


Eco-Friendly and High-Performance Bio-Polyurethane Adhesives from Vegetable Oils: A Review

 , , ,
, , ,  and
and 
Abstract
1. Introduction
2. Vegetable Oil-Based Adhesives: An Overview
2.1. Definition and Classes of Adhesives
2.2. Advantages and Challenges of Vegetable Oil-Based Adhesives
2.2.1. Advantages of Vegetable Oil-Based Adhesives
2.2.2. Environmental Benefits of Vegetable Oil-Based Adhesives
2.2.3. Challenges of Vegetable Oil-Based Adhesives
2.2.4. Application Areas
3. High-Performance Vegetable Oil-Based PUAs: Preparation and Properties
3.1. Raw Materials of Vegetable Oil-Based PUAs
3.1.1. Polyol Extraction Method
3.1.2. Polyol Characterization
3.2. Performance of Vegetable Oil-Based PUAs
3.2.1. Isocyanate-Based PU
Exploring of PUAs
Modification of Vegetable Oil-Based PUAs
3.3. Non-Isocyanate-Based PU
Performance Evaluation
4. Conclusions
4.1. Summary of Findings
- Vegetable oil offers a promising alternative to traditional petrochemical feedstocks owing to the abundance, renewability, and favorable chemical properties of adhesive mixtures.
- The use of vegetable oils as renewable resources has shown promise in developing sustainable alternatives to PU components, replacing conventional materials while maintaining and even improving their adhesive properties.
- The advancement of PUAs derived from renewable plants and tree sources represents a significant shift in research focus. This innovative approach holds great potential as it addresses the growing concern over the diminishing availability of fossil-based materials.
- The growing popularity of vegetable oil-based adhesives as more environmentally friendly alternatives to petroleum-based materials has various advantages. This shift reduces the dependence on fossil fuels and significantly decreases the carbon footprint associated with the use and production of these adhesives.
4.2. Recommendations for Further Research
- Diversification of Vegetable Oil Sources: A promising area of research involves the examination of various vegetable oils. Such oils range from canola and corn oil to more unconventional sources like rubber seed oil, crude algal oil, sunflower oil, camelia oil, and jatropha oil. The primary aim was to identify the most suitable raw materials for adhesive formulations.
- Creation of Bio-based Isocyanates: Research addressing the current limitations of employing non-renewable isocyanates in bio-based PUAs can reconceptualize adhesive construction. This could entail the development of bio-based isocyanates, which would effectively increase the overall renewable content of PU.
- Tuning of Adhesive Properties: Investigating how formulation techniques, raw materials, and employed additives can better optimize performance characteristics, such as bonding strength, durability, and environmental resistance, is another potential area of focus.
- Discovery of Non-Isocyanate-Based PUAs: A deeper study into the possible use of alternative raw materials, such as amines, instead of isocyanates may open new doors for developing non-isocyanate-based PUAs.
- Assessment of Biodegradability: A critical aspect of ensuring minimal environmental impact involves evaluating the biodegradability of vegetable oil-based PUAs.
- Navigating Regulatory Compliance and Industry Adoption: Lastly, addressing challenges related to meeting regulatory requisites and promoting the industry adoption of such adhesives is vital for broad-spectrum usage in sectors including construction, automotive, packaging, and textiles.
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Awad, J.; Jung, C. Evaluating the Indoor Air Quality after Renovation at the Greens in Dubai, United Arab Emirates. Buildings 2021, 11, 353. [Google Scholar] [CrossRef]
- Van Tran, V.; Park, D.; Lee, Y.C. Indoor Air Pollution, Related Human Diseases, and Recent Trends in the Control and Improvement of Indoor Air Quality. Int. J. Environ. Res. Public Health 2020, 17, 2927. [Google Scholar] [CrossRef] [PubMed]
- Statista. Annual Volatile Organic Compounds (VOC) Emissions in the United States from 1970 to 2023; Statista: New York, NY, USA, 2024. [Google Scholar]
- WHO. WHO Guidelines for Indoor Air Quality: Selected Pollutants; World Health Organization: Copenhagen, Denmark, 2010; ISBN 978-92-890-0213-4. [Google Scholar]
- Bernstein, J.A.; Alexis, N.; Bacchus, H.; Bernstein, I.L.; Fritz, P.; Horner, E.; Li, N.; Mason, S.; Nel, A.; Oullette, J.; et al. The Health Effects of Nonindustrial Indoor Air Pollution. J. Allergy Clin. Immunol. 2008, 121, 585–591. [Google Scholar] [CrossRef]
- Brickus, L.S.R.; Cardoso, J.N.; De Aquino Neto, F.R. Distributions of Indoor and Outdoor Air Pollutants in Rio de Janeiro, Brazil: Implications to Indoor Air Quality in Bayside Offices. Environ. Sci. Technol. 1998, 32, 3485–3490. [Google Scholar] [CrossRef]
- Ghaffarianhoseini, A.; Al Waer, H.; Omrany, H.; Ghaffarianhoseini, A.; Alalouch, C.; Clements-Croome, D.; Tookey, J. Sick Building Syndrome: Are We Doing Enough? Archit. Sci. Rev. 2018, 61, 99–121. [Google Scholar] [CrossRef]
- Gogoi, S.; Karak, N. Biobased Biodegradable Waterborne Hyperbranched Polyurethane as an Ecofriendly Sustainable Material. ACS Sustain. Chem. Eng. 2014, 2, 2730–2738. [Google Scholar] [CrossRef]
- Blasco, M.P.C.; Limiñana, M.Á.P.; Silvestre, C.R.; Calpena, E.O.; Aís, F.A. Sustainable Reactive Polyurethane Hot Melt Adhesives Based on Vegetable Polyols for Footwear Industry. Polymers 2022, 14, 284. [Google Scholar] [CrossRef]
- Gadhave, R.V.; Mahanwar, P.A.; Gadekar, P.T. Bio-Renewable Sources for Synthesis of Eco-Friendly Polyurethane Adhesives—Review. Open J. Polym. Chem. 2017, 07, 57–75. [Google Scholar] [CrossRef]
- Acik, G.; Kamaci, M.; Altinkok, C.; Karabulut, H.R.F.; Tasdelen, M.A. Synthesis and Properties of Soybean Oil-Based Biodegradable Polyurethane Films. Prog. Org. Coat. 2018, 123, 261–266. [Google Scholar] [CrossRef]
- Zhang, C.; Xia, Y.; Huh, S.; Johnston, P.A.; Kessler, M.R. Soy-Castor Oil Based Polyols Prepared Using a Solvent-Free and Catalyst-Free Method and Polyurethanes Therefrom. Green 2013, 15, 1477–1484. [Google Scholar] [CrossRef]
