
Coal Bottom Ash as Supplementary Cementitious Material: Optimizing Reactivity Through Particle Grinding

 , and
, and
Abstract
1. Introduction
2. Materials and Methods
2.1. Raw Materials
2.2. Bottom Ash Processing
2.3. Mixture Proportions and Sample Preparation
2.4. Testing Methods
3. Results and Discussion
3.1. R3 Test
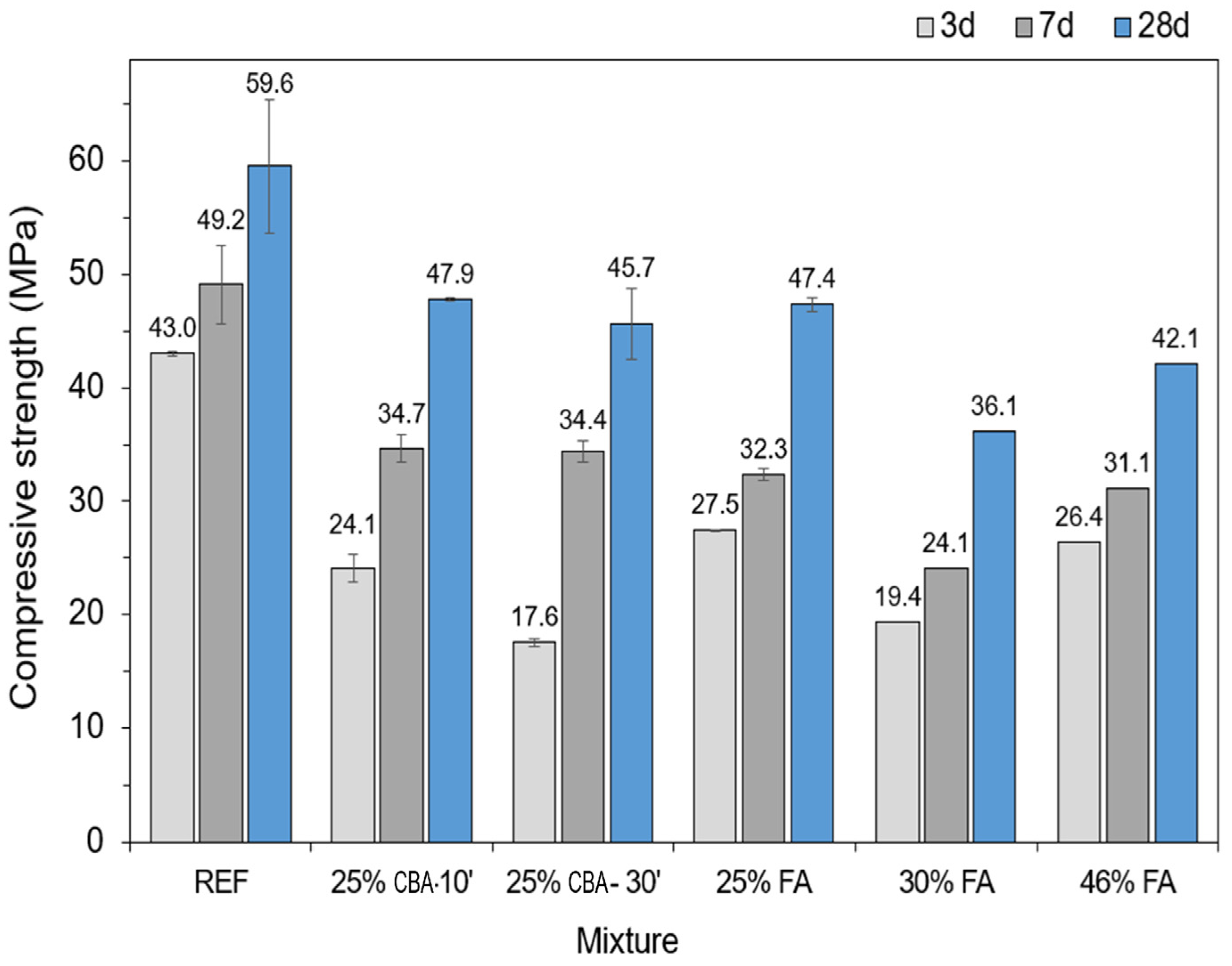
3.2. Compressive Strength
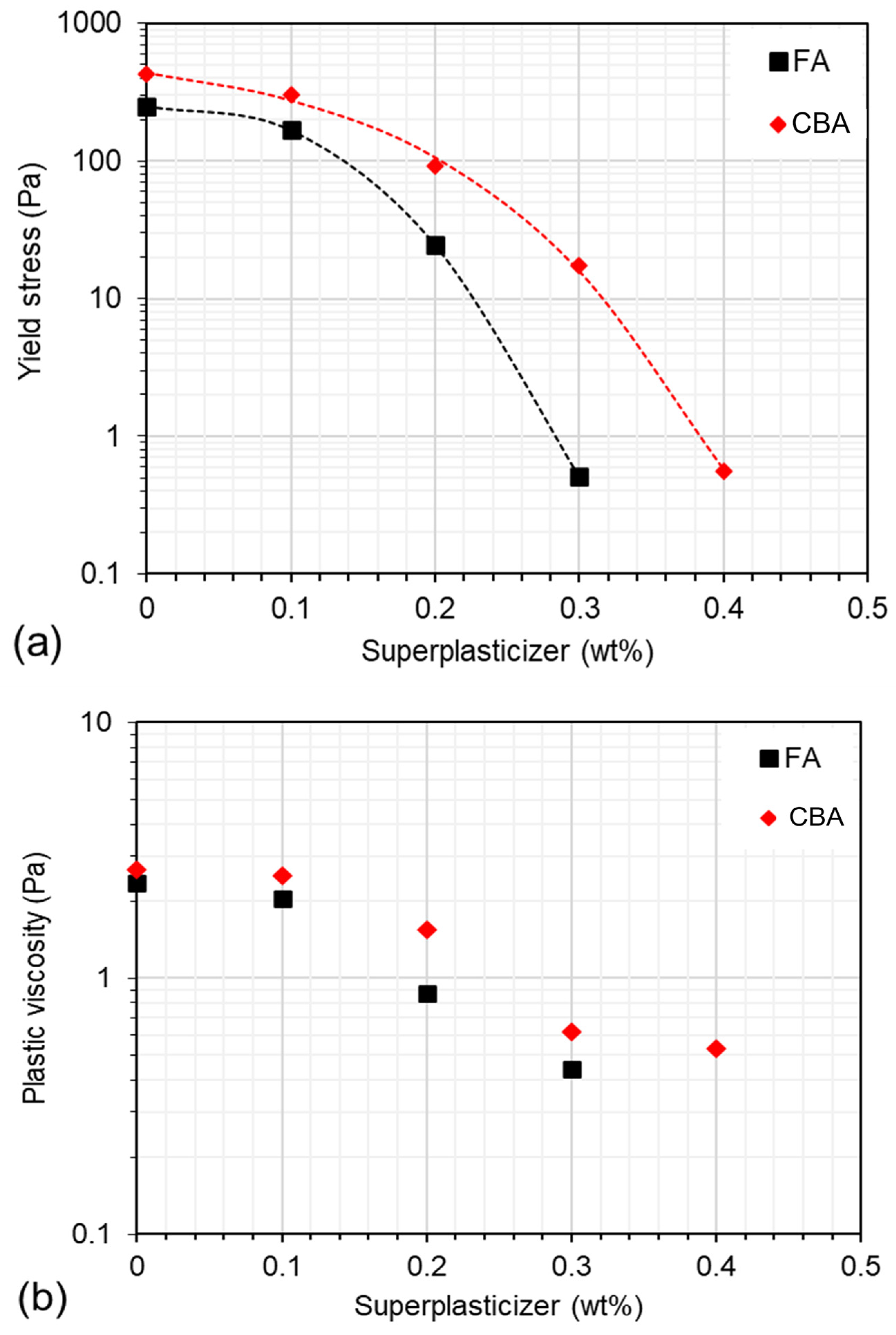
3.3. Rheometry
4. Conclusions
Supplementary Materials
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Gooi, S.; Mousa, A.A.; Kong, D. A Critical Review and Gap Analysis on the Use of Coal Bottom Ash as a Substitute Constituent in Concrete. J. Clean. Prod. 2020, 268, 121752. [Google Scholar] [CrossRef]
- Singh, M.; Siddique, R. Strength Properties and Micro-Structural Properties of Concrete Containing Coal Bottom Ash as Partial Replacement of Fine Aggregate. Constr. Build. Mater. 2014, 50, 246–256. [Google Scholar] [CrossRef]
- Rafieizonooz, M.; Mirza, J.; Salim, M.R.; Hussin, M.W.; Khankhaje, E. Investigation of Coal Bottom Ash and Fly Ash in Concrete as Replacement for Sand and Cement. Constr. Build. Mater. 2016, 116, 15–24. [Google Scholar] [CrossRef]
- World of Coal Ash 2020—Website of the World of Coal Ash Conference. Available online: https://worldofcoalash.org/ (accessed on 23 January 2025).
- Oruji, S.; Brake, N.A.; Nalluri, L.; Guduru, R.K. Strength Activity and Microstructure of Blended Ultra-Fine Coal Bottom Ash-Cement Mortar. Constr. Build. Mater. 2017, 153, 317–326. [Google Scholar] [CrossRef]
- Tamanna, K.; Raman, S.N.; Jamil, M.; Hamid, R. Coal Bottom Ash as Supplementary Material for Sustainable Construction: A Comprehensive Review. Constr. Build. Mater. 2023, 389, 131679. [Google Scholar] [CrossRef]
