
Changes in Areal Surface Textures Due to Ball Burnishing


Abstract
:1. Introduction
2. Materials and Methods
3. Results and Discussion
4. Conclusions
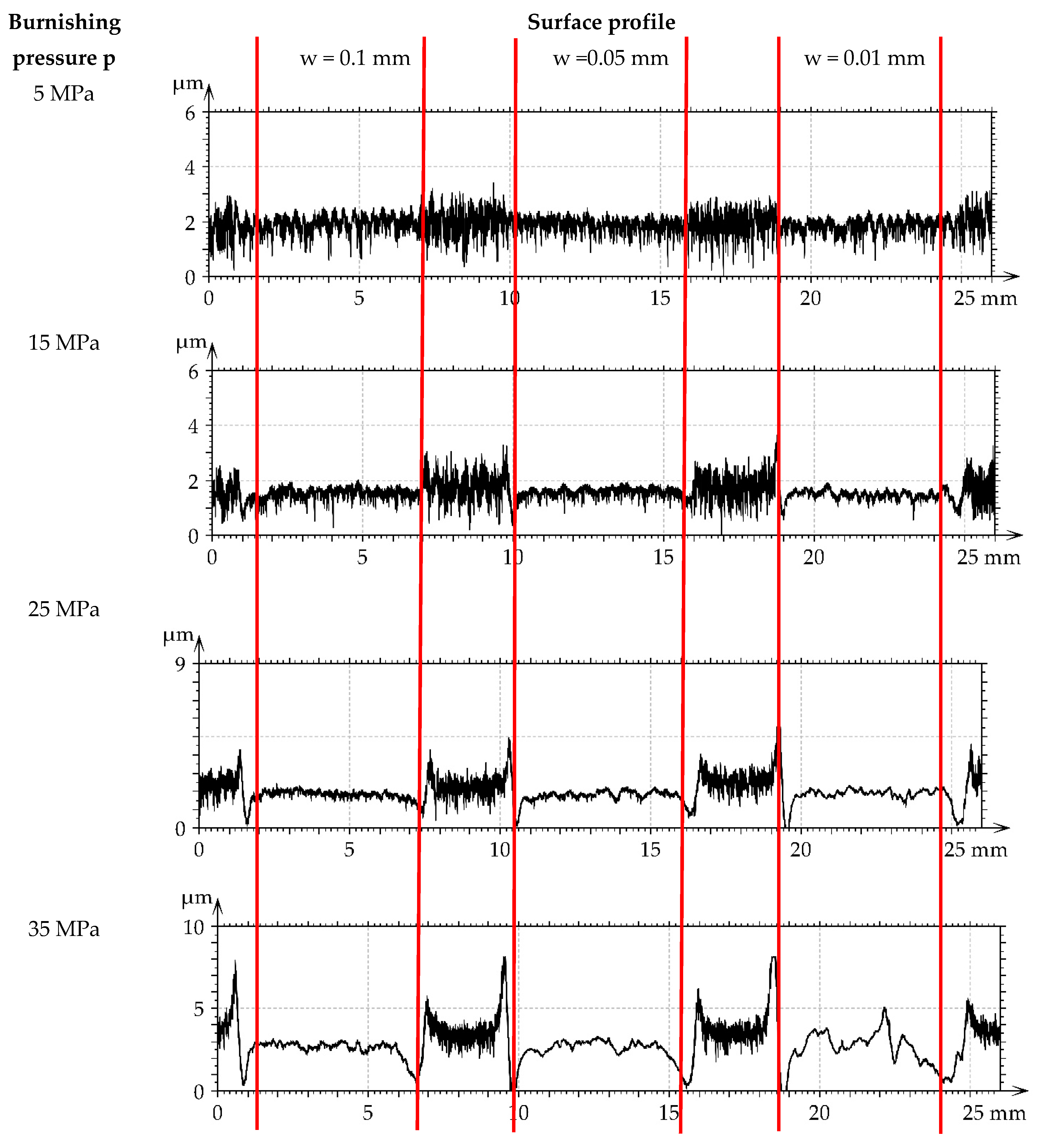
- It was found that ball burnishing led to a decrease in surface height of up to 94%. These changes were larger for the higher amplitude of the surface texture prior to burnishing.
- Due to ball burnishing hybrid parameters, Sdq, Sdr, and the mean peak curvature Spc decreased. The character of changes in the spatial parameters Sal and Str depended on the surface texture before burnishing. The increase in the burnishing pressure led to greater changes in spatial parameters.
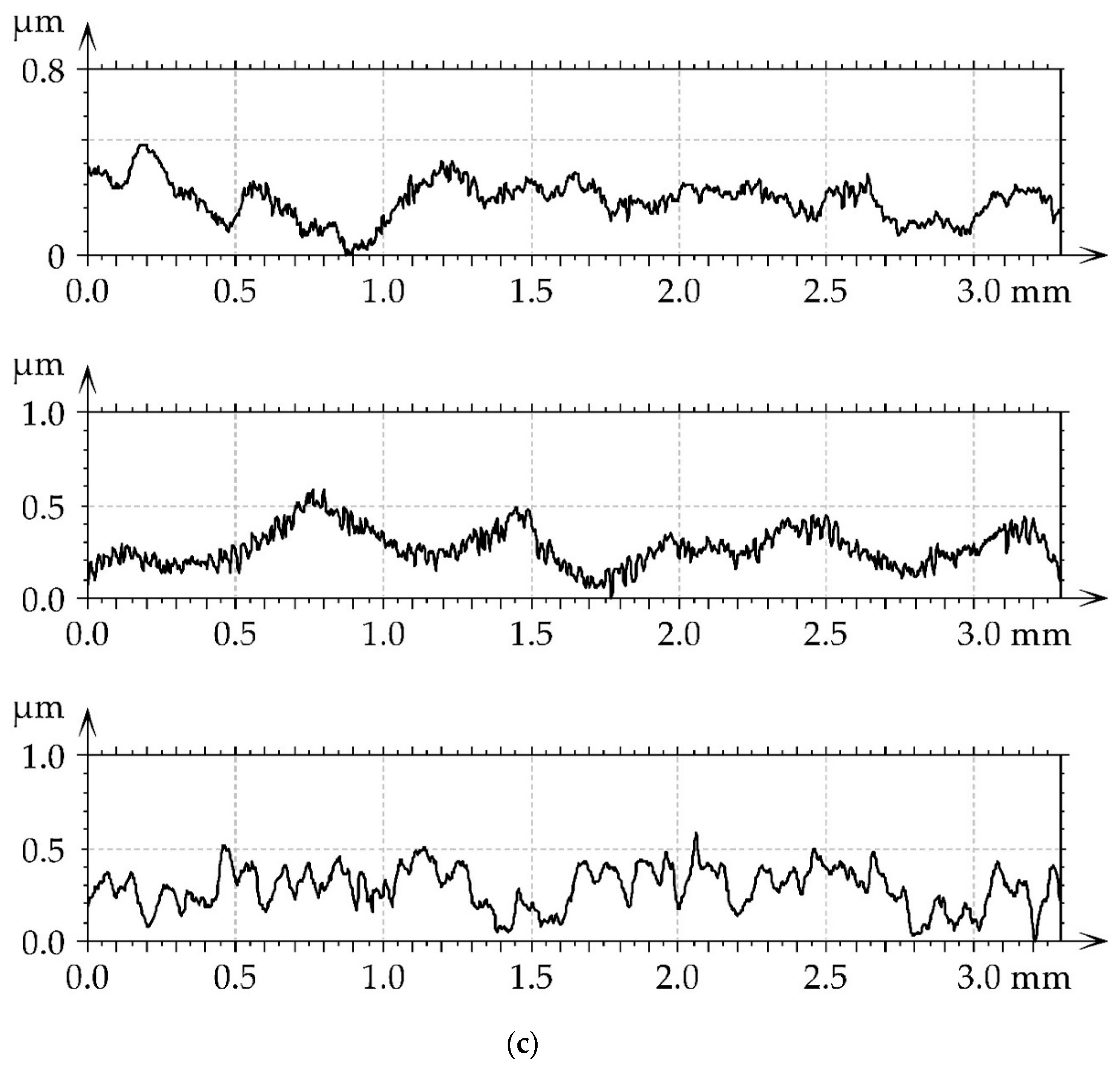
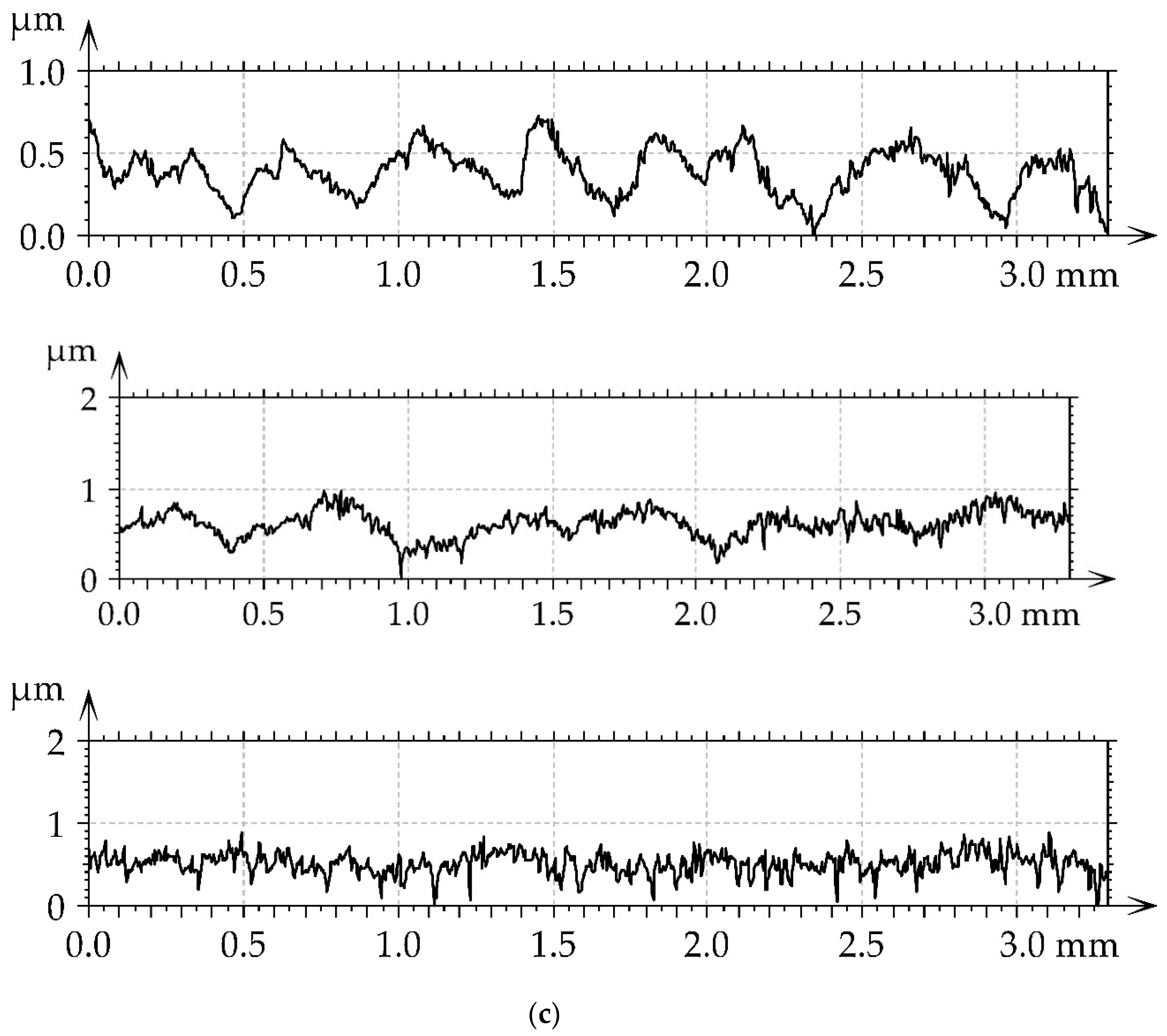
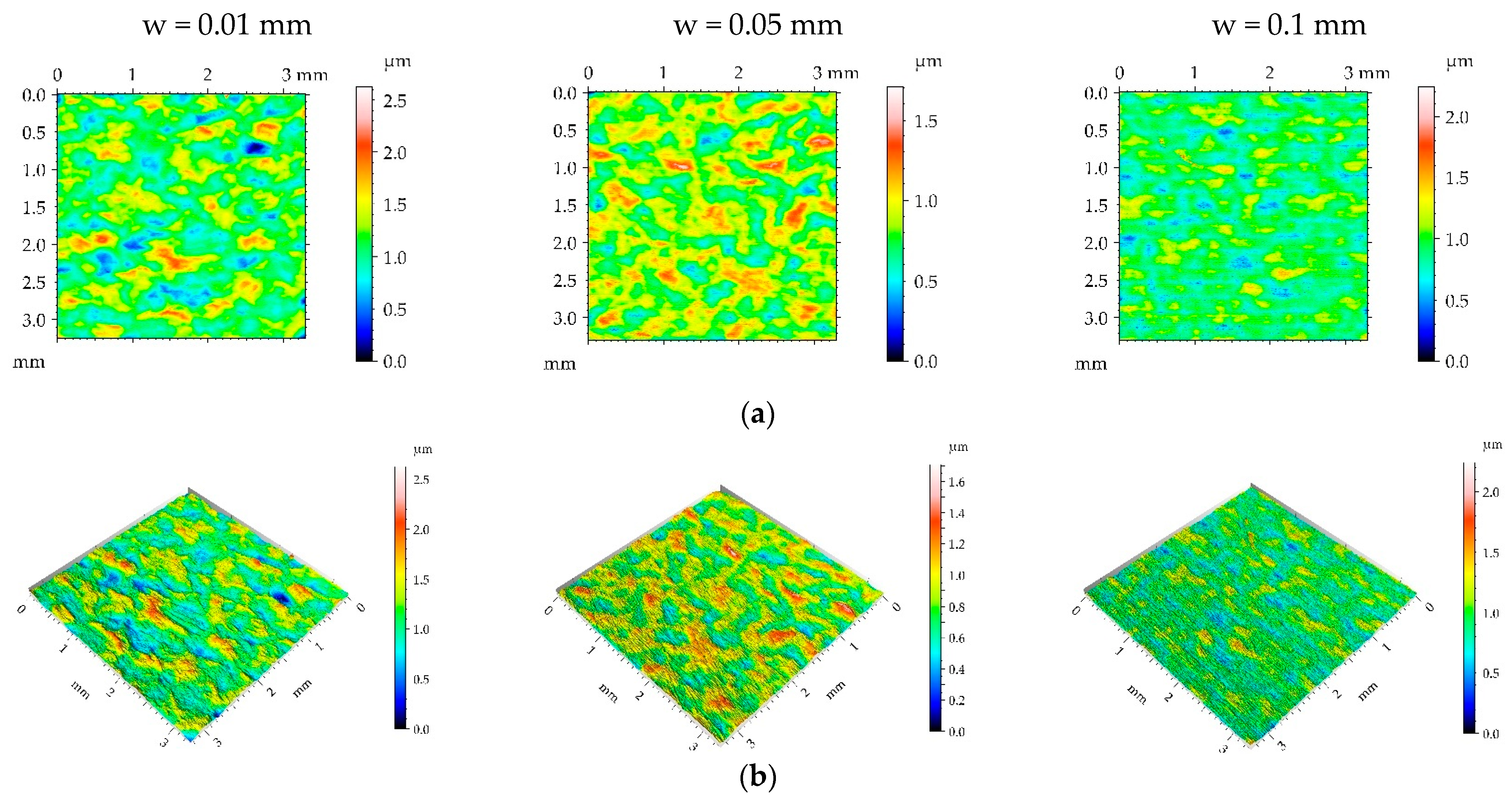
- The burnished surfaces without traces of the initial texture before burnishing had a random or random-deterministic character. They are characterized typically by Sal parameter values between 0.1 and 0.2 mm and Str parameter values between 0.45 and 0.6.
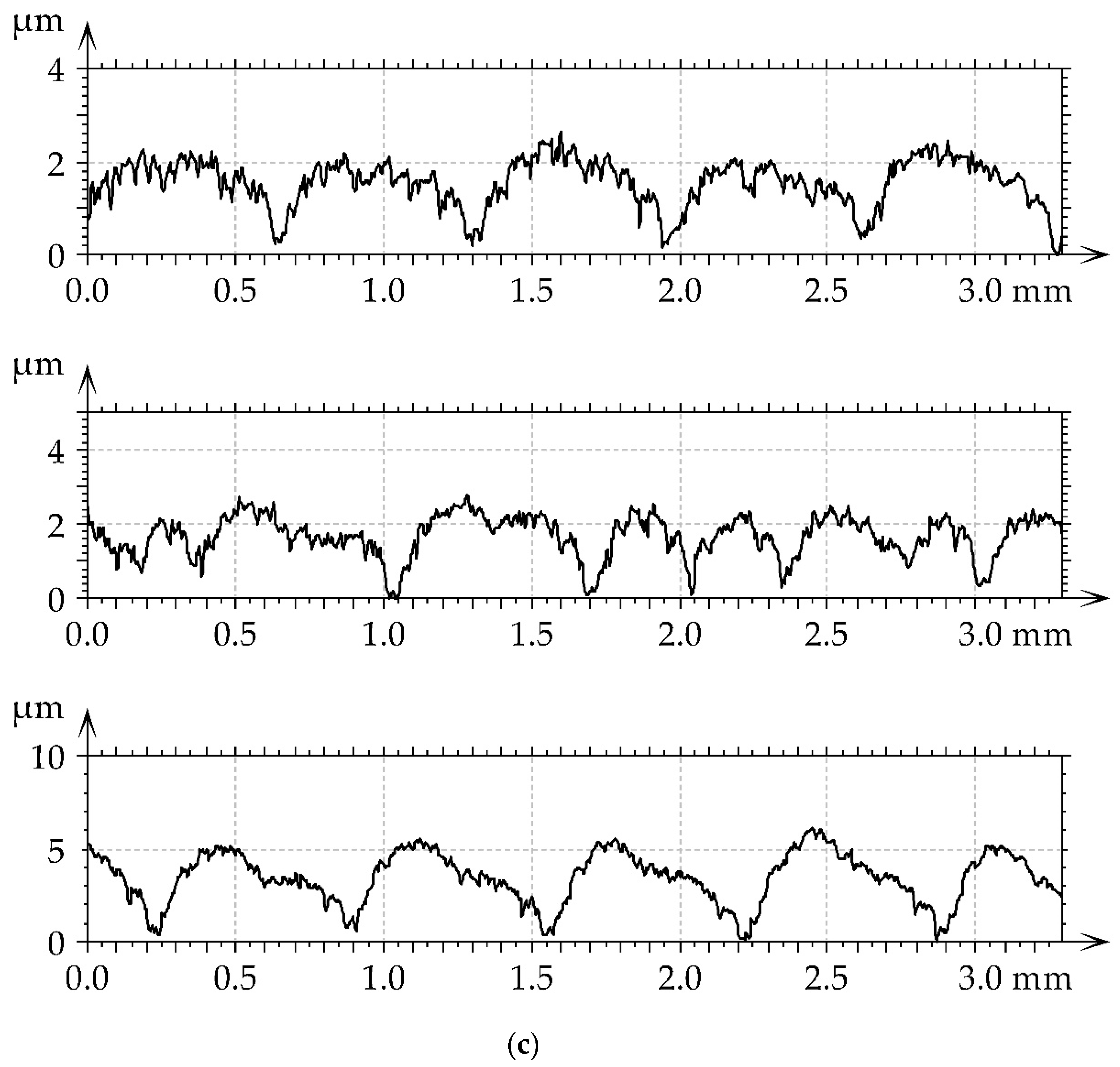
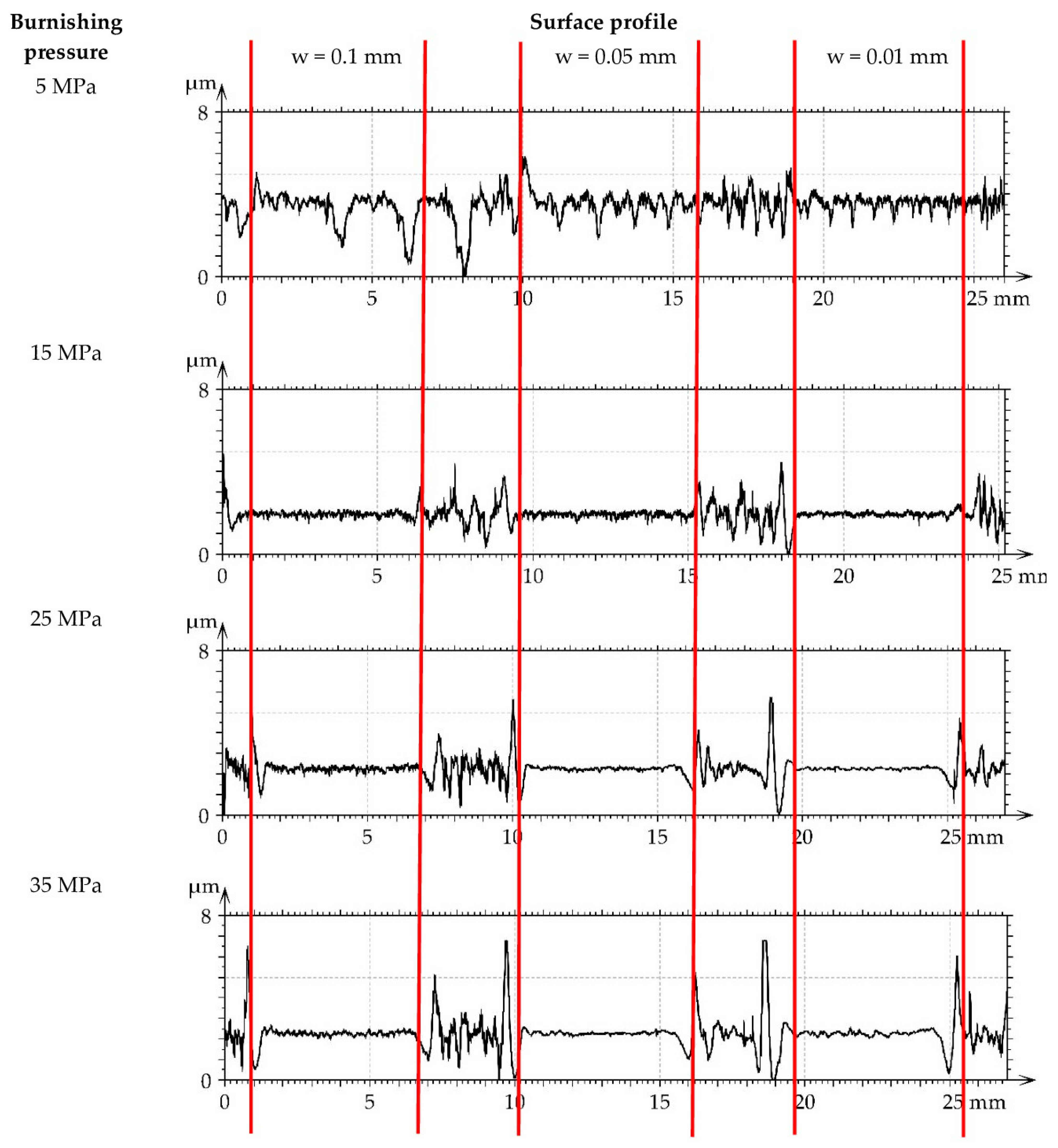
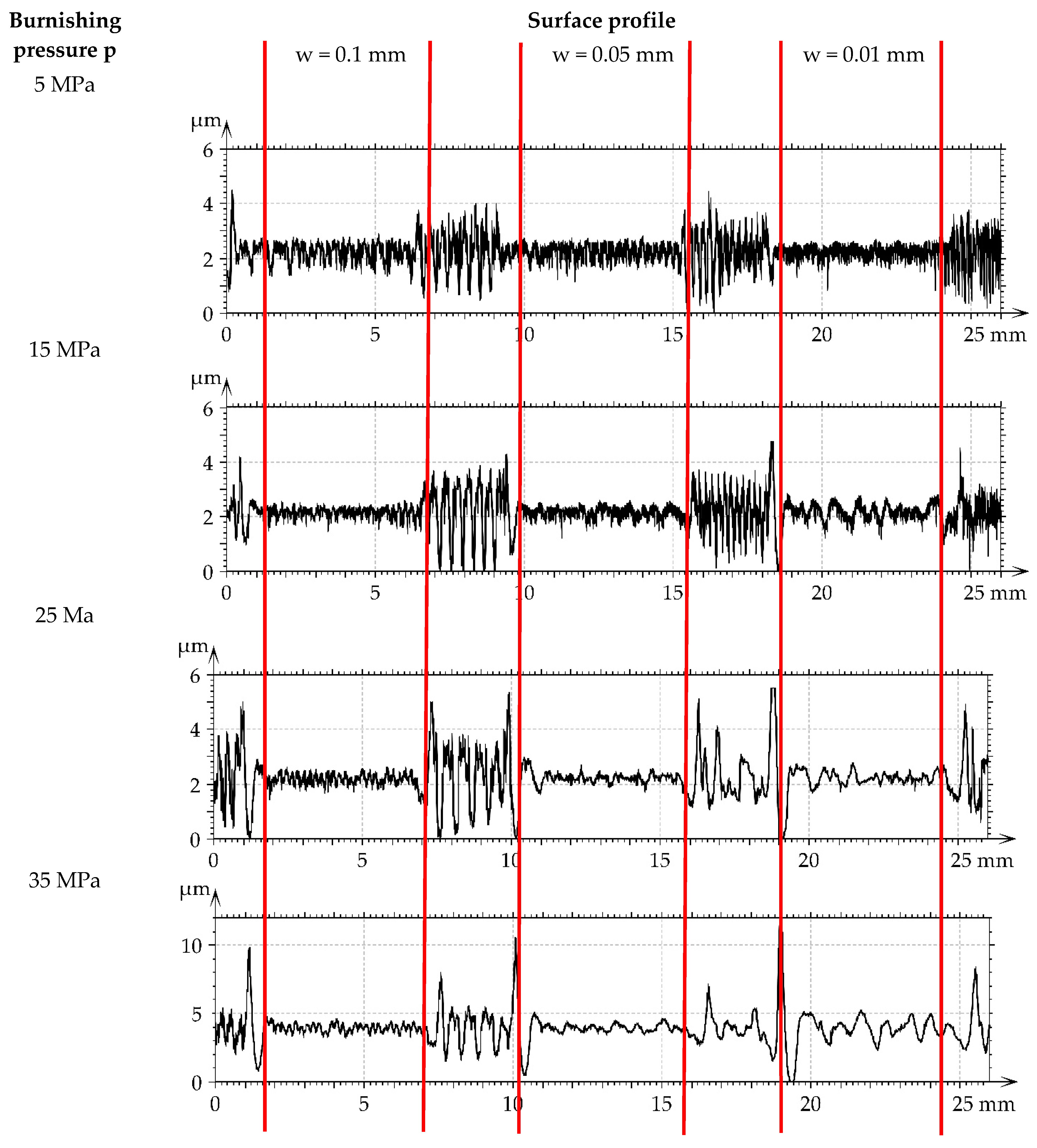
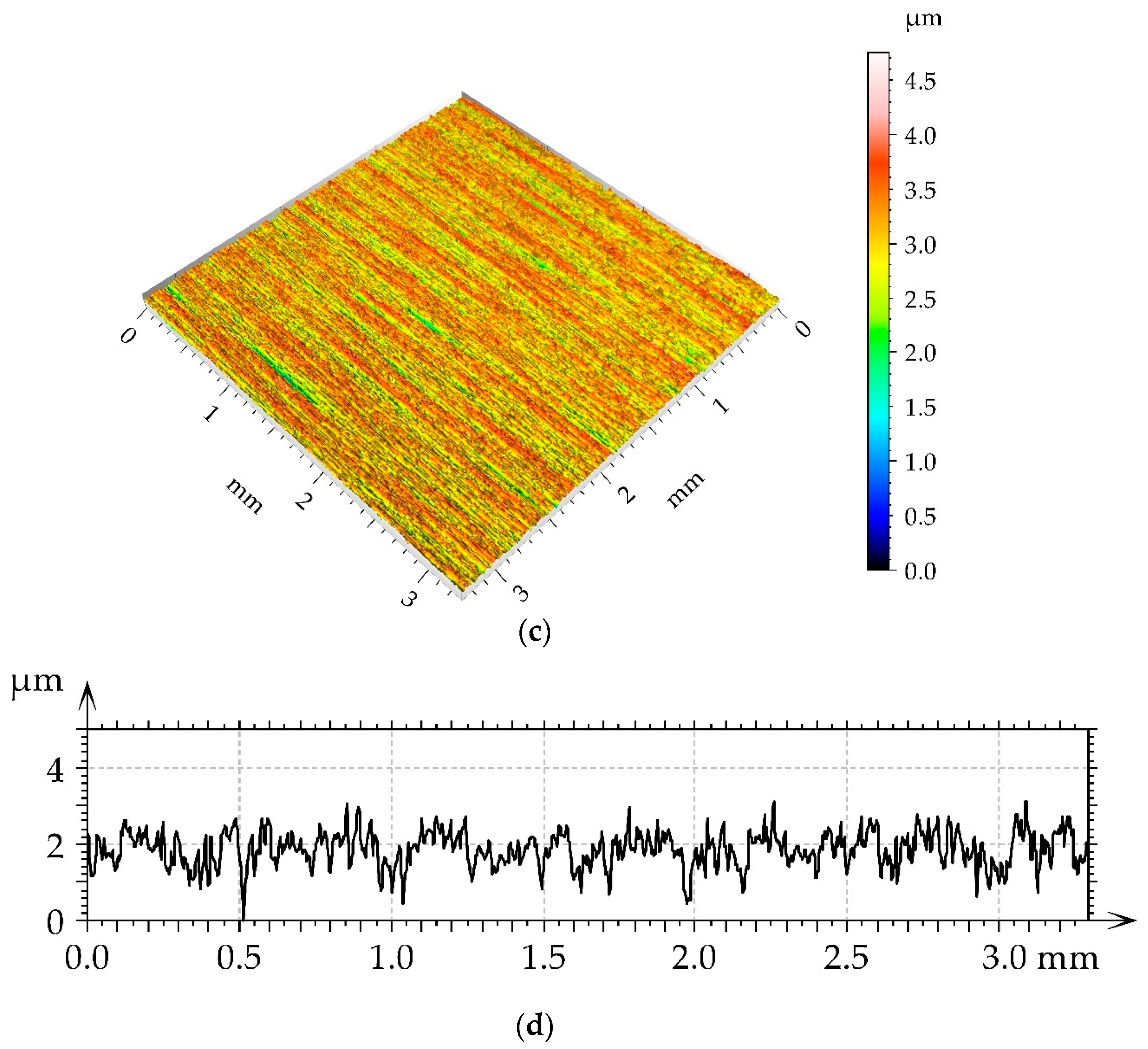
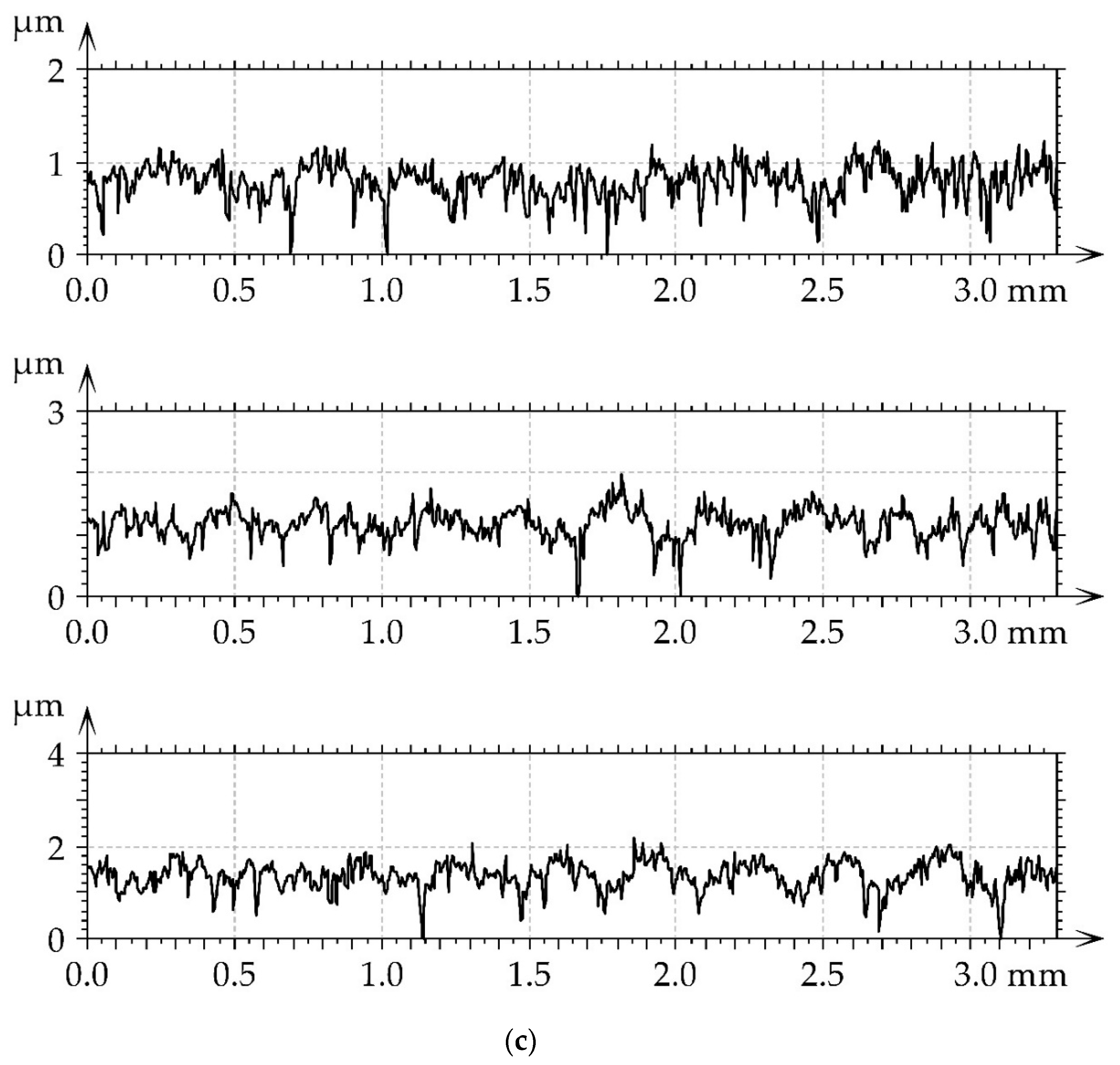
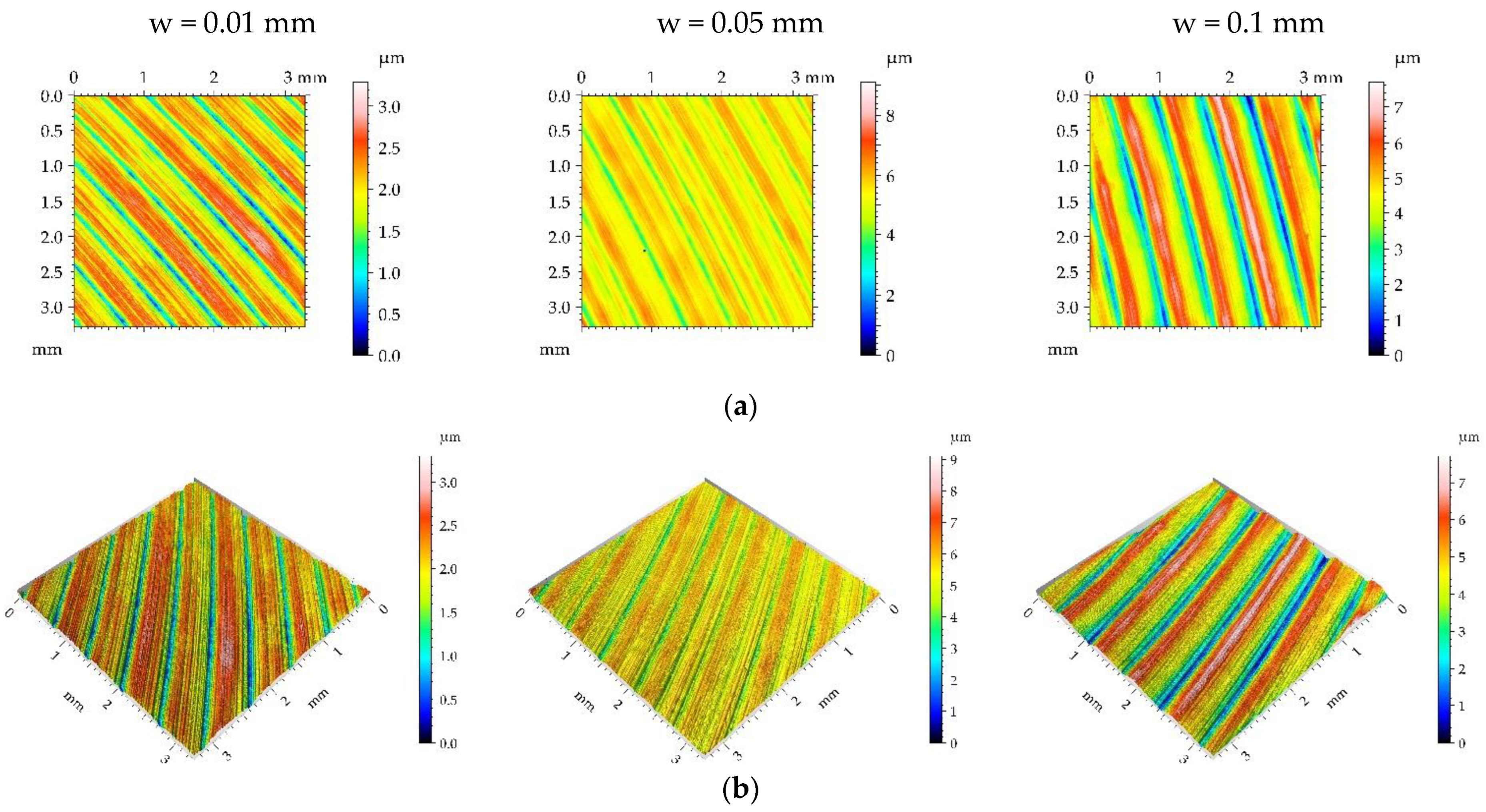
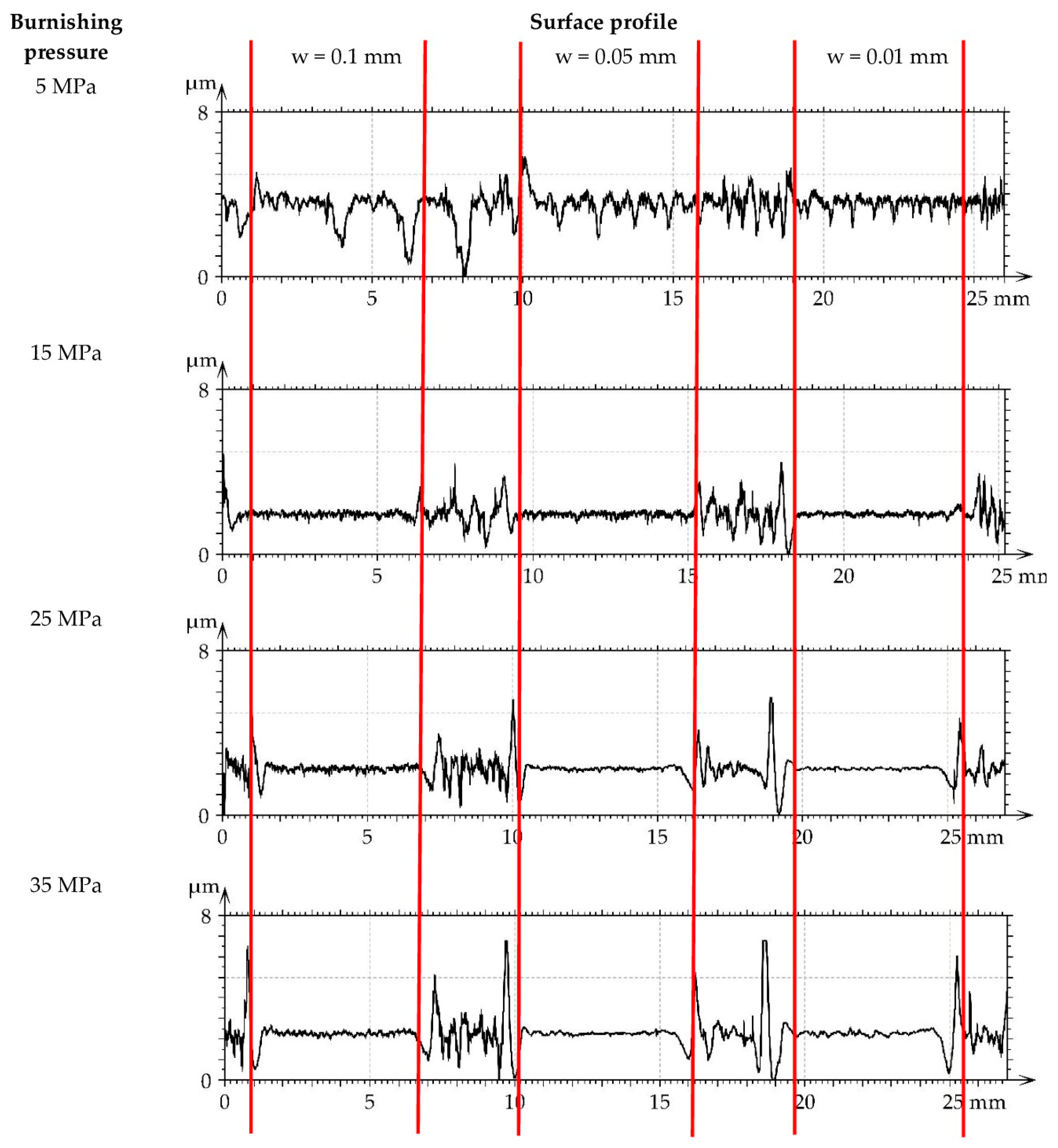
- The effect of burnishing pressure on the height of the surface texture depended on the type of surface texture before burnishing. For a rough milled surface with a large correlation length, the increase in pressure from 5 to 35 MPa led to surface smoothing. For surfaces after milling and grinding of smaller roughness height and low correlation length, the burnishing pressures of 15 and 25 MPa caused the smallest amplitudes of surface textures. A further increase in burnishing pressure to 35 MPa led to an increase in roughness height.
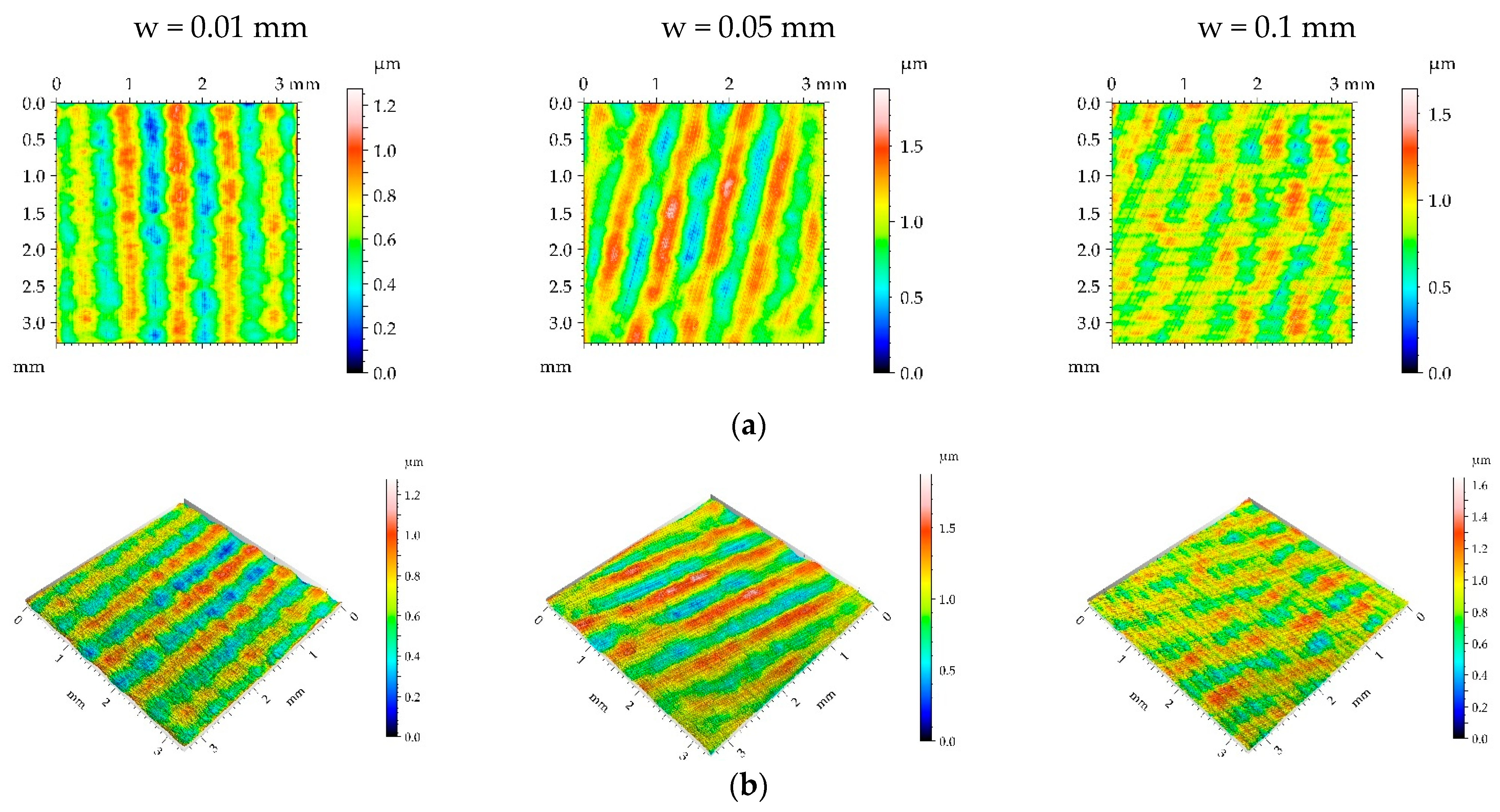
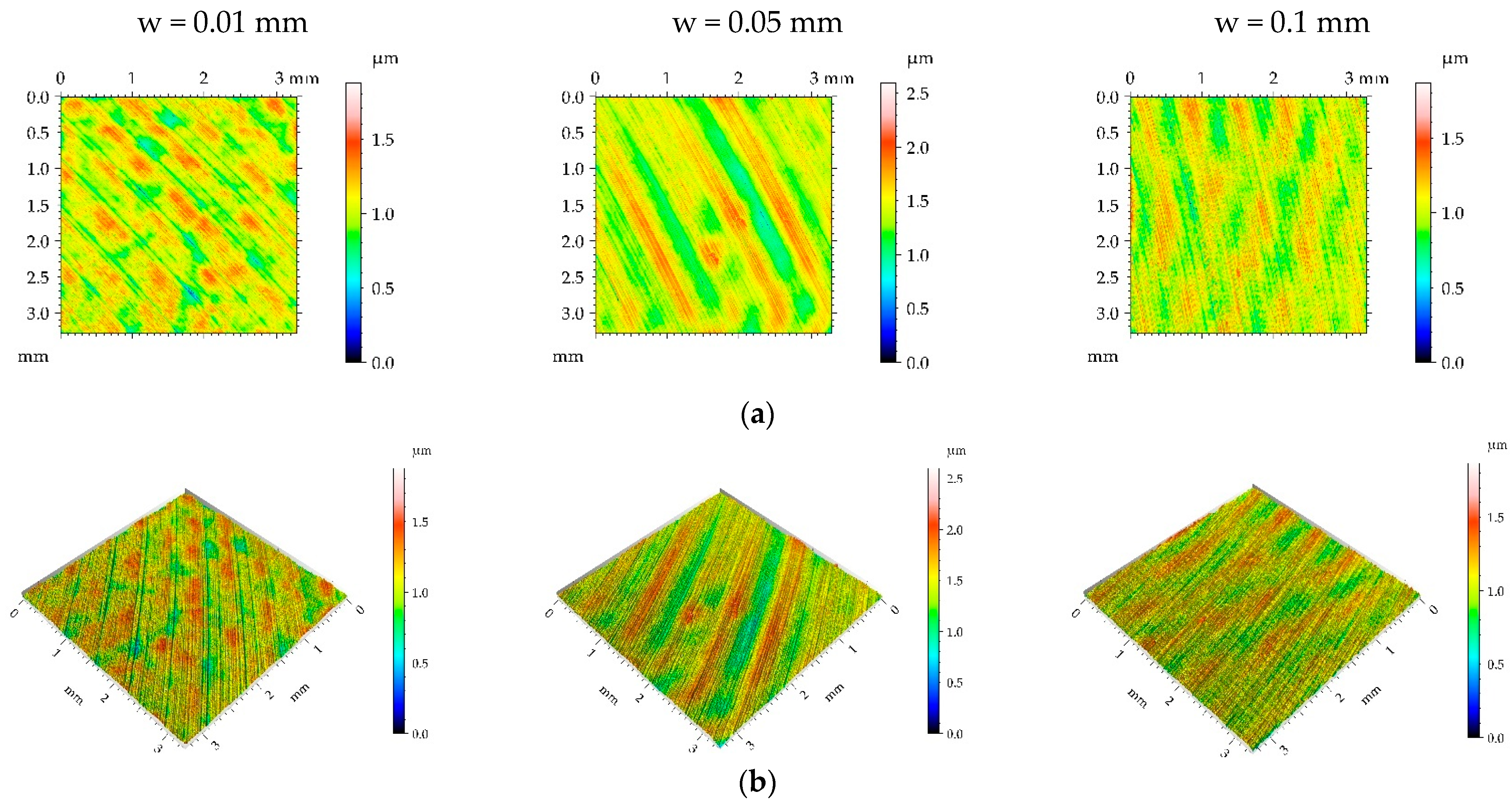
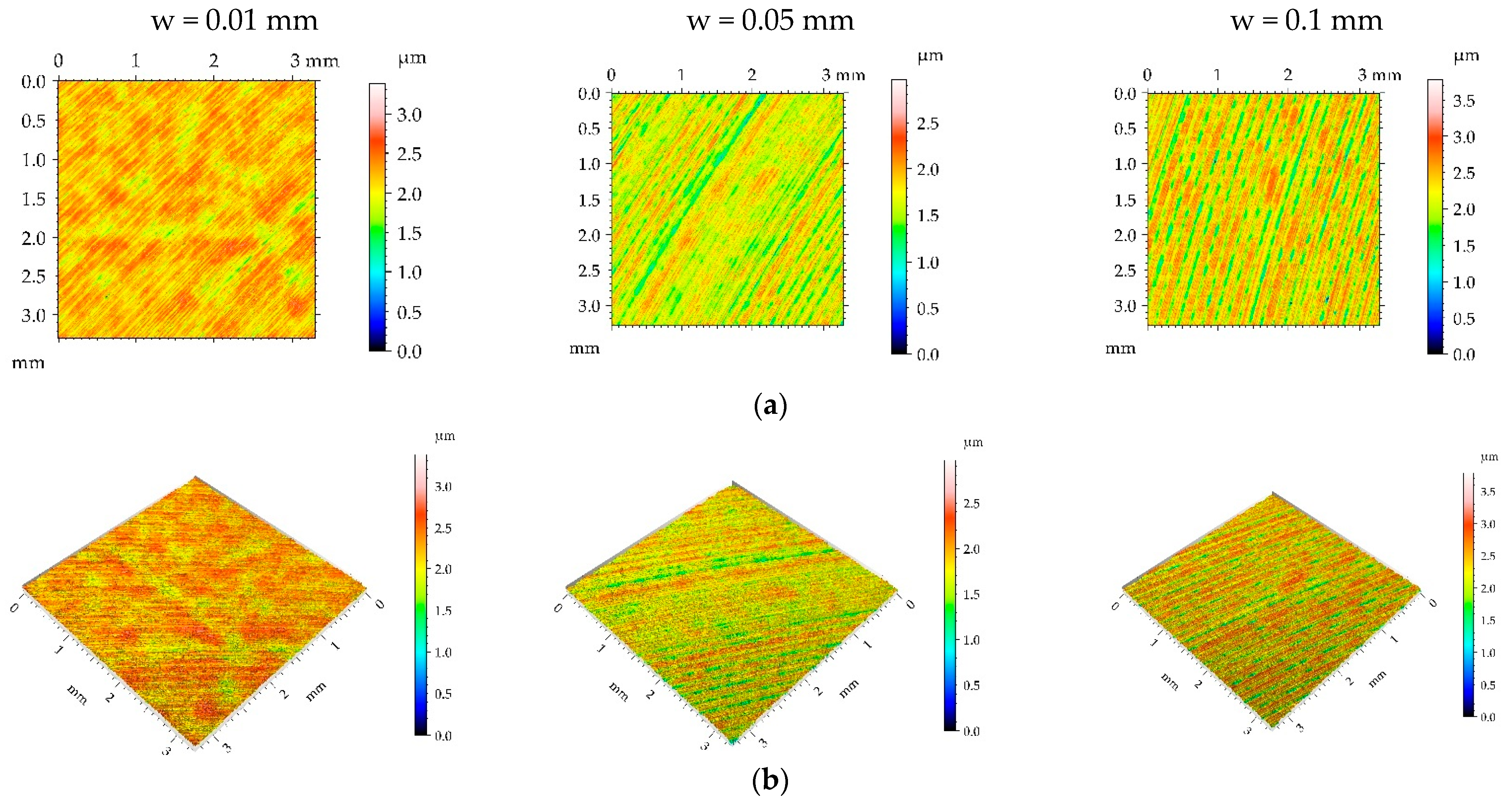
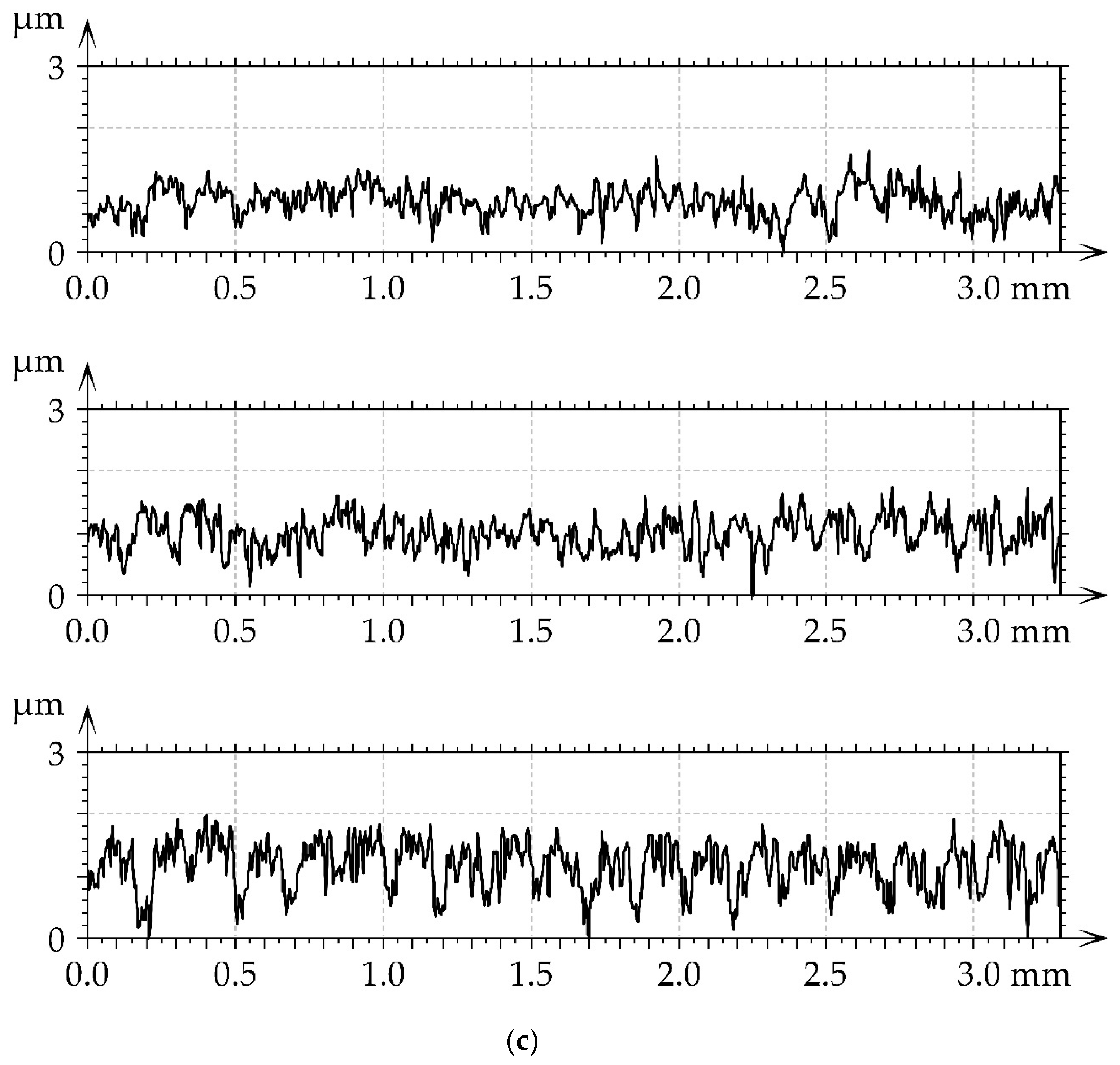
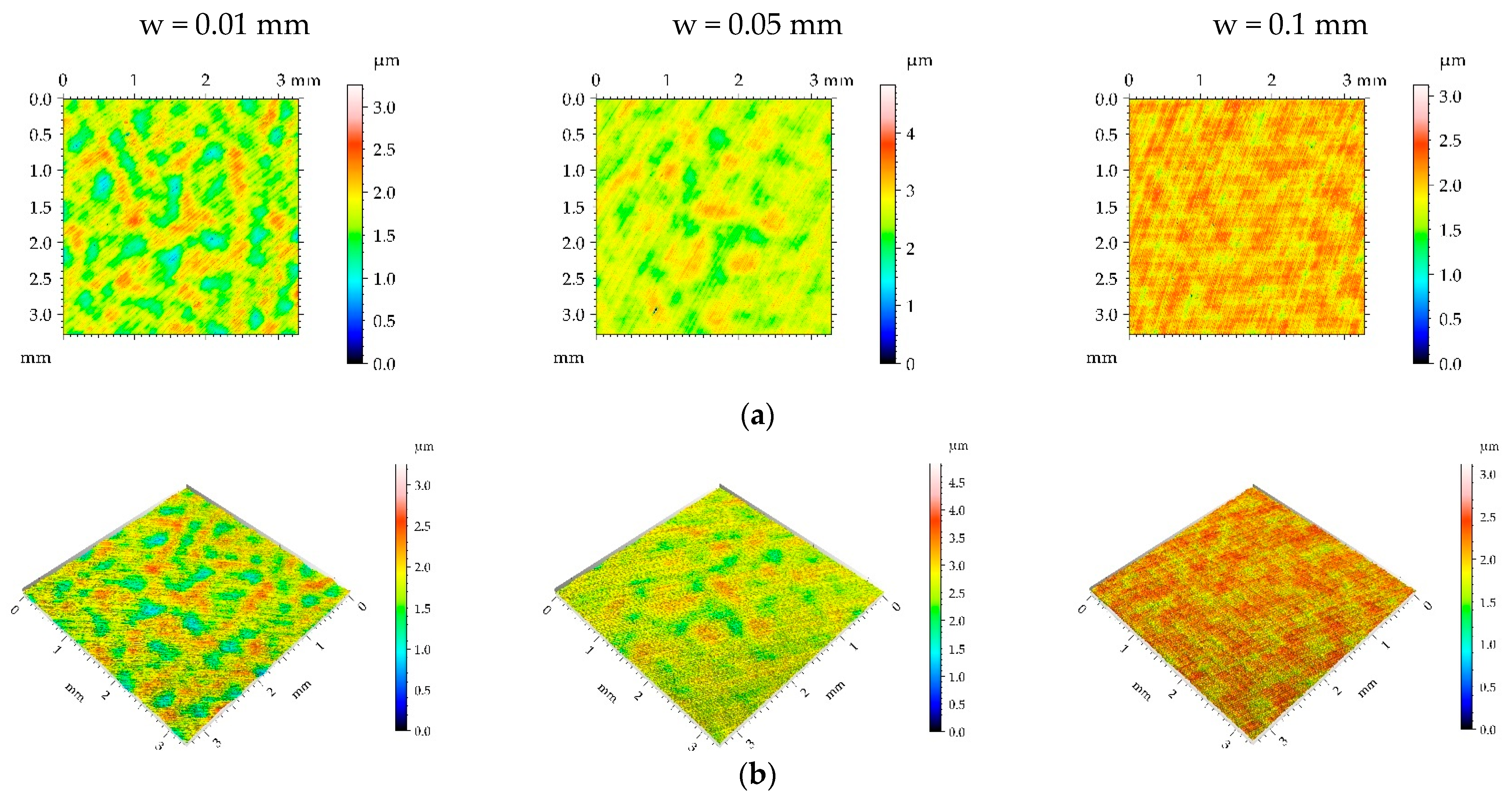
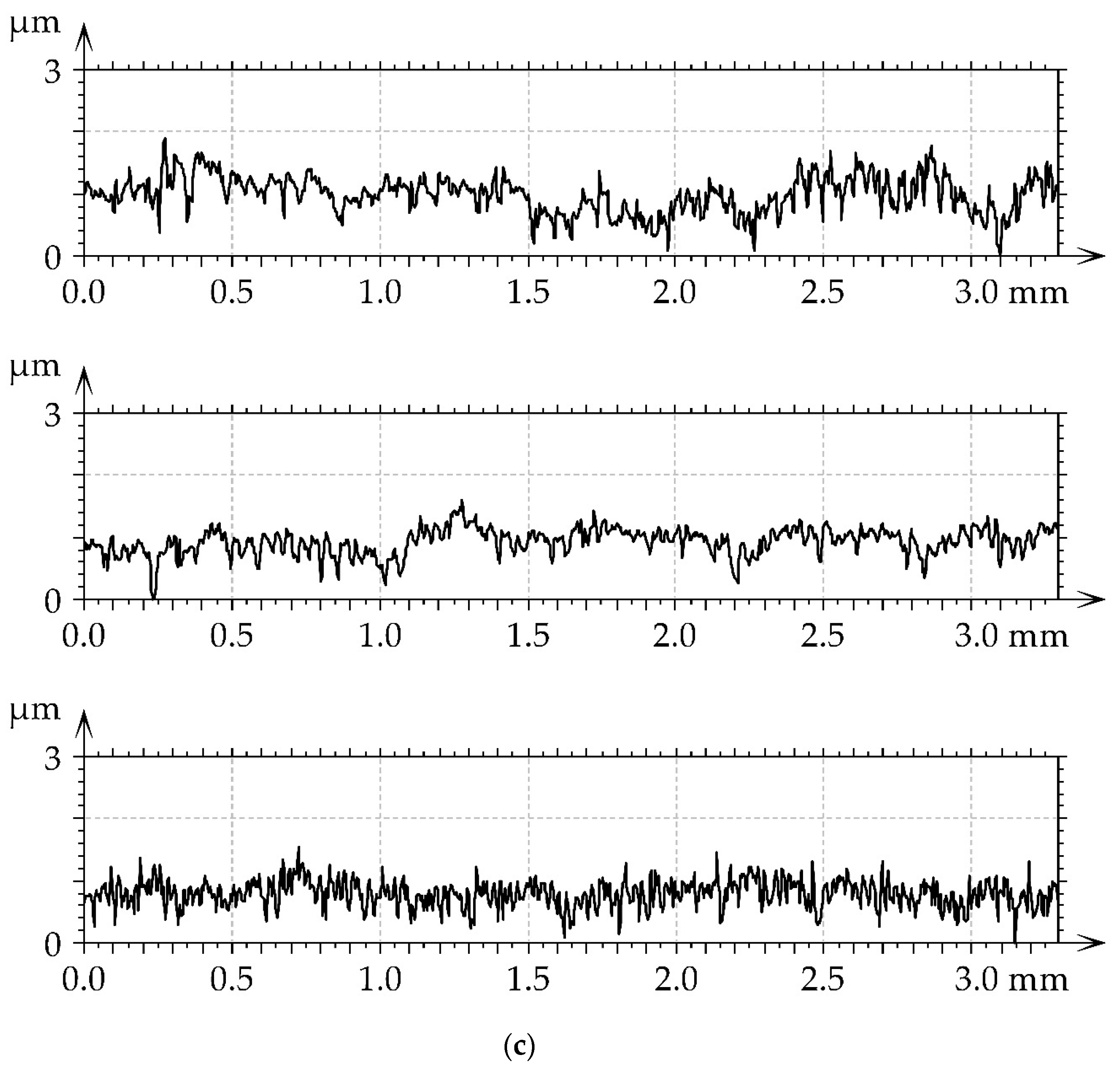
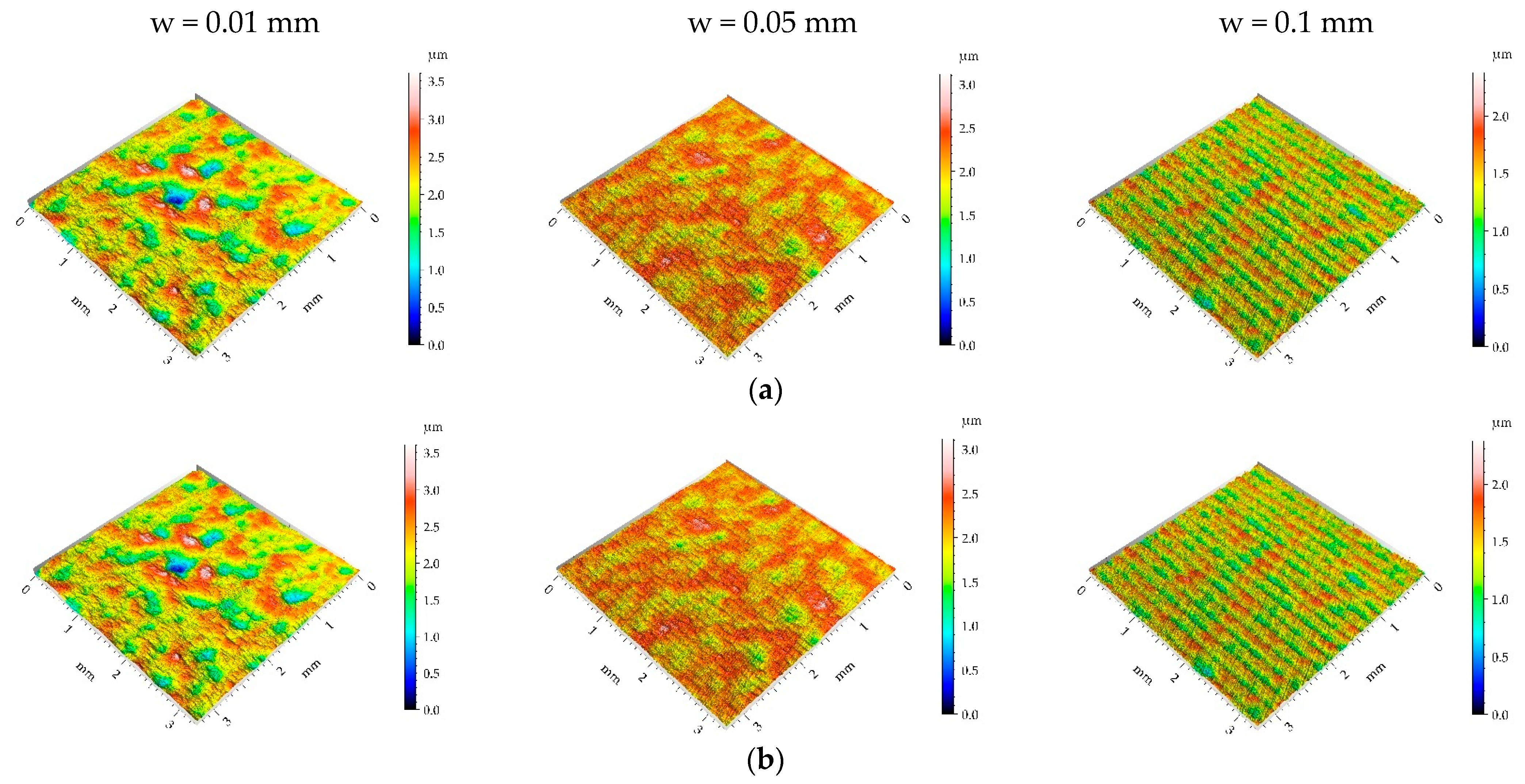
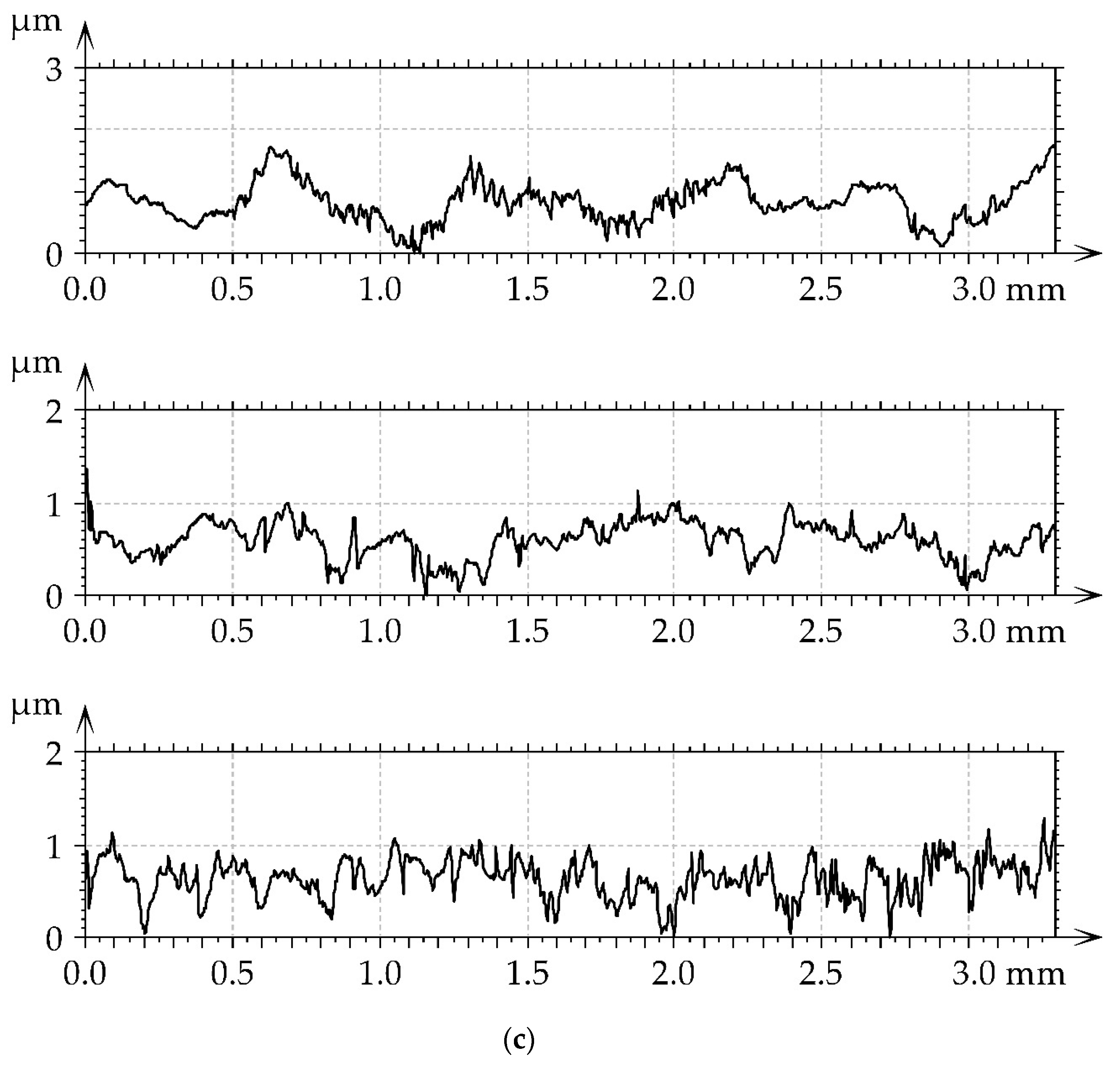
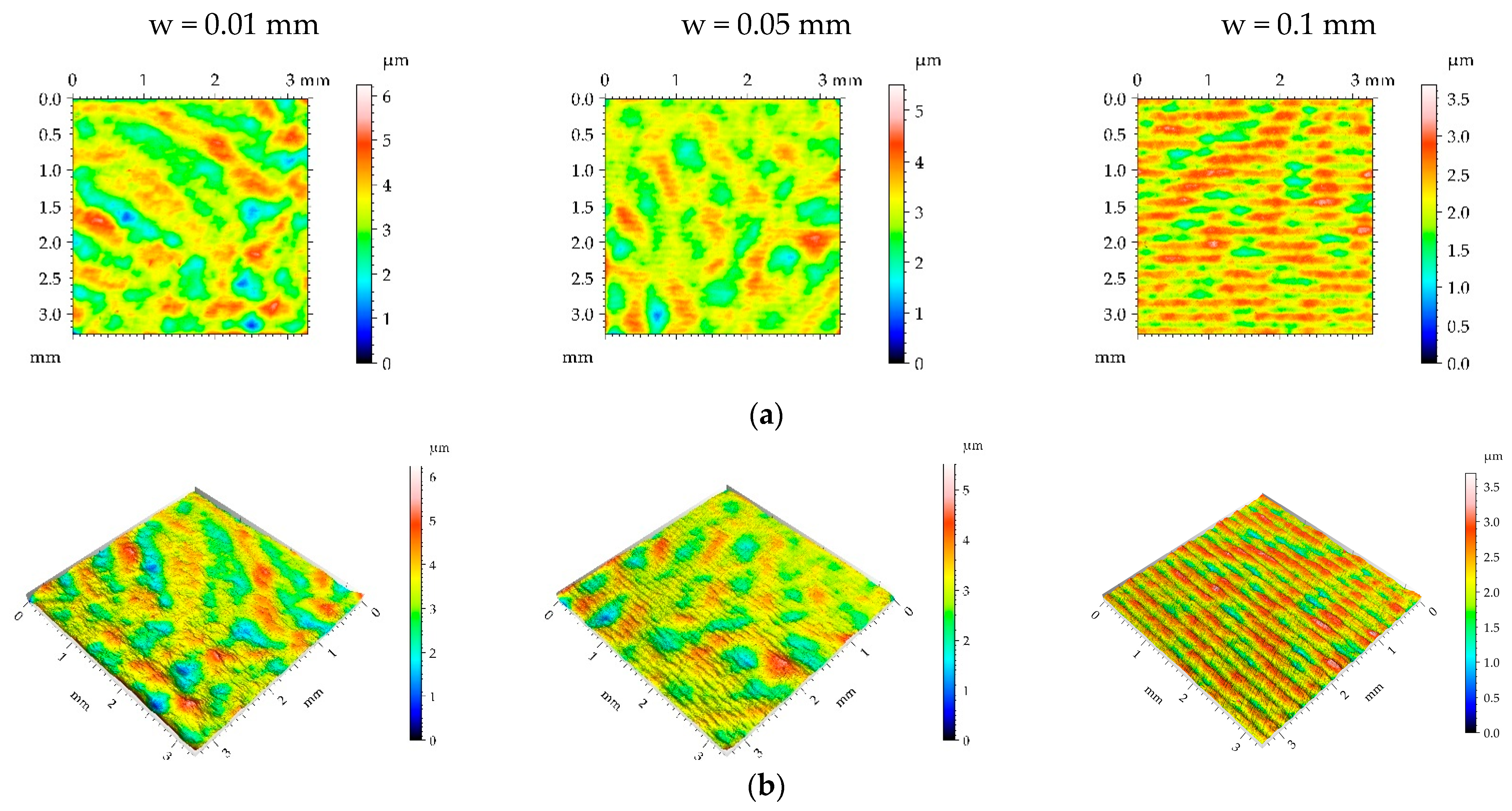
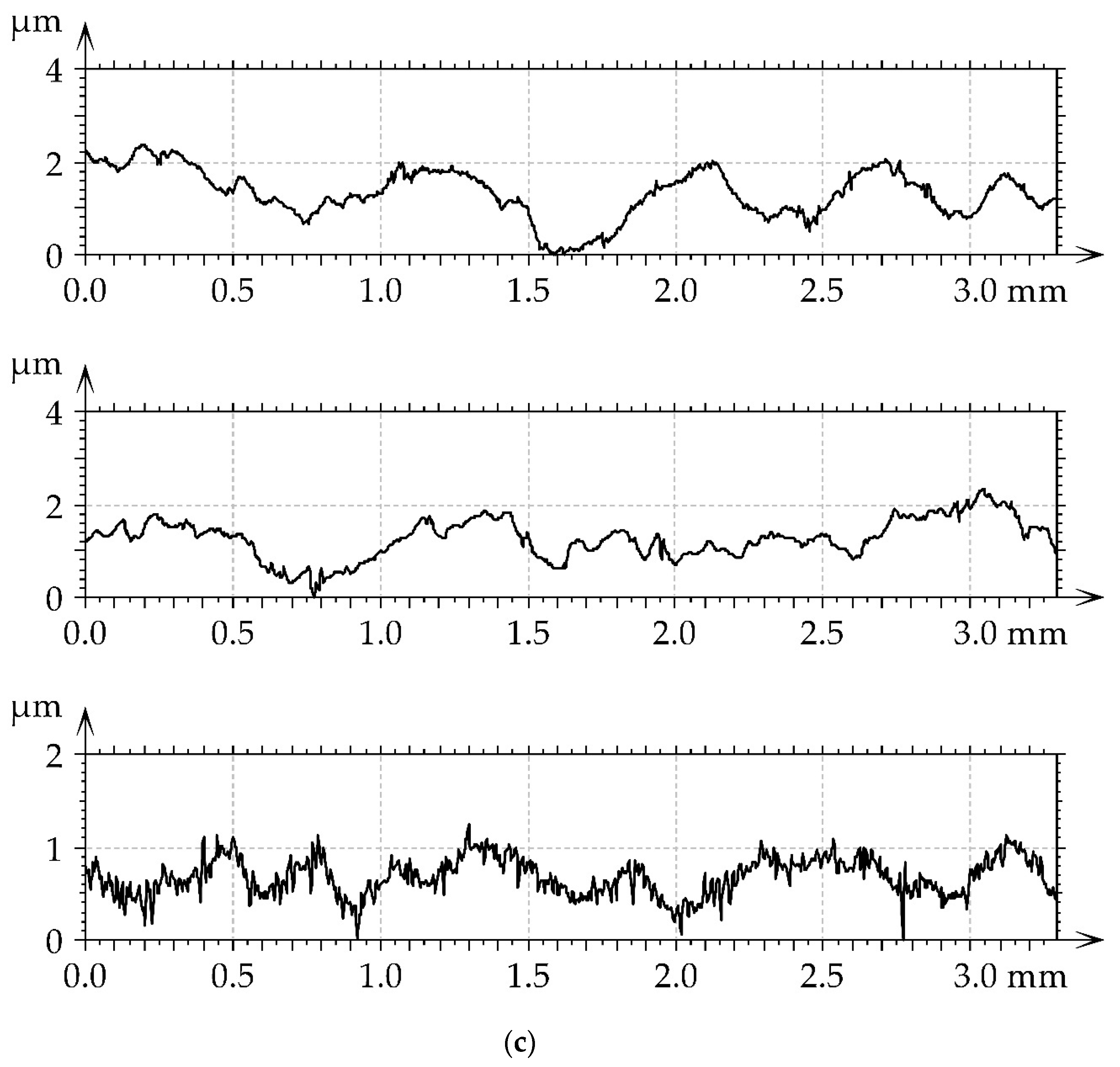
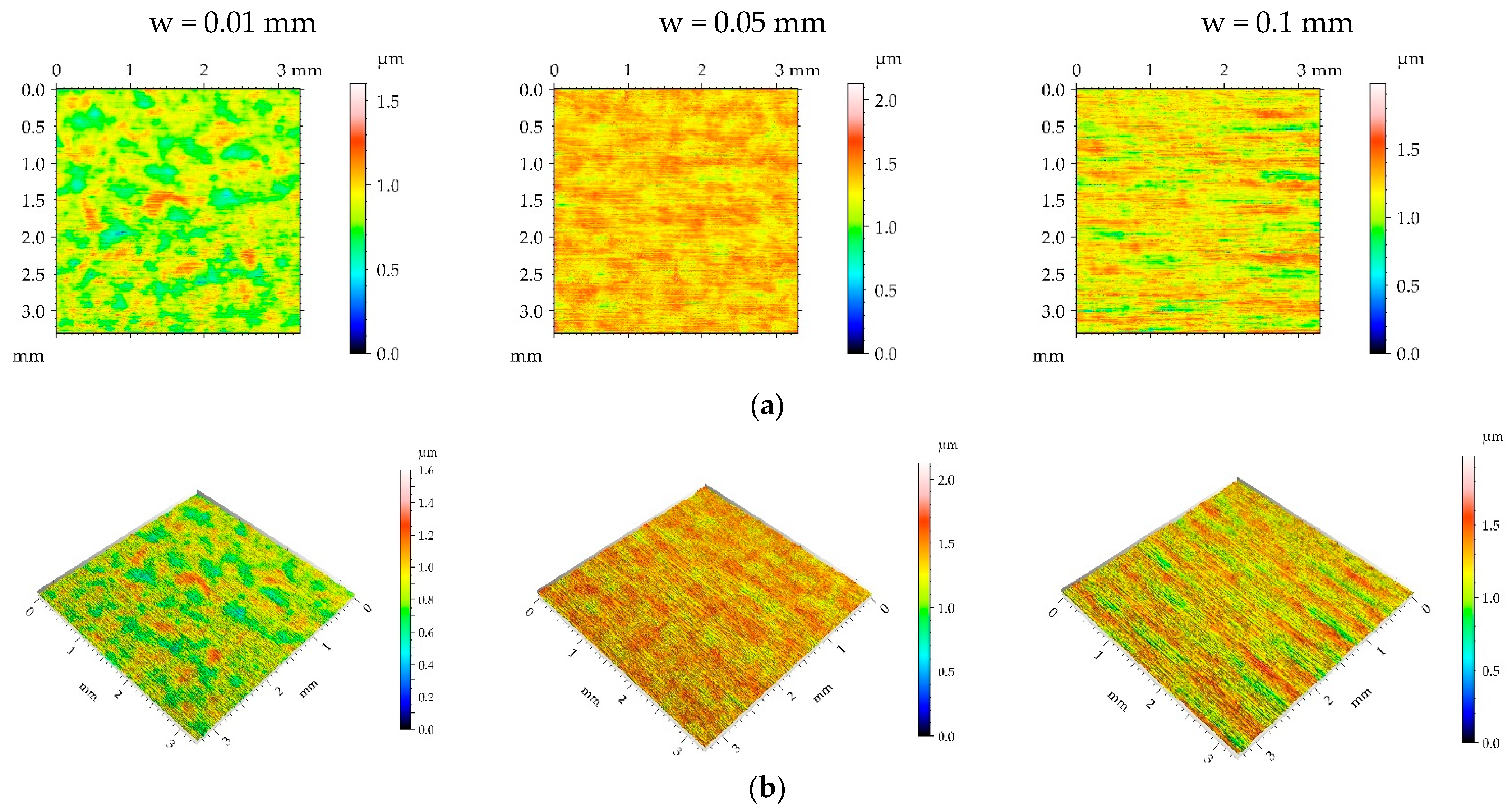
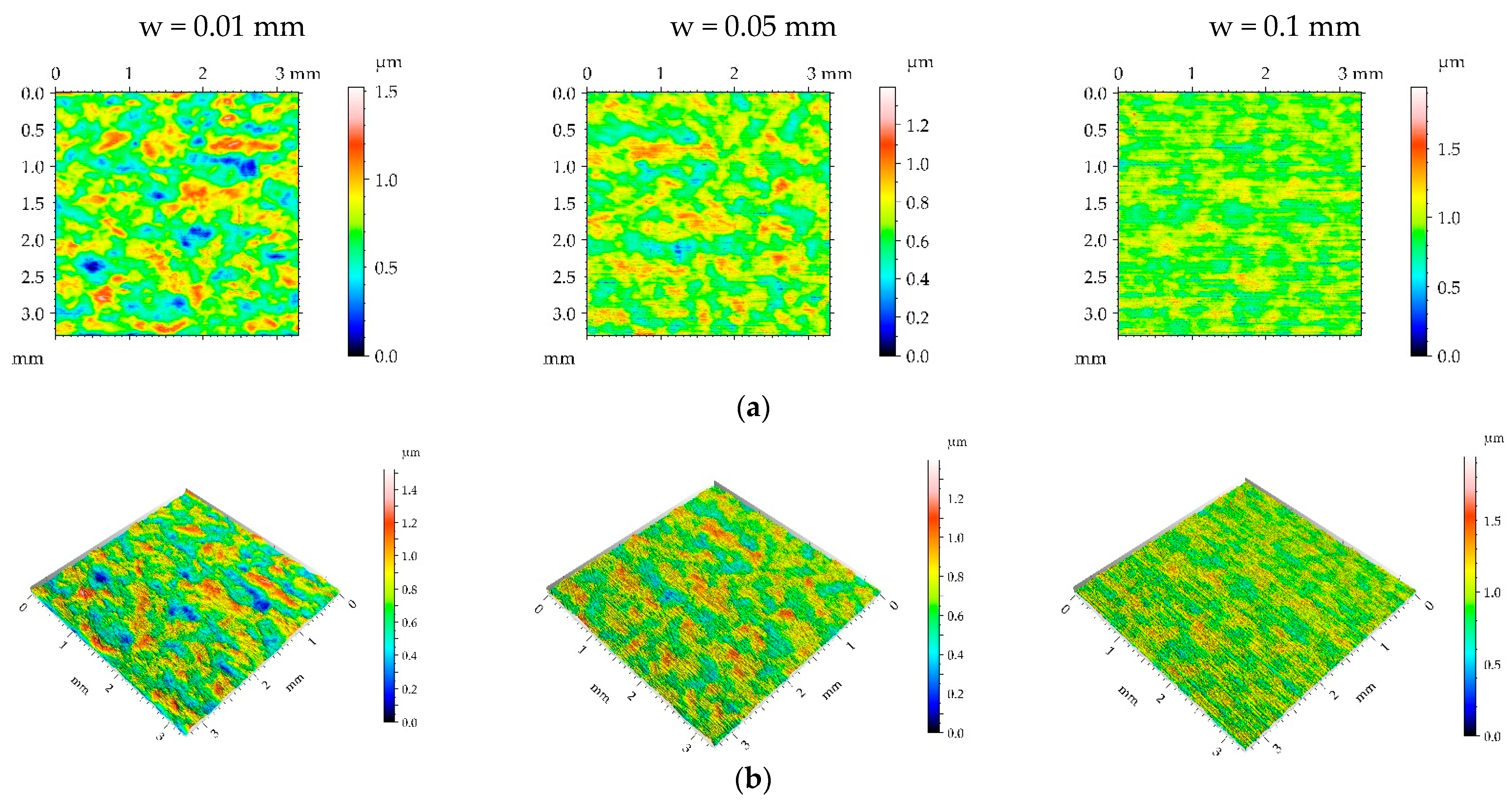
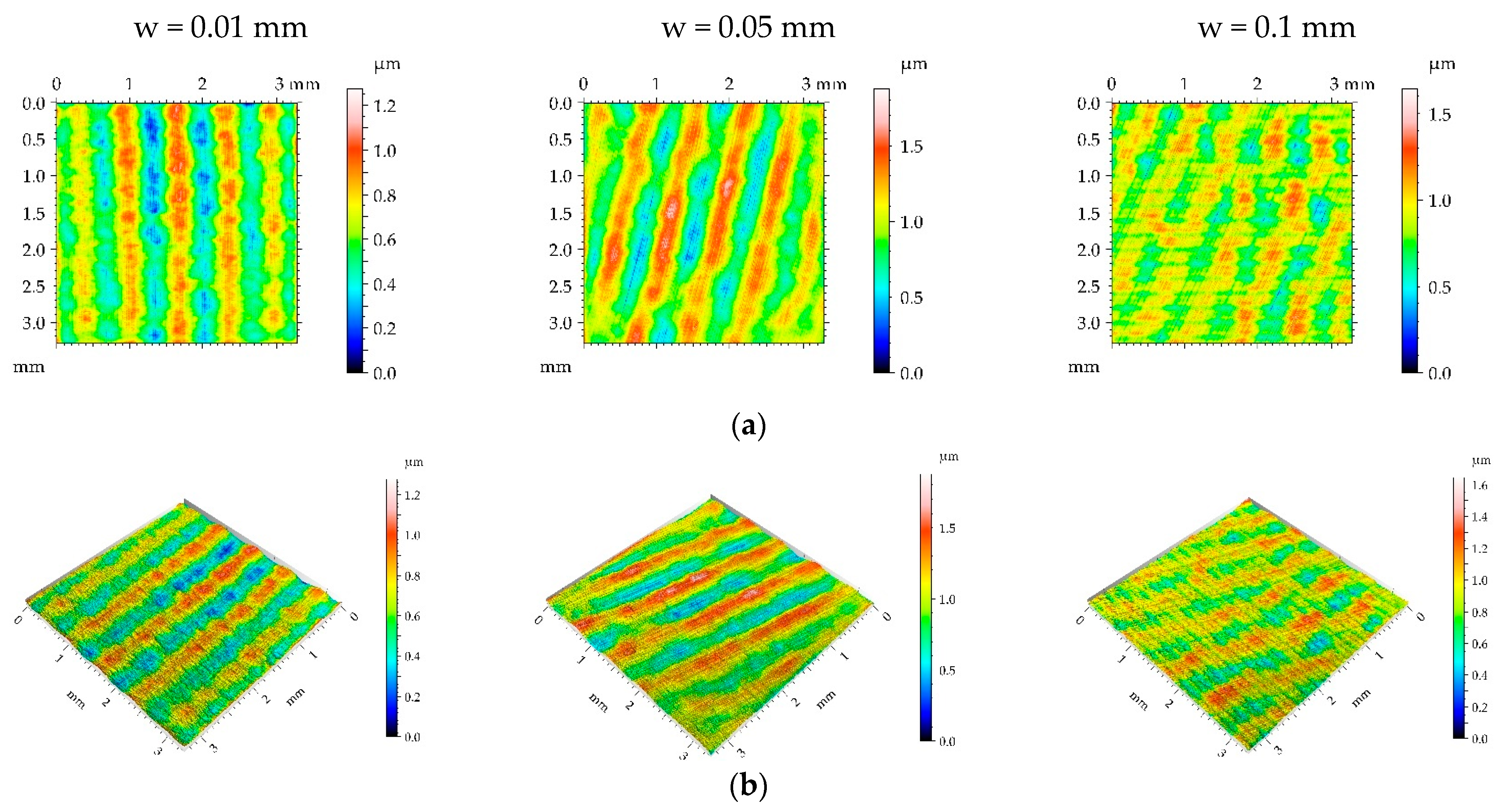
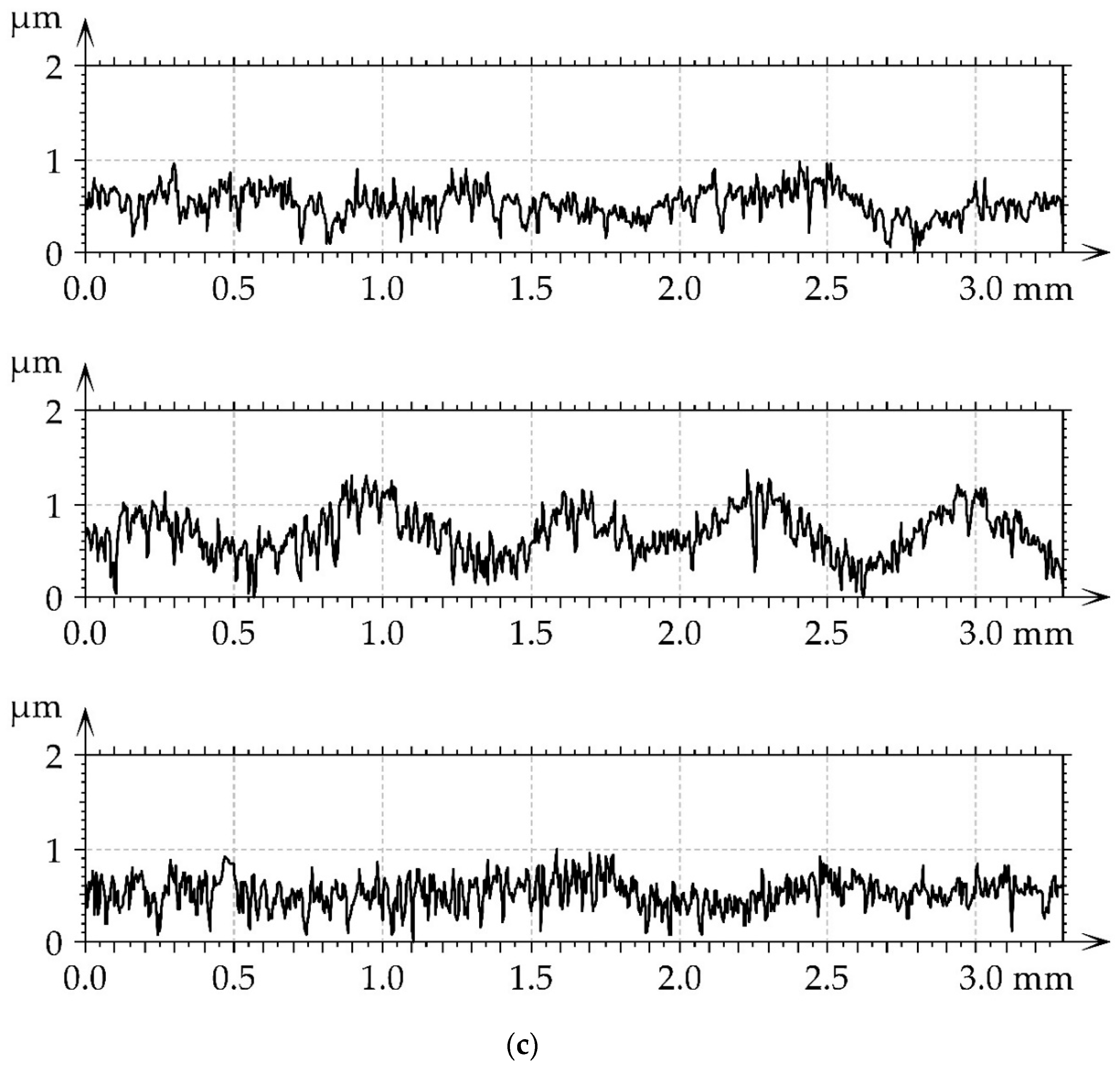
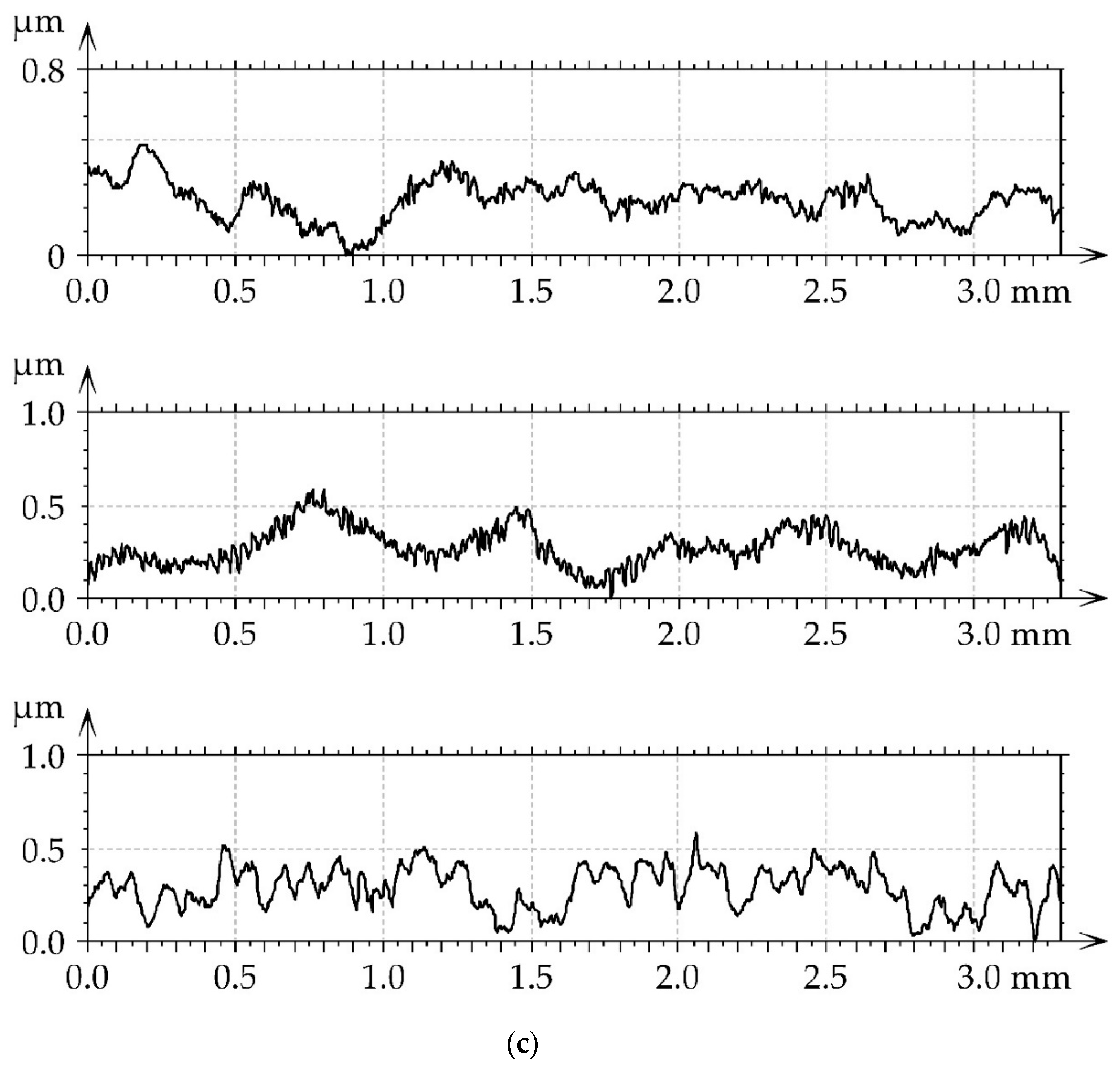
- The application of burnishing widths of 0.01 and 0.05 mm produced similar surface textures. A burnishing width of 0.1 mm is not recommended because it leads to a smaller change in the spatial character of surface texture during burnishing compared to smaller widths and may be related to the presence of high-frequency components.
Funding
Data Availability Statement
Conflicts of Interest
References
- Whitehouse, D.J. Handbook of Surface Metrology; Institute of Physics Publishing: Bristol, UK, 1994. [Google Scholar]
- Whitehouse, D.J. Function maps and the role of surfaces. Int. J. Mach. Tools Manuf. 2001, 41, 1847–1861. [Google Scholar] [CrossRef]
- Thomas, T.R. Rough Surfaces, 2nd ed.; Imperial College Press: London, UK; Philadelphia, PA, USA, 1999. [Google Scholar]
- Gadelmawla, E.; Koura, M.; Maksoud, T.; Elewa, I.; Soliman, H. Roughness parameters. J. Mater. Process. Technol. 2002, 123, 133–145. [Google Scholar] [CrossRef]
- Nayak, P.R. Random Process Model of Rough Surfaces. J. Lubr. Technol. 1971, 93, 398–407. [Google Scholar] [CrossRef]
- Stout, K.J.; Blunt, L. Three-Dimensional Surface Topography; Kogan Page: London, UK, 2000. [Google Scholar]
- Jiang, X. (Ed.) Advanced Techniques for Assessment Surface Topography; Kogan Page Science: London and Sterling, UK, 2003. [Google Scholar]
- Blateyron, F. The areal feature parameters. Chapter 3. In Characterisation of Areal Surface Texture; Leach, R., Ed.; Springer: Berlin/Heidelberg, Germany, 2014. [Google Scholar] [CrossRef]
- Pawlus, P.; Reizer, R.; Wieczorowski, M. Functional importance of surface texture parameters. Materials 2021, 14, 5326. [Google Scholar] [CrossRef]
- Leach, R.K. Optical Measurement of Surface Topography; Springer: Berlin/Heidelberg, Germany, 2011. [Google Scholar]
- Skoczylas, A.; Zaleski, K.; Matuszak, J.; Ciecieląg, K.; Zaleski, R.; Gorgol, M. Influence of Slide Burnishing Parameters on the Surface Layer Properties of Stainless Steel and Mean Positron Lifetime. Materials 2022, 15, 8131. [Google Scholar] [CrossRef]
- Ferencsik, V.; Varga, G. The Influence of Diamond Burnishing Process Parameters on Surface Roughness of Low-Alloyed Aluminium Workpieces. Machines 2022, 10, 564. [Google Scholar] [CrossRef]
- Kluz, R.; Antosz, K.; Trzepieciński, T.; Bucior, M. Modelling the Influence of Slide Burnishing Parameters on the Surface Roughness of Shafts Made of 42CrMo4 Heat-Treatable Steel. Materials 2021, 14, 1175. [Google Scholar] [CrossRef]
- Korzynski, M.; Zarski, T. Slide diamond burnishing influence on of surface stereometric structure of an AZ91 alloy. Surf. Coat. Technol. 2016, 307, 590–595. [Google Scholar] [CrossRef]
- Sachin, B.; Narendranath, S.; Chakradhar, D. Analysis of surface hardness and surface roughness in diamond burnishing of 17-4 PH stainless steel. In Proceedings of the IOP Conference Series: Materials Science and Engineering, Bengaluru, India, 16–18 August 2018; Volume 577, p. 012075. [Google Scholar] [CrossRef]
- Bataineh, O. Effect of Roller Burnishing on the Surface Roughness and Hardness of 6061-T6 Aluminum Alloy Using ANOVA. Int. J. Mech. Eng. Robot. Res. 2019, 8, 565–569. [Google Scholar] [CrossRef]
- Kurkute, V.; Chavan, S.T. Modeling and Optimization of surface roughness and microhardness for roller burnishing process using response surface methodology for Aluminum 63400 alloy. Procedia Manuf. 2018, 20, 542–547. [Google Scholar] [CrossRef]
- Korzynski, M.; Dudek, K.; Korzynska, K. Effect of Slide Diamond Burnishing on the Surface Layer of Valve Stems and the Durability of the Stem-Graphite Seal Friction Pair. Appl. Sci. 2023, 13, 6392. [Google Scholar] [CrossRef]
- Attabi, S.; Himour, A.; Laouar, L.; Motallebzadeh, A. Effect of ball burnishing on Surface Roughness and wear of the surface of AISI 316L SS. J. Bio-Tribo-Corros. 2021, 7, 7. [Google Scholar] [CrossRef]
- El-Tayeb, N.S.M.; Low, K.O.; Brevern, P.V. Enhancement of surface quality and tribological properties using the ball burnishing process. Mach. Sci. Technol. 2015, 12, 234–248. [Google Scholar] [CrossRef]
- Swirad, S.; Pawlus, P. The Effect of Ball Burnishing on Tribological Performance of 42CrMo4 Steel under Dry Sliding Conditions. Materials 2020, 13, 2127. [Google Scholar] [CrossRef]
- Yilmaz, H.; Sadeler, R. Impact wear behavior of ball-blended 316L stainless steel. Surf. Coat. Technol. 2019, 363, 369–378. [Google Scholar] [CrossRef]
- Revankar, G.D.; Shetty, R.; Rao, S.S.; Gaitonde, V.N. Improvement in the wear resistance of titanium alloy (Ti–6Al–4V) by the ball burnishing process. J. Mater. Res. Technol. 2017, 6, 13–32. [Google Scholar] [CrossRef]
- Banh, Q.N.; Nguyen, H.-D.; Tran, A.S. Numerical Simulation and Experimental Validation of Surface Roughness by the Small Ball-Burnishing Process. Machines 2021, 9, 48. [Google Scholar] [CrossRef]
- Dzionk, S.; Scibiorski, B.; Przybylski, W. Surface texture analysis of Hardened Shafts after ceramic ball burning. Materials 2019, 12, 204. [Google Scholar] [CrossRef]
- Jerez-Mesa, R.; Travieso-Rodrguez, J.A.; Landon, Y.; Dessein, G.; Lluma-Fuentes, J.; Wagner, V. Comprehensive analysis of surface integrity modification of Ti-6Al-4V surfaces through vibration-assisted ball burnishing. J. Mater. Process. Technol. 2019, 267, 230–240. [Google Scholar] [CrossRef]
- Vaishya, R.O.; Sharma, V.; Mishra, V.; Gupta, A.; Dhanda, M.; Walia, R.S.; Kumar, M.; Oza, A.D.; Burduhos-Nergis, D.D.; Burduhos-Nergis, D.P. Mathematical Modelling and Experimental Validation of Surface Roughness in Ball Burnishing Process. Coatings 2022, 12, 1506. [Google Scholar] [CrossRef]
- Kanovic, Z.; Vukelic, D.; Simunovic, K.; