
Indium Phosphide Semiconductor Technology for Next-Generation Communication Systems: Sustainability and Material Considerations
 , ,
, ,
Abstract
1. Introduction
- (1)
- Production of knowledge and data on the environmental impacts of commercially available InP wafers in order to provide more accurate results;
- (2)
- Evaluation of the environmental impacts at an early stage of R&D of the InP heterojunction bipolar transistor fabrication process on Si in order to help make better technological choices;
- (3)
- Estimation of indium material requirements with the deployment of this technology for 6G application.
2. Environmental Impacts of Manufacturing Indium Phosphide (InP) Wafers and InP-Based Heterojunction Bipolar (HBT) Transistors
2.1. Methods
2.2. InP Wafers
System Description
2.3. Life Cycle Inventory of InP Wafer
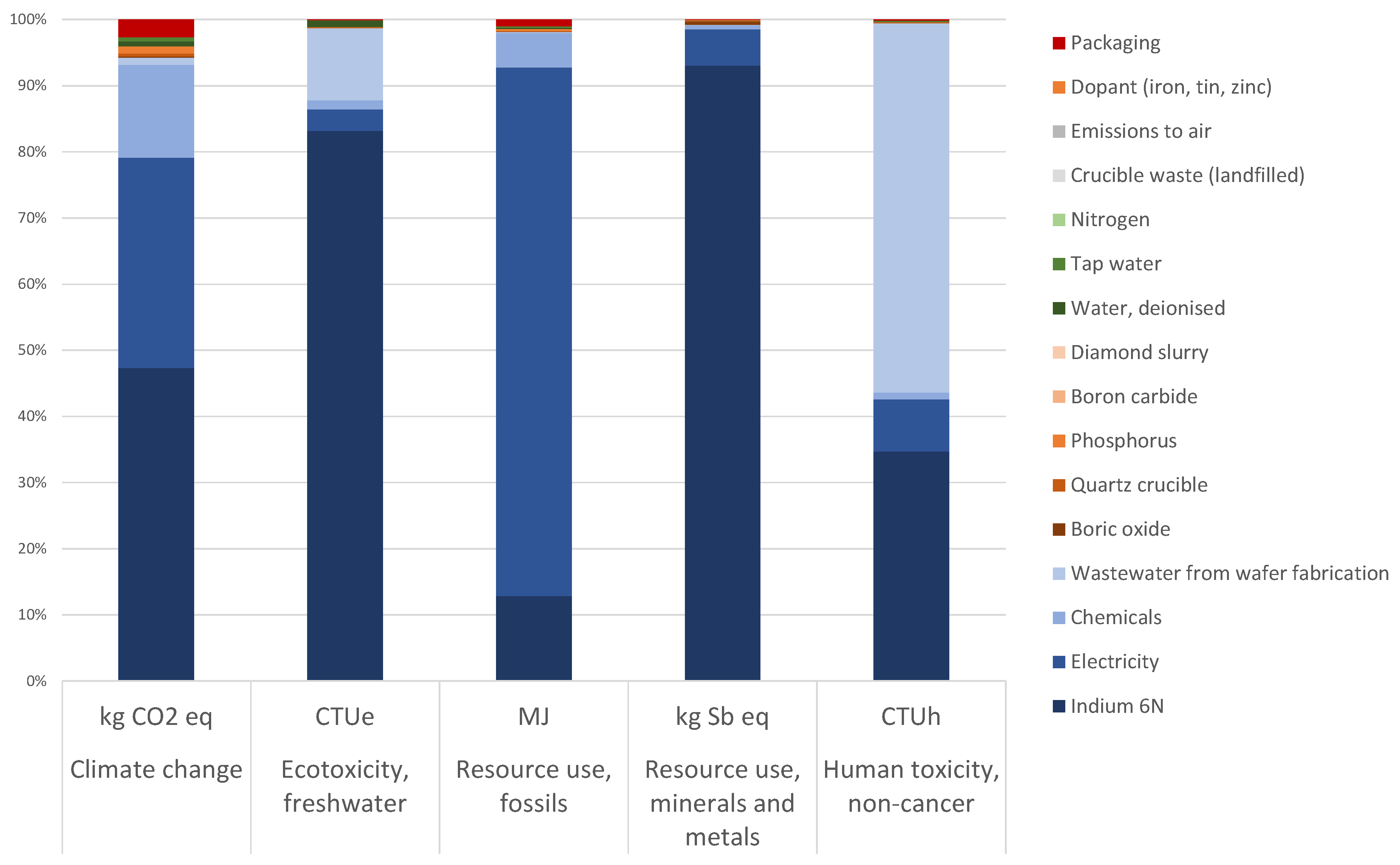
2.3.1. Results of Life Cycle Impact Assessment of InP Wafer
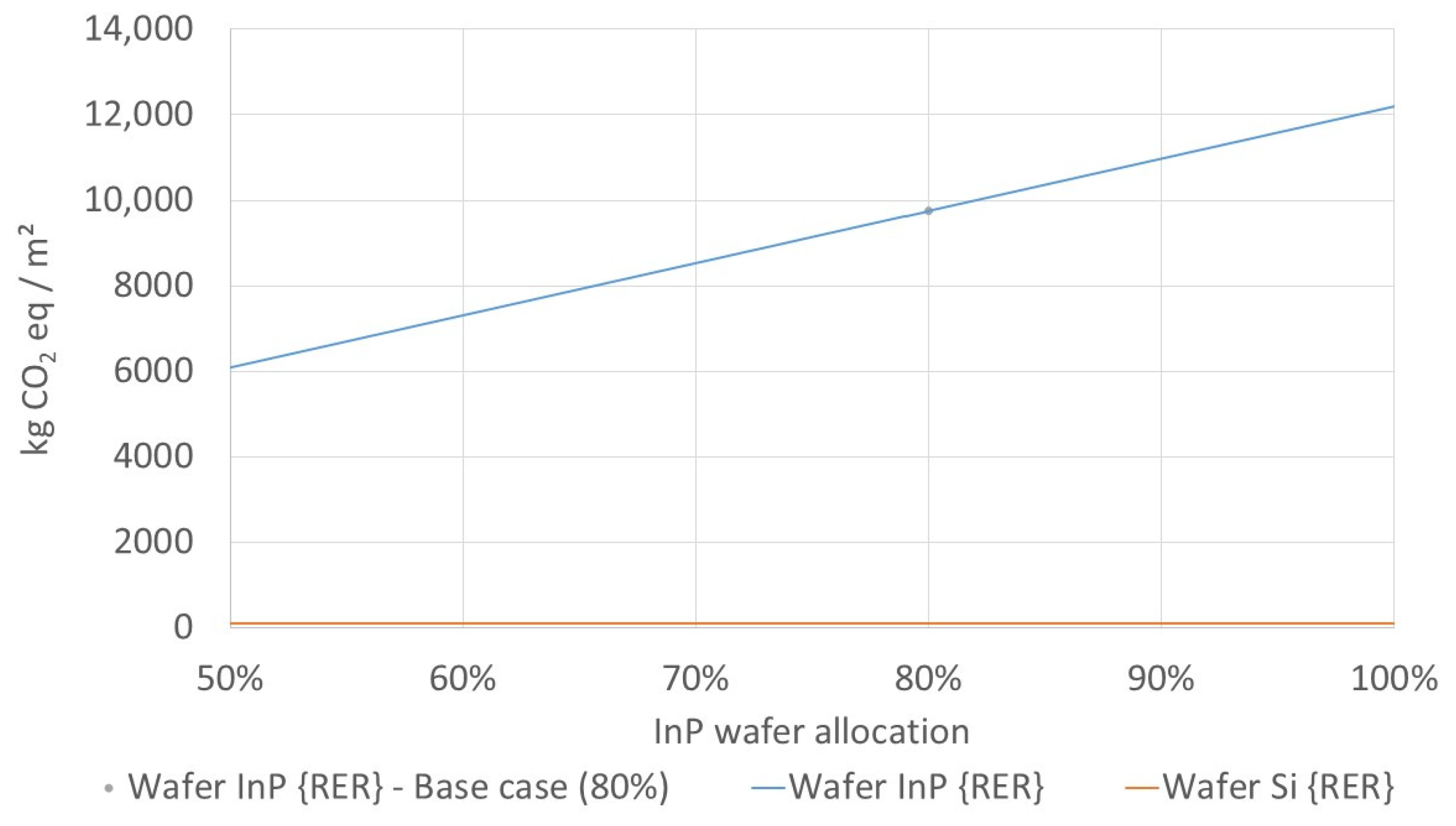
2.3.2. Sensitivity Analysis of LCA InP Wafer
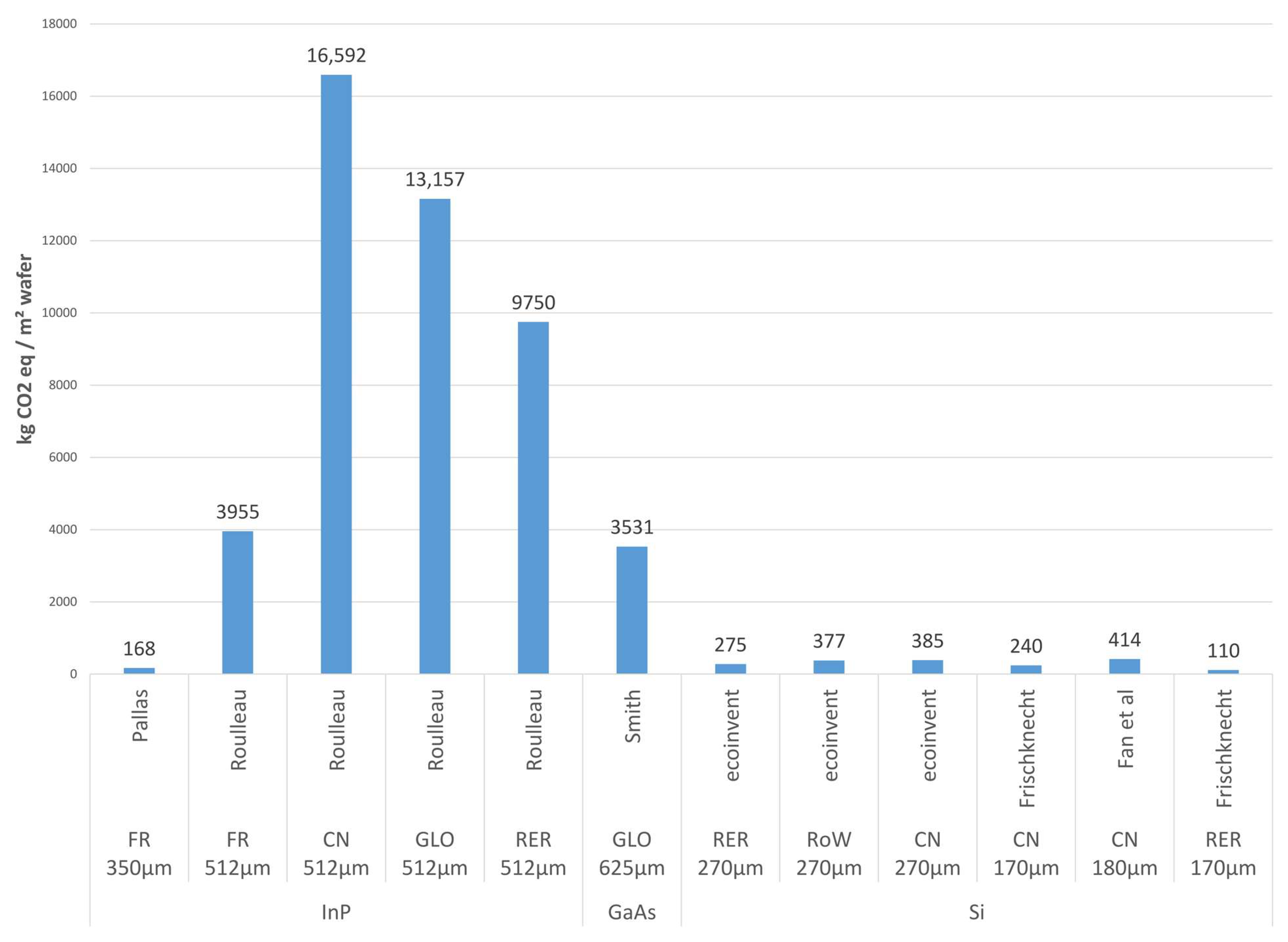
2.3.3. Comparison with III–V and Silicon Wafers
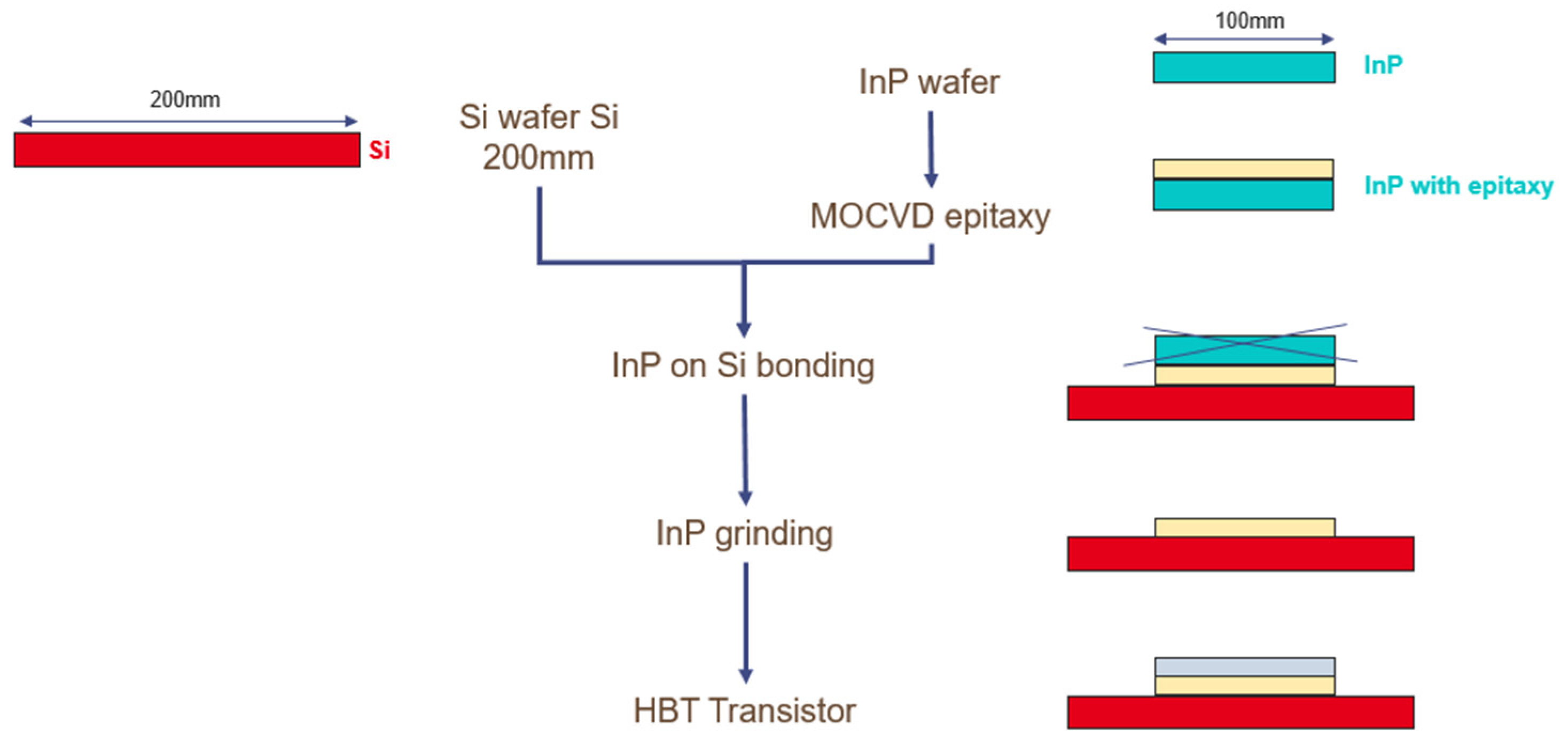
2.4. HBT InP Fabrication
2.4.1. System Description and Scope
2.4.2. Life Cycle Inventory of InP Transistor Fabrication
- -
- Metrology, characterization, and specific decontamination steps related to the R&D environment are removed from the analysis.
- -
- It is also supposed that the wafer occupancy rates in equipment are maximized.
- -
