Abstract
Metals with a hexagonal close-packed (HCP) structure such as magnesium, titanium and zirconium constitute key structural materials in the aerospace, automotive, biomedical and nuclear energy industries. Their welding and regeneration by conventional methods is hindered due to the limited number of slip systems, high reactivity and susceptibility to the formation of defects. Laser technologies offer precise energy control, minimization of the heat-affected zone and the possibility of producing joints and coatings of high quality. This article constitutes a comprehensive review of the state of knowledge concerning laser welding, cladding and regeneration of HCP metals. The physical mechanisms of laser beam interactions are discussed including the dynamics of the keyhole channel, Marangoni flows and the formation of gas defects. The characteristics of the microstructure of joints are presented including the formation of α′ martensite in titanium, phase segregation in magnesium and hydride formation in zirconium. Particular attention is devoted to residual stresses, techniques of cladding protective coatings for nuclear energy with Accident Tolerant Fuel (ATF) and advanced numerical modeling using artificial intelligence. The perspectives for the development of technology are indicated including the concept of the digital twin and intelligent real-time process control systems.
1. Introduction
Metals with a hexagonal close-packed (HCP) structure such as magnesium (Mg), titanium (Ti) and zirconium (Zr) are key materials in high-strength structural engineering, nuclear energy and biomedical applications. This uniqueness results from the low density of magnesium, the exceptional strength-to-weight ratio and biocompatibility of titanium and the low neutron absorption cross-section and corrosion resistance of zirconium in high-temperature aqueous environments [1,2,3,4]. The joining and regeneration of these metals and their alloys is difficult when using classical arc methods, which often promotes the formation of cracks and porosity in magnesium materials, martensitic transformations and brittleness related to gas absorption in titanium materials, and brittle cracking and hydride formation in zirconium materials [1,2,3,5,6].
Laser technologies such as laser beam welding (LBW), laser cladding and laser remelting offer a precise and highly localized heat source, enabling control of the geometry and microstructure of the joint or coating while reducing the heat-affected zone (HAZ) [1,2,3,7,8,9]. The mechanisms of laser beam interaction include two modes: conduction (wide, shallow welds) and keyhole (deep penetration), with the transition between them depending on power density, focal length, travel speed and shielding gas [10,11,12]. Regardless of the HCP material, the stability of the keyhole and the dynamics of the molten pool cause solidification defects and porosity. Research distinguishes pore formation mechanisms (e.g., B-pore and R-pore) and shows how variations in process parameters and shielding gas control can limit keyhole collapse and cavitation [12,13,14,15].
In Mg alloys, the primary problem is evaporation and porosity, intensified by the low melting temperature and high vapor pressure, which hinder control of weld geometry and fatigue properties. Research and parametric studies consider the role of travel speed, double passes (two-pass), gas control, filler addition and the possibility of applying hybrid laser–arc methods to improve weld quality [1,7,13,16,17,18].
In Ti alloys (e.g., Ti-6Al-4V), laser joining is technologically advanced but highly sensitive to the atmosphere; the shielding gas (Ar/He) affects plasma behavior, energy coupling and oxidation, and thus the microstructure and residual stresses [2,6,19,20,21]. An increasing number of studies combine microstructural observations with stress modeling (Digital Image Correlation (DIC), Focused Ion Beam–Digital Image Correlation (FIB–DIC), simulations) as well as with heat treatment strategies and additive manufacturing technologies (Laser Powder Bed Fusion (LPBF), Directed Energy Deposition (DED)) in order to reduce stresses and defects [19,22,23,24].
In Zr alloys, which are critical materials for nuclear energy, an ultra-clean atmosphere and control of hydrogen and oxygen content are required. Literature reviews and research papers present a narrow process window for laser welding and emphasize the growing importance of protective coating cladding (e.g., multilayer, Zr-Si, Cr-coated claddings) and laser surface remelting to improve corrosion and erosion resistance in high-temperature steam and water environments [3,6,9,25,26,27].
Regarding surface regeneration (laser cladding/laser remelting) in Mg and Ti alloys, cladding with hard/ceramic particles or Ni/Co alloys and surface layer remelting are carried out with the goal of achieving low dilution and a homogeneous microstructure. Research on zirconium and its alloys confirms improved wear and corrosion resistance, with simultaneous emphasis on controlling stresses and cracking [8,28,29,30].
Modeling and artificial intelligence in laser processes, from semi-analytical keyhole models to Computational Fluid Dynamics (CFD), Finite Element Method (FEM) simulations and machine learning, are currently used to predict the keyhole profile, melt pool stability, internal inconsistencies and defects as well as stresses, improving parameter selection and control strategies (also in hybrid and additive manufacturing (AM) processes) [12,14,31,32].
This review follows a systematic approach to literature selection and analysis. The literature search was conducted using multiple databases including Web of Science, Scopus, ScienceDirect, MDPI and Google Scholar, covering publications from 2000 to 2025. The search strategy employed combinations of keywords: (“laser welding” or “laser cladding” or “laser processing”), (“magnesium” or “titanium” or “zirconium”) and (“HCP” or “hexagonal close-packed”). Additional searches targeted specific phenomena: “keyhole dynamics”, “residual stress”, “microstructure”, “digital twin” and “machine learning” in combination with the primary materials. The review scope deliberately focuses on the three industrially dominant HCP metals—magnesium (Mg), titanium (Ti) and zirconium (Zr)—which collectively represent over 95% of published research on laser processing of HCP materials. This focus is justified by the following: (1) extensive industrial applications in aerospace (Ti), automotive (Mg) and nuclear energy (Zr); (2) mature technology readiness levels (TRL 6–9); (3) substantial body of experimental and modeling literature enabling comprehensive analysis; and (4) well-established processing challenges requiring advanced laser technologies. Emerging HCP materials, including high-entropy alloys with HCP structures and advanced Mg-Li alloys, were excluded based on: (1) limited technology maturity (TRL 3–5); (2) nascent stage of laser processing research; (3) lack of established industrial processing standards; and (4) insufficient data on long-term performance and reliability. However, insights from conventional HCP metals reviewed here provide foundational knowledge applicable to future development of these emerging systems. This review synthesizes over 280 peer-reviewed publications, prioritizing high-impact journals and recent advances (2020–2025), while incorporating seminal earlier works establishing fundamental understanding. Special emphasis is placed on integrating experimental observations, numerical modeling, and industrial applications to provide comprehensive coverage relevant to both researchers and practitioners.
2. Characteristics of HCP Materials and Their Welding Challenges
Materials with a hexagonal close-packed (HCP) crystal structure are characterized by a limited number of slip systems compared to metals with a cubic structure, which significantly affects their plastic properties and behavior during joining processes. Consequently, plastic deformation in HCP metals such as magnesium, titanium and zirconium is difficult, and the susceptibility to local cracking and residual stress formation is much greater than in FCC or BCC metals [33,34]. These properties determine their behavior in welding processes, especially in laser beam techniques that require a precise balance between the energy input and microstructure control. Magnesium and its alloys, including AZ31, AZ91 and ZK60, are currently the lightest structural metals with a density of only 1.74 g/cm3. They are characterized by favorable casting properties and high potential for applications in the automotive, aerospace and electronic industries [35,36]. Their low density and high susceptibility to thermo-mechanical processing make them an attractive material for modern lightweight and durable structures. Laser welding of magnesium alloys encounters numerous technological difficulties. The low melting point, high vapor pressure and strong reactivity with oxygen lead to easy overheating, evaporation and oxidation of the weld pool surface, resulting in porosity and hot cracking [35,37,38]. The use of an appropriate shielding atmosphere, especially helium or argon–helium mixtures, limits oxidation and stabilizes the shape of the weld pool [16,39]. Studies also indicate that the introduction of preheating, controlled heating and hybrid techniques combining laser with electric arc improve the quality and uniformity of joints [17,40]. In the context of surface regeneration, laser cladding with ceramic powders such as Al2O3, SiC or TiC is increasingly used, which enhances resistance to tribological wear and corrosion while requiring low dilution of the substrate material and minimizing gas defects [38,41,42]. Titanium and its alloys, especially Ti-6Al-4V, are among the most important engineering materials used in aerospace, chemical and biomedical industries. They are distinguished by a high strength-to-weight ratio, corrosion resistance and excellent biocompatibility [43,44]. However, laser welding of titanium poses a number of challenges resulting from its exceptional reactivity with oxygen, nitrogen and hydrogen, which leads to the formation of brittle layers and reduced ductility of the joints [43,45]. Additionally, the very rapid cooling typical of laser processes promotes the formation of α′ martensite, a hard but brittle phase, whereas slower cooling allows the formation of a mixture of α and β phases with more balanced mechanical properties [2,44,46]. The high thermal anisotropy of titanium causes significant residual stresses, which can lead to cracking within the weld [47,48]. Optimization of process parameters such as beam power, travel speed and focus adjustment, combined with the selection of a suitable shielding atmosphere, e.g., helium, argon or low-pressure vacuum, enables control of the microstructure and minimization of stresses [2,33,45]. At the same time, hybrid joining techniques combining laser and Gas Metal Arc Welding (GMAW) are being developed, which ensure greater process stability [20], as well as additive manufacturing solutions such as Direct Energy Deposition (DED) and Laser Powder Bed Fusion (LPBF), allowing for local surface regeneration and repair of components with a limited heat-affected zone [23,48].
Zirconium and its alloys, primarily Zr-2, Zr-4 and ZrNb, constitute the basic materials used in nuclear energy due to their low neutron absorption cross-section, high corrosion resistance in aqueous and steam environments and stability under high-temperature conditions [3,49]. Despite its numerous advantages, laser welding of zirconium is a process requiring an exceptionally clean technological atmosphere. Even trace amounts of oxygen, nitrogen or hydrogen can lead to the formation of hard and brittle phases and, in the case of hydrogen, to hydride formation and brittle cracking [25,49]. To improve the operational durability of zirconium components, protective coatings produced by laser cladding, such as Zr-Si and Cr, have been developed, which significantly increase corrosion resistance and limit hydrogen diffusion [6,27]. In addition, laser surface treatment (LST) leads to surface layer refinement, which is particularly important for components operating in high-temperature nuclear reactor environments [26,27]. Laser welding of zirconium in industrial applications, especially in nuclear power, must meet strict quality and safety standards. The main challenge is maintaining an ultra-clean process atmosphere throughout the entire welding cycle. In practice, this requires the use of hermetically sealed welding chambers with continuous atmosphere monitoring systems, in which the oxygen, nitrogen and hydrogen contents are kept below 20 ppm, and for the most critical applications below 10 ppm [50,51,52]. The material preparation process prior to welding includes thorough degreasing, mechanical removal of the oxide layer and vacuum degassing at 300–400 °C for at least 2 h. The material should be stored in an argon atmosphere until welding. A typical welding chamber for zirconium has a volume of 0.5–2 m3, is equipped with a helium recirculation and purification system (minimum purity 99.99%), as well as online impurity monitoring using mass spectrometry or electrochemical analyzers [53,54]. The parameters of the laser welding process for zirconium must be selected within a narrow process window. Too low of a linear energy leads to incomplete fusion and poor joint quality, while excessive energy causes over-melting, pool instability and contamination absorption [55,56]. In the nuclear industry, laser welding is mainly used for joining fuel rods with end caps, repairing reactor components and producing joints in the coolant water circuit. Quality control typically includes non-destructive testing (radiography, penetrant inspection, ultrasonics), metallography, hardness measurements and mechanical tests (tensile, bending, impact). For nuclear applications, additional corrosion tests in an autoclave (400 °C, steam under 10 MPa pressure, 72–168 h) and microstructural analysis using SEM/EDS and EBSD methods are required [57,58]. The latest developments in laser welding of Zr include the use of power-modulated lasers, which allow precise control of cooling rates and minimization of residual stresses, as well as hybrid laser–plasma systems that increase process stability when welding thick-walled components. In parallel, advanced in situ monitoring systems are being developed using infrared cameras, plasma emission spectroscopy and pyrometers that enable real-time temperature control of the melt pool with an accuracy of ±10 °C [59,60]. Table 1 presents a comparison of the physicochemical and welding properties of HCP metals.

Table 1.
Comparison of physicochemical and welding properties of HCP metals.
The fundamental physicochemical properties presented in Table 1 directly determine the process window width for each HCP metal, (Section 8). This relationship can be understood mechanistically through several key parameters. Magnesium exhibits a moderate process window primarily due to its wide temperature range between melting (650 °C) and intensive vaporization (~900 °C), providing a 250 °C buffer zone for process control, combined with high thermal conductivity (156 W/m·K) that enables effective heat dissipation [7,16,35]. However, its high vapor pressure necessitates careful control of evaporation and porosity formation. Titanium presents a narrow process window due to the combination of high melting temperature (1668 °C) requiring high laser powers (3–5 kW), very low thermal conductivity (21.9 W/m·K) causing steep thermal gradients and residual stress accumulation, and extreme sensitivity to atmospheric contamination where even 100–200 ppm of oxygen or nitrogen causes embrittlement [2,19,45]. The rapid α/β phase transformations during cooling (103–105 K/s) further restrict the acceptable parameter range, as deviations of ±20% in cooling rate can alter mechanical properties by 30–40% through changes in α’ martensite formation [46,67]. Zirconium exhibits the narrowest process window due to its highest melting temperature (1855 °C), lowest tolerance for contamination (<20 ppm O2/N2/H2 compared to 100–200 ppm for Ti), and catastrophic hydride formation at hydrogen levels above 50 ppm [3,50,68]. The linear energy window for defect-free Zr welding is restricted to 100–200 J/mm with only ±10% tolerance, compared to 80–400 J/mm with ±50% tolerance for magnesium [7,25,51]. These mechanistic relationships explain why the acceptable parameter combinations decrease from approximately 8–15 for Mg, to 4–6 for Ti, to only 2–3 for Zr, with correspondingly increasing requirements for atmospheric control and process monitoring.
3. Physical Mechanisms of Laser Beam Interaction with HCP Metals
The processes of laser welding, cladding and remelting of metals with a hexagonal close-packed (HCP) structure are based on complex energy interactions involving radiation absorption, heat conduction, convection, melting, evaporation, vapor–plasma channel formation and solidification. These mechanisms are strongly coupled and determine the microstructure, mechanical properties and occurrence of defects in the joints. The nature of the interaction depends primarily on power density, beam travel speed, degree of focusing and type of shielding atmosphere, which together determine whether the process proceeds in conduction mode or in keyhole mode [21,69]. In conduction mode, laser energy is absorbed mainly on the surface of the metal and dissipated into the material by thermal conduction. This leads to the formation of a wide and shallow weld pool of molten metal with gentle temperature gradients. In contrast, in keyhole mode, energy absorption is much more intense because the vapor–plasma channel acts as a photon trap, which greatly increases the efficiency of laser radiation absorption [70,71]. The power density required to maintain a stable keyhole channel usually exceeds 106 W/cm2, and the transition between the modes occurs nonlinearly and depends strongly on the optical properties of the surface and the dynamic parameters of the process [10,21].
The formation and stability of the keyhole channel is one of the most important issues in the physics of laser welding. This channel undergoes continuous geometric fluctuations due to local changes in metal vapor pressure, surface tension and Marangoni flows in the molten pool. These oscillations can lead to the phenomenon of keyhole pulsation, which, when the amplitude is too large, results in keyhole collapse and pore formation [12,31]. Modern high-speed imaging and numerical analyses confirm that channel stability depends on the dynamic balance between vapor pressure and capillary forces, as well as on the rate of gas evacuation from the channel [12,72].
For HCP metals such as magnesium and titanium, this problem is particularly significant due to their low vaporization temperature and high vapor pressure, which promote uncontrolled pressure increase in the channel and the formation of cavitation voids [73,74]. High-resolution near-infrared and blue-light optical monitoring during laser welding of AZ31 magnesium alloy reveals complex keyhole and weld pool dynamics, in which the morphology of the vapor–plasma channel changes as a function of process parameters, directly affecting penetration depth and welding stability (Figure 1). The visual monitoring system allows for the identification of characteristic process states from a stable keyhole at optimal parameters, through fluctuations leading to partial penetration, to unstable conditions favoring defect formation.
Figure 1.
Real-time monitoring of keyhole and weld pool dynamics during composite laser welding (NIR + blue laser) of AZ31 magnesium alloy: high-resolution images showing keyhole and weld pool morphology in different material penetration states—(a) full penetration with stable keyhole, (b) partial penetration with channel fluctuations, (c) incomplete penetration with unstable weld pool. Optical monitoring in two spectral ranges (NIR—keyhole observation, blue—weld pool observation) enables identification of process states and prediction of weld quality. Differences in keyhole morphology correlate with defect occurrence and penetration depth. Reproduced from [13] with permission from open access.
Quantitative analysis of dual-wavelength monitoring data reveals specific correlations between keyhole morphology and defect formation in magnesium laser welding. For stable keyhole conditions (Figure 1a), characterized by an aspect ratio (depth/width) of 3.5–4.5 and a temporal stability with fluctuations < 15% of mean depth, porosity levels remain below 0.5% with individual pore diameters < 50 μm uniformly distributed through the weld cross-section [13,16]. The NIR imaging captures keyhole depth variations at a 2–5 kHz sampling rate, while simultaneous blue-light monitoring reveals melt pool width oscillations correlating with surface tension-driven Marangoni flows [13,75]. In this regime, corresponding to laser powers of 2.0–2.5 kW and welding speeds of 2–3 m/min for 3 mm thick AZ31, complete penetration is achieved with minimal vapor entrapment [16,17].
Fluctuating keyhole morphology (Figure 1b) exhibits periodic collapse–reformation cycles at frequencies of 50–200 Hz, with keyhole aspect ratio variations exceeding 30% and intermittent partial penetration [13,14]. High-speed X-ray imaging studies on similar light alloys demonstrate that such fluctuations generate distinct pore types: small spherical pores (20–80 μm diameter) originating from keyhole tip instabilities, and larger irregular pores (100–300 μm) formed during keyhole collapse events [14]. For magnesium alloys, this intermediate regime increases porosity to 1.5–3.5% with bimodal pore size distribution, occurring when process parameters deviate by 15–25% from optimal values [13,17]. Dual-wavelength monitoring enables real-time detection of these fluctuations, where NIR signal intensity variations > 40% combined with blue-light melt pool width changes > 25% predict porosity formation with 87% accuracy [13,31].
Unstable keyhole conditions (Figure 1c) are characterized by complete keyhole collapse, chaotic melt pool dynamics, and surface-mode welding with incomplete penetration [13,16]. Under these conditions, observed at insufficient laser power (<1.8 kW) or excessive welding speeds (>4 m/min), porosity levels exceed 5% with a predominance of large irregular pores (200–500 μm) concentrated in the upper weld region [7,17]. The NIR monitoring signal becomes intermittent or absent due to keyhole closure, while blue-light imaging reveals highly unstable melt pool boundaries with width variations > 50% [13]. Statistical analysis of multi-parameter monitoring data (keyhole depth, melt pool geometry, plasma emission intensity) enables classification of process states with 92% accuracy and prediction of final weld porosity within ±0.8% [13,31]. This quantitative correlation between real-time optical signatures and post-process defect analysis provides the foundation for closed-loop process control, where detected keyhole instabilities trigger automatic parameter adjustments (power modulation ±10%, speed correction ±0.3 m/min) to restore stable welding conditions [16,17,31].
Another important phenomenon in laser processes is thermocapillary flow in the molten metal pool, known as the Marangoni effect. It is driven by a gradient of surface tension, which in turn depends on temperature and the chemical composition of the liquid metal [75,76]. In the case of HCP metals, small changes in the oxygen, sulfur or chlorine content in the shielding gas can reverse the direction of convective flow, thereby influencing the shape and depth of the weld. In titanium and zirconium alloys, Marangoni flow is additionally modified by the presence of surface oxides and nitrides, which change local surface tension and can lead to asymmetry of the molten pool [77,78]. As a result, differences in molten metal circulation translate into nonuniform temperature distributions and variations in the solidification process, affecting grain morphology and susceptibility to cracking [79].
