Author Contributions
Conceptualization, V.A.R., G.K.P.B. and L.M.T.; methodology, V.A.R., G.K.P.B. and L.M.T.; software, V.A.R., G.K.P.B. and L.M.T.; validation, V.A.R. and G.K.P.B.; formal analysis, V.A.R., G.K.P.B. and L.M.T.; investigation, V.A.R., G.K.P.B., G.B. and L.M.T.; resources, L.M.T.; data curation, V.A.R., G.K.P.B. and G.B.; writing—original draft preparation, V.A.R., G.K.P.B., G.B. and L.M.T.; writing—review and editing, V.A.R., G.K.P.B., G.B. and L.M.T.; funding acquisition, G.B. and L.M.T. All authors have read and agreed to the published version of the manuscript.
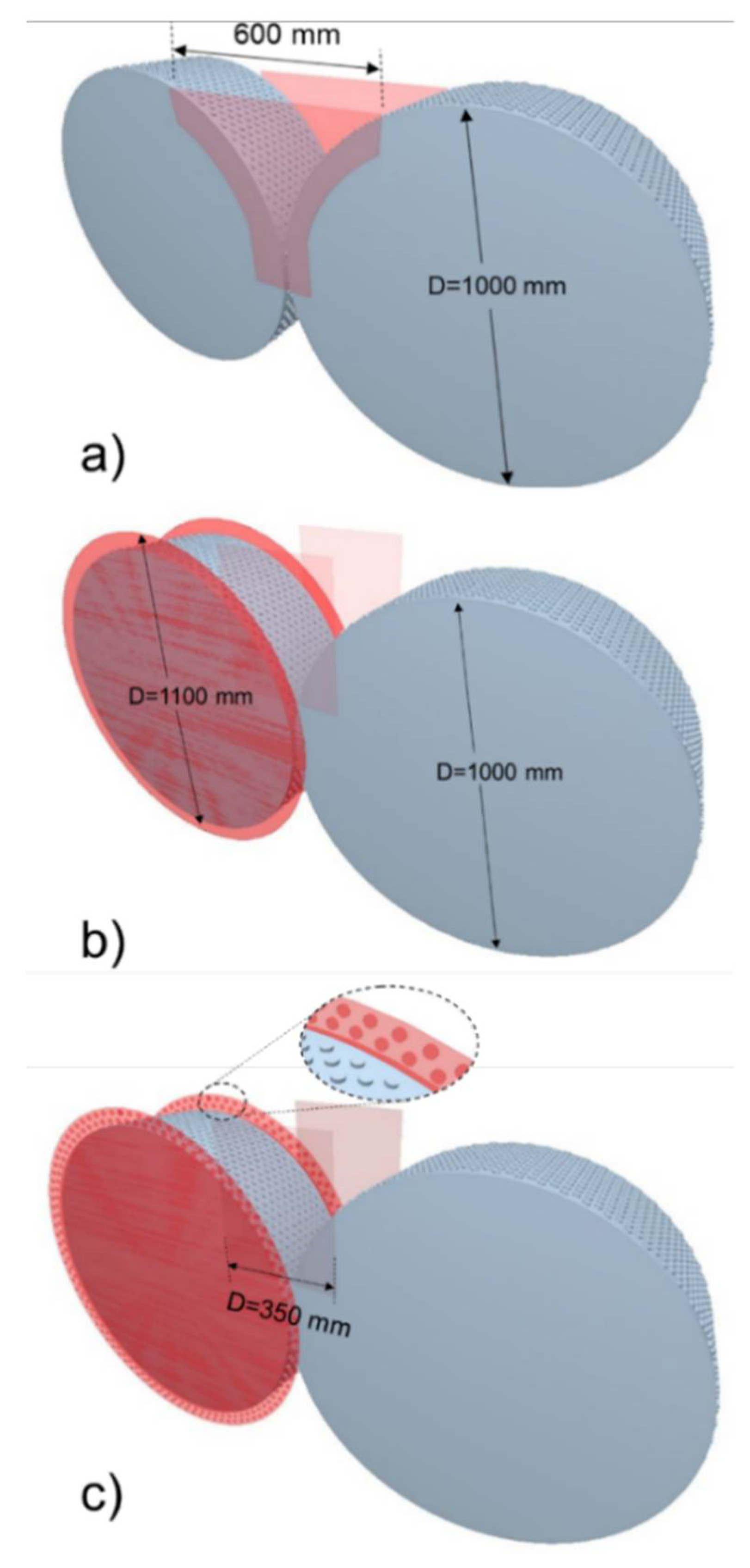
Figure 1.
CAD images of pilot HPGRs with different confinement systems: (a) Cheek plates, (b) smooth flanges and fixed side plates and (c) studded flanges and fixed side plates.
Figure 1.
CAD images of pilot HPGRs with different confinement systems: (a) Cheek plates, (b) smooth flanges and fixed side plates and (c) studded flanges and fixed side plates.
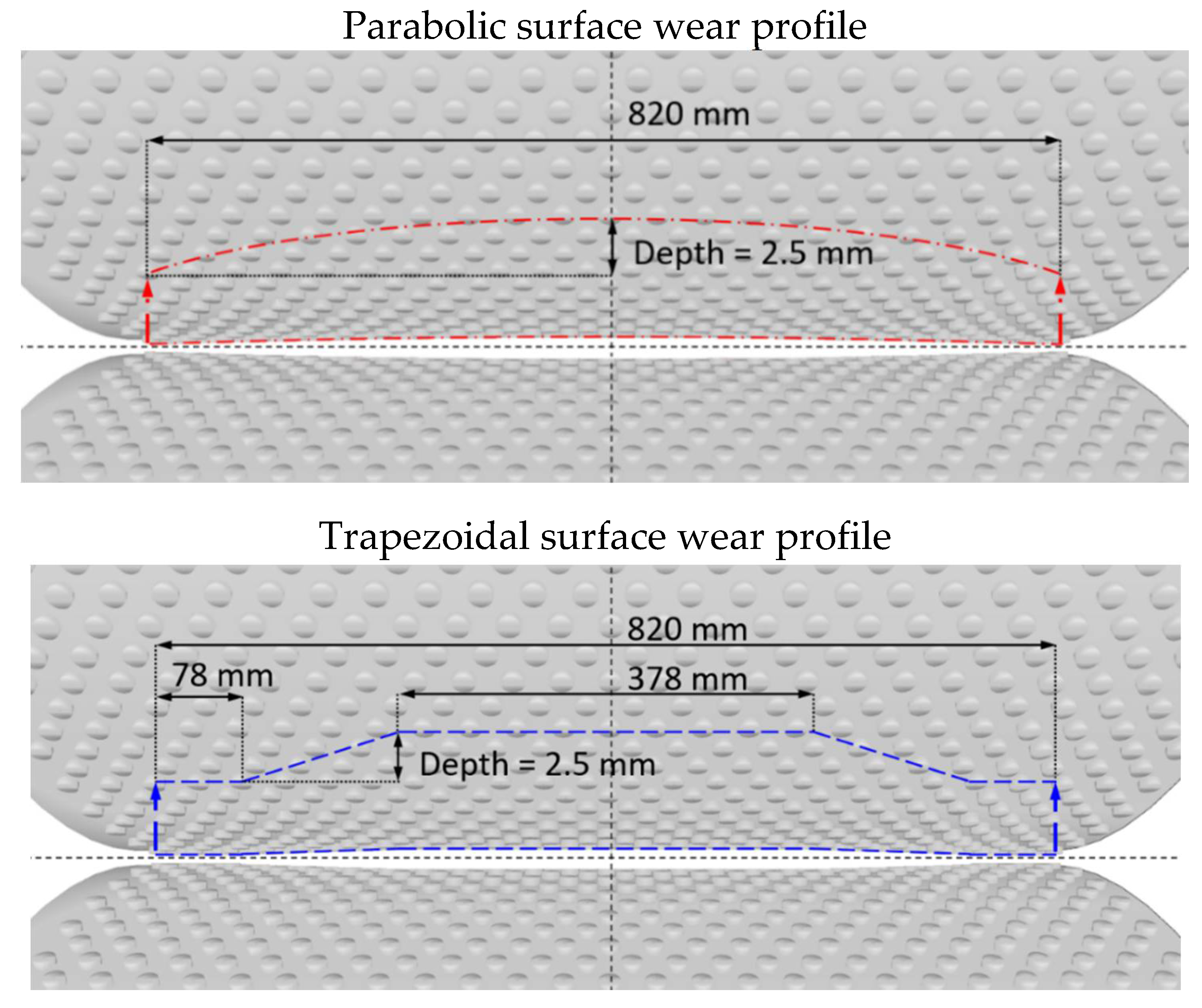
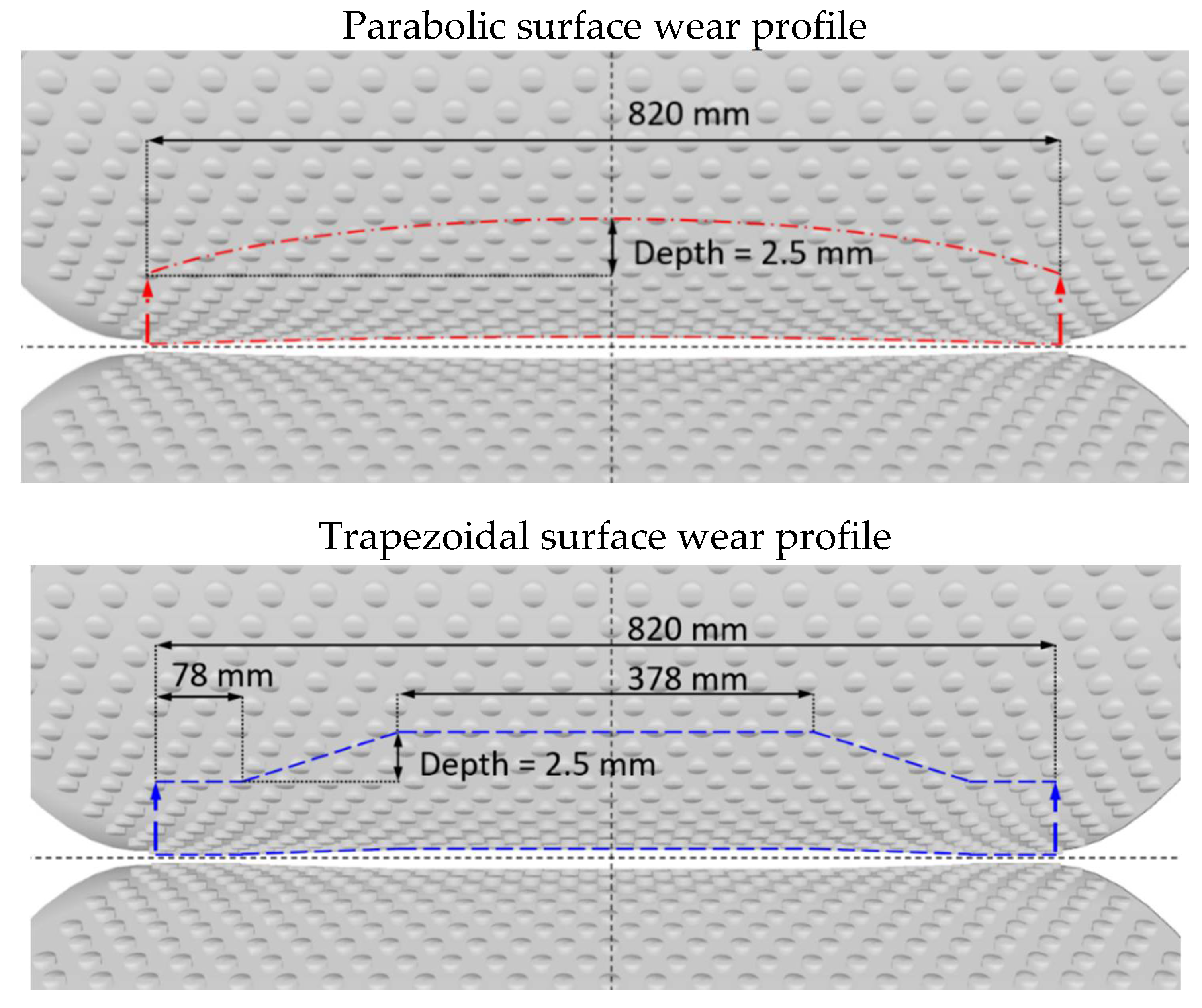
Figure 2.
Wear profiles of the simulated rollers.
Figure 2.
Wear profiles of the simulated rollers.
