


Processing and Characterization of Unidirectional Flax Fiber-Reinforced Bio-Based Polyamide 11 Biocomposites

Abstract
1. Introduction
2. Materials and Methods
2.1. Materials
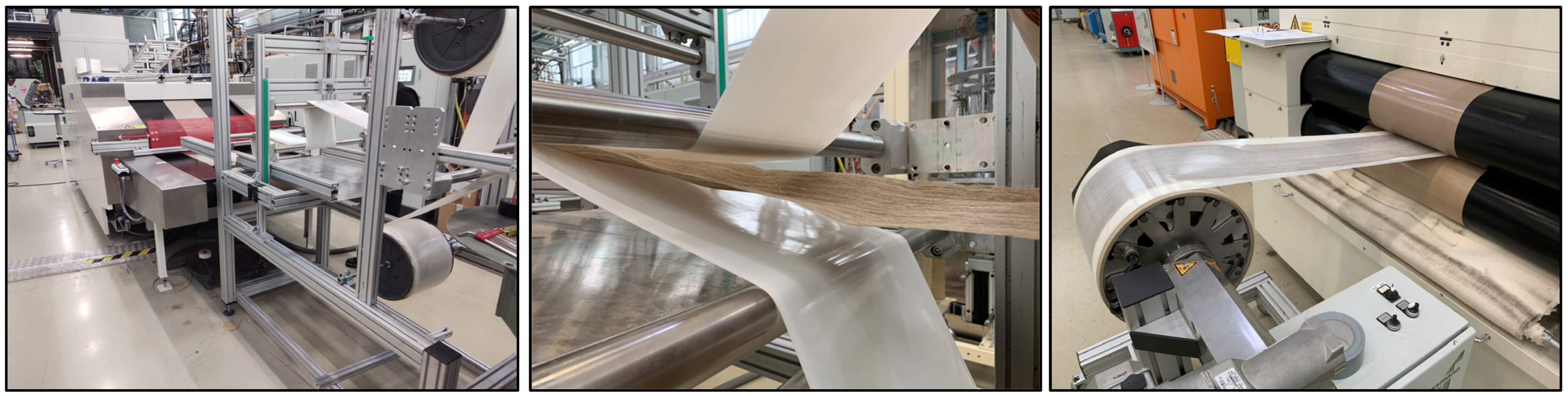
2.2. Processing of Unidirectional Flax Fiber-Reinforced Polyamide 11 Biocomposites
2.3. Rheological Characterization
2.4. Morphological Characterization
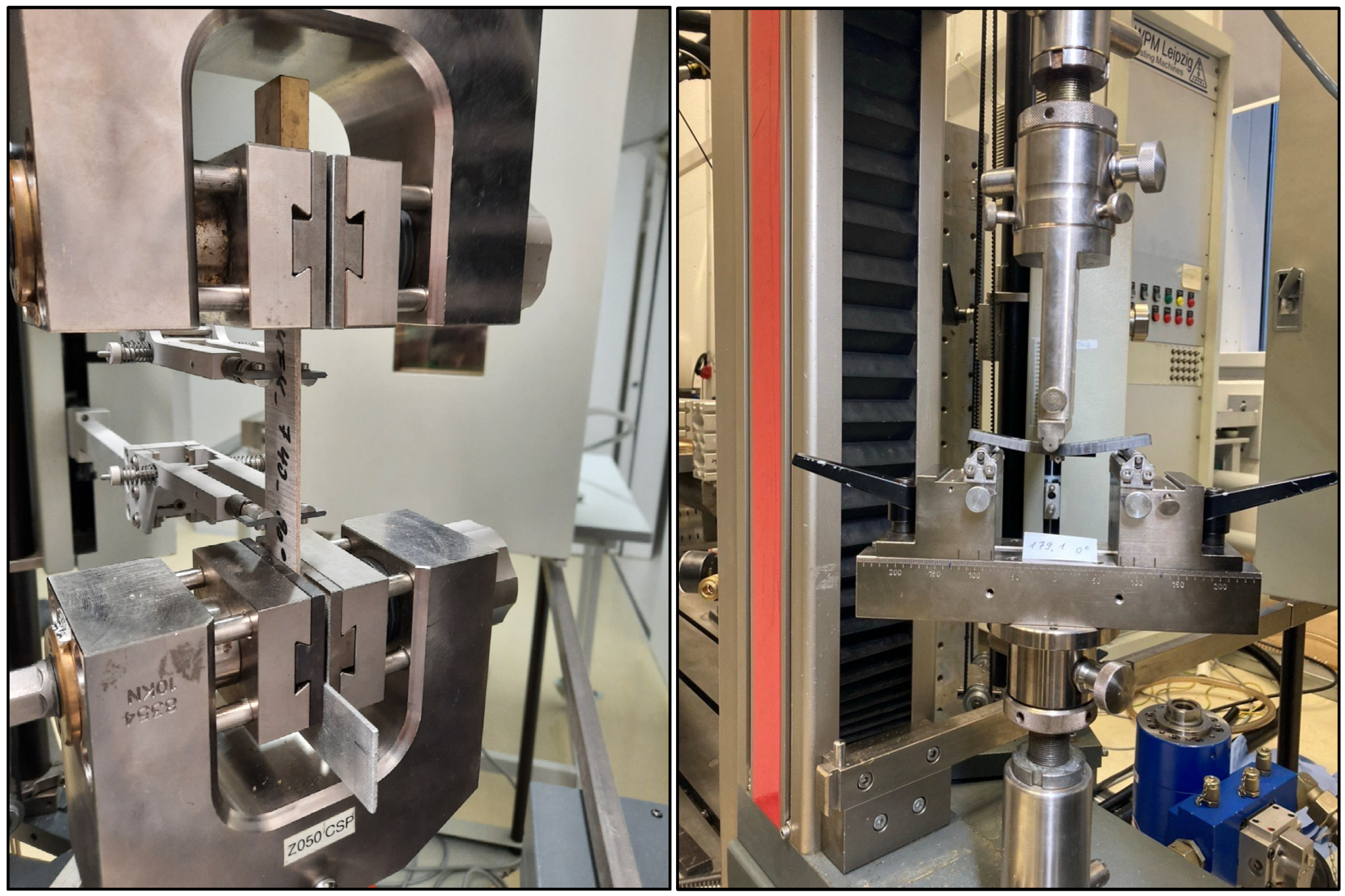
2.5. Mechanical Characterization
3. Results and Discussion
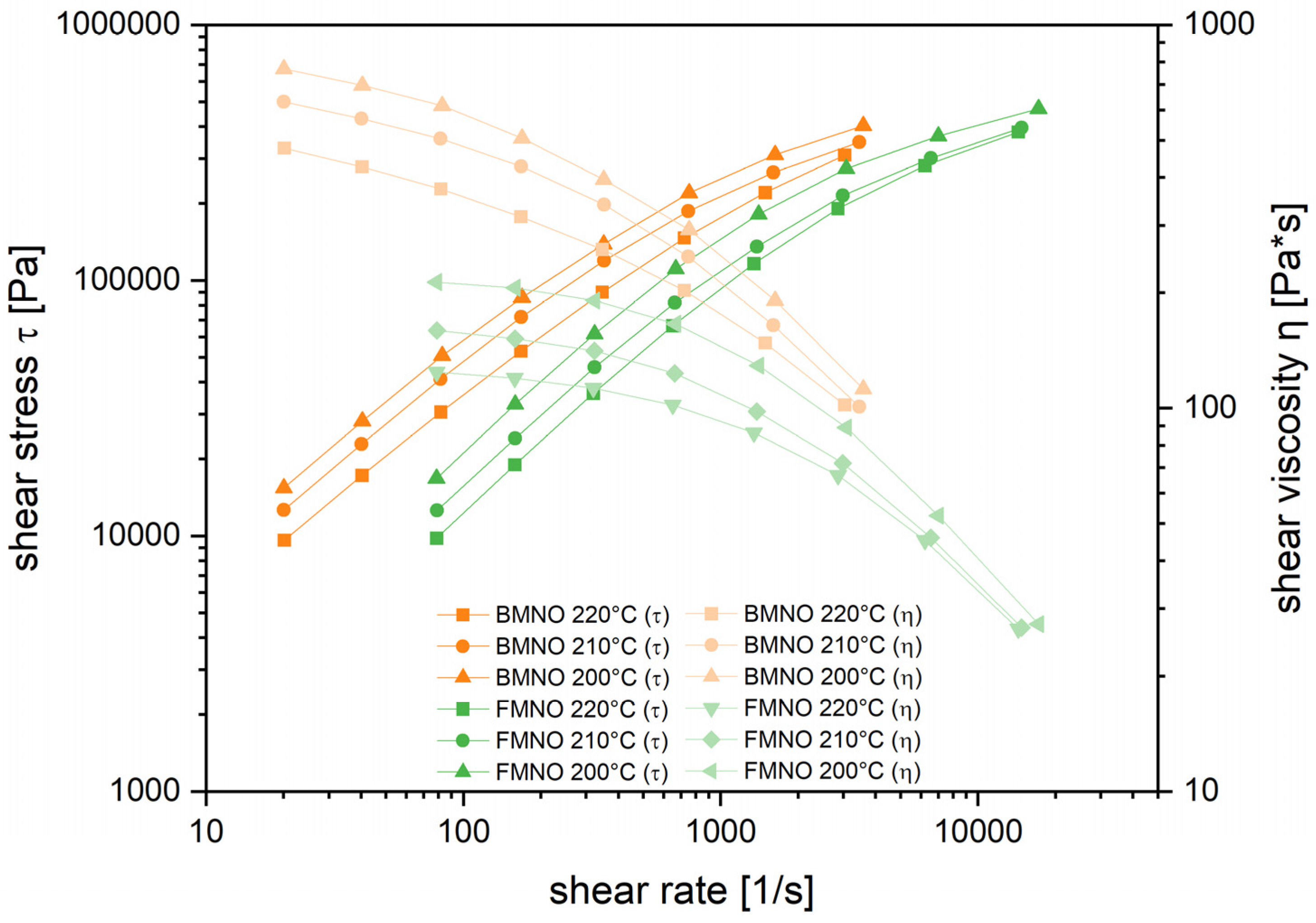
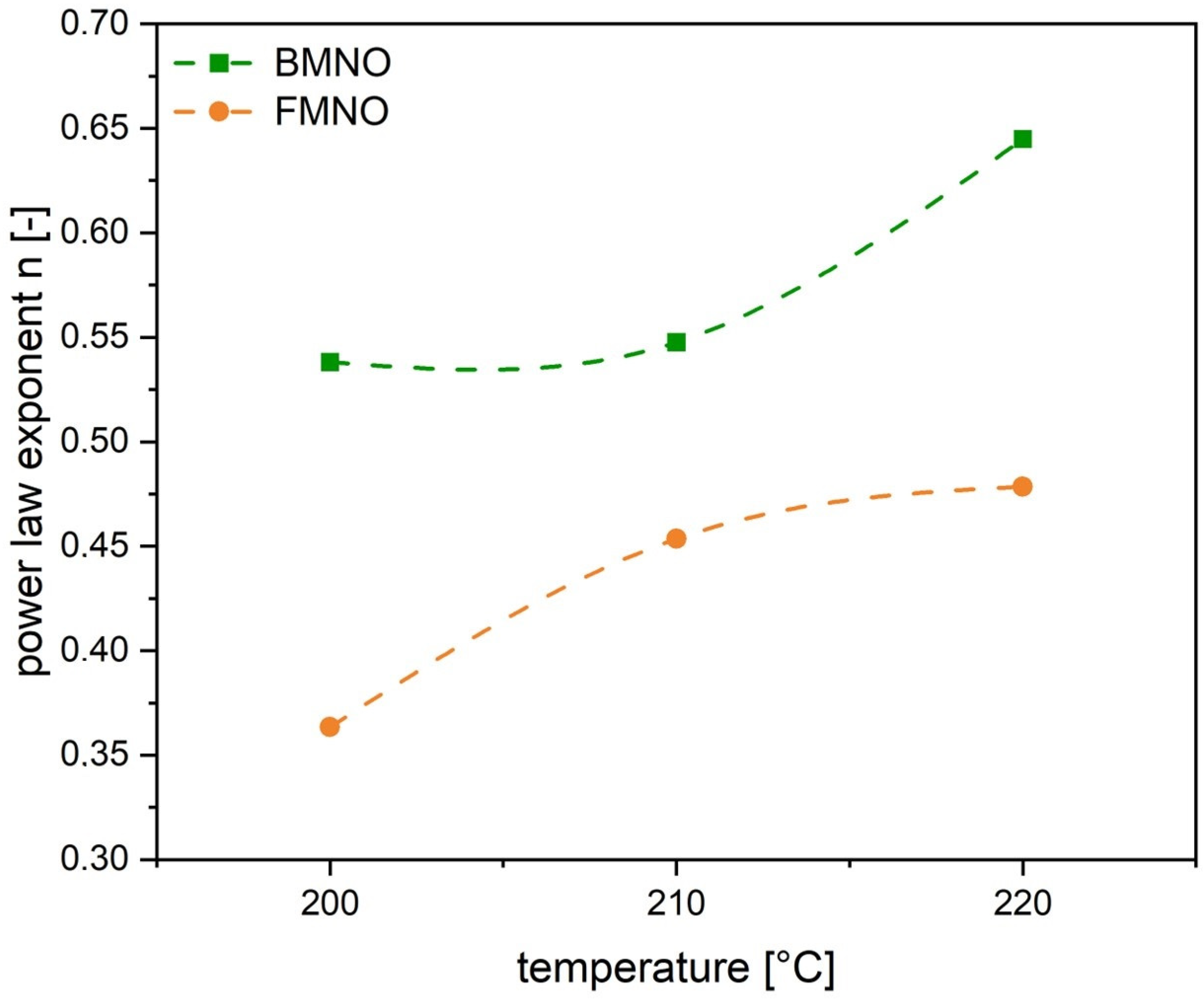
3.1. Rheological Behavior of Polyamide 11 Matrix Polymers
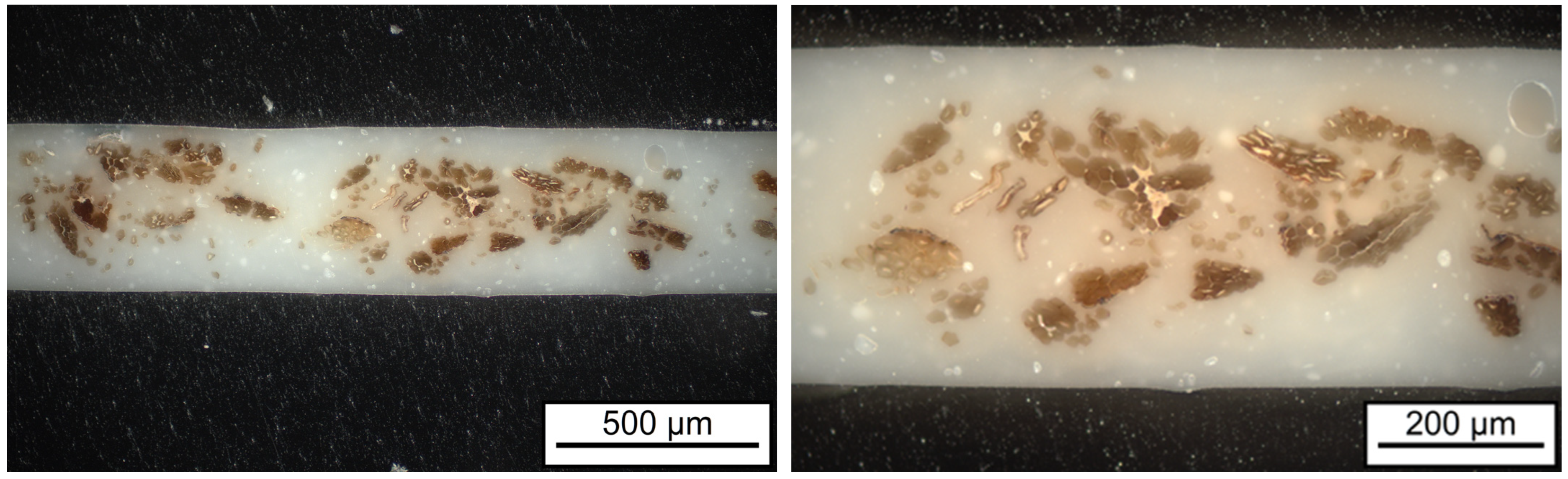
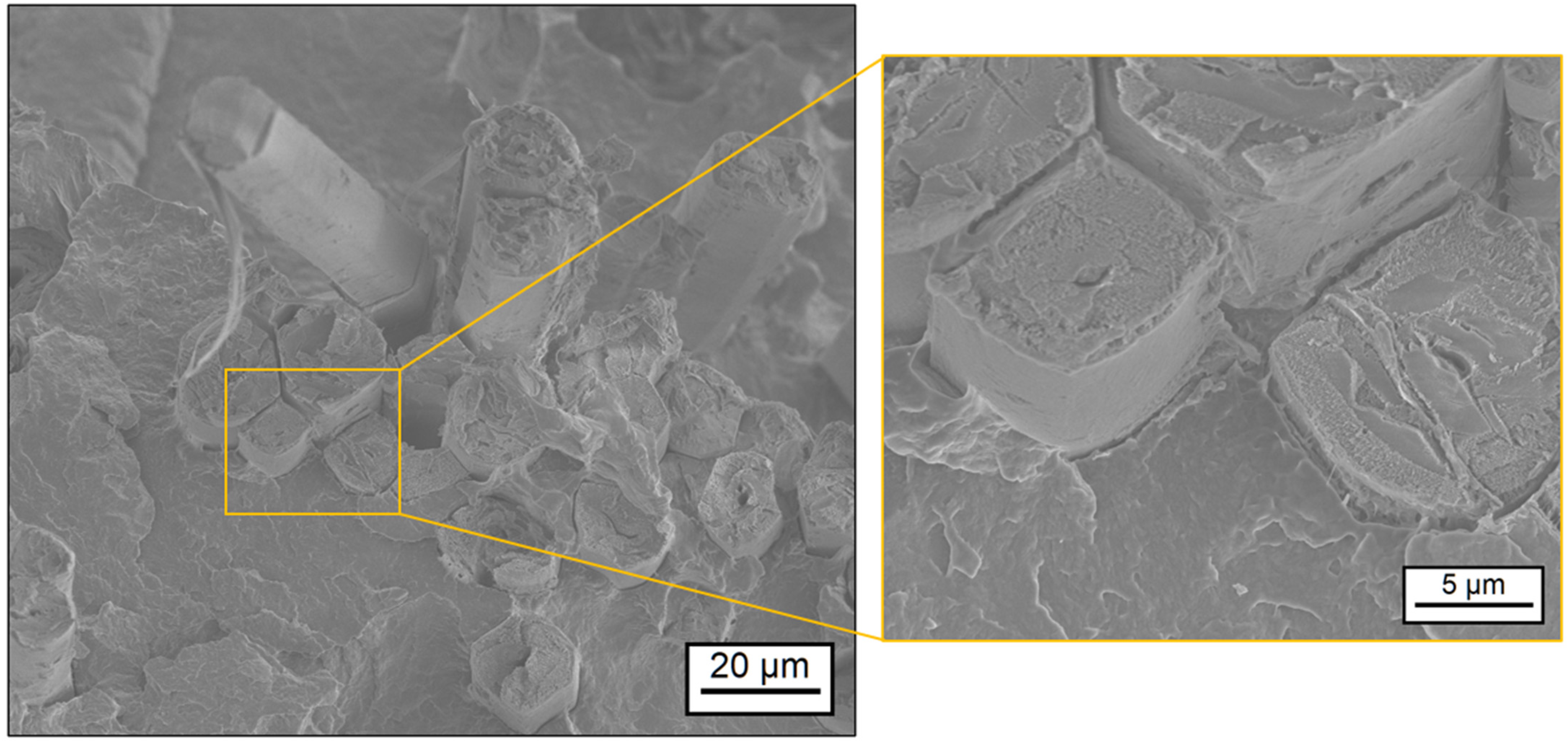
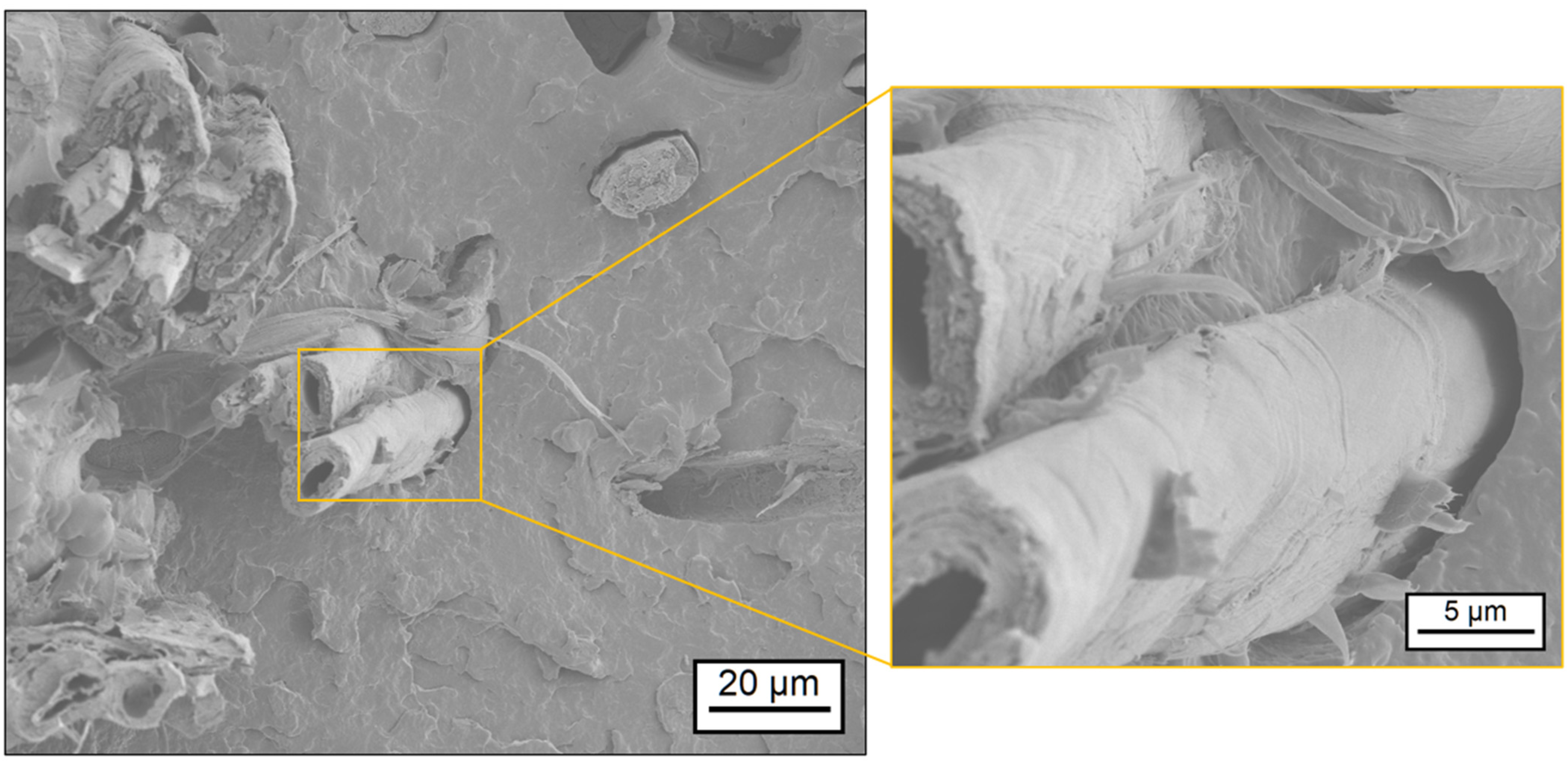
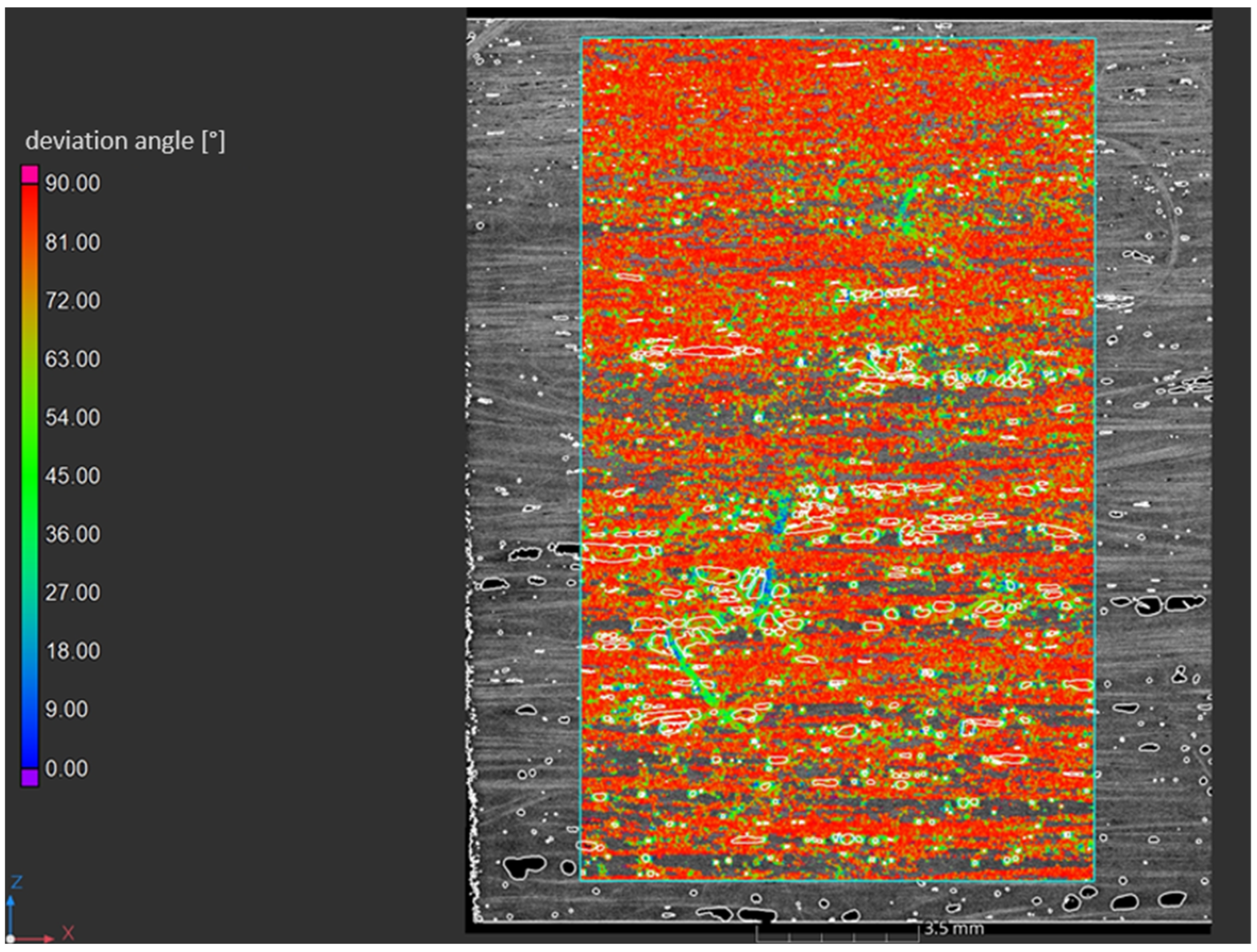
3.2. Impregnation Quality of Unidirectional Flax Fiber-Reinforced Polyamide 11 Biocomposites
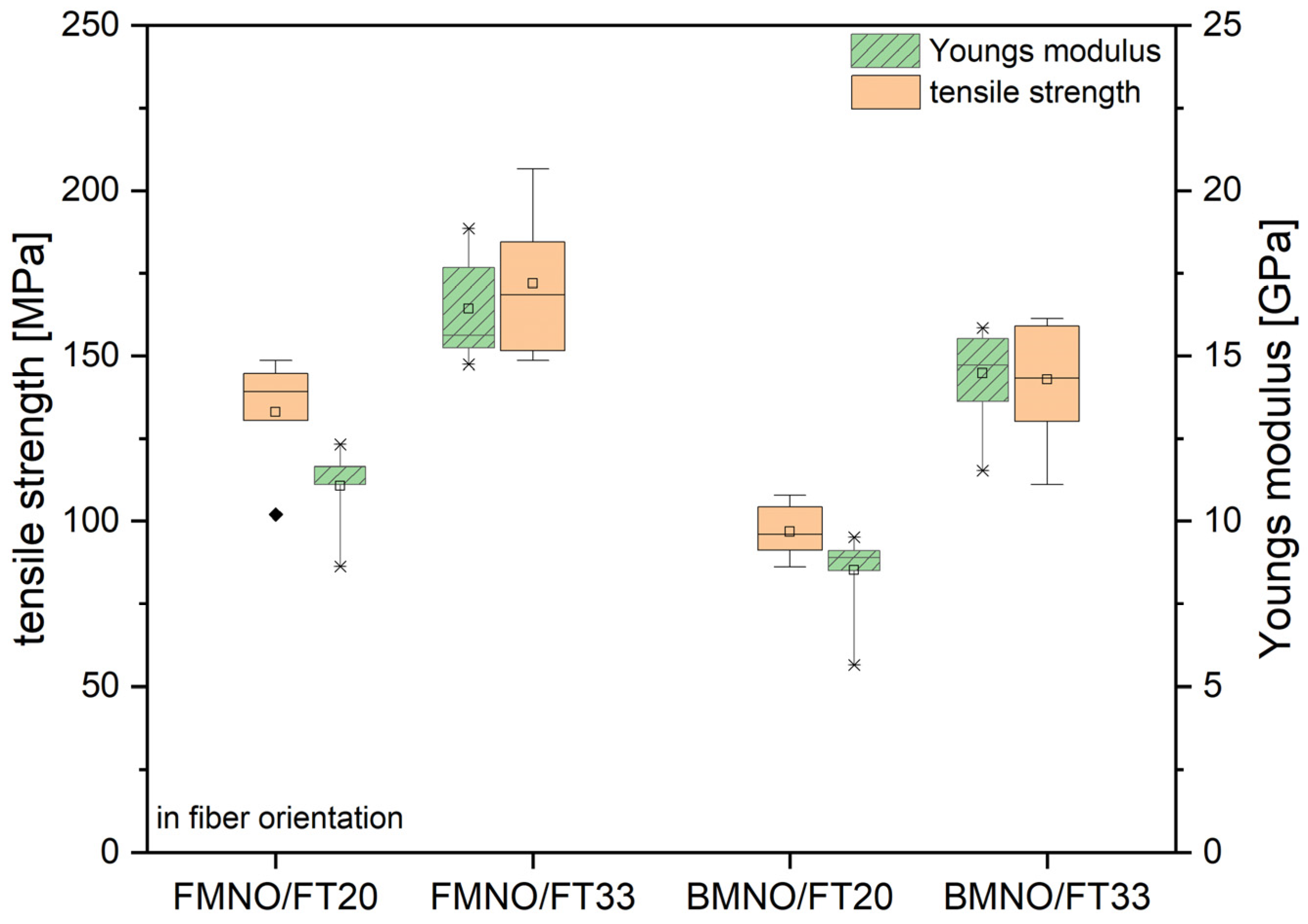
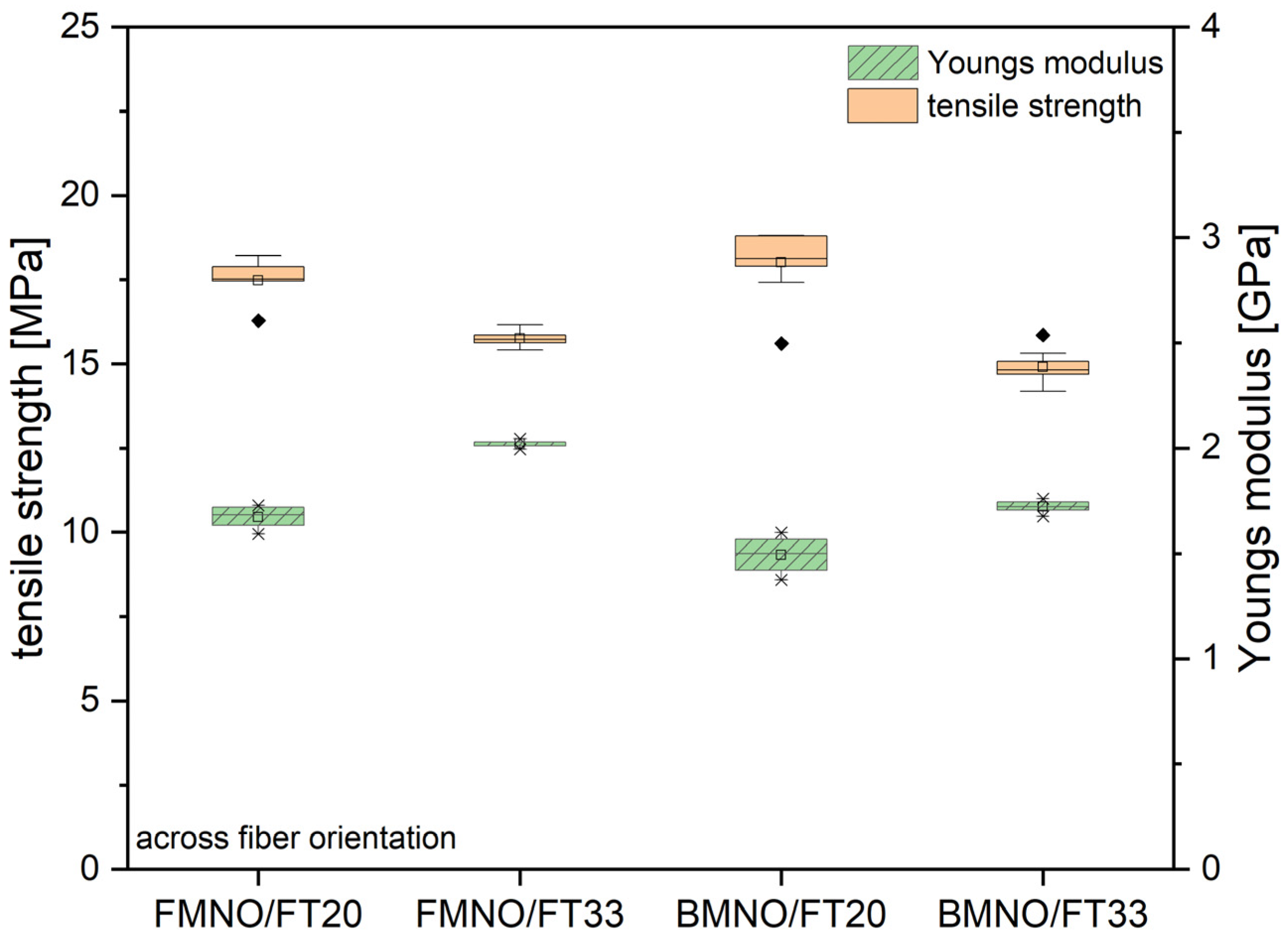
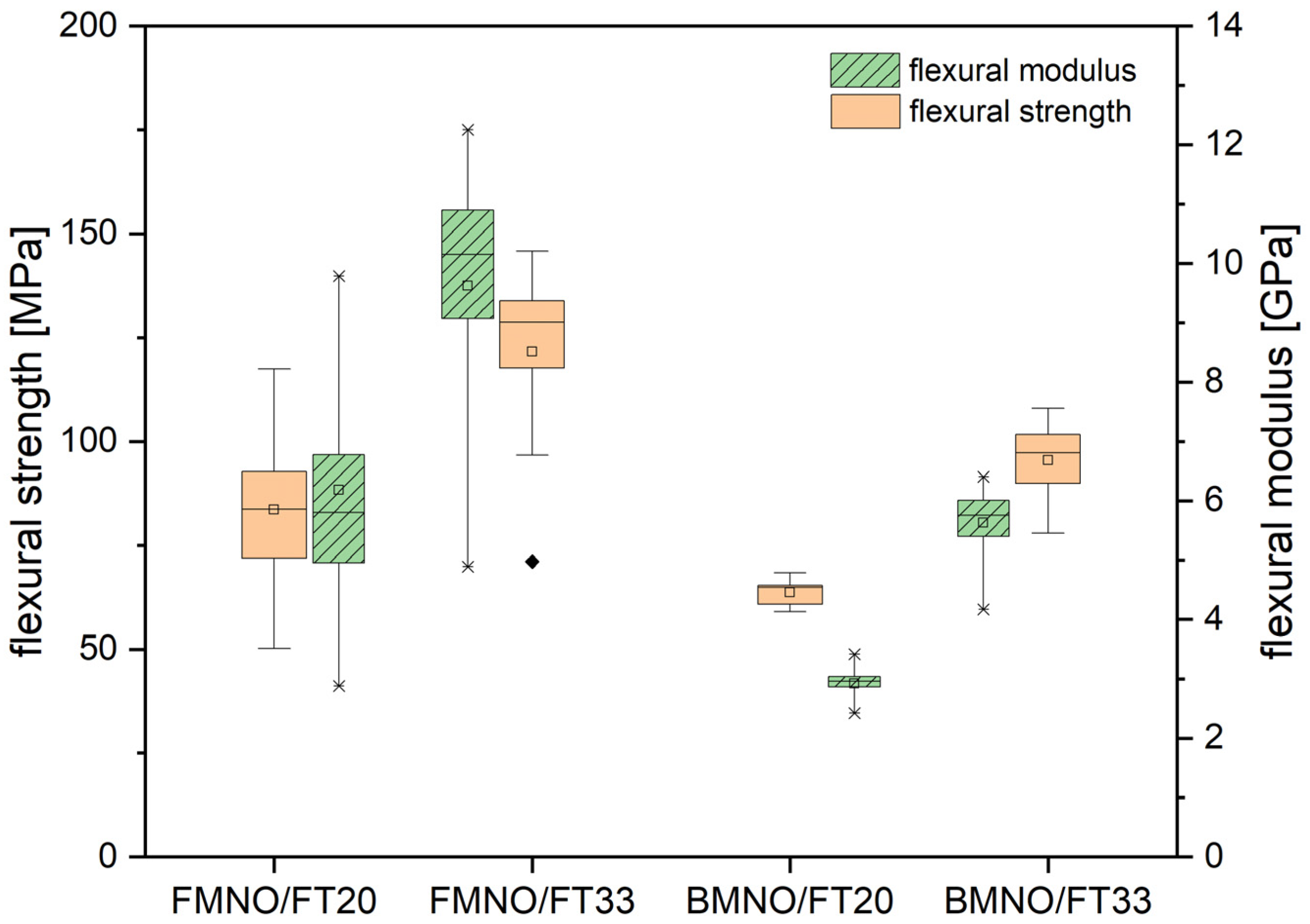
3.3. Mechanical Properties of Unidirectional Flax Fiber-Reinforced Polyamide 11 Biocomposites
4. Conclusions
- The rheological properties of the PA 11 matrix polymer, in particular the shear thinning behavior, have a significant influence on the resulting impregnation quality. A lower viscosity and a stronger shear thinning behavior as described by a lower power law index is preferable for better macro- and micro-impregnation of the flax fibers.
- An improved impregnation quality leads to increased mechanical characteristics, as demonstrated for the FMNO/FT biocomposites examined based on the higher Young’s modulus and tensile strength for both fiber contents of 20 and 33% investigated.
- The mechanical properties of unidirectional flax fiber-reinforced polyamide 11 biocomposites are comparable to epoxy-based flax UD tapes. Thus, the biocomposites investigated represent a more sustainable and cost-effective alternative as they are recyclable and efficiently processable. This results in a wide range of sustainable application possibilities, such as lightweight automotive parts using thermoforming or hybrid injection molding processes.