- Two scenarios have been elaborated: a first scenario without abatement systems and a second scenario with abatement systems on each piece of equipment that uses process gases that are greenhouse gases.
- -
- The transistor flow is assumed to have 100% of process yield; no losses are considered.

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Step Family | Unit (/FU) | Epitaxy | Etching | Deposition | Photolithography | Stripping | Wet Etching/Cleaning | Chemical Mechanical Polishing | Total for the Flow Per Wafer | Ecoinvent Inventory (v3.9.1) (In Italics When Inventory Has Been Modified) |
|---|---|---|---|---|---|---|---|---|---|---|
| Number of steps | 1 | 25 | 20 | 16 | 54 | 8 | 8 | 132 | ||
| Electricity consumption of the equipment during process | kWh | 69 | 5 | 10 | 26 | 11 | 2 | 11 | 134 | Electricity, low voltage {FR}|market for electricity, low voltage|Cut-off, U |
| Electricity consumption for cleanroom | kWh | 27 | 9 | 20 | 43 | 19 | 3 | 18 | 139 | Electricity, low voltage {FR}|market for electricity, low voltage|Cut-off, U |
| Natural gas consumption for cleanroom | kWh | 3 | 1 | 2 | 4 | 2 | 0 | 2 | 14 | Heat, district or industrial, natural gas {Europe except Switzerland}|heat production, natural gas|Cut-off, U |
| Total energy consumption | kWh | 99 | 16 | 32 | 73 | 32 | 5 | 30 | 287 | |
| Deionized water consumption during process | L | - | 1 | - | 1 | 73 | - | 124 | 199 | CEA Water, deionized {FR}|water production, ultrapure|Cut-off, U |
| Ultrapure water consumption for equipment | L | - | 5 | 8 | 89 | 31 | 1 | 49 | 183 | CEA Water, ultrapure {FR}|water production, ultrapure|Cut-off, U |
