1. Introduction
Huge amounts of construction and demolition waste (CDW) are produced all over the world each year. In the European Union [
1], quantities between a total of 310 and 700 million tons (0.63 to 1.42 tones per capita per year) are produced each year, with 145 million tons in the United States [
2] and in China about 1 billion tons [
3], etc. All the statistics point towards the huge generation of CDW, with increasing illegal dumping [
3]. CDW represents in Europe today about 30% of all solid wastes generated on the continent [
4].
There are thousands of CDW preparation plants all over the world [
5,
6,
7,
8]. These plants usually crush CDW, remove the finest particles and separate light materials (like plastics, papers, wood, etc.) and metal parts (ferrous and non-ferrous). The residual material is known as Inert CDW and basically contains bricks, tiles, gypsum, concrete, mortar, and coarse aggregate [
9,
10].
Today, inert CDW is not used as a substitute for natural aggregates in structural concretes [
11,
12,
13,
14,
15]. They are only used partially as aggregates for low resistance concretes, for road sub-base, landfilling in cities, and other low-performance applications [
3,
16]. The main reason [
12,
17,
18] that CDW does not replace natural aggregates in structural concretes is the high variability presented by the inert CDW produced in recycling plants, which makes necessary a change in mix-design each time the concrete is produced. Another reason is the low density presented by most inert CDW, which imposes a high consumption of cement.
About 20% of inert CDW, especially concrete particles [
11], can be used as coarse aggregate in structural concretes. This represents a huge market all over the world. Only in Europe, more than 2800 million tons of aggregates [
19] are produced every year. In the USA, aggregate production reached 2500 million tons last year [
20].
One solution for the reduction of use of natural aggregates is their substitution by demolished concretes, with the production of an alternative aggregate for new structural concretes. However, not all parts of demolished concretes have the characteristics needed to be used in structural concretes [
11]. Concrete is a composite material and consists primarily of water, cement, and aggregates. Aggregates play a key role in concrete strength [
21] and occupy more than 60% of the volume.
The coarse aggregates presented in demolished concretes, when correctly liberated by comminution and separated from the remaining material (basically cement paste and sand), may be used as coarse aggregate [
11,
22] to replace natural aggregates.
Some studies of old concrete comminution and recycling are presented in the literature. Zang [
23] used recycled comminuted aggregates, basically formed of bricks and old concretes for the production of new permeable concretes. Different RCDs groups were designed with a crushing index of aggregates under the condition of the same concrete mixture ratio. The results indicate the technical feasibility of the use of this type of recycling for the production of permeable concrete, with properties accepted by the market, such as permeability coefficient and total void ratio.
More than 170 types of recycled aggregates were tested for the single-particle crushing tests [
24]. Aggregates recycled with mortar and natural aggregates were classified in granulometric ranges: 30 and 40 mm. Single-particle crushing tests were performed with recycled aggregates from residual concrete. The material properties and crushing stress of the recycling were considered appropriate for use in the industry.
Hu [
10] studied air jigging concentration for removing brick particles from recycled construction and demolition waste aggregates. The air jigging was effective for reducing brick particle content and for producing significant recycled concrete aggregates with a purity of 95 wt.%.
Ulsen [
25] carried out a comparative comminution study with secondary jaw and impact crushers, aiming at the production of recycled aggregates. The materials used were concrete waste from road paving construction and demolition wastes. The type of crusher, directly associated with the comminution mechanisms, slightly affected the properties of the produced aggregates: the size distribution, the shape of the particles, micro-fractures generated during the comminution, and physical liberation of the different materials. Small differences were found in the products of the two crushers types, not justifying a better performance of one over the other.
Concrete characteristics such as compressive strength and durability may vary considerably due to several factors, which include the type and amount of additives, the curing conditions, and the concretes original application. Such characteristics have a significant influence on the liberation spectra after fragmentation and, consequently, on the ease of recovery of target aggregates through subsequent separation techniques.
The physical properties that differentiate the various concrete types are of paramount importance to enable efficient concrete recycling [
8]. Moreover, the relative differences in characteristics such as liberation from cement paste, the density of individual particles, and porosity can enable the separation of demolished concretes according to their respective classes; rather than only separating them from undesirable materials (bricks, ceramics, glass, wood, etc.). For this purpose, appropriate separation methods should be selected based on the determined differences in concretes properties.
Owing to the considerable difference of densities between aggregates and the cement paste adhered to the surface, liberated particles may present significant differences of density, due to the variation of individual composition [
26]. Such differences can be explored, to reject the unwanted fractions present in demolished concretes and thus concentrate the valuable fraction, usually the denser one. For this purpose, different methods of separation by density, also known as gravity concentration methods, can be used to upgrade the quality of demolished concretes. Gravity concentration is ultimately based on the differential motion of particles caused by differences in density, so a good liberation is essential for an efficient application of gravity concentration methods. Notwithstanding, concretes of varied strength classes might present different liberation characteristics, which in turn may affect the feasibility of application of gravity concentration methods for recycling.
The denser particles in comminuted concretes can be used as coarse aggregates in new concrete formulations. They are basically the coarse aggregates (rocks) partially or totally liberated and cumulated in densities over 2.8 g/cm3. The separation and concentration of the denser particles from the rest of the material is often carried out by gravity concentration processes. Gravity concentration, widely used in mineral processing, uses density, and sometimes shape, to concentrate groups of particles; in this case, the denser particles present in concretes (δ > 2.8 g/cm3). The most used gravity concentrators are jigs, which use water or air as a separation medium.
To estimate the process parameters and characteristics of the products, it is necessary to characterize the jigging feed material in terms of particle liberation, density and size distribution, etc. This work characterizes three comminuted concretes with different strengths (concrete 16 MPa, 54 MPa, and 85 MPa) to estimate for a future concentration the operational parameters and the characteristics of the product, such as the mass recoveries of the products, heavy particle contents in the products, particle liberation function of the concrete strength, etc.
Within this context, this paper presents a physical characterization of demolished concretes from construction and demolition waste (CDW) that can be partially recycled as coarse aggregate to substitute natural aggregates in concrete production. During crushing, the concretes from CDW partially liberate the coarse aggregates used in their formulation, which can be separated and recycled as coarse aggregate in new concretes.
2. Materials and Methods
2.1. Concrete Mix-Design
Concrete mixtures were produced in three strength classes (as defined by the EN206 European standard): C16/20 (“ordinary concrete”—denominated in the paper Concrete 16 MPa), C50/60 (“high strength concrete”—denominated Concrete 54 MPa) and C70/85 (“very high strength concrete”—denominated Concrete 85 MPa). The produced concretes simulate demolished concretes presented in CDW that can be partially recycled as coarse aggregate.
The following commercial materials were used: i. commercial river sand with a medium size (0.42 to 1.2 mm) and with a regular size distribution and density of 2.65 g/cm3; ii. commercial basalt coarse aggregate number 1 (9.5 to 19 mm) with regular distribution of particle size and density of 2.70 g/cm3, and according to Brazilian Standards NBR 9776 and 7225; and iii. portland cement CPIV-32, for the manufacture of the ordinary concrete, and cement CP V-ARI for the manufacture of the high-strength and very high-strength concretes.
Table 1 presents the concrete mix design used in this work for different concretes.
2.2. Concrete Manufacture
The concrete was produced by using a drum mixer with a conventional and constant mixing method. After mixing, the concrete was molded in 10 cm × 20 cm cylindrical samples.
The concretes were colored with Lanxess
® pigment: 16 MPa in yellow, 54 MPa in blue, and 85 MPa in red (
Figure 1).
2.3. Compressive Strength Tests
The compressive strength tests were performed on concrete on several 28-day aged cylindrical samples according to Norm ASTM C39/C 39M-01 (around 10 samples per concrete recipe). The tests were carried out on a Shimadzu UH-2000 kNA (Shimadzu Excellence in Science, Kyoto, Japan) press with a 400 kN scale, at a loading rate of 40 kN/min. The data (flow and load) were recorded every second until the point of rupture. The mean strength of the mixtures was 16.7 MPa, 54.0 MPa, and 85.7 MPa for the low, high strength, and very high strength concrete, respectively.
2.4. Crushing and Sieving
The concretes samples were crushed in a jaw crusher at a top size of 19.1 mm and sized in the following size ranges: <4.75 mm; 4.75/8.0 mm; 8.0/12.7 mm; and 12.7/19.1 mm.
2.5. Aggregate Shape
The determination of the form factor of the coarse aggregates by the caliper method was based on Norm ABNT NBR 7809: 2008.
2.6. Aggregate Density
The concrete samples in size ranges: 4.75/19.1 mm, 4.75/8.0 mm, 8.0/12.7 mm, and 12.7/19.1 mm were submitted to sink–float tests in the densities 2.1, 2.2, 2.3, 2.4, 2.5, 2.6, 2.7, and 2.8 g/cm3, according to the Brazilian Norms NBR 8738.
Mixtures of the following heavy liquids were used to reach the different separation densities: Bromoform (CHBr3—Trimethyl bromide) with a density of 2.81 g/cm3, and Perchloroethylene (Tetrachloroethylene), with a density of 1.62 g/cm3.
The concrete samples were separated in the following density ranges: δ < 2.1 g/cm3, 2.1 < δ < 2.2 g/cm3, 2.2 < δ < 2.3 g/cm3, 2.3 < δ < 2.4 g/cm3, 2.4 < δ < 2.5 g/cm3, 2.5 < δ < 2.6 g/cm3, 2.6 < δ < 2.7 g/cm3, 2.7 < δ < 2.8 g/cm3, and δ > 2.8 g/cm3.
2.7. Reconstitution of Concrete Substrate Composition
The substrate composition was carried out according to the following procedure [
27,
28]. The concrete samples were placed in a muffle furnace at 900 ± 50 °C for a period of 120 ± 20 min. After reaching room temperature, the samples were placed in a Becker with ammonium hydroxide (NH
4OH) for a period of 3 days. The remaining material was washed with water and dried. The samples were then submitted to a solution of hydrochloric acid (30% dilution) for 4 h. After, the samples were washed and dried. The remaining material was fractionated in sizes for sand and coarse aggregate. Cement paste was calculated by weight difference.
3. Results and Discussion
3.1. Size Distribution
Table 2 presents the size distribution of the three different concretes (16 MPa, 54 MPa, and 85 MPa) comminuted at a top size of 19.1 mm.
It is possible to see from
Table 2 that the amount of fines (<4.75 mm) slightly decreases with the strength of the concrete (16 MPa: 25.98%; 54 MPa: 24.65%; and 85 MPa: 22.19%). The stronger the concrete, the smaller amount of fines produced with comminution. Concretes with a smaller strength tend to liberate the cement paste from the coarse aggregates (further discussed ahead). This paste, due to its smaller strength, produces a higher amount of fines (<4.75 mm) during comminution. On the other hand, in the coarser size range (12.7/19.1), the concrete with lower strength presented a higher mass of particle. This can be explained by the coarse aggregate liberation from cement paste during comminution. Concretes with high strength tend to be comminuted randomly, and the particles accumulate in middle sizes. Concretes with a lower strength during comminution tend to liberate the coarse aggregates, due to the strength difference of the coarse aggregate and the cement paste.
3.2. Form Factor
The form factor of the concretes was the following: concrete 16 MPa: 2.0; concrete 54 MPa: 2.1; and concrete 85 MPa: 2.1. The results corroborate the liberation explanation. Concretes with higher strengths tend to be comminuted with random shapes, due to the coarse aggregate and cement paste presenting closer strengths.