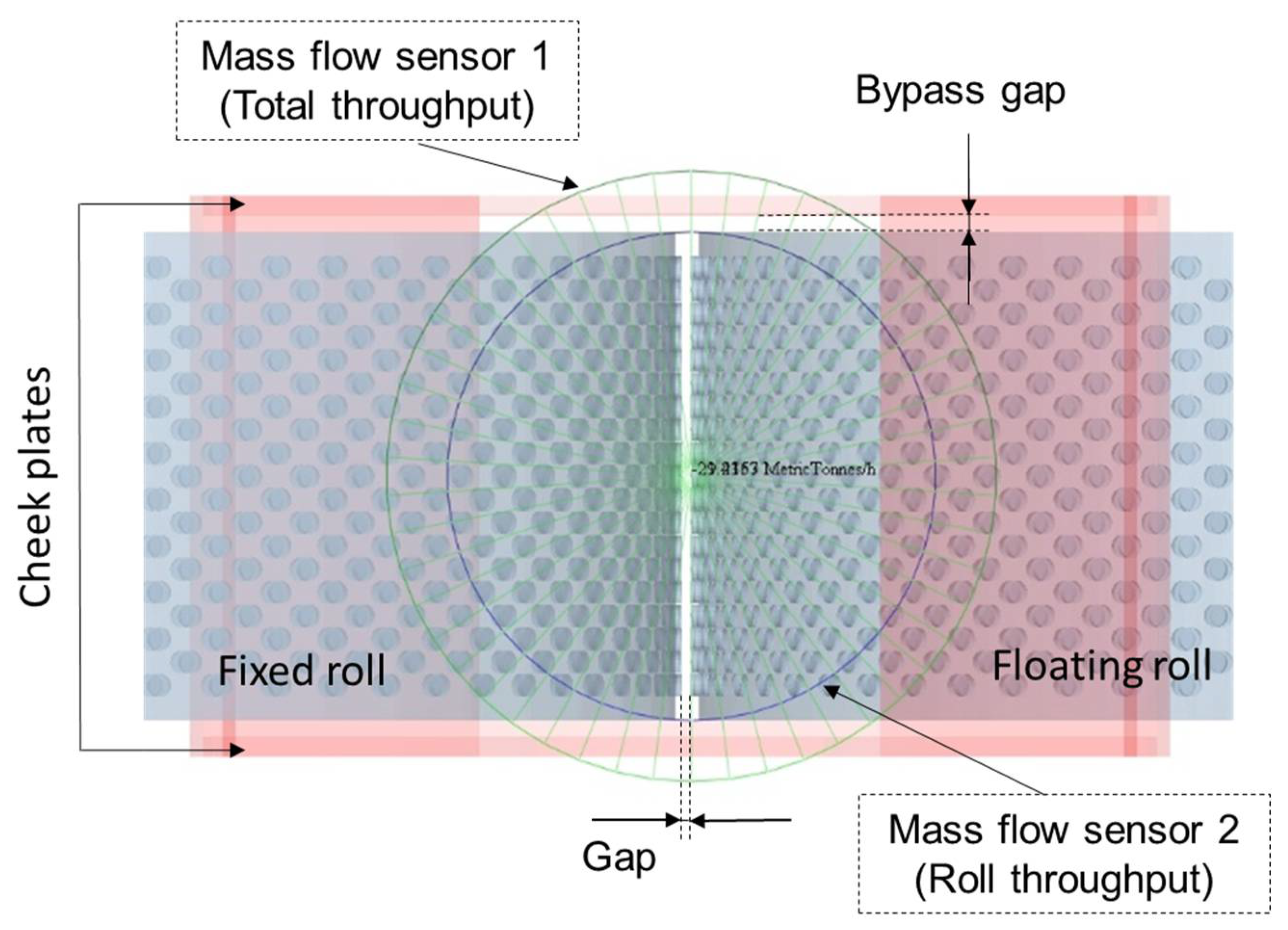
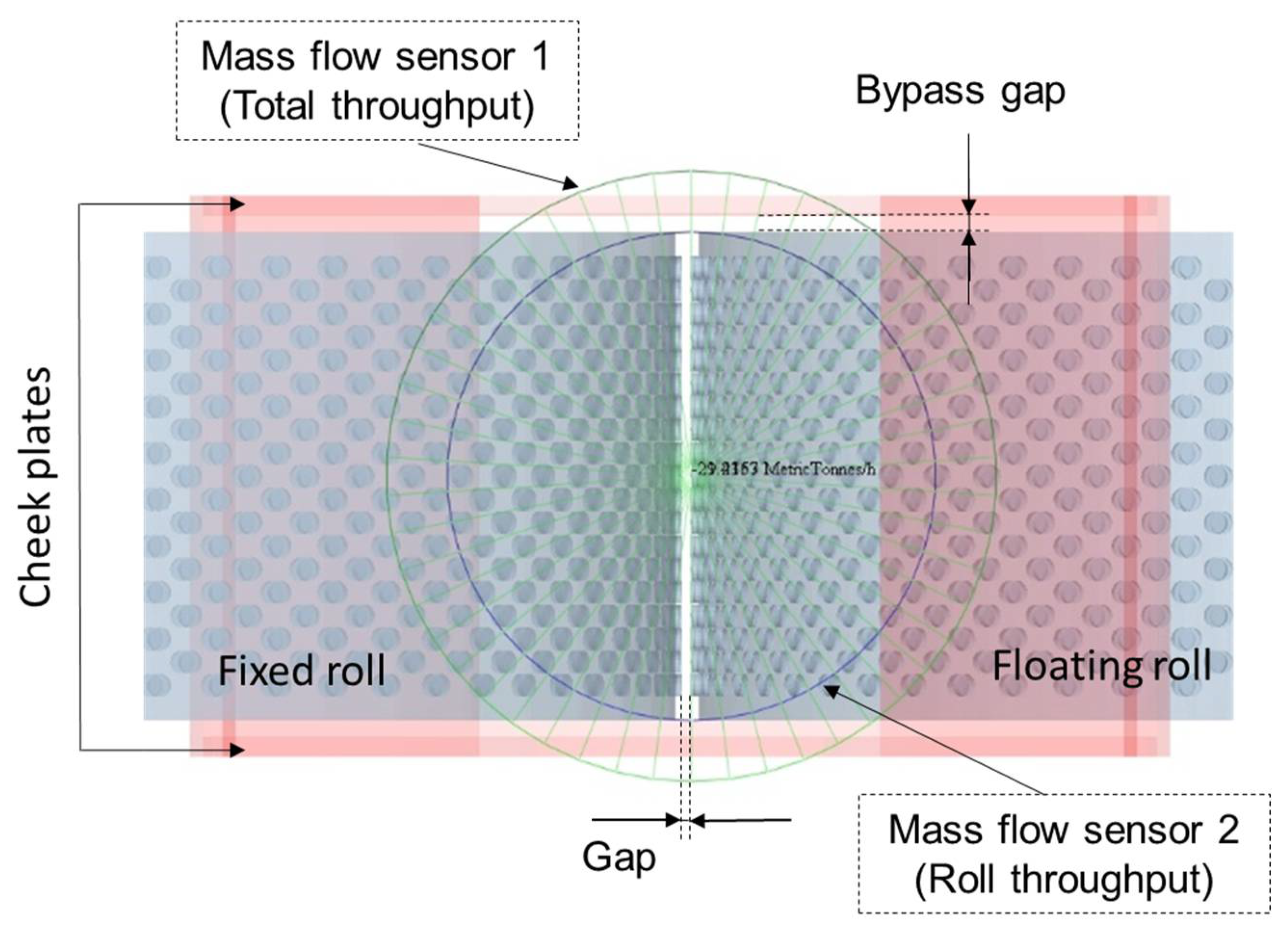
Figure 3.
Bottom view of the simulated pilot-scale HPGR with cheek plates representing the mass flow sensors used to measure the total and roll throughput.
Figure 3.
Bottom view of the simulated pilot-scale HPGR with cheek plates representing the mass flow sensors used to measure the total and roll throughput.
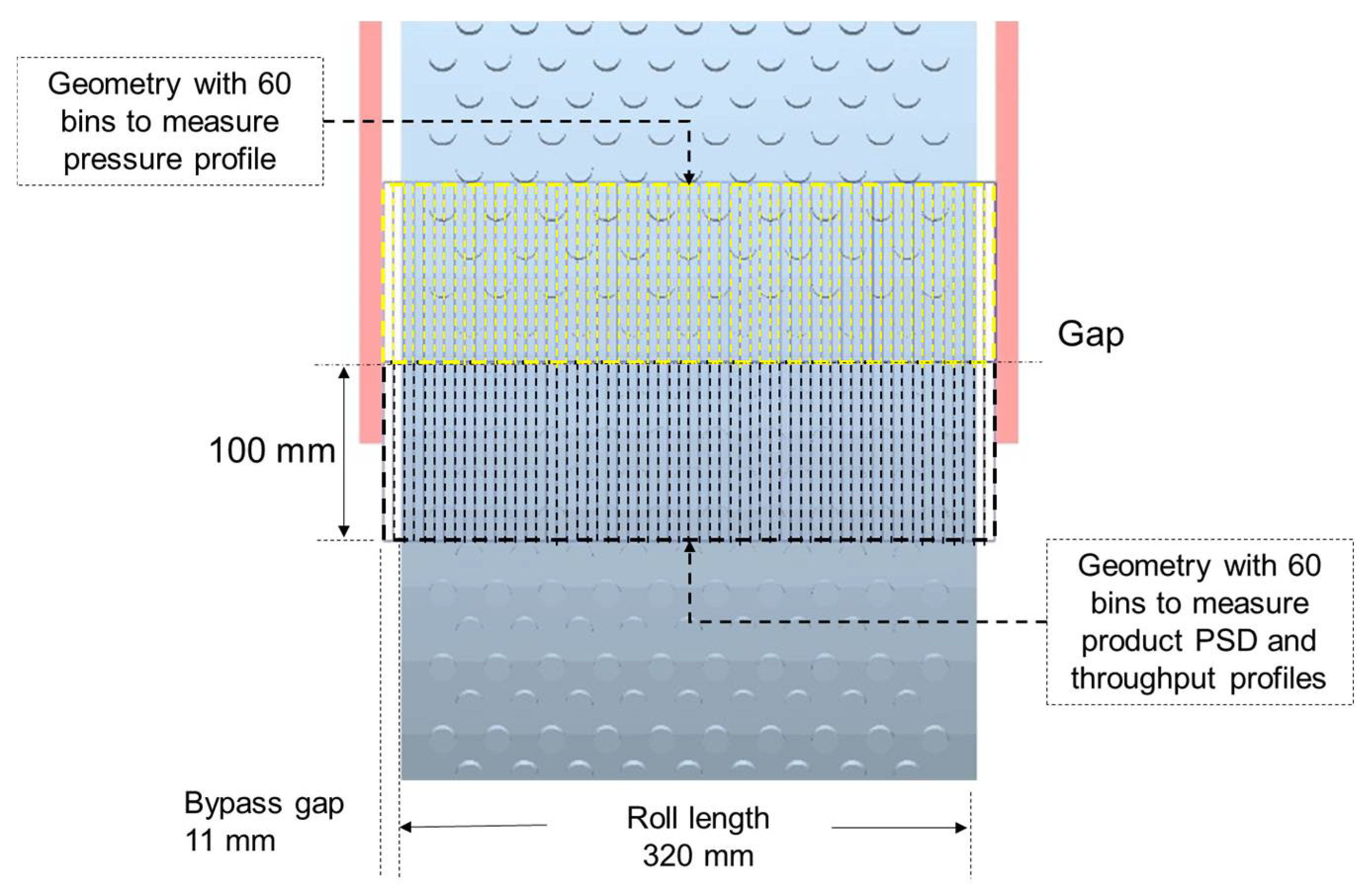
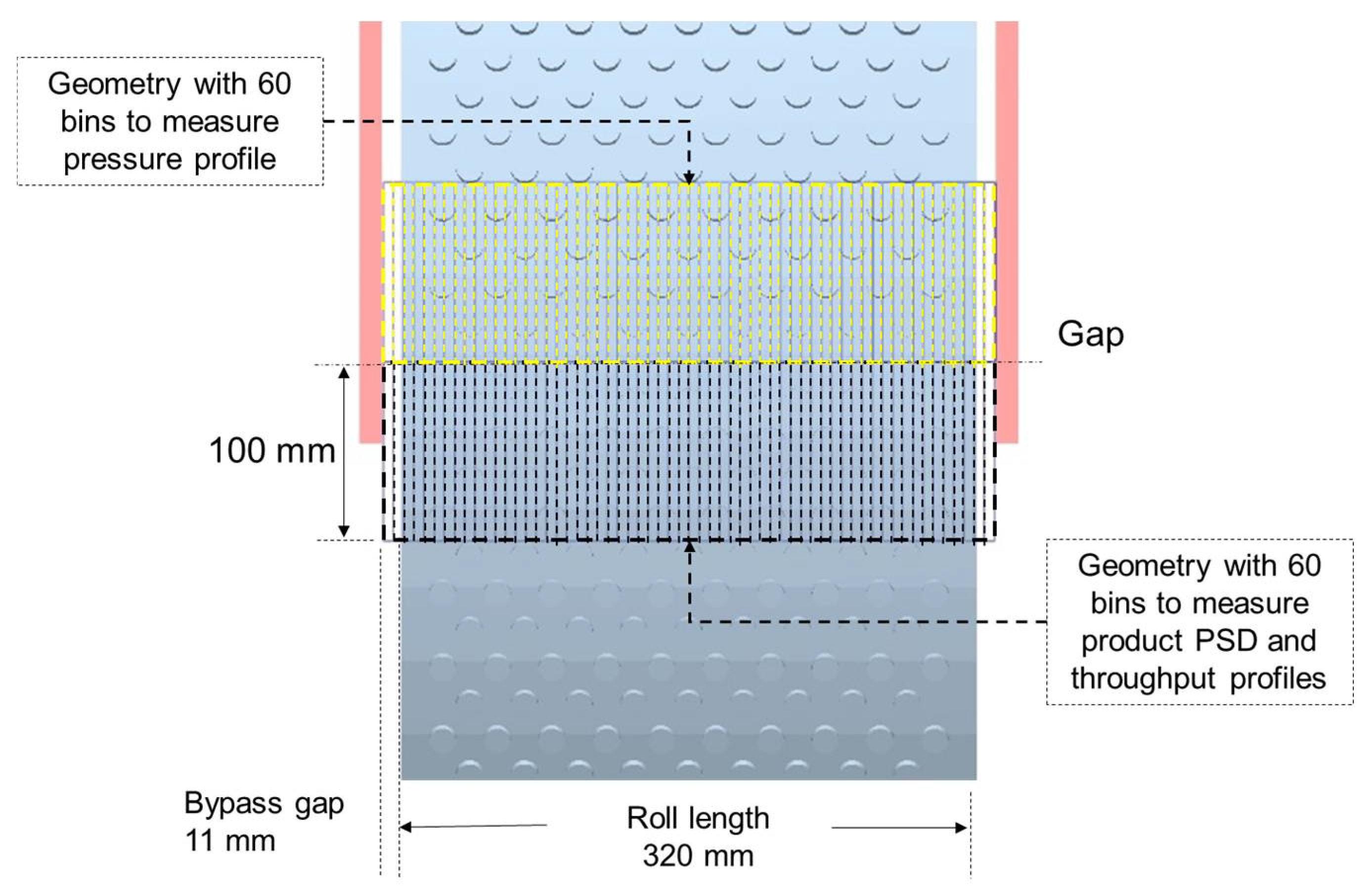
Figure 4.
Top view of the pilot-scale HPGR showing the position of the 60 bins, each one with 100 mm × 5.7 mm, to measure key variables along the rolls.
Figure 4.
Top view of the pilot-scale HPGR showing the position of the 60 bins, each one with 100 mm × 5.7 mm, to measure key variables along the rolls.