| Softened water for cleanroom | L | 11 | 4 | 8 | 18 | 8 | 1 | 7 | 58 | CEA_Water, completely softened {FR}|water production|Cut-off, U |
| Cooling water for cleanroom | L | 772 | 272 | 568 | 1240 | 543 | 84 | 508 | 3988 | CEA_Water, harvested from rainwater {FR}|rainwater harvesting|Cut-off, U |
| Total water consumption | L | 783 | 282 | 584 | 1349 | 655 | 86 | 688 | 4428 | |
| Liquid chemical consumption for process | L | 0.02 | - | - | 1.6 | 1.8 | 6.9 | 9.5 | 20 | * |
| Process gas consumption | m3 | 0.4 | 0.10 | 2.37 | 0.02 | 0.01 | 0.18 | 0.00 | 3 | ** |
2.4.3. Results of Life Cycle Impact Assessment of InP Transistor
Environmental Indicator Selection
Contribution Analysis per Family Steps
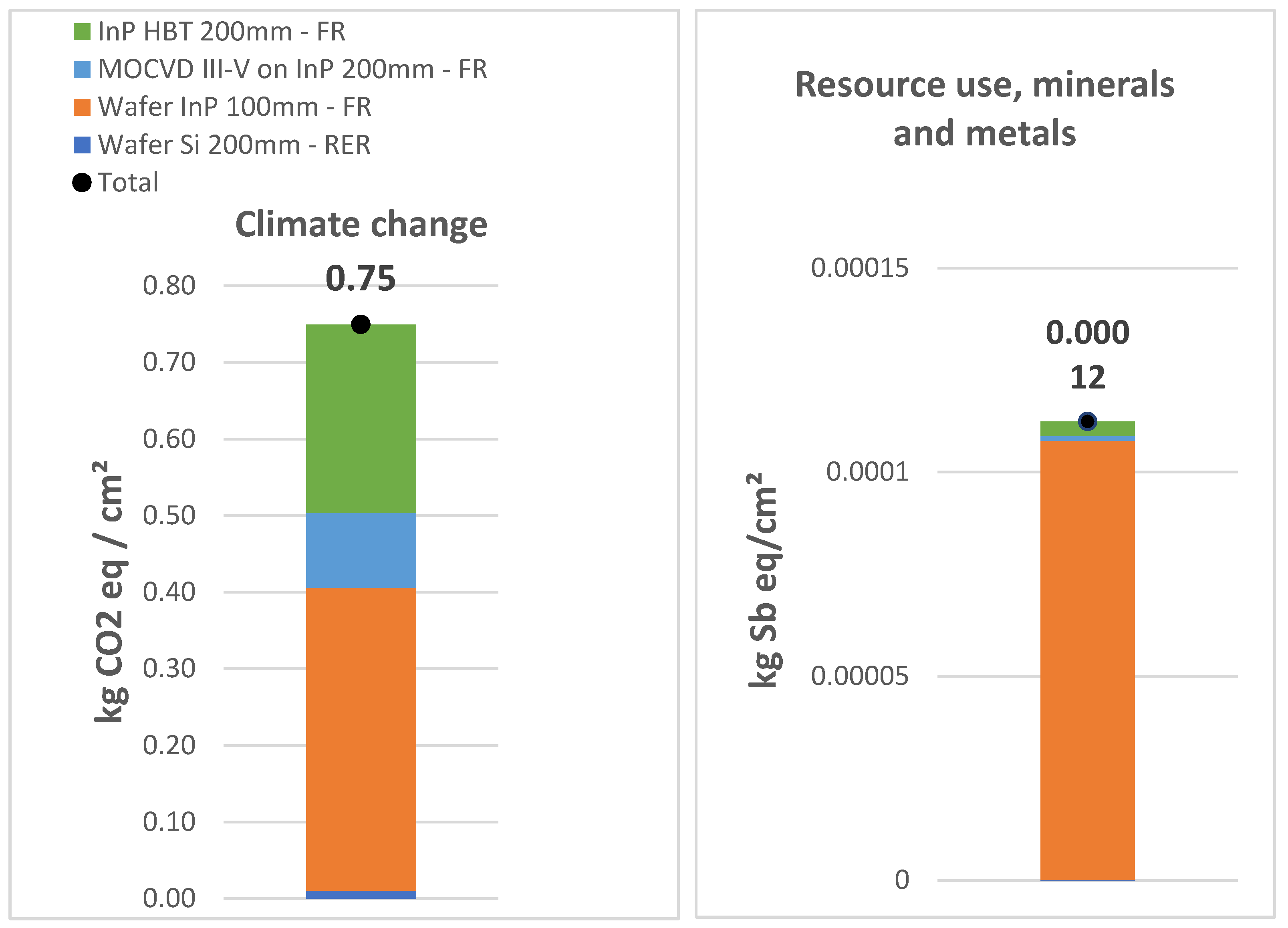
2.4.4. Results for the Flow (Including Epitaxy and HBT Transistor)
Contribution Analysis per Inventory
From Wafer to Transistor
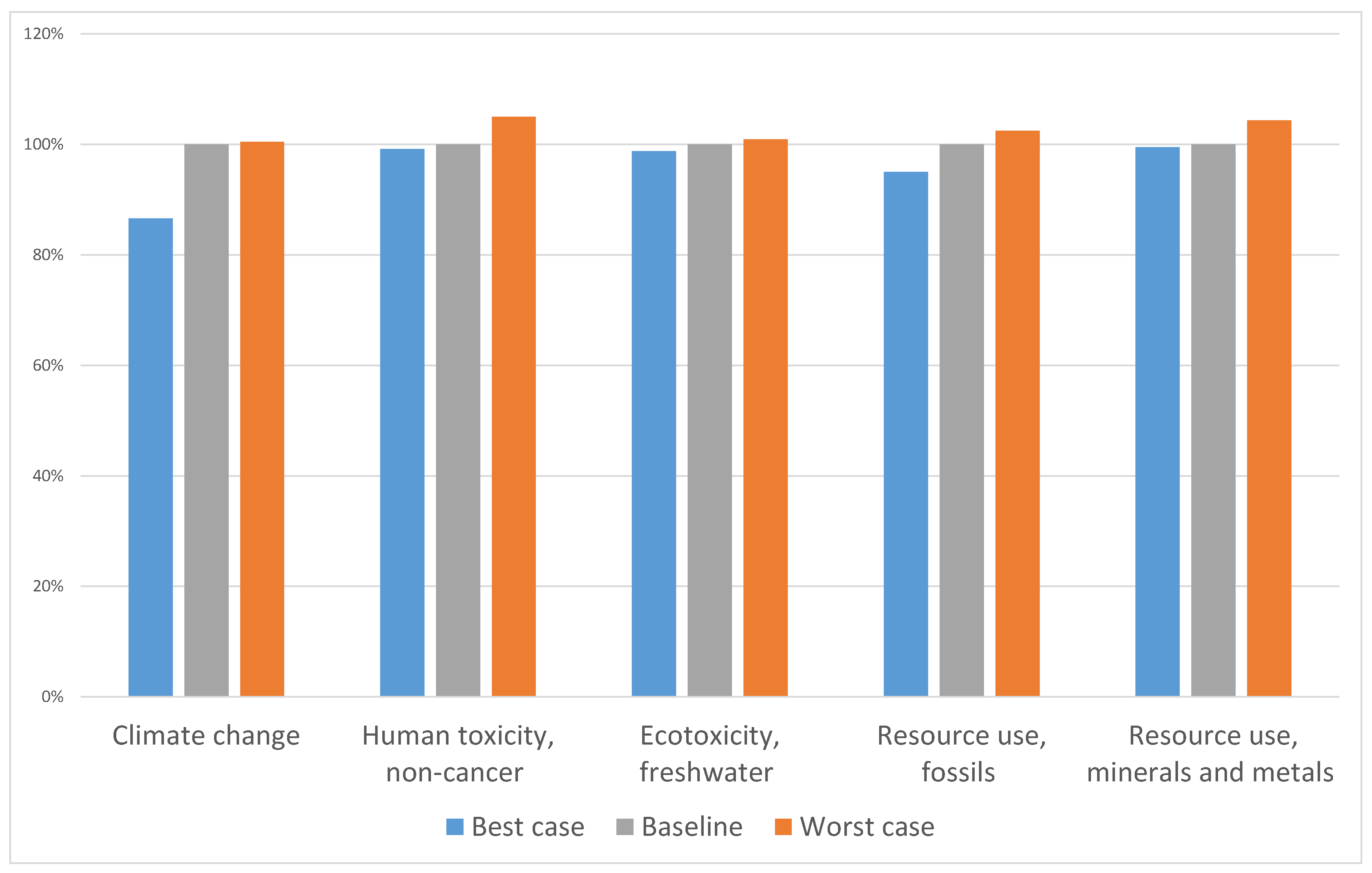
2.4.5. Sensitivity Analysis of LCA InP-HBT Transistor Fabrication
Limits of LCA Model
3. Deployment Scenario
4. Conclusions
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Freitag, C.; Berners-Lee, M.; Widdicks, K.; Knowles, B.; Blair, G.S.; Friday, A. The real climate and transformative impact of ICT: A critique of estimates, trends, and regulations. Patterns 2021, 2, 100340. [Google Scholar] [CrossRef]
- Freitag, C.; Berners-Lee, M.; Widdicks, K.; Knowles, B.; Blair, G.; Friday, A. The Climate Impact of ICT: A Review of Estimates, Trends and Regulations; Small World Consulting: Bailrigg, UK, 2020; p. 87. [Google Scholar]