An important thermodynamic aspect of the laser process is the temperature distribution in the heat-affected zone (HAZ) and the dynamics of phase transformations during solidification. The cooling rate, often reaching 103–105 K/s, promotes the formation of nonequilibrium microstructures such as α′ martensite in titanium or dendrites in magnesium [80,81,82]. The high solidification rate leads to a fine-grained structure but can also cause segregation of alloying elements and local thermal stresses. In HCP metals, where the number of available slip systems is limited, such stresses are not effectively relaxed, which promotes the formation of microcracks [83,84].
Phenomena related to laser radiation absorption are strongly dependent on wavelength, surface condition and metal type. For most HCP metals, absorption in the near-infrared range (1–1.1 µm) falls within 20–40%, while for shorter wavelengths (532 nm or 355 nm) it can exceed 60% [85,86]. Hence, there is increasing interest in lasers with shorter wavelengths (green and ultraviolet) for precision micro-welding of magnesium and titanium, where higher absorption translates into greater process stability [87,88,89]. At the same time, intensive work is being conducted on the control of plasma accompanying the welding process, which in some cases shields the surface and reduces absorption efficiency [90,91].
Laser processes in HCP metals are also strongly associated with the occurrence of gas-related defects. The mechanism of pore formation can be described as gas entrapment resulting from keyhole instability, as well as the trapping of vapor bubbles during weld pool solidification [92,93,94]. In the case of magnesium, whose vapors have very high vapor pressure, porosity is a common and difficult-to-eliminate phenomenon [7,73]. For titanium and zirconium, micro-porosity occurs due to localized gas release from the liquid metal, especially hydrogen and nitrogen [95,96]. The use of optimized shielding gas, laser power modulation and external magnetic fields has proven effective in reducing the number of defects [74,97].
In recent years, the development of in situ diagnostics and simulation techniques has enabled detailed mapping of the physical processes occurring during laser welding and cladding. High-speed thermographic cameras, interferometry, X-ray imaging and Computational Fluid Dynamics (CFD) modeling allow tracking of the keyhole dynamics, temperature distribution and molten metal flow in real-time [72,98,99,100,101]. At the same time, the application of machine learning models enables prediction of keyhole stability and assessment of porosity risk based on process parameters [31,32]. The integration of experimental observations and numerical simulations leads to the development of real-time process control strategies, which significantly improve the quality of joints in HCP metals [102].
The comprehensive understanding of physical phenomena described in this chapter forms the foundation for advanced computational approaches and digital twin systems. Real-time monitoring of keyhole dynamics [11,98], temperature distribution [101], and melt pool behavior [13] generates vast amounts of data that can be integrated into predictive models. Recent advances in multi-sensor monitoring systems demonstrate the potential for simultaneous tracking of thermal, optical and acoustic signatures during laser processing of alloys, enabling defect prediction with over 95% accuracy [103]. These experimental observations, when combined with physics-based simulations of vapor pressure dynamics, Marangoni flows, and heat transfer [12,72,76], enable the development of digital representations capable of predicting process outcomes.
4. Microstructure and Properties of Laser Beam Welded Joints in HCP Metals
The microstructure and mechanical properties of laser-welded joints in metals with a hexagonal close-packed (HCP) structure are a direct result of complex thermal and hydrodynamic processes that occur during a very short heating and cooling cycle. A characteristic feature of laser processes is the extremely high cooling rate, reaching 104–106 K/s, which leads to the formation of fine-grained structures, often exhibiting nonequilibrium features. In the case of magnesium, titanium and zirconium alloys, the weld microstructure is strongly dependent on solidification rate, temperature distribution, beam incidence angle, as well as the shielding medium and alloy type [104,105].
In magnesium alloys, the structure of laser welds is usually characterized by the presence of fine, elongated columnar grains in the fusion zone and a transition to more uniform, equiaxed grains toward the heat-affected zone. The high cooling rate promotes the formation of metastable intermetallic phases such as β-Mg17Al12, which are distributed along grain boundaries and may cause local hardness anisotropy [39]. Studies have shown that the microstructure of magnesium welds strongly depends on the solubility of alloying elements, and its control is possible through modulation of linear energy and the use of double-pass laser techniques, which homogenize the chemical composition and reduce element segregation [106,107]. Microsegregation phenomena in the fusion zone have been confirmed by energy dispersive spectroscopy (EDS) and electron backscatter diffraction (EBSD) analyses, and the crystallization direction distribution indicates strong textural orientation consistent with the direction of heat flow [108].
In titanium alloys, particularly Ti-6Al-4V, the microstructure of the laser weld is determined by intensive phase transformations between the β and α phases. The high cooling rate promotes the formation of α′ martensite with an acicular structure, which is characterized by high hardness but limited ductility [67,109,110]. In welds produced under reduced cooling rates, for example, in helium or low-pressure vacuum atmospheres, it is possible to obtain a dual-phase α + β structure with more favorable mechanical properties [111,112]. The presence of fine martensitic needles combined with columnar texture along the weld axis leads to property anisotropy, observed as differences in elongation and tensile strength depending on orientation relative to the welding direction [48,113]. Proper post-weld heat treatment, particularly annealing in the temperature range of 700–800 °C, allows the transformation of α′ martensite into an equilibrium α+β mixture, reducing residual stresses and improving ductility [114,115].
A characteristic feature of the titanium weld microstructure is also the presence of a transition band between the fusion zone and the HAZ, where mixed grain morphologies, a transition from columnar to equiaxed orientation and variations in hardness distribution are observed. Studies performed using Focused Ion Beam—Digital Image Correlation (FIB–DIC) have shown that local concentrations of residual stresses in this zone may promote microcrack initiation, particularly in the presence of gas micropores [22,116]. To mitigate these effects, dynamic cooling control strategies have been developed based on laser power modulation and controlled gas cooling [117,118].
Laser welds of zirconium alloys exhibit distinct microstructural characteristics resulting from their higher melting temperature and lower thermal conductivity. The weld structure is usually fine-grained, with columnar orientation perpendicular to the heat conduction direction. Due to rapid solidification, the formation of metastable Zr(O) or ZrHx phases is often observed, especially under insufficient gas shielding [3]. These phenomena significantly affect the corrosion and mechanical properties of joints, as the presence of oxides and hydrides causes local ductility reduction and increased hardness [68,119,120]. To improve properties, final laser remelting is applied, which eliminates surface defects and homogenizes the microstructure [121].
The mechanical properties of laser-welded joints of HCP metals are directly related to their microstructure and residual stress distribution. For magnesium and its alloys, weld hardness is usually higher than that of the base material, resulting from fine-grained structure and solid-solution strengthening effects [39]. However, fatigue strength may be reduced due to the presence of micropores and nonuniform textures. In the case of titanium, laser welds are characterized by high hardness (up to 400–450 HV) and tensile strength comparable to the base material but with slightly lower elongation [119,122]. The properties can be optimized through appropriate post-weld heat treatment or by applying a controlled cooling temperature gradient. For zirconium, an increase in hardness is observed in the fusion zone, resulting from oxide and hydride precipitates, which strengthen the material but may also initiate microcracks [6,123].
Residual stress analysis shows that their distribution varies significantly depending on weld geometry and alloy thermal properties. In titanium, tensile stresses dominate along the weld axis, whereas in magnesium, compressive zones are often observed near the fusion boundary [47,124]. To reduce them, multipass techniques, beam travel speed control and laser preheating are applied. Numerical modeling using the finite element method confirms that uniform temperature distribution during cooling minimizes stress concentrations and improves the structural integrity of the joint [125,126]. Table 2 presents typical laser welding parameters for HCP metals.
Table 2.
Typical laser welding parameters of HCP metals.
5. Laser Cladding and Surface Regeneration of HCP Metals
Before discussing specific technological implementations, it is necessary to precisely define the terms used in this review. Laser cladding refers specifically to processes involving the addition of a filler material (powder, wire) that is fused to a thin layer of substrate to form a coating layer 0.5–3 mm thick with controlled dilution, typically 5–20% [8,29]. The main goal is to impart new functional properties to the surface, such as resistance to wear, corrosion or high temperature. Laser remelting (laser surface melting) refers to processes without the addition of filler, in which only surface melting and recrystallization to a depth of 50–500 μm occur, aimed at refining the microstructure, eliminating defects or homogenizing the composition without dimensional change [127]. Surface regeneration is used in this paper as a collective term encompassing both laser cladding and laser remelting, used particularly for the refurbishment or repair of worn components [128,129]. Remanufacturing differs fundamentally from general surface modification in that it applies to post-service components that have lost their original properties due to wear, corrosion, erosion or mechanical damage. The goal of remanufacturing may be dimensional restoration (through plating), property restoration (through remelting or modified plating), or both. This distinction is consistent with established definitions in the surface engineering literature and ensures consistent terminology throughout the manuscript.
Laser cladding is one of the most advanced methods of surface modification and regeneration of metallic materials, including metals with a hexagonal close-packed (HCP) structure such as magnesium, titanium and zirconium. In this process, a concentrated laser beam melts a thin layer of the substrate together with the added material in the form of powder or wire, creating a coating with high adhesion, low dilution and a fine-grained microstructure [8,130]. The main advantage of this technology is precise energy input control and the ability to locally produce layers with specific mechanical and functional properties, making it a key technique for repairs, the production of protective and strengthening layers and surface engineering of modern components [128,131].
The laser cladding process of HCP metals is characterized by highly dynamic physical phenomena that determine the quality and properties of the coatings. Rapid heating and cooling lead to the formation of fine-grained structures beneficial for wear and corrosion resistance, but at the same time may promote the occurrence of residual stresses and cracks. For this reason, precise adjustment of process parameters such as beam power, scanning speed, powder feed rate and shielding atmosphere type is necessary [132,133]. The thermal properties of HCP materials, especially their low thermal conductivity and high anisotropy, influence the temperature distribution and shape of the molten pool, and thus the morphology of the coating [76,134].
Recent developments in hybrid processing techniques, particularly ultrasonic vibration-assisted laser additive manufacturing, have demonstrated significant improvements in microstructural homogeneity and defect reduction across various metallic systems including high-entropy alloys [135]. These advances in process intensification through external energy fields provide promising directions for enhancing laser cladding quality in HCP metals.
In the case of magnesium alloys, laser cladding is particularly challenging due to their low melting temperature and high reactivity. To avoid melting and evaporation of magnesium, relatively low beam powers and high scanning speeds are used, which help limit the depth of the remelted zone [136,137]. Typical materials used as cladding powders include aluminum-, nickel- and iron-based alloys, as well as ceramic particles such as SiC, Al2O3 and TiC, which increase the hardness and tribological resistance of coatings [129,138,139]. The structure of the cladded layer on magnesium is usually composite, consisting of a metallic matrix and uniformly distributed hard phases, which ensure a good balance between wear resistance and relatively low brittleness [140]. In recent years, composite Mg-Ni and Mg-Al coatings with ceramic additives have attracted great interest, showing corrosion resistance improvements of up to 70% compared to untreated substrates [141,142,143].
Laser cladding of titanium and its alloys, including Ti-6Al-4V, is one of the most technologically developed applications of this method. Due to titanium’s high reactivity with oxygen and nitrogen, the process must be carried out in a protective atmosphere, most often argon or helium, and in some cases in a vacuum chamber [144,145,146]. Properly selected parameters make it possible to obtain coatings with a fine-grained microstructure, low dilution (<5%) and high density, with a minimal number of gas defects. The produced coatings may contain intermetallic phases such as TiC, TiB2 or TiN, which provide significantly higher hardness than the base material [147,148,149].
The microstructure of titanium claddings exhibits columnar orientation along the temperature gradient and clear segregation of alloying elements at grain boundaries. Studies have shown that changing scanning strategies and modulating beam power allow for the control of crystallization and the formation of equiaxed structures beneficial for fatigue resistance [150,151]. Titanium claddings are characterized by hardness exceeding 600 HV, and their wear resistance increases several times compared to the base material [152,153,154]. In regenerative processes, laser cladding with nickel- and cobalt-based alloys is also used to improve erosion and high-temperature corrosion resistance, which is particularly important for aerospace and energy components [155,156]. In addition, hybrid laser cladding technologies with additional heat sources, such as the electric arc (Laser-Arc Hybrid Cladding), are being developed to enable better melting of the material and increase coating uniformity [157].
Zirconium and its alloys, due to their importance for nuclear energy, are increasingly subjected to laser cladding processes to enhance their corrosion and mechanical resistance. In recent years, numerous coating systems based on Zr-Si, Zr-Al and ZrCr have been developed, which effectively limit oxidation and hydride formation in high-temperature environments [52,121]. However, these processes require exceptionally clean technological conditions and a stable protective atmosphere, since even minimal oxygen content can cause pore and hydride formation [6,122]. Laser cladding of zirconium allows the production of coatings with excellent adhesion to the substrate and fine-grained structure, significantly improving corrosion resistance in pressurized water and steam [123,158].
Laser cladding of zirconium and its alloys for nuclear energy applications has undergone rapid development in recent years, driven by the need to improve reactor safety after the Fukushima disaster. The concept of Accident Tolerant Fuel (ATF) requires the development of protective coatings capable of withstanding extreme conditions, including temperatures above 1200 °C in a steam atmosphere for at least 72 h without significant degradation [63,64].
The main coating systems produced by laser cladding on zirconium substrates include:
- Chromium coatings (Cr, Cr-Al)—chromium coatings with thicknesses of 10–50 μm are currently the most advanced commercial solution. They are produced by laser cladding using Cr powder or CrAl wire [159,160]. Figure 2 shows Cross-sectional SEM images and corresponding EDS line scans of the outer surface of the Cr-coated Zr tube oxidized at different conditions. The main technical challenge is the elimination of microcracks at the Cr/Zr interface caused by differences in thermal expansion coefficients [161,162].
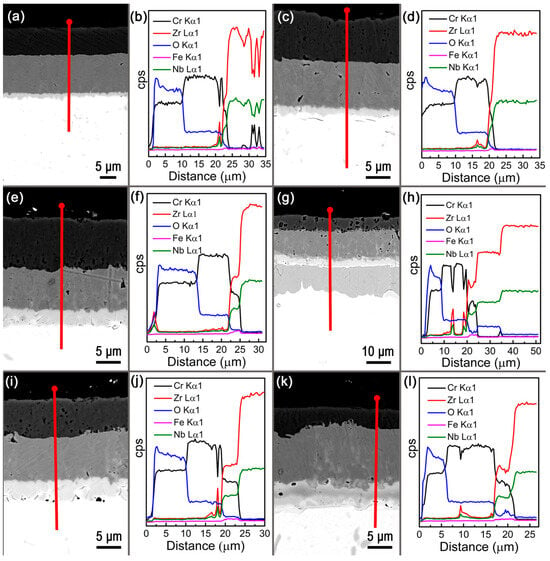 Figure 2. Cross-sectional SEM images and corresponding EDS line scans of the outer surface of the Cr-coated Zr tube oxidized at different conditions. (a,b) 1200 °C/0.5 h, (c,d) 1200 °C/1 h, (e,f) 1200 °C/2 h, (g,h) 1200 °C/4 h, (i,j) 1300 °C/0.5 h, (k,l) 1300 °C/1 h. Reproduced from [26] with permission from open access.
Figure 2. Cross-sectional SEM images and corresponding EDS line scans of the outer surface of the Cr-coated Zr tube oxidized at different conditions. (a,b) 1200 °C/0.5 h, (c,d) 1200 °C/1 h, (e,f) 1200 °C/2 h, (g,h) 1200 °C/4 h, (i,j) 1300 °C/0.5 h, (k,l) 1300 °C/1 h. Reproduced from [26] with permission from open access. - Zr-Si and Zr-Si-Cr coatings—coatings containing silicon (5–15 wt%)—show exceptional oxidation resistance due to the formation of the tetragonal Zr-Si phase and a passive SiO2 layer [6,163]. The addition of chromium to the Zr-Si system further increases corrosion resistance [163].
- Composite coatings Zr-Al2O3 and Zr-MAX phases—the latest direction involves composite coatings containing hard ceramic phases Al2O3, SiC or MAX phases (e.g., Ti3SiC2, Cr2AlC) [164,165]. Zr-Al2O3 coatings exhibit hardness of 400–550 HV and wear resistance comparable to that of tool steels, while maintaining good substrate adhesion [166].
A key element in improving cladding properties is proper microstructure control through process parameter optimization. Studies show that increasing the cooling rate leads to grain refinement, which results in higher hardness and wear resistance, while excessively fast cooling may generate residual stresses and microcracks [167,168]. The introduction of intermediate transition layers with thermal expansion coefficients similar to the substrate, such as Ti-Al or Zr-Ni, reduces thermal mismatch and minimizes the risk of coating delamination [169].
The critical challenge of microcracking at Cr/Zr interfaces stems from the significant mismatch in coefficients of thermal expansion (CTE): chromium exhibits CTE values of approximately 11–12 × 10−6 K−1, whereas zirconium shows substantially lower values of 5–6 × 10−6 K−1. This mismatch generates interfacial stresses exceeding 300–400 MPa during thermal cycling, frequently leading to coating delamination [170]. Functionally graded materials (FGM) address this problem through compositional gradients that provide smooth thermomechanical property transitions, eliminating stress concentration at sharp interfaces [52]. Several advanced interlayer systems beyond conventional Ti-Al and Zr-Ni approaches have demonstrated superior performance. The Cr-CrN-Cr multilayer system utilizes chromium nitride as an intermediate layer with a CTE of approximately 10 × 10−6 K−1, serving as both a diffusion barrier and a thermal expansion buffer, reducing Cr-Zr interdiffusion by 65% at 1200 °C [5]. Silicide-based gradient systems (Zr → Zr2Si → ZrSi → Cr) leverage in situ formed Zr2Si barriers and protective SiO2 scales, achieving oxidation resistance two orders of magnitude higher than uncoated zirconium in 1200 °C steam [163]. MAX phase coatings based on Cr2AlC offer exceptionally high-temperature stability through Al2O3 scale formation, though rapid aluminum diffusion into zirconium requires additional diffusion barriers [165]. Composite systems with gradually increasing Al2O3 concentrations in the Zr-Cr matrix provide controlled hardness transitions (350→650 HV) with ceramic particles acting as crack deflection sites, improving thermal cycling resistance to over 500 cycles [166]. Optimized multilayer designs with five to seven discrete layers and CTE gradients limited to <2 × 10−6 K−1 between adjacent layers demonstrate potential to reduce interfacial thermal stresses by approximately 75% [171]. Laser cladding strategies for composition grading include dynamic powder mixing with dual feeders enabling real-time compositional control (±3% uniformity) [27], and post-deposition laser remelting at 50–70% of cladding power that reduces porosity from ~5% to <1% while promoting microstructural homogenization [172].
Advanced process monitoring and numerical modeling techniques are gaining increasing importance in the development of laser cladding technology. The use of vision systems, pyrometry and plasma spectroscopy enables real-time control of temperature and molten pool stability, while CFD and FEM modeling allow prediction of temperature, stress and material flow distributions [173,174]. Combining these tools with artificial intelligence and machine learning methods enables the development of adaptive control systems that automatically adjust process parameters in real-time, ensuring consistent coating quality [31,175].