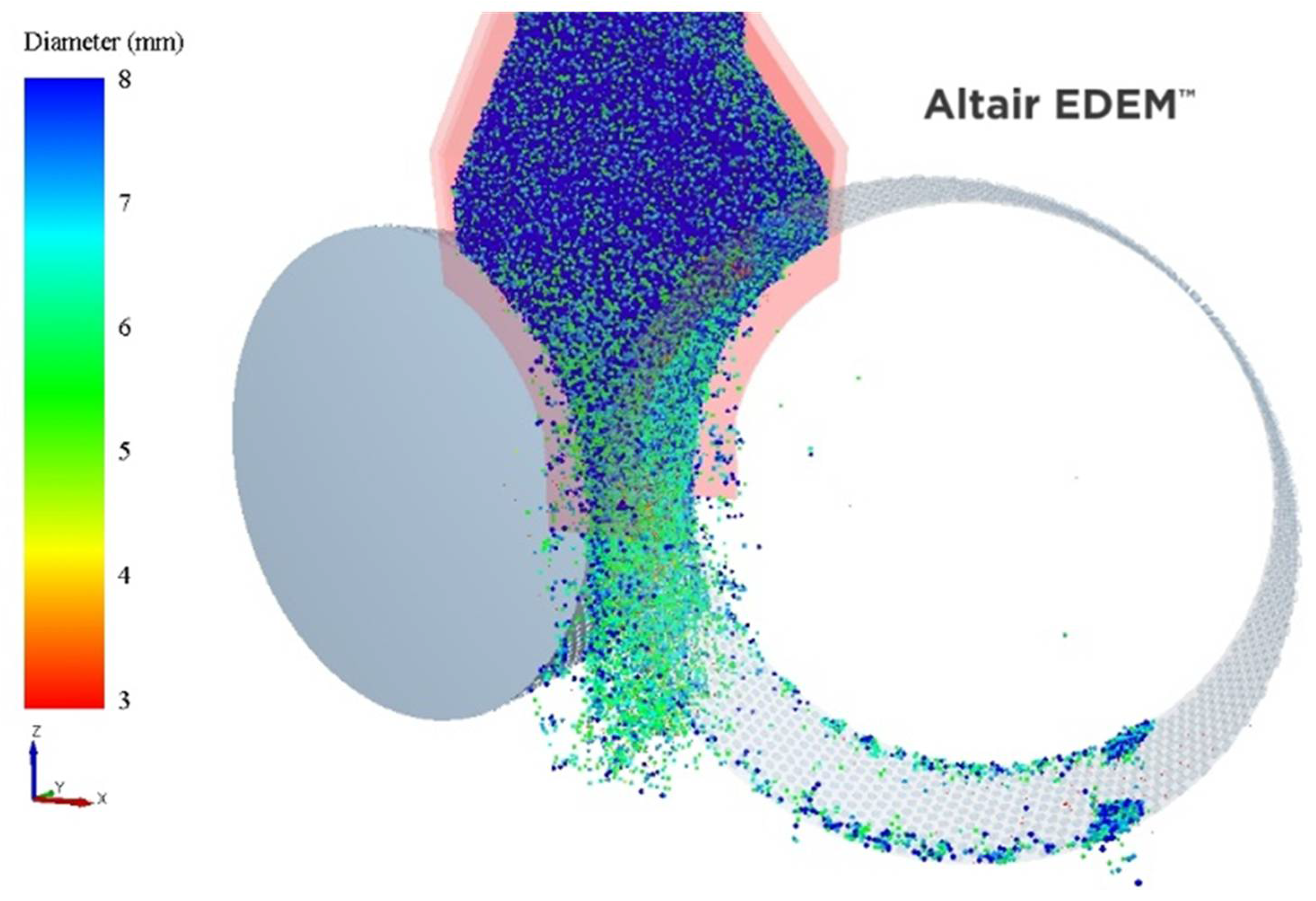
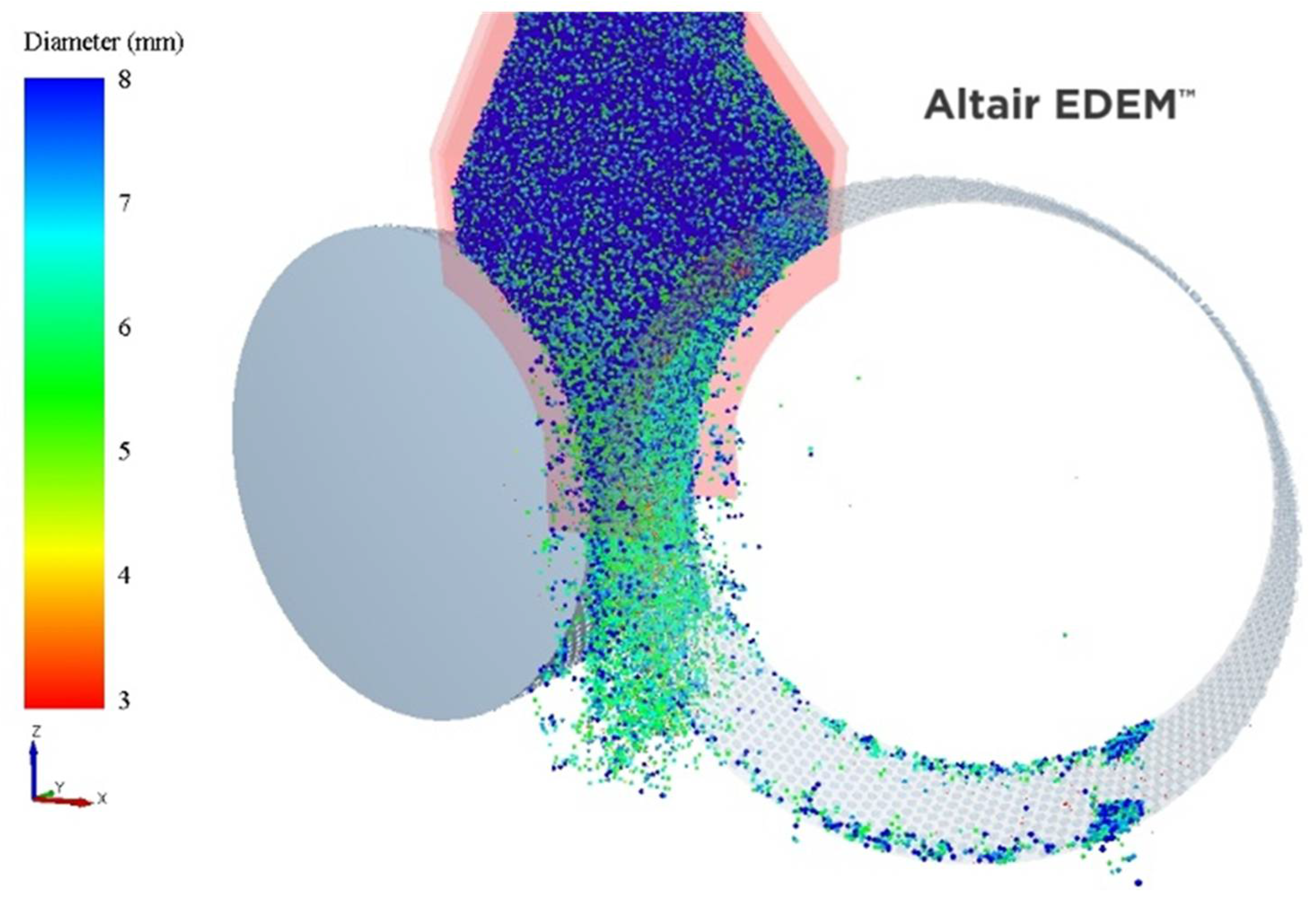
Figure 5.
3D rendered DEM simulation image of the pilot-scale HPGR with cheek plates and particles colored by size. HPGR with an aspect ratio of 3.13, operating with specific force of 3.5 N/mm2, rolls velocity of 0.5 m/s and bypass gap of 11 mm.
Figure 5.
3D rendered DEM simulation image of the pilot-scale HPGR with cheek plates and particles colored by size. HPGR with an aspect ratio of 3.13, operating with specific force of 3.5 N/mm2, rolls velocity of 0.5 m/s and bypass gap of 11 mm.
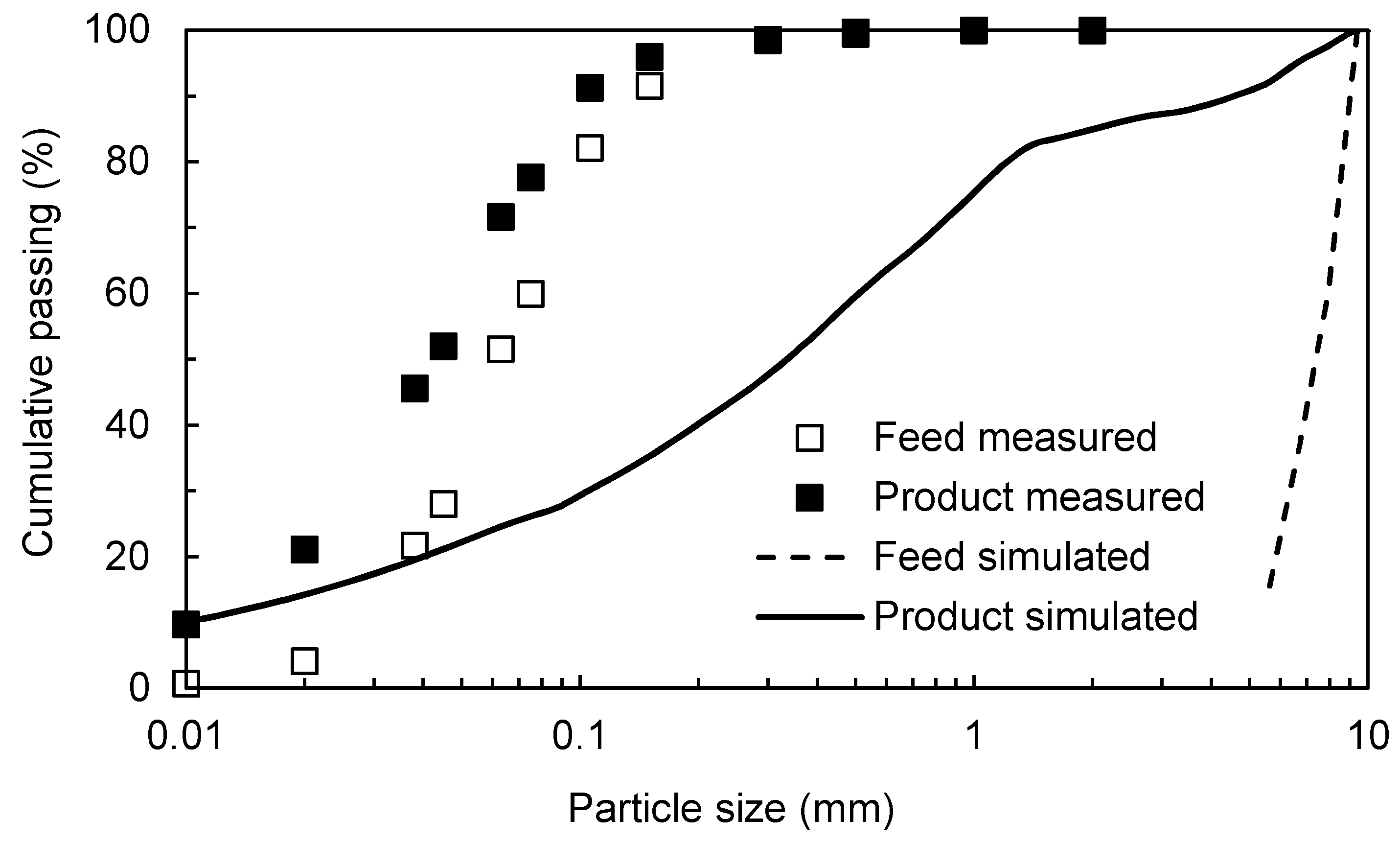
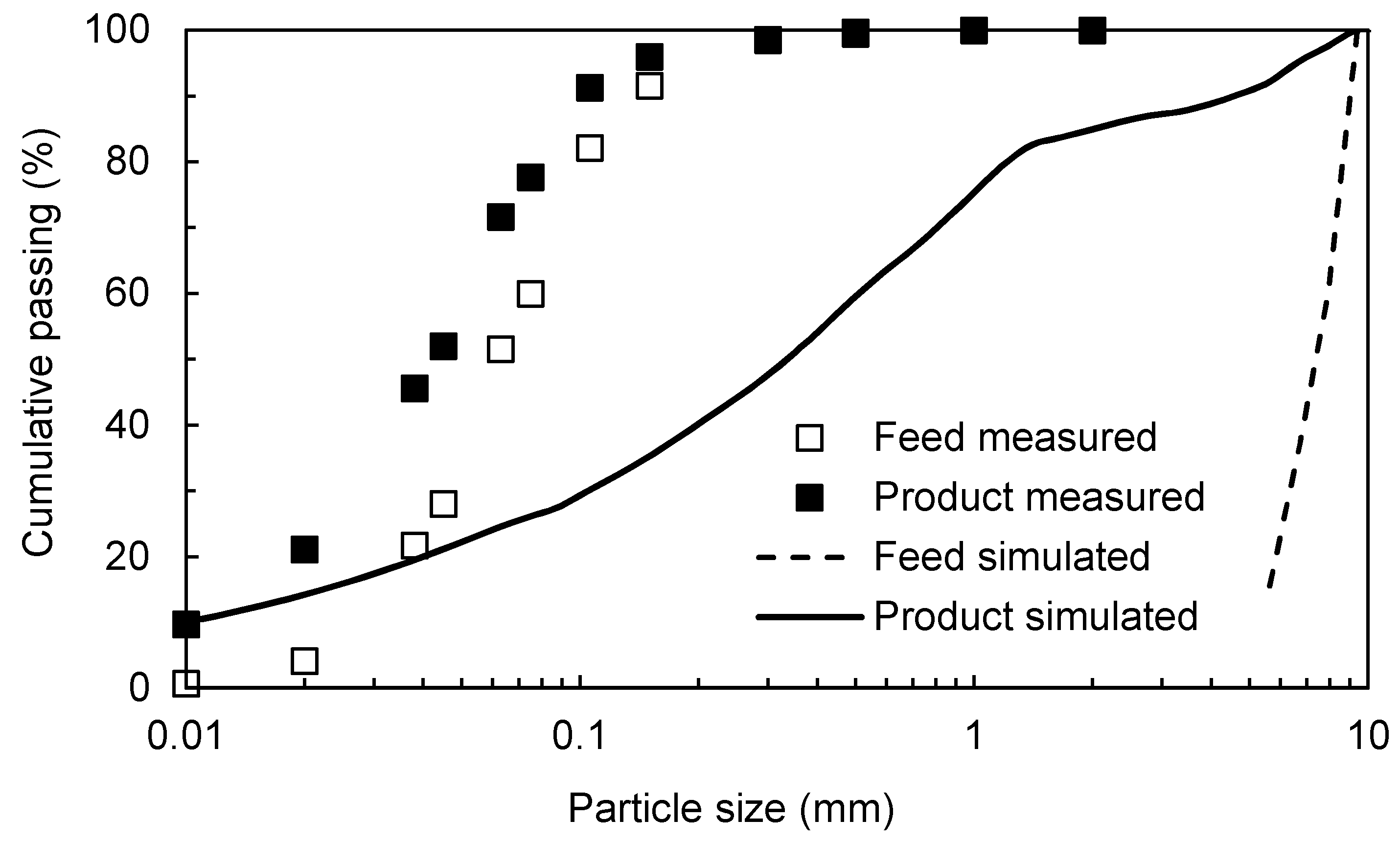
Figure 6.
Comparison of measured and predicted feed and product size distributions from a pilot-scale HPGR with cheek plates. HPGR with an aspect ratio of 3.13, operating with specific force of 3.5 N/mm2 and rolls velocity of 0.5 m/s.
Figure 6.
Comparison of measured and predicted feed and product size distributions from a pilot-scale HPGR with cheek plates. HPGR with an aspect ratio of 3.13, operating with specific force of 3.5 N/mm2 and rolls velocity of 0.5 m/s.
