruger, R.A.; McDonald, J.M.; Kearsley, E.P. Characterisation of the Hydration Products of a Chemically and Mechanically Activated High Coal Fly Ash Hybrid Cement. Minerals 2022, 12, 157. [Google Scholar] [CrossRef]
- Singh, H.; Brar, G.S.; Mudadhar, G.S. Evaluation of characteristics of fly ash-reinforced clay bricks as building material. J. Build. Phys. 2017, 40, 530–543. [Google Scholar] [CrossRef]
- Gautam, S.; Guria, C.; Rajak, D.K.; Pathak, A.K. Functionalization of fly ash for the substitution of bentonite in drilling fluid. J. Pet. Sci. Eng. 2018, 166, 63–72. [Google Scholar] [CrossRef]
- Rajak, D.K.; Raj, A.; Guria, C.; Pathak, A.K. Grinding of class-F fly ash using planetary ball mill: A simulation study to determine the breakage kinetics by direct-and back-calculation method. S. Afr. J. Chem. Eng. 2017, 24, 135–147. [Google Scholar] [CrossRef]
- Bentz, D.P. Powder additions to mitigate retardation in High-Volume fly ash mixtures. ACI Mater. J. 2010, 107, 508–514. [Google Scholar]
- Bentz, D.P.; Ferraris, C.F. Rheology and setting of high volume fly ash mixtures. Cem. Concr. Compos. 2010, 32, 265–270. [Google Scholar] [CrossRef]
- Deeley, G.M.; Canter, L.W.; Laguros, J.G. Stabilization of drilling fluid waste with fly ash. MRS Proc. 1986, 86, 77–85. [Google Scholar] [CrossRef]
- Thompson, L.F. Drilling fluid waste minimization and stabilization using polymer technology. Soc. Petro. Eng. 1994, 361–370. [Google Scholar]
- Totten, P.L.; King, B.L.; Griffith, J.E. Foamable Drilling Fluid and Methods of Use in Well Drilling Operations. U.S. Patent US 5,716,910, 10 February 1998. [Google Scholar]
- Ramirez, P., Jr. Reserve Pit Management: Risks to Migratory Birds. U.S. Fish & Wildlife Service Region 6 Environmental Contaminants Program. 2009. Available online: https://www.researchgate.net/profile/Pedro-Ramirez14/publication/280946626_Reserve_Pit_Management_Risks_to_Migratory_Birds/links/55ce0a9b08ae502646a70adc/Reserve-Pit-Management-Risks-to-Migratory-Birds.pdf (accessed on 5 November 2022).
- Conner, J.R.; Hoeffner, S.L. A critical review of stabilization/solidification technology. Crit. Rev. Environ. Sci. Technol. 1998, 28, 397–462. [Google Scholar] [CrossRef]
- Burnet, O.; Murtha, M.J.; Wijatno, H. Recovery of alumina from fly ash by high temperature chlorination. In Proceedings of the 3rd Kentucky Coal Refuse Disposal and Utilization Seminar, Lexington, KY, USA, 11–12 May 1977; Rose, J.G., Ed.; University of Kentucky: Lexington, KY, USA, 1977; pp. 83–88. [Google Scholar]
- Mehrotra, A.K.; Behie, L.A.; Bishnoi, P.R.; Svrcek, W.Y. High temperature chlorination of coal ash in a fluidized bed. 1. Recovery of aluminium. Ind. Eng. Chem. Process Des. Dev. 1982, 21, 37–44. [Google Scholar] [CrossRef]
- Mehrotra, A.K.; Behie, L.A.; Bishnoi, P.R.; Svrcek, W.Y. High temperature chlorination of coal ash in a fluidized bed recovery of iron, silicon, and titanium. Ind. Eng. Chem. Process Des. Dev. 1982, 21, 44–50. [Google Scholar] [CrossRef]
- Matjie, R.H.; Bunt, J.R.; Heerden, J.H.P. Extraction of alumina from coal fly ash generated from a selected low rank bituminous. S. Afr. Coal. Miner. Eng. 2005, 18, 299–310. [Google Scholar] [CrossRef]
- Halina, M.; Ramesha, S.; Yarmob, M.A.; Kamarudin, R.A. Nonhydrothermal synthesis of mesoporous materials using sodium silicate from coal fly ash. Mater. Chem. Phys. 2007, 101, 344–351. [Google Scholar] [CrossRef]
- Li, L.; Wu, Y.; Liu, Y.; Zhai, Y. Extraction of alumina from coal fly ash with sulfuric acid leaching method. Chin. J. Process Eng. 2011, 11, 254–258. [Google Scholar]
