Abstract
This work investigates the NiTi shape memory alloys fabricated via laser powder-directed energy deposition (LP-DED). The properties of NiTi alloys produced by powder metallurgy or additive manufacturing routes are strongly influenced by the type of feedstock material employed. Two powder feedstocks were used for DED fabrication: a blended mixture of elemental nickel and titanium powders with a nominal chemical composition of Ni56Ti44 (wt.%) and a pre-alloyed NiTi powder containing 55.75 wt.% Ni. Samples fabricated from both types of powders were subjected to microstructural characterization, phase composition analysis, and mechanical and corrosion testing. It was found that DED processing on a non-preheated CP-Ti substrate is prone to warping and that samples deposited from the elemental Ni and Ti powder mixture exhibited pronounced inhomogeneity of microstructure and mechanical properties along the build direction, accompanied by the formation of the Ti2Ni secondary phase. The absence of a superelastic plateau was observed in the corresponding stress–strain response. On the contrary, the samples deposited from the pre-alloyed NiTi powder exhibited a microstructure composed of B2 and B19′ phases and already demonstrated a clear superelastic response in the as-built condition during tensile loading. Based on the tensile test results, this NiTi material was used only for superelasticity testing. The superelastic behavior was further enhanced by post-deposition heat treatment, which significantly increased the recovery rate from 53% to 89%.
1. Introduction
Nitinol, an approximately equiatomic alloy of nickel and titanium, is well known for its unique functional behavior, particularly the shape memory effect and superelasticity. These properties originate from a reversible martensitic phase transformation within the intermetallic NiTi phase, which occurs between the high-temperature austenite and the low-temperature martensite crystal structures [1]. The production of Nitinol is technologically challenging, primarily because of the strong affinity of titanium for oxygen and carbon. Moreover, NiTi alloys are extremely sensitive to small variations in the Ni/Ti ratio, since the chemical composition has a crucial influence on the phase transformation temperatures, mainly on austenite finish temperature (Af). A deviation of only 0.1 at.% Ni can shift the Af temperature by approximately 10 K [2]. Larger deviations from the equiatomic composition often result in the formation of secondary phases enriched either in nickel or titanium, such as Ti2Ni or Ni3Ti. This phenomenon has been extensively studied in works describing the microstructure and properties of NiTi alloys produced by powder metallurgy routes, including self-propagating high-temperature synthesis (SHS) [3,4,5,6,7], mechanical alloying, and spark plasma sintering [8,9,10]. It has been generally observed that the Ti2Ni and Ni3Ti phases preferentially form at the interfaces between Ni, Ti and NiTi regions, and that these phases are thermodynamically stable [11,12]. With the rapid development of additive manufacturing technologies, 3D printing has increasingly been applied to the fabrication of NiTi-based components. In addition to processes such as wire arc additive manufacturing (WAAM) and laser wire-based directed energy deposition (LW-DED), powder-based techniques—particularly laser powder bed fusion (L-PBF) and directed energy deposition (DED)—are among the most widely used methods for NiTi fabrication [13,14,15]. As feedstock materials, either pre-alloyed NiTi powders [16,17,18,19] or a blended mixture of elemental nickel and titanium powders with the desired chemical composition can be used [20,21,22]. The primary advantages of elemental powder blends are their lower cost and the possibility of modification of the chemical composition of the deposited alloy. However, this approach is also associated with a higher risk of forming undesirable secondary phases, as reported in several studies [20,23,24]. In addition, the different melting and evaporation temperatures of nickel and titanium can locally alter the Ni/Ti ratio during processing, leading to microstructural inhomogeneity and shifts in martensitic transformation temperatures [23].
The aim of this study is to investigate the additive manufacturing of NiTi shape memory alloy using the directed energy deposition (DED) technique, with particular emphasis on the influence of the powder feedstock type. Two powder feedstocks were used as input materials: a blended elemental Ni–Ti powder mixture and a pre-alloyed NiTi powder. The DED process was carried out using two different deposition systems, differing in the protective atmosphere configuration and substrate preheating conditions. The microstructure, phase composition, tensile and corrosion properties were evaluated in the as-deposited state. In the case of samples fabricated from the pre-alloyed NiTi powder, the effect of post-deposition heat treatment on the tensile and superelastic properties was additionally investigated. Based on preliminary microstructural observations, a suitable NiTi material was selected for further mechanical testing.
2. Materials and Methods
2.1. Materials, DED Process, and Heat Treatment
In this study, gas-atomized titanium powder (AP&C, particle size range 45–150 µm), nickel powder (Sandvik Osprey Ltd., West Glamorgan, UK, particle size range 45–150 µm), and pre-alloyed NiTi powder (Advanced Metal Powders, particle size range 45–150 µm) were used as feedstock materials. The chemical compositions of the supplied powders are summarized in Table 1. The pre-alloyed NiTi powder contained 55.75 wt.% Ni, while the elemental nickel and titanium powders were blended to obtain a powder mixture with a nominal composition of Ni56Ti44 (wt.%). A Turbula 3D shaker (Willy A. Bachofen AG (WAB), Muttenz, Switzerland) was used to ensure homogeneous mixing of the elemental Ni–Ti powder blend. The samples deposited from the elemental powder mixture are hereafter referred to as “PM”, whereas the samples deposited from the pre-alloyed NiTi powder are denoted as “PA”.

Table 1.
Chemical compositions of supplied powders.
In the first stage of the study, deposition experiments were carried out using an MX-Lab system (Insstek, Daejeon, Republic of Korea). The SDM400 module operated in DMT mode was used, with a laser power of approximately 300 W, a laser beam diameter of 400 µm, a layer thickness of 150 µm, a hatch spacing of 300 µm, a scanning speed of 850 mm∙min−1, and a powder feed rate of 1.5 g∙min−1. Deposition of the Ni56Ti44 elemental powder mixture was performed on a commercially pure titanium substrate (CP-Ti) at ambient temperature. A key advantage of this system is its ability to fill the entire build chamber with a protective argon atmosphere, thereby reducing oxygen pickup during processing. As deposition on the CP-Ti substrate proved unsuccessful, an additional deposition trial was carried out on a Nitinol build platform in order to obtain a representative sample for subsequent determination of the oxygen content.
All subsequent depositions of both the elemental Ni–Ti powder mixture and the pre-alloyed NiTi powder were carried out using an INSSTEK MX-600 system equipped with a 2 kW ytterbium fiber laser operating (Insstek, Daejeon, Republic of Korea) at a wavelength of 1070 nm. The DMT mode was again used, with a laser power of approximately 500 W and the following processing parameters: beam diameter 800 µm, layer thickness 250 µm, hatch spacing 500 µm, scanning speed 849 mm∙min−1, and powder feed rate 3.5 g∙min−1. In this printing device, the protective argon atmosphere is supplied locally in the vicinity of the melt pool. Deposition was performed onto a CP-Ti substrate preheated to approximately 500 °C. Cuboidal samples with dimensions of 20 × 20 × 20 mm3 were fabricated.
It is well known that heat treatment of NiTi alloys strongly influences martensitic transformation temperatures and shape memory behavior, primarily due to changes in the matrix composition associated with the precipitation of Ni-rich secondary phases [1]. Accordingly, samples deposited from the pre-alloyed NiTi powder were subjected to a two-step heat treatment consisting of solution annealing (SA) at 850 °C for 3 h followed by water quenching and subsequent aging (A) at 450 °C for 1 h with final water quenching. To prevent oxidation, all heat treatments were conducted in a protective argon atmosphere. The samples in the heat-treated condition are denoted as “PA-HT”. The designation of the individual samples studied is provided in Table 2.
Table 2.
Overview of the samples investigated and their designation.
2.2. Microstructural, Chemical, and Phase Composition Characterization
Microstructural analyses were performed on cross sections taken along the ZX plane, corresponding to the build direction. Metallographic samples were prepared using a standard preparation route, including grinding and polishing, with the final polishing step carried out using OP-S colloidal silica with a particle size of 0.05 µm. The microstructure was revealed by etching with a modified Kroll’s reagent (5 mL HNO3, 10 mL HF, and 85 mL H2O). The microstructure was examined by light microscopy (LM) using ZEISS Axio Observer Z1m (Carl Zeiss Microscopy GmbH, Oberkochen, Germany) and scanning electron microscopy (SEM) using JEOL IT 500 HR (JEOL, Tokyo, Japan) equipped with the EDS analyzer Octane Elite Super for chemical composition analysis. Phase identification was performed by X-ray diffraction (XRD) on polished sample surfaces using a Bruker Advance D8 diffractometer with a copper radiation source (λ Kα1 = 0.15406 nm) in Bragg–Brentano geometry.
Changes in chemical composition (Ni and Ti content) and hardness along the build direction of the deposited cubes were evaluated using EDS analysis (analyzed area of 200 × 200 μm2) and Vickers hardness testing, respectively. Both measurements were carried out starting at a distance of 2 mm from the substrate and subsequently at 2 mm intervals along the build direction. Hardness measurements were performed using a Vickers indenter under a load of 1 kg (HV1).
2.3. Tensile and Superelastic Response Tests
Tensile and superelastic properties were tested using a Zwick Z250 universal testing machine (ZwickRoell GmbH & Co. KG, Ulm, Germany) with a constant strain rate of 0.00025 s−1. Due to the precision and superelastic behavior of the material, the strain rate was controlled by a constant crosshead velocity. The deformation was captured by the included optical extensometer managed in the testXpert software (version 1.51). All test procedures were performed under room temperature conditions. Miniaturized tensile testing (MTT) was performed in accordance with the ASTM E8/E8M; Standard Test Methods for Tension Testing of Metallic Materials. ASTM International: West Conshohocken, PA, USA, 2022. The MTT specimens, with the geometry shown in Figure 1, were extracted from the central region of the deposited cube, approximately at mid-height, in both the ZX direction (parallel to the building direction) and the XY direction (perpendicular to the building direction). The superelastic behavior was evaluated using cyclic tensile tests with maximum strain set to 3% and 5%. Superelasticity was examined only for the ZX direction of MTT specimens.
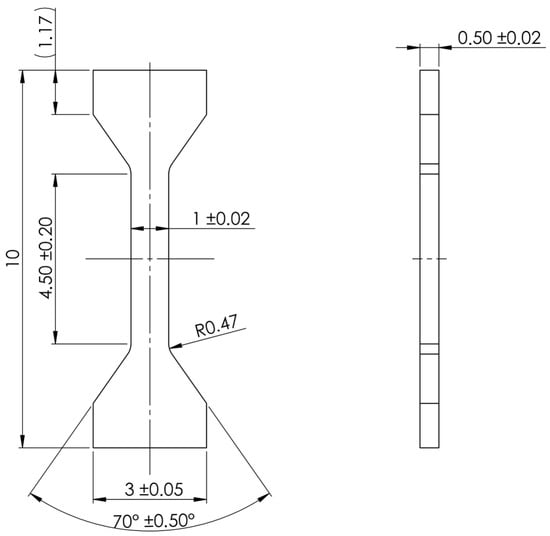
Figure 1.
Geometry of sample for mechanical testing.
2.4. Corrosion Tests
The corrosion behavior of the NiTi alloy was evaluated by cyclic potentiodynamic polarization measurements performed according to ASTM F2129; Standard Test Method for Conducting Cyclic Potentiodynamic Polarization Measurements to Determine the Corrosion Susceptibility of Small Implant Devices. ASTM International: West Conshohocken, PA, USA, 2019.). Corrosion test specimens were prepared to expose a defined surface area of 0.5 cm2. Prior to testing, the samples were mechanically ground (up to FEPA P1200 emery paper) to obtain a reproducible surface finish, ultrasonically cleaned in ethanol and deionized water, and dried in air. Electrochemical measurements were carried out using a Gamry Reference 600 (Gamry Instruments, Inc., Philadelphia, PA, USA) potentiostat in a conventional three-electrode cell configuration, with the NiTi specimen as the working electrode, a glassy carbon counter electrode and a silver-silver chloride reference electrode (SSCE), to which all potentials are referred. After the one hour open circuit potential (Eocp) stabilization, the polarization scan started at −0.05 V/Eocp, proceeded anodically to an apex potential of +0.85 V/SSCE, and was then reversed back to −0.05 V/Eocp, with both forward and reverse scan rates set to 1 mV/s. Measurements were conducted in phosphate-buffered saline (PBS) prepared according to ASTM F2129, consisting of 8.0 g/L NaCl, 0.2 g/L KCl, 1.15 g/L Na2HPO4, and 0.2 g/L KH2PO4, adjusted to a physiological pH of 7.4. Two electrolyte conditions were employed: a balanced oxygen electrolyte (denoted as “air” in the table and figures) and a nitrogen-purged electrolyte achieved by continuous N2 bubbling (denoted as “N2”).
3. Results and Discussion
3.1. Characterization of Powder Feedstocks
The SEM images presented in Figure 2 illustrate the morphology of the feedstock powders. The titanium and pre-alloyed NiTi powders exhibited a spherical morphology with smooth surfaces, which is characteristic of gas-atomized powders and is generally considered favorable for additive manufacturing processes. The nickel powder particles show a less regular shape and rougher surface morphology; nevertheless, their flowability was sufficient for stable DED processing. EDS elemental maps enabled a clear distinction between Ni and Ti particles in the Ni56Ti44 elemental powder mixture. As shown in Figure 2, the particle size distributions of all powders fall within the ranges specified by the manufacturers.
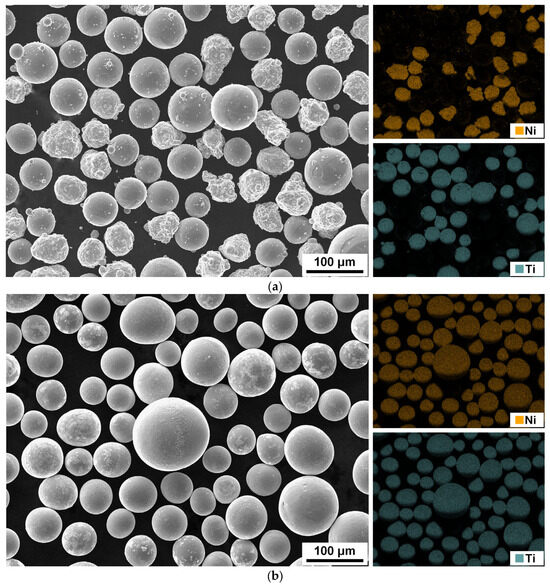
Figure 2.
SEM images and EDS maps of the Ni56Ti44 powder mixture (a) and the pre-alloyed NiTi powder (b).
The XRD patterns of the powder feedstocks are presented in Figure 3. In the Ni56Ti44 elemental powder mixture, only diffraction peaks corresponding to nickel (face-centered cubic) and titanium (hexagonal close-packed) were detected. In contrast, the pre-alloyed NiTi powder exhibited diffraction peaks corresponding to both NiTi phases, with strong reflections of the B2-NiTi austenite phase (cubic) and weaker peaks associated with the B19′-NiTi martensite phase (monoclinic).
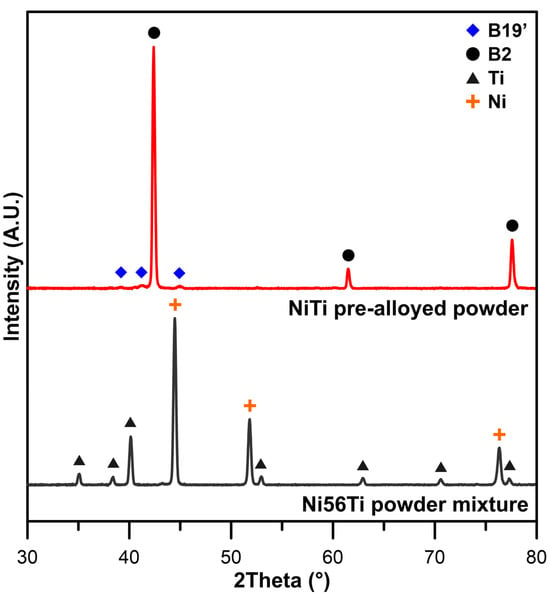
Figure 3.
XRD patterns of the Ni56Ti44 powder mixture and NiTi pre-alloyed powder used as input feedstocks.
3.2. Deposition on Non-Heated Substrate
The first DED of the NiTi shape memory alloy was performed using an MX-Lab system with the Ni56Ti44 powder blend deposited onto an unheated CP-Ti substrate. This system was selected because the entire build chamber can be filled up with a protective argon atmosphere before and during deposition, which is intended to minimize the oxygen content in the deposited sample. The low oxygen content is crucial to maintain the intended Ni/Ti ratio and to suppress the formation of titanium oxides, as well as the brittle Ti2Ni/Ti4Ni2Ox phases, whose formation can be promoted by elevated oxygen levels [2,25,26]. However, during the initial stages of deposition, debonding of the NiTi deposited layers from the titanium substrate, commonly referred to as the warping effect, was observed (Figure 4a). The delamination is attributed to the mismatch in thermal expansion coefficients between NiTi deposit and the CP-Ti substrate [27,28] and high residual stresses arising from the large thermal gradients between the rapidly solidifying deposited layers and the relatively cold substrate [23,29]. To reduce thermal gradients and limit residual stress accumulation, preheating of the build platform is widely recommended [23]. Accordingly, a single deposition was carried out on the MX-Lab printer using a nitinol platform in order to mitigate the effect of the thermal expansion mismatch between NiTi deposit and the titanium substrate and to obtain a representative sample for oxygen content analysis. Subsequently, all further depositions were performed using the Insstek MX-600 system with an induction-preheated CP-Ti substrate, since titanium is commonly employed as a build-plate material for additive manufacturing of NiTi alloys, despite the associated challenges [22,28,30].