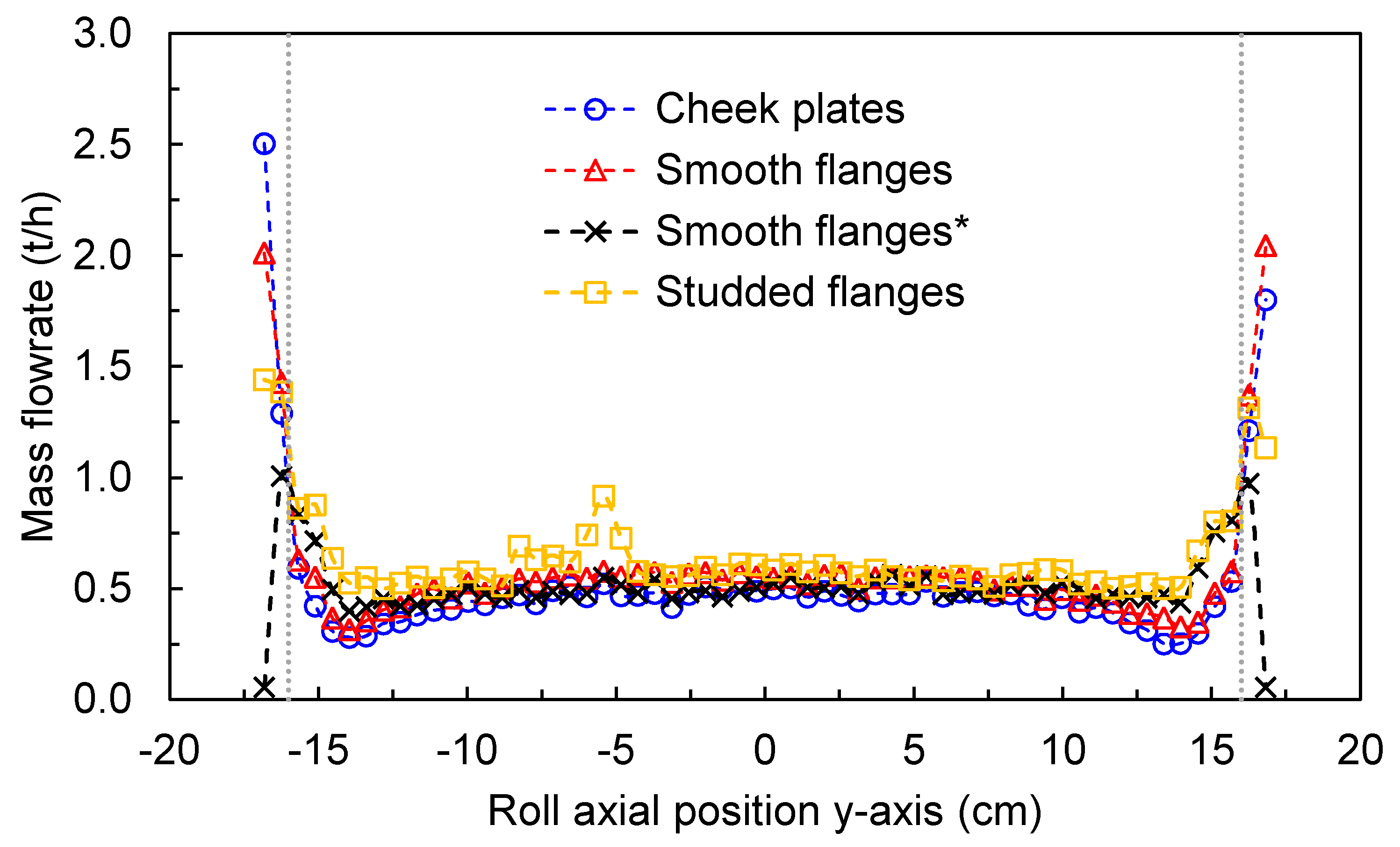
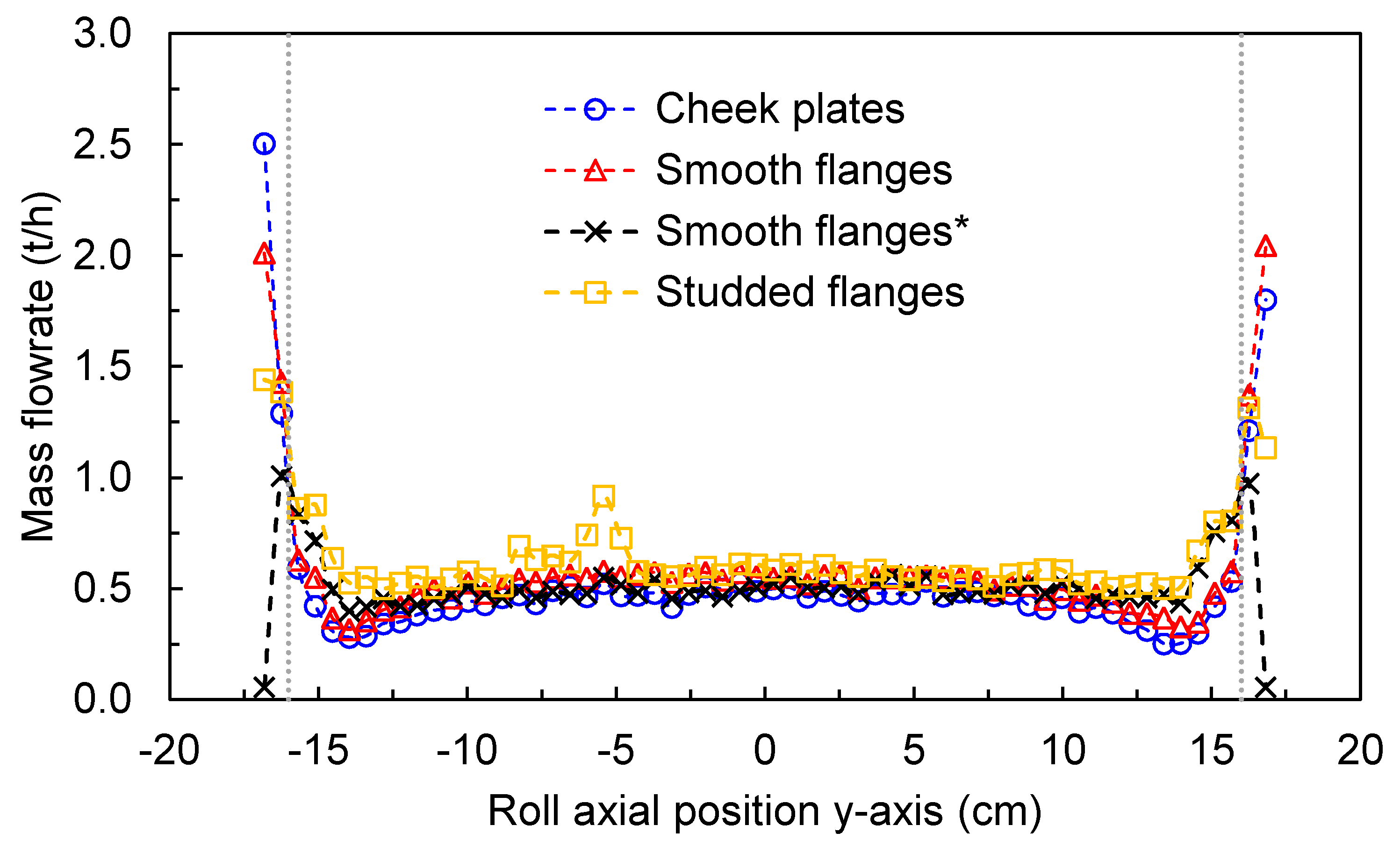
Figure 7.
Average axial mass flowrate profiles along the rolls with different confinement systems, with an aspect ratio of 3.13, operating with a specific force of 3.5 N/mm2, rolls velocity of 0.5 m/s and bypass gap of 11 mm. Vertical dotted lines identify the edge of the rolls. * Flanges with reduced bypass gap (6 mm).
Figure 7.
Average axial mass flowrate profiles along the rolls with different confinement systems, with an aspect ratio of 3.13, operating with a specific force of 3.5 N/mm2, rolls velocity of 0.5 m/s and bypass gap of 11 mm. Vertical dotted lines identify the edge of the rolls. * Flanges with reduced bypass gap (6 mm).
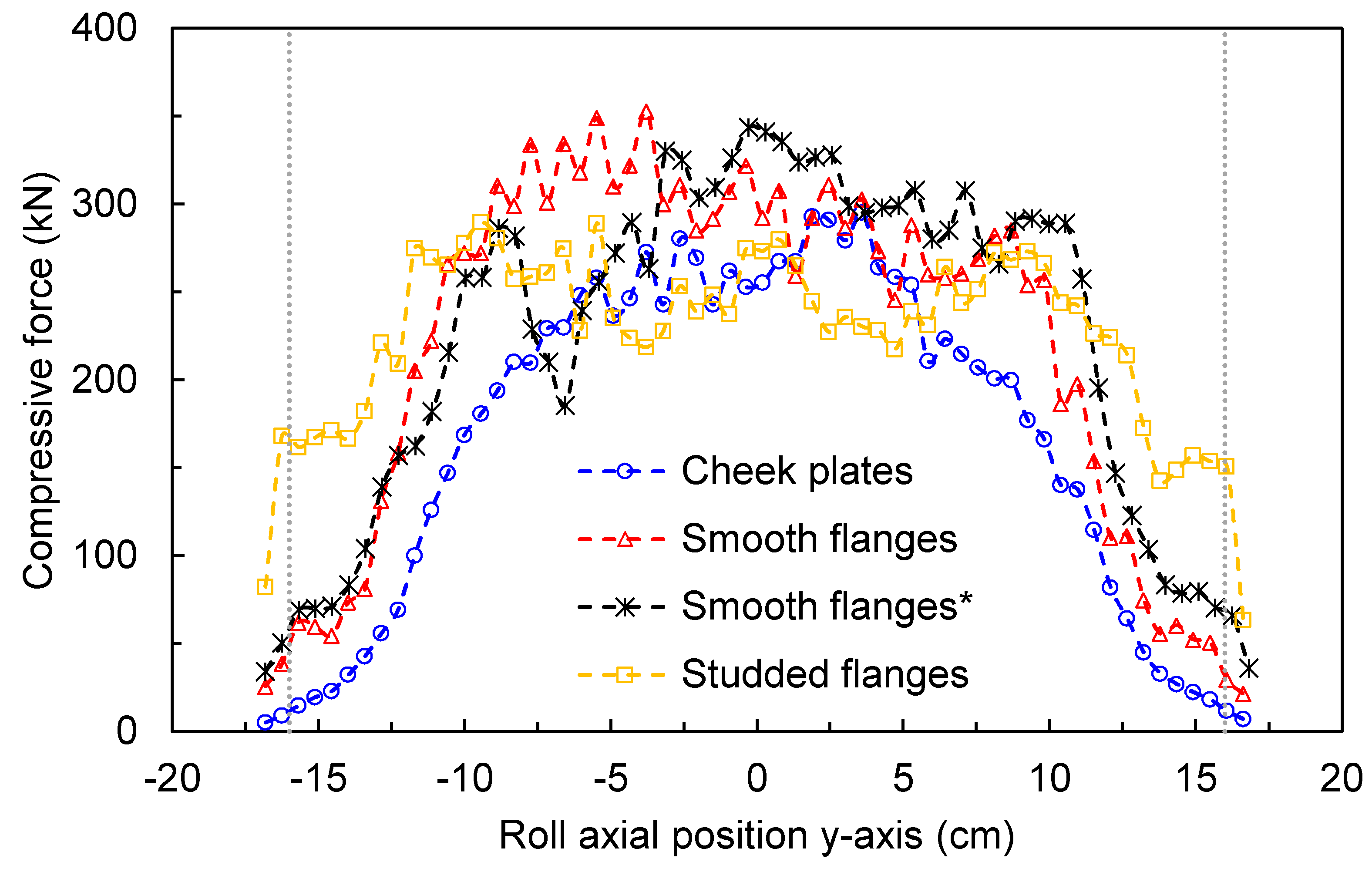
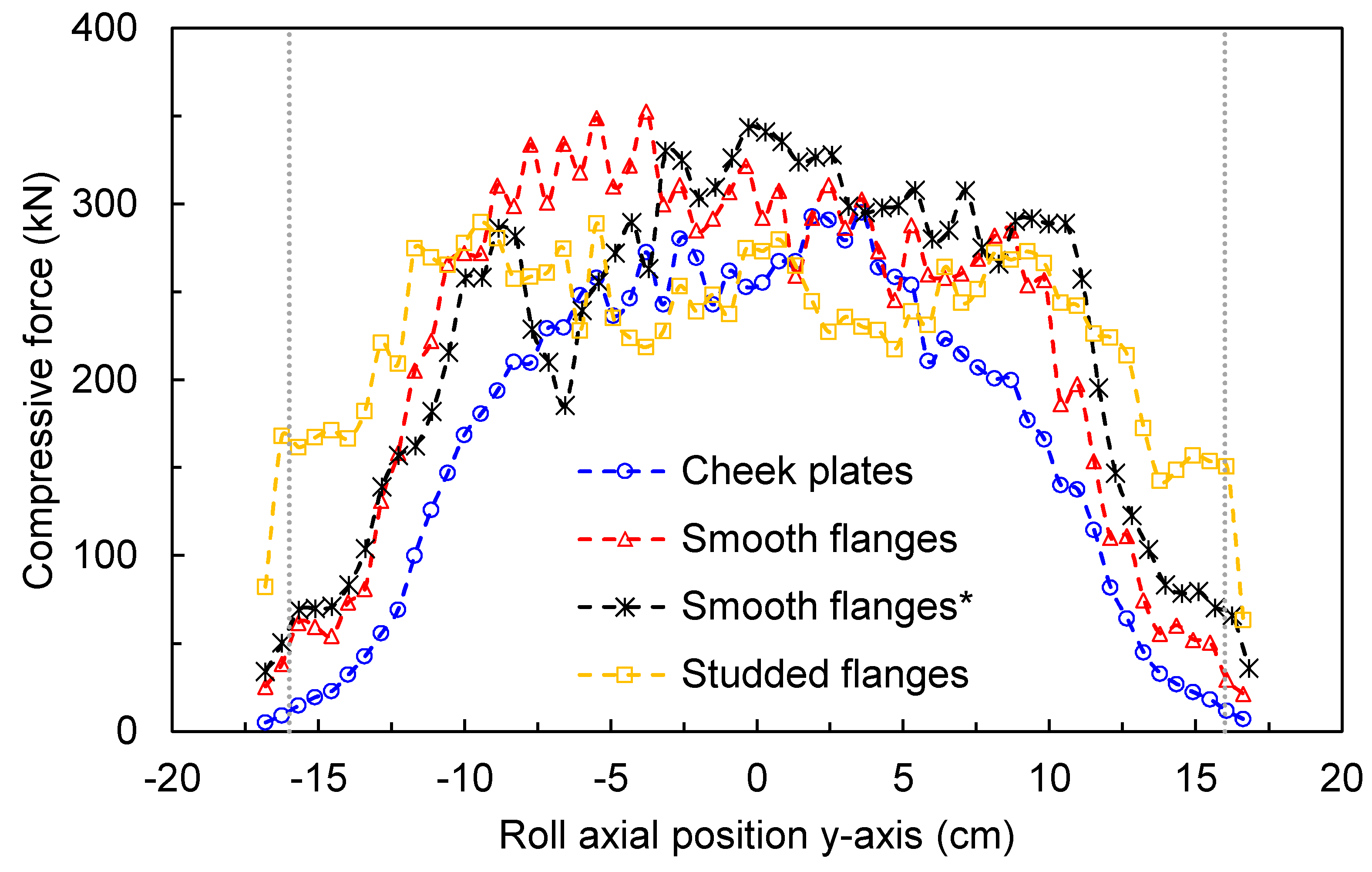
Figure 8.
Axial compressive force profiles along the rolls for the HPGRs in the gap region, with different confinement systems with an aspect ratio of 3.13, operating with a specific force of 3.5 N/mm2 and rolls speeds of 0.5 m/s. Vertical dotted lines identify the edge of the rolls. * Flanges with reduced bypass gap (6 mm).
Figure 8.
Axial compressive force profiles along the rolls for the HPGRs in the gap region, with different confinement systems with an aspect ratio of 3.13, operating with a specific force of 3.5 N/mm2 and rolls speeds of 0.5 m/s. Vertical dotted lines identify the edge of the rolls. * Flanges with reduced bypass gap (6 mm).
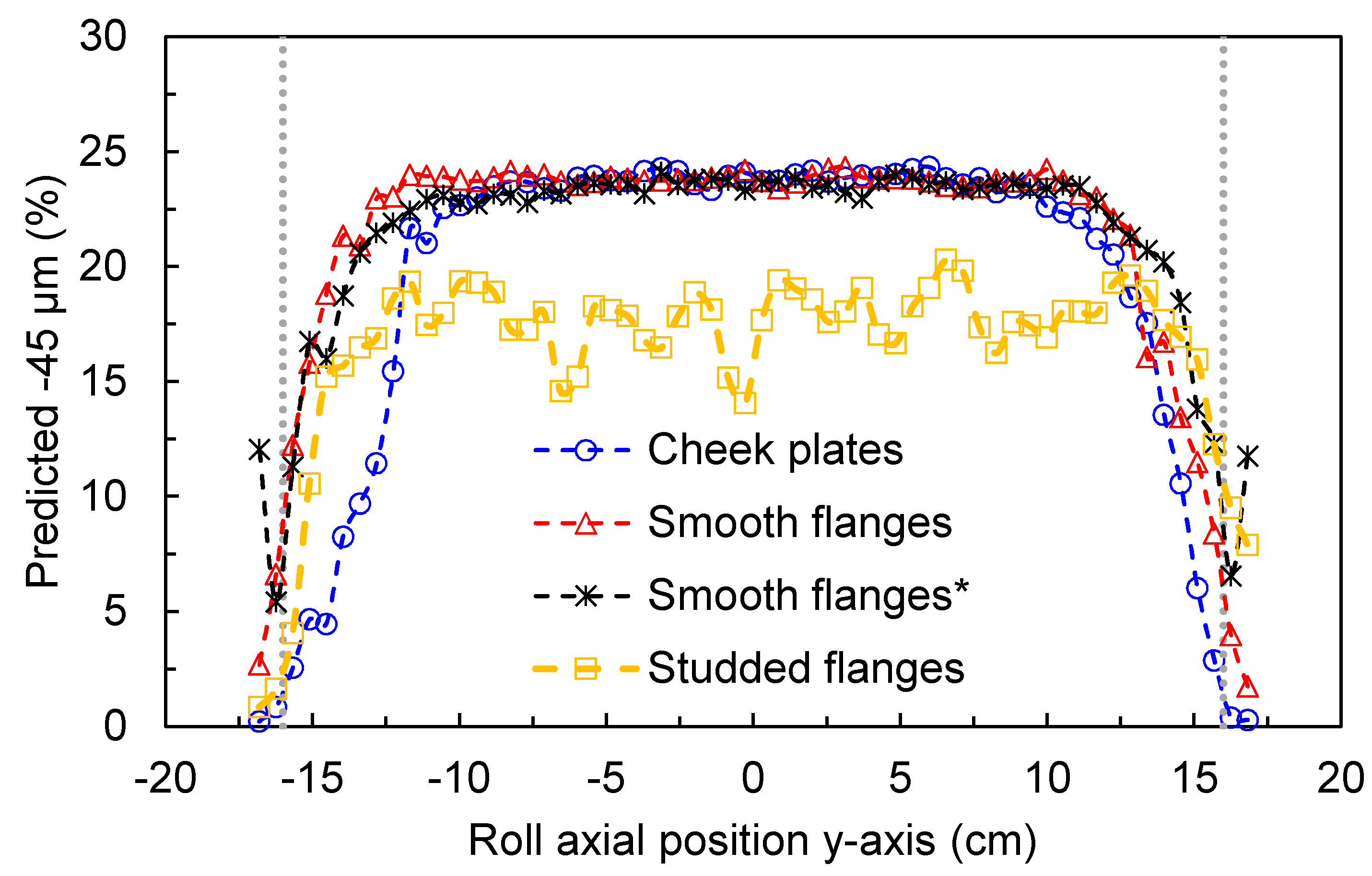
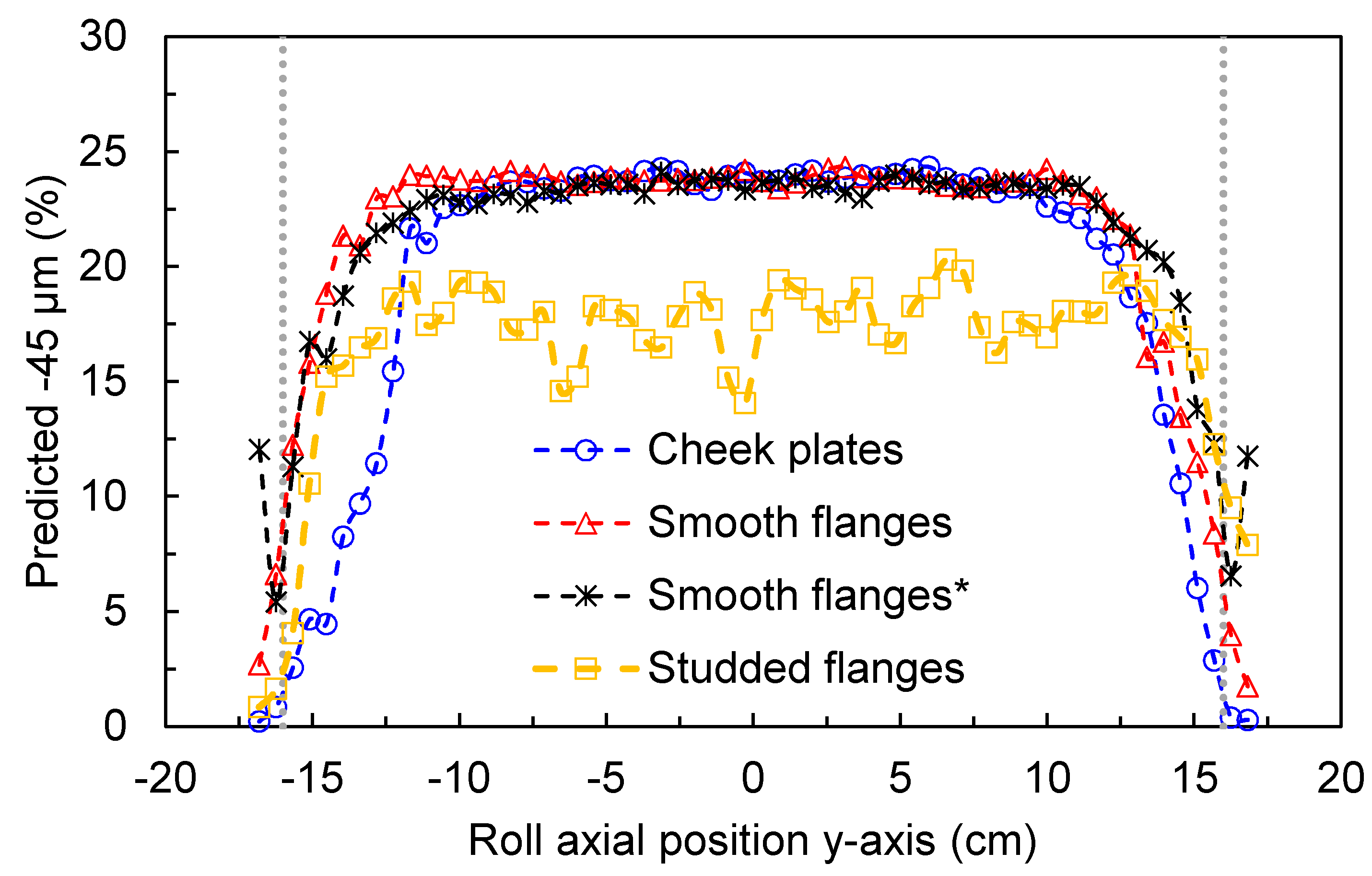
Figure 9.
Predicted percentage passing the 45 µm sieve in the product along the rolls with different confinement systems for rolls with aspect ratio of 3.13, operating with a specific force of 3.5 N/mm2, rolls speed of 0.5 m/s and bypass gap of 11 mm. * Flanges with reduced bypass gap (6 mm).
Figure 9.
Predicted percentage passing the 45 µm sieve in the product along the rolls with different confinement systems for rolls with aspect ratio of 3.13, operating with a specific force of 3.5 N/mm2, rolls speed of 0.5 m/s and bypass gap of 11 mm. * Flanges with reduced bypass gap (6 mm).
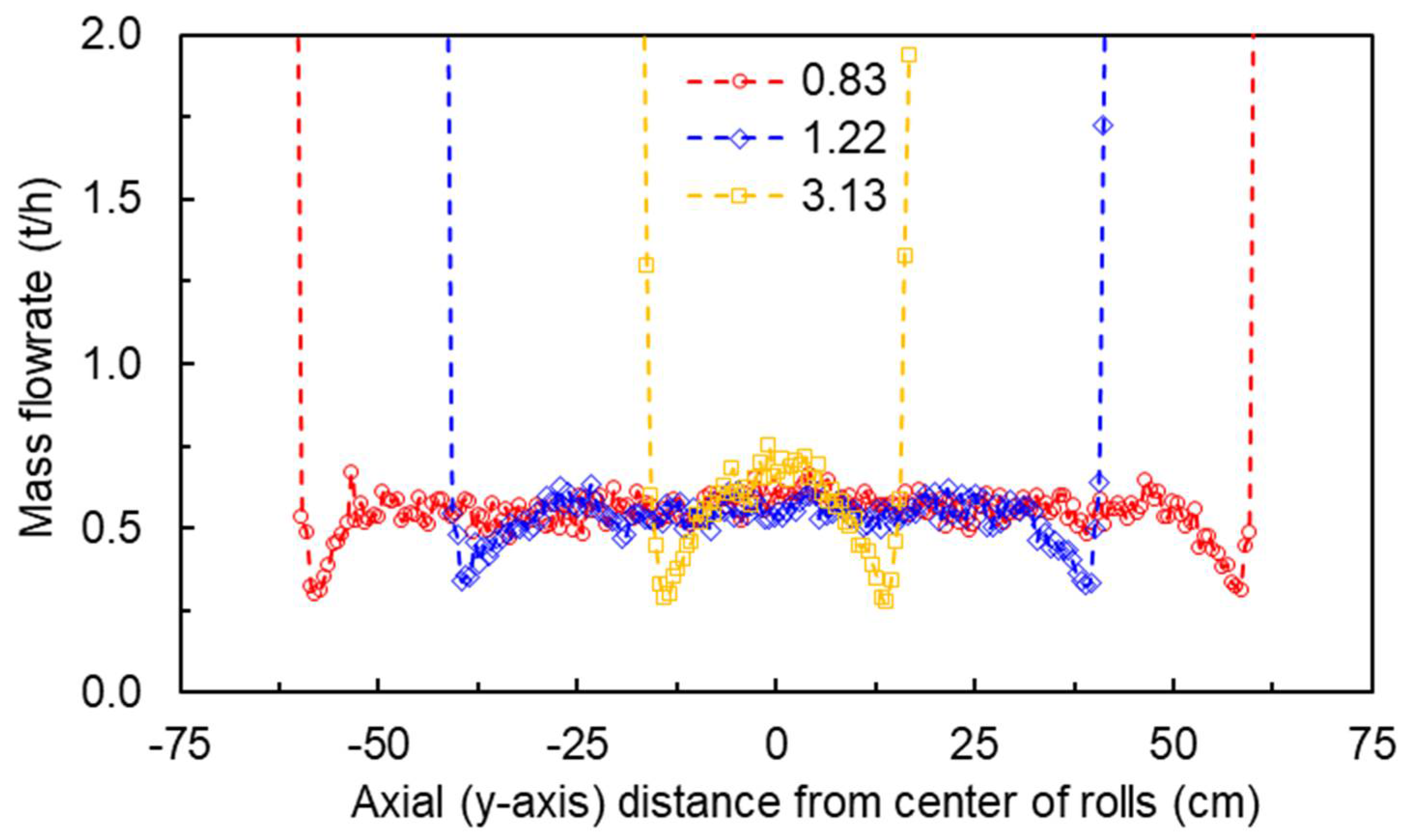
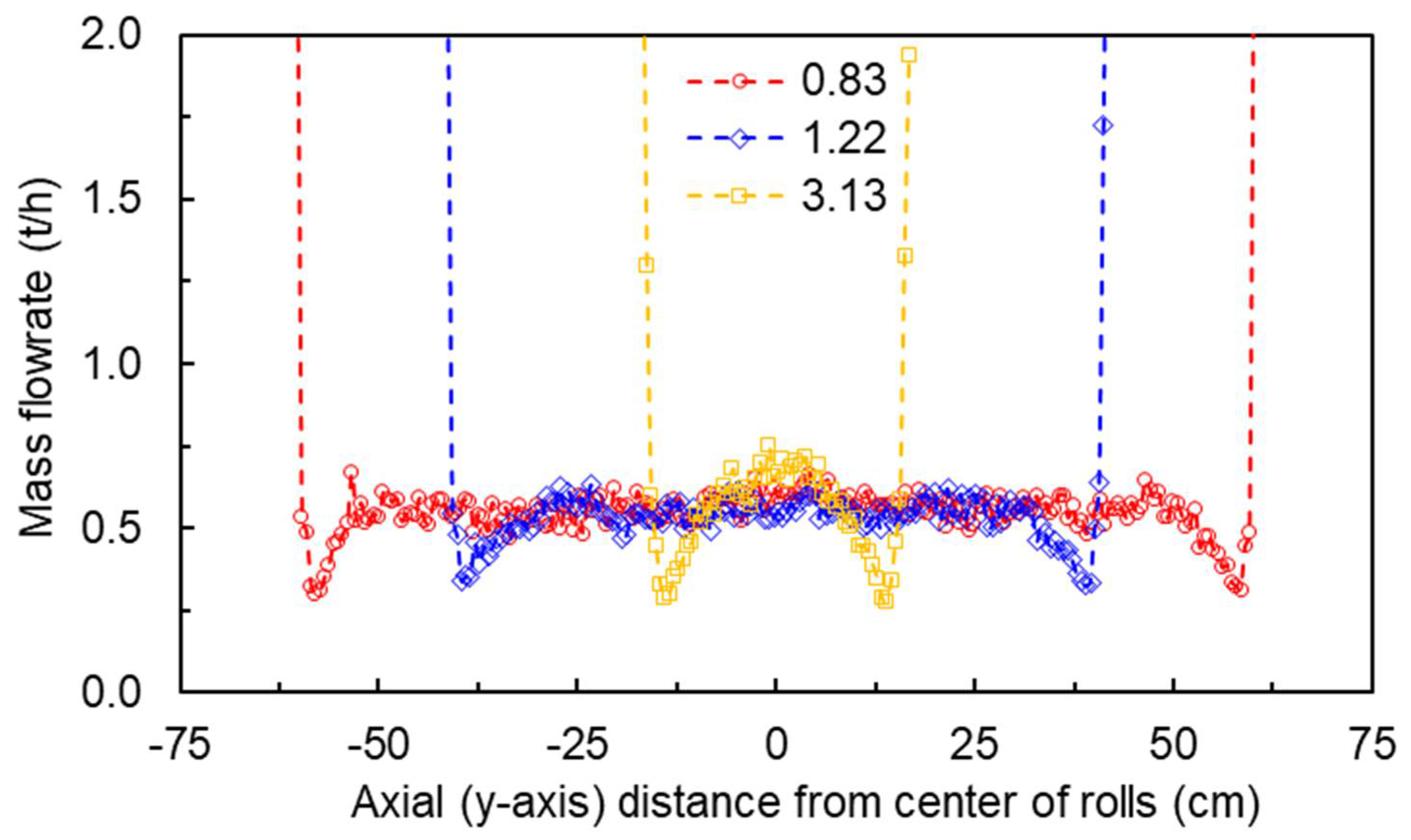
Figure 10.