3.3. Density Distribution
Figure 2 presents the particle density distribution of concretes with strengths of 16 MPa, 54 MPa, and 85 MPa comminuted at 19.1 mm and size range 4.75/19.1 mm. To exemplify, it is possible to say that the concrete of 54 MPa (comminuted at 19.1 mm and size range 4.75/19.1 mm) presented 13.78% in mass of its particles in the density range from 2.2 to 2.3 g/cm
3; and 6.95% in the density range 2.5 to 2.6 g/cm
3.
It is worthwhile to mention that there was some distortion in particle density determination during the sink–float tests, due to the partial absorption of heavy media liquids in the particle pores. This absorption slightly changed the particle density, even if the tests took a long time (in fact some minutes), and was more accentuated for low-density particles (higher porosity). This error was minimized because the densities are presented in ranges, diluting the density changes of the particles.
Figure 2 shows that the concrete of 16 MPa presented 26.51% of its mass in the density range of 2.2 to 2.3 g/cm
3; and 52.19% in the density range larger than 2.8 g/cm
3. This means that most parts of the coarse aggregates (rocks) were partially or totally liberated and were cumulated in densities over 2.8 g/cm
3. On the other hand, most of the liberated cement paste was accumulated in the density range of 2.2 to 2.3 g/cm
3.
In other density ranges (2.3 to 2.8 g/cm
3), there was the presence of middlings, a term largely used in mineral processing that defines a particle with two or more minerals in the same grain (minerals not liberated physically) (
Figure 3). It is worthwhile to mention the density range 2.7 to 2.8 g/cm
3 contained 8.72% of the concrete particles. These represent aggregate particles partially liberated, but with enough cement paste attached to diminish the aggregate particle density.
This behavior can be explained by particle liberation. Due to the strength difference of the coarse aggregates and the cement paste, there are preferential planes of rupture in the aggregate–paste interface. This phenomenon propitiates a higher liberation of the coarse aggregates and the cement paste.
For the concretes with higher strengths, the particles are distributed in different density ranges. This shows a smaller physical liberation of the coarse aggregates and the cement paste, due to the higher strength of the paste (discussed ahead). The mass amount of particles with a density over 2.8 g/cm3 was significantly smaller in comparison to the concrete with 16 MPa, demonstrating the lower liberation.
3.4. Overall Aggregates Liberation
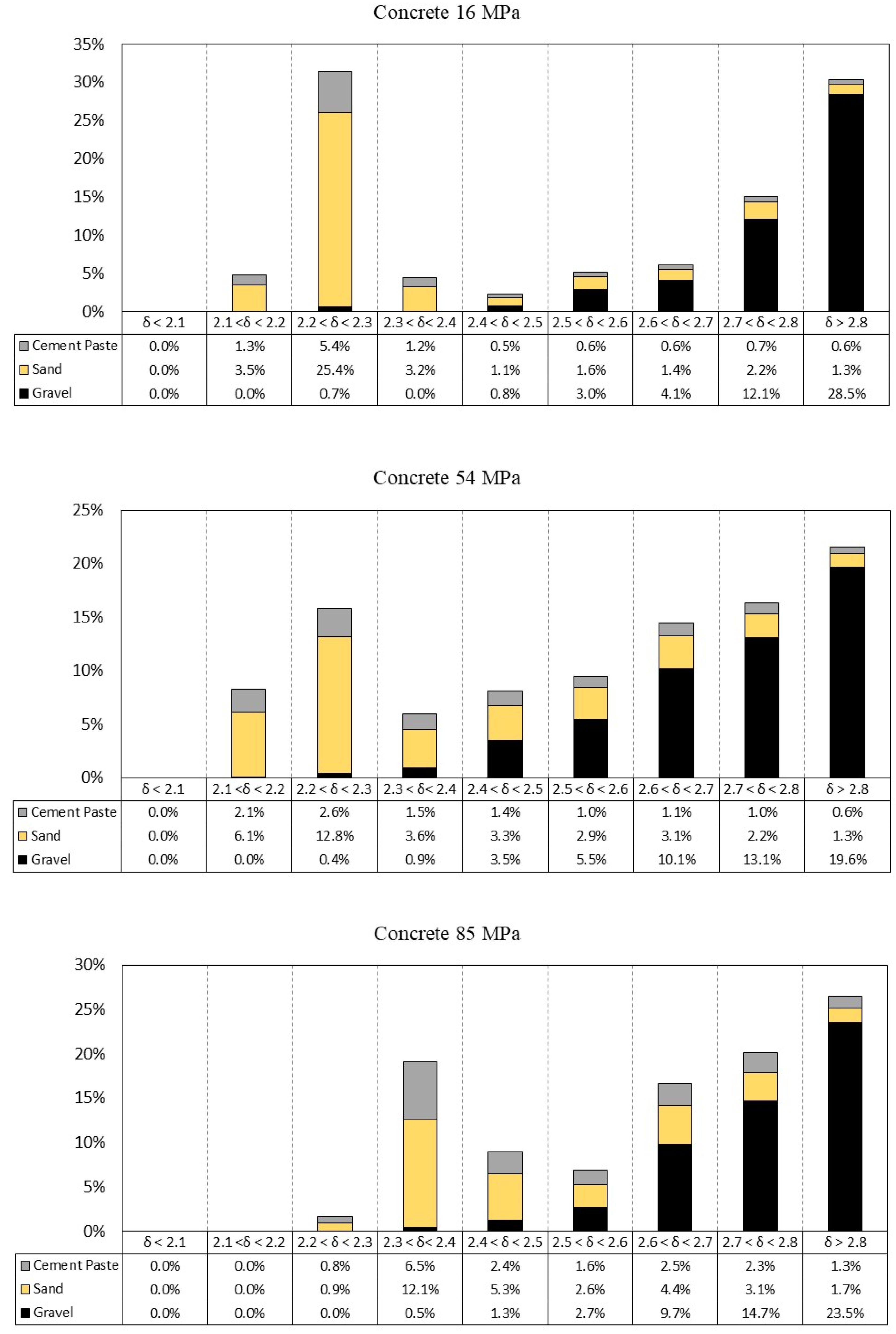
Figure 4 presents the content of cement paste, sand, and coarse aggregate (concrete substrate composition) for different density fractions and concretes strengths. Concretes comminuted at 19.1 mm and size fraction 4.75/19.1 mm.