- Shoppert, A.; Loginova, I.; Valeev, D. Kinetics Study of Al Extraction from Desilicated Coal Fly Ash by NaOH at Atmospheric Pressure. Materials 2021, 14, 7700. [Google Scholar] [CrossRef]
- Shoppert, A.; Valeev, D.; Loginova, I.; Chaikin, L. Complete extraction of amorphous aluminosilicate from coal fly ash by alkali leaching under atmospheric pressure. Metals 2020, 10, 1684. [Google Scholar] [CrossRef]
- Yang, X.; Wu, Y.; Li, L.; Wang, Y.; Li, M. Crystallization mechanism of ammonium aluminum sulfate during cooling process. J. Cryst. Growth 2021, 560, 126064. [Google Scholar] [CrossRef]
- Ji, Y.; Wu, Y.; Li, L. Synthesis and characterization of pseudoboehmite by neutralization method. Ceram. Int. 2021, 47, 15923–15930. [Google Scholar] [CrossRef]
- Ma, X.; Wu, Y.; Li, L.; Wang, Y. Effect of SDBS on Crystallization Behavior of Pseudoboehmite. J. Phys. Chem. C 2021, 125, 26039–26048. [Google Scholar] [CrossRef]
- Yang, X.; Wu, Y.; Li, L.; Wang, Y.; Li, M. Thermodynamics of ammonioalunite precipitation in ammonium aluminum sulfate solution. Hydrometallurgy 2020, 195, 105393. [Google Scholar] [CrossRef]
- Wu, Y.; Yang, X.; Li, L.; Wang, Y.; Li, M. Kinetics of extracting alumina by leaching coal fly ash with ammonium hydrogen sulfate solution. Chem. Pap. 2019, 73, 2289–2295. [Google Scholar] [CrossRef]
- Wu, Y.; Xu, P.; Li, L. Synthesis of alumina with coarse particle by precipitating aluminum ammonium sulfate solution with ammonia. Adv. Powder Technol. 2016, 27, 124–129. [Google Scholar] [CrossRef]
- Van der Merwe, E.M.; Gray, C.L.; Castleman, B.A.; Mohamed, S.; Kruger, R.A.; Doucet, F.J. Ammonium sulphate and/or ammonium bisulphate as extracting agents for the recovery of aluminium from ultrafine coal fly ash. Hydrometallurgy 2017, 171, 185–190. [Google Scholar] [CrossRef]
- Doucet, F.J.; Mohamed, S.; Neyt, N.; Castleman, B.A.; van der Merwe, E.M. Thermochemical processing of a South African ultrafine coal fly ash using ammonium sulphate as extracting agent for aluminium extraction. Hydrometallurgy 2016, 166, 174–184. [Google Scholar] [CrossRef]
- Xu, D.; Li, H.; Bao, W.; Wang, C. A new process of extracting alumina from high-alumina coal fly ash in NH4HSO4+ H2SO4 mixed solution. Hydrometallurgy 2016, 165, 336–344. [Google Scholar] [CrossRef]
- Aphane, M.E.; Doucet, F.J.; Kruger, R.A.; Petrik, L.; van der Merwe, E.M. Preparation of sodium silicate solutions and silica nanoparticles from South African coal fly ash. Waste Biomass Valorization 2020, 11, 4403–4417. [Google Scholar] [CrossRef]
- Valeev, D.; Kunilova, I.; Alpatov, A.; Mikhailova, A.; Goldberg, M.; Kondratiev, A. Complex utilisation of ekibastuz brown coal fly ash: Iron & carbon separation and aluminum extraction. J. Clean. Prod. 2019, 218, 192–201. [Google Scholar]
- Valeev, D.; Kunilova, I.; Shoppert, A.; Salazar-Concha, C.; Kondratiev, A. High-pressure HCl leaching of coal ash to extract Al into a chloride solution with further use as a coagulant for water treatment. J. Clean. Prod. 2020, 276, 123206. [Google Scholar] [CrossRef]
- Hou, H.; Shao, S.; Ma, B.; Li, X.; Shi, S.; Chen, Y.; Wang, C. Sustainable process for valuable-metal recovery from circulating fluidized bed fly ash through nitric acid pressure leaching. J. Clean. Prod. 2022, 360, 132212. [Google Scholar] [CrossRef]
- Gao, J.M.; Wang, B.; Li, W.; Cui, L.; Guo, Y.; Cheng, F. High-efficiency leaching of Al and Fe from fly ash for preparation of polymeric aluminum ferric chloride sulfate coagulant for wastewater treatment. Sep. Purif. Technol. 2023, 306, 122545. [Google Scholar] [CrossRef]