Predicted average axial mass flowrate profiles along the rolls of HPGRs with cheek plates and different aspect ratios, operating at a specific force of 3.5 N/mm2, rolls velocity of 0.5 m/s and bypass clearance of 11 mm.
Figure 10.
Predicted average axial mass flowrate profiles along the rolls of HPGRs with cheek plates and different aspect ratios, operating at a specific force of 3.5 N/mm2, rolls velocity of 0.5 m/s and bypass clearance of 11 mm.
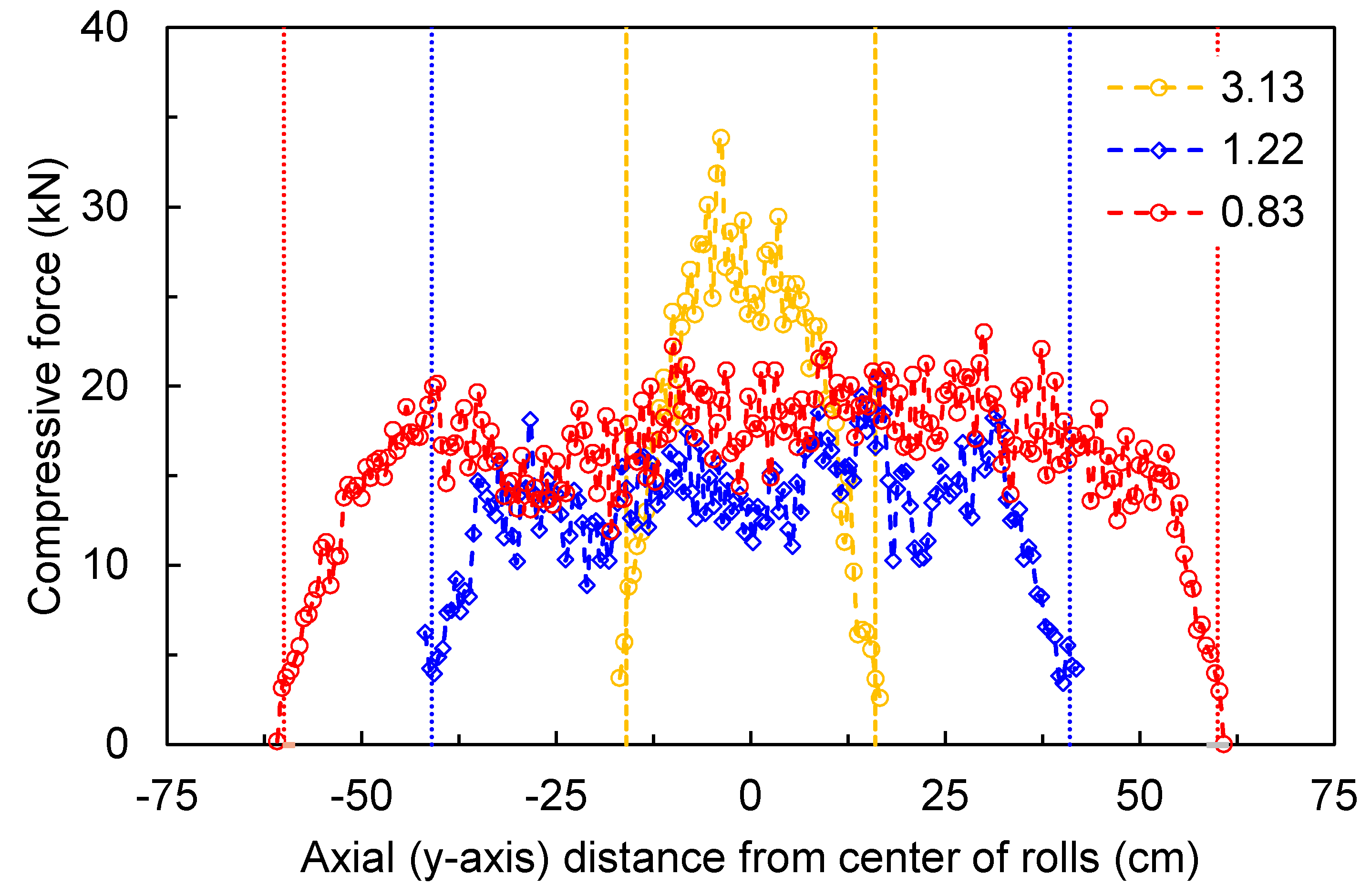
Figure 11.
Axial compressive force profiles along the rolls at the gap region for the pilot-scale HPGRs with cheek plates with different aspect (D/L) ratios, operating at a specific force of 3.5 N/mm2, rolls at a speed of 0.5 m/s and bypass gap of 11 mm. Vertical dotted lines identify the projection of the rolls length.
Figure 11.
Axial compressive force profiles along the rolls at the gap region for the pilot-scale HPGRs with cheek plates with different aspect (D/L) ratios, operating at a specific force of 3.5 N/mm2, rolls at a speed of 0.5 m/s and bypass gap of 11 mm. Vertical dotted lines identify the projection of the rolls length.
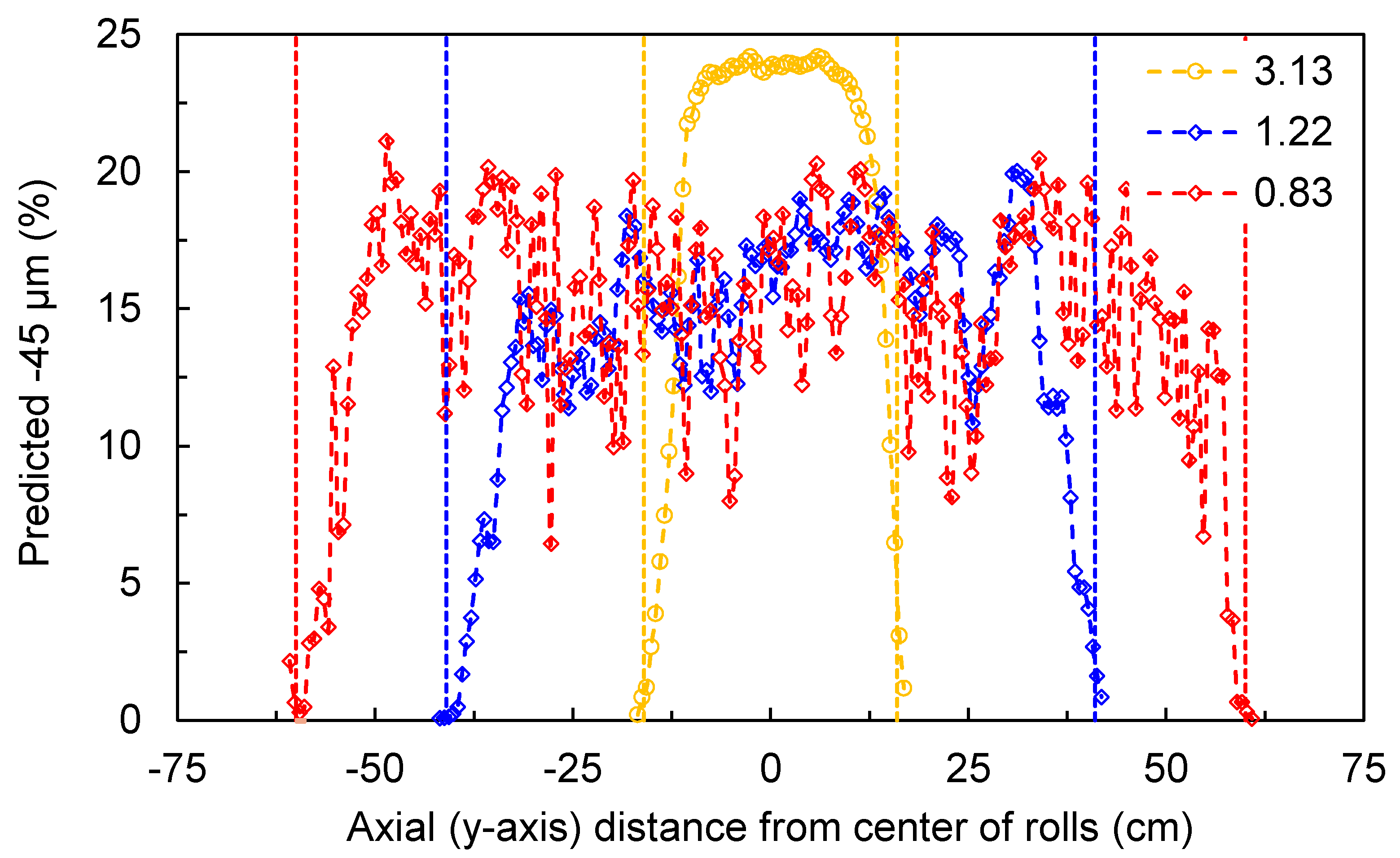
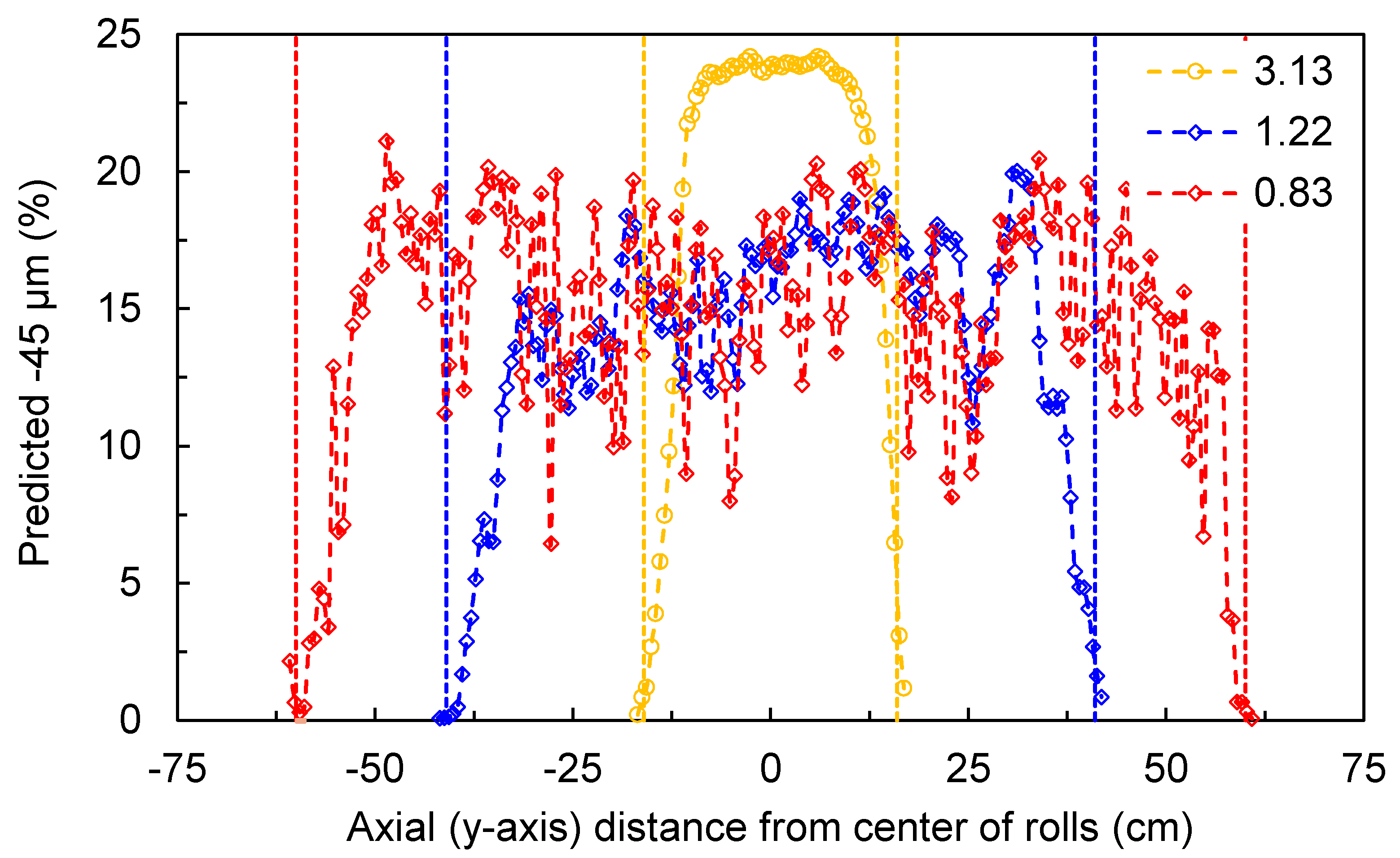
Figure 12.
Predicted percentage passing the 45 µm sieve in the product for the pilot-scale HPGRs with cheek plates with different aspect (D/L) ratios, operating at a specific force of 3.5 N/mm2, rolls at a speed of 0.5 m/s and cheek plates with bypass gap of 11 mm. Vertical dotted lines identify the projection of the rolls length.
Figure 12.
Predicted percentage passing the 45 µm sieve in the product for the pilot-scale HPGRs with cheek plates with different aspect (D/L) ratios, operating at a specific force of 3.5 N/mm2, rolls at a speed of 0.5 m/s and cheek plates with bypass gap of 11 mm. Vertical dotted lines identify the projection of the rolls length.
Figure 13.
Axial compressive force profiles along the rolls at 10 to 20 cm above the gap region of the HPGR with cheek plates with different aspect (D/L) ratios, operating at a specific force of 3.5 N/mm2 and rolls a speed of 0.5 m/s. Vertical dotted lines identify the projection of the rolls lengths.
Figure 13.
Axial compressive force profiles along the rolls at 10 to 20 cm above the gap region of the HPGR with cheek plates with different aspect (D/L) ratios, operating at a specific force of 3.5 N/mm2 and rolls a speed of 0.5 m/s. Vertical dotted lines identify the projection of the rolls lengths.