- Feng, Y.; Yang, Z.; Liang, H.; Yang, Z.; Yuan, T.; Luo, Y.; Li, P.; Zhang, C. A Solvent-Free and Scalable Method to Prepare Soybean-Oil-Based Polyols by Thiol-Ene Photo-Click Reaction and Biobased Polyurethanes Therefrom. ACS Sustain. Chem. Eng. 2017, 5, 7365–7373. [Google Scholar] [CrossRef]
- Petrović, Z.S.; Zhang, W.; Javni, I. Structure and Properties of Polyurethanes Prepared from Triglyceride Polyols by Ozonolysis. Biomacromolecules 2005, 6, 713–719. [Google Scholar] [CrossRef] [PubMed]
- Tran, P.; Graiver, D.; Narayan, R. Ozone-Mediated Polyol Synthesis from Soybean Oil Phuong. J. Am. Oil Chem. Soc. 2005, 82, 653–659. [Google Scholar] [CrossRef]
- Alagi, P.; Choi, Y.J.; Seog, J.; Hong, S.C. Efficient and Quantitative Chemical Transformation of Vegetable Oils to Polyols through a Thiol-Ene Reaction for Thermoplastic Polyurethanes. Ind. Crops Prod. 2016, 87, 78–88. [Google Scholar] [CrossRef]
- Karadeniz, K.; Çalıkoğlu, Y.; Sen, M.Y. A Novel Polyurethanes from Epoxidized Soybean Oil Synthesized by Ring Opening with Bifunctional Compounds. Polym. Bull. 2017, 74, 2819–2839. [Google Scholar] [CrossRef]
- Tenorio-Alfonso, A.; Sánchez, M.C.; Franco, J.M. Synthesis and Mechanical Properties of Bio-Sourced Polyurethane Adhesives Obtained from Castor Oil and MDI-Modified Cellulose Acetate: Influence of Cellulose Acetate Modification. Int. J. Adhes. Adhes. 2019, 95, 102404. [Google Scholar] [CrossRef]
- Tenorio-Alfonso, A.; Sánchez, M.C.; Franco, J.M. Impact of the Processing Method on the Properties of Castor Oil/Cellulose Acetate Polyurethane Adhesives for Bonding Wood. Int. J. Adhes. Adhes. 2022, 116, 3453. [Google Scholar] [CrossRef]
- Pathak, R.; Kathalewar, M.; Wazarkar, K.; Sabnis, A. Non-Isocyanate Polyurethane (NIPU) from Tris-2-Hydroxy Ethyl Isocyanurate Modified Fatty Acid for Coating Applications. Prog. Org. Coat. 2015, 89, 160–169. [Google Scholar] [CrossRef]
- Sahoo, S.; Kalita, H.; Mohanty, S.; Nayak, S.K. Synthesis and Characterization of Vegetable Oil Based Polyurethane Derived from Low Viscous Bio Aliphatic Isocyanate: Adhesion Strength to Wood-Wood Substrate Bonding. Macromol. Res. 2017, 25, 772–778. [Google Scholar] [CrossRef]
- Das, S.; Pandey, P.; Mohanty, S.; Nayak, S.K. Influence of NCO/OH and Transesterified Castor Oil on the Structure and Properties of Polyurethane: Synthesis and Characterization. Mater. Express 2015, 5, 377–389. [Google Scholar] [CrossRef]
- Valero, M.F.; Gonzalez, A. Polyurethane Adhesive System from Castor Oil Modified by a Transesterification Reaction. J. Elastomers Plast. 2012, 44, 433–442. [Google Scholar] [CrossRef]
- Ionescu, M.; Radojčić, D.; Wan, X.; Shrestha, M.L.; Petrović, Z.S.; Upshaw, T.A. Highly Functional Polyols from Castor Oil for Rigid Polyurethanes. Eur. Polym. J. 2016, 84, 736–749. [Google Scholar] [CrossRef]
- Agrawal, A.; Kaur, R.; Singh Walia, R. Flame Retardancy of Ceramic-Based Rigid Polyurethane Foam Composites. J. Appl. Polym. Sci. 2019, 136, 48250. [Google Scholar] [CrossRef]
- Moghadam, P.N.; Yarmohamadi, M.; Hasanzadeh, R.; Nuri, S. Preparation of Polyurethane Wood Adhesives by Polyols Formulated with Polyester Polyols Based on Castor Oil. Int. J. Adhes. Adhes. 2016, 68, 273–282. [Google Scholar] [CrossRef]
- Zhang, W.; Wang, T.; Zheng, Z.; Quirino, R.L.; Xie, F.; Li, Y.; Zhang, C. Plant Oil-Based Non-Isocyanate Waterborne Poly(Hydroxyl Urethane)S. Chem. Eng. J. 2023, 452, 138965. [Google Scholar] [CrossRef]
- Bähr, M.; Mülhaupt, R. Linseed and Soybean Oil-Based Polyurethanes Prepared via the Non-Isocyanate Route and Catalytic Carbon Dioxide Conversion. Green Chem. 2012, 14, 483–489. [Google Scholar] [CrossRef]
- Xu, C.; Jia, X.; Du, J.; Zhou, F.; Liu, B.; Deng, Y.; Huai, X. Ultra-Strong and Solvent-Free Castor Oil-Based Polyurethane Thermally Conductive Structural Adhesives for Heat Management. Ind. Crops Prod. 2023, 194, 116181. [Google Scholar] [CrossRef]
- Hong, J.; Radojčić, D.; Yang, X.Q.; Wan, X.; Petrović, Z.S. Tough Thermosetting Polyurethanes and Adhesives from Rubber Seed Oil by Hydroformylation. J. Appl. Polym. Sci. 2019, 137, 48509. [Google Scholar] [CrossRef]
- Kong, X.; Liu, G.; Curtis, J.M. Characterization of Canola Oil Based Polyurethane Wood Adhesives. Int. J. Adhes. Adhes. 2011, 31, 559–564. [Google Scholar] [CrossRef]
- Malik, M.; Kaur, R. Mechanical and Thermal Properties of Castor Oil–Based Polyurethane Adhesive: Effect of TiO2 Filler. Adv. Polym. Technol. 2018, 37, 24–30. [Google Scholar] [CrossRef]
- Aung, M.M.; Yaakob, Z.; Kamarudin, S.; Abdullah, L.C. Synthesis and Characterization of Jatropha (Jatropha curcas L.) Oil-Based Polyurethane Wood Adhesive. Ind. Crops Prod. 2014, 60, 177–185. [Google Scholar] [CrossRef]
- Somani, K.P.; Kansara, S.S.; Patel, N.K.; Rakshit, A.K. Castor Oil Based Polyurethane Adhesives for Wood-to-Wood Bonding. Int. J. Adhes. Adhes. 2003, 23, 269–275. [Google Scholar] [CrossRef]
- Dodangeh, F.; Seyed Dorraji, M.S.; Rasoulifard, M.H.; Ashjari, H.R. Synthesis and Characterization of Alkoxy Silane Modified Polyurethane Wood Adhesive Based on Epoxidized Soybean Oil Polyester Polyol. Compos. Part B Eng. 2020, 187, 107857. [Google Scholar] [CrossRef]
- Tenorio-Alfonso, A.; Sánchez, M.C.; Franco, J.M. Preparation, Characterization and Mechanical Properties of Bio-Based Polyurethane Adhesives from Isocyanate-Functionalized Cellulose Acetate and Castor Oil for Bonding Wood. Polymers 2017, 9, 132. [Google Scholar] [CrossRef] [PubMed]
- Chen, Q.; Xu, X.; Zhang, X.; Xu, Z.; Liu, Y.; Huan, S.; Li, Z.; Bai, L.; Gu, J. Valorization of Isocyanates Using Castor Oil-Based Protective Strategies: Performance and Comparison as Waterborne Adhesive Additives. Ind. Crops Prod. 2023, 195, 116392. [Google Scholar] [CrossRef]
- Liang, H.; Feng, Y.; Lu, J.; Liu, L.; Yang, Z.; Luo, Y.; Zhang, Y.; Zhang, C. Bio-Based Cationic Waterborne Polyurethanes Dispersions Prepared from Different Vegetable Oils. Ind. Crops Prod. 2018, 122, 448–455. [Google Scholar] [CrossRef]
- Gama, N.V.; Ferreira, A.; Barros-Timmons, A. Polyurethane Foams: Past, Present, and Future. Materials 2018, 11, 1841. [Google Scholar] [CrossRef] [PubMed]
- Cui, S.; Liu, Z.; Li, Y. Bio-Polyols Synthesized from Crude Glycerol and Applications on Polyurethane Wood Adhesives. Ind. Crops Prod. 2017, 108, 798–805. [Google Scholar] [CrossRef]
- Ang, K.P.; Lee, C.S.; Cheng, S.F.; Chuah, C.H. Polyurethane Wood Adhesive from Palm Oil-Based Polyester Polyol. J. Adhes. Sci. Technol. 2014, 28, 1020–1033. [Google Scholar] [CrossRef]
- Du, L.; Liu, Z.; Ye, Z.; Hao, X.; Ou, R.; Liu, T.; Wang, Q. Dynamic Cross-Linked Polyurethane Hot-Melt Adhesive with High Biomass Content and High Adhesive Strength Simultaneously. Eur. Polym. J. 2023, 182, 111732. [Google Scholar] [CrossRef]
- Erickson, B.; Nelson, J.E.; Winters, P. Perspective on Opportunities in Industrial Biotechnology in Renewable Chemicals. Biotechnol. J. 2012, 7, 176–185. [Google Scholar] [CrossRef] [PubMed]
- Kemona, A.; Piotrowska, M. Polyurethane Recycling and Disposal: Methods and Prospects. Polymers 2020, 12, 1752. [Google Scholar] [CrossRef] [PubMed]
- Gomez, J.C.; Zakaria, R.; Aung, M.M.; Mokhtar, M.N.; Yunus, R. Synthesis and Characterization of Polyurethanes from Residual Palm Oil with High Poly-Unsaturated Fatty Acid Oils as Additive. Polymers 2021, 13, 4214. [Google Scholar] [CrossRef] [PubMed]
- Fiorelli, J.; Curtolo, D.D.; Barrero, N.G.; Savastano, H.; de Jesus Agnolon Pallone, E.M.; Johnson, R. Particulate Composite Based on Coconut Fiber and Castor Oil Polyurethane Adhesive: An Eco-Efficient Product. Ind. Crops Prod. 2012, 40, 69–75. [Google Scholar] [CrossRef]
- Zaia, U.J.; Cortez-Barbosa, J.; Morales, E.A.M.; Lahr, F.A.R.; Do Nascimento, M.F.; De Araujo, V.A. Production of Particleboards with Bamboo (Dendrocalamus giganteus) Reinforcement. BioResources 2015, 10, 1424–1433. [Google Scholar] [CrossRef]
- Cravo, J.C.M.; de Lucca Sartori, D.; Mármol, G.; Schmidt, G.M.; de Carvalho Balieiro, J.C.; Fiorelli, J. Effect of Density and Resin on the Mechanical, Physical and Thermal Performance of Particleboards Based on Cement Packaging. Constr. Build. Mater. 2017, 151, 414–421. [Google Scholar] [CrossRef]
- Gava, M.; Müzel, S.D.; de Lima, L.R.; Cortez-Barbosa, J.; Garcia, J.N.; Ferreira, B.S.; Filho, H.J.S.; Bernardes, M.S.; De Araujo, V.A. Production of Particleboards from Hevea Brasiliensis Clones and Castor Oil-Based Polyurethane Resin. BioResources 2015, 10, 6896–6905. [Google Scholar] [CrossRef]
- Sugahara, E.S.; da Silva, S.A.M.; Buzo, A.L.S.C.; de Campos, C.I.; Morales, E.A.M.; Ferreira, B.S.; dos Anjos Azambuja, M.; Lahr, F.A.R.; Christoforo, A.L. High-Density Particleboard Made from Agro-Industrial Waste and Different Adhesives. BioResources 2019, 14, 5162–5170. [Google Scholar] [CrossRef]
- Zain, N.M.; Roslin, E.N.; Ahmad, S. Preliminary Study on Bio-Based Polyurethane Adhesive/Aluminum Laminated Composites for Automotive Applications. Int. J. Adhes. Adhes. 2016, 71, 1–9. [Google Scholar] [CrossRef]
- Mekewi, M.A.; Ramadan, A.M.; ElDarse, F.M.; Abdel Rehim, M.H.; Mosa, N.A.; Ibrahim, M.A. Preparation and Characterization of Polyurethane Plasticizer for Flexible Packaging Applications: Natural Oils Affirmed Access. Egypt. J. Pet. 2017, 26, 9–15. [Google Scholar] [CrossRef]
- Sidra; Tabasum, S.; Zia, K.M.; Parveen, B.; Hussain, M.T. A Novel Water Borne Green Textile Polyurethane Dispersions Finishes from Cotton (Gossypium arboreum) Seed Oil Based Polyol Used in Modification of Cellulosic Fabrics. Carbohydr. Polym. Technol. Appl. 2021, 2, 100170. [Google Scholar] [CrossRef]
- Santan, H.D.; James, C.; Fratini, E.; Martínez, I.; Valencia, C.; Sánchez, M.C.; Franco, J.M. Structure-Property Relationships in Solvent Free Adhesives Derived from Castor Oil. Ind. Crops Prod. 2018, 121, 90–98. [Google Scholar] [CrossRef]
- De Ponte, C.; Liscio, M.C.; Sospiro, P. State of the Art on the Nexus between Sustainability, Fashion Industry and Sustainable Business Model. Sustain. Chem. Pharm. 2023, 32, 100968. [Google Scholar] [CrossRef]
- Orgilés-Calpena, E.; Arán-Aís, F.; Torró-Palau, A.M.; Orgilés-Barceló, C. Novel Polyurethane Reactive Hot Melt Adhesives Based on Polycarbonate Polyols Derived from CO2 for the Footwear Industry. Int. J. Adhes. Adhes. 2016, 70, 218–224. [Google Scholar] [CrossRef]
- Norazwani, M.Z.; Ghazali, F.A.; Roslin, E.N. Potential of Natural Oil-Based Polyurethane as an Adhesive for Particleboard Production: A Review. Int. J. Mech. Eng. Technol. 2018, 9, 1485–1493. [Google Scholar]
- Zhang, H.; Guo, Y.; Yao, J.; He, M. Epoxidised Soybean Oil Polymer Composites Reinforced with Modified Microcrystalline Cellulose. J. Exp. Nanosci. 2016, 11, 1213–1226. [Google Scholar] [CrossRef]
- Pizzi, A.; Mittal, K.L. Handbook of Adhesive Technology; Taylor & Francis: New York, NY, USA, 2018; ISBN 9871498736442. [Google Scholar]
- Pizzi, A.; Mittal, K.L. Protein Adhesives. In Handbook of Adhesive Technology; Frihart, C.R., Lorenz, L.F., Eds.; Taylor & Francis: New York, NY, USA, 2018; pp. 145–175. ISBN 9871498736442. [Google Scholar]
- Pizzi, A.; Mittal, K.L. Rubber-Based Adhesives. In Handbook of Adhesive Technology; Shybi, A.A., Varghese, S., Maria, H.J., Thomas, S., Eds.; Taylor & Francis: New York, NY, USA, 2018; pp. 177–200. ISBN 9871498736442. [Google Scholar]
- Pizzi, A.; Mittal, K.L. Phenolic Resin Adhesives. In Handbook of Adhesive Technology; Pizzi, A., Ed.; Taylor & Francis: New York, NY, USA, 2018; pp. 223–261. ISBN 9871498736442. [Google Scholar]
- Pizzi, A.; Mittal, K.L. Natural Phenolic Adhesives Derived from Tannins and Lignin. In Handbook of Adhesive Technology; Pizzi, A., Ed.; Taylor & Francis: New York, NY, USA, 2018; pp. 263–281. ISBN 9871498736442. [Google Scholar]
- Pizzi, A.; Mittal, K.L. Polyurethane Adhesives. In Handbook of Adhesive Technology; Lay, D.G., Cranley, P., Pizzi, A., Eds.; Taylor & Francis: New York, NY, USA, 2018; pp. 321–348. ISBN 9871498736442. [Google Scholar]
- Pizzi, A.; Mittal, K.L. Reactive Acrylic Adhesives. In Handbook of Adhesive Technology; Pitia, E., Hill, J., Eds.; Taylor & Francis: New York, NY, USA, 2018; pp. 349–365. ISBN 9871498736442. [Google Scholar]
- Pizzi, A.; Mittal, K.L. Anaerobic Adhesives. In Handbook of Adhesive Technology; Birkett, D., Condron, D., Eds.; Taylor & Francis: New York, NY, USA, 2018; pp. 367–383. ISBN 9871498736442. [Google Scholar]