- Pirson, T.; Delhaye, T.; Pip, A.; Le Brun, G.; Raskin, J.-P.; Bol, D. The Environmental Footprint of IC Production: Meta-Analysis and Historical Trends. In Proceedings of the ESSDERC 2022—IEEE 52nd European Solid-State Device Research Conference (ESSDERC), Milan, Italy, 19–22 September 2022; pp. 352–355. [Google Scholar] [CrossRef]
- Clément, L.-P.P.-V.P.; Jacquemotte, Q.E.S.; Hilty, L.M. Sources of variation in life cycle assessments of smartphones and tablet computers. Environ. Impact Assess. Rev. 2020, 84, 106416. [Google Scholar] [CrossRef]
- Arushanyan, Y.; Ekener-Petersen, E.; Finnveden, G. Lessons learned—Review of LCAs for ICT products and services. Comput. Ind. 2014, 65, 211–234. [Google Scholar] [CrossRef]
- Urteaga, M.; Griffith, Z.; Seo, M.; Hacker, J.; Rodwell, M.J.W. InP HBT Technologies for THz Integrated Circuits. Proc. IEEE 2017, 105, 1051–1067. [Google Scholar] [CrossRef]
- Ghyselen, B.; Navone, C.; Martinez, M.; Sanchez, L.; Lecouvey, C.; Montmayeul, B.; Servant, F.; Maitrejean, S.; Radu, I. Large-Diameter III–V on Si Substrates by the Smart CutProcess: The 200 mm InP Film on Si Substrate Example. Phys. Status Solidi A 2022, 219, 2100543. [Google Scholar] [CrossRef]
- Vanhouche, B.; Rolin, C.; Boccardi, G.; Boakes, L.; Winckel, L.V.; Ragnarsson, L.-Å.; Wambacq, P.; Parvais, B. Sustainability Analysis of Indium Phosphide technologies for RF applications. In Proceedings of the DATE2023, Antwerp, Belgium, 17–19 April 2023. [Google Scholar]