Author Contributions
Funding
Institutional Review Board Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- European Commission. Directorate-General for Environment: Changing the Way We Use Plastics. Publications Office 2018. Available online: https://op.europa.eu/en/publication-detail/-/publication/e6f102e3-0bb9-11e8-966a-01aa75ed71a1/language-en (accessed on 30 January 2025).
- Ray, D.; Sain, S. Biocomposites for High-Performance Applications; Elsevier: Amsterdam, The Netherlands, 2017. [Google Scholar]
- Henschel, K.A. Biocomposites in Aviation Structures on the Example of Flax and its Hybrids. Ph.D. Dissertation, Technical University of Munich, Munich, Germany, 2020. [Google Scholar]
- Kamarudin, S.H.; Mohd Basri, M.S.; Rayung, M.; Abu, F.; Ahmad, S.; Norizan, M.N. A Review on Natural Fiber Reinforced Polymer Composites (NFRPC) for Sustainable Industrial Applications. Polymers 2022, 14, 3698. [Google Scholar] [CrossRef]
- Lotfi, A.; Li, H.; Dao, D.V.; Prusty, G. Natural fiber–reinforced composites: A review on material, manufacturing, and machinability. J. Thermoplast. Compos. Mater. 2021, 34, 238–284. [Google Scholar] [CrossRef]
- Karimah, A.; Ridho, M.R.; Munawar, S.S.; Adi, D.S.; Ismadi; Damayanti, R.; Subiyanto, B.; Fatriasari, W.; Fugholi, A. A review on natural fibers for development of eco-friendly bio-composite: Characteristics, and utilizations. J. Mater. Res. Technol. 2021, 13, 2442–2458. [Google Scholar] [CrossRef]
- Lebaupin, Y.; Chauvin, M.; Hoang, T.-Q.T.; Touchard, F.; Beigbeder, A. Influence of constituents and process parameters on mechanical properties of flax fibre-reinforced polyamide 11 composite. J. Thermoplast. Compos. Mater. 2017, 30, 1503–1521. [Google Scholar] [CrossRef]
- Schürmann, H. Konstruieren mit Faser-Kunststoff-Verbunden; Springer: Berlin/Heidelberg, Germany, 2007. [Google Scholar]