It can be seen that the coarse aggregate content, in densities over 2.8 g/cm3, was higher for the concrete of 16 MPa (28.49% of the total feed) than in the concretes of 54 MPa (19.65%) and 85 MPa (23.54%). The results indicate a higher liberation of the coarse aggregate for concrete 16 MPa, corroborating with the results discussed in the last topic (density distribution).
The coarse aggregate particles in densities over 2.8 g/cm
3 represent 57.92% of the total mass in this concrete (16 MPa) and 24.62% in the density fraction 2.7 to 2.8 g/cm
3. This suggests that if a density separator, such as water or an air jig [
7,
26], is used to recover coarse, liberated aggregate denser than 2.7 g/cm³, then a mass recovery higher than 80% of coarse aggregate could be achieved for the concrete 16 MPa. At the same conditions of separation, the coarse aggregates recovery for the concretes of 54 MPa and 85 MPa would be 61.50% and 73.02% in mass, respectively.
It is worthwhile to emphasize that jigs (water or air jigs) are devices widely used all over the world to separate dense particles from light particles [
26].
During operation, jigs expand and compact (cyclic motion) a particle bed by the vertical passage of a medium, usually air or water. The particle bed movement (expansion and compaction) induces a stratification, based on the differential motion of particles of varied densities; i.e., denser particles tend to accumulate on the jig bottom whereas lighter particles tend to concentrate on the top. The separation by density classes (increasing bed density from the top to the bottom) is ultimately based on the differential potential energy of