- Pizzi, A.; Mittal, K.L. Aerobic Acrylic Adhesives. In Handbook of Adhesive Technology; Sweeney, N., Ed.; Taylor & Francis: New York, NY, USA, 2018; pp. 385–393. ISBN 9871498736442. [Google Scholar]
- Pizzi, A.; Mittal, K.L. Biobased Acrylic Adhesives. In Handbook of Adhesive Technology; Sweeney, N., Ed.; Taylor & Francis: New York, NY, USA, 2018; pp. 395–403. ISBN 9871498736442. [Google Scholar]
- Pizzi, A.; Mittal, K.L. Silicone Adhesives and Sealants. In Handbook of Adhesive Technology; Klosowski, J.M., Ed.; Taylor & Francis: New York, NY, USA, 2018; pp. 405–413. ISBN 9871498736442. [Google Scholar]
- Pizzi, A.; Mittal, K.L. Epoxy Adhesives. In Handbook of Adhesive Technology; Rudawska, A., Ed.; Taylor & Francis: New York, NY, USA, 2018; pp. 415–441. ISBN 9871498736442. [Google Scholar]
- Pizzi, A.; Mittal, K.L. Bio-Sourced Epoxy Monomers and Polymers. In Handbook of Adhesive Technology; Caillol, S., Boutevin, B., Pascault, J.-P., Eds.; Taylor & Francis: New York, NY, USA, 2018; pp. 443–470. ISBN 9871498736442. [Google Scholar]
- Pizzi, A.; Mittal, K.L. Pressure-Sensitive Adhesives. In Handbook of Adhesive Technology; Benedek, I., Ed.; Taylor & Francis: New York, NY, USA, 2018; pp. 471–508. ISBN 9871498736442. [Google Scholar]
- Ghasemlou, M.; Daver, F.; Ivanova, E.P.; Adhikari, B. Polyurethanes from Seed Oil-Based Polyols: A Review of Synthesis, Mechanical and Thermal Properties. Ind. Crops Prod. 2019, 142, 111841. [Google Scholar] [CrossRef]
- Liang, H.; Liu, L.; Lu, J.; Chen, M.; Zhang, C. Castor Oil-Based Cationic Waterborne Polyurethane Dispersions: Storage Stability, Thermo-Physical Properties and Antibacterial Properties. Ind. Crops Prod. 2018, 117, 169–178. [Google Scholar] [CrossRef]
- Handika, S.O.; Lubis, M.A.R.; Sari, R.K.; Laksana, R.P.B.; Antov, P.; Savov, V.; Gajtanska, M.; Iswanto, A.H. Enhancing Thermal and Mechanical Properties of Ramie Fiber via Impregnation by Lignin-Based Polyurethane Resin. Materials 2021, 14, 6850. [Google Scholar] [CrossRef]
- Iswanto, A.H.; Lubis, M.A.R.; Sutiawan, J.; Al-Edrus, S.S.O.; Lee, S.H.; Antov, P.; Kristak, L.; Reh, R.; Mardawati, E.; Santoso, A.; et al. Latest Advancements in the Development of High-Performance Lignin- and Tannin-Based Non-Isocyanate Polyurethane Adhesive for Wood Composites. Polymers 2023, 15, 3864. [Google Scholar] [CrossRef]
- Sari, R.A.L.; Lubis, M.A.R.; Sari, R.K.; Kristak, L.; Iswanto, A.H.; Mardawati, E.; Fatriasari, W.; Lee, S.H.; Reh, R.; Sedliacik, J.; et al. Properties of Plywood Bonded with Formaldehyde-Free Adhesive Based on Poly(Vinyl Alcohol)–Tannin–Hexamine at Different Formulations and Cold-Pressing Times. J. Compos. Sci. 2023, 7, 113. [Google Scholar] [CrossRef]
- Nordqvist, P.; Nordgren, N.; Khabbaz, F.; Malmström, E. Plant Proteins as Wood Adhesives: Bonding Performance at the Macro- and Nanoscale. Ind. Crops Prod. 2013, 44, 246–252. [Google Scholar] [CrossRef]
- Xiao, G.; Liang, J.; Wu, Z.; Lei, H.; Gong, F.; Gu, W.; Tu, Y.; Li, D. A Composite Whole-Biomass Tannin–Sucrose–Soy Protein Wood Adhesive with High Performance. Forests 2023, 14, 1250. [Google Scholar] [CrossRef]
- Lubis, M.A.R.; Park, B.D.; Hong, M.K. Tuning of Adhesion and Disintegration of Oxidized Starch Adhesives for the Recycling of Medium Density Fiberboard. BioResources 2020, 15, 5156–5178. [Google Scholar] [CrossRef]
- Lubis, M.A.R.; Yadav, S.M.; Park, B.D. Modification of Oxidized Starch Polymer with Nanoclay for Enhanced Adhesion and Free Formaldehyde Emission of Plywood. J. Polym. Environ. 2021, 29, 2993–3003. [Google Scholar] [CrossRef]
- Tian, W.; Wang, X.; Ye, Y.; Wu, W.; Wang, Y.; Jiang, S.; Wang, J.; Han, X. Recent Progress of Biomass in Conventional Wood Adhesives: A Review. Green Chem. 2023, 25, 10304–10337. [Google Scholar] [CrossRef]
- Tabasum, S.; Zia, K.M.; Parveen, B.; Shahid, M. Polyurethane Dispersions Prepared from Vegetable Oil and Their Application as Textile Finishes. Text. Res. J. 2022, 92, 4639–4651. [Google Scholar] [CrossRef]
- Wang, X.; Nayanathara, R.M.O.; Leng, W.; Caldona, E.B.; Liu, L.; Advincula, R.C.; Zhang, Z.; Zhang, X. Corrosion-Resistant Polyurethane Coatings from Structure-Homogenized Biorefinery Lignin through Fractionation and Oxypropylation. J. Agric. Food Res. 2022, 10, 100452. [Google Scholar] [CrossRef]
- Kachel, M.; Krawczuk, A.; Krajewska, M.; Parafiniuk, S.; Guz, T.; Rząd, K.; Matwijczuk, A. Comparative Analysis of Vegetable and Mineral Oil-Based Antiadhesive/Hydrophobic Liquids and Their Impact on Wood Properties. Materials 2023, 16, 4975. [Google Scholar] [CrossRef]
- Pang, H.; Ma, C.; Zhang, S. Conversion of Soybean Oil Extraction Wastes into High-Performance Wood Adhesives Based on Mussel-Inspired Cation-π Interactions. Int. J. Biol. Macromol. 2022, 209, 83–92. [Google Scholar] [CrossRef]
- Lee, A.; Deng, Y. Green Polyurethane from Lignin and Soybean Oil through Non-Isocyanate Reactions. Eur. Polym. J. 2015, 63, 67–73. [Google Scholar] [CrossRef]
- Abbas, Z. Bio-Based Polyurethane Adhesives: A Review Bio-Based Polyurethane Adhesives: A Review. Dep. Appl. Chem. Gov. Coll. Univ. Faisalabad 2020, 2, 28–30. [Google Scholar]
- Xiao, X.; Dong, Y.; Tang, Z.; Shi, S.; Gu, L. Degradable, Anticorrosive, and Fluorescent Waterborne Polyurethanes from Vegetable Oil Internal Emulsifiers for Adhesives and Strain Sen Sor. Ind. Crops Prod. 2023, 200, 116865. [Google Scholar] [CrossRef]
- Gama, N.; Ferreira, A.; Barros-Timmons, A. Cure and Performance of Castor Oil Polyurethane Adhesive. Int. J. Adhes. Adhes. 2019, 95, 102413. [Google Scholar] [CrossRef]
- Jasiūnas, L.; Peck, G.; Bridžiuvienė, D.; Miknius, L. Mechanical, Thermal Properties and Stability of High Renewable Content Liquefied Residual Biomass Derived Bio-Polyurethane Wood Adhesives. Int. J. Adhes. Adhes. 2020, 101, 102618. [Google Scholar] [CrossRef]
- Lu, Y.; Zhang, P.; Fan, M.; Jiang, P.; Bao, Y.; Gao, X.; Xia, J. Dual Bond Synergy Enhancement to Mechanical and Thermal Properties of Castor Oil-Based Waterborne Polyurethane Composites. Polymer 2019, 182, 121832. [Google Scholar] [CrossRef]
- Kaur, R.; Singh, P.; Tanwar, S.; Varshney, G.; Yadav, S. Assessment of Bio-Based Polyurethanes: Perspective on Applications and Bio-Degradation. Macromol 2022, 2, 284–314. [Google Scholar] [CrossRef]