- Valeev, D.; Shoppert, A.; Mikhailova, A.; Kondratiev, A. Acid and acid-alkali treatment methods of al-chloride solution obtained by the leaching of coal fly ash to produce sandy grade alumina. Metals 2020, 10, 585. [Google Scholar] [CrossRef]
- Yan, F.; Jiang, J.; Liu, N.; Gao, Y.; Meng, Y.; Li, K.; Chen, X. Green synthesis of mesoporous γ-Al2O3 from coal fly ash with simultaneous on-site utilization of CO2. J. Hazard. Mater. 2018, 359, 535–543. [Google Scholar] [CrossRef] [PubMed]
- Yang, J.; Sun, H.; Peng, T.; Zeng, L.; Chao, L. Separation of alumina from aluminum-rich coal fly ash using NaOH molten salt calcination and hydrochemical process. Clean Technol. Environ. Policy 2022, 24, 1507–1519. [Google Scholar] [CrossRef]
- Shi, Y.; Jiang, K.X.; Zhang, T.A.; Zhu, X.F. Electrolysis designed for clean production of selective iron products from coal fly ash leachate. Hydrometallurgy 2021, 203, 105617. [Google Scholar] [CrossRef]
- Shi, Y.; Jiang, K.X.; Zhang, T.A.; Zhu, X.F. Simultaneous separation of Fe & Al and extraction of Fe from waste coal fly ash: Altering the charge sequence of ions by electrolysis. Waste Manag. 2022, 137, 50–60. [Google Scholar] [PubMed]
- Shi, Y.; Jiang, K.X.; Zhang, T.A.; Zhu, X.F. Simultaneous and clean separation of titanium, iron, and alumina from coal fly ash in one spot: Electrolysis-hydrolysis method. Sep. Purif. Technol. 2022, 294, 121247. [Google Scholar] [CrossRef]
- Meawad, A.S.; Bojinova, D.Y.; Pelovski, Y.G. An overview of metals recovery from thermal power plant solid wastes. Waste Manag. 2010, 30, 2548–2559. [Google Scholar] [CrossRef]
- Arroyo, F.; Font, O.; Chimenos, J.M.; Pereira, C.F.; Querol, X.; Coca, P. IGCC fly ash valorisation. Optimisation of Ge and Ga recovery for an industrial application. Fuel Process. Technol. 2014, 124, 222–227. [Google Scholar] [CrossRef]
- Gutie’rrez, B.; Pazos, C.; Coca, J. Recovery of gallium from coal fly ash by a dual reactive extraction process. Waste Manag. Res. 1997, 15, 371–382. [Google Scholar] [CrossRef]
- Font, O.; Querol, X.; Lopez-Soler, A.; Chimenos, J.M.; Fernandez, A.I.; Burgos, S.; Garcia, P.F. Germanium extraction from gasification fly ash. Fuel 2005, 84, 1384–1392. [Google Scholar] [CrossRef]
- Hernandez-Exposito, A.; Chimenos, J.M.; Fernandez, A.I.; Font, O.; Querol, X.; Coca, P.; Garcia, P.F. Ion flotation of germanium from fly ash aqueous leachates. Chem. Eng. J. 2006, 118, 69–75. [Google Scholar] [CrossRef]
- Wang, T.; Wang, J.; Burken, J.G.; Ban, H.; Ladwig, K. The leaching characteristics of selenium from coal fly ashes. J. Environ. Qual. 2007, 36, 1784–1792. [Google Scholar] [CrossRef] [PubMed]
- Iwashita, A.; Sakaguchi, Y.; Nakajima, T.; Takanashi, H.; Ohki, A.; Kambara, S. Leaching characteristics of boron and selenium for various coal fly ashes. Fuel 2005, 84, 479–485. [Google Scholar] [CrossRef]
- Sahoo, P.K.; Kim, K.; Powell, M.A.; Equeenuddin, S.M. Recovery of metals and other beneficial products from coal fly ash: A sustainable approach for fly ash management. Int. J. Coal Sci. Technol. 2016, 3, 267–283. [Google Scholar] [CrossRef]
- Pan, J.; Long, X.; Zhang, L.; Shoppert, A.; Valeev, D.; Zhou, C.; Liu, X. The Discrepancy between Coal Ash from Muffle, Circulating Fluidized Bed (CFB), and Pulverized Coal (PC) Furnaces, with a Focus on the Recovery of Iron and Rare Earth Elements. Materials 2022, 15, 8494. [Google Scholar] [CrossRef]