the particle bed, before and after stratification. Stratified particle beds (denser particles on the bottom) present a lower center of gravity and consequently lower potential energy than mixed particle beds. The theory describing such phenomenon was developed by Mayer in the 1960s [
29].
Size ranges similar to coarse aggregate (4.75/19.1 mm) are used to concentrate different minerals, form alluvial ores to coals, as well as being used for the recycling of different materials.
Even for concretes with strengths over 50 MPa, the coarse aggregate liberation is not low (61.50% and 73.02%, in this case), demonstrating that is possible to obtain high mass recoveries of coarse aggregates for recycling.
A similar behavior can be seen in
Figure 4 for cement paste and sand particles. It should be emphasized that sand and the cement paste are so mixed (also due to the sand size) that they do not present liberation at this top size (concrete crushed at 19.1 mm).
For the concrete 16 MPa, this mixture is basically concentrated in the density fraction 2.2 to 2.3 g/cm3 and presented a total cement paste recovery of 49.51% (from total cement paste in all density fractions), and total sand recovery of 63.74%, demonstrating their liberation from coarse aggregates.
For the concretes with over 50 MPa (54 and 85 MPa), the cement paste and sand concentrated in a single density range, presenting the following numbers: concrete 54 MPa (density range 2.2 to 2.3 g/cm3), total cement paste recovery of 22.79% and total sand recovery of 36.11%; concrete 85 MPa (density range 2.3 to 2.4 g/cm3), total cement paste recovery of 37.29%, and total sand recovery of 40.22%.
These low numbers indicate the low liberation of sand and cement paste, with the presence of middlings (defined in density distribution) and with densities in between 2.3/2.4 and 2.7 g/cm3.
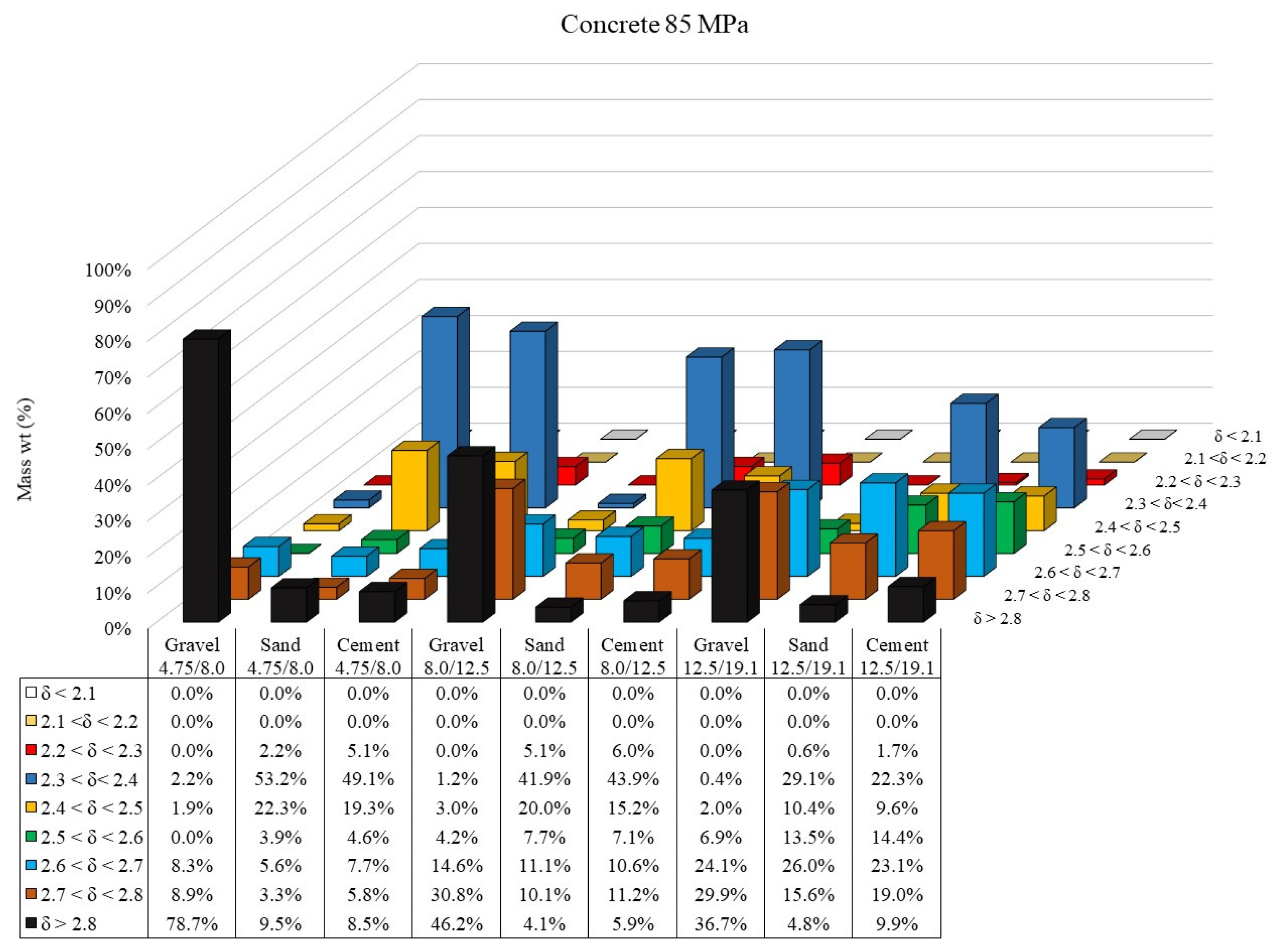
3.5. Aggregates Liberation by Size
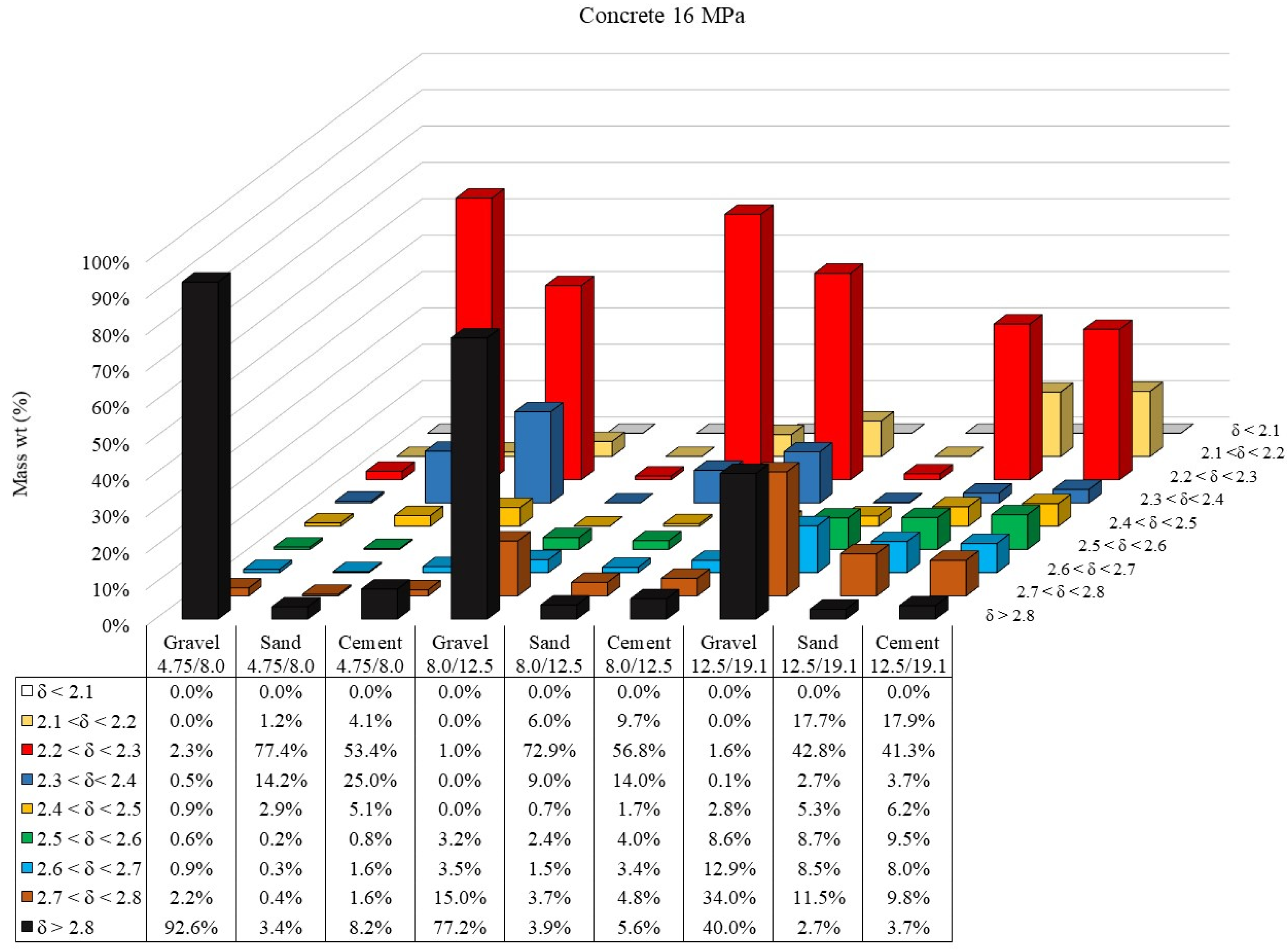
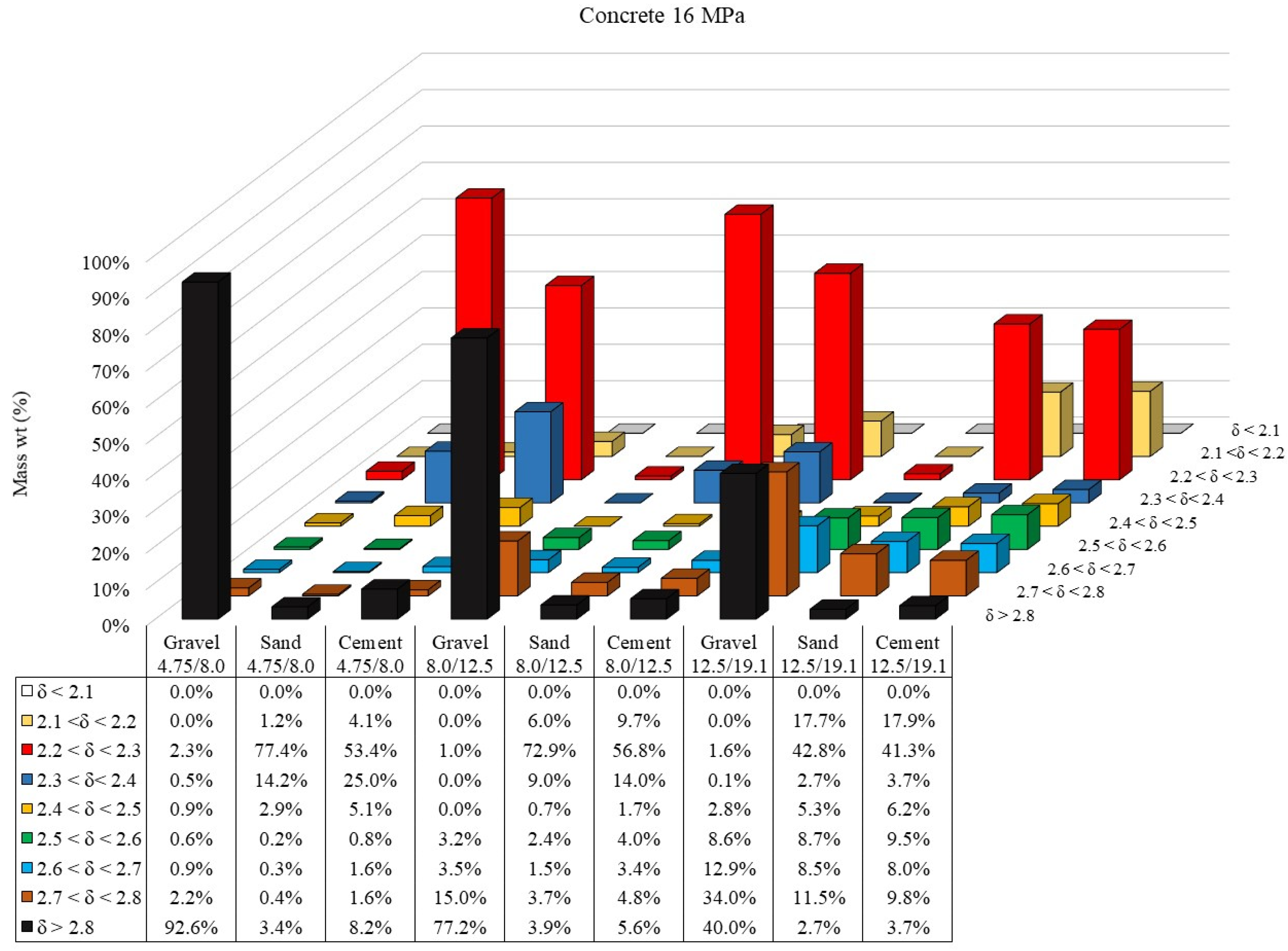
Figure 5 presents the density distribution of coarse aggregate, sand, and cement paste particles (concrete substrate composition) in different size ranges for concrete 16 MPa.
To exemplify the figure, it is possible to say that sand with a size range 8.0/12.5 mm with density range 2.3 to 2.4 g/cm3 presented a mass of 9.0% (blue in the figure), and that cement paste with a size range of 4.74/8.0 mm with density range 2.4 to 2.5 g/cm3 presented a mass of 5.1% (yellow in the figure). The sum of all masses in density ranges for sand with 8.0/12.5 mm size range is 100% (0.0% + 6.0% + 72.9% + etc. = 100%).
From
Figure 5, it is possible to say that the smaller the coarse aggregate, the higher is the liberation. In this case, coarse aggregates with densities over 2.8 g/cm
3 present 92.6 in the size range 4.75/8.0 mm; 77.2% in the size range 8.0/12.5 mm; and 40.0% in the size range 12.5/19.1 mm.
Coarse aggregate in the size 12.5/19.1 mm presents 34.0% in the density range 2.7 to 2.8 g/cm3 and 40.0% in densities over 2.8 g/cm3. This means that a considerable amount of coarse aggregate particles are only partially liberated (coarse aggregate with some cement paste and sand in the same particle).
The same behavior was presented by sand and cement paste. Smaller particles presented a higher liberation.