- Purwanto, E.; Riadi, L.; Nathania Tamara, I.; Mellisha Ika, K. The Optimization of Ozonolysis Reaction for Synthesis of Biopolyol from Used Palm Cooking Oil. ASEAN J. Chem. Eng. 2014, 14, 49711. [Google Scholar] [CrossRef]
- Bizet, B.; Grau, É.; Cramail, H.; Asua, J.M. Water-Based Non-Isocyanate Polyurethane-Ureas (NIPUUs). Polym. Chem. 2020, 11, 3786–3799. [Google Scholar] [CrossRef]
- Khatoon, H.; Iqbal, S.; Irfan, M.; Darda, A.; Rawat, N.K. A Review on the Production, Properties and Applications of Non-Isocyanate Polyurethane: A Greener Perspective. Prog. Org. Coat. 2021, 154, 106124. [Google Scholar] [CrossRef]
- Heinrich, L.A. Future Opportunities for Bio-Based Adhesives-Advantages beyond Renewability. Green Chem. 2019, 21, 1866–1888. [Google Scholar] [CrossRef]
- Ang, K.P.; Lee, C.S.; Cheng, S.F.; Chuah, C.H. Synthesis of Palm Oil-Based Polyester Polyol for Polyurethane Adhesive Production. J. Appl. Polym. Sci. 2014, 131, 39967. [Google Scholar] [CrossRef]
- Kaikade, D.S.; Sabnis, A.S. Recent Advances in Polyurethane Coatings and Adhesives Derived from Vegetable Oil-Based Polyols. J. Polym. Environ. 2023, 31, 4583–4605. [Google Scholar] [CrossRef]
- Barnwal, B.K.; Sharma, M.P. Prospects of Biodiesel Production from Vegetable Oils in India. Renew. Sustain. Energy Rev. 2005, 9, 363–378. [Google Scholar] [CrossRef]
- Prussi, M.; Chiaramonti, D.; Riccio, G.; Martelli, F.; Pari, L. Straight Vegetable Oil Use in Micro-Gas Turbines: System Adaptation and Testing. Appl. Energy 2012, 89, 287–295. [Google Scholar] [CrossRef]
- Islam, M.N.; Rahman, F.; Das, A.K.; Hiziroglu, S. An Overview of Different Types and Potential of Bio-Based Adhesives Used for Wood Products. Int. J. Adhes. Adhes. 2022, 112, 102992. [Google Scholar] [CrossRef]
- Marques, A.C.; Mocanu, A.; Tomić, N.Z.; Balos, S.; Stammen, E.; Lundevall, A.; Abrahami, S.T.; Günther, R.; de Kok, J.M.M.; de Freitas, S.T. Review on Adhesives and Surface Treatments for Structural Applications: Recent Developments on Sustainability and Implementation for Metal and Composite Substrates. Materials 2020, 13, 5590. [Google Scholar] [CrossRef]
- Zhang, J.; Wu, Y.; Zhang, H.; Yan, T.; Huang, Y.; Jiang, J.; Tang, J.-J. Castor Oil-Glycerol-Based Waterborne Polyurethane Dispersions. Prog. Org. Coat. 2021, 157, 106333. [Google Scholar] [CrossRef]
- Eisen, A.; Bussa, M.; Röder, H. A Review of Environmental Assessments of Biobased against Petrochemical Adhesives. J. Clean. Prod. 2020, 277, 124277. [Google Scholar] [CrossRef]
- Metzger, J.O.; Eissen, M. Concepts on the Contribution of Chemistry to a Sustainable Development. Renewable Raw Materials. Comptes Rendus Chim. 2004, 7, 569–581. [Google Scholar] [CrossRef]
- Cui, S.; Luo, X.; Li, Y. Synthesis and Properties of Polyurethane Wood Adhesives Derived from Crude Glycerol-Based Polyols. Int. J. Adhes. Adhes. 2017, 79, 67–72. [Google Scholar] [CrossRef]
- Hsissou, R.; Seghiri, R.; Benzekri, Z.; Hilali, M.; Rafik, M.; Elharfi, A. Polymer Composite Materials: A Comprehensive Review. Compos. Struct. 2021, 262, 113640. [Google Scholar] [CrossRef]
- Alam, M.; Akram, D.; Sharmin, E.; Zafar, F.; Ahmad, S. Vegetable Oil Based Eco-Friendly Coating Materials: A Review Article. Arab. J. Chem. 2014, 7, 469–479. [Google Scholar] [CrossRef]
- Alcock, T.D.; Salt, D.E.; Wilson, P.; Ramsden, S.J. More Sustainable Vegetable Oil: Balancing Productivity with Carbon Storage Opportunities. Sci. Total Environ. 2022, 829, 154539. [Google Scholar] [CrossRef]
- McDevitt, J.E.; Grigsby, W.J. Life Cycle Assessment of Bio- and Petro-Chemical Adhesives Used in Fiberboard Production. J. Polym. Environ. 2014, 22, 537–544. [Google Scholar] [CrossRef]
- Petrović, Z.S.; Hong, D.; Javni, I.; Erina, N.; Zhang, F.; Ilavský, J. Phase Structure in Segmented Polyurethanes Having Fatty Acid-Based Soft Segments. Polymer 2013, 54, 372–380. [Google Scholar] [CrossRef]
- Wu, Y.; Qing, Y.; Wan, H.; Li, X.; Li, X.; Wang, Y.; Liu, M.; Yang, S. Preparation and Characterization of Hybrid Resin from Used Urea-Formaldehyde and Isocyanate Resin. Int. J. Adhes. Adhes. 2023, 124, 103369. [Google Scholar] [CrossRef]
- Bartkowiak, M.; Czech, Z.; Mozelewska, K.; Kabatc, J. Comparison between Thermal Crosslinkers Based on Melamine-Formaldehyde and Benzoguanamine Resin and Their Influence on Main Performance of Acrylic Pressure-Sensitive Adhesives as Tack, Peel Adhesion, Shear Strength and Pot-Life. Polym. Test. 2020, 89, 106596. [Google Scholar] [CrossRef]
- Marchione, F.; Chiappini, G.; Munafò, P. Effect of Temperature and Relative Humidity on the Shear Performance of Double-Lap Adhesive Joints between Steel and Glass Adherends. J. Build. Eng. 2022, 45, 103546. [Google Scholar] [CrossRef]
- Viana, G.; Costa, M.; Banea, M.; da Silva, L. A Review on the Temperature and Moisture Degradation of Adhesive Joints. Proc. Inst. Mech. Eng. Part L J. Mater. Des. Appl. 2017, 231, 488–501. [Google Scholar] [CrossRef]
- Aristri, M.A.; Lubis, M.A.R.; Yadav, S.M.; Antov, P.; Papadopoulos, A.N.; Pizzi, A.; Fatriasari, W.; Ismayati, M.; Iswanto, A.H. Recent Developments in Lignin- and Tannin-Based Non-Isocyanate Polyurethane Resins for Wood Adhesives—A Review. Appl. Sci. 2021, 11, 4242. [Google Scholar] [CrossRef]
- Norström, E.; Demircan, D.; Fogelström, L.; Khabbaz, F.; Malmström, E. Green Binders for Wood Adhesives. Appl. Adhes. Bond. Sci. Technol. 2017, 1, 13–70. [Google Scholar] [CrossRef]
- Mort, R.; Olson, E.; Thurber, H.; Jiang, S.; Vorst, K.; Curtzwiler, G. Waterborne Polyurethane/Acrylic Adhesive Blends from Physaria Fendleri Oil for Food Packaging Applications. Sustainability 2022, 14, 8657. [Google Scholar] [CrossRef]
- Nacas, A.M.; Antonino, L.D.; Chinellato, A.C.; dos Santos, D.J. Nano Boron Nitride/Polyurethane Adhesives in Flexible Laminated Food Packaging: Peeling Resistance and Permeability Properties. Int. J. Adhes. Adhes. 2019, 93, 102326. [Google Scholar] [CrossRef]
- Bhakri, S.; Ghozali, M.; Cahyono, E.; Triwulandari, E.; Restu, W.K.; Solihat, N.N.; Iswanto, A.H.; Antov, P.; Savov, V.; Hua, L.S.; et al. Development and Characterization of Eco-Friendly Non-Isocyanate Urethane Monomer from Jatropha Curcas Oil for Wood Composite Applications. J. Renew. Mater. 2023, 11, 41–59. [Google Scholar] [CrossRef]
- Doley, S.; Dolui, S.K. Solvent and Catalyst-Free Synthesis of Sunflower Oil Based Polyurethane through Non-Isocyanate Route and Its Coatings Properties. Eur. Polym. J. 2018, 102, 161–168. [Google Scholar] [CrossRef]
- Pouladi, J.; Mirabedini, S.M.; Eivaz Mohammadloo, H.; Rad, N.G. Synthesis of Novel Plant Oil-Based Isocyanate-Free Urethane Coatings and Study of Their Anti-Corrosion Properties. Eur. Polym. J. 2021, 153, 110502. [Google Scholar] [CrossRef]
- Dumont, M.J.; Kharraz, E.; Qi, H. Production of Polyols and Mono-Ols from 10 North-American Vegetable Oils by Ozonolysis and Hydrogenation: A Characterization Study. Ind. Crops Prod. 2013, 49, 830–836. [Google Scholar] [CrossRef]
- Omonov, T.S.; Kharraz, E.; Curtis, J.M. Ozonolysis of Canola Oil: A Study of Product Yields and Ozonolysis Kinetics in Different Solvent Systems. JAOCS J. Am. Oil Chem. Soc. 2011, 88, 689–705. [Google Scholar] [CrossRef]
- De Souza, V.H.R.; Silva, S.A.; Ramos, L.P.; Zawadzki, S.F. Synthesis and Characterization of Polyols Derived from Corn Oil by Epoxidation and Ozonolysis. JAOCS J. Am. Oil Chem. Soc. 2012, 89, 1723–1731. [Google Scholar] [CrossRef]
- Petrović, Z.S.; Wan, X.; Bilić, O.; Zlatanić, A.; Hong, J.; Javni, I.; Ionescu, M.; Milić, J.; Degruson, D. Polyols and Polyurethanes from Crude Algal Oil. JAOCS J. Am. Oil Chem. Soc. 2013, 90, 1073–1078. [Google Scholar] [CrossRef]
- Hazmi, A.S.A.; Aung, M.M.; Abdullah, L.C.; Salleh, M.Z.; Mahmood, M.H. Producing Jatropha Oil-Based Polyol via Epoxidation and Ring Opening. Ind. Crops Prod. 2013, 50, 563–567. [Google Scholar] [CrossRef]
- Saalah, S.; Abdullah, L.C.; Aung, M.M.; Salleh, M.Z.; Awang Biak, D.R.; Basri, M.; Jusoh, E.R. Waterborne Polyurethane Dispersions Synthesized from Jatropha Oil. Ind. Crops Prod. 2015, 64, 194–200. [Google Scholar] [CrossRef]
- Desroches, M.; Escouvois, M.; Auvergne, R.; Caillol, S.; Boutevin, B. From Vegetable Oils to Polyurethanes: Synthetic Routes to Polyols and Main Industrial Products. Polym. Rev. 2012, 52, 38–79. [Google Scholar] [CrossRef]
- Guo, A.; Demydov, D.; Zhang, W.; Petrovic, Z.S. Polyols and Polyurethanes from Hydroformylation of Soybean Oil. J. Polym. Environ. 2002, 10, 49–52. [Google Scholar] [CrossRef]
- Paraskar, P.M.; Prabhudesai, M.S.; Hatkar, V.M.; Kulkarni, R.D. Vegetable Oil Based Polyurethane Coatings—A Sustainable Approach: A Review. Prog. Org. Coat. 2021, 156, 106267. [Google Scholar] [CrossRef]
- Agrawal, A.; Kaur, R. Effect of Nano Filler on the Flammability of Bio-Based RPUF. Integr. Ferroelectr. 2019, 202, 20–28. [Google Scholar] [CrossRef]
- Ionescu, M.; Radojčić, D.; Wan, X.; Petrović, Z.S.; Upshaw, T.A. Functionalized Vegetable Oils as Precursors for Polymers by Thiol-Ene Reaction. Eur. Polym. J. 2015, 67, 439–448. [Google Scholar] [CrossRef]
- Kong, X.; Liu, G.; Qi, H.; Curtis, J.M. Preparation and Characterization of High-Solid Polyurethane Coating Systems Based on Vegetable Oil Derived Polyols. Prog. Org. Coat. 2013, 76, 1151–1160. [Google Scholar] [CrossRef]
- Omrani, I.; Farhadian, A.; Babanejad, N.; Shendi, H.K.; Ahmadi, A.; Nabid, M.R. Synthesis of Novel High Primary Hydroxyl Functionality Polyol from Sunflower Oil Using Thiol-Yne Reaction and Their Application in Polyurethane Coating. Eur. Polym. J. 2016, 82, 220–231. [Google Scholar] [CrossRef]
- Ho, L.; Kim, S.H.; Kim, B.K. Effects of the Hydroxyl Value of Polyol in Rigid Polyurethane Foams. Polym. Adv. Technol. 2008, 19, 1729–1734. [Google Scholar] [CrossRef]
- Maisonneuve, L.; Chollet, G.; Grau, E.; Cramail, H. Vegetable Oils: A Source of Polyols for Polyurethane Materials. OCL—Oilseeds Fats Crop. Lipids 2016, 23, 2016031. [Google Scholar] [CrossRef]
- Zain, N.M.; Ahmad, S.H.; Ali, E.S. Durability of Green Polyurethane Adhesive Bonded Aluminum Alloy in Dry and Hydrothermal Ageing Conditions. J. Appl. Polym. Sci. 2014, 131, 41151. [Google Scholar] [CrossRef]
- Paz, E.; Narbón, J.J.; Abenojar, J.; Cledera, M.; del Real, J.C. Influence of Acrylic Adhesive Viscosity and Surface Roughness on the Properties of Adhesive Joint. J. Adhes. 2016, 92, 877–891. [Google Scholar] [CrossRef]
- Akram, N.; Gurney, R.S.; Zuber, M.; Ishaq, M.; Keddie, J.L. Influence of Polyol Molecular Weight and Type on the Tack and Peel Properties of Waterborne Polyurethane Pressure-Sensitive Adhesives. Macromol. React. Eng. 2013, 7, 493–503. [Google Scholar] [CrossRef]
- Nacas, A.M.; Ito, N.M.; Sousa, R.R.D.; Spinacé, M.A.; Dos Santos, D.J. Effects of NCO:OH Ratio on the Mechanical Properties and Chemical Structure of Kraft Lignin–Based Polyurethane Adhesive. J. Adhes. 2017, 93, 18–29. [Google Scholar] [CrossRef]
- Silva, B.B.R.; Santana, R.M.C.; Forte, M.M.C. A Solventless Castor Oil-Based PU Adhesive for Wood and Foam Substrates. Int. J. Adhes. Adhes. 2010, 30, 559–565. [Google Scholar] [CrossRef]
- Shi, H.; Magaye, R.; Castranova, V.; Zhao, J. Titanium Dioxide Nanoparticles: A Review of Current Toxicological Data. Part. Fibre Toxicol. 2013, 10, 15. [Google Scholar] [CrossRef]
- Kathalewar, M.S.; Joshi, P.B.; Sabnis, A.S.; Malshe, V.C. Non-Isocyanate Polyurethanes: From Chemistry to Applications. RSC Adv. 2013, 3, 4110–4129. [Google Scholar] [CrossRef]
- Singh, M.K.; Tewari, R.; Zafar, S.; Rangappa, S.M.; Siengchin, S. A Comprehensive Review of Various Factors for Application Feasibility of Natural Fiber-Reinforced Polymer Composites. Results Mater. 2023, 17, 100355. [Google Scholar] [CrossRef]
- Unverferth, M.; Kreye, O.; Prohammer, A.; Meier, M.A.R. Renewable Non-Isocyanate Based Thermoplastic Polyurethanes via Polycondensation of Dimethyl Carbamate Monomers with Diols. Macromol. Rapid Commun. 2013, 34, 1569–1574. [Google Scholar] [CrossRef] [PubMed]
- Azra, N.A.; Atiqah, A.; Fadhlina, H.; Bakar, M.A.; Jalar, A.; Ilyas, R.A.; Naveen, J.; Sabaruddin, F.A.; Lim, K.K.; Asrofi, M. Oil-Palm Based Nanocellulose Reinforced Thermoplastic Polyurethane for Plastic Encapsulation of Biomedical Sensor Devices: Water Absorption, Thickness Swelling and Density Properties. Appl. Sci. Eng. Prog. 2023, 16, 5696. [Google Scholar] [CrossRef]
- Broughton, W. Testing the Mechanical, Thermal and Chemical Properties of Adhesives for Marine Environments. In Adhesives in Marine Engineering; Woodhead Publishing: Sawston, UK, 2012; pp. 99–154. [Google Scholar] [CrossRef]







{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Adhesive Class | Raw Material | Main Advantages | Main Challenges | Main Applications | Ref. |
|---|---|---|---|---|---|
| Protein adhesives | Plant and animal proteins (casein, collagen, fish protein, vegetable protein) | Environmentally friendly, flexible in various applications | Low water resistance, susceptible to degradation due to extreme environments | Wood and paper-making industry, wood paneling, furniture | [60] |
| Rubber-based adhesives | Natural or synthetic rubber latex | High elasticity and flexibility | Low heat resistance | Automotive industry, packaging, electronics, shoe and clothing makers, and construction sector | [61] |
| Phenolic resin adhesives | Phenol, formaldehyde | High heat resistance | Environmental impact, limitations in application (less suitable for applications that require elastic adhesion) | Wood adhesives, laminates, construction | [62] |
| Resorcinol and phenol-resorcinol adhesives | Resorcinol, phenol, formaldehyde | High reactivity (room-temperature curing), good storage stability, strong adhesion, water resistance | High cost of resorcinol | Exterior-grade adhesives, structural application area, laminates, construction | [62] |
| Natural phenolic adhesives | Tannin, lignin | High biodegradability, environmentally friendly | Limited adhesion properties | Wood panel, paper, and cardboard industry | [63] |
| Urea and melamine amino resin adhesives | Urea, melamine, formaldehyde | Resistant to moisture, good storage stability, strong adhesion | Does not withstand exterior applications, potential formaldehyde emissions | Particle and fiberboard, lining paper, lamination, furniture and decoration industries | [63] |
| PUA | Polyols and isocyanates | Strength and durability, adhesion to various substrates | Toxicity, environmental impact | Automotive, construction, wood and furniture, packaging, and textile industries | [64] |
| Reactive acrylic adhesives | Acrylic polymer | Strength, temperature, and chemical resistance | Lower rigidity than other structural adhesives | Automotive adhesives, construction, general manufacturing | [65] |
| Anaerobic adhesives | Methacrylate | Fills gaps and cracks, vibration resistance, corrosion protection | Clean surface dependency | Thread locking, retaining, thread sealing, general industry applications | [66] |
| Aerobic acrylic adhesives | Oligomer dan monomer methacrylate | Adhesion to polyolefins, resistance to temperature and chemicals | Some adhesives suffer from oxygen inhibition, so they remain tacky on surfaces, incompatibility with specific polymers | Connection of magnets, displays, and medical needles | [67] |
| Biobased acrylic adhesives | Acrylic acid, methyl methacrylate, and other (meth)acrylate monomers | Environmentally friendly | High production cost | Automotive industry | [68] |
| Silicone adhesives and sealants | Polydimethylsiloxane (PDMS) polymer | Resistance to temperature and chemicals, resistance to ultraviolet (UV) radiation | High production cost, slow curing time | Construction, automotive, electronics, specialty applications | [69] |
| Epoxy adhesives | Epichlorohydrin and bis-phenol-A | Strength, temperature, and chemical resistance | Relatively expensive, not resistant to UV light, low resistance to organic fertilizers | Construction, electronics, automotive industry adhesives | [70] |
| Bio-sourced epoxy monomers and polymers | Epoxy based on natural materials (vegetable oils, lignin) | Good chemical resistance, high-temperature resistance, flexibility | Low water resistance | Construction, automotive | [71] |
| Pressure-sensitive adhesive | Elastomers, visco-elastomers, tackifier resins, plasticizers, etc. | Ease of use, easy to remove | Lower strength compared to other adhesives | Adhesive labels, stickers, tapes, protective films of electronic surfaces, glass, or other products | [72] |
| Polyol Extraction Method | Advantages | Challenges | Potential Developments | Ref. |
|---|---|---|---|---|
| Epoxidation/Oxirane Ring Opening | Vegetable oils are a renewable resource with environmental sustainability potential. They produce polyols with moderate hydroxyl values. | Chemical usage, such as hydrogen peroxide and formic acid, can lead to pollution risks. Methanol has the potential to impact air quality negatively. | Further research is necessary to reduce the use of dangerous chemicals and discover environmentally friendly options. | [52,98] |
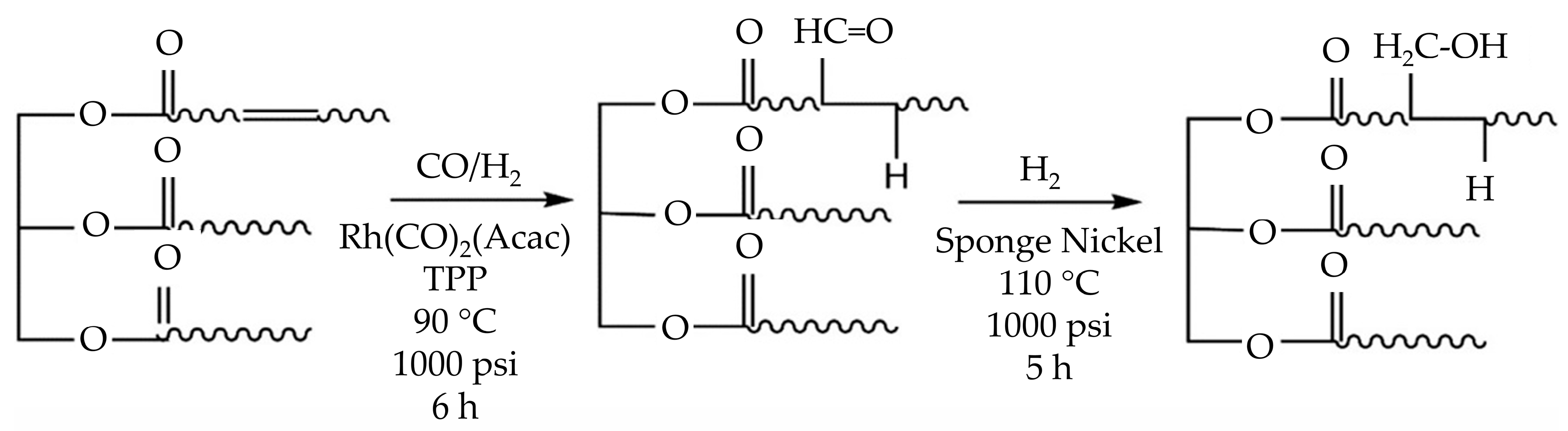
| Hydroformylation | Utilizes rubber seed oils, reduces dependence on fossil fuels, and optimizes waste management effectively. | It relies on expensive rhodium and nickel catalysts, causing water pollution due to nickel. | Further investigation is required for environmentally friendly catalysts and optimizing processes to reduce environmental footprint. | [30,127] |
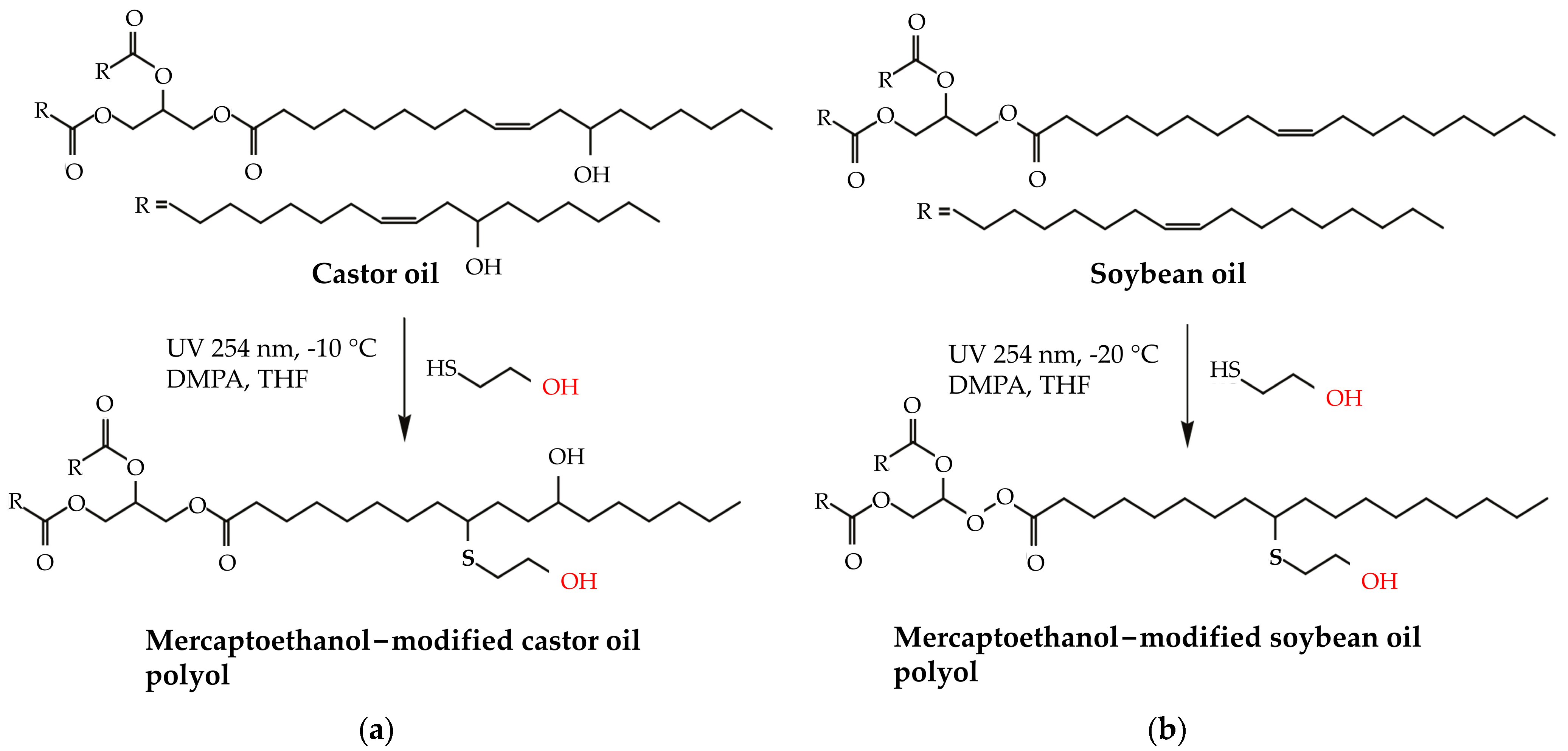
| Thiol-ene Reaction | Utilizes renewable biomass to create high OH-value (OHV) polyol. | Challenges involve low temperature, extended duration, and scale-up difficulties. | Further research is needed to discover new reactants, enhance conditions, and boost efficiency in time and energy. | [13,16] |
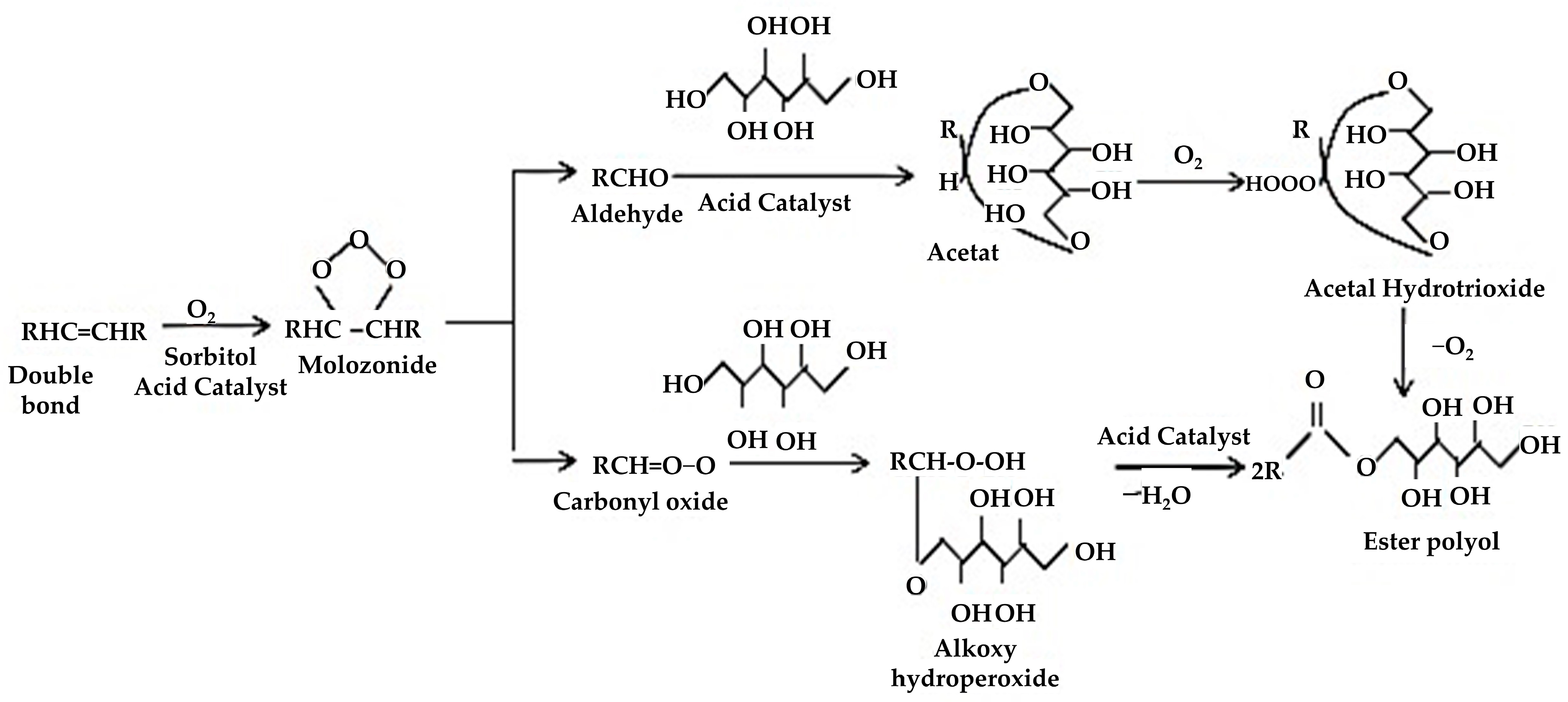
| Ozonolysis | Facilitates the production of high OHV polyol and promotes the recycling of vegetable oil for renewable feedstock. | Acid formation during ozonolysis can hinder polyurethane (PU) formation. The environmental advantages of crude oil utilization need a more comprehensive assessment. | Optimize to reduce acid formation, compare environmental impact with traditional methods, and reduce total cost by recycling unused ozone. | [94,124] |
| Transesterification | Utilizes vegetable oils for renewable feedstock, offering improved control over polyol characteristics and producing polyols with varied OHV. | Necessitates elevated reaction temperature and prolonged reaction time, as well as the utilization of possibly contaminating catalysts. | Additional research is necessary to enhance reaction conditions and discover environmentally friendly catalysts. | [22,23,133] |
| Raw Mat. | Method | OHV 1 | AV 2 | MW 3 | Viscosity 4 | Ref. |
|---|---|---|---|---|---|---|
| Used Palm Cooking Oil | Ozonolysis | 85–202 | - | - | 0.015 | [94] |
| Palm oil | Epoxidation | 78.17 | 2.74 | 36.308 | 0.041 | [41] |
| Epoxidized and hydroxylation | 132 | 7.56 | 922 | 85 | [33] | |
| Canola oil | Ozonolysis | - | - | 680–1066 | - | [125] |
| Ozonolysis and hydrogenation | 203 | - | 521 | - | [17] | |
| Ozonolysis | 260 | 2 | - | 0.81 | [14] | |
| Epoxidation and ring-opened | 259 | 0,2 | - | 3.584 × 106 | [31] | |
| Epoxidation | 259 | 0.8 | - | 2.4 | [135] | |
| Esterification | 164.6 | - | - | - | [90] | |
| Corn Oil | Ozonolysis | 163.1 | - | - | - | [126] |
| Epoxidation | 140.8 | - | - | - | [126] | |
| Crude Algal Oil | Ozonolysis | 123 | - | - | - | [127] |
| Epoxidation/ ring opening | 51.6 | 13.7 | - | 470 | [127] | |
| Transesterific-ation | 150 | 3.3 | - | 1.3 | [127] | |
| Hydroformyl-ation | 147 | - | - | - | [127] | |
| Rubber Seed Oil | Hydroformyl-ation/Hydrogen-ation | 240–244 | 21 | 1900 | 10.6 | [30] |
| Sunflower Oil | Ozonolysis and hydrogenation | 210 | 11 | 563 | 0.5 | [124] |
| Epoxidation/ ring opening | 402 | - | - | - | [136] | |
| Thiol-ene coupling reaction | - | - | - | - | [136] | |
| Epoxidation | 286 | 0.6 | - | 3.3 | [135] | |
| Soybean Oil | Ozonolysis | 228 | 2 | - | 0.68 | [14] |
| Ozonolysis | - | - | - | - | [15] | |
| Thiol-ene coupling reaction | 199 | - | - | - | [13] | |
| Thiol-ene coupling reaction | 203 | - | 1270 | - | [16] | |
| Epoxidation | 300 | - | - | - | [11] | |
| Epoxidation ring opening | 158–283 | 2.73–4.56 | 501–13.615 | 37.5–688 | [17] | |
| Jatropha Oil | Epoxidation and hydroxylation | 171–179 | 10.4–12.2 | 1681–1710 | 0.92–0.98 | [128] |
| Epoxidation/oxarine ring opening | 138–217 | 4.80–8.63 | - | 30.0–80.4 | [129] | |
| Hydroxylation and alcoholysis | 171 | 8.19 | 1251 | 75 | [33] | |
| Castor Oil | Transesterific-ation | 190–234 | 1.40–1.68 | 3490–3931 | 0.98–0.99 | [22] |
| Transesterific-ation | 160–250 | 2 | - | - | [23] | |
| Thiol-ene coupling reaction | 278 | - | 1167 | - | [16] | |
| Thiol-ene coupling reaction | 258–286 | 0.98–2.74 | - | 15.5–18.6 | [24] | |
| Transesterific-ation | 350–450 | - | 1165 | - | [133] | |
| Esterification | 117–134 | 1.41–1.65 | - | 0.62–0.945 | [26] | |
| Crude Alga Oil | Hydroformyl-ation | 147 | - | - | - | [127] |
| Ozonolysis | 123 | - | - | - | [127] | |
| Epoxidation | 51.6 | - | - | 0.47 | [127] | |
| Transesterific-ation | 150 | 3.3 | - | 1.3 | [127] | |
| Camelia | Ozonolysis and hydrogenation | 165 | 7 | 692 | 0.4 | [124] |
| Epoxidation | 272 | 0.5 | - | 4.7 | [135] | |
| Linola flax | Epoxidation | 292 | 0.9 | - | 4.2 | [135] |
| Nulin Flax | Epoxidation | 302 | 0.8 | - | 13.5 | [135] |
| Sunflower | Epoxidation | - | - | 876.19 | - | [122] |
| No | Polyol | Isocyanate | RNCO:OH | Ref. |
|---|---|---|---|---|
| 1 | Epoxidated canola oil | pMDI | 1.2/1.0, 1.5/1.0, 1.8/1.0. | [31] |
| 2 | Glycerol modified castor oil | MDI | 1.0–1.4 | [32] |
| 3 | Esterified castor oil | MDI | 1.0–1.6 | [26] |
| 4 | Palm oil polyester polyol | pMDI, TDI | 1.3, 1.5 | [98] |
| 5 | Jatropha oil-based polyol | TDI | 1.8/1.0 2.05/1.0 2.2/1.0 | [33] |
| 6 | Palm oil-based polyol | TDI | 1.8/1.0 2.05/1.0 2.2/1.0 | [33] |
| 7 | Castor oil | MDI | 1.00–3.00 | [90] |
| 8 | Castor oil polyester polyol | Aromatic and aliphatic isocyanate | 1.0, 1.3, 1.7 | [34] |
| 9 | Soybean oil polyol | IPDI | 1.05 | [42] |
| 10 | Epoxidated soybean oil | pMDI | 3/2 | [35] |
| 11 | Castor oil | PBPI | 1.1:1, 1.3:1, and 1.5:1 | [21] |
| 12 | Castor oil | HMDI | 1.87 & 3.20 | [19] |
| 13 | Castor oil polyol | PAPI | Under 1.1.5 | [29] |
| 14 | Crude glycerol | MDI | 1.0 to 1.7 | [107] |
| 15 | Castor oil | MDI | 2:1, 2.5:1, 3:1, 3.5:1, 4:1, 4.53:1 | [18] |
| 16 | Castor oil | HMDI | 4.53:1:1 | [36] |
| No | Bio-PU adhesive | Application | LSS 1 * | LF 2 * | CT 3 * | GS 4 * | Ref. |
|---|---|---|---|---|---|---|---|
| 1 | Epoxidated canola oil | Wood | 5.7 | CF+AF+SF | 3 | N/A | [31] |
| 2 | Glycerol modified castor oil | Wood | 39–46 | N/A | 4 | 51 | [32] |
| 3 | Esterified castor oil | Wood | 20–35 | N/A | 7 | 24–35 | [26] |
| 4 | Palm oil polyester | Solid wood | 5.3 | SF | 5 | 5.2 | [98] |
| 5 | Jatropha oil-based polyol | Wood | 3.5–3.9 | CF+AF | N/A | N/A | [33] |
| 6 | Palm oil-based polyol | Wood | 1.5–1.9 | N/A | N/A | N/A | [33] |
| 7 | Castor oil | Wood | 0.01–1.80 | N/A | 3 | 1.89 | [90] |
| 8 | Castor oil polyester polyol | Wood | 56.3–96.9 | N/A | 7 | N/A | [34] |
| 9 | Soybean oil polyol | Carbon steel, aluminum, poplar, and wood–plastic composite | 2.14–6.55 | N/A | N/A | N/A | [42] |
| 10 | Epoxidated soybean oil | Wood | 5.04–5.22 | SF | N/A | N/A | [35] |
| 11 | Castor oil | Wood | 19 × 10−5–40 × 10−5 | N/A | 30 | N/A | [21] |
| 12 | Castor oil | Chips and metal | 3.773–4.422 | N/A | N/A | N/A | [29] |
| 13 | Crude glycerol | Wood | 36.8 ± 2.5 | N/A | 4 | N/A | [40] |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Maulana, S.; Wibowo, E.S.; Mardawati, E.; Iswanto, A.H.; Papadopoulos, A.; Lubis, M.A.R. Eco-Friendly and High-Performance Bio-Polyurethane Adhesives from Vegetable Oils: A Review. Polymers 2024, 16, 1613. https://doi.org/10.3390/polym16111613
Maulana S, Wibowo ES, Mardawati E, Iswanto AH, Papadopoulos A, Lubis MAR. Eco-Friendly and High-Performance Bio-Polyurethane Adhesives from Vegetable Oils: A Review. Polymers. 2024; 16(11):1613. https://doi.org/10.3390/polym16111613
Chicago/Turabian StyleMaulana, Sena, Eko Setio Wibowo, Efri Mardawati, Apri Heri Iswanto, Antonios Papadopoulos, and Muhammad Adly Rahandi Lubis. 2024. "Eco-Friendly and High-Performance Bio-Polyurethane Adhesives from Vegetable Oils: A Review" Polymers 16, no. 11: 1613. https://doi.org/10.3390/polym16111613
APA StyleMaulana, S., Wibowo, E. S., Mardawati, E., Iswanto, A. H., Papadopoulos, A., & Lubis, M. A. R. (2024). Eco-Friendly and High-Performance Bio-Polyurethane Adhesives from Vegetable Oils: A Review. Polymers, 16(11), 1613. https://doi.org/10.3390/polym16111613