- Honaker, R.Q.; Zhang, W.; Werner, J. Acid leaching of rare earth elements from coal and coal ash: Implications for using fluidized bed combustion to assist in the recovery of critical materials. Energy Fuels 2019, 33, 5971–5980. [Google Scholar] [CrossRef]
- Pan, J.; Zhao, X.; Zhou, C.; Yang, F.; Ji, W. Study on Solvent Extraction of Rare Earth Elements from Leaching Solution of Coal Fly Ash by P204. Minerals 2022, 12, 1547. [Google Scholar] [CrossRef]
- Rao, K.A.; Md, S.; Ramadevi, G.; Thakurta, S.G.; Sreenivas, T. On the characterization and leaching of rare earths from a coal fly ash of Indian origin. Sep. Sci. Technol. 2021, 56, 541–557. [Google Scholar]
- Wang, Z.; Dai, S.; Zou, J.; French, D.; Graham, I.T. Rare earth elements and yttrium in coal ash from the Luzhou power plant in Sichuan, Southwest China: Concentration, characterization and optimized extraction. Int. J. Coal Geol. 2019, 203, 1–14. [Google Scholar] [CrossRef]
- Tang, M.; Zhou, C.; Zhang, N.; Pan, J.; Cao, S.; Hu, T.; Ji, W.; Wen, Z.; Nie, T. Extraction of rare earth elements from coal fly ash by alkali fusion–acid leaching: Mechanism analysis. Int. J. Coal. Prep. Uti. 2022, 42, 536–555. [Google Scholar] [CrossRef]
- Ma, Z.; Zhang, S.; Zhang, H.; Cheng, F. Novel extraction of valuable metals from circulating fluidized bed-derived high-alumina fly ash by acid–alkali–based alternate method. J. Clean. Prod. 2019, 230, 302–313. [Google Scholar] [CrossRef]
- Ma, Z.; Zhang, X.; Guo, Y.; Cheng, F. Extraction of valuable metals and preparation of mesoporous materials from circulating fluidized bed-derived fly ash via an acid–alkali-based alternate method. ACS Omega 2020, 5, 31295–31305. [Google Scholar] [CrossRef] [PubMed]
- Wen, Z.; Zhou, C.; Pan, J.; Cao, S.; Hu, T.; Ji, W.; Nie, T. Recovery of rare-earth elements from coal fly ash via enhanced leaching. Int. J. Coal Prep. Uti. 2022, 42, 2041–2055. [Google Scholar] [CrossRef]












{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Industry | Type of Waste | References |
|---|---|---|
| Agro and food industry | Banana peel, orange peels, rice bran, wheat bran, grape marc, palm biomass wastes, oil mill wastewater, grape skin pulp extract, olive pomace, sunflower-oil, pomegranate peel waste, pomegranate peels app, dairy waste, rice straw biomass, pineapple cannery waste, empty fruit bunch, spent coffee ground waste, fermented cheese whey | [4,5] |
| Mining and manufacturing Industries | Acid and bases, spent solvents, organic constituents, heavy metal solutions, waste ink solvent, waste water containing benzene and other hydrocarbons, spent petroleum catalyst, waste sludge, toluene and benzene, electronic scrap, computer printer circuit board, waste battery, sludge containing heavy metal cyanide waste, paint waste, metallurgical slags, gaseous and particulate emissions, overburden, waste rock, mineral beneficiation tailings, paper and pulp wastewater; paper sludge; paper mill waste; pulp and paper liquor | [5,6,7] |
| Petroleum Industry | Spent chemical solutions, waste oil, plastics, toxic drilling mud, oily wastewater, sour water, desalter wastewater, spent amine solution, spent caustic, oil free wastewater, metal scraps, spent catalyst, charcoal bags, sewage, CO, CO2, H2S, SOx, NOx, NH3, off-gas, particulate matter, oil-contaminated solids, oil sludge, empty drums, office and domestic waste | [8,9] |
| Aluminum Industry | Waste rock, red mud, scrap materials, dross, and spent pot lining | [10] |