- Scrivener, K.L.; John, V.M.; Gartner, E.M. Eco-Efficient Cements: Potential Economically Viable Solutions for a Low-CO2 Cement-Based Materials Industry. Cem. Concr. Res. 2018, 114, 2–26. [Google Scholar] [CrossRef]
- Siddique, R.; Aggarwal, P.; Aggarwal, Y. Influence of Water/Powder Ratio on Strength Properties of Self-Compacting Concrete Containing Coal Fly Ash and Bottom Ash. Constr. Build. Mater. 2012, 29, 73–81. [Google Scholar] [CrossRef]
- Rafieizonooz, M.; Salim, M.R.; Hussin, M.W.; Mirza, J.; Yunus, S.M.; Khankhaje, E. Workability, Compressive Strength and Leachability of Coal Ash Concrete. Chem. Eng. Trans. 2017, 56, 439–444. [Google Scholar] [CrossRef]
- Aydin, E. Novel Coal Bottom Ash Waste Composites for Sustainable Construction. Constr. Build. Mater. 2016, 124, 582–588. [Google Scholar] [CrossRef]
- Guan, X.; Wang, L.; Mo, L. Effects of Ground Coal Bottom Ash on the Properties of Cement-Based Materials under Various Curing Temperatures. J. Build. Eng. 2023, 69, 106196. [Google Scholar] [CrossRef]
- Kim, H.K. Utilization of Sieved and Ground Coal Bottom Ash Powders as a Coarse Binder in High-Strength Mortar to Improve Workability. Constr. Build. Mater. 2015, 91, 57–64. [Google Scholar] [CrossRef]
- Menéndez, E.; Argiz, C.; Sanjuán, M.Á. Reactivity of Ground Coal Bottom Ash to Be Used in Portland Cement. J 2021, 4, 223–232. [Google Scholar] [CrossRef]
- Brás, A.; Faustino, P. Repair Mortars and New Concretes with Coal Bottom and Biomass Ashes Using Rheological Optimisation. Int. J. Environ. Res. 2016, 10, 203–216. [Google Scholar]
- Singh, K.P.; Kumar, A.; Kaushal, D.R. Experimental Investigation on Effects of Solid Concentration, Chemical Additives, and Shear Rate on the Rheological Properties of Bottom Ash (BA) Slurry. Int. J. Coal Prep. Util. 2022, 42, 609–622. [Google Scholar] [CrossRef]