- Oliveira, A.; Valorge, O.; Dubarry, C.; Roelens, Y.; Zaknoune, M.; Lugo-Alvarez, J. RF Performances and De-Embedding Techniques of Passive Devices in 3D Homogeneous Integration at Sub-THz. In Proceedings of the 2023 53rd European Microwave Conference (EuMC), Berlin, Germany, 19–21 September 2023; IEEE: Berlin, Germany, 2023; pp. 616–619. [Google Scholar] [CrossRef]
- Roulleau, L.; Vauche, L.; Valorge, O.; Dubarry, C.; Di Cioccio, L. Comparative life cycle assessment of hybrid bonding and copper pillar die-to-wafer 3D integrations for sub-THz applications. In Proceedings of the European Microwave Week 2023, Berlin, Germany, 18–19 September 2023. [Google Scholar] [CrossRef]
- Fan, M.; Yu, Z.; Ma, W.; Li, L. Life Cycle Assessment of Crystalline Silicon Wafers for Photovoltaic Power Generation. Silicon 2021, 13, 3177–3189. [Google Scholar] [CrossRef]
- Frischknecht, R.; Itten, R.; Sinha, P.; de Wild-Scholten, M.; Zhang, J.; Heath, G.A.; Olson, C. Life Cycle Inventories and Life Cycle Assessments of Photovoltaic Systems; National Renewable Energy Laboratory (NREL): Golden, CO, USA, 2015. [Google Scholar] [CrossRef]
- Pallas, G.; Vijver, M.G.; Peijnenburg, W.J.G.M.; Guinée, J. Life cycle assessment of emerging technologies at the lab scale: The case of nanowire-based solar cells. J. Ind. Ecol. 2020, 24, 193–204. [Google Scholar] [CrossRef]
- Ollion, L.; Drapeau, P.; Boztepe, L.; Villers, S.D.; Bouyer, G.; Vergari, L.; Fangeat, E.; Kergaravat, O. Etude des Besoins en Métaux dans le Secteur Numérique—Recueil de Fiches; ADEME: Angers, France, 2024. [Google Scholar]
- ISO 14040:2006; Environmental Management—Life Cycle Assessment—Principles and Framework. International Organisation for Standardisation (ISO): Geneva, Switzerand, 2006.
- Pant, R.; Zampori, L. Suggestions for Updating the Product Environmental Footprint (PEF) Method; Publications Office of the European Union: Luxembourg, 2019. [Google Scholar]
- Smith, B.L. Development and Life Cycle Assessment of Advanced-Concept III–V Multijunction Photovoltaics. Ph.D. Thesis, Rochester Institute of Technology, Rochester, NY, USA, 2018. [Google Scholar]
- Oda, O. Compound Semiconductor Bulk Materials and Characterizations; World Scientific Publishing Co., Pte Ltd.: Singapore, 2007. [Google Scholar]
- Okita, K. Indium Phosphide Substrate Manufacturing Method, Epitaxial Wafer Manufacturing Method Indium Phosphide Substrate, and Eptaxal Wafer. U.S. Patent 8,487,409, 16 July 2013. [Google Scholar]
- InPACT—The Indium Phosphide substrates (InP) Specialist. Available online: https://www.inpactsemicon.com/p_process.php (accessed on 23 August 2023).
- ISO 14044; Environmental Management—Life Cycle Assessment—Requirements and Guidelines. International Organisation for Standardisation (ISO): Geneva, Switzerland, 2006.
- Meijer, A.; Huijbregts, M.A.J.; Schermer, J.J.; Reijnders, L. Life-cycle assessment of photovoltaic modules: Comparison of mc-Si, InGaP and InGaP/mc-Si solar modules. Prog. Photovolt Res. Appl. 2003, 11, 275–287. [Google Scholar] [CrossRef]
- Ciabattini, F.; Hamzeloui, S.; Arabhavi, A.M.; Ebrahimi, M.; Ostinelli, O.; Bolognesi, C.R. G-Band Large-Signal Characterization of InP/GaAsSb DHBTs with Record 38% Power Added Efficiency at 170 GHz. In Proceedings of the 2024 19th European Microwave Integrated Circuits Conference (EuMIC), Paris, France, 23–24 September 2024; IEEE: Piscataway, NJ, USA, 2024; pp. 335–338. [Google Scholar] [CrossRef]
- Lopes Barbosa, J.C.; Enyedi, V.; Di Cioccio, L.; Zwolinski, P.; Largeron, C. Développement d’une méthodologie de collecte de données pour l’Analyse du Cycle de Vie (ACV) dans l’environnement de la recherche. In Proceedings of the Axelera, Online, 25 October 2022. [Google Scholar]
- Ghyselen, B.; Darras, F.-X.; Mourey, O.; Navone, C.; Sanchez, L.; Nardo, C.D.; Crobu, C.; Toselli, L.; Rousset, B.; Dechamp, J.; et al. Large Diameter Epi-Ready InP on Si (InPOSi) Substrates. In Proceedings of the Digests of 2023 International Conference on Compound Semiconductor Manufacturing Technology, Orlando, FL, USA, 15–18 May 2023; Volume 86, pp. 223–231. [Google Scholar] [CrossRef]
- Besancon, C.; Vaissiere, N.; Dupré, C.; Fournel, F.; Sanchez, L.; Jany, C.; David, S.; Bassani, F.; Baron, T. Epitaxial Growth of High-Quality AlGaInAs-Based ActiveStructures on a Directly Bonded InP-SiO2 /Si Substrate. Phys. Status Solidi A 2020, 217, 1900523. [Google Scholar] [CrossRef]
- 2019 Refinement to the 2006 IPCC Guidelines for National Greenhouse Gas Inventories; Electronics Industry Emissions; s.l.:Intergovernmental Panel on Climate Change: Geneva, Switzerland, 2019; Volume 3, Chapter 6.
- Jungbluth, N.; Stucki, M.; Flury, K.; Frischknecht, R.; Büsser, S. Life Cycle Inventories of Photovoltaics; ESU-services Ltd., Fair Consulting in Sustainability: Uster, Switzerland, 2012. [Google Scholar]
- Berger, M.; Sonderegger, T.; Alvarenga, R.; Bach, V.; Cimprich, A.; Dewulf, J.; Frischknecht, R.; Guinée, J.; Helbig, C.; Huppertz, T.; et al. Mineral resources in life cycle impact assessment: Part II—recommendations on application-dependent use of existing methods and on futuremethod development needs. Int. J. Life Cycle Assess. 2020, 25, 798–813. [Google Scholar] [CrossRef]
- Barreau, B.; Hossie, G.; Lutfalla, S. Approvisionnements en Métaux Critiques. 2013. Available online: https://strategie.archives-spm.fr/cas/system/files/2013-07-10-metaux-na03.pdf (accessed on 25 September 2023).
- BRGM Fiche de Synthèse sur la Criticité des métaux—L’indium. Available online: https://www.mineralinfo.fr/sites/default/files/documents/2020-12/fichecriticiteindium170921.pdf (accessed on 9 January 2023).
- Chalmin, P.; Jégourel, Y. Les Marchés Mondiaux—CyclOpe “Le Monde D’hier”; Economica: London, UK, 2022. [Google Scholar]
- TeraHertz (THz) ETSI Industry Specification Group (ISG). TeraHertz Modeling (THz); Identification of Use Cases for THz Communication Systems; ETSI, ETSI GR THz 001 V1.1.1 (2024-01). 2024. Available online: https://www.etsi.org/deliver/etsi_gr/THz/001_099/001/01.01.01_60/gr_THz001v010101p.pdf (accessed on 23 September 2024).
- Rasilainen, K.; Phan, T.D.; Berg, M.; Pärssinen, A.; Soh, P.J. Hardware Aspects of Sub-THz Antennas and Reconfigurable Intelligent Surfaces for 6G Communications. IEEE J. Select. Areas Commun. 2023, 41, 2530–2546. [Google Scholar] [CrossRef]
- Seto, K.C.; Güneralp, B.; Hutyra, L.R. Global forecasts of urban expansion to 2030 and direct impacts on biodiversity and carbon pools. Proc. Natl. Acad. Sci. USA 2012, 109, 16083–16088. [Google Scholar] [CrossRef] [PubMed]
- Mineral Commodity Summaries 2023; U.S. Geological Survey: Reston, VA, USA, 2023.
- SCREEN Criticality Factsheet of Indium. SCREEN2 EU HORIZON EUROPE PROJECT, Update 2023. Available online: https://scrreen.eu/wp-content/uploads/2023/12/SCRREEN2_factsheets_INDIUM-update-.pdf (accessed on 3 January 2025).
- van Oers, L.; Guinée, J.B.; Heijungs, R. Abiotic resource depletion potentials (ADPs) for elements revisited—Updating ultimate reserve estimates and introducing time series for production data. Int. J. Life Cycle Assess 2020, 25, 294–308. [Google Scholar] [CrossRef]
- Werner, T.T.; Mudd, G.M.; Jowitt, S.M. The world’s by-product and critical metal resources part III: A global assessment of indium. Ore Geol. Rev. 2017, 86, 939–956. [Google Scholar] [CrossRef]
- Watari, T.; Nansai, K.; Nakajima, K. Review of critical metal dynamics to 2050 for 48 elements. Resour. Conserv. Recycl. 2020, 155, 104669. [Google Scholar] [CrossRef]
- European Commission. Joint Research Centre. Raw Materials Demand for Wind and Solar PV Technologies in the Transition Towards a Decarbonised Energy System; European Commission: Brussels, Belgium, 2020. [Google Scholar]
- Perasso, E.L.; Vateau, C.; Domon, F.; Aiouch, Y.; Chanoine, A.; Corbet, L.; Drapeau, P.; Ollion, L.; Vigneron, V.; Prunel, D.; et al. Evaluation Environnementale des Equipements et Infrastructures Numériques en France. ADEME and ARCEP. January 2022. Available online: https://librairie.ademe.fr/ (accessed on 22 October 2024).




| Category | Inventory | Unit | Quantity per m2 of Wafer | Ecoinvent Inventory (v3.9.1) (In Italics When Inventory Has Been Modified) | Comments |
|---|---|---|---|---|---|
| Input | |||||
| Raw materials | Indium 6N | kg | 13.7 | indium {GLO}|market for|Cut-off, U | |
| Electricity, low voltage {GLO}|market group for electricity, low voltage|Cut-off, U | Additional electricity consumption for purification based on Smith was added in the inventory [17]. | ||||
| Phosphorus | kg | 4.1 | phosphorus, white, liquid {GLO}|market for|Cut-off, U | Proxy for red phosphorus because nonexistent in ecoinvent database. | |
| Boric oxide | kg | 2.4 | boric oxide {GLO}|market for|Cut-off, U | ||
| Dopants (Fe, Sn, Zn) | g | 0.2 | Iron pellet {GLO}|market for|cut-off, U (33%) Tin {GLO}|market for|Cut-off, U (33%) Zinc {GLO}|market for|Cut-off, U (33%) | Estimation of proportion of dopants. | |
| Energy | Electricity | MWh | 17.9 | electricity, low voltage {FR}|market for|Cut-off, U | |
| Consumables | Quartz crucible | kg | 2.3 | Activated silica {GLO}|market for|cut-off, U | |
| Quartz synthesis kit | kg | 8.2 | Activated silica {GLO}|market for|cut-off, U | ||
| Boric Nitride crucible | kg | 0.035 | Boron carbide {GLO}|market for|Cut-off, U | Proxy instead of boric nitride because nonexistent in ecoinvent database | |
| Chemicals | Slurry | kg | 0.9 | Silica sand {GLO}|market for|Cut-off, U (50%) Polyethylene glycol {GLO}|market for|Cut-off, U (50%) | Slurry composition based on [17] |
| Chemicals | kg | 358 | Chemical, inorganic {GLO}|market for chemical, inorganic|Cut-off, U (50%) Chemical, organic {GLO}|market for chemical, organic|Cut-off, U (50%) | Hypothesis on inorganic and organic proportion. | |
| Gas | Nitrogen | m3 | 40 | Nitrogen, liquid {RER}|market for nitrogen, liquid|Cut-off, U | |
| Water | Demineralized water | m3 | 80 | Water, deionized {Europe except Switzerland}|market for water, deionized|Cut-off, U | |
| Tap water | m3 | 99 | Tap water {Europe except Switzerland}|market for|Cut-off, U | ||
| Packaging | Cardboard box | kg | 2.1 | Corrugated board box {RER}|market for corrugated board box|Cut-off, U | |
| Plastic box | kg | 0.6 | Polyethylene, high density, granulate {GLO}|market for|Cut-off, U + Injection molding {RER}|processing|Cut-off, U | ||
| Plastic label | kg | 0.01 | Polyethylene, high density, granulate {GLO}|market for|Cut-off, U + Injection molding {RER}|processing|Cut-off, U | ||
| Plastic film | kg | 0.9 | Packaging film, low-density polyethylene {RER}|production|Cut-off, U | ||
| Aluminum foil | kg | 1.1 | Aluminum collector foil, for li-ion battery {GLO}|market for aluminum collector foil, for Li-ion battery|Cut-off, U | ||
| Wafer box | kg | 7 | Polyethylene, high density, granulate {GLO}|market for|Cut-off, U + Injection molding {RER}|processing|Cut-off, U | ||
| Bubbled film | kg | 0.1 | Polyethylene, high density, granulate {GLO}|market for|Cut-off, U + Injection molding {RER}|processing|Cut-off, U | ||
| Output | |||||
| Wafer loss | kg | 0.03 | Waste, from silicon wafer production {GLO}|market for|Cut-off, U | Proxy with silicon wafer waste | |
| Quartz | kg | 10.4 | Inert waste {Europe except Switzerland}|market for inert waste|Cut-off, U | Inventory modified with sanitary landfill at 100% and clinker production at 0%. | |
| Wastewater | m3 | 179 | Wastewater from wafer fabrication {RoW}|market for wastewater from wafer fabrication|Cut-off, U | Proxy with silicon wafer wastewater treatment | |
| Emissions to air | CO2 | g | 19.9 | Carbon dioxide | |
| NOx | g | 0.001 | Nitrogen oxide | ||
| HCl | g | 0.3 | Hydrogen chloride | ||
| PH3 | g | 0.2 | Phosphine | ||
| LCA Results for the Flow | Average Impact Per Process Step | |||||
|---|---|---|---|---|---|---|
| Impact Category | Unit | Without Abatement System | With Abatement Systems on 6 Pieces of Equipment | Without Abatement System | With Abatement Systems on 6 Pieces of Equipment | % of Reduction Compared to the Scenario Without Abatement |
| Climate change | kg CO2 eq | 2.36 × 102 | 1.11 × 102 | 1.79 | 8.40 × 10−1 | −53% |
| Eutrophication, freshwater | kg P eq | 2.17 × 10−2 | 2.58 × 10−2 | 1.64 × 10−4 | 1.95 × 10−4 | 19% |
| Ecotoxicity, freshwater | CTUe | 1.27 × 103 | 1.31 × 103 | 9.62 | 9.95 | 3% |
| Water use | m3 | 2.33 × 101 | 5.41 × 101 | 1.76 × 10−1 | 4.10 × 10−1 | 132% |
| Resource use, fossils | MJ | 3.94 × 103 | 4.48 × 103 | 2.99 × 101 | 3.40 × 101 | 14% |
| Resource use, minerals and metals | kg Sb eq | 1.50 × 10−3 | 1.58 × 10−3 | 1.14 × 10−5 | 1.19 × 10−5 | 5% |
| Photochemical ozone formation | kg NM VOC eq | 7.45 × 10−1 | 8.07 × 10−1 | 5.64 × 10−3 | 6.11 × 10−3 | 8% |
| Ionizing radiation | kBq U-235 eq | 1.53 × 102 | 1.56 × 102 | 1.16 | 1.18 | 2% |
| Particulate matter | disease incidence | 3.77 × 10−6 | 4.05 × 10−06 | 2.86 × 10−8 | 3.07 × 10−8 | 7% |
| Step number (132) | 132 | 132 | ||||
| Indicator | Hotspots |
|---|---|
| Climate change | Electricity (21%), NH3 production (12%), organic chemical production (5%) |
| Eutrophication, freshwater | Electricity (41%), CMP slurry production (12%), N2 production (8%) |
| Ecotoxicity, freshwater | CMP slurry production (39%), Wet etching solution production (21%), Electricity (15%) |
| Water use | Softened water production (34%), ammonia production (19%), electricity production (15%), Wet etching solution production (9%), CMP slurry production (7%), N2 production (7%) |
| Resource use, fossils | Electricity (72%), ammonia production (6%), Wet etching solution production (5%), methane for abatement (5%) |
| Resource use, minerals and metals | Electricity (75%), CMP slurry production (6%), ammonia (5%) |
| Photochemical ozone formation | Solvent effluent drain (29%), electricity (22%), ammonia (10%), CMP slurry production (10%), Wet etching solution production (9%), methane for abatement (5%) |
| Ionizing radiation | Electricity (95%) |
| Particulate matter | Electricity (46%), CMP slurry production (15%), Wet etching solution production (13%) |
| Acidification | Electricity (43%), CMP slurry production (14%), Wet etching solution production (12%) |
| Applications | Data Source | ||||||
|---|---|---|---|---|---|---|---|
| Global Scenario | Access Point | FWA | Phones | Total | Antenna/Mini-Cell | FWA | Phones |
| Number of PA/application | 128 | 64 | 8 | CEA expert analysis on [34] | CEA expert analysis on [34] | CEA expert analysis on [34] | |
| Number of application/year | 12,000,000 | 30,000,000 | 1,400,000,000 | Estimated with global urban surface covered by antennas spaced all 100 m (Karen C. Seto et al. [35]) | Expert analysis | Expert analysis | |
| Total number of PA/application | 1,536,000,000 | 1,920,000,000 | 11,200,000,000 | Number of PA/application multiplied per Number of application/year | |||
| Number of PA/wafer 100 mm | 5269 | 5269 | 5269 | Theoretical calculation based on chip surface and kerf loss | |||
| Number of wafer InP 100 mm | 291,516 | 364,396 | 2,125,641 | Total number of PA per application divided by number of PA/wafer | |||
| Weight of a wafer InP 100 mm (g/wafer) | 18.5 | 18.5 | 18.5 | Industrial confidential data (wafer 4″) | |||
| Total InP weight (tons/year) | 5 | 7 | 39 | 51 | Number of wafers multiplied by wafer weight | ||
| Indium proportion in InP substrate (%) | 77% | 77% | 77% | Industrial confidential data (wafer 4″) | |||
| Total Indium quantity for 6G applications (tons/year) | 4 | 5 | 30 | 40 | Indium proportion multiplied by total Indium weight | ||
| Annual indium production (tons/year) | 897 | Mineral Commodity Summaries 2022–Indium [36] | |||||
| Indium quantities for 6G application compared to annual production (%) | 4.4% | Total indium quantities divided by annual global indium production | |||||
| Total indium quantity necessary over 10 years (tons) | 396 | Indium quantity for 6G applications multiplied by 10 years | |||||
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2025 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Roulleau, L.; Vauche, L.; Marsan, D.; Boutry, H.; Colas, L.; Doré, J.-B.; Divay, A.; Di Cioccio, L. Indium Phosphide Semiconductor Technology for Next-Generation Communication Systems: Sustainability and Material Considerations. Sustainability 2025, 17, 1339. https://doi.org/10.3390/su17031339
Roulleau L, Vauche L, Marsan D, Boutry H, Colas L, Doré J-B, Divay A, Di Cioccio L. Indium Phosphide Semiconductor Technology for Next-Generation Communication Systems: Sustainability and Material Considerations. Sustainability. 2025; 17(3):1339. https://doi.org/10.3390/su17031339
Chicago/Turabian StyleRoulleau, Léa, Laura Vauche, Didier Marsan, Hervé Boutry, Léo Colas, Jean-Baptiste Doré, Alexis Divay, and Léa Di Cioccio. 2025. "Indium Phosphide Semiconductor Technology for Next-Generation Communication Systems: Sustainability and Material Considerations" Sustainability 17, no. 3: 1339. https://doi.org/10.3390/su17031339
APA StyleRoulleau, L., Vauche, L., Marsan, D., Boutry, H., Colas, L., Doré, J.-B., Divay, A., & Di Cioccio, L. (2025). Indium Phosphide Semiconductor Technology for Next-Generation Communication Systems: Sustainability and Material Considerations. Sustainability, 17(3), 1339. https://doi.org/10.3390/su17031339