- Martino, L.; Basilissi, L.; Farina, H.; Ortenzi, M.A.; Zini, E.; Di Silvestro, G.; Scandola, M. Bio-based polyamide 11: Synthesis, rheology and solid-state properties of star structures. Eur. Polym. J. 2014, 59, 69–77. [Google Scholar] [CrossRef]
- Bourmaud, A.; Le Duigou, A.; Gourier, C.; Baley, C. Influence of processing temperature on mechanical performance of unidirectional polyamide 11–flax fibre composites. Ind. Crops Prod. 2016, 84, 151–165. [Google Scholar] [CrossRef]
- Lebaupin, Y.; Hoang, T.-Q.T.; Chauvin, M.; Touchard, F. Influence of the stacking sequence on the low-energy impact resistance of flax/PA11 composite. J. Compos. Mater. 2019, 53, 3187–3198. [Google Scholar] [CrossRef]
- Gourier, C.; Bourmaud, A.; Le Duigou, A.; Baley, C. Influence of PA11 and PP thermoplastic polymers on recycling stability of unidirectional flax fibre reinforced biocomposites. Polym. Degrad. Stab. 2017, 136, 1–9. [Google Scholar] [CrossRef]
- Cherif, C. Textile Werkstoffe für den Leichtbau; Springer: Berlin/Heidelberg, Germany, 2011. [Google Scholar]
- Oliver-Ortega, H.; Méndez, J.A.; Espinach, F.X.; Tarrés, Q.; Ardanuy, M.; Mutjé, P. Impact Strength and Water Uptake Behaviors of Fully Bio-Based PA11-SGW Composites. Polymers 2018, 10, 717. [Google Scholar] [CrossRef]
- Guerfala, W.; Rozycki, P.; Binetruy, C. Development of flax/basalt/PA11 bio-composites: Optimal formulation and modelling of the quasi-static behaviour. Front. Mater. 2023, 10, 1176408. [Google Scholar] [CrossRef]
- Hirsch, P.; Theumer, T. Comparative Study on Polyamide 11 and Polyamide 10.10 as Matrix Polymers for Biogenic Wood-Plastic Composites. Macromol. Symp. 2022, 403, 2100492. [Google Scholar] [CrossRef]
- Hirsch, P.; Theumer, T. Effects of UV Aging, Water Storage and Recycling on Mechanical Properties of Biogenic Wood-Plastic Composites from Polyamide 11. Macromol. Symp. 2022, 403, 2100509. [Google Scholar] [CrossRef]
- Hirsch, P.; Kulkarni, G.; Theumer, T. Mechanical and Thermo-Mechanical Properties of Discontinuously and Continuously Processed Biogenic Wood-Plastic Composites from Polyamide 11 and Chemically Modified Beech Particles. Macromol. Symp. 2017, 373, 1600118. [Google Scholar] [CrossRef]
- Zierdt, P.; Mitzner, E.; Gomoll, A.; Theumer, T.; Lieske, A. Synthesis of polyamide 6/11 copolymers and their use as matrix polymer in wood-plastic composites. J. Appl. Polym. Sci. 2016, 133, 44155. [Google Scholar] [CrossRef]
- Zierdt, P.; Theumer, T.; Kulkarni, G.; Däumlich, V.; Klehm, J.; Hirsch, U.; Weber, A. Sustainable wood-plastic composites from bio-based polyamide 11 and chemically modified beech fibers. Sustain. Mater. Technol. 2015, 6, 6–14. [Google Scholar] [CrossRef]
- Hartung, D.; Celevics, S.; Hirsch, P.; Jahn, I.; Kneisel, L.; Kölzig, K.; Matthes, A.; Cebulla, H. Manufacturing and Analysis of Natural Fiber-Reinforced Thermoplastic Tapes Using a Novel Process Assembly. Sustainability 2023, 15, 6250. [Google Scholar] [CrossRef]
- Khalfallah, M.; Abbès, B.; Abbès, F.; Guo, Y.Q.; Marcel, V.; Duval, A.; Vanfleteren, F.; Rousseau, F. Innovative flax tapes reinforced Acrodur biocomposites: A new alternative for automotive applications. Mater. Des. 2014, 64, 116–126. [Google Scholar] [CrossRef]
- Baley, C.; Kervoëlen, A.; Lan, M.; Cartié, D.; Le Duigou, A.; Bourmaud, A.; Davies, P. Flax/PP manufacture by automated fibre placement (AFP). Mater. Des. 2016, 94, 207–213. [Google Scholar] [CrossRef]
- Sarkar, F.; Akonda, M.; Shah, D.U. Mechanical Properties of Flax Tape-Reinforced Thermoset Composites. Materials 2020, 13, 5485. [Google Scholar] [CrossRef]
- Feldmann, M.; Bledzki, A.K. Bio-based polyamides reinforced with cellulosic fibres—Processing and properties. Compos. Sci. Technol. 2014, 100, 113–120. [Google Scholar] [CrossRef]
- Feldmann, M.; Heim, H.-P.; Zarges, J.-C. Influence of the process parameters on the mechanical properties of engineering biocomposites using a twin-screw extruder. Compos. Part A Appl. Sci. Manuf. 2016, 83, 113–119. [Google Scholar] [CrossRef]