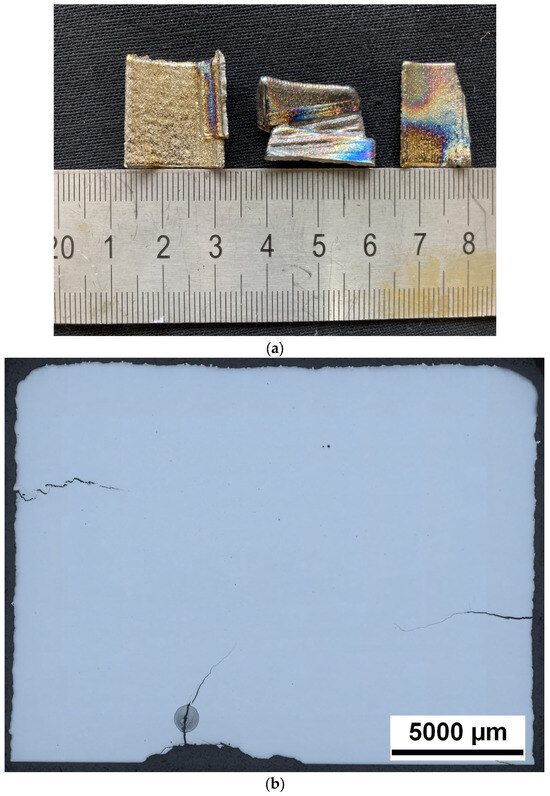
Figure 4.
Samples (PM-1) delaminated from a non-preheated Ti platform during initial deposition of Ni56Ti44 powder mixture (a) and macrostructure image of the sample PM-2 illustrating the cracks developed during deposition of the elemental Ni56Ti44 powder mixture on the non-preheated nitinol platform (b).
The use of a nitinol platform resulted in a reduction in the warping effect. However, as shown by the macrostructure in Figure 4b, numerous cracks were still present, originating from high residual stresses and solidification cracking [23,29]. The oxygen content measured in this sample was 0.14 wt.%.
3.3. Deposition on Pre-Heated Substrate
DEDs of both types of feedstock powders, the Ni56Ti44 elemental powder mixture and the pre-alloyed NiTi powder, were carried out on a preheated CP-Ti substrate. The macrostructures in Figure 5 indicate that the use of substrate preheating enabled stable deposition without macroscopic cracking in both materials, with the exception of the bottom region of the PM sample. Overall, both deposited materials exhibited low porosity levels. The area fraction of defects, predominantly pores, reached approximately 0.1% in the PM sample, while an even lower porosity of 0.01% was measured in the PA sample. After etching, overview micrographs revealed the characteristic layered morphology, resulting from the layer-by-layer deposition process, with clearly distinguishable layer boundaries corresponding to individual tracks. The morphology of each layer reflects the geometry of the melt pool formed during processing. In the case of the PA sample, the melt pools are less pronounced, and elongated grains oriented along the direction of heat dissipation were observed (Figure 5b,d). Furthermore, a significant fraction of the Ti2Ni phase was observed in the lower part of both samples, adjacent to the build substrate. In the PM sample, the Ti2Ni-rich region extended up to approximately 4 mm from the substrate (blue-colored region in Figure 5b), whereas in the PA sample this region was limited to approximately 0.6 mm. Therefore, it is reasonable to assume that the titanium required for Ti2Ni formation originated predominantly from the CP-Ti substrate, and diffusion into the deposited material is facilitated by the high thermal input and exothermic reactions associated with NiTi formation. A detailed microstructural view of the Ti2Ni-rich bottom region of the PM sample is shown in Figure 5e.
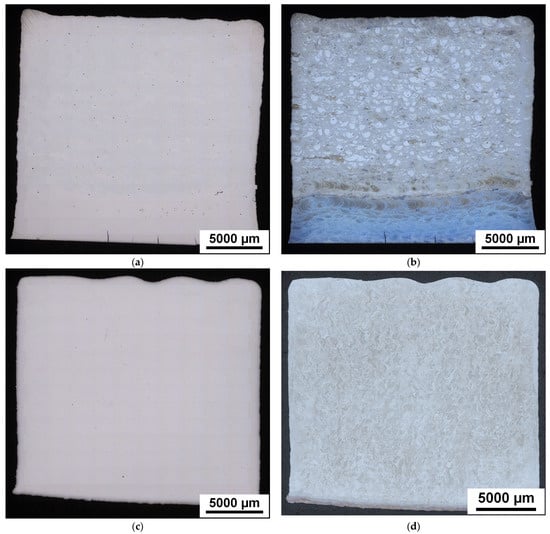
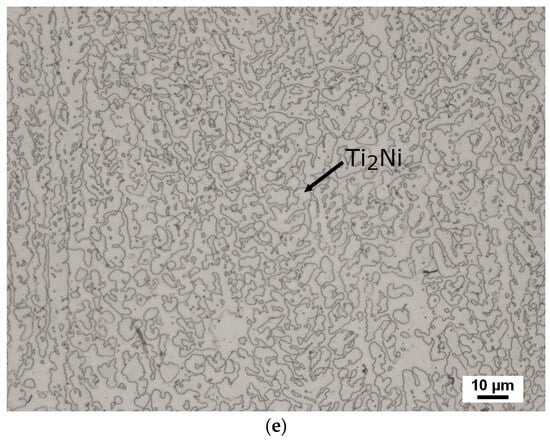
Figure 5.
Macrostructures of the PM and PA samples in polished (a,c) and etched (b,d) states. Microstructure of the PM sample near the building platform, showing a high occurrence of the intermetallic Ti2Ni phase (e).
A more detailed microstructural examination revealed that the interiors of the melt pools are predominantly composed of the NiTi phase, whereas the melt pool boundaries in the PM sample were locally enriched with secondary phases, mainly fine Ti2Ni particles (Figure 6a). On the contrary, the microstructure of the PA sample was considerably more homogeneous, with clearly defined grain boundaries (Figure 6b). The PA microstructure is characterized by elongated columnar grains that extend across multiple deposited layers. These columnar grains exhibit a characteristic curvature, which can be attributed to epitaxial grain growth following local variations in the thermal gradient during the build process, as previously described in [31]. A similar columnar grain morphology is commonly reported for additively manufactured NiTi alloys in the as-built condition, regardless of whether premixed elemental powders [22,24] or pre-alloyed powders [17,32] are used as feedstock. EDS analysis revealed that the dark regions corresponding to the Ti2Ni phase in Figure 6c contain approx. 58 wt.% of Ti, whereas the NiTi matrix exhibited a Ni content in the range of 53–54 wt.%. Secondary phases such as Ti2Ni and Ni3Ti are typical reaction products formed during interactions between elemental Ni and Ti particles [3,4,5,6,7,8], which in the present state are initiated by the thermal input of the laser. Given the chosen Ni/Ti ratio in the feedstock powder mixture, the NiTi phase is the primary reaction product. The exothermic nature of the reactions occurring during deposition, described by reactions (1)–(3), was evidenced by the intense red glow of the deposited material, necessitating an extended dwell time between successive layers to ensure process stability [11,12].
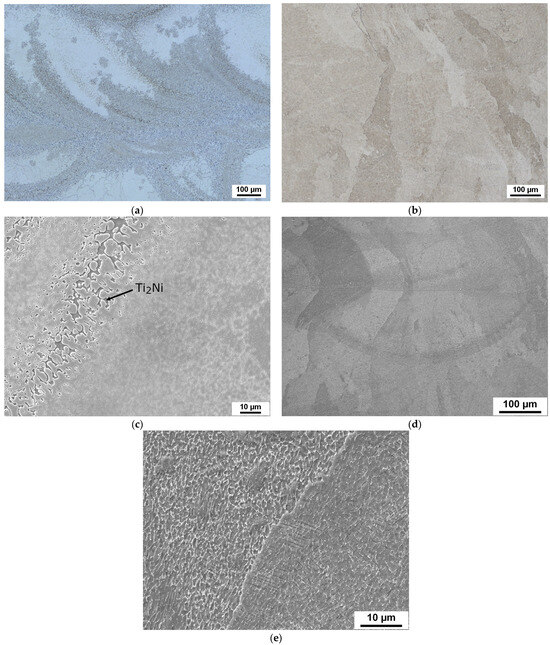
Figure 6.