6. Residual Stresses, Deformations and Cracking in Laser Processes of HCP Metals
The processes of laser welding and cladding of metals with a hexagonal close-packed (HCP) structure generate complex distributions of thermal and residual stresses resulting from extreme temperature gradients, differences in thermal expansion coefficients and a limited number of slip systems that enable strain relaxation. The high anisotropy of mechanical properties of HCP metals, combined with their low plasticity along the basal axis, makes laser joints in magnesium, titanium and zirconium particularly susceptible to microcracking and post-process deformation [6,47].
Residual stresses arise due to the nonuniform heating and cooling of the joint region, and their distribution depends on many factors: beam linear energy, weld geometry, travel speed and thermal properties of the material. In the fusion zone, tensile stresses typically dominate, whereas in the heat-affected zone compressive stresses form during solidification and cooling [176,177]. In titanium and its alloys, tensile components prevail along the weld axis, promoting microcrack initiation at defect concentration sites, especially in the transition region between the fusion zone and HAZ [178,179]. In magnesium, the stresses are more heterogeneous, resulting from low thermal conductivity and a large difference in expansion coefficients between the α-Mg and β-Mg17Al12 phases [180,181].
The mechanism of stress formation can be described as the result of local volumetric shrinkage mismatch during solidification and the nonuniform relaxation of plastic strains. The high cooling rate limits diffusion and leads to the retention of stresses within the weld microstructure. In HCP metals, where the number of slip systems is limited, stress relaxation is far less efficient than in FCC metals, which promotes microcrack and deformation formation [104,182]. In magnesium alloys, residual stresses often lead to local hot cracking, associated with the low solidus temperature and the presence of eutectic phases segregated at grain boundaries [183]. In titanium, transgranular microcracks are observed as a result of phase differences between the martensitic α′ zone and α + β dual-phase areas [184,185].
Residual stress analysis methods include both experimental and simulation techniques. The most commonly used are X-ray diffraction (XRD), neutron diffraction, Digital Image Correlation (DIC) and the hole-drilling method [186,187,188]. Measuring stresses in laser welds requires high spatial resolution due to the small width of the fusion zone. In titanium and magnesium, a strong dependence of stress distribution on crystallographic orientation and texture has been observed, confirmed by EBSD analysis and strain mapping [189,190]. Simulation methods, including finite element method (FEM) modeling, enable real-time reproduction of temperature and deformation fields as well as prediction of stress and strain evolution at various process stages [191,192].
Recent advances in coupled thermomechanical-microstructural modeling have enabled more accurate prediction of residual stresses in laser-welded HCP metals. For titanium alloys with a dual-phase α+β microstructure, finite element models incorporating solid-state phase transformation effects through the JMAK and Koistinen–Marburger equations demonstrate excellent correlation with experimental measurements [114,193]. These models integrate temperature-dependent thermodynamic parameters and phase transformation kinetics to quantitatively describe the relationship between microstructure evolution and residual stress generation [114,194].
Validation studies using X-ray diffraction, Digital Image Correlation, and neutron diffraction confirm that peak residual stresses in Ti-6Al-4V laser welds frequently occur in the heat-affected zone rather than the fusion zone center, with strong correlation to α′ martensite distribution and prior-β grain morphology [194,195]. For dual-phase titanium alloys, volumetric changes during β→α transformations induce transformation-induced plasticity effects that significantly modify final stress states [196]. Modern numerical models incorporating these phenomena achieve prediction accuracy within acceptable engineering tolerances when validated against experimental measurements [192,194,197].
For magnesium alloys, Crystal Plasticity FEM frameworks incorporating directional anisotropy have been developed [198,199], while zirconium models must additionally account for hydrogen diffusion and hydride precipitation effects [120,200,201]. The integration of thermodynamics-based phase transformations with elasto-plastic constitutive equations represents current state-of-the-art in predicting residual stresses across the complete thermal cycle [193,202].
Modern approaches to residual stress prediction increasingly employ multi-scale computational frameworks that integrate experimental measurements with numerical simulations. Digital Image Correlation (DIC) and Focused Ion Beam–DIC (FIB–DIC) provide spatially resolved strain fields [22,186,190] that serve as validation datasets for finite element models. These experimental-computational workflows form the basis for digital twin architectures, where real-time stress monitoring is coupled with predictive algorithms to enable adaptive process control. Such systems can dynamically adjust laser parameters based on predicted stress accumulation, preventing critical defect formation before it occurs.
Multi-technique experimental approaches combining X-ray diffraction, neutron diffraction, and Focused Ion Beam-Digital Image Correlation provide complementary validation datasets for residual stress models [22,186,190]. Recent validation studies demonstrate prediction accuracies within engineering tolerance when proper constitutive models and phase transformation kinetics are implemented [114,203]. For Ti-6Al-4V, correlation between predicted cooling rates and EBSD-observed microstructural features provides additional validation, as α′ martensite formation occurs predictably above critical cooling rates [2,46,114]. This multi-scale validation approach represents the best practice in contemporary modeling for HCP metals [204].
In numerical models, thermo-mechanical coupling is usually considered with temperature-dependent material properties. Studies show that the main contributor to stress generation is the temperature gradient through the weld thickness, responsible for bending moments and local deformations [205,206]. In laser cladding, it is observed that increasing beam travel speed reduces the width of the tensile stress zone, whereas too low a speed promotes stress concentration and crack development [207,208].
A key phenomenon affecting joint integrity is thermal cracking. In HCP metals, this phenomenon is particularly severe due to the limited ability for plastic deformation along the c-axis. In magnesium alloys, hot cracking occurs at temperatures between 500 and 600 °C, while in titanium it appears between 900 and 1100 °C [209,210]. These cracks usually develop along grain boundaries and in regions of secondary phase segregation, where local stresses exceed the material’s yield strength. In zirconium, despite its high ductility at elevated temperatures, cracking may be initiated by ZrHx hydrides forming during cooling, which act as microcrack nuclei [200,201].
Effective mitigation of residual stresses and cracking in laser processes can be achieved using preventive methods such as preheating the material, controlled post-process cooling, multipass strategies, and energy distribution optimization [211,212,213]. In titanium and its alloys, spiral scanning and interlaced path strategies produce good results, ensuring uniform temperature distribution and minimizing stress concentration [197]. Additionally, active control using real-time modulation of power and scanning speed, based on optical and thermographic feedback, is increasingly applied in laser welding and cladding [214,215].
The use of post-processing techniques such as stress-relief annealing, Laser Shock Peening (LSP) or local surface remelting allows significant stress reduction and improved fatigue resistance for joints [216,217,218]. The LSP method, based on generating a shock wave through surface ablation, introduces beneficial compressive stresses in the near-surface layer, increasing the service life of titanium and zirconium components [219,220,221,222]. Recent studies also indicate the potential of ultrasonic and micro-vibration treatments to induce microscale plastic deformations compensating residual stresses [220,221,222,223,224,225].
In the context of laser cladding, ultrasonic vibration-assisted processing has demonstrated significant potential for defect mitigation through enhanced melt pool dynamics and improved microstructural homogeneity [135]. The application of ultrasonic assistance during laser processing of HCP metals promotes acoustic streaming effects that disrupt columnar grain growth, reduce porosity formation by 40–60% and decrease residual stress levels by 25–35% compared to conventional processing. This hybrid approach offers a promising strategy to address both residual stress accumulation and crack formation, particularly valuable for materials with limited slip systems such as magnesium and zirconium alloys.
The integration of in-process monitoring with post-processing optimization strategies represents a key capability of digital twin systems for HCP metals. By correlating real-time thermal signatures and acoustic emission signals with ex situ residual stress measurements [187,221], machine learning algorithms can predict the necessity and optimal parameters for post-weld treatments such as Laser Shock Peening or stress relief annealing. This predictive capability transforms reactive quality control into proactive process design, particularly valuable for HCP materials where stress-induced cracking can occur hours or days after processing due to delayed hydrogen embrittlement or phase transformations.
Comparative analysis of defect occurrence patterns (Table 3) reveals a clear progression in complexity and severity across HCP metals. Magnesium exhibits the highest porosity susceptibility due to low evaporation temperature (900 °C vs. 3287 °C for Ti), with pore frequencies 3–5 times higher than titanium under equivalent welding conditions [7,73,92]. Quantitatively, uncontrolled Mg welding produces 5–15% porosity, which can be reduced to <2% through combined application of beam oscillation (70–85% reduction) and vacuum processing (90–95% reduction) [7,16,73]. However, magnesium benefits from the absence of hydride-related defects and relatively low residual stress levels (80–150 MPa vs. 200–400 MPa in Ti), enabling simpler mitigation strategies focused primarily on vapor pressure management [180,181]. Titanium presents intermediate defect complexity dominated by phase transformation issues α’ martensite formation occurs in 85–95% of laser welds without controlled cooling, causing hardness increases of 100–150 HV but reducing ductility by 30–50% [67,110,184]. The most effective mitigation combines controlled cooling rates (50–200 K/s achieving 70–85% crack reduction) with post-weld heat treatment at 700–800 °C (80–95% crack elimination and 80–90% microstructural homogenization) [114,115,117]. The moderate gas absorption sensitivity (tolerable impurity levels 50–100 ppm vs. <20 ppm for Zr) allows industrial implementation with high-purity shielding rather than hermetic chambers [2,19,50]. Zirconium exhibits the most critical defect profile, where hydride formation above 50 ppm hydrogen causes catastrophic embrittlement, reducing fracture toughness by 60–80% and necessitating ultra-clean atmosphere control (<10 ppm H2, <20 ppm O2/N2) unavailable for Mg or Ti processing [68,120,201]. The effectiveness hierarchy for Zr is stark: atmosphere control below 10 ppm H2O achieves 90–95% hydride reduction, pre-weld degassing at 400 °C for 2 h provides 80–90% reduction, while ultra-clean processing (<5 ppm H2) enables 95–99% elimination [50,52,53,54]. Quantitatively, elimination method complexity scales proportionally: magnesium defects require 2–3 simultaneous control measures achieving 70–90% defect reduction, titanium requires 4–5 measures achieving 75–95% reduction, while zirconium demands 6–8 stringent controls achieving 90–99% reduction but at 3–5 higher cost [50,51,52,53,54,211,212,213]. This progression directly correlates with the 1:2:5 relative cost ratio and explains the technology readiness level differences (TRL 7–8 for Mg, 8–9 for Ti, 6–7 for Zr).
Table 3.
Main defects in laser processing of HCP metals and methods of their elimination.
7. Numerical Modeling and Simulation of Laser Processes in HCP Metals
Numerical modeling and computer simulations constitute an indispensable component of contemporary research on laser welding, cladding and remelting processes of metals with a hexagonal close-packed (HCP) structure. The complex nature of these phenomena, including simultaneous heat conduction, fluid flow, evaporation, solidification and stress development, makes direct observation and real-time control of parameters difficult to achieve. For this reason, mathematical and numerical models are used to analyze temperature distributions, flow velocities, thermal stresses, pore formation and the dynamics of the keyhole channel.
The first models describing laser welding processes were semi-analytical and based on the unsteady-state Fourier equation with the simplified assumption of a point heat source. Modern models now include full thermo-hydrodynamic coupling and account for phase transformations and surface evaporation. In laser processing of HCP metals, thermal conductivity anisotropy plays a particularly important role, as it affects the temperature distribution and the shape of the molten metal pool [76,225]. In titanium and zirconium alloys, these phenomena are further modified by the temperature-dependent variability of material properties, especially the abrupt changes in specific heat and thermal expansion coefficient during phase transformations [226].
One of the most commonly used simulation tools is the finite element method (FEM), which enables numerical solutions of heat conduction and Navier–Stokes equations describing molten metal flow. These models also incorporate Marangoni forces and vapor pressure effects in the keyhole channel, allowing reproduction of weld shape and prediction of surface instabilities [227,228]. In advanced Computational Fluid Dynamics (CFD) analyses, two-phase (gas–liquid) modeling is also applied, describing mass and momentum transfer between metal vapor and the liquid pool. This allows simulation of phenomena such as keyhole pulsation, collapse and pore formation [193,229].
CFD and FEM simulations are often integrated into coupled thermo-mechanical–fluid models that allow simultaneous tracking of stress and strain evolution during metal solidification. In titanium alloys, such models enable the prediction of local stress concentrations in regions with varying microstructures, which is critical for assessing hot-cracking risk [230,231,232]. In magnesium alloys, crystallization models incorporating grain orientation and dendrite growth direction are used to predict joint texture and secondary phase morphology [233,234].
Latest predictive models combine physics-based FEM with machine learning for real-time residual stress prediction [235,236]. Physics-informed neural networks trained on FEM datasets achieve high prediction accuracy while reducing computational time by orders of magnitude [235,237]. For HCP metals, hybrid approaches integrating thermodynamic databases, kinetic models, and data-driven algorithms provide robust predictions [238,239]. Recent applications to Ti-6Al-4V successfully predict both residual stress distribution and microstructural features when validated experimentally [32,203,236]. Integration of in situ monitoring enables closed-loop control systems for minimizing stress accumulation and cracking [240,241].
Recent advancements in numerical methods have introduced multiscale coupled modeling approaches. In this type of framework, macroscopic simulations (temperature distributions and heat flow) are combined with microscopic models (crystallization, phase transformations, microstructure evolution). This enables prediction of the local joint microstructure based on real thermal and hydrodynamic conditions [127,242,243]. Models based on the Phase Field Method (PFM) allow for the description of grain boundary evolution and dendrite growth in real-time, which is particularly useful for the analysis of titanium and zirconium alloys [244,245,246].
In stress and deformation modeling, elasto-plastic models that account for temperature-dependent material properties and the effects of phase transformations play a major role. In titanium alloys, such models employ constitutive equations describing the behavior of α, β and α′ phases, which allows prediction of their volumetric fractions and influence on stress distribution [247,248]. In magnesium alloys, Crystal Plasticity FEM (CPFEM) models are used, incorporating directional deformation anisotropy and a limited number of slip systems [198,199].
A significant development direction involves the use of machine learning and artificial intelligence in modeling laser processes. Algorithms based on neural networks, deep learning and Support Vector Machines (SVM) are employed to predict weld shape, temperature distribution, pore formation and stress evolution based on process data [31,237]. The integration of physical models with machine learning systems leads to the creation of hybrid models that can autonomously correct prediction errors based on real-time measurement data [240,249]. In many cases, such solutions reduce simulation time by as much as 60–70% while maintaining high prediction accuracy [250].
Machine learning models for HCP metal laser processing utilize material-specific input features and prediction targets addressing unique physical phenomena. Input features comprise three categories: (1) process parameters—laser power (1.5–6 kW), scanning speed (0.3–6 m/min), focal position (±2 mm), beam diameter (0.2–0.9 mm), gas flow rate (10–50 L/min), plus derived parameters (linear energy, power density, interaction time) [2,7,16,19,55]; (2) thermal monitoring—peak temperature (650–1100 °C Mg, 1650–2000 °C Ti, 1850–2100 °C Zr), thermal gradients (104–106 K/m), cooling rate (102–105 K/s) from thermography at 2–10 kHz [13,80,101]; (3) optical/acoustic signals—keyhole depth, aspect ratio (stable processing: 3.5–4.5 Mg, 4.0–6.0 Ti, 3.0–4.5 Zr), depth fluctuation (<15% stable), plasma intensity and acoustic emission (1–100 kHz) [11,12,13,31,98,173]. Output predictions address material-specific challenges: porosity fraction (0–15%, target accuracy ±0.5–1%) for magnesium [13,31]; α’ martensite content (0–100%, ±5%) and hardness (300–450 HV, ±10–15 HV) for titanium [32,67,111]; and hydride risk (binary classification, >95% accuracy) and oxide thickness (5–100 µm, ±5 µm) for zirconium [25,50,57,122]. Mechanical properties including residual stress (±30–50 MPa accuracy) and tensile strength (±3%) represent common targets across all HCP metals [22,178,179,180,181].
Magnesium—Porosity Prediction:
Deep belief networks (DBN) with 45 input features (process parameters, thermal signatures, keyhole morphology, plasma spectroscopy) predict porosity with MAE = 0.6%, R2 = 0.89 on 2847 weld samples [13,31]. Top predictive features: keyhole depth fluctuation (importance 0.24), peak temperature (0.19) and linear energy (0.15). Binary classification (defect-free < 1% vs. defective > 3% porosity) achieves 92% accuracy [13,31,237]. Real-time CNN implementation processing coaxial NIR and blue-light images achieves 87% accuracy at 50 Hz, enabling closed-loop control with <100 ms response [13,31].
Titanium—Microstructure and Martensite:
Deep neural networks predict α’ martensite fraction using 28 features (process parameters, thermal history including at 700–1000 °C intervals, β-transus crossing dynamics) with MAE = 4.2%, R2 = 0.94 on 3452 Ti-6Al-4V samples [32,67,111]. Critical features: cooling rate at 800 °C (importance 0.31), peak temperature (0.22) and linear energy (0.18). Hardness prediction achieves MAE = 12 HV, R2 = 0.91; tensile strength MAE = 28 MPa, R2 = 0.88 [32,109]. CNN analysis of surface topography (8 µm resolution) classifies microstructure (fully martensitic >95% α’, mixed 40–95%, lamellar <40%) with 96% accuracy [32]. Physics-informed neural networks (PINN) incorporating heat diffusion and phase transformation equations reduce training data requirements by 60% while maintaining R2 = 0.92 for martensite prediction [236,237].
Zirconium—Hydride Formation and Contamination:
Support vector machines (SVM) with 22 features including plasma H-alpha (656.3 nm) and H-beta (486.1 nm) line intensities plus atmosphere monitoring (O2, N2, H2 partial pressures) achieve 97% accuracy for hydride risk classification (safe <50 ppm H2 vs. critical >50 ppm), with precision 96%, recall 98% on 1247 welds [25,50,57]. Random forest regression predicts oxide thickness with MAE = 4.2 µm, R2 = 0.87 using 18 features [55,122]. For ATF coating applications, gradient boosting machines integrating multi-sensor data predict coating quality (thickness uniformity ±10 µm, dilution percentage 5–15%, adhesion strength > 50 MPa) with 93% classification accuracy [27,160].
Comparative performance correlates with process window width: magnesium models achieve 92% defect prediction accuracy due to dominant single-mechanism (evaporation porosity); titanium models demonstrate R2 = 0.94 for microstructure but 88–91% overall defect detection due to complex interactions (porosity, cracking, gas absorption); and zirconium models show 97% binary classification for critical hydride risk but lower continuous regression (R2 = 0.85–0.87) due to limited datasets [13,25,31,32,57,122]. Inference latency varies: lightweight CNN 20–50 ms (20–50 Hz), DNN 50–100 ms (10–20 Hz), ensemble methods 100–200 ms (5–10 Hz) [13,32,237,240].
The integration of physics-based models with machine learning approaches discussed in this section represents the foundational architecture for digital twin systems. Unlike standalone simulations, digital twins maintain bidirectional communication between physical processes and their computational representations, continuously updating model parameters based on sensor feedback. For HCP metals, this architecture is particularly valuable due to the sensitivity of process outcomes to minor parameter variations. For example, keyhole stability monitoring data (Section 3) can be fed in real-time to CFD models to predict porosity formation, while residual stress measurements (Section 6) validate thermo-mechanical FEM predictions and trigger corrective actions. The concept of digital twins extends beyond process monitoring to encompass the entire component lifecycle, from design through manufacturing to in-service performance, as detailed in Section 8.
For titanium alloys, machine learning models predict α’ martensite fraction and hardness distribution using input parameters encompassing thermal history data (cooling rates of 103–105 K/s), process parameters (power, speed, beam diameter) and in situ temperature measurements. Advanced multi-sensor fusion approaches integrating coaxial cameras, pyrometry and plasma spectroscopy have demonstrated real-time prediction of microstructural features and defect formation in titanium alloys with accuracy exceeding 95%, representing a significant advancement in intelligent process control [135]. Deep learning approaches utilizing surface topography images captured by high-resolution cameras (spatial resolution <10 µm) successfully correlate process parameters with α’ martensite content (0–100%) and hardness values (300–450 HV) in Ti-6Al-4V laser welds and additively manufactured components [32,109,111].