- Ogunsona, E.O.; Codou, A.; Misra, M.; Mohanty, A.K. A critical review on the fabrication processes and performance of polyamide biocomposites from a biofiller perspective. Mater. Today Sustain. 2019, 5, 100014. [Google Scholar] [CrossRef]
- Garofalo, J.; Walczyk, D. In situ impregnation of continuous thermoplastic composite prepreg for additive manufacturing and automated fiber placement. Compos. Part A Appl. Sci. Manuf. 2021, 147, 106446. [Google Scholar] [CrossRef]
- Valente, M.; Rossitti, I.; Sambucci, M. Different Production Processes for Thermoplastic Composite Materials: Sustainability versus Mechanical Properties and Processes Parameter. Polymers 2023, 15, 242. [Google Scholar] [CrossRef]
- Feldmann, M.; Verheyen, F. Impact Behavior of Continuous Biaxial Reinforced Composites Based on Bio-Polyamides and Man-Made Cellulose Fibres. Int. Polym. Process. 2016, 31, 198–206. [Google Scholar] [CrossRef]
- McGregor, O.P.L.; Duhovic, M.; Somashekar, A.A.; Bhattacharyya, D. Pre-impregnated natural fibre-thermoplastic composite tape manufacture using a novel process. Compos. Part A Appl. Sci. Manuf. 2017, 101, 59–71. [Google Scholar] [CrossRef]
- Parodo, G.; Sorrentino, L.; Turchetta, S.; Moffa, G. Manufacturing of Sustainable Composite Materials: The Challenge of Flax Fiber and Polypropylene. Materials 2024, 17, 4768. [Google Scholar] [CrossRef]
- Carvalho, D.; Ferreira, N.; França, B.; Marques, R.; Silva, M.; Silva, S.; Silva, E.; Macário, D.; Barroso, L.; Silva, C.J.; et al. Advancing sustainability in the automotive industry: Bioprepregs and fully bio-based composites. Compos. Part C 2024, 14, 100459. [Google Scholar] [CrossRef]
- Russo, P.; Simeoli, G.; Vitiello, L.; Filippone, G. Bio-Polyamide 11 Hybrid Composites Reinforced with Basalt/Flax Interwoven Fibers: A Tough Green Composite for Semi-Structural Applications. Fibers 2019, 7, 41. [Google Scholar] [CrossRef]
- Akonda, M.H.; Shah, D.U.; Gong, R.H. Natural fibre thermoplastic tapes to enhance reinforcing effects in composite structures. Compos. Part A Appl. Sci. Manuf. 2020, 131, 105822. [Google Scholar] [CrossRef]
- Hopmann, C.; Wilms, E.; Beste, C.; Schneider, D.; Fischer, K.; Stender, S. Investigation of the influence of melt-impregnation parameters on the morphology of thermoplastic UD-tapes and a method for quantifying the same. J. Thermoplast. Compos. Mater. 2021, 34, 1299–1312. [Google Scholar] [CrossRef]
- Vitiello, L.; Papa, I.; Lopresto, V.; Mocerino, D.; Filippone, G.; Russo, P. Manufacturing of bio-polyamide 11/basalt thermoplastic laminates by hot compaction: The key-role of matrix rheology. J. Thermoplast. Compos. Mater. 2023, 36, 1877–1892. [Google Scholar] [CrossRef]
- Bates, P.J.; Kendall, J.; Taylor, D.; Cunningham, M. Pressure build-up during melt impregnation. Compos. Sci. Technol. 2002, 62, 379–384. [Google Scholar] [CrossRef]
- Gennaro, R.; Greco, A.; Maffezzoli, A. Micro- and macro-impregnation of fabrics using thermoplastic matrices. J. Thermoplast. Compos. Mater. 2013, 26, 527–543. [Google Scholar] [CrossRef]
- Kim, J.W.; Lee, J.S. The Effect of the Melt Viscosity and Impregnation of a Film on the Mechanical Properties of Thermoplastic Composites. Materials 2016, 9, 448. [Google Scholar] [CrossRef]
- Baum, M.; Anders, D.; Reinicke, T. Approaches for Numerical Modeling and Simulation of the Filling Phase in Injection Molding: A Review. Polymers 2023, 15, 4220. [Google Scholar] [CrossRef]
- Bafna, S.S.; Baird, D.G. An Impregnation Model for the Preparation of Thermoplastic Prepregs. J. Compos. Mater. 1992, 26, 683–707. [Google Scholar] [CrossRef]
- Le Duigou, A.; Bormaud, A.; Gourier, C.; Baley, C. Multi-scale shear properties of flax fibre reinforced polyamide 11 biocomposites. Compos. Part A Appl. Sci. Manuf. 2016, 85, 123–129. [Google Scholar] [CrossRef]
- Saenz-Castillo, D.; Martín, M.I.; Calvo, S.; Rodriguez-Lence, F.; Güemes, A. Effect of processing parameters and void content on mechanical properties and NDI of thermoplastic composites. Compos. Part A Appl. Sci. Manuf. 2019, 121, 308–320. [Google Scholar] [CrossRef]