LM and SEM microstructures of the PM sample (a,c) showing melt pool edge region rich in the Ti2Ni phase and the PA sample (b,d,e) providing a more homogenous microstructure with cellular substructure.
A very similar composition of NiTi matrix (53–54 wt.% Ni) was measured in the PA sample. SEM investigation revealed columnar grains aligned with the direction of heat dissipation, with lengths reaching several hundred micrometers (Figure 6d). Within these grains, a cellular structure was observed, which is typically associated with the high thermal gradients during solidification. Furthermore, martensite was also identified within the microstructure (Figure 6e).
Ni + Ti → NiTi + 67 kJ/mol
Ni + Ti → Ti2Ni + 83 kJ/mol
Ni + Ti → Ni3Ti + 140 kJ/mol
The higher microstructural homogeneity of the PA sample, compared to the PM sample, is also reflected in the hardness and chemical composition profiles shown in Figure 7. In the PA sample, the hardness remained nearly constant at approximately 200 HV along the build height, and the Ni/Ti ratio measured by EDS was almost uniform. In contrast, the PM sample exhibited a highly pronounced fluctuations in chemical composition, with locally elevated titanium contents, accompanied by a wide scatter in hardness values ranging from approximately 250 HV to 440 HV. These variations are primarily attributed to the formation of hard secondary intermetallic phases.
Figure 7.
Hardness profile and EDS-based chemical composition (Ni and Ti) measured along the build direction of the PM (a), PA (b), and PA-HT (c) samples.
A marked difference in oxygen content was observed between the PM and PA samples. The oxygen content in the PM sample was approximately twice that measured in the PA sample. As summarized in Table 3, the choice of powder feedstock has a decisive influence on the final oxygen content, with elemental Ni-Ti powder mixtures exhibiting substantially higher oxygen levels. When a Ni56Ti44 powder mixture was processed in a full chamber argon atmosphere, the oxygen content was reduced; however, it remained approximately 1.5 times higher than that measured in samples fabricated from pre-alloyed NiTi powder. Therefore, the elevated oxygen content represents an additional factor that promotes the formation of the Ti2Ni phase in the PM microstructure in accordance with previous research [2,25]. Similar trends have been observed in studies on NiTi alloys fabricated from elemental powder mixtures using the LPBF process, where oxygen content as high as ~0.5 wt.% were reported, accompanied by a high volume fraction of the Ti2Ni phase. Furthermore, it was demonstrated that oxygen was introduced into the samples during the LPBF processing and the oxygen content remained essentially unchanged during the subsequent heat treatment [26].
Table 3.
Comparison of oxygen contents in the as-deposited samples.
The XRD analysis confirmed that the matrix of the PM and PA samples consists of the B2 phase. In the PM sample, additional diffraction peaks corresponding to the Ti2Ni and Ni4Ti3 phases were detected, whereas in the PA sample only the B2 and B19′ phases were identified (Figure 8). In agreement with the present results, several studies have reported that the use of elemental powder mixtures often leads to increased fractions of secondary phases, particularly Ti2Ni, in additively manufactured NiTi alloys [22,24]. The formation of the Ti2Ni phase can be partially suppressed by employing a Ni-rich powder composition [21]. When pre-alloyed NiTi powders are used, the Ti2Ni phase was not always detected [19,33]. With respect to the B2 and B19′ phases, both structures may appear in the as-built condition, with their relative fractions are primarily governed by the initial powder composition [17,18,21,22,24,32,33,34]. Accordingly, pronounced B19′ reflections are typically observed in Ti-rich compositions [34,35].
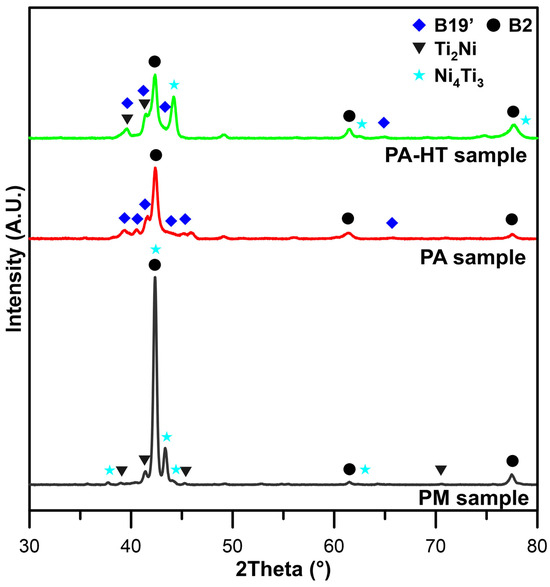
Figure 8.
XRD patterns of the as-built and heat-treated samples.
3.4. Tensile Test
The tensile stress–strain curves of the PM and PA samples tested in the ZX and XY orientations at ambient temperature are presented in Figure 9. The mechanical response of the PM sample, in both build directions, is characteristic of a conventional metallic material with limited ductility. Following an initial elastic region, plastic deformation dominates, leading to fracture at an ultimate tensile strength (UTS) of 580 MPa for the ZX and 571 MPa for the XY direction, respectively, and a fracture strain of approximately 1.5–1.8%.
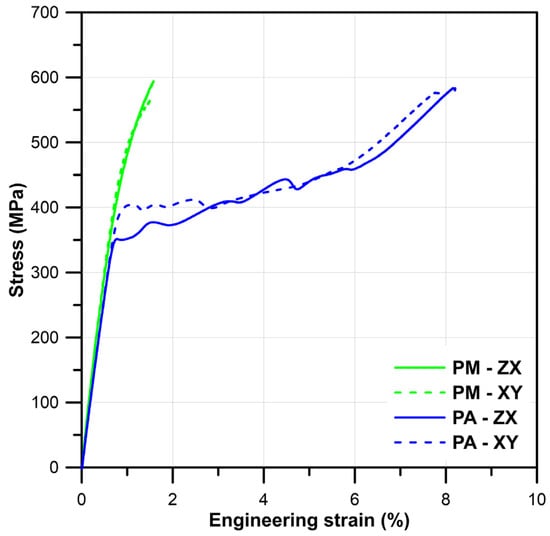
Figure 9.
Representative tensile stress–strain curves in the ZX and XY directions for the as-deposited samples.
In contrast, the tensile stress–strain responses of the PA sample exhibited the typical multistage deformation behavior of NiTi shape memory alloys, consistent with previous reports [22,36,37]. In the first stage, the response is governed by elastic deformation of the B2 austenite. Upon exceeding a critical stress of approximately 350–400 MPa, stress-induced martensite transformation (SIMT) is initiated. The subsequent stage is dominated by martensite formation, variant reorientation, and detwinning. At higher strains, continued martensite reorientation is followed by elastic deformation of martensite and, finally, by plastic deformation prior to fracture (not shown in Figure 9). The ultimate tensile strength reached a value of 596 MPa and fracture strain of 8.2% in the ZX direction. The results of miniaturized tensile tests, including upper plateau stress values (UPS) measured at 3% strain, ultimate tensile strength (UTS), and fracture strain (εf), are summarized in Table 4. Overall, the tensile properties obtained, including UTS and ductility, are comparable to those reported for additively manufactured NiTi alloys in the literature [31,37], with minor differences observed in the critical stress required to initiate SIMT [18].
Table 4.
Results of miniaturized tensile tests for the as-deposited samples: upper plateau stress (UPS) measured at 3% strain, ultimate tensile strength (UTS), and fracture strain (εf).
3.5. Effect of Heat Treatment on Microstructure, Mechanical Properties, and Superelastic Response
Heat treatment was applied to assess its effect on microstructure, mechanical behavior, and superelastic response, enabling a direct comparison between the as-built and post-heat-treated conditions. Based on previous studies, heat treatment is a well-established approach to enhance the functional performance of NiTi alloys, as it typically increases recoverable strain and reduces residual strain under cyclic loading, resulting in a more stable superelastic response [17,37,38,39,40]. The PM sample was not subjected to heat treatment due to chemical inhomogeneity and non-uniform properties. A significant amount of the Ti2Ni phase, which is undesirable in the target microstructure, was present. Therefore, heat treatment and subsequent testing were performed exclusively on the PA sample deposited from pre-alloyed NiTi powder.
After heat treatment, the microstructure observed by light microscopy consisted of elongated columnar grains, and an increased fraction of B19′ martensite appears to be present compared to the as-built PA sample (Figure 10a). Furthermore, the microstructure exhibited the formation of fine precipitates, indicated by red arrows in Figure 10b). Detailed SEM examination revealed regions characteristic of B19′ martensite, while precipitates were identified as the Ti2Ni phase, as confirmed by EDS analysis showing a titanium content of approximately 60 wt.%. To enhance phase contrast, backscattered electron (BSE) imaging was employed. In the BSE micrograph, the Ti2Ni phase appears as dark regions, whereas the fine lenticular precipitates (indicated by the blue arrow) were attributed to the Ni4Ti3 phase (Figure 10c). The presence of the Ti2Ni phase was also identified by XRD, together with B2, B19′ and Ni4Ti3 phases formed during aging, and was further confirmed by XRD analysis (Figure 8).
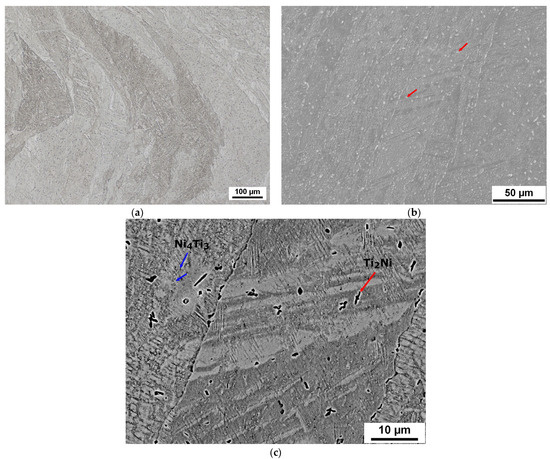
Figure 10.
Microstructure of the PA-HT sample: LM (a) and SEM (b) micrographs showing elongated columnar grains; SEM in backscattered electron (BSE) mode, revealing the Ti2Ni and Ni4Ti3 precipitates (c).
The results of the EDS analysis revealed that the Ni/Ti ratio in the PA-HT sample does not differ significantly from that of the PA sample. Nevertheless, as a result of heat treatment and the associated microstructural changes, the hardness increased to 330–345 HV, which is approximately 140 HV higher than that measured in the PA sample (Figure 7c). This increase in hardness can be primarily attributed to the higher fraction of intermetallic phases, particularly Ti2Ni and Ni-rich precipitates such as Ni4Ti3. The Ti2Ni phase is very hard and thus contributes significantly to the overall hardness of NiTi alloys [41,42], while the Ni4Ti3 phase formed during aging may provide additional precipitation strengthening [43].
The stress–strain behavior of the PA-HT sample indicated a sequential activation of deformation mechanisms expected for NiTi shape memory alloys with a mixed austenite–martensite microstructure (Figure 11). At low strains, the response is dominated by the elastic and plastic deformations of pre-existing martensite. This is followed by a quasi-linear region associated with elastic deformation of the B2 austenite fraction. At higher strains, SIMT occurs, producing the characteristic plateau-like region associated with martensite reorientation and detwinning. With further loading, the newly formed martensite undergoes elastic and subsequent elastic deformation, observed at strains above approximately 4–5%. Tensile testing in the XY orientation exhibited a UTS of about 611 MPa, accompanied by a similar fracture strain averaging 6.7%. A comparison between specimens tested in the ZX and XY orientations reveals that the notable difference lies in the critical stress required to initiate SIMT. In the ZX orientation, the critical stress is approximately 40 MPa higher than in the XY orientation (Table 5), which is opposite to the trend observed in the as-built condition, where the critical stress in the ZX direction was lower (Table 4).
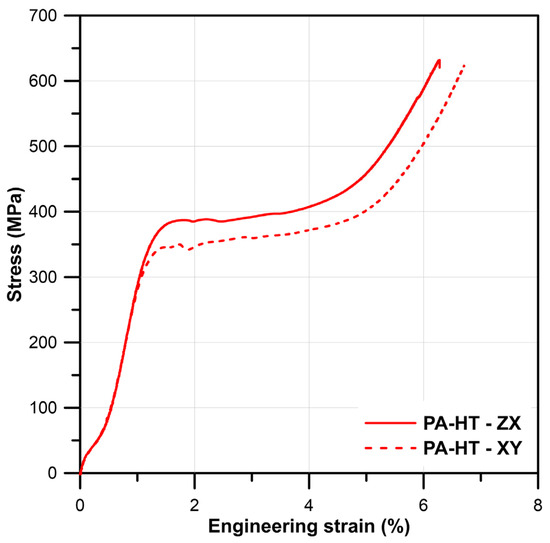
Figure 11.
Representative tensile stress–strain curves in the ZX and XY directions for the PA-HT sample.
Table 5.
Results of the miniaturized tensile tests for the PA-HT sample: upper plateau stress (UPS) measured at 3% strain, ultimate tensile strength (UTS), and fracture strain (εf).
The cyclic tensile loading–unloading curves of the as-built PA specimens (Figure 12a,b) exhibited a pronounced hysteresis associated with SIMT. At a maximum strain of 3%, the first cycle shows a distinct transformation plateau, whereas subsequent cycles display progressive narrowing of the hysteresis loop and a shift in the unloading branch, indicating the early accumulation of irreversible strain. When cycled to 5% strain, the as-built material develops a significantly wider hysteresis loop and a rapid increase in residual strain, reflecting limited microstructural stability under higher strain amplitudes. The recoverable strain reached 2.9% and 4.4% in the first cycle at maximum strains of 3% and 5%, respectively, and gradually decreased to 2.2% and 2.7% after ten cycles.
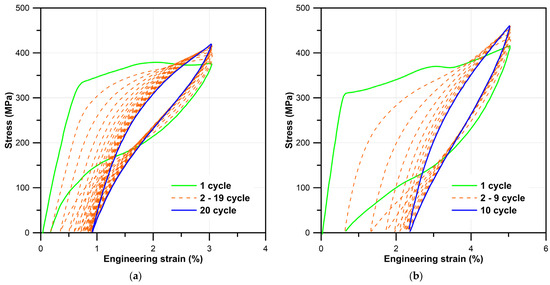
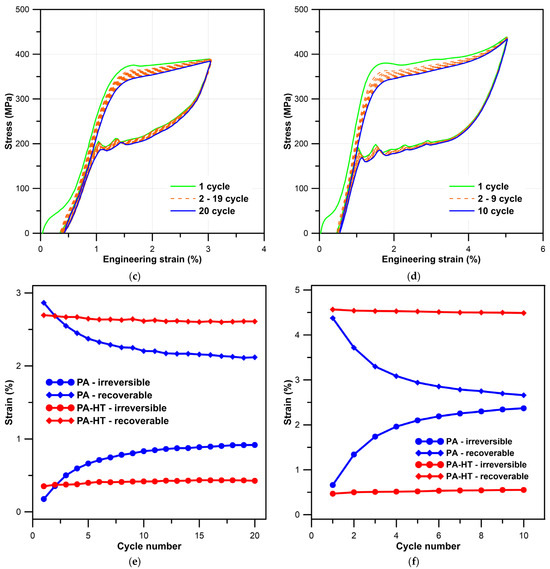
Figure 12.
Cyclic tensile loading–unloading behavior in as-built and heat-treated NiTi alloy: (a) PA sample at 3% strain; (b) PA sample at 5% strain; (c) PA-HT sample at 3% strain; (d) PA-HT sample at 5% strain. Evaluation of irreversible and recoverable strain for 3% (e) and 5% (f) maximum strain.
The heat-treated sample (PA-HT) exhibits a markedly improved and more stable functional response (Figure 12c,d). For both 3% and 5% maximum strain, the hysteresis loops remain largely repeatable, with only minor changes in transformation stress and significantly reduced ratcheting behavior. The unloading curves return close to their initial positions, confirming that heat treatment enhances superelastic stability during cyclic loading. The recoverable strain amounted to 2.7% and 4.6% in the first cycle at maximum strains of 3% and 5%, respectively, and evolved to 2.6% and 4.5% after ten cycles. It should also be noted that nearly the entire irreversible strain accumulated after the first cycle (approximately 0.4%) originates from plastic deformation of the pre-existing martensite and does not represent residual strain associated with incomplete reverse stress-induced martensitic transformation. Notably, the improvement in functional properties occurred despite the presence of the Ti2Ni phase in the microstructure [44,45]. The evolution of recoverable and irreversible strain at both strain amplitudes is depicted in Figure 12e,f.
In agreement with the present results, numerous studies have reported a strong dependence of superelastic performance on the material state. The most favorable superelastic behavior in tensile or compressive cycling tests is typically achieved in the aged condition, which is commonly attributed to the formation of fine and coherent Ni4Ti3 precipitates. These precipitates promote martensitic transformation and suppress plastic deformation, leading to a significantly enhanced and more stable superelastic response [16,35]. In the present study, recovery rates of 53% and 89% were achieved in the as-built and heat-treated states, respectively. Other studies have reported very high recovery rates (exceeding 99%) [35], as well as slightly lower values in the range of 67–81%, depending on the aging temperature [16], as determined from cyclic compression tests performed on solution-treated and aged samples. In contrast, cyclic tensile tests conducted in the as-built condition typically showed recovery rates between 49% and 60% [37], which is in good agreement with the results obtained in the present study.
3.6. Corrosion Resistance Test
The corrosion behavior of NiTi samples processed by different routes was evaluated by cyclic potentiodynamic polarization in PBS under balanced oxygen and nitrogen-purged conditions, with key corrosion parameters summarized in Table 6 and representative polarization curves shown in Figure 13. Under balanced oxygen electrolyte conditions, all samples exhibited corrosion potentials within a relatively narrow range, indicating comparable thermodynamic tendencies toward the corrosion initiation. However, differences in the polarization resistance revealed variations in passive film protectiveness. The PM sample exhibited the highest polarization resistance, suggesting the formation of a dense and stable passive oxide layer, whereas the PA sample, particularly after heat treatment, showed reduced polarization resistance, indicating a less protective passive film. Despite the absence of statistical error bars, the observed differences in polarization resistance were systematic and reproducible and significantly exceeded the typical experimental scatter reported for ASTM F2129-based measurements.
Table 6.
Key corrosion parameters for materials exposed to different PBS solutions.
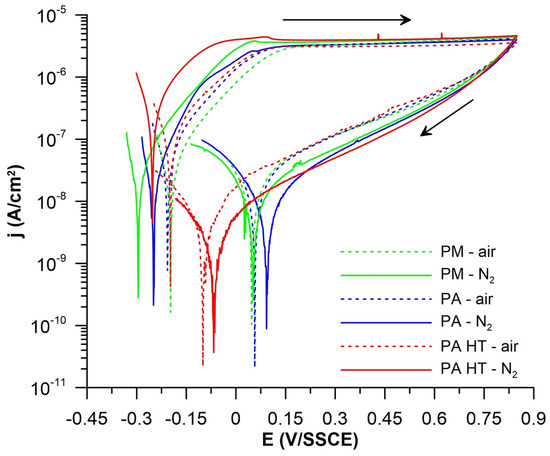
Figure 13.
Cyclic polarization scans of the samples in PBS solution with balanced oxygen content (air) and with minimalized oxygen (N2).
The transition to nitrogen-purged electrolyte resulted in a cathodic shift in the corrosion potential for all materials, reflecting suppressed cathodic oxygen reduction. Despite this shift, the PM samples maintained high polarization resistance, demonstrating effective passivation and repassivation even under oxygen-depleted conditions. In contrast, the heat-treated PA sample exhibited a pronounced decrease in polarization resistance in nitrogen-purged PBS, pointing to a strong dependence of its passive film stability on dissolved oxygen availability in the electrolyte.
The cyclic polarization curves further corroborate these trends. All samples displayed a wide passive region without evidence of stable pitting up to the applied apex potential, confirming good resistance to localized corrosion according to ASTM F2129. Nevertheless, clear differences in hysteresis behavior were observed. The PM samples showed lower passive current densities and narrower hysteresis loops, indicative of more stable passivation and efficient repassivation during the reverse scan. The PA samples, particularly after heat treatment and under nitrogen-purged conditions, exhibited increased hysteresis and higher passive current densities, consistent with a less stable passive film.
The present findings indicate that phase constitution and oxygen availability play a decisive role in the electrochemical behavior of the investigated NiTi materials. Corrosion resistance of NiTi alloys is generally attributed to the formation of a stable TiO2-rich passive film, which effectively limits metal dissolution and improves resistance to localized corrosion in physiological environments [46]. In this context, the superior corrosion performance of the PM sample, despite its higher porosity and the presence of Ti2Ni and Ni4Ti3 phases, can be associated with the predominance of the B2 austenitic phase, which favors the formation of a compact and chemically stable passive oxide layer [47]. In contrast, the PA and PA-HT samples contain a significant fraction of martensitic B19′ phase, whose lower crystallographic symmetry, higher lattice distortion, and increased defect density may negatively affect passive film homogeneity and repassivation capability [48]. The absence of a clear improvement in polarization resistance after heat treatment of the PA material can be rationalized by the increased microstructural complexity, including the formation of Ti2Ni and Ni4Ti3 phases, which introduce additional phase boundaries and local chemical heterogeneities; such secondary phases are often reported as detrimental to corrosion resistance and are therefore commonly targeted for suppression in NiTi alloys [49]. Moreover, the manufacturing route and material source have been shown to significantly influence the corrosion performance of NiTi components, with surface condition and processing-induced heterogeneity playing a critical role in corrosion failures of Nitinol devices [50]. An additional factor influencing the observed behavior is oxygen availability, particularly under nitrogen-purged conditions. The higher oxygen content in the PM sample may contribute to the formation and stabilization of the TiO2-rich passive layer when the availability of dissolved oxygen in the electrolyte is limited, whereas in the PA-HT sample a portion of oxygen is likely incorporated into Ti2Ni-related oxide phases formed during heat treatment, reducing its availability for surface passivation. These results suggest that, in the present system, corrosion resistance is governed by a complex interplay between phase composition, oxygen distribution, and passive film stability rather than by chemical homogeneity or porosity alone.
4. Conclusions
This study focused on the directed energy deposition (DED) of a NiTi shape memory alloy, with particular emphasis on the influence of powder feedstock, protective atmosphere, and post-deposition heat treatment on the resulting microstructure, phase composition, mechanical behavior, and superelastic response. The main conclusions can be summarized as follows:
- DED fabrication using a blended elemental Ni and Ti powder mixture on a non-preheated titanium substrate proved to be unsuccessful due to severe warping, while deposition on a non-preheated NiTi substrate resulted in crack formation. To ensure process stability and crack-free fabrication, therefore, all subsequent samples were deposited onto a CP-Ti substrate preheated to 500 °C.
- The samples fabricated from the Ni and Ti elemental powder mixture contained a substantial fraction of the Ti2Ni secondary phase and exhibited significantly higher oxygen contents compared to samples produced from the pre-alloyed NiTi powder.
- Based on XRD analysis, the as-deposited samples fabricated from the elemental Ni and Ti powder mixture consisted of B2 austenite together with Ti2Ni and Ni4Ti3 phases, whereas the samples deposited from pre-alloyed NiTi powder contained only B2 and B19′ phases. After solution annealing followed by aging, the microstructure of the pre-alloyed material comprised B2, B19′, Ti2Ni and Ni4Ti3 phases. Samples deposited from pre-alloyed NiTi powder exhibited high chemical and hardness homogeneity along the build height, while samples fabricated from elemental powders showed pronounced fluctuations in both composition and hardness.
- The samples deposited from the elemental Ni and Ti powder mixture showed a limited total elongation to fracture of approximately 1.6% in the tensile stress–strain response without a superelastic plateau. In contrast, the samples fabricated from pre-alloyed NiTi powder exhibited a stress-induced martensitic transformation after exceeding a critical stress in the range of 350–400 MPa. The superelastic response was markedly enhanced by post-deposition heat treatment, with the recovery rate increasing from 53% in the as-built condition to 89% after heat treatment. To confirm the findings, a DSC analysis to determine Af temperature is needed.
- Overall, the results demonstrate that the powder processing route strongly influenced the corrosion performance of the NiTi alloys. Processing from elemental Ti and Ni powders led to superior corrosion resistance and reduced sensitivity to oxygen availability compared to those of pre-alloyed NiTi powder.
Author Contributions
Conceptualization, J.D., M.D., M.L. and P.S.; methodology, P.S., M.B., J.F. (Jakub Fousek), J.F. (Jaroslav Fojt), M.L. and K.K.; validation, J.F. (Jakub Fousek) and K.K.; formal analysis, P.S. and J.F. (Jakub Fousek), J.F. (Jaroslav Fojt); investigation, P.S., M.B., J.F. (Jakub Fousek), J.F. (Jaroslav Fojt), V.D., A.K. and M.L.; data curation, P.S.; writing—original draft preparation, P.S. and J.F. (Jaroslav Fojt); writing—review and editing, P.S., M.B., J.F. (Jakub Fousek), J.F. (Jaroslav Fojt), K.K., V.D., M.L., M.D. and J.D.; visualization, P.S.; project administration, K.K.; funding acquisition, M.D., J.D., V.H. and M.L. All authors have read and agreed to the published version of the manuscript.
Funding
This research was supported by the Ministry of Health of the Czech Republic, grant number NU23-08-00043.
Data Availability Statement
The used data are accessible via the Zenodo repository: https://doi.org/10.5281/zenodo.18402284.
Conflicts of Interest
The authors declare no conflicts of interest.
References
- Otsuka, K.; Ren, X. Physical Metallurgy of Ti-Ni-Based Shape Memory Alloys. Prog. Mater. Sci. 2005, 50, 511–678. [Google Scholar] [CrossRef]
- Frenzel, J.; George, E.P.; Dlouhy, A.; Somsen, C.; Wagner, M.F.-X.; Eggeler, G. Influence of Ni on Martensitic Phase Transformations in NiTi Shape Memory Alloys. Acta Mater. 2010, 58, 3444–3458. [Google Scholar] [CrossRef]
- Whitney, M.; Corbin, S.F.; Gorbet, R.B. Investigation of the Influence of Ni Powder Size on Microstructural Evolution and the Thermal Explosion Combustion Synthesis of NiTi. Intermetallics 2009, 17, 894–906. [Google Scholar] [CrossRef]
- Whitney, M.; Corbin, S.F.; Gorbet, R.B. Investigation of the Mechanisms of Reactive Sintering and Combustion Synthesis of NiTi Using Differential Scanning Calorimetry and Microstructural Analysis. Acta Mater. 2008, 56, 559–570. [Google Scholar] [CrossRef]
- Yeh, C.L.; Sung, W.Y. Synthesis of NiTi Intermetallics by Self-Propagating Combustion. J. Alloys Compd. 2004, 376, 79–88. [Google Scholar] [CrossRef]
- Tosun, G.; Ozler, L.; Kaya, M.; Orhan, N. A Study on Microstructure and Porosity of NiTi Alloy Implants Produced by SHS. J. Alloys Compd. 2009, 487, 605–611. [Google Scholar] [CrossRef]
- Novák, P.; Veselý, T.; Marek, I.; Dvořák, P.; Vojtěch, V.; Salvetr, P.; Karlík, M.; Haušild, P.; Kopeček, J. Effect of Particle Size of Titanium and Nickel on the Synthesis of NiTi by TE-SHS. Metall. Mater. Trans. B 2016, 47, 932–938. [Google Scholar] [CrossRef]
- Salvetr, P.; Kubatík, T.F.; Pignol, D.; Novák, P. Fabrication of Ni-Ti Alloy by Self-Propagating High-Temperature Synthesis and Spark Plasma Sintering Technique. Metall. Mater. Trans. B 2017, 48, 772–778. [Google Scholar] [CrossRef]
- Salvetr, P.; Dlouhý, J.; Školáková, A.; Průša, F.; Novák, P.; Karlík, M.; Haušild, P. Influence of Heat Treatment on Microstructure and Properties of NiTi46 Alloy Consolidated by Spark Plasma Sintering. Materials 2019, 12, 4075. [Google Scholar] [CrossRef]
- Novák, P.; Školáková, A.; Pignol, D.; Průša, F.; Salvetr, P.; Kubatík, T.F.; Perriere, L.; Karlík, M. Finding the Energy Source for Self-Propagating High-Temperature Synthesis Production of NiTi Shape Memory Alloy. Mater. Chem. Phys. 2016, 181, 295–300. [Google Scholar] [CrossRef]
- Mokgalaka, M.N.; Pityana, S.L.; Popoola, P.A.I.; Mathebula, T. NiTi Intermetallic Surface Coatings by Laser Metal Deposition for Improving Wear Properties of Ti-6Al-4V Substrates. Adv. Mater. Sci. Eng. 2014, 2014, 363917. [Google Scholar] [CrossRef]
- Li, B.-Y.; Rong, L.-J.; Li, Y.-Y.; Gjunter, V.E. Fabrication of Cellular NiTi Intermetallic Compounds. J. Mater. Res. 2000, 15, 10–13. [Google Scholar] [CrossRef]
- Parvizi, S.; Hashemi, S.M.; Asgarinia, F.; Nematollahi, M.; Elahinia, M. Effective Parameters on the Final Properties of NiTi-Based Alloys Manufactured by Powder Metallurgy Methods: A Review. Prog. Mater. Sci. 2021, 117, 100739. [Google Scholar] [CrossRef]
- Kubášová, K.; Drátovská, V.; Losertová, M.; Salvetr, P.; Kopelent, M.; Kořínek, F.; Havlas, V.; Džugan, J.; Daniel, M. A Review on Additive Manufacturing Methods for NiTi Shape Memory Alloy Production. Materials 2024, 17, 1248. [Google Scholar] [CrossRef]
- Ahmad, S.; Hashmi, A.W.; Singh, J.; Arora, K.; Tian, Y.; Iqbal, F.; Al-Dossari, M.; Khan, M.I. Innovations in Additive Manufacturing of Shape Memory Alloys: Alloys, Microstructures, Treatments, Applications. J. Mater. Res. Technol. 2024, 32, 4136–4197. [Google Scholar] [CrossRef]
- Liu, Q.; Feng, Y.; Liu, B.; Xie, Q.; Zhou, J.; Zhang, G. Regulation of Microstructure, Phase Transformation Behavior, and Enhanced High Superelastic Cycling Stability in Laser Direct Energy Deposition NiTi Shape Memory Alloys via Aging Treatment. Mater. Sci. Eng. A 2024, 915, 147207. [Google Scholar] [CrossRef]
- Ma, G.; Wang, J.; Di, T.; Fu, Y.; Wang, Z.; Hao, Y.; Niu, F.; Wu, D. Effect of Heat Treatment on Microstructure, Phase Transformation Behavior and Shape Memory Effect of NiTi Shape Memory Alloy Manufactured by Additive Manufacturing. J. Alloys Compd. 2025, 1035, 181340. [Google Scholar] [CrossRef]
- Ma, G.; Hu, Y.; Zhang, L.; Di, T.; Yan, X.; Niu, F.; Wu, D. Phase Transformation Behavior and Mechanical Properties of NiTi Shape Memory Alloys Fabricated by Directed Laser Deposition. Mater. Sci. Eng. A 2024, 908, 146693. [Google Scholar] [CrossRef]
- Sharma, V.M.; Svetlizky, D.; Das, M.; Tevet, O.; Krämer, M.; Kim, S.; Gault, B.; Eliaz, N. Microstructure and Mechanical Properties of Bulk NiTi Shape Memory Alloy Fabricated Using Directed Energy Deposition. Addit. Manuf. 2024, 86, 104224. [Google Scholar] [CrossRef]
- Guo, D.; Wang, Q.; Liu, L.; Liu, S.; Cao, H.; Xie, J.; Yin, F. Damping and Compressive Properties of SLM-Fabricated Rhombic Dodecahedron-Structured Ni–Ti Shape Memory Alloy Foams. Metals 2025, 15, 335. [Google Scholar] [CrossRef]
- Zhang, D.; Hu, Z.; Li, Y.; Cong, W. Excellent Damping Properties and Their Correlations with the Microstructures in the NiTi Alloys Fabricated by Laser-Directed Energy Deposition. J. Manuf. Process. 2022, 84, 965–976. [Google Scholar] [CrossRef]
- Wang, H.; Mann, W.; Lan, L.; Jiang, L.; Zhang, Q.; Yan, X.; He, B. Effect of Pre-Mixed Powders on the Microstructure and Superelasticity of Laser Directed Energy Deposited NiTiCu Shape Memory Alloy. J. Mater. Sci. 2025, 60, 5996–6007. [Google Scholar] [CrossRef]
- Chmielewska, A. NiTi in Situ Alloying in Powder-Based Additive Manufacturing. Prog. Addit. Manuf. 2024, 9, 1775–1785. [Google Scholar] [CrossRef]
- Wang, S.; Shi, Y.; Fan, K.; Wang, Q.; Li, Y.; Teng, X. Microstructure and Elastocaloric Effect of NiTi Shape Memory Alloy In-Situ Synthesized by Laser Directed Energy Deposition Additive Manufacturing. Mater. Charact. 2024, 210, 113831. [Google Scholar] [CrossRef]
- Kai, W.-Y.; Chang, K.-C.; Wu, H.-F.; Chen, S.-W.; Yeh, A.-C. Formation Mechanism of Ni2Ti4O in NITI Shape Memory Alloy. Materialia 2019, 5, 100194. [Google Scholar] [CrossRef]
- Chmielewska, A.; Wysocki, B.; Kwaśniak, P.; Kruszewski, M.J.; Michalski, B.; Zielińska, A.; Adamczyk-Cieślak, B.; Krawczyńska, A.; Buhagiar, J.; Święszkowski, W. Heat Treatment of NiTi Alloys Fabricated Using Laser Powder Bed Fusion (LPBF) from Elementally Blended Powders. Materials 2022, 15, 3304. [Google Scholar] [CrossRef]
- Shiva, S.; Palani, I.A.; Mishra, S.K.; Paul, C.P.; Kukreja, L.M. Investigations on the Influence of Composition in the Development of Ni–Ti Shape Memory Alloy Using Laser Based Additive Manufacturing. Opt. Laser Technol. 2015, 69, 44–51. [Google Scholar] [CrossRef]
- Zhang, D.; Li, Y.; Cong, W. Multi-Scale Pseudoelasticity of NiTi Alloys Fabricated by Laser Additive Manufacturing. Mater. Sci. Eng. A 2021, 821, 141600. [Google Scholar] [CrossRef]
- Elahinia, M.; Shayesteh Moghaddam, N.; Taheri Andani, M.; Amerinatanzi, A.; Bimber, B.A.; Hamilton, R.F. Fabrication of NiTi through Additive Manufacturing: A Review. Prog. Mater. Sci. 2016, 83, 630–663. [Google Scholar] [CrossRef]
- Hamilton, R.F.; Palmer, T.A.; Bimber, B.A. Spatial Characterization of the Thermal-Induced Phase Transformation throughout as-Deposited Additive Manufactured NiTi Bulk Builds. Scr. Mater. 2015, 101, 56–59. [Google Scholar] [CrossRef]
- Dutkiewicz, J.; Rogal, Ł.; Kalita, D.; Kawałko, J.; Węglowski, M.S.; Kwieciński, K.; Śliwiński, P.; Danielewski, H.; Antoszewski, B.; Cesari, E. Microstructure, Mechanical Properties, and Martensitic Transformation in NiTi Shape Memory Alloy Fabricated Using Electron Beam Additive Manufacturing Technique. J. Mater. Eng. Perform. 2022, 31, 1609–1621. [Google Scholar] [CrossRef]
- Lu, J.; Huang, Z.; Liu, Y.; Zhang, C.; Hou, H.; Huang, A.; Chen, F. Thermodynamic Ripening Induced Multi-Modal Precipitation Strengthened NiTi Shape Memory Alloys by Directed Energy Deposition. Addit. Manuf. 2024, 92, 104374. [Google Scholar] [CrossRef]
- Huang, X.; Kang, N.; Wang, P.; El Mansori, M. Thermal Effects on Wear Behavior of Additively Manufactured NiTi Shape Memory Alloys. Chin. J. Aeronaut. 2025, 38, 103033. [Google Scholar] [CrossRef]
- Zhu, J.-N.; Zhu, W.; Borisov, E.; Yao, X.; Riemslag, T.; Goulas, C.; Popovich, A.; Yan, Z.; Tichelaar, F.D.; Mainali, D.P.; et al. Effect of Heat Treatment on Microstructure and Functional Properties of Additively Manufactured NiTi Shape Memory Alloys. J. Alloys Compd. 2023, 967, 171740. [Google Scholar] [CrossRef]
- Li, M.; Contreras-Almengor, O.; Ordoño, J.; Aguilar Vega, C.; Zapata Martínez, R.; Echeverry-Rendón, M.; Díaz-Lantada, A.; Molina-Aldareguia, J. The Microstructure and Mechanical Properties of Nitinol Manufactured by LPBF: Differences between Ni-Rich and Ti-Rich Compositions. Virtual Phys. Prototyp. 2025, 20, e2476006. [Google Scholar] [CrossRef]
- Hastuti, K.; Hamzah, E.; Hashim, J. Effect of Annealing on the Microstructures and Deformation Behaviour of Ti–50.7at.%Ni Shape Memory Alloy. Proc. Inst. Mech. Eng. Part L J. Mater. Des. Appl. 2016, 230, 436–445. [Google Scholar] [CrossRef]
- Yu, L.; Chen, K.; Zhang, Y.; Liu, J.; Yang, L.; Shi, Y. Microstructures and Mechanical Properties of NiTi Shape Memory Alloys Fabricated by Wire Arc Additive Manufacturing. J. Alloys Compd. 2022, 892, 162193. [Google Scholar] [CrossRef]
- Abrami, M.B.; Tocci, M.; Brabazon, D.; Cabibbo, M.; Pola, A. Effects of Direct Aging Heat Treatments on the Superelasticity of Nitinol Produced via Laser Powder Bed Fusion. Metall. Mater. Trans. A 2024, 55, 3889–3908. [Google Scholar] [CrossRef]
- Saedi, S.; Turabi, A.S.; Taheri Andani, M.; Haberland, C.; Karaca, H.; Elahinia, M. The Influence of Heat Treatment on the Thermomechanical Response of Ni-Rich NiTi Alloys Manufactured by Selective Laser Melting. J. Alloys Compd. 2016, 677, 204–210. [Google Scholar] [CrossRef]
- Ma, J.; Yu, L.; Yang, Q.; Liu, J.; Yang, L. High-Superelasticity NiTi Shape Memory Alloy by Directed Energy Deposition-Arc and Solution Heat Treatment. Acta Metall. Sin. (Engl. Lett.) 2024, 37, 132–144. [Google Scholar] [CrossRef]
- Kristianová, E.; Novák, P. Composite Materials NiTi-Ti2Ni. Manuf. Technol. 2016, 16, 961–965. [Google Scholar] [CrossRef]
- Srikanth, M.; Annamalai, A.R.; Muthuchamy, A.; Jen, C.-P. A Review of the Latest Developments in the Field of Refractory High-Entropy Alloys. Crystals 2021, 11, 612. [Google Scholar] [CrossRef]
- Adharapurapu, R.R.; Jiang, F.; Vecchio, K.S. Aging Effects on Hardness and Dynamic Compressive Behavior of Ti–55Ni (at.%) Alloy. Mater. Sci. Eng. A 2010, 527, 1665–1676. [Google Scholar] [CrossRef]
- Pu, Z.; Du, D.; Zhang, D.; Xi, R.; Wang, X.; Chang, B. Study on the Role of Carbon in Modifying Second Phase and Improving Tensile Properties of NiTi Shape Memory Alloys Fabricated by Electron Beam Directed Energy Deposition. Addit. Manuf. 2023, 75, 103733. [Google Scholar] [CrossRef]
- Zhou, Q.; Hayat, M.D.; Chen, G.; Cai, S.; Qu, X.; Tang, H.; Cao, P. Selective Electron Beam Melting of NiTi: Microstructure, Phase Transformation and Mechanical Properties. Mater. Sci. Eng. A 2019, 744, 290–298. [Google Scholar] [CrossRef]
- Lv, J.; Liang, T.; Wang, C.; Dong, L. Surface Corrosion Enhancement of Passive Films on NiTi Shape Memory Alloy in Different Solutions. Mater. Sci. Eng. C 2016, 63, 192–197. [Google Scholar] [CrossRef]
- Zhu, J.; Wu, H.-H.; Wu, Y.; Wang, H.; Zhang, T.; Xiao, H.; Wang, Y.; Shi, S.-Q. Influence of Ni4Ti3 Precipitation on Martensitic Transformations in NiTi Shape Memory Alloy: R Phase Transformation. Acta Mater. 2021, 207, 116665. [Google Scholar] [CrossRef]
- Zhang, L.; Ren, D.; Ji, H.; Ma, A.; Daniel, E.F.; Li, S.; Jin, W.; Zheng, Y. Study on the Corrosion Behavior of NiTi Shape Memory Alloys Fabricated by Electron Beam Melting. NPJ Mater. Degrad. 2022, 6, 79. [Google Scholar] [CrossRef]
- Alferi, D.; Hybášek, V.; Novák, P.; Fojt, J. Corrosion Behaviour of the NiTiX (X = Si, Mg, Al) Alloy Prepared by Self-Propagating High-Temperature Synthesis. Koroze a Ochr. Mater. 2021, 65, 57–64. [Google Scholar] [CrossRef]
- Fojt, J.; Alferi, D.; Hybasek, V.; Edwards, D.W.; Laasch, H.-U. Corrosion Failure of Nitinol Stents in the Upper Gastrointestinal Tract: The Role of Surface Finishes and the Importance of an Appropriate Test Environment. Mater. Chem. Phys. 2023, 309, 128390. [Google Scholar] [CrossRef]















Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2026 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license.