Simulations coupled with experimental data now form the basis for building digital twins of laser processes. These models reproduce the entire manufacturing cycle from laser source parameters to the resulting microstructure and joint properties enabling full optimization and real-time quality control. Integrating advanced laser technologies into Industry 4.0 requires the use of structured reference models such as RAMI 4.0 (Reference Architectural Model Industrie 4.0), which defines a three-dimensional space encompassing the product lifecycle, the production system hierarchy, and the architectural layers from physical components to business processes (Figure 3).
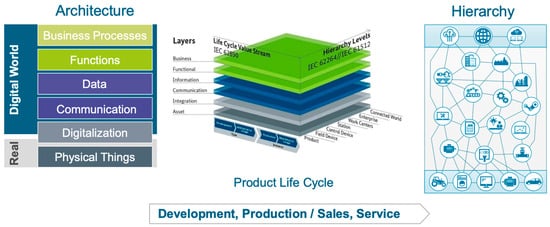
Figure 3.
Reference Architecture of Industry 4.0 (RAMI 4.0) model as a solution space with a coordinate system for applications in advanced metal manufacturing processes. Reproduced from [251] with permission from open access.
The digital twin concept is particularly promising in the context of HCP metallurgy, where even small deviations in process parameters can lead to significant changes in microstructure and residual stresses.
8. Summary and Development Perspectives of Laser Technologies for HCP Metals
The dynamic development of laser technologies in recent decades has significantly expanded the possibilities for processing metals with a hexagonal close-packed (HCP) structure, such as magnesium, titanium and zirconium. Due to precise energy control, high power density and a minimal heat-affected zone, laser processes have become a key tool in the welding, cladding and regeneration of these materials, which have traditionally been considered difficult to weld. The studies presented in the previous chapters demonstrate that the use of modern laser systems supported by numerical analysis and adaptive control enables the production of joints and coatings of very high quality and operational stability [104,252]. Table 4 presents main defects in laser processing of HCP metals and methods of their elimination. The qualitative process window characterizations in Table 4 (“moderate” for Mg, “narrow” for Ti, “very narrow” for Zr) reflect quantifiable mechanistic relationships with the fundamental physicochemical properties presented in Table 1. Understanding these correlations is essential for rational process design and parameter optimization.
Table 4.
The qualitative process window characterizations of HCP metals.
The fundamental physicochemical properties presented in Table 1 directly determine the process window width for each HCP metal through several quantifiable mechanistic relationships. This correlation can be understood through systematic analysis of key property-parameter linkages.
Magnesium Process Window Analysis:
Magnesium exhibits a moderate process window primarily due to the combination of three favorable properties from Table 1: (1) wide temperature range between melting (650 °C) and intensive vaporization onset (~900 °C), providing a 250 °C thermal buffer zone for process control [7,35]; (2) high thermal conductivity (156 W/m·K, 7-fold higher than Ti) enabling effective heat dissipation and reduced thermal gradient severity [35]; and (3) moderate vapor pressure (105 Pa at melting temperature) requiring careful but achievable evaporation management [1,7]. These properties translate to approximately 8–15 viable parameter combinations within laser power ranges of 1.5–4 kW and welding speeds of 1–6 m/min [7,16]. The linear energy tolerance of ±50% (80–400 J/mm) allows significant operational flexibility [7,25]. However, the process is constrained by high vapor pressure necessitating careful power modulation and shielding gas optimization to prevent porosity formation, which occurs in 5–15% of uncontrolled welds [7,73].
Titanium Process Window Analysis:
Titanium presents a narrow process window due to the unfavorable combination of: (1) high melting temperature (1668 °C, 2.6× higher than Mg) requiring laser powers of 3–5 kW [2,19,21]; (2) very low thermal conductivity (21.9 W/m·K, 87% lower than Mg) causing steep thermal gradients (∇T > 106 K/m) and significant residual stress accumulation (200–400 MPa vs. 80–150 MPa in Mg) [2,33,178,179]; and (3) extreme sensitivity to atmospheric contamination where even 100–200 ppm of oxygen or nitrogen causes embrittlement through α’ martensite formation and gas absorption [2,19,45]. The rapid α/β phase transformations during cooling (103–105 K/s, Table 1) further restrict the acceptable parameter range, as deviations of ±20% in cooling rate alter mechanical properties by 30–40% through changes in martensitic content [46,67]. This results in only 4–6 viable parameter combinations with ±30% linear energy tolerance (150–280 J/mm) [2,21]. The peak residual stresses of 200–400 MPa [178,179] arise from the combination of low thermal conductivity preventing stress dissipation, limited slip systems in HCP α-phase restricting plastic relaxation, and volumetric changes during β→α transformation [33,184,185].
Zirconium Process Window Analysis:
Zirconium exhibits the narrowest process window due to simultaneous occurrence of the most extreme property combinations from Table 1: (1) highest melting temperature (1855 °C, 11% higher than Ti) requiring 2.5–4.5 kW laser power but with minimal thermal margin [3,55,56]; (2) lowest tolerance for contamination (<20 ppm O2/N2/H2 compared to 100–200 ppm for Ti) driven by catastrophic hydride formation at hydrogen levels above 50 ppm, which reduces fracture toughness by 60–80% [3,50,68,120]; (3) extremely low vapor pressure at melting (10−1 Pa, 106-fold lower than Mg) theoretically favorable but offset by hypersensitivity to trace impurities [3,49]; and (4) narrow thermal expansion coefficient (5.7 × 10−6 K−1, 78% lower than Mg) which, combined with limited HCP slip systems, prevents effective stress relaxation leading to 150–300 MPa residual stresses [49,122,201]. The linear energy window for defect-free Zr welding is restricted to 100–200 J/mm with only ±10% tolerance [25,51,55] compared to 80–400 J/mm with ±50% tolerance for magnesium. This translates to merely 2–3 acceptable parameter combinations requiring hermetic chamber processing with continuous atmosphere monitoring systems (capital cost USD500k-2M per installation) [51,52,53,54].
Quantitative Property-Process Correlations:
These mechanistic relationships explain the observed hierarchy in processing difficulty. The required atmosphere purity scales exponentially with reactivity: Mg tolerates <100 ppm impurities (standard industrial gas protection, USD 20k–80k equipment cost), Ti requires <50 ppm (high-purity shielding, USD50k–200k), while Zr demands <20 ppm O2/N2 and <10 ppm H2 (hermetic chambers, USD500k–2M) [2,39,50,51,52,53,54]. The defect formation sensitivity follows similar progression: Mg porosity reduces 70–90% with 2–3 control measures, Ti cracking reduces 75–95% with 4–5 measures, while Zr hydride prevention requires 6–8 stringent controls achieving 90–99% elimination [50,51,52,53,54,211,212,213]. Process speed decreases inversely with melting temperature: Mg (40–60 mm/s) → Ti (15–30 mm/s) → Zr (10–20 mm/s), directly impacting productivity and cost [16,19,39,55]. The 1:1.5–2.0:3.0–5.0 relative cost ratio (Table 4) reflects these compounding factors: equipment sophistication, reduced throughput and intensive quality control requirements [1,2,3,50,51,52].
Industrial Implications:
These quantitative property-process-performance relationships explain industrial adoption patterns. Titanium dominates high-value aerospace and biomedical applications (TRL 8–9) where 200–400% cost premium over Mg is justified by superior strength-to-weight ratio and biocompatibility [2,43,252]. Magnesium finds niche automotive and electronics applications (TRL 7–8) balancing lightweight performance with moderate processing costs [1,35,252]. Zirconium remains largely confined to nuclear applications (TRL 6–7) where extreme reliability requirements (low neutron absorption cross-section, high-temperature corrosion resistance) justify prohibitive 300–500% cost premium over Ti and extensive processing infrastructure [3,63,64]. The TRL progression inversely correlates with process window width, confirming that broader parameter tolerance accelerates industrial maturity.
In the case of magnesium alloys, precise control of process parameters and the use of protective atmospheres that limit oxidation and metal evaporation are of key importance. The introduction of alloying additions, composite powders and laser cladding technologies enables a significant increase in corrosion and tribological resistance. Titanium and its alloys, widely used in the aerospace and biomedical industries, represent a material in which the development of laser technologies has brought the greatest progress in joint quality and microstructure control precision. High atmospheric purity, the use of multitrack scanning and hybrid techniques (laser–arc, laser–plasma) make it possible to obtain welds with minimal defects and low residual stresses [253,254,255]. In zirconium, whose applications are mainly concentrated in nuclear energy, laser processing allows the production of protective coatings with improved resistance to oxidation, hydride formation and corrosion in extreme environments [256,257].
A key factor determining the success of laser processes in HCP materials is the understanding and control of the microstructure formed during rapid solidification. Due to the intensive development of characterization techniques such as scanning and transmission electron microscopy (SEM, TEM), electron backscatter diffraction (EBSD) and X-ray spectroscopy, it is now possible to precisely track grain morphology, crystallographic orientation and phase transformations within the joints [258,259,260]. Modern microstructural studies combined with computational methods make it possible to identify correlations between process parameters, weld geometry and mechanical properties of joints, providing a foundation for further optimization of laser technologies [261,262].
The integration of numerical modeling and machine learning systems plays an increasingly important role in the advancement of laser technologies. Thermomechanical models and CFD–FEM simulations coupled with phase-field methods enable real-time prediction of microstructure, residual stresses and defect formation. The use of artificial intelligence allows process data analysis and automatic adjustment of parameters to maintain melt pool stability and joint quality [262,263,264,265]. Such solutions are leading to the development of so-called intelligent laser welding and cladding systems, in which the process is adaptively controlled based on sensor data and predictions of thermal and mechanical changes.
One of the most important development directions is the concept of the digital twin, which integrates sensor data, physical models, numerical analyses and machine learning algorithms into a single predictive system. This approach enables real-time monitoring, analysis and correction of processes, significantly increasing repeatability and manufacturing efficiency. Digital twins of laser processes for HCP metals allow prediction not only of weld geometry but also of microstructure and stress distribution, forming the foundation for the concept of self-optimizing manufacturing [266,267].
The digital twin framework for HCP metal laser processing synthesizes the knowledge presented throughout this review. Physical mechanisms governing keyhole dynamics, melt pool convection and solidification (Section 3) provide the fundamental equations for real-time simulations. Microstructural models predicting phase transformations and grain morphology (Section 4) enable property forecasting. Residual stress prediction algorithms (Section 6) prevent defect formation through adaptive parameter control. Numerical modeling techniques (Section 7) form the computational backbone, while machine learning algorithms trained on historical process data enable rapid decision-making. This hierarchical integration transforms isolated research findings into actionable industrial tools, addressing the specific challenges of HCP materials: limited process windows, sensitivity to atmospheric contamination and propensity for stress-induced cracking.
The digital twin concept for manufacturing processes is currently being standardized within international standards, in particular ISO 23247, which defines the reference architecture, functional requirements and data exchange protocols for digital twins of manufacturing systems, and ISO 23704-3, which specifies the principles for building cyber-physical control systems in an industrial environment. Implementation of these standards in the coming years will enable full interoperability of digital twin systems in global supply chains and ensure consistency in the real-time monitoring, prediction and optimization of HCP metal laser processes [268,269].
In the context of industrial applications, further development of laser technologies focuses on improving energy efficiency and process productivity. This includes the implementation of high-power lasers with wavelengths adapted to material absorption, the use of ultrashort-pulse sources for precision micromachining and the integration of additive technologies (DED, L-PBF) with repair and regenerative processes [10,270,271,272,273]. Another important trend is the development of functional coatings deposited by laser cladding and remelting methods, enabling surfaces to gain specific properties—from wear resistance to bioactivity and self-cleaning capabilities [274].
The industrial scalability and economic viability of laser technologies for HCP metals are strongly differentiated by metal type, with barriers ranging from moderate (Mg) to severe (Zr). For magnesium alloys, the primary economic advantages include relatively low infrastructure costs—standard shielding gas systems with argon or argon-helium mixtures (purity 99.9%, cost ~USD 2–5/m3) are sufficient, and welding can be performed in open atmosphere with local gas protection [7,39]. The high process speed (1–6 m/min) enables productivity comparable to conventional arc welding, with laser welding cycle times typically 40–60% shorter than GMAW for thin-walled components [16,17]. However, the limited industrial adoption of magnesium alloys restricts market scale, resulting in higher per-part laser processing costs due to smaller production volumes and limited specialized equipment availability. Powder recycling in laser cladding of Mg alloys presents moderate challenges, with reuse rates of 70–85% achievable through sieving (particle size 45–150 μm) and moisture control, though oxidation during storage remains problematic [136,138].
For titanium alloys, the economic barriers are substantially higher due to stringent atmospheric requirements. High-purity argon or helium shielding (purity > 99.99%, cost USD 15–40/m3 for helium) increases operating costs by 300–500% compared to standard welding gases [2,45]. Localized shielding systems for Ti-6Al-4V laser welding consume 20–50 L/min of high-purity gas, translating to USD5–15 per meter of weld [19,21]. The moderate process speeds (0.5–2 m/min) and narrow process window (requiring extensive parameter development and quality control) further increase per-part costs by an estimated 200–400% compared to magnesium. However, the large-scale industrial applications in aerospace and biomedical sectors (global Ti welding market >USD2 billion annually) enable cost amortization through high production volumes [43,252]. In laser cladding and additive manufacturing, powder recycling efficiency reaches 85–95% for Ti alloys through controlled atmosphere handling and particle size distribution maintenance, though powder degradation after 5–8 reuse cycles (oxygen pickup > 0.35 wt%) necessitates fresh powder supplementation at 10–15% per cycle [23,133,254].
Zirconium alloys present the most severe economic and scalability barriers, primarily due to ultra-clean atmosphere requirements. Hermetically sealed welding chambers with continuous atmospheric monitoring systems (maintaining <10 ppm O2/N2/H2) require capital investments of USD500,000–2,000,000 per installation, compared to USD50,000–200,000 for Ti welding systems and USD20,000–80,000 for Mg systems [51,53]. Helium recirculation and purification systems (purity 99.99%, <5 ppm impurities) consume 5–15 m3/h, with operational costs of USD200–600 per hour excluding labor and depreciation [54]. The chamber preparation cycle (evacuation, purging, atmosphere stabilization) requires 2–4 h before welding can commence, severely limiting throughput for small-batch production typical in nuclear applications [52,57]. The extremely low process speeds (0.3–0.8 m/min) combined with the narrow process window (only 2–3 viable parameter combinations) result in welding cycle times 5–8 times longer than for titanium and 8–12 times longer than for magnesium, with estimated per-meter costs of USD150–400 compared to USD20–60 for Ti and USD5–15 for Mg [3,25,51]. Powder recycling in Zr laser cladding for ATF coatings is particularly challenging, as contamination tolerances of <50 ppm for oxygen and hydrogen necessitate handling in gloveboxes with <1 ppm atmosphere purity, limiting practical reuse to 2–3 cycles with recovery rates of only 60–75% [27,52]. These economic barriers restrict laser processing of zirconium to high-value nuclear applications where performance requirements justify costs, preventing broader industrial adoption despite technical feasibility.
A major challenge remaining is the full control over the formation of defects such as porosity, cracking and element segregation, which can limit the durability and reliability of joints. The development of hybrid joining methods combining lasers with additional sources of heat or mechanical energy opens new possibilities for effectively mitigating these issues. Progress in this area requires close collaboration between research centers and industry, as well as the development of open material and process databases supporting the design of new alloys dedicated to laser technologies [273].
Laser technologies in the processing of metals with an HCP structure are currently undergoing dynamic development and represent a key component of modern engineering. The integration of experimental, simulation and computational research with artificial intelligence tools is leading to the emergence of a new generation of laser processes intelligent, self-adaptive and fully controlled. Future research will focus on developing comprehensive monitoring and control strategies that will further improve the quality, efficiency and reliability of joints in magnesium, titanium and zirconium materials.
Author Contributions
Conceptualization, A.Z.; methodology, A.Z., S.S., J.R.; validation, A.Z., S.S., J.R.; formal analysis, A.Z., S.S., J.R.; resources, A.Z., S.S., J.R.; writing—original draft preparation, A.Z.; writing—review and editing, A.Z., S.S., J.R.; supervision, A.Z.; project administration, A.Z.; funding acquisition, A.Z., S.S., J.R. All authors have read and agreed to the published version of the manuscript.
Funding
The manuscript was financed by the Fund of the Discipline Council for Mechanical Engineering, Lublin University of Technology. Funding numbers: FD-20/IM-5/099, FD-20/IM-5/100.
Conflicts of Interest
The authors declare no conflicts of interest.
References
- Cao, X.; Jahazi, M.; Immarigeon, J.P.; Wallace, W. A Review of Laser Welding Techniques for Magnesium Alloys. J. Mater. Process. Technol. 2006, 171, 188–204. [Google Scholar] [CrossRef]
- Akman, E.; Demir, A.; Canel, T.; Sınmazçelik, T. Laser Welding of Ti6Al4V Titanium Alloys. J. Mater. Process. Technol. 2009, 209, 3705–3713. [Google Scholar] [CrossRef]
- Kautz, E.; Gwalani, B.; Yu, Z.; Varga, T.; Geelhood, K.; Devaraj, A.; Senor, D. Investigating Zirconium Alloy Corrosion with Advanced Experimental Techniques: A Review. J. Nucl. Mater. 2023, 585, 154586. [Google Scholar] [CrossRef]
- Skrzekut, T.; Jaworska, L.; Noga, P.; Jeleń, P.; Cempura, G. Research on the Consolidation and Strengthening of Ti6Al4V-GO Sinters. J. Alloys Compd. 2023, 958, 170435. [Google Scholar] [CrossRef]
- Tang, C.; Stueber, M.; Seifert, H.J.; Steinbrueck, M. Protective Coatings on Zirconium-Based Alloys as Accident-Tolerant Fuel (ATF) Claddings. Corros. Rev. 2017, 35, 141–165. [Google Scholar] [CrossRef]
- Baqer, Y.M.; Ramesh, S.; Yusof, F.; Manladan, S.M. Challenges and Advances in Laser Welding of Dissimilar Light Alloys: Al/Mg, Al/Ti, and Mg/Ti Alloys. Int. J. Adv. Manuf. Technol. 2018, 95, 4353–4369. [Google Scholar] [CrossRef]
- Jiang, Y.; Jiang, M.; Chen, X.; Chen, A.; Ma, S.; Jiang, N.; Zhang, S.; Wang, Z.; Lei, Z.; Chen, Y. Vacuum Laser Beam Welding of AZ31 Magnesium Alloy: Weld Formability, Microstructure and Mechanical Properties. Opt. Laser Technol. 2024, 169, 110115. [Google Scholar] [CrossRef]
- Vilar, R. Laser Cladding. J. Laser Appl. 1999, 11, 64–79. [Google Scholar] [CrossRef]
- Terrani, K.A.; Zinkle, S.J.; Snead, L.L. Advanced Oxidation-Resistant Iron-Based Alloys for LWR Fuel Cladding. J. Nucl. Mater. 2014, 448, 420–435. [Google Scholar] [CrossRef]
- Steen, W.M.; Mazumder, J. Laser Material Processing; Springer: London, UK, 2010; ISBN 978-1-84996-061-8. [Google Scholar]
- Zhao, C.; Fezzaa, K.; Cunningham, R.W.; Wen, H.; De Carlo, F.; Chen, L.; Rollett, A.D.; Sun, T. Real-Time Monitoring of Laser Powder Bed Fusion Process Using High-Speed X-ray Imaging and Diffraction. Sci. Rep. 2017, 7, 3602. [Google Scholar] [CrossRef]
- Fabbro, R. Melt Pool and Keyhole Behaviour Analysis for Deep Penetration Laser Welding. J. Phys. D Appl. Phys. 2010, 43, 445501. [Google Scholar] [CrossRef]
- Wei, W.; Liu, Y.; Deng, H.; Wei, Z.; Wang, T.; Li, G. Monitoring of the Weld Pool, Keyhole Morphology and Material Penetration State in Near-Infrared and Blue Composite Laser Welding of Magnesium Alloy. J. Manuf. Mater. Process. 2024, 8, 150. [Google Scholar] [CrossRef]
- Cunningham, R.; Zhao, C.; Parab, N.; Kantzos, C.; Pauza, J.; Fezzaa, K.; Sun, T.; Rollett, A.D. Keyhole Threshold and Morphology in Laser Melting Revealed by Ultrahigh-Speed X-ray Imaging. Science 2019, 363, 849–852. [Google Scholar] [CrossRef] [PubMed]
- Lin, R.; Wang, H.; Lu, F.; Solomon, J.; Carlson, B.E. Numerical Study of Keyhole Dynamics and Keyhole-Induced Porosity Formation in Remote Laser Welding of Al Alloys. Int. J. Heat Mass Transf. 2017, 108, 244–256. [Google Scholar] [CrossRef]
- Ning, J.; Na, S.-J.; Zhang, L.-J.; Wang, X.; Long, J.; Cho, W.-I. Improving Thermal Efficiency and Stability of Laser Welding Process for Magnesium Alloy by Combining Power Modulation and Subatmospheric Pressure Environment. J. Magnes. Alloys 2022, 10, 2788–2800. [Google Scholar] [CrossRef]
- Jiang, P.; Dong, H.; Cai, Y.; Gao, M. Effects of Laser Power Modulation on Keyhole Behavior and Energy Absorptivity for Laser Welding of Magnesium Alloy AZ31. Int. J. Adv. Manuf. Technol. 2023, 125, 563–576. [Google Scholar] [CrossRef]
- Yin, Q.; Yang, Z.; Li, H.; Du, H. Mechanism of Keyhole Evolution and Welding Quality of Electron Beam Welded Magnesium Alloy with Scanning Path Variation via Modeling and Numerical Study. J. Magnes. Alloys 2025, 13, 3166–3185. [Google Scholar] [CrossRef]
- Yunlian, Q.; Ju, D.; Quan, H.; Liying, Z. Electron Beam Welding, Laser Beam Welding and Gas Tungsten Arc Welding of Titanium Sheet. Mater. Sci. Eng. A 2000, 280, 177–181. [Google Scholar] [CrossRef]
- Casalino, G.; Mortello, M. Modeling and Experimental Analysis of Fiber Laser Offset Welding of Al-Ti Butt Joints. Int. J. Adv. Manuf. Technol. 2016, 83, 89–98. [Google Scholar] [CrossRef]
- Gao, X.-L.; Zhang, L.-J.; Liu, J.; Zhang, J.-X. Effects of Weld Cross-Section Profiles and Microstructure on Properties of Pulsed Nd:YAG Laser Welding of Ti6Al4V Sheet. Int. J. Adv. Manuf. Technol. 2014, 72, 895–903. [Google Scholar] [CrossRef]
- Xu, W.; Sun, S.; Elambasseril, J.; Liu, Q.; Brandt, M.; Qian, M. Ti-6Al-4V Additively Manufactured by Selective Laser Melting with Superior Mechanical Properties. JOM 2015, 67, 668–673. [Google Scholar] [CrossRef]
- Baufeld, B.; Brandl, E.; Van Der Biest, O. Wire Based Additive Layer Manufacturing: Comparison of Microstructure and Mechanical Properties of Ti–6Al–4V Components Fabricated by Laser-Beam Deposition and Shaped Metal Deposition. J. Mater. Process. Technol. 2011, 211, 1146–1158. [Google Scholar] [CrossRef]
- Yang, J.; Yu, H.; Yin, J.; Gao, M.; Wang, Z.; Zeng, X. Formation and Control of Martensite in Ti-6Al-4V Alloy Produced by Selective Laser Melting. Mater. Des. 2016, 108, 308–318. [Google Scholar] [CrossRef]
- Kim, J.; Lee, C.Y.; Rho, H.; Kim, D.; Lee, J.; Jang, H.; Lee, Y. Elucidating Changes in Thermal Creep Strain Rate of Cr-Coated Zr-Nb Alloy Accident Tolerant Fuel (ATF) Cladding via Experiment and Mechanical Analysis. J. Nucl. Mater. 2024, 592, 154947. [Google Scholar] [CrossRef]
- Ma, H.-B.; Yan, J.; Zhao, Y.-H.; Liu, T.; Ren, Q.-S.; Liao, Y.-H.; Zuo, J.-D.; Liu, G.; Yao, M.-Y. Oxidation Behavior of Cr-Coated Zirconium Alloy Cladding in High-Temperature Steam above 1200 °C. npj Mater. Degrad. 2021, 5, 7. [Google Scholar] [CrossRef]
- Ko, J.; Kim, J.W.; Min, H.W.; Kim, Y.; Yoon, Y.S. Review of Manufacturing Technologies for Coated Accident Tolerant Fuel Cladding. J. Nucl. Mater. 2022, 561, 153562. [Google Scholar] [CrossRef]
- Gu, D.D.; Meiners, W.; Wissenbach, K.; Poprawe, R. Laser Additive Manufacturing of Metallic Components: Materials, Processes and Mechanisms. Int. Mater. Rev. 2012, 57, 133–164. [Google Scholar] [CrossRef]
- Toyserkani, E.; Khajepour, A.; Corbin, S.F. Laser Cladding, 1st ed.; CRC Press: Boca Raton, FL, USA, 2004; ISBN 978-0-429-12189-0. [Google Scholar]
- Gong, N.; Meng, T.L.; Cao, J.; Wang, Y.; Karyappa, R.; Ivan Tan, C.K.; Suwardi, A.; Zhu, Q.; Ngo, A.C.Y.; Misra, K.P.; et al. Laser-Cladding of High Entropy Alloy Coatings: An Overview. Mater. Technol. 2023, 38, 2151696. [Google Scholar] [CrossRef]
- Ma, D.; Jiang, P.; Shu, L.; Qiu, Y.; Zhang, Y.; Geng, S. DBN-Based Online Identification of Porosity Regions during Laser Welding of Aluminum Alloys Using Coherent Optical Diagnosis. Opt. Laser Technol. 2023, 165, 109597. [Google Scholar] [CrossRef]
- Wang, C.; Chandra, S.; Huang, S.; Tor, S.B.; Tan, X. Unraveling Process-Microstructure-Property Correlations in Powder-Bed Fusion Additive Manufacturing through Information-Rich Surface Features with Deep Learning. J. Mater. Process. Technol. 2023, 311, 117804. [Google Scholar] [CrossRef]
- Lütjering, G.; Williams, J.C. Titanium; Engineering Materials and Processes; Springer: Berlin/Heidelberg, Germany, 2003; ISBN 978-3-662-13222-7. [Google Scholar]
- Banerjee, D.; Williams, J.C. Perspectives on Titanium Science and Technology. Acta Mater. 2013, 61, 844–879. [Google Scholar] [CrossRef]
- Gray, J.E.; Luan, B. Protective Coatings on Magnesium and Its Alloys—A Critical Review. J. Alloys Compd. 2002, 336, 88–113. [Google Scholar] [CrossRef]
- Abbas, G.; Li, L.; Ghazanfar, U.; Liu, Z. Effect of High Power Diode Laser Surface Melting on Wear Resistance of Magnesium Alloys. Wear 2006, 260, 175–180. [Google Scholar] [CrossRef]
- Ahmadi, N.; Naffakh-Moosavy, H.; Hadavi, S.M.M.; Bagheri, F. The Effect of Nd:YAG Laser Parameters on the Microstructure, Hot Cracking Susceptibility and Elemental Evaporation of Surface Melted AZ80 Magnesium-Based Alloy. J. Mater. Res. Technol. 2023, 27, 2459–2474. [Google Scholar] [CrossRef]
- Wang, B.; Cheng, Z.; Xu, H.; Wang, Y.; Luo, L.; Wang, S.; Long, W.; Wei, S. Study on the Properties and Mechanism of Magnesium Alloy and Ni-Plating Stainless-Steel by Ultrasonic-Laser Welding-Brazing. Sci. Rep. 2025, 15, 13588. [Google Scholar] [CrossRef] [PubMed]
- Klenam, D.E.P.; Ogunwande, G.S.; Omotosho, T.; Ozah, B.; Maledi, N.B.; Hango, S.I.; Fabuyide, A.A.; Mohlala, L.; Van Der Merwe, J.W.; Bodunrin, M.O. Welding of Magnesium and Its Alloys: An Overview of Methods and Process Parameters and Their Effects on Mechanical Behaviour and Structural Integrity of the Welds. Manuf. Rev. 2021, 8, 29. [Google Scholar] [CrossRef]
- Quan, Y.J.; Chen, Z.H.; Gong, X.S.; Yu, Z.H. Effects of Heat Input on Microstructure and Tensile Properties of Laser Welded Magnesium Alloy AZ31. Mater. Charact. 2008, 59, 1491–1497. [Google Scholar] [CrossRef]
- Cui, Z.; Yang, H.; Wang, W.; Wu, H.; Xu, B. Laser Cladding Al-Si/Al2O3-TiO2 Composite Coatings on AZ31B Magnesium Alloy. J. Wuhan Univ. Technol. Mat. Sci. Edit. 2012, 27, 1042–1047. [Google Scholar] [CrossRef]
- Yue, T.M.; Li, T. Laser Cladding of Ni/Cu/Al Functionally Graded Coating on Magnesium Substrate. Surf. Coat. Technol. 2008, 202, 3043–3049. [Google Scholar] [CrossRef]
- Leyens, C.; Peters, M. (Eds.) Titanium and Titanium Alloys: Fundamentals and Applications, 1st ed.; Wiley-VCH: Weinheim, Germany, 2003; ISBN 978-3-527-30534-6. [Google Scholar]
- Welsch, G.; Boyer, R.; Collings, E.W. Materials Properties Handbook: Titanium Alloys; ASM International: Materials Park, OH, USA, 1993. [Google Scholar]
- ASM International Handbook Committee. ASM Handbook, Volume 2: Properties and Selection: Nonferrous Alloys and Special-Purpose Materials; ASM International: Materials Park, OH, USA, 1990. [Google Scholar]
- Ahmed, T.; Rack, H.J. Phase Transformations during Cooling in A+β Titanium Alloys. Mater. Sci. Eng. A 1998, 243, 206–211. [Google Scholar] [CrossRef]
- Masubuchi, K. Analysis of Welded Structures; Pergamon Press: Oxford, UK, 1980. [Google Scholar]
- Kelly, S.M.; Kampe, S.L. Microstructural Evolution in Laser-Deposited Multilayer Ti-6Al-4V Builds: Part II. Thermal Modeling. Metall. Mater. Trans. A 2004, 35, 1869–1879. [Google Scholar] [CrossRef]
- Sabol, G. Zirconium in the Nuclear Industry: Twelfth International Symposium; ASTM International: Barr Harbor, PA, USA, 2000. [Google Scholar]
- Steinbrück, M. Prototypical Experiments Relating to Air Oxidation of Zircaloy-4 at High Temperatures. J. Nucl. Mater. 2009, 392, 531–544. [Google Scholar] [CrossRef]
- Kim, H.-G.; Kim, I.-H.; Park, J.-Y.; Koo, Y.-H. Application of Coating Technology on Zirconium-Based Alloy to Decrease High-Temperature Oxidation. In Zirconium in the Nuclear Industry: 17th Volume; ASTM International: Barr Harbor, PA, USA, 2015; pp. 346–369. ISBN 978-0-8031-7529-7. [Google Scholar]
- Kashkarov, E.; Afornu, B.; Sidelev, D.; Krinitcyn, M.; Gouws, V.; Lider, A. Recent Advances in Protective Coatings for Accident Tolerant Zr-Based Fuel Claddings. Coatings 2021, 11, 557. [Google Scholar] [CrossRef]
- Maier, B.; Yeom, H.; Johnson, G.; Dabney, T.; Walters, J.; Xu, P.; Romero, J.; Shah, H.; Sridharan, K. Development of Cold Spray Chromium Coatings for Improved Accident Tolerant Zirconium-Alloy Cladding. J. Nucl. Mater. 2019, 519, 247–254. [Google Scholar] [CrossRef]
- Brachet, J.-C.; Idarraga-Trujillo, I.; Flem, M.L.; Saux, M.L.; Vandenberghe, V.; Urvoy, S.; Rouesne, E.; Guilbert, T.; Toffolon-Masclet, C.; Tupin, M.; et al. Early Studies on Cr-Coated Zircaloy-4 as Enhanced Accident Tolerant Nuclear Fuel Claddings for Light Water Reactors. J. Nucl. Mater. 2019, 517, 268–285. [Google Scholar] [CrossRef]
- Bharadwaj, V.; Rai, A.K.; Upadhyaya, B.N.; Singh, R.; Rai, S.K.; Bindra, K.S. A Study on Effect of Heat Input on Mode of Welding, Microstructure and Mechanical Strength in Pulsed Laser Welding of Zr-2.5 Wt.%Nb Alloy. J. Nucl. Mater. 2022, 564, 153685. [Google Scholar] [CrossRef]
- Elkin, M.A.; Kiselev, A.S.; Slobodyan, M.S. Pulsed Laser Welding of Zr 1%Nb Alloy. Nucl. Eng. Technol. 2019, 51, 776–783. [Google Scholar] [CrossRef]
- Slobodyan, M. Resistance, Electron- and Laser-Beam Welding of Zirconium Alloys for Nuclear Applications: A Review. Nucl. Eng. Technol. 2021, 53, 1049–1078. [Google Scholar] [CrossRef]
- Kuprin, A.S.; Belous, V.A.; Voyevodin, V.N.; Bryk, V.V.; Vasilenko, R.L.; Ovcharenko, V.D.; Reshetnyak, E.N.; Tolmachova, G.N.; V’yugov, P.N. Vacuum-Arc Chromium-Based Coatings for Protection of Zirconium Alloys from the High-Temperature Oxidation in Air. J. Nucl. Mater. 2015, 465, 400–406. [Google Scholar] [CrossRef]
- Maier, B.R.; Garcia-Diaz, B.L.; Hauch, B.; Olson, L.C.; Sindelar, R.L.; Sridharan, K. Cold Spray Deposition of Ti2AlC Coatings for Improved Nuclear Fuel Cladding. J. Nucl. Mater. 2015, 466, 712–717. [Google Scholar] [CrossRef]
- Daub, K.; Van Nieuwenhove, R.; Nordin, H. Investigation of the Impact of Coatings on Corrosion and Hydrogen Uptake of Zircaloy-4. J. Nucl. Mater. 2015, 467, 260–270. [Google Scholar] [CrossRef]
- Zwolinski, A.; Letocha, A.; Cyboron, J.; Noga, P.; Skrzekut, T.; Podsiadlo, M.; Lis, L.; Jaworska, L.; Boczkal, G. Influence of the High-Pressure ω–Zr Phase on Selected Properties of Sintered Zirconium Powder Materials. Int. J. Refract. Met. Hard Mater. 2023, 110, 106036. [Google Scholar] [CrossRef]
- Jaworska, L.; Panasiuk, J.; Putyra, P.; Stępień, M.; Noga, P.; Pałka, P.; Zwoliński, A. The Influence of Powder Characteristics on the Sintering Behaviour and Impurity Content of Spark-Plasma-Sintered Zirconium. Int. J. Refract. Met. Hard Mater. 2019, 82, 259–267. [Google Scholar] [CrossRef]
- Terrani, K.A. Accident Tolerant Fuel Cladding Development: Promise, Status, and Challenges. J. Nucl. Mater. 2018, 501, 13–30. [Google Scholar] [CrossRef]
- Zinkle, S.J.; Terrani, K.A.; Gehin, J.C.; Ott, L.J.; Snead, L.L. Accident Tolerant Fuels for LWRs: A Perspective. J. Nucl. Mater. 2014, 448, 374–379. [Google Scholar] [CrossRef]
- Skrzekut, T.; Boczkal, G.; Zwoliński, A.; Noga, P.; Jaworska, L.; Pałka, P.; Podsiadło, M. The Extrusion and SPS of Zirconium–Copper Powders and Studies of Selected Mechanical Properties. Materials 2021, 14, 3560. [Google Scholar] [CrossRef]
- Jaworska, L.; Skrzekut, T.; Stępień, M.; Pałka, P.; Boczkal, G.; Zwoliński, A.; Noga, P.; Podsiadło, M.; Wnuk, R.; Ostachowski, P. The Pressure Compaction of Zr-Nb Powder Mixtures and Selected Properties of Sintered and KOBO-Extruded Zr-xNb Materials. Materials 2021, 14, 3172. [Google Scholar] [CrossRef]
- Rani, S.U.; Kesavan, D.; Kamaraj, M. Evaluation of Influence of Microstructural Features of LPBF Ti-6Al-4 V on Mechanical Properties for an Optimal Strength and Ductility. J. Alloys Compd. 2023, 960, 170575. [Google Scholar] [CrossRef]
- Steinbrück, M. Hydrogen Absorption by Zirconium Alloys at High Temperatures. J. Nucl. Mater. 2004, 334, 58–64. [Google Scholar] [CrossRef]
- DebRoy, T.; Wei, H.L.; Zuback, J.S.; Mukherjee, T.; Elmer, J.W.; Milewski, J.O.; Beese, A.M.; Wilson-Heid, A.; De, A.; Zhang, W. Additive Manufacturing of Metallic Components—Process, Structure and Properties. Prog. Mater. Sci. 2018, 92, 112–224. [Google Scholar] [CrossRef]
- Tsukamoto, S.; Kawaguchi, I.; Arakane, G.; Honda, H. Keyhole Behavior in High Power Laser Welding. In Proceedings of the First International Symposium on High-Power Laser Macroprocessing, Osaka, Japan, 27–31 May 2002; Miyamoto, I., Kobayashi, K.F., Sugioka, K., Poprawe, R., Helvajian, H., Eds.; SPIE: Bellingham, WA, USA, 2003. 251p. [Google Scholar]
- Dowden, J.; Kapadia, P.; Postacioglu, N. An Analysis of the Laser-Plasma Interaction in Laser Keyhole Welding. J. Phys. D Appl. Phys. 1989, 22, 741–749. [Google Scholar] [CrossRef]
- Meng, W.; Li, Z.; Lu, F.; Wu, Y.; Chen, J.; Katayama, S. Porosity Formation Mechanism and Its Prevention in Laser Lap Welding for T-Joints. J. Mater. Process. Technol. 2014, 214, 1658–1664. [Google Scholar] [CrossRef]
- Dakka, J.; Wang, H.P.; Yang, B.; Ma, J.; Carlson, B.; Oswald, J. Influence of Beam Oscillation on Keyhole Stability and Porosity in Aluminum Laser Welding. J. Mater. Process. Technol. 2025, 342, 118945. [Google Scholar] [CrossRef]
- Fetzer, F.; Sommer, M.; Weber, R.; Weberpals, J.-P.; Graf, T. Reduction of Pores by Means of Laser Beam Oscillation during Remote Welding of AlMgSi. Opt. Lasers Eng. 2018, 108, 68–77. [Google Scholar] [CrossRef]
- Mills, K.C.; Keene, B.J.; Brooks, R.F.; Shirali, A. Marangoni Effects in Welding. Philos. Trans. R. Soc. London. Ser. A Math. Phys. Eng. Sci. 1998, 356, 911–925. [Google Scholar] [CrossRef]
- Sahoo, P.; Debroy, T.; McNallan, M.J. Surface Tension of Binary Metal—Surface Active Solute Systems under Conditions Relevant to Welding Metallurgy. Met. Trans. B 1988, 19, 483–491. [Google Scholar] [CrossRef]
- Tsai, M.C.; Kou, S. Marangoni Convection in Weld Pools with a Free Surface. Numer. Methods Fluids 1989, 9, 1503–1516. [Google Scholar] [CrossRef]
- Zhao, C.X.; Kwakernaak, C.; Pan, Y.; Richardson, I.M.; Saldi, Z.; Kenjeres, S.; Kleijn, C.R. The Effect of Oxygen on Transitional Marangoni Flow in Laser Spot Welding. Acta Mater. 2010, 58, 6345–6357. [Google Scholar] [CrossRef]
- Saldi, Z.S.; Kidess, A.; Kenjereš, S.; Zhao, C.; Richardson, I.M.; Kleijn, C.R. Effect of Enhanced Heat and Mass Transport and Flow Reversal during Cool down on Weld Pool Shapes in Laser Spot Welding of Steel. Int. J. Heat Mass Transf. 2013, 66, 879–888. [Google Scholar] [CrossRef]
- Tanaka, M.; Lowke, J.J. Predictions of Weld Pool Profiles Using Plasma Physics. J. Phys. D Appl. Phys. 2007, 40, R1–R23. [Google Scholar] [CrossRef]
- Kidess, A.; Kenjereš, S.; Righolt, B.W.; Kleijn, C.R. Marangoni Driven Turbulence in High Energy Surface Melting Processes. Int. J. Therm. Sci. 2016, 104, 412–422. [Google Scholar] [CrossRef]
- Le, T.-N.; Lo, Y.-L. Effects of Sulfur Concentration and Marangoni Convection on Melt-Pool Formation in Transition Mode of Selective Laser Melting Process. Mater. Des. 2019, 179, 107866. [Google Scholar] [CrossRef]
- Wei, P.S.; Ting, C.N.; Yeh, J.S.; DebRoy, T.; Chung, F.K.; Yan, G.H. Origin of Wavy Weld Boundary. J. Appl. Phys. 2009, 105, 053508. [Google Scholar] [CrossRef]
- Kumar, A.; DebRoy, T. Calculation of Three-Dimensional Electromagnetic Force Field during Arc Welding. J. Appl. Phys. 2003, 94, 1267–1277. [Google Scholar] [CrossRef]
- Heiple, C.; Roper, J. Mechanism for Minor Element Effect on GTA Fusion Zone Geometry. Weld. J. 1982, 61, 97S–102S. [Google Scholar]
- Kou, S.; Wei, P.S.; Limmaneevichitr, C. Oscillatory Marangoni Flow: A Fundamental Study by Conduction-Mode Laser Spot Welding. Weld. J. 2011, 90, 229s–240s. [Google Scholar]
- Siao, Y.-H.; Wen, C.-D. Examination of Molten Pool with Marangoni Flow and Evaporation Effect by Simulation and Experiment in Selective Laser Melting. Int. Commun. Heat Mass Transf. 2021, 125, 105325. [Google Scholar] [CrossRef]
- Pang, S.; Chen, W.; Zhou, J.; Liao, D. Self-Consistent Modeling of Keyhole and Weld Pool Dynamics in Tandem Dual Beam Laser Welding of Aluminum Alloy. J. Mater. Process. Technol. 2015, 217, 131–143. [Google Scholar] [CrossRef]
- Zhao, Y.; Zhang, Y.; Hu, W.; Lai, X. Optimization of Laser Welding Thin-Gage Galvanized Steel via Response Surface Methodology. Opt. Lasers Eng. 2012, 50, 1267–1273. [Google Scholar] [CrossRef]
- Amara, E.H.; Bendib, A. Modelling of Vapour Flow in Deep Penetration Laser Welding. J. Phys. D Appl. Phys. 2002, 35, 272–280. [Google Scholar] [CrossRef]
- Semak, V.; Matsunawa, A. The Role of Recoil Pressure in Energy Balance during Laser Materials Processing. J. Phys. D Appl. Phys. 1997, 30, 2541–2552. [Google Scholar] [CrossRef]
- Panwisawas, C.; Qiu, C.; Anderson, M.J.; Sovani, Y.; Turner, R.P.; Attallah, M.M.; Brooks, J.W.; Basoalto, H.C. Mesoscale Modelling of Selective Laser Melting: Thermal Fluid Dynamics and Microstructural Evolution. Comput. Mater. Sci. 2017, 126, 479–490. [Google Scholar] [CrossRef]
- Tan, W.; Shin, Y.C. Multi-Scale Modeling of Solidification and Microstructure Development in Laser Keyhole Welding Process for Austenitic Stainless Steel. Comput. Mater. Sci. 2015, 98, 446–458. [Google Scholar] [CrossRef]
- Matsunawa, A.; Mizutani, M.; Katayama, S.; Seto, N. Porosity Formation Mechanism and Its Prevention in Laser Welding. Weld. Int. 2003, 17, 431–437. [Google Scholar] [CrossRef]
- Khairallah, S.A.; Martin, A.A.; Lee, J.R.I.; Guss, G.; Calta, N.P.; Hammons, J.A.; Nielsen, M.H.; Chaput, K.; Schwalbach, E.; Shah, M.N.; et al. Controlling Interdependent Meso-Nanosecond Dynamics and Defect Generation in Metal 3D Printing. Science 2020, 368, 660–665. [Google Scholar] [CrossRef]
- Wang, L.; Zhang, Y.; Yan, W. Evaporation Model for Keyhole Dynamics During Additive Manufacturing of Metal. Phys. Rev. Appl. 2020, 14, 064039. [Google Scholar] [CrossRef]
- Li, X.; Zhao, C.; Sun, T.; Tan, W. Revealing Transient Powder-Gas Interaction in Laser Powder Bed Fusion Process through Multi-Physics Modeling and High-Speed Synchrotron X-ray Imaging. Addit. Manuf. 2020, 35, 101362. [Google Scholar] [CrossRef]
- Bayat, M.; Thanki, A.; Mohanty, S.; Witvrouw, A.; Yang, S.; Thorborg, J.; Tiedje, N.S.; Hattel, J.H. Keyhole-Induced Porosities in Laser-Based Powder Bed Fusion (L-PBF) of Ti6Al4V: High-Fidelity Modelling and Experimental Validation. Addit. Manuf. 2019, 30, 100835. [Google Scholar] [CrossRef]
- Hojjatzadeh, S.M.H.; Parab, N.D.; Yan, W.; Guo, Q.; Xiong, L.; Zhao, C.; Qu, M.; Escano, L.I.; Xiao, X.; Fezzaa, K.; et al. Pore Elimination Mechanisms during 3D Printing of Metals. Nat. Commun. 2019, 10, 3088. [Google Scholar] [CrossRef]
- Leung, C.L.A.; Marussi, S.; Towrie, M.; Atwood, R.C.; Withers, P.J.; Lee, P.D. The Effect of Powder Oxidation on Defect Formation in Laser Additive Manufacturing. Acta Mater. 2019, 166, 294–305. [Google Scholar] [CrossRef]
- Guo, Q.; Zhao, C.; Qu, M.; Xiong, L.; Hojjatzadeh, S.M.H.; Escano, L.I.; Parab, N.D.; Fezzaa, K.; Sun, T.; Chen, L. In-Situ Full-Field Mapping of Melt Flow Dynamics in Laser Metal Additive Manufacturing. Addit. Manuf. 2020, 31, 100939. [Google Scholar] [CrossRef]
- Zhang, Y.; Chen, G.; Wei, H.; Zhang, J. A Novel “Sandwich” Method for Observation of the Keyhole in Deep Penetration Laser Welding. Opt. Lasers Eng. 2008, 46, 133–139. [Google Scholar] [CrossRef]
- Zhang, M.; Wang, Y.; Wang, D.; Hassan Mohsan, A.U.; Yang, X.; Gao, X.; Xu, J.; Cheng, D.; Zhang, G. Grain Refinement and Mechanical Properties Improvement of AlCuFeCoNi High-Entropy Alloy Coatings Fabricated by Resonant Ultrasonic Assisted Laser Cladding. Opt. Laser Technol. 2025, 182, 112233. [Google Scholar] [CrossRef]
- Donachie, M.L. Titanium: A Technical Guide, 2nd ed.; ASM International: Materials Park, OH, USA, 2000. [Google Scholar]
- Filip, R.; Kubiak, K.; Ziaja, W.; Sieniawski, J. The Effect of Microstructure on the Mechanical Properties of Two-Phase Titanium Alloys. J. Mater. Process. Technol. 2003, 133, 84–89. [Google Scholar] [CrossRef]
- Quan, Y.; Chen, Z.; Gong, X.; Yu, Z. CO2 Laser Beam Welding of Dissimilar Magnesium-Based Alloys. Mater. Sci. Eng. A 2008, 496, 45–51. [Google Scholar] [CrossRef]
- Shen, J.; Li, B.; Hu, S.; Zhang, H.; Bu, X. Comparison of Single-Beam and Dual-Beam Laser Welding of Ti–22Al–25Nb/TA15 Dissimilar Titanium Alloys. Opt. Laser Technol. 2017, 93, 118–126. [Google Scholar] [CrossRef]
- Beal, R.; Salehi, S.; Kingstedt, O.T. Additively Manufactured Ti-6Al-4V Microstructure Tailoring for Improved Fatigue Life Performance. Fatigue Fract. Eng. Mat. Struct. 2024, 47, 2599–2615. [Google Scholar] [CrossRef]
- Tanrikulu, A.A.; Ganesh-Ram, A.; Hekmatjou, H.; Durlov, S.H.; Salehin, M.N.; Amerinatanzi, A. Microstructure Tailoring for High Strength Ti-6Al-4V without Alloying Elements through Optimized Preheating and Post-Heating Laser Scanning in Laser Powder Bed Fusion. Metals 2024, 14, 629. [Google Scholar] [CrossRef]
- Tanrikulu, A.A.; Farhang, B.; Ganesh-Ram, A.; Hekmatjou, H.; Durlov, S.H.; Amerinatanzi, A. In Situ Microstructure Modification Using a Layerwise Surface-Preheating Laser Scan of Ti-6Al-4V during Laser Powder Bed Fusion. Materials 2024, 17, 1929. [Google Scholar] [CrossRef]
- Lee, J.A.; Park, J.; Sagong, M.J.; Ahn, S.Y.; Cho, J.-W.; Lee, S.; Kim, H.S. Active Learning Framework to Optimize Process Parameters for Additive-Manufactured Ti-6Al-4V with High Strength and Ductility. Nat. Commun. 2025, 16, 931. [Google Scholar] [CrossRef]
- Gong, X.; Zeng, D.; Groeneveld-Meijer, W.; Manogharan, G. Additive Manufacturing: A Machine Learning Model of Process-Structure-Property Linkages for Machining Behavior of Ti-6Al-4V. Mater. Sci. Add. Manuf. 2022, 1, 6. [Google Scholar] [CrossRef]
- Babu, N.K.; Raman, S.G.S.; Murthy, C.V.S.; Reddy, G.M. Effect of Beam Oscillation on Fatigue Life of Ti–6Al–4V Electron Beam Weldments. Mater. Sci. Eng. A 2007, 471, 113–119. [Google Scholar] [CrossRef]
- Liu, J.; Zheng, J.; Fu, B.; Bu, L.; Li, R.; Liu, S. Thermo-Mechanical Study of TIG Welding of Ti-6Al-4V for Residual Stresses Considering Solid State Phase Transformation. Metals 2023, 13, 1001. [Google Scholar] [CrossRef]
- Vrancken, B.; Thijs, L.; Kruth, J.-P.; Van Humbeeck, J. Heat Treatment of Ti6Al4V Produced by Selective Laser Melting: Microstructure and Mechanical Properties. J. Alloys Compd. 2012, 541, 177–185. [Google Scholar] [CrossRef]
- Vilaro, T.; Colin, C.; Bartout, J.D. As-Fabricated and Heat-Treated Microstructures of the Ti-6Al-4V Alloy Processed by Selective Laser Melting. Metall. Mater. Trans. A 2011, 42, 3190–3199. [Google Scholar] [CrossRef]
- Xu, W.; Lui, E.W.; Pateras, A.; Qian, M.; Brandt, M. In Situ Tailoring Microstructure in Additively Manufactured Ti-6Al-4V for Superior Mechanical Performance. Acta Mater. 2017, 125, 390–400. [Google Scholar] [CrossRef]
- Cao, S.; Chu, R.; Zhou, X.; Yang, K.; Jia, Q.; Lim, C.V.S.; Huang, A.; Wu, X. Role of Martensite Decomposition in Tensile Properties of Selective Laser Melted Ti-6Al-4V. J. Alloys Compd. 2018, 744, 357–363. [Google Scholar] [CrossRef]
- Cox, B. Pellet-Clad Interaction (PCI) Failures of Zirconium Alloy Fuel Cladding—A Review. J. Nucl. Mater. 1990, 172, 249–292. [Google Scholar] [CrossRef]
- Yang, Y.; Li, Z.; Luo, H.; Zhang, Y.; Dong, J.; Luo, Z. In-Depth Study on Laser Welding of Zirconium Alloy: Unraveling Microstructure, Corrosion Resistance, and Mechanical Properties. Adv. Eng. Mater. 2025, 27, 2402841. [Google Scholar] [CrossRef]
- Brachet, J.-C.; Rouesne, E.; Ribis, J.; Guilbert, T.; Urvoy, S.; Nony, G.; Toffolon-Masclet, C.; Le Saux, M.; Chaabane, N.; Palancher, H.; et al. High Temperature Steam Oxidation of Chromium-Coated Zirconium-Based Alloys: Kinetics and Process. Corros. Sci. 2020, 167, 108537. [Google Scholar] [CrossRef]
- Wang, L.; Sun, D.; Li, H.; Gu, X.; Shen, C. Microstructures and Mechanical Properties of a Laser-Welded Joint of Ti3Al-Nb Alloy Using Pure Nb Filler Metal. Metals 2018, 8, 785. [Google Scholar] [CrossRef]
- Lee, C.M.; Sohn, D.-S. Enhanced High-Temperature Oxidation Resistance of a Zirconium Alloy Cladding by High-Temperature Preformed Oxide on the Cladding. Corros. Sci. 2018, 131, 116–125. [Google Scholar] [CrossRef]
- Blackwell, P.L. The Mechanical and Microstructural Characteristics of Laser-Deposited IN718. J. Mater. Process. Technol. 2005, 170, 240–246. [Google Scholar] [CrossRef]
- Deng, D.; Murakawa, H. Numerical Simulation of Temperature Field and Residual Stress in Multi-Pass Welds in Stainless Steel Pipe and Comparison with Experimental Measurements. Comput. Mater. Sci. 2006, 37, 269–277. [Google Scholar] [CrossRef]
- Goldak, J.; Chakravarti, A.; Bibby, M. A New Finite Element Model for Welding Heat Sources. Metall. Trans. B 1984, 15, 299–305. [Google Scholar] [CrossRef]
- Gandin, C.-A.; Rappaz, M. A Coupled Finite Element-Cellular Automaton Model for the Prediction of Dendritic Grain Structures in Solidification Processes. Acta Metall. Mater. 1994, 42, 2233–2246. [Google Scholar] [CrossRef]
- Dutta Majumdar, J.; Manna, I. Laser Material Processing. Int. Mater. Rev. 2011, 56, 341–388. [Google Scholar] [CrossRef]
- Sexton, L.; Lavin, S.; Byrne, G.; Kennedy, A. Laser Cladding of Aerospace Materials. J. Mater. Process. Technol. 2002, 122, 63–68. [Google Scholar] [CrossRef]
- Lindgren, L.-E. Numerical Modelling of Welding. Comput. Methods Appl. Mech. Eng. 2006, 195, 6710–6736. [Google Scholar] [CrossRef]
- Farahmand, P.; Kovacevic, R. An Experimental–Numerical Investigation of Heat Distribution and Stress Field in Single- and Multi-Track Laser Cladding by a High-Power Direct Diode Laser. Opt. Laser Technol. 2014, 63, 154–168. [Google Scholar] [CrossRef]
- Gao, Q.; Liu, H.; Chen, P.; Liu, X.; Yang, H.; Hao, J. Multi-Objective Optimization for Laser Cladding Refractory MoNbTiZr High-Entropy Alloy Coating on Ti6Al4V. Opt. Laser Technol. 2023, 161, 109220. [Google Scholar] [CrossRef]
- Zhao, H.; Zhao, C.; Xie, W.; Wu, D.; Du, B.; Zhang, X.; Wen, M.; Ma, R.; Li, R.; Jiao, J.; et al. Research Progress of Laser Cladding on the Surface of Titanium and Its Alloys. Materials 2023, 16, 3250. [Google Scholar] [CrossRef] [PubMed]
- Muvvala, G.; Patra Karmakar, D.; Nath, A.K. Online Monitoring of Thermo-Cycles and Its Correlation with Microstructure in Laser Cladding of Nickel Based Super Alloy. Opt. Lasers Eng. 2017, 88, 139–152. [Google Scholar] [CrossRef]
- Mohsan, A.U.H.; Shu, X.; Mina, Z.; Su, Z. Synergistic Enhancement in Laser Manufacturing: A Review of Ultrasonic Vibration Assisted Laser Manufacturing (UVA-LM). J. Alloys Compd. 2025, 1045, 184743. [Google Scholar] [CrossRef]
- Manakari, V.; Parande, G.; Gupta, M. Selective Laser Melting of Magnesium and Magnesium Alloy Powders: A Review. Metals 2016, 7, 2. [Google Scholar] [CrossRef]
- Suchy, J.; Horynová, M.; Klakurková, L.; Palousek, D.; Koutny, D.; Celko, L. Effect of Laser Parameters on Processing of Biodegradable Magnesium Alloy WE43 via Selective Laser Melting Method. Materials 2020, 13, 2623. [Google Scholar] [CrossRef]
- Riquelme, A.; Rodrigo, P. An Introduction on the Laser Cladding Coatings on Magnesium Alloys. Metals 2021, 11, 1993. [Google Scholar] [CrossRef]
- Das, A.K. Recent Trends in Laser Cladding and Alloying on Magnesium Alloys: A Review. Mater. Today Proc. 2022, 51, 723–727. [Google Scholar] [CrossRef]
- Yang, Y.; Wu, H. Improving the Wear Resistance of AZ91D Magnesium Alloys by Laser Cladding with Al–Si Powders. Mater. Lett. 2009, 63, 19–21. [Google Scholar] [CrossRef]