- Yan, L.; Chouw, N.; Jayaraman, K. Flax fibre and its composites—A review. Compos. Part B Eng. 2014, 56, 296–317. [Google Scholar] [CrossRef]
- Hirsch, P.; Riemer, M.; Zscheyge, M.; Kräusel, V.; Feldmann, M. Sustainable lightweight design with bio-hybrids. Plast. Insights 2024, 3/2024, 52–55. [Google Scholar]
- Hirsch, P.; Zscheyge, M.; Begert, M. Child Seat Structure Made of Bio-based and Natural Fiber-reinforced Plastics. ATZ Worldw. 2024, 126, 26–31. [Google Scholar] [CrossRef]

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Property | Unit | Rilsan® BMNO | Rilsan® FMNO | FlaxTape® |
|---|---|---|---|---|
| Density | g/cm3 | 1.03 | 1.03 | 1.40 |
| Areal weight | g/m2 | 165.00 | 165.00 | 110.00 |
| MFI (220 °C, 2.16 kg) | g/10 min | 20.17 | 57.84 | - |
| Melting temperature | °C | 189.00 | 189.00 | - |
| Young’s modulus | GPa | 1.28 | 1.20 | 53.20 ± 12.70 |
| Tensile strength | MPa | 41.00 | 39.00 | 1045.00 ± 273.00 |
| Water absorption | % | 1.90 | 0.57 | 8.00–12.00 |
| Material ID | PA11 Grade | Fiber Volume Fraction (%) | Thickness (mm) | Number of Layers | |
|---|---|---|---|---|---|
| Bio-UD-Tape | Flax-Tape | ||||
| FMNO/FT20 | FMNO | 20 ± 2 | 2 ± 0.1 | 5 | 0 |
| FMNO/FT33 | FMNO | 33 ± 2 | 2 ± 0.1 | 4 | 4 |
| BMNO/FT20 | BMNO | 20 ± 2 | 2 ± 0.1 | 5 | 0 |
| BMNO/FT33 | BMNO | 33 ± 2 | 2 ± 0.1 | 4 | 4 |
| Parameter | Unit | FMNO | BMNO | ||||
|---|---|---|---|---|---|---|---|
| Temperature | °C | 200 | 210 | 220 | 200 | 210 | 220 |
| Weight | kg | 2.16 | 2.16 | 2.16 | 2.16 | 2.16 | 2.16 |
| MFI | g/10 min | 32.26 | 44.10 | 57.84 | 14.17 | 17.13 | 20.17 |
| Parameter | Unit | Description | FMNO | BMNO | ||||
|---|---|---|---|---|---|---|---|---|
| T | °C | Temperature | 200 | 210 | 220 | 200 | 210 | 220 |
| η∞ | Pa·s | Infinite shear viscosity | 0.00 | 0.00 | 0.00 | 0.00 | 0.00 | 0.00 |
| η0 | Pa·s | Zero shear viscosity | 213.64 | 158.64 | 122.71 | 780.20 | 632.74 | 492.60 |