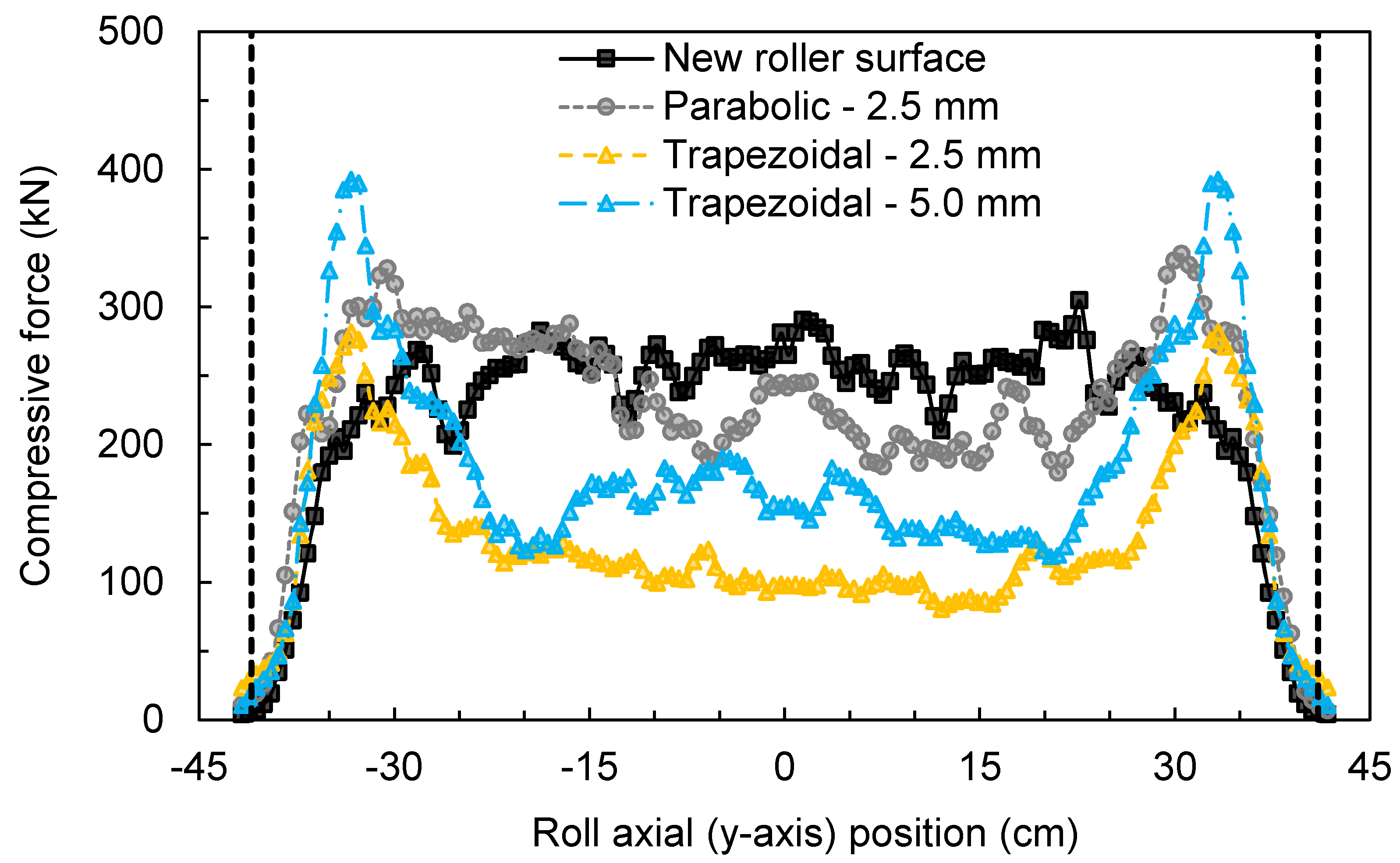
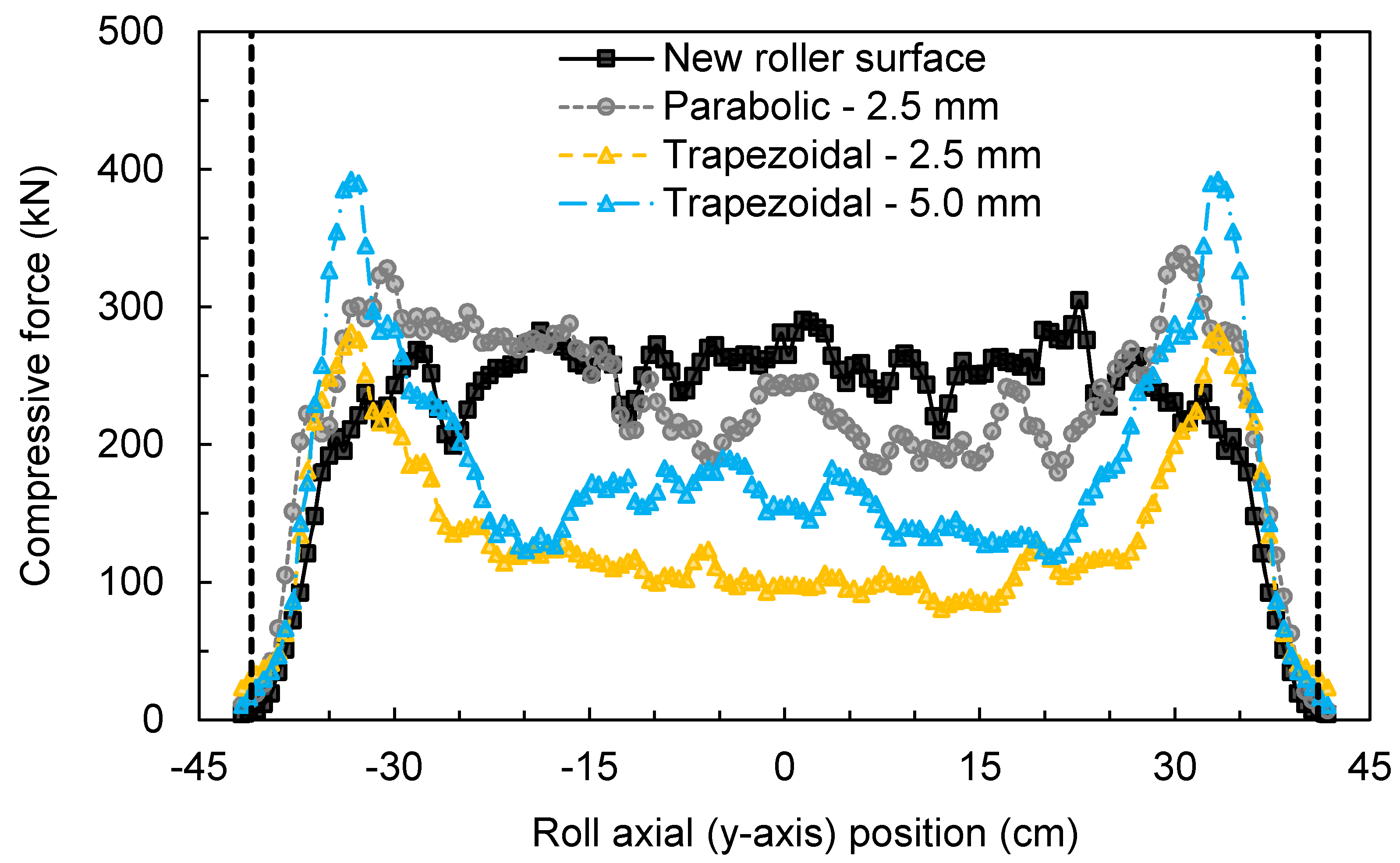
Figure 14.
Axial compressive force profiles along the rolls in the gap region for different surface wear conditions operating at specific force of 3.5 N/mm2 and rolls speed of 0.5 m/s. Vertical dotted lines identify the projection of the rolls length.
Figure 14.
Axial compressive force profiles along the rolls in the gap region for different surface wear conditions operating at specific force of 3.5 N/mm2 and rolls speed of 0.5 m/s. Vertical dotted lines identify the projection of the rolls length.
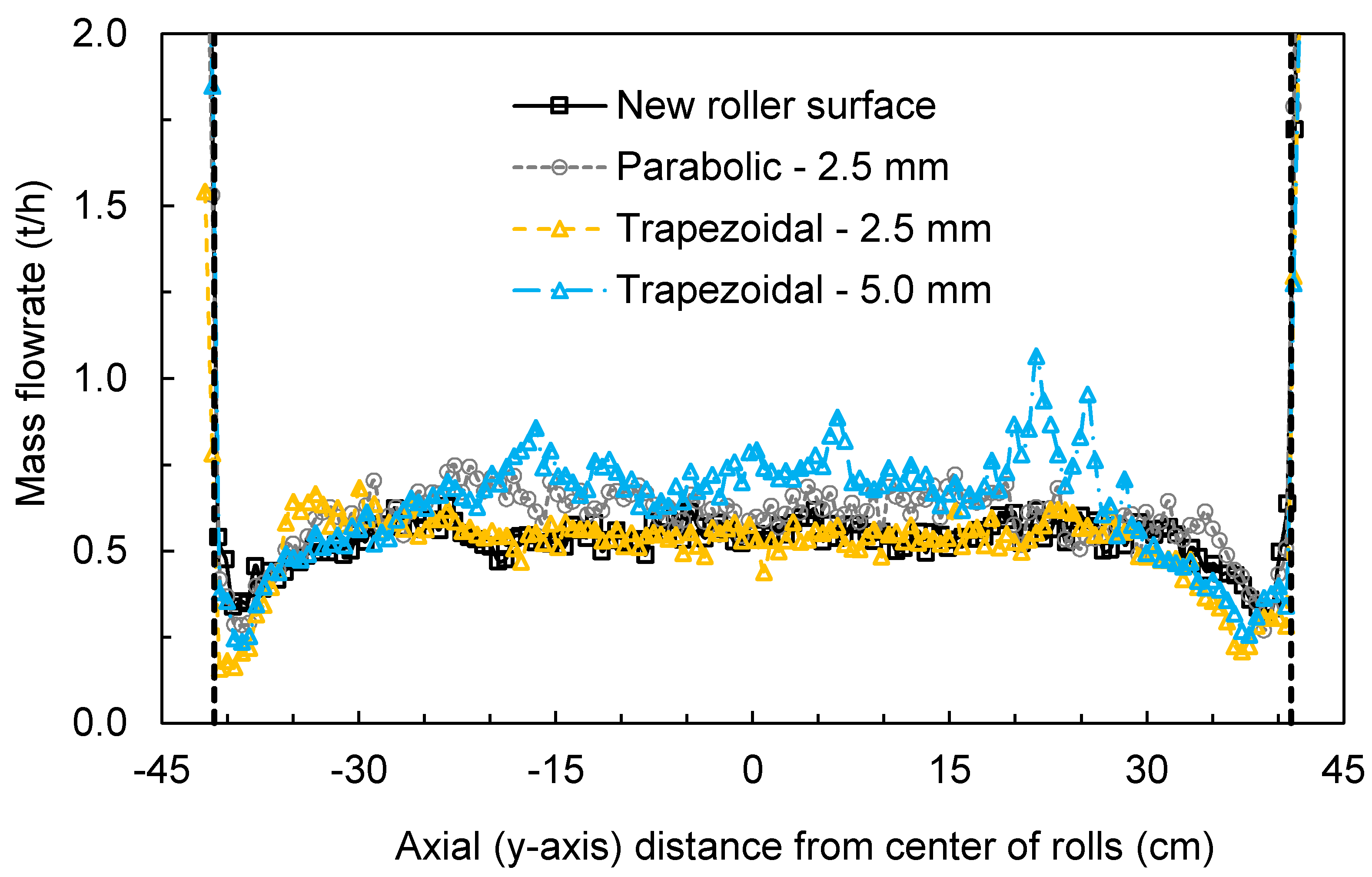
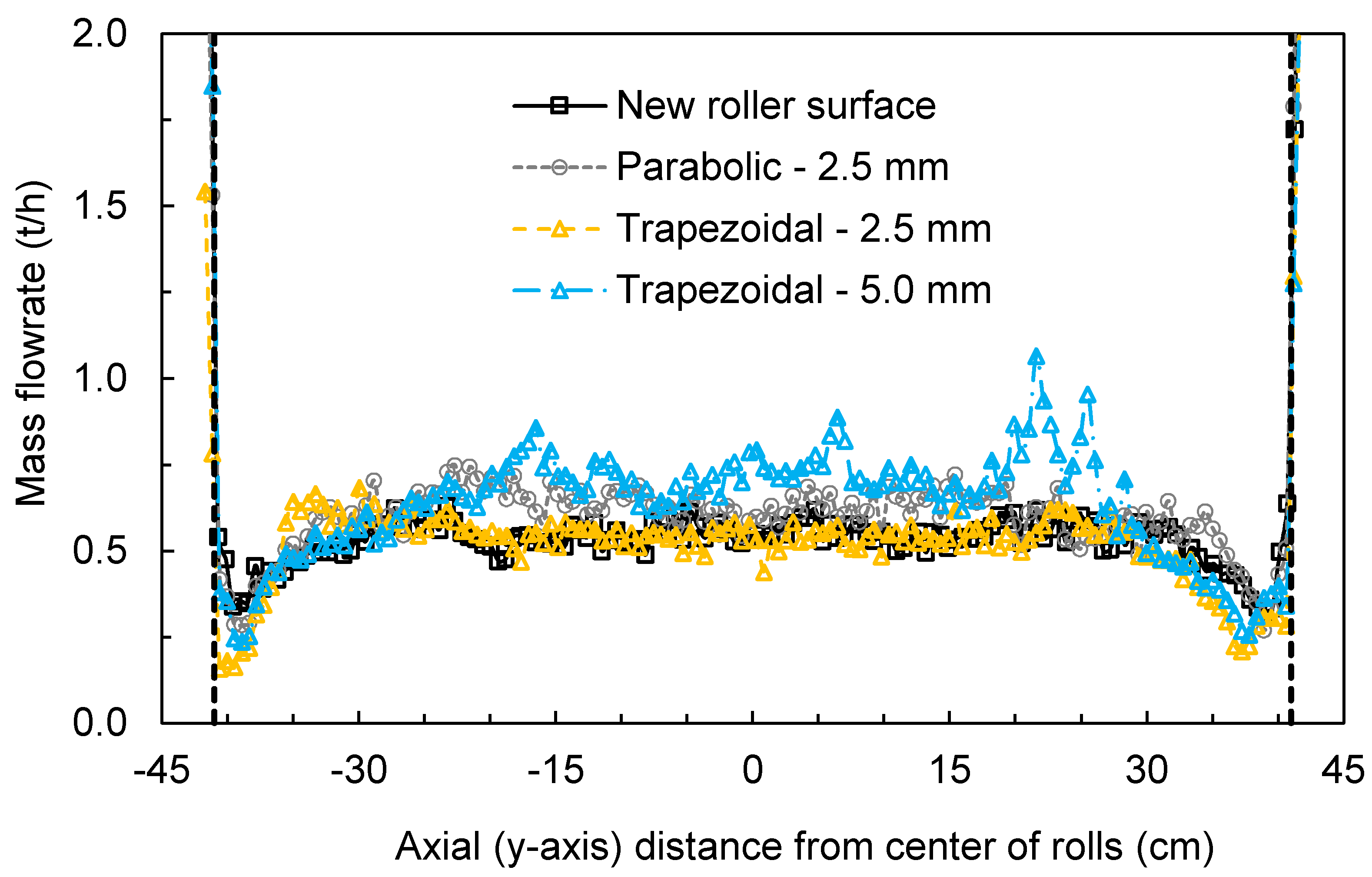
Figure 15.