| Thermal Industry | Coal fly ash, coal boiler ash, waste gases CO2, SOx, NOx, Off-gas, particulate matter | [11] |
| Toxic Metals | Limit, ppm | Disease Caused by Exposure to the above Permissible Limit |
|---|---|---|
| Ag * | 5.0 | Excessive amount causesblue pigments on the body, damaging the brain, lungs, liver, and kidney |
| As ** | 5.0 | Chronic effect and causes skin disease and lung cancer and impaired nerve signaling |
| Ba ** | <100 | Causes brain swelling, muscle weakness, damage to the heart |
| Be ** | 0.75 | Causes lung cancer, beryllicosis, skin disease, carcinogens |
| Br ** | 0.1 | thyroid gland damage, hormonal issues, skin disorder, DNA damage, hearing loss |
| Cd ** | 1.0 | Pose a risk of irreversible impacts on human health particularly the kidney |
| CN ** | <0.5 | Cyanide poisoning, >2.5 ppm may cause to coma and death |
| Cr(VI) ** | 5.0 | Toxic in the environment, causing DNA damage and permanent eye impairment |
| Hg ** | 0.2 | Damages brain, kidney and foetuses |
| Li * | <10 # | Diarrhea, vomiting, drowsiness, muscular weakness |
| Ni * | 20.0 | Causes allergic reaction, bronchitis, reduces lung function, lung cancers |
| Pb *** | 5.0 | Damages brain, nervous system, kidney, and reproductive system, causes acute and chronic effects on human health |
| Sb ** | <0.5 | Carcinogen, causing stomach pain, vomiting, diarrhoea and stomach ulcer |
| Se ** | 1.0 | High concentration causes selenosis |
| Sr *** | 1.5 | Somatic as well the genetic changes due to this cancer in bone, nose, lungs, skin |
| Zn ** | 250.0 | nausea, vomiting, pain, cramps and diarrhea |
| CFCs ** | <1.0 for 8 h/day | Impacts on the ozone layer which can lead to greater incidence of skin cancer |
| PCBs ** | 5.0 | PCB causes cancer in animals and can lead to liver damage in human |
| PVC ** | 0.03 | Hazardous and toxic air contaminants, the release of HCl causes respiratory problems |
| Waste Category | Type | H (bit) | D | R (/bit) |
|---|---|---|---|---|
| Slag | Iron and steel slag | 0.03–0.48 | 5.56 | 23.18 |
| Stainless steel slags | 0.03–0.37 | 2.26 | 37.89 | |
| Red mud | 0.001–0.51 | 9.28 | 40.75 | |
| Copper slag | 0.07–0.53 | 3.69 | 38.49 | |
| Gypsum slag | 0.03–0.48 | 4.00 | 35.71 | |
| Desulfurized gypsum | 0.03–0.53 | 4.58 | 34.32 | |
| Iron vanadium slag | 0.01–0.15 | 4.34 | 17.00 | |
| Tailings | Copper tailings | 0.014–0.53 | 12.88 | 23.56 |
| Iron tailings | 0.04–0.53 | 10.74 | 27.12 | |
| Gold tailings | 0.003–0.49 | 9.76 | 45.69 | |
| Arsenic filter cake | 0.01–0.53 | 5.40 | 22.09 | |
| Phosphogypsum | 0.01–0.53 | 9.90 | 27.94 | |
| Sludge | Dried oily sludge | 0.34–0.28 | 5.71 | 32.77 |
| Copper sludge | 0.15–0.52 | 2.33 | 27.59 | |
| Electroplating sludge | 0.08–0.52 | 3.95 | 21.77 | |
| Petrochemical waste | Spent catalyst | 0.48–0.51 | 0.97 | 12.24 |
| Fly ash | Coal fly ash | 0.01–0.53 | 9.35 | 28.04 |
| Mixed fly ash | 0.0056–0.28 | 5.20 | 28.73 |
| (a) Chemical composition | Wt.% in Bayer process red mud | Wt.% in Sintering process red mud | Wt.% in Combined process red mud |
|---|---|---|---|
| Fe2O3 | 28.3 | 10.97 | 6.66 |
| Al2O3 | 17.67 | 7.68 | 9.18 |
| SiO2 | 8.34 | 22.67 | 18.1 |
| CaO | 20.88 | 40.78 | 38.09 |
| Na2O | 2.29 | 2.93 | 4 |
| TiO2 | 7.34 | 3.26 | 6.72 |
| K2O | 0.059 | 0.38 | – |
| MgO | 0.65 | 1.77 | – |
| Sc2O3 | – | – | 0.02 |
| Nb2O5 | – | – | 0.0193 |
| TREO | – | – | 0.25 |
| (b) Minerals composition and name | Wt.% in Bayer process red mud | Wt.% in Sintering process red mud | Wt.% in Combined process red mud |
| β-Ca2SiO4 (Belite) | 46 | 43 | – |