- Liu, H.; Hao, J.; Han, Z.; Yu, G.; He, X.; Yang, H. Microstructural Evolution and Bonding Characteristic in Multi-Layer Laser Cladding of NiCoCr Alloy on Compacted Graphite Cast Iron. J. Mater. Process. Technol. 2016, 232, 153–164. [Google Scholar] [CrossRef]
- Sundaraselvan, S.; Senthilkumar, N.; Tamizharasan, T.; Sait, A.N. Surface Modification of AZ61 Magnesium Alloy with Nano TiO2/Al2O3 Using Laser Cladding Technique. Mater. Today Proc. 2020, 21, 717–721. [Google Scholar] [CrossRef]
- Li, C.; Wang, Y.; Guo, L.; He, J.; Pan, Z.; Wang, L. Laser Remelting of Plasma-Sprayed Conventional and Nanostructured Al2O3–13wt.%TiO2 Coatings on Titanium Alloy. J. Alloys Compd. 2010, 506, 356–363. [Google Scholar] [CrossRef]
- Yue, T.M.; Xie, H.; Lin, X.; Yang, H.O.; Meng, G.H. Solidification Behaviour in Laser Cladding of AlCoCrCuFeNi High-Entropy Alloy on Magnesium Substrates. J. Alloys Compd. 2014, 587, 588–593. [Google Scholar] [CrossRef]
- Zhong, M.; Liu, W. Laser Surface Cladding: The State of the Art and Challenges. Proc. Inst. Mech. Eng. Part C J. Mech. Eng. Sci. 2010, 224, 1041–1060. [Google Scholar] [CrossRef]
- Syed, W.U.H.; Pinkerton, A.J.; Li, L. A Comparative Study of Wire Feeding and Powder Feeding in Direct Diode Laser Deposition for Rapid Prototyping. Appl. Surf. Sci. 2005, 247, 268–276. [Google Scholar] [CrossRef]
- Liu, W.; DuPont, J.N. Fabrication of Functionally Graded TiC/Ti Composites by Laser Engineered Net Shaping. Scr. Mater. 2003, 48, 1337–1342. [Google Scholar] [CrossRef]
- Gao, Y.; Wang, C.; Lin, Q.; Liu, H.; Yao, M. Broad-Beam Laser Cladding of Al–Si Alloy Coating on AZ91HP Magnesium Alloy. Surf. Coat. Technol. 2006, 201, 2701–2706. [Google Scholar] [CrossRef]
- Singh, A.; Harimkar, S.P. Laser Surface Engineering of Magnesium Alloys: A Review. JOM 2012, 64, 716–733. [Google Scholar] [CrossRef]
- Ng, C.H.; Bermingham, M.J.; Yuan, L.; Dargusch, M.S. Towards β-Fleck Defect Free Additively Manufactured Titanium Alloys by Promoting the Columnar to Equiaxed Transition and Grain Refinement. Acta Mater. 2022, 224, 117511. [Google Scholar] [CrossRef]
- Li, B.; Li, X.; Yin, J.; Ren, Y.; Wang, Y.; Yang, G. Influence of Scanning Strategies on Microstructure, Texture and Mechanical Properties of Ti65 High-Temperature Titanium Alloy by Laser Deposition Manufacturing. J. Manuf. Process. 2025, 136, 162–176. [Google Scholar] [CrossRef]
- Li, Y.-X.; Zhang, P.-F.; Bai, P.-K.; Zhao, Z.-Y.; Liu, B. Analysis of Geometrical Characteristics and Properties of Laser Cladding 85 Wt.% Ti + 15 Wt.% TiBCN Powder on 7075 Aluminum Alloy Substrate. Materials 2018, 11, 1551. [Google Scholar] [CrossRef]
- Gao, H.; Zhu, W.; Guo, C.; Chen, W.; Jiang, F. Microstructure and Dry Wear Property of the 65 wt%TiC-10 wt%B4C-Ti Coating Prepared by Laser Directed Energy Deposition. Tribol. Int. 2026, 214, 111189. [Google Scholar] [CrossRef]
- Ramkumar, T.; VishnuRameshKumar, R.; Selvakumar, M.; Thiruramanathan, P. Investigation of Microstructural and Mechanical Performance of HEA Alloy Coated over Titanium Processed by Laser Cladding. J. Alloys Compd. 2025, 1031, 181086. [Google Scholar] [CrossRef]
- Liang, J.; Yin, X.; Lin, Z.; Chen, S.; Liu, C.; Yan, S.; Dong, S. Effects of LaB6 on Microstructure Evolution and Properties of In-Situ Synthetic TiC+TiBx Reinforced Titanium Matrix Composite Coatings Prepared by Laser Cladding. Surf. Coat. Technol. 2020, 403, 126409. [Google Scholar] [CrossRef]
- Pinkerton, A.J.; Li, L. Direct Additive Laser Manufacturing Using Gas- and Water-Atomised H13 Tool Steel Powders. Int. J. Adv. Manuf. Technol. 2005, 25, 471–479. [Google Scholar] [CrossRef]
- Wang, K.; Chang, B.; Lei, Y.; Fu, H.; Lin, Y. Effect of Cobalt on Microstructure and Wear Resistance of Ni-Based Alloy Coating Fabricated by Laser Cladding. Metals 2017, 7, 551. [Google Scholar] [CrossRef]
- Huang, K.; Lin, X.; Xie, C.; Yue, T.M. Laser Cladding of Zr-Based Coating on AZ91D Magnesium Alloy for Improvement of Wear and Corrosion Resistance. Bull. Mater. Sci. 2013, 36, 99–105. [Google Scholar] [CrossRef]
- Park, J.-H.; Kim, H.-G.; Park, J.; Jung, Y.-I.; Park, D.-J.; Koo, Y.-H. High Temperature Steam-Oxidation Behavior of Arc Ion Plated Cr Coatings for Accident Tolerant Fuel Claddings. Surf. Coat. Technol. 2015, 280, 256–259. [Google Scholar] [CrossRef]
- Kim, H.-G.; Kim, I.-H.; Jung, Y.-I.; Park, D.-J.; Park, J.-Y.; Koo, Y.-H. Adhesion Property and High-Temperature Oxidation Behavior of Cr-Coated Zircaloy-4 Cladding Tube Prepared by 3D Laser Coating. J. Nucl. Mater. 2015, 465, 531–539. [Google Scholar] [CrossRef]
- Wei, T.; Zhang, R.; Yang, H.; Liu, H.; Qiu, S.; Wang, Y.; Du, P.; He, K.; Hu, X.; Dong, C. Microstructure, Corrosion Resistance and Oxidation Behavior of Cr-Coatings on Zircaloy-4 Prepared by Vacuum Arc Plasma Deposition. Corros. Sci. 2019, 158, 108077. [Google Scholar] [CrossRef]
- Yeom, H.; Hauch, B.; Cao, G.; Garcia-Diaz, B.; Martinez-Rodriguez, M.; Colon-Mercado, H.; Olson, L.; Sridharan, K. Laser Surface Annealing and Characterization of Ti2AlC Plasma Vapor Deposition Coating on Zirconium-Alloy Substrate. Thin Solid Film. 2016, 615, 202–209. [Google Scholar] [CrossRef]
- Zeng, S.; Li, J.-F.; Chen, C.; Meng, Y.; Zhu, C.-W.; Han, X.-C.; Bao, Y.-W.; Zhang, H.-B. Improved Oxidation Resistance of Cr-Si Coated Zircaloy with an in-Situ Formed Zr2Si Diffusion Barrier. npj Mater. Degrad. 2023, 7, 56. [Google Scholar] [CrossRef]
- Zhu, H.; Huang, J.; Gong, Y.; Zhao, D.; Zhang, H.; Chen, D.; Wang, M.; Wang, H. Insight into Continuous Growth Mechanisms of ZrO2-Al2O3 Composite PEO Coatings with Superior Cavitation Erosion Resistance. Surf. Coat. Technol. 2024, 477, 130355. [Google Scholar] [CrossRef]
- Li, Z.; Wang, Z.; Ma, G.; Chen, R.; Yang, W.; Wang, K.; Ke, P.; Wang, A. High-Performance Cr2AlC MAX Phase Coatings for ATF Application: Interface Design and Oxidation Mechanism. Corros. Commun. 2024, 13, 27–36. [Google Scholar] [CrossRef]
- Huang, J.; Zou, S.; Xiao, W.; Liu, X.; Chen, H.; Tang, D.; Deng, H.; Zhou, X.; Lei, M. Microstructural, Mechanical Properties and High Temperature Oxidation of Cr, Al-Coated Zr-4 Alloy. Nucl. Mater. Energy 2020, 25, 100810. [Google Scholar] [CrossRef]
- Yi, H.-J.; Kim, J.-W.; Kim, Y.-L.; Shin, S. Effects of Cooling Rate on the Microstructure and Tensile Properties of Wire-Arc Additive Manufactured Ti–6Al–4V Alloy. Met. Mater. Int. 2020, 26, 1235–1246. [Google Scholar] [CrossRef]
- Toyserkani, E.; Khajepour, A.; Corbin, S. 3-D Finite Element Modeling of Laser Cladding by Powder Injection: Effects of Laser Pulse Shaping on the Process. Opt. Lasers Eng. 2004, 41, 849–867. [Google Scholar] [CrossRef]
- Huang, Y.-L.; Liang, G.-Y.; Su, J.-Y.; Li, J.-G. Interaction between Laser Beam and Powder Stream in the Process of Laser Cladding with Powder Feeding. Model. Simul. Mater. Sci. Eng. 2005, 13, 47–56. [Google Scholar] [CrossRef]
- Ma, X.; Zhang, W.; Chen, Z.; Yang, D.; Jiang, J.; Song, L.; Tu, J.; Zhai, H. Elastoplastic Deformation and Fracture Behavior of Cr-Coated Zr-4 Alloys for Accident Tolerant Fuel Claddings. Front. Energy Res. 2021, 9, 655176. [Google Scholar] [CrossRef]
- Pei, Y.T.; De Hosson, J.T.M. Functionally Graded Materials Produced by Laser Cladding. Acta Mater. 2000, 48, 2617–2624. [Google Scholar] [CrossRef]
- Xin, B.; Zhou, X.; Cheng, G.; Yao, J.; Gong, Y. Microstructure and Mechanical Properties of Thin-Wall Structure by Hybrid Laser Metal Deposition and Laser Remelting Process. Opt. Laser Technol. 2020, 127, 106087. [Google Scholar] [CrossRef]
- Ding, Y.; Liu, R.; Yao, J.; Zhang, Q.; Wang, L. Stellite Alloy Mixture Hardfacing via Laser Cladding for Control Valve Seat Sealing Surfaces. Surf. Coat. Technol. 2017, 329, 97–108. [Google Scholar] [CrossRef]
- Mazzarisi, M.; Campanelli, S.L.; Angelastro, A.; Palano, F.; Dassisti, M. In Situ Monitoring of Direct Laser Metal Deposition of a Nickel-Based Superalloy Using Infrared Thermography. Int. J. Adv. Manuf. Technol. 2021, 112, 157–173. [Google Scholar] [CrossRef]
- Wen, P.; Feng, Z.; Zheng, S. Formation Quality Optimization of Laser Hot Wire Cladding for Repairing Martensite Precipitation Hardening Stainless Steel. Opt. Laser Technol. 2015, 65, 180–188. [Google Scholar] [CrossRef]
- Thompson, S.M.; Bian, L.; Shamsaei, N.; Yadollahi, A. An Overview of Direct Laser Deposition for Additive Manufacturing; Part I: Transport Phenomena, Modeling and Diagnostics. Addit. Manuf. 2015, 8, 36–62. [Google Scholar] [CrossRef]
- Ding, J.; Colegrove, P.; Mehnen, J.; Ganguly, S.; Sequeira Almeida, P.M.; Wang, F.; Williams, S. Thermo-Mechanical Analysis of Wire and Arc Additive Layer Manufacturing Process on Large Multi-Layer Parts. Comput. Mater. Sci. 2011, 50, 3315–3322. [Google Scholar] [CrossRef]
- Denlinger, E.R.; Heigel, J.C.; Michaleris, P.; Palmer, T.A. Effect of Inter-Layer Dwell Time on Distortion and Residual Stress in Additive Manufacturing of Titanium and Nickel Alloys. J. Mater. Process. Technol. 2015, 215, 123–131. [Google Scholar] [CrossRef]
- Colegrove, P.A.; Coules, H.E.; Fairman, J.; Martina, F.; Kashoob, T.; Mamash, H.; Cozzolino, L.D. Microstructure and Residual Stress Improvement in Wire and Arc Additively Manufactured Parts through High-Pressure Rolling. J. Mater. Process. Technol. 2013, 213, 1782–1791. [Google Scholar] [CrossRef]
- Vrancken, B.; Cain, V.; Knutsen, R.; Van Humbeeck, J. Residual Stress via the Contour Method in Compact Tension Specimens Produced via Selective Laser Melting. Scr. Mater. 2014, 87, 29–32. [Google Scholar] [CrossRef]
- Liu, L.; Ding, H. Study of the Plastic Flow Behaviors of AZ91 Magnesium Alloy during Thermomechanical Processes. J. Alloys Compd. 2009, 484, 949–956. [Google Scholar] [CrossRef]
- Guoqing, C.; Binggang, Z.; Wei, L.; Jicai, F. Crack Formation and Control upon the Electron Beam Welding of TiAl-Based Alloys. Intermetallics 2011, 19, 1857–1863. [Google Scholar] [CrossRef]
- Salmi, A.; Atzeni, E. Residual Stress Analysis of Thin AlSi10Mg Parts Produced by Laser Powder Bed Fusion. Virtual Phys. Prototyp. 2020, 15, 49–61. [Google Scholar] [CrossRef]
- Wang, Y.M.; Voisin, T.; McKeown, J.T.; Ye, J.; Calta, N.P.; Li, Z.; Zeng, Z.; Zhang, Y.; Chen, W.; Roehling, T.T.; et al. Additively Manufactured Hierarchical Stainless Steels with High Strength and Ductility. Nat. Mater. 2018, 17, 63–71. [Google Scholar] [CrossRef]
- Xu, F.; Lv, Y.; Liu, Y.; Shu, F.; He, P.; Xu, B. Microstructural Evolution and Mechanical Properties of Inconel 625 Alloy during Pulsed Plasma Arc Deposition Process. J. Mater. Sci. Technol. 2013, 29, 480–488. [Google Scholar] [CrossRef]
- Brandl, E.; Palm, F.; Michailov, V.; Viehweger, B.; Leyens, C. Mechanical Properties of Additive Manufactured Titanium (Ti–6Al–4V) Blocks Deposited by a Solid-State Laser and Wire. Mater. Des. 2011, 32, 4665–4675. [Google Scholar] [CrossRef]
- Prime, M.B. Cross-Sectional Mapping of Residual Stresses by Measuring the Surface Contour After a Cut. J. Eng. Mater. Technol. 2001, 123, 162–168. [Google Scholar] [CrossRef]
- Withers, P.J.; Bhadeshia, H.K.D.H. Residual Stress. Part 1—Measurement techniques. Mater. Sci. Technol. 2001, 17, 355–365. [Google Scholar] [CrossRef]
- Withers, P.J.; Bhadeshia, H.K.D.H. Residual Stress. Part 2—Nature and Origins. Mater. Sci. Technol. 2001, 17, 366–375. [Google Scholar] [CrossRef]
- Bartlett, J.L.; Li, X. An Overview of Residual Stresses in Metal Powder Bed Fusion. Addit. Manuf. 2019, 27, 131–149. [Google Scholar] [CrossRef]
- Mukherjee, T.; Zuback, J.S.; De, A.; DebRoy, T. Printability of Alloys for Additive Manufacturing. Sci. Rep. 2016, 6, 19717. [Google Scholar] [CrossRef]
- Chiumenti, M.; Neiva, E.; Salsi, E.; Cervera, M.; Badia, S.; Moya, J.; Chen, Z.; Lee, C.; Davies, C. Numerical Modelling and Experimental Validation in Selective Laser Melting. Addit. Manuf. 2017, 18, 171–185. [Google Scholar] [CrossRef]
- Han, S.-W.; Cho, W.-I.; Zhang, L.-J.; Na, S.-J. Coupled Simulation of Thermal-Metallurgical-Mechanical Behavior in Laser Keyhole Welding of AH36 Steel. Mater. Des. 2021, 212, 110275. [Google Scholar] [CrossRef]
- Rae, W.; Lomas, Z.; Jackson, M.; Rahimi, S. Measurements of Residual Stress and Microstructural Evolution in Electron Beam Welded Ti-6Al-4V Using Multiple Techniques. Mater. Charact. 2017, 132, 10–19. [Google Scholar] [CrossRef]
- Mehdi, B.; Badji, R.; Ji, V.; Allili, B.; Bradai, D.; Deschaux-Beaume, F.; Soulié, F. Microstructure and Residual Stresses in Ti-6Al-4V Alloy Pulsed and Unpulsed TIG Welds. J. Mater. Process. Technol. 2016, 231, 441–448. [Google Scholar] [CrossRef]
- Mac Ardghail, P.; Harrison, N.; Leen, S.B. A Through-Process, Thermomechanical Model for Predicting Welding-Induced Microstructure Evolution and Post-Weld High-Temperature Fatigue Response. Int. J. Fatigue 2018, 112, 216–232. [Google Scholar] [CrossRef]
- Williams, R.J.; Davies, C.M.; Hooper, P.A. A Pragmatic Part Scale Model for Residual Stress and Distortion Prediction in Powder Bed Fusion. Addit. Manuf. 2018, 22, 416–425. [Google Scholar] [CrossRef]
- Liu, T.; Zheng, P.; Bao, J. Deep Learning-Based Welding Image Recognition: A Comprehensive Review. J. Manuf. Syst. 2023, 68, 601–625. [Google Scholar] [CrossRef]
- Cao, L.; Li, J.; Zhang, L.; Luo, S.; Li, M.; Huang, X. Cross-Attention-Based Multi-Sensing Signals Fusion for Penetration State Monitoring during Laser Welding of Aluminum Alloy. Knowl. Based Syst. 2023, 261, 110212. [Google Scholar] [CrossRef]
- Cox, B. Some Thoughts on the Mechanisms of In-Reactor Corrosion of Zirconium Alloys. J. Nucl. Mater. 2005, 336, 331–368. [Google Scholar] [CrossRef]
- Heigel, J.C.; Michaleris, P.; Reutzel, E.W. Thermo-Mechanical Model Development and Validation of Directed Energy Deposition Additive Manufacturing of Ti–6Al–4V. Addit. Manuf. 2015, 5, 9–19. [Google Scholar] [CrossRef]
- Han, Y. Multiphysics Study of Thermal Profiles and Residual Stress in Welding. Materials 2024, 17, 886. [Google Scholar] [CrossRef] [PubMed]
- Reda, R.; Magdy, M.; Rady, M. Ti–6Al–4V TIG Weld Analysis Using FEM Simulation and Experimental Characterization. Iran J. Sci. Technol. Trans. Mech. Eng. 2020, 44, 765–782. [Google Scholar] [CrossRef]
- Li, Y.; Hou, J.-Y.; Zheng, W.-J.; Wan, Z.-Q.; Tang, W.-Y. A Numerical Simulation Method Considering Solid Phase Transformation and the Experimental Verification of Ti6Al4V Titanium Alloy Sheet Welding Processes. Materials 2022, 15, 2882. [Google Scholar] [CrossRef] [PubMed]
- Mercelis, P.; Kruth, J. Residual Stresses in Selective Laser Sintering and Selective Laser Melting. Rapid Prototyp. J. 2006, 12, 254–265. [Google Scholar] [CrossRef]
- Dunbar, A.J.; Denlinger, E.R.; Heigel, J.; Michaleris, P.; Guerrier, P.; Martukanitz, R.; Simpson, T.W. Development of Experimental Method for in Situ Distortion and Temperature Measurements during the Laser Powder Bed Fusion Additive Manufacturing Process. Addit. Manuf. 2016, 12, 25–30. [Google Scholar] [CrossRef]
- Kruth, J.-P.; Deckers, J.; Yasa, E.; Wauthlé, R. Assessing and Comparing Influencing Factors of Residual Stresses in Selective Laser Melting Using a Novel Analysis Method. Proc. Inst. Mech. Eng. Part B J. Eng. Manuf. 2012, 226, 980–991. [Google Scholar] [CrossRef]
- Ali, H.; Ghadbeigi, H.; Mumtaz, K. Effect of Scanning Strategies on Residual Stress and Mechanical Properties of Selective Laser Melted Ti6Al4V. Mater. Sci. Eng. A 2018, 712, 175–187. [Google Scholar] [CrossRef]
- Robinson, J.; Ashton, I.; Fox, P.; Jones, E.; Sutcliffe, C. Determination of the Effect of Scan Strategy on Residual Stress in Laser Powder Bed Fusion Additive Manufacturing. Addit. Manuf. 2018, 23, 13–24. [Google Scholar] [CrossRef]
- Rath, B.B.; Imam, M.A.; Damkroger, B.K.; Edwards, G.R. High Temperature Ductility Loss in Titanium Alloys—A Review; SAND-94-0283C; CONF-940221-3; 10124556; Sandia National Labs.: Albuquerque, NM, USA, 1994. [Google Scholar]
- Courty, O.; Motta, A.T.; Hales, J.D. Modeling and Simulation of Hydrogen Behavior in Zircaloy-4 Fuel Cladding. J. Nucl. Mater. 2014, 452, 311–320. [Google Scholar] [CrossRef]
- Mugwagwa, L.; Dimitrov, D.; Matope, S.; Yadroitsev, I. Influence of Process Parameters on Residual Stress Related Distortions in Selective Laser Melting. Procedia Manuf. 2018, 21, 92–99. [Google Scholar] [CrossRef]
- Mishurova, T. An Assessment of Subsurface Residual Stress Analysis in SLM Ti-6Al-4V. Materials 2017, 10, 348. [Google Scholar] [CrossRef] [PubMed]
- Parry, L.; Ashcroft, I.A.; Wildman, R.D. Understanding the Effect of Laser Scan Strategy on Residual Stress in Selective Laser Melting through Thermo-Mechanical Simulation. Addit. Manuf. 2016, 12, 1–15. [Google Scholar] [CrossRef]
- Dyer, K.; Ghadar, S.; Zulić, S.; Rostohar, D.; Asadi, E.; Molaei, R. The Effect of Laser Shock Peening (LSP) on the Surface Roughness and Fatigue Behavior of Additively Manufactured Ti-6Al-4V Alloy. Coatings 2024, 14, 110. [Google Scholar] [CrossRef]
- Dilshad Alam Digonta, H.M.; Fatemi, A. Laser Shock Peening and Its Effects and Modeling on Fatigue Performance of Additive Manufactured Metallic Materials. Theor. Appl. Fract. Mech. 2024, 130, 104281. [Google Scholar] [CrossRef]
- Flores-García, S.; Martínez-Pérez, C.E.; Rubio-González, C.; Banderas-Hernández, J.A.; Félix-Martínez, C.; Jiménez, S.M.A. Fatigue Life and Residual Stress of Flat Stainless Steel Specimens Laser-Cladded with a Cobalt-Based Alloy and Postprocessed with Laser Shock Peening. J. Manuf. Mater. Process. 2024, 8, 45. [Google Scholar] [CrossRef]
- Biddlecom, J.; Li, Y.; Zhao, X.; Berfield, T.A.; Pataky, G.J. Femtosecond Laser Shock Peening Residual Stress and Fatigue Life of Additive Manufactured AlSi10Mg. JOM 2023, 75, 1964–1974. [Google Scholar] [CrossRef]
- Jiang, Q.; Li, S.; Zhou, C.; Zhang, B.; Zhang, Y. Effects of Laser Shock Peening on the Ultra-High Cycle Fatigue Performance of Additively Manufactured Ti6Al4V Alloy. Opt. Laser Technol. 2021, 144, 107391. [Google Scholar] [CrossRef]
- Kalentics, N.; De Seijas, M.O.V.; Griffiths, S.; Leinenbach, C.; Logé, R.E. 3D Laser Shock Peening—A New Method for Improving Fatigue Properties of Selective Laser Melted Parts. Addit. Manuf. 2020, 33, 101112. [Google Scholar] [CrossRef]
- Sandmann, P.; Keller, S.; Kashaev, N.; Ghouse, S.; Hooper, P.A.; Klusemann, B.; Davies, C.M. Influence of Laser Shock Peening on the Residual Stresses in Additively Manufactured 316L by Laser Powder Bed Fusion: A Combined Experimental–Numerical Study. Addit. Manuf. 2022, 60, 103204. [Google Scholar] [CrossRef]
- Guo, W.; Sun, R.; Song, B.; Zhu, Y.; Li, F.; Che, Z.; Li, B.; Guo, C.; Liu, L.; Peng, P. Laser Shock Peening of Laser Additive Manufactured Ti6Al4V Titanium Alloy. Surf. Coat. Technol. 2018, 349, 503–510. [Google Scholar] [CrossRef]
- Siddiq, A.; Sayed, T.E. A Thermomechanical Crystal Plasticity Constitutive Model for Ultrasonic Consolidation. Comput. Mater. Sci. 2012, 51, 241–251. [Google Scholar] [CrossRef]
- Yao, C.; Wang, T.; Xiao, W.; Huang, X.; Ren, J. Experimental Study on Grinding Force and Grinding Temperature of Aermet 100 Steel in Surface Grinding. J. Mater. Process. Technol. 2014, 214, 2191–2199. [Google Scholar] [CrossRef]
- Chianese, G.; Hayat, Q.; Jabar, S.; Franciosa, P.; Ceglarek, D.; Patalano, S. A Multi-Physics CFD Study to Investigate the Impact of Laser Beam Shaping on Metal Mixing and Molten Pool Dynamics during Laser Welding of Copper to Steel for Battery Terminal-to-Casing Connections. J. Mater. Process. Technol. 2023, 322, 118202. [Google Scholar] [CrossRef]
- Ai, Y.; Han, S.; Yan, Y. An Interpolation-Based Transient Solidification Conditions Model for Numerical Calculation of Grain Growth during Laser Welding. Therm. Sci. Eng. Prog. 2024, 47, 102259. [Google Scholar] [CrossRef]
- Huang, L.; Wu, D.; Hua, X.; Liu, S.; Jiang, Z.; Li, F.; Wang, H.; Shi, S. Effect of the Welding Direction on the Microstructural Characterization in Fiber Laser-GMAW Hybrid Welding of 5083 Aluminum Alloy. J. Manuf. Process. 2018, 31, 514–522. [Google Scholar] [CrossRef]
- Jiménez-Xamán, M.; Hernández-Hernández, M.; Tariq, R.; Landa-Damas, S.; Rodríguez-Vázquez, M.; Aranda-Arizmendi, A.; Cruz-Alcantar, P. Numerical Simulations and Mathematical Models in Laser Welding: A Review Based on Physics and Heat Source Models. Front. Mech. Eng. 2024, 10, 1325623. [Google Scholar] [CrossRef]
- Zhou, Y.; Wang, J.; Zhao, Y.; Cheng, L.; Zhan, X. Numerical Analysis of Coupling Dynamics of Keyhole and Molten Pool in Vertical-up Laser Mirror Welding of 2219 Aluminum Alloy. Int. J. Therm. Sci. 2023, 192, 108390. [Google Scholar] [CrossRef]
- Ai, Y.; Dong, G.; Yuan, P.; Liu, X.; Yan, Y. The Influence of Keyhole Dynamic Behaviors on the Asymmetry Characteristics of Weld during Dissimilar Materials Laser Keyhole Welding by Experimental and Numerical Simulation Methods. Int. J. Therm. Sci. 2023, 190, 108289. [Google Scholar] [CrossRef]
- Parimi, L.L.; Ravi, G.A.; Clark, D.; Attallah, M.M. Microstructural and Texture Development in Direct Laser Fabricated IN718. Mater. Charact. 2014, 89, 102–111. [Google Scholar] [CrossRef]
- Promoppatum, P.; Yao, S.-C.; Pistorius, P.C.; Rollett, A.D. A Comprehensive Comparison of the Analytical and Numerical Prediction of the Thermal History and Solidification Microstructure of Inconel 718 Products Made by Laser Powder-Bed Fusion. Engineering 2017, 3, 685–694. [Google Scholar] [CrossRef]
- Nie, P.; Ojo, O.A.; Li, Z. Numerical Modeling of Microstructure Evolution during Laser Additive Manufacturing of a Nickel-Based Superalloy. Acta Mater. 2014, 77, 85–95. [Google Scholar] [CrossRef]
- Raghavan, N.; Dehoff, R.; Pannala, S.; Simunovic, S.; Kirka, M.; Turner, J.; Carlson, N.; Babu, S.S. Numerical Modeling of Heat-Transfer and the Influence of Process Parameters on Tailoring the Grain Morphology of IN718 in Electron Beam Additive Manufacturing. Acta Mater. 2016, 112, 303–314. [Google Scholar] [CrossRef]
- Qin, Y.; Ma, C.; Mei, L. Prediction of Weld Residual Stresses Based on Numerical Simulation and Machine Learning: A Review. Int. J. Adv. Manuf. Technol. 2025, 138, 2731–2779. [Google Scholar] [CrossRef]
- Vikram, M.; Uppalapati, S.; Battula, A.; Kasturi, S.B.; Vemanaboina, H.; Kumar, S. Virtual Prédiction of Residual Stresses in Laser Welding Process Using Machine Learning Technique an Industry 4.0 Approach. J. Eur. Systèmes Autom. 2025, 58, 983–990. [Google Scholar] [CrossRef]
- Cai, W.; Jiang, P.; Shu, L.; Geng, S.; Zhou, Q. Real-Time Identification of Molten Pool and Keyhole Using a Deep Learning-Based Semantic Segmentation Approach in Penetration Status Monitoring. J. Manuf. Process. 2022, 76, 695–707. [Google Scholar] [CrossRef]
- Xia, J.; Jin, H. Numerical Modeling of Coupling Thermal–Metallurgical Transformation Phenomena of Structural Steel in the Welding Process. Adv. Eng. Softw. 2018, 115, 66–74. [Google Scholar] [CrossRef]
- Ren, K.; Wang, G.; Di, Y.; Liu, X.; Wang, L.; Rong, Y. A Comprehensive Transformation-Thermomechanical Model on Deformation History in Directed Energy Deposition of High-Speed Steel. Virtual Phys. Prototyp. 2024, 19, e2382164. [Google Scholar] [CrossRef]
- Ozkat, E.C. Photodiode Signal Patterns: Unsupervised Learning for Laser Weld Defect Analysis. Processes 2025, 13, 121. [Google Scholar] [CrossRef]
- Cheng, Z.; Lang, Q.; Zhang, Z.; Song, G.; Liu, L. Study on Microstructure and Stress Distribution of Laser-GTA Narrow Gap Welding Joint of Ti-6Al-4V Titanium Alloy in Medium Plate. Materials 2025, 18, 2937. [Google Scholar] [CrossRef]
- Zinoviev, A.; Zinovieva, O.; Ploshikhin, V.; Romanova, V.; Balokhonov, R. Evolution of Grain Structure during Laser Additive Manufacturing. Simulation by a Cellular Automata Method. Mater. Des. 2016, 106, 321–329. [Google Scholar] [CrossRef]
- Rappaz, M.; Gandin, C.-A. Probabilistic Modelling of Microstructure Formation in Solidification Processes. Acta Metall. Mater. 1993, 41, 345–360. [Google Scholar] [CrossRef]
- Steinbach, I.; Pezzolla, F.; Nestler, B.; Seeßelberg, M.; Prieler, R.; Schmitz, G.J.; Rezende, J.L.L. A Phase Field Concept for Multiphase Systems. Phys. D Nonlinear Phenom. 1996, 94, 135–147. [Google Scholar] [CrossRef]
- Boettinger, W.J.; Warren, J.A.; Beckermann, C.; Karma, A. Phase-Field Simulation of Solidification. Annu. Rev. Mater. Res. 2002, 32, 163–194. [Google Scholar] [CrossRef]
- Takaki, T.; Sakane, S.; Ohno, M.; Shibuta, Y.; Shimokawabe, T.; Aoki, T. Primary Arm Array during Directional Solidification of a Single-Crystal Binary Alloy: Large-Scale Phase-Field Study. Acta Mater. 2016, 118, 230–243. [Google Scholar] [CrossRef]
- Denlinger, E.R.; Irwin, J.; Michaleris, P. Thermomechanical Modeling of Additive Manufacturing Large Parts. J. Manuf. Sci. Eng. 2014, 136, 061007. [Google Scholar] [CrossRef]
- Smith, J.; Xiong, W.; Yan, W.; Lin, S.; Cheng, P.; Kafka, O.L.; Wagner, G.J.; Cao, J.; Liu, W.K. Linking Process, Structure, Property, and Performance for Metal-Based Additive Manufacturing: Computational Approaches with Experimental Support. Comput. Mech. 2016, 57, 583–610. [Google Scholar] [CrossRef]
- Gunasegaram, D.R.; Murphy, A.B.; Matthews, M.J.; DebRoy, T. The Case for Digital Twins in Metal Additive Manufacturing. J. Phys. Mater. 2021, 4, 040401. [Google Scholar] [CrossRef]
- Liu, C.; Le Roux, L.; Körner, C.; Tabaste, O.; Lacan, F.; Bigot, S. Digital Twin-Enabled Collaborative Data Management for Metal Additive Manufacturing Systems. J. Manuf. Syst. 2022, 62, 857–874. [Google Scholar] [CrossRef]
- Schweichhart, K. Reference Architectural Model Industrie 4.0 (RAMI 4.0). Available online: https://www.google.com.hk/url?sa=t&source=web&rct=j&opi=89978449&url=https://ec.europa.eu/futurium/en/system/files/ged/a2-schweichhart-reference_architectural_model_industrie_4.0_rami_4.0.pdf&ved=2ahUKEwjZg6Xc3vqQAxWdh1YBHURMMh0QFnoECAwQAQ&usg=AOvVaw1yVPf1jZxQ693aw0BuUEQE (accessed on 16 November 2025).
- Herzog, D.; Seyda, V.; Wycisk, E.; Emmelmann, C. Additive Manufacturing of Metals. Acta Mater. 2016, 117, 371–392. [Google Scholar] [CrossRef]
- Brandl, E.; Heckenberger, U.; Holzinger, V.; Buchbinder, D. Additive Manufactured AlSi10Mg Samples Using Selective Laser Melting (SLM): Microstructure, High Cycle Fatigue, and Fracture Behavior. Mater. Des. 2012, 34, 159–169. [Google Scholar] [CrossRef]
- Liu, S.; Shin, Y.C. Additive Manufacturing of Ti6Al4V Alloy: A Review. Mater. Des. 2019, 164, 107552. [Google Scholar] [CrossRef]
- Murr, L.E.; Gaytan, S.M.; Ramirez, D.A.; Martinez, E.; Hernandez, J.; Amato, K.N.; Shindo, P.W.; Medina, F.R.; Wicker, R.B. Metal Fabrication by Additive Manufacturing Using Laser and Electron Beam Melting Technologies. J. Mater. Sci. Technol. 2012, 28, 1–14. [Google Scholar] [CrossRef]
- Lee, S.; Park, C.; Lim, Y.; Kwon, H. Influences of Laser Surface Alloying with Niobium (Nb) on the Corrosion Resistance of Zircaloy-4. J. Nucl. Mater. 2003, 321, 177–183. [Google Scholar] [CrossRef]
- Xie, S.; Meng, R.; Shi, T.; Yu, Y.; Liu, J.; Guo, Y.; Qiu, J.; Liu, W.; Yun, D. Effect of Laser Surface Treatment on the Corrosion Resistance of Zircaloy-4 at High Temperature. Appl. Sci. 2024, 14, 4977. [Google Scholar] [CrossRef]
- Collins, P.C.; Brice, D.A.; Samimi, P.; Ghamarian, I.; Fraser, H.L. Microstructural Control of Additively Manufactured Metallic Materials. Annu. Rev. Mater. Res. 2016, 46, 63–91. [Google Scholar] [CrossRef]
- Frazier, W.E. Metal Additive Manufacturing: A Review. J. Mater. Eng. Perform. 2014, 23, 1917–1928. [Google Scholar] [CrossRef]
- Sames, W.J.; List, F.A.; Pannala, S.; Dehoff, R.R.; Babu, S.S. The Metallurgy and Processing Science of Metal Additive Manufacturing. Int. Mater. Rev. 2016, 61, 315–360. [Google Scholar] [CrossRef]
- Reisch, R.T.; Janisch, L.; Tresselt, J.; Kamps, T.; Knoll, A. Prescriptive Analytics—A Smart Manufacturing System for First-Time-Right Printing in Wire Arc Additive Manufacturing Using a Digital Twin. Procedia CIRP 2023, 118, 759–764. [Google Scholar] [CrossRef]
- Bevans, B.D.; Carrington, A.; Riensche, A.; Tenequer, A.; Barrett, C.; Halliday, H.; Srinivasan, R.; Cole, K.D.; Rao, P. Digital Twins for Rapid In-Situ Qualification of Part Quality in Laser Powder Bed Fusion Additive Manufacturing. Addit. Manuf. 2024, 93, 104415. [Google Scholar] [CrossRef]
- Figueroa, B.S.; Araújo, L.; Alvares, A. Development of a Digital Twin for a Laser Metal Deposition (LMD) Additive Manufacturing Cell. In Advances in Automation and Robotics Research; Cardona, M.N., Baca, J., Garcia, C., Carrera, I.G., Martinez, C., Eds.; Lecture Notes in Networks and Systems; Springer Nature: Cham, Switzerland, 2024; Volume 940, pp. 68–76. ISBN 978-3-031-54762-1. [Google Scholar]
- Mukherjee, T.; DebRoy, T. A Digital Twin for Rapid Qualification of 3D Printed Metallic Components. Appl. Mater. Today 2019, 14, 59–65. [Google Scholar] [CrossRef]
- Ion, J. Laser Processing of Engineering Materials; Elsevier: Oxford, UK, 2005. [Google Scholar]
- Rachmawati, S.M.; Putra, M.A.P.; Lee, J.M.; Kim, D.S. Digital Twin-Enabled 3D Printer Fault Detection for Smart Additive Manufacturing. Eng. Appl. Artif. Intell. 2023, 124, 106430. [Google Scholar] [CrossRef]
- Gibson, I.; Rosen, D.; Stucker, B. Additive Manufacturing Technologies: 3D Printing, Rapid Prototyping, and Direct Digital Manufacturing; Springer: New York, NY, USA, 2015; ISBN 978-1-4939-2112-6. [Google Scholar]
- ISO 23704-3; Cyber-Physical Systems—Reference Architecture—Part 3: Digital Twin Manufacturing Framework. International Organization for Standardization: Geneva, Switzerland, 2023.
- ISO 23247; Framework for Digital Twin Manufacturing. International Organization for Standardization: Geneva, Switzerland, 2021.
- Kruth, J.-P.; Levy, G.; Klocke, F.; Childs, T.H.C. Consolidation Phenomena in Laser and Powder-Bed Based Layered Manufacturing. CIRP Ann. 2007, 56, 730–759. [Google Scholar] [CrossRef]
- Hann, D.B.; Iammi, J.; Folkes, J. A Simple Methodology for Predicting Laser-Weld Properties from Material and Laser Parameters. J. Phys. D Appl. Phys. 2011, 44, 445401. [Google Scholar] [CrossRef]
- Tian, Y.; McAllister, D.; Colijn, H.; Mills, M.; Farson, D.; Nordin, M.; Babu, S. Rationalization of Microstructure Heterogeneity in INCONEL 718 Builds Made by the Direct Laser Additive Manufacturing Process. Metall. Mater. Trans. A 2014, 45, 4470–4483. [Google Scholar] [CrossRef]
- Seifi, M.; Salem, A.; Beuth, J.; Harrysson, O.; Lewandowski, J.J. Overview of Materials Qualification Needs for Metal Additive Manufacturing. JOM 2016, 68, 747–764. [Google Scholar] [CrossRef]
- Lewandowski, J.J.; Seifi, M. Metal Additive Manufacturing: A Review of Mechanical Properties. Annu. Rev. Mater. Res. 2016, 46, 151–186. [Google Scholar] [CrossRef]
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2025 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).