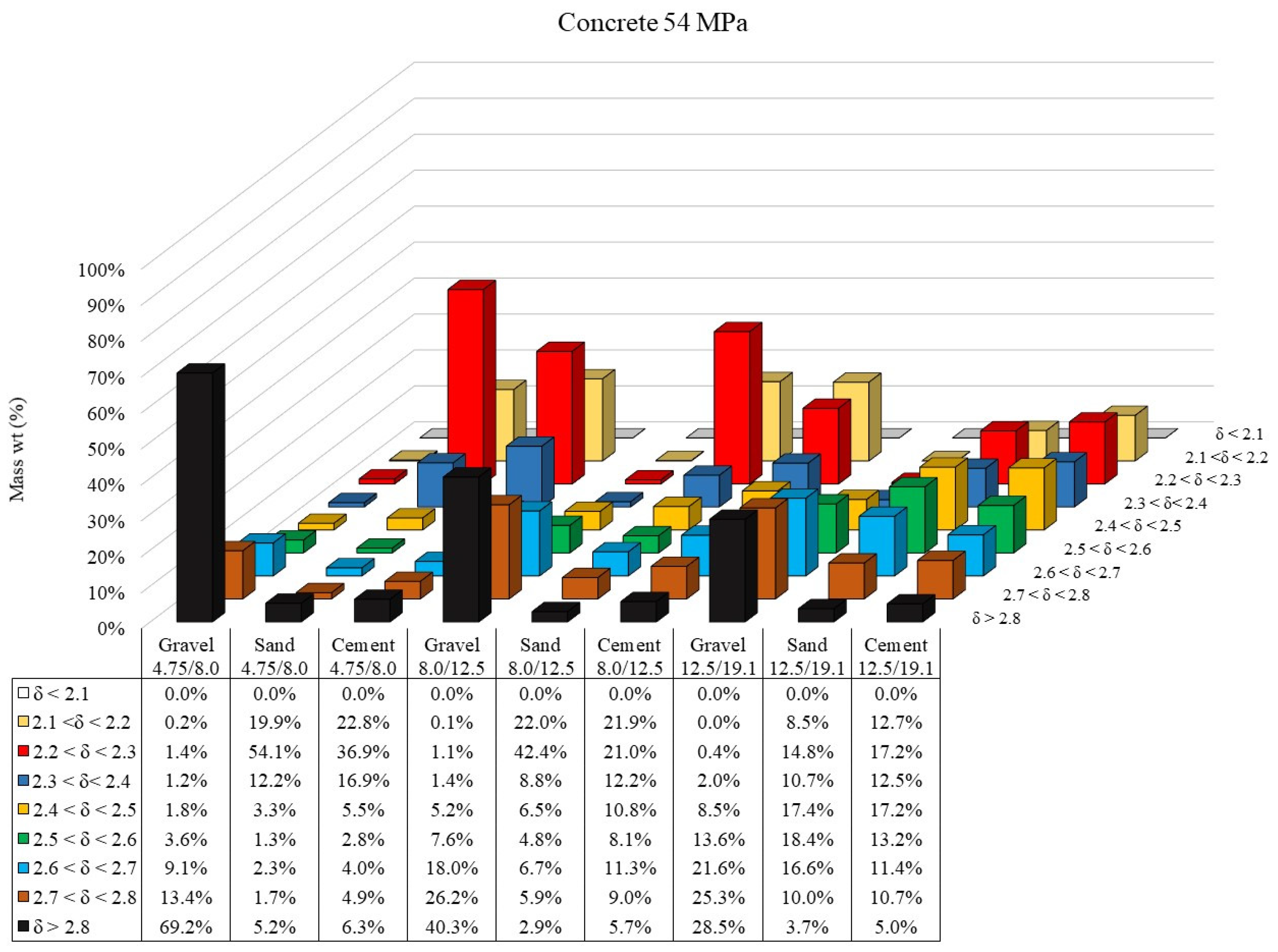
Figure 6 and
Figure 7 present the density distribution of coarse aggregate, sand, and cement paste particles in different size ranges for concretes 54 MPa and 85 MPa.
Figure 6 and
Figure 7 present the same behavior as
Figure 5. For coarse aggregate, cement paste, and sand there was a higher particle liberation with the diminishing of the size. However, the particle liberation (coarse aggregate, cement past, and sand) was higher for concrete 16 MPa than for concretes 54 MPa and 85 MPa, as discussed in the topic aggregates liberation.
It is worthwhile to emphasize the large amount of middlings presents in concretes 54 MPa and 85 MPa. The presence of larger amounts of middlings in these concretes, compared to concrete 16 MPa, has already been discussed, but in
Figure 6 and
Figure 7, it is possible to see the presence of middlings in densities in between 2.3/2.4 and 2.7 g/cm
3, as well as, the augmentation of the middlings masses with the particle sizes.
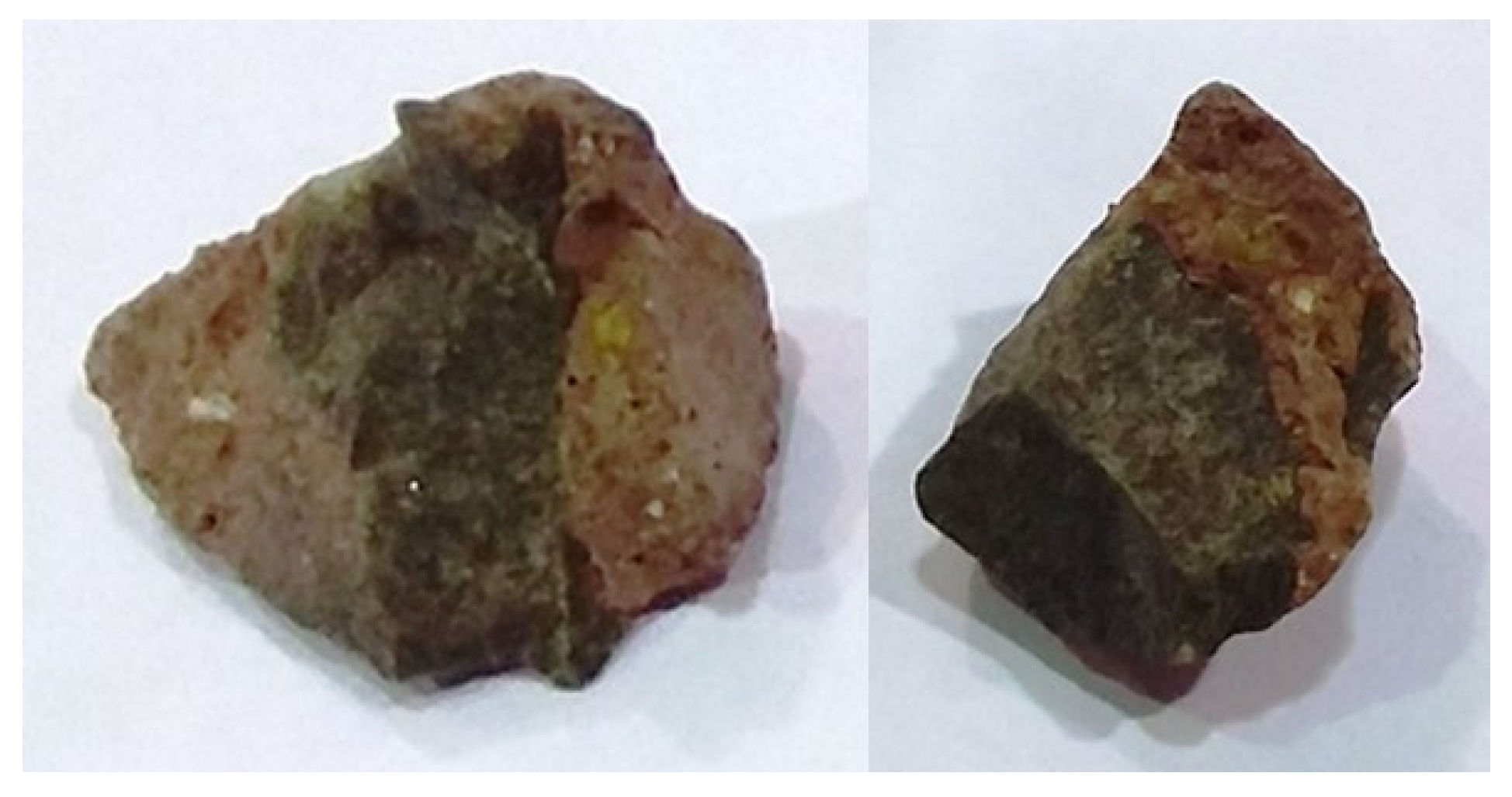
The middlings formation is directly correlated to the strength of concrete particles, which promotes different ruptures in the coarse aggregate / cement paste interface, as can be seen in
Figure 8. In this case, cement, and the coarse aggregate present a similar strength, interfering in the physical liberation of the phases during crushing.
It possible to see in the figure that ruptures are not in the coarse aggregate/cement paste interface, but are random, due to the similar strength presented by the materials. This kind of behavior is presented in several ore types, when no preferential fracture plane is observed. To increase particle liberation, more intensive comminution should be applied.
Owing to the shapes of the basalt aggregate, the particles are less rounded and their surface is rough; the contact rock/cement paste presents good adhesion, interfering in the liberation of the basalt particles during comminution. The same is not valid for gravels, which present a smooth surface. In this case, the adhesion of the cement paste will be much smaller. The gravel liberation during comminution will be higher, facilitating recycling.
3.6. Concentration in Water Jigs
Concretes of 16 MPa, 54 MPa, and 85 MPa were comminuted at a top size of 19.1 mm and separated in a particle range of 4.75 to 19.1 mm. These particles were concentrated in a batch pilot-scale air jig model AllAir
® S-500 from the company AllMineral. The jig presented three products: top layer (light particles), middle layer (mixture of light and dense particles), and bottom layer (denser particles). The results were published by Sampaio et al. [
30] and present the following results.
After the jigging process, 73.57% of the heavies (δ > 2.7 g·cm−3) were reported in the bottom layer of the concrete 16 MPa, 64.92% of the concrete 54 MPa, and 64.52% of the concrete 85 MPa.
The jigging efficiency was higher (mass recovery of 73.57% of the heavies) for low strength concretes (16 MPa) that present a higher liberation. On the other hand, the jigging tests with high strength concretes (54 and 85 MPa) presented about a 64% mass recovery in jig concentrate.
4. Conclusions
An especially important equipment for recycling demolished concretes are jigs, which use the density of the particles to carry out particle concentration. In this case, particles with a density over 2.8 g/cm3. For its effective use, it is necessary to characterize the particulate to be concentrated. Below are the main characteristics of the demolished concretes studied.
During comminution, one can observe that smaller amounts of fines (<4.75 mm) are produced with the increase of the concrete strength. Concretes with smaller strengths tend to liberate better coarse aggregates, due to the existing strength difference between the coarse aggregate and the cement paste, which favors breakage along the aggregate–paste interface. On the other hand, concretes with higher strengths tend to be comminuted randomly, due to the high cement paste strength, and the comminuted particles accumulate in the middle sizes classes.
For low resistance concretes, there are preferential planes of rupture in the aggregate–paste interface. This phenomenon propitiates a higher liberation of the coarse aggregates and the cement paste. Coarse aggregates accumulate in the high density fractions (over 2.7 g/cm3) and cement paste in low density fractions (lower than 2.3 g/cm3). Concretes with higher strengths tend to present lower particle liberation and accumulate in middle densities (between 3.2 and 2.7 g/cm3).
Coarse aggregate liberation (densities over 2.7 g/cm3) was over 80% for the low resistance concrete (16 MPa), and about 60% and 73% for the high resistance concretes (54 and 85 MPa respectively). Consequently, the presence of middlings was higher in the high resistance concretes (54 MPa and 85 MPa) than in the concrete 16 MPa. The middlings are correlated with the strength of concrete particles, which promotes different ruptures in the coarse aggregate–cement paste interface.
The obtained results suggest that gravity concentration processes, such as water or air jigs, could be potentially used to concentrate different coarse aggregates due to their intrinsic liberation characteristics, as well as due to the significant difference in density between free aggregates and cement paste.


 ,
, 











{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}