| (Na2O·Al2O3·1.7SiO2·nH2O) ·NaX or Na2X (Sodium aluminosilicate) | 4 | 4 | 20 |
| 3CaO·Al2O3·3Si2O2 or 3CaO·Al2O3·xSiO2·(6-2x) H2O(Anorthite) | 5 | 2 | 20 |
| CaCO3 (calcite) | 14 | 10 | 19 |
| Fe2O3·H2O (Limonite) | 7 | 4 | 4 |
| Al2O3·H2O (Boehmite) | – | 2 | 1 |
| CaO·TiO2 (Perovskite) | 4 | 12 | 15 |
| 4CaO·Al2O3·Fe2O3 (Slag) | 6 | 12 | – |
| FeS2 (Pyrite) | 1 | – | – |
| Loss of ignition | 13.88 | 11.77 | 16.96 |
| Pros | Cons |
|---|---|
| Marine disposal | |
| No closure and rehabilitation of storage areas required | Hazard effect on sea-bed and the marine ecosystem |
| Capital and operating expenditures are lower than land-based disposal methods | Toxic metals contamination to the marine environment, non-productive for eco-system |
| Disposal pretreatment like additional thickening or filtration of the slurry is not needed | Mg and Al compound colloids formation and increase in the turbidity of seawater |
| No chance of leaching of toxic metals, contamination of surface and ground waters and dusting | Loss of metal, soda, and alumina values |
| Dry stacking | |
| Storage needs relatively less land area and structures | It needs land and structures and dust mitigation process is essential |
| Toxic metals leaching is minimum | Challenging in high rainfall and low net evaporation weather |
| Recycle of soda and alumina values in the liquor for Bayer process plant | Before disposal, thickening or filtration is required |
| Possible de-liquoring and proper management with rapid rehabilitation of land | Residue production requires filtration plant |
| Recovery of solids waste with good alternative applications | Requires relatively high capital and operating cost |
| Lagooning | |
| Lowest capital cost for the land-based disposal | Loss of metal soda and alumina values |
| Soda and alumina values in the liquor do not contaminate the Bayer process plant | Required land areas are quite significant, needs a long-term planning for rehabilitation |
| No dusting problem | Maintenance cost is high |
| Before disposal, no thickening or filtration of the slurry is needed | Highly alkaline slurry poses hazard to the environment and human health |
| Ground water contamination and eventually effect the food chain | |
| Trace Element | Concentration (mg/kg) | Trace Element | Concentration (mg/kg) |
|---|---|---|---|
| Mn | 250 | Pb | 56.8 |
| Hg | 0.1 | Ag | 3.2 |
| Be | 5 | V | 252 |
| Zn | 148 | Se | 7.7 |
| Sb | 4.6 | Cd | 3.4 |
| Cu | 112 | Ba | 806.5 |
| Co | 36 | Cr | 136 |
| Sr | 775 | Tl | 9 |
| F | 29 | Ni | 77.7 |
| AS | 43.4 | B | 311 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Srivastava, R.R.; Rajak, D.K.; Ilyas, S.; Kim, H.; Pathak, P. Challenges, Regulations, and Case Studies on Sustainable Management of Industrial Waste. Minerals 2023, 13, 51. https://doi.org/10.3390/min13010051
Srivastava RR, Rajak DK, Ilyas S, Kim H, Pathak P. Challenges, Regulations, and Case Studies on Sustainable Management of Industrial Waste. Minerals. 2023; 13(1):51. https://doi.org/10.3390/min13010051
Chicago/Turabian StyleSrivastava, Rajiv Ranjan, Dilip Kumar Rajak, Sadia Ilyas, Hyunjung Kim, and Pankaj Pathak. 2023. "Challenges, Regulations, and Case Studies on Sustainable Management of Industrial Waste" Minerals 13, no. 1: 51. https://doi.org/10.3390/min13010051
APA StyleSrivastava, R. R., Rajak, D. K., Ilyas, S., Kim, H., & Pathak, P. (2023). Challenges, Regulations, and Case Studies on Sustainable Management of Industrial Waste. Minerals, 13(1), 51. https://doi.org/10.3390/min13010051