| λ | s | Critical shear rate | 0.01 | 0.01 | 0.02 | 0.00 | 0.00 | 0.00 |
| n | - | Power law exponent | 0.36 | 0.45 | 0.48 | 0.54 | 0.55 | 0.64 |
| c | - | Transition parameter | 1.50 | 1.50 | 1.50 | 1.50 | 1.50 | 1.50 |
| Test Method | Test Parameter | Unit | FMNO/FT | BMNO/FT | Epoxy/Flax [24] | ||
|---|---|---|---|---|---|---|---|
| Analytic Calculation | Fiber content | Vol% | 20 | 33 | 20 | 33 | 30 |
| Tensile Test (in fiber orientation) | Young’s modulus | GPa | 11.4 | 16.9 | 8.5 | 14.5 | 7.1 |
| Tensile strength | MPa | 112.9 | 175.5 | 96.8 | 143.0 | 115.8 | |
| Tensile Test (across fiber orientation) | Young’s modulus | GPa | 2.0 | 2.1 | 1.5 | 1.7 | - |
| Tensile strength | MPa | 18.1 | 14.1 | 18.0 | 14.9 | - | |
| 3-Point-Bending Test | Flexural modulus | GPa | 6.2 | 9.6 | 2.9 | 5.6 | 9.4 |
| Flexural strength | MPa | 83.6 | 122 | 63.7 | 95.4 | 130.9 | |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2025 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Hirsch, P.; Tillner, B.; Henkel, A.; Teuscher, N.; Jahn, I.; Feldmann, M. Processing and Characterization of Unidirectional Flax Fiber-Reinforced Bio-Based Polyamide 11 Biocomposites. Polymers 2025, 17, 666. https://doi.org/10.3390/polym17050666
Hirsch P, Tillner B, Henkel A, Teuscher N, Jahn I, Feldmann M. Processing and Characterization of Unidirectional Flax Fiber-Reinforced Bio-Based Polyamide 11 Biocomposites. Polymers. 2025; 17(5):666. https://doi.org/10.3390/polym17050666
Chicago/Turabian StyleHirsch, Patrick, Benjamin Tillner, André Henkel, Nico Teuscher, Ivonne Jahn, and Maik Feldmann. 2025. "Processing and Characterization of Unidirectional Flax Fiber-Reinforced Bio-Based Polyamide 11 Biocomposites" Polymers 17, no. 5: 666. https://doi.org/10.3390/polym17050666
APA StyleHirsch, P., Tillner, B., Henkel, A., Teuscher, N., Jahn, I., & Feldmann, M. (2025). Processing and Characterization of Unidirectional Flax Fiber-Reinforced Bio-Based Polyamide 11 Biocomposites. Polymers, 17(5), 666. https://doi.org/10.3390/polym17050666