Axial throughput profiles along the rolls for different surface wear conditions for the HPGR operating with cheek plates operating at specific force of 3.5 N/mm2 and rolls speed of 0.5 m/s. Vertical dotted lines identify the projection of the rolls length.
Figure 15.
Axial throughput profiles along the rolls for different surface wear conditions for the HPGR operating with cheek plates operating at specific force of 3.5 N/mm2 and rolls speed of 0.5 m/s. Vertical dotted lines identify the projection of the rolls length.
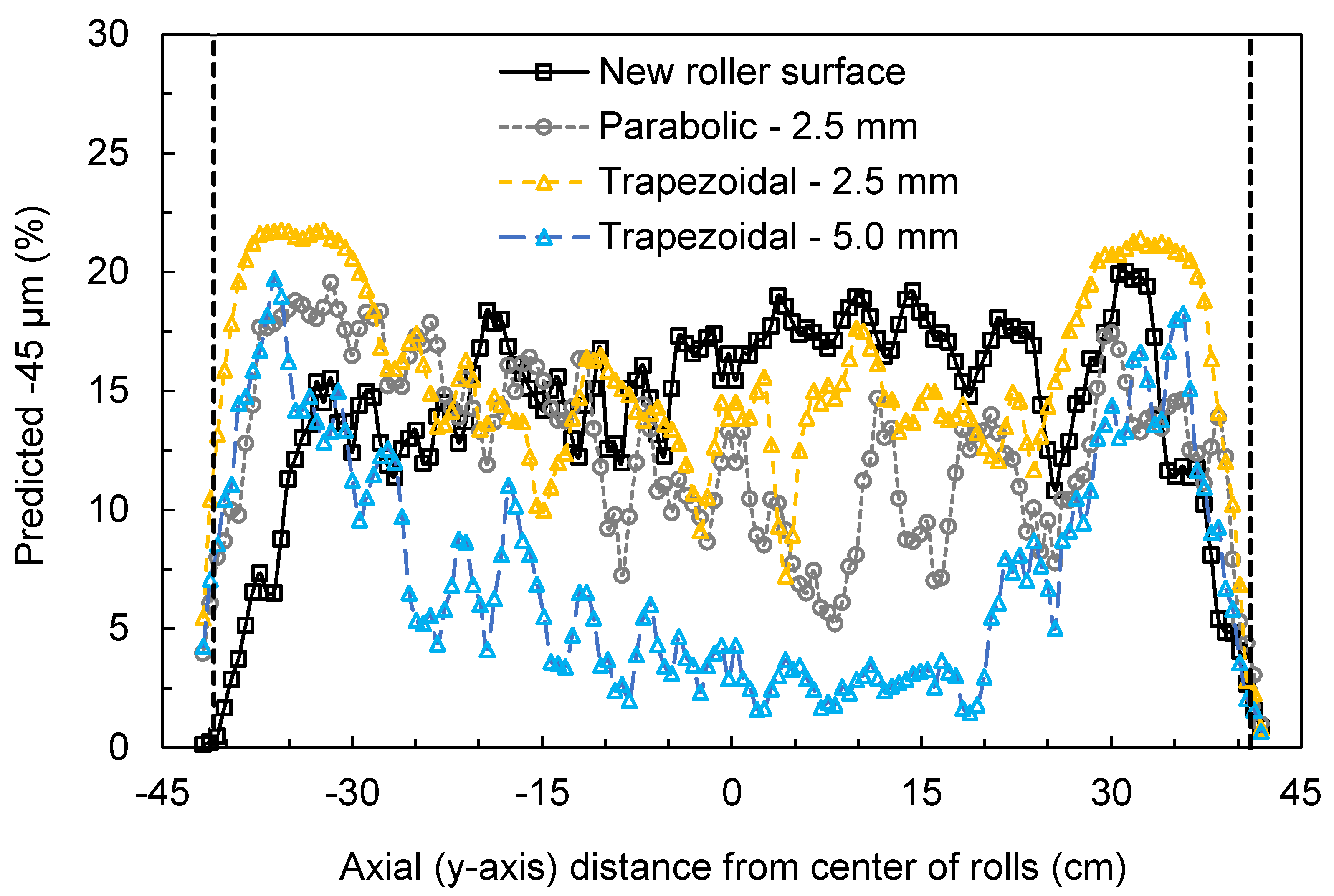
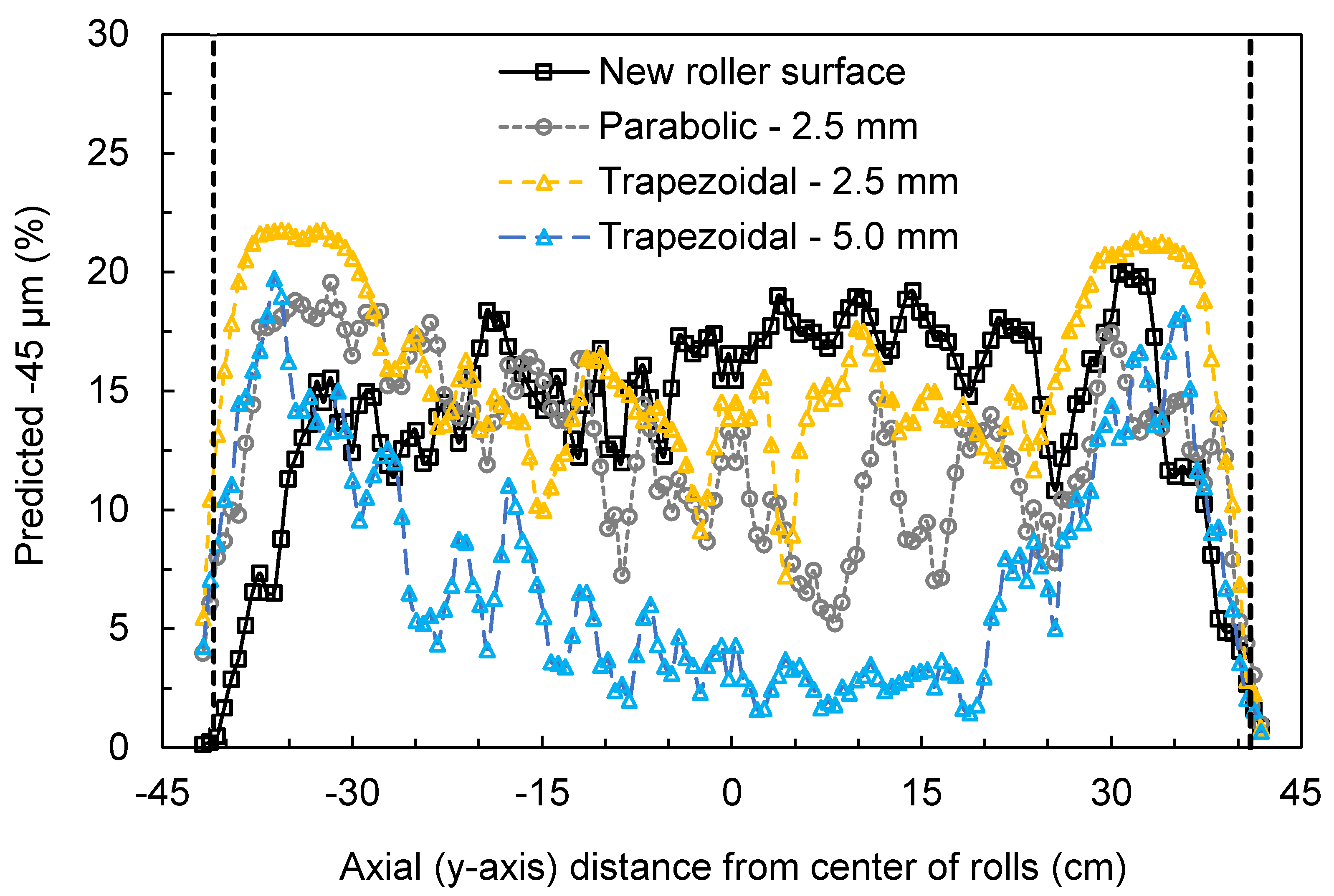
Figure 16.
Predicted product percent passing 45 µm along the rolls for different surface wear conditions for the HPGR with cheek plates operating at specific force of 3.5 N/mm2 and rolls speed of 0.5 m/s. Vertical dotted lines identify the projection of the rolls length.
Figure 16.
Predicted product percent passing 45 µm along the rolls for different surface wear conditions for the HPGR with cheek plates operating at specific force of 3.5 N/mm2 and rolls speed of 0.5 m/s. Vertical dotted lines identify the projection of the rolls length.
Table 1.
Simulated particle size distribution.
Table 1.
Simulated particle size distribution.
| Particle Size (mm) | 8.0 | 7.2 | 6.4 | 5.6 |
|---|
| Percentage in volume | 40 | 23 | 22 | 15 |
Table 2.
Contact parameters used in the DEM simulations.
Table 2.
Contact parameters used in the DEM simulations.
| Contact Type | Coefficient of Restitution | Coefficient of Static Friction | Coefficient of Rolling Friction |
|---|
| Ore–Steel | 0.15 | 0.49 | 0.47 |
| Ore–Ore | 0.20 | 0.55 | 0.51 |
Table 3.
Summary of particle breakage parameters used in the DEM simulations.
Table 3.
Summary of particle breakage parameters used in the DEM simulations.
| Parameter | | | | | | | | Dmin (mm) | Emax/E50 |
|---|
| Value | 500 | 75 | 0.35 | 0.8 | 5.0 | 68 | 0.03 | 1.2 | 4 |
Table 4.
Parameter of the base case condition simulated.
Table 4.
Parameter of the base case condition simulated.
| Variable | Symbol | Units | Value |
|---|
| Confinement system | - | - | Cheek plate |
| Rolls diameter | D | mm | 1000 |
| Rolls length | L | mm | 320 |
| Rolls peripheral velocity | U | m/s | 0.5 |
| Studs diameter | dst | mm | 15.9 |
| Studs protruding height | Ist | mm | 5.0 |
| Autogenous area fraction | - | - | 0.65 |
| Zero gap | x0 | mm | 1.0 |
| Specific force * | SF | N/mm2 | 2.5/3.5 |
Table 5.
Summary of the results of DEM simulations of pilot-scale HPGR with cheek plates operating with 2.5 N/mm2, roll velocity of 0.5 m/s, top particle size of 8 mm and for different bypass gaps.
Table 5.
Summary of the results of DEM simulations of pilot-scale HPGR with cheek plates operating with 2.5 N/mm2, roll velocity of 0.5 m/s, top particle size of 8 mm and for different bypass gaps.
| Bypass Gap (mm) | Working Gap (mm) | Throughput |
|---|
| Total (t/h) | Bypass (%) |
|---|
| Experiment | 7.5 | 26.7 | 27.8 * |
| 6 | 6.4 | 27.5 | 14.6 |
| 11 | 6.8 | 32.2 | 31.3 |
| 15 | 8.5 | 48.2 | 51.4 |
Table 6.
Effect of the confinement system on the HPGR performance. Simulations performed with rolls with aspect ratio of 3.13, specific force of 3.5 N/mm2, roll velocity of 0.5 m/s and bypass gap of 11 mm.
Table 6.
Effect of the confinement system on the HPGR performance. Simulations performed with rolls with aspect ratio of 3.13, specific force of 3.5 N/mm2, roll velocity of 0.5 m/s and bypass gap of 11 mm.
| Confinement System | Working Gap (mm) | Throughput (t/h) | Specific Throughput (ts/hm3) | Power (kW) | Ecs (kWh/t) | Product −45 µm (%) |
|---|
| Rolls | Bypass | Total |
|---|
| Cheek plate (Expt.) | 7.4 | - | - | 26.8 | 167.5 | 66.1 | 2.47 | 52.0 |
| Cheek plate | 5.5 | 21.2 | 9.7 | 30.9 | 193.1 | 62.4 | 2.02 | 20.9 |
| Smooth flanges | 6.3 | 27.4 | 9.3 | 36.7 | 229.4 | 73.2 | 2.00 | 21.4 |
| Studded flanges | 11.6 | 33.0 | 6.6 | 39.6 | 247.5 | 71.8 | 1.81 | 19.1 |
| Smooth flanges * | 9.6 | 28.6 | 3.5 | 32.1 | 200.5 | 76.4 | 2.38 | 22.5 |
Table 7.
Effect of aspect ratio on the performance of HPGRs with cheek plates. Simulations performed with a specific force of 3.5 N/mm2, roll velocity of 0.5 m/s and bypass gap of 11 mm.
Table 7.
Effect of aspect ratio on the performance of HPGRs with cheek plates. Simulations performed with a specific force of 3.5 N/mm2, roll velocity of 0.5 m/s and bypass gap of 11 mm.
| Aspect Ratio | Working Gap (mm) | Throughput (t/h) | Specific Throughput (ts/hm3) | Power (kW) | Ecs (kWh/t) | Product −45 µm (%) |
|---|
| Rolls | Bypass | Total |
|---|
| 0.83 | 11.8 | 108.4 | 12.6 | 121.0 | 201.7 | 257.6 | 2.13 | 17.2 |
| 1.22 | 11.7 | 66.7 | 11.0 | 77.3 | 188.5 | 151.6 | 1.96 | 17.5 |
| 3.13 | 5.5 | 21.2 | 9.7 | 30.9 | 193.1 | 62.4 | 2.02 | 20.1 |
Table 8.
HPGR performance variables resulting from simulations of the 820 mm long roller (aspect ratio of 1.22) under different wear conditions. Simulations of the HPGR operating at a specific force of 3.5 N/mm2 and rolls velocity of 0.5 m/s.
Table 8.
HPGR performance variables resulting from simulations of the 820 mm long roller (aspect ratio of 1.22) under different wear conditions. Simulations of the HPGR operating at a specific force of 3.5 N/mm2 and rolls velocity of 0.5 m/s.
| Roller Wear Condition/Wear Depth | Working Gap (mm) | Throughput (t/h) | Specific Throughput (ts/hm3) | Power (kW) | Ecs (kWh/t) | Product −45 µm (%) |
|---|
| New/0 mm | 11.7 | 77.3 | 188.5 | 151.6 | 1.96 | 17.5 |
| Parabolic/2.5 mm | 9.8 | 80.4 | 196.1 | 162.2 | 2.02 | 15.2 |
| Trapezoidal/2.5 mm | 4.7 | 78.8 | 192.2 | 117.0 | 1.49 | 17.1 |
| Trapezoidal/5.0 mm | 6.7 | 82.6 | 201.5 | 104.7 | 1.27 | 15.6 |
| Trapezoidal/2.5 mm * | 3.8 | 85.0 | 207.4 | 155.2 | 1.82 | 18.3 |


 ,
, 




{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}