- Beddu, S.; Abd Manan, T.S.B.; Mohamed Nazri, F.; Kamal, N.L.M.; Mohamad, D.; Itam, Z.; Ahmad, M. Sustainable Energy Recovery From the Malaysian Coal Bottom Ash and the Effects of Fineness in Improving Concrete Properties. Front. Energy Res. 2022, 10, 940883. [Google Scholar] [CrossRef]
- Ankura, N.; Singh, N.; Ankur, N. An Investigation on Optimizing the Carbonation Resistance of Coal Bottom Ash Concrete with Its Carbon Footprints and Eco-Costs. Res. Eng. Struct. Mat. 2024, 10, 135–164. [Google Scholar] [CrossRef]
- Kim, J.E.; Seo, J.; Yang, K.H.; Kim, H.K. Cost and CO2 Emission of Concrete Incorporating Pretreated Coal Bottom Ash as Fine Aggregate: A Case Study. Constr. Build. Mater. 2023, 408, 133706. [Google Scholar] [CrossRef]
- ABNT NBR 17054; Aggregates—Determination of Granulometric Composition—Test Method. Brazilian Association for Technical Standards: Rio de Janeiro, Brazil, 2022.
- ABNT NBR 13276; Mortars Applied on Walls and Ceilings—Determination of the Consistence Index. Brazilian Association of Technical Standards: Rio de Janeiro, Brazil, 2016.
- ASTM C1897-20; Standard Test Methods for Measuring the Reactivity of Supplementary Cementitious Materials by Isothermal Calorimetry and Bound Water Measurements. ASTM: West Conshohocken, PA, USA, 2020.
- Yoon, J.; Yonis, A.; Park, S.; Rajabipour, F.; Pyo, S. Prediction of the R3 Test-Based Reactivity of Supplementary Cementitious Materials: A Machine Learning Approach Utilizing Physical and Chemical Properties. Int. J. Concr. Struct. Mater. 2024, 18, 74. [Google Scholar] [CrossRef]
- Zhang, G.Y.; Oh, S.; Lu, C.; Han, Y.; Lin, R.S.; Wang, X.Y. The Influence of Quartz Powder on the Mechanical–Thermal–Chemical–Durability Properties of Cement-Based Materials. Appl. Sci. 2024, 14, 3296. [Google Scholar] [CrossRef]
- Kongsat, P.; Sinthupinyo, S.; O’rear, E.A.; Pongprayoon, T. Effect of Morphologically Controlled Hematite Nanoparticles on the Properties of Fly Ash Blended Cement. Nanomaterials 2021, 11, 1003. [Google Scholar] [CrossRef]
- Ha, T.H.; Muralidharan, S.; Bae, J.H.; Ha, Y.C.; Lee, H.G.; Park, K.W.; Kim, D.K. Effect of Unburnt Carbon on the Corrosion Performance of Fly Ash Cement Mortar. Constr. Build. Mater. 2005, 19, 509–515. [Google Scholar] [CrossRef]
- Singh, G.; ShriRam. Microstructural and Other Properties of Copper Slag–Coal Bottom Ash Incorporated Concrete Using Fly Ash as Cement Replacement. Innov. Infrastruct. Solut. 2023, 8, 78. [Google Scholar] [CrossRef]
- Chuang, C.W.; Chen, T.A.; Huang, R. Effect of Finely Ground Coal Bottom Ash as Replacement for Portland Cement on the Properties of Ordinary Concrete. Appl. Sci. 2023, 13, 13212. [Google Scholar] [CrossRef]
- Ramos, G.A.; de Matos, P.R.; Pelisser, F.; Gleize, P.J.P. Effect of Porcelain Tile Polishing Residue on Eco-Efficient Geopolymer: Rheological Performance of Pastes and Mortars. J. Build. Eng. 2020, 32, 101699. [Google Scholar] [CrossRef]
- Kumar, K.; Kumar, S.; Gupta, M.; Garg, H.C. Effect of Addition of Bottom Ash on the Rheological Properties of Fly Ash Slurry at Varying Temperature. IOP Conf. Ser. Mater. Sci. Eng. 2016, 149, 012044. [Google Scholar] [CrossRef]
- Ma, J.; Zhang, H.; Wang, D.; Wang, H.; Chen, G. Rheological Properties of Cement Paste Containing Ground Fly Ash Based on Particle Morphology Analysis. Crystals 2022, 12, 524. [Google Scholar] [CrossRef]
- Mangi, S.A.; Ibrahim, M.H.W.; Jamaluddin, N.; Arshad, M.F.; Memon, F.A.; Jaya, R.P.; Shahidan, S. A Review on Potential Use of Coal Bottom Ash as a Supplementary Cementing Material in Sustainable Concrete Construction. Int. J. Integr. Eng. 2018, 10, 127–135. [Google Scholar] [CrossRef]








{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Property/Sample | PC | CBA | FA |
|---|---|---|---|
| Chemical composition (wt%) | |||
| CaO | 67.3 | 1.0 | 1.7 |
| SiO2 | 14.5 | 43.7 | 57.4 |
| Al2O3 | 3.4 | 21.0 | 24.6 |
| Fe2O3 | 4.0 | 21.9 | 6.6 |
| K2O | 1.9 | 1.9 | 3.6 |
| Na2O | 0.3 | ||
| SO3 | 2.1 | 0.4 | 0.5 |
| MgO | 2.0 | ||
| TiO2 | 0.4 | 0.6 | 1.2 |
| P2O5 | 0.1 | ||
| SrO | 0.3 | ||
| LOI * | 2.9 | 9.3 | 4.0 |
| Physical property | |||
| Density (g/cm3) ** | 3.06 | 2.41 | 2.36 |
| Blaine fineness (cm2/g) | 4523 | 6072 | 3580 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2025 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Schackow, A.; Andrade Neto, J.d.S.; Hack, L.; Folgueras, M.V.; Kirchheim, A.P.; Rodríguez Martinez, E.D.; Matos, P.R.d. Coal Bottom Ash as Supplementary Cementitious Material: Optimizing Reactivity Through Particle Grinding. Sustainability 2025, 17, 5031. https://doi.org/10.3390/su17115031
Schackow A, Andrade Neto JdS, Hack L, Folgueras MV, Kirchheim AP, Rodríguez Martinez ED, Matos PRd. Coal Bottom Ash as Supplementary Cementitious Material: Optimizing Reactivity Through Particle Grinding. Sustainability. 2025; 17(11):5031. https://doi.org/10.3390/su17115031
Chicago/Turabian StyleSchackow, Adilson, José da Silva Andrade Neto, Lismari Hack, Marilena Valadares Folgueras, Ana Paula Kirchheim, Erich David Rodríguez Martinez, and Paulo Ricardo de Matos. 2025. "Coal Bottom Ash as Supplementary Cementitious Material: Optimizing Reactivity Through Particle Grinding" Sustainability 17, no. 11: 5031. https://doi.org/10.3390/su17115031
APA StyleSchackow, A., Andrade Neto, J. d. S., Hack, L., Folgueras, M. V., Kirchheim, A. P., Rodríguez Martinez, E. D., & Matos, P. R. d. (2025). Coal Bottom Ash as Supplementary Cementitious Material: Optimizing Reactivity Through Particle Grinding. Sustainability, 17(11), 5031. https://doi.org/10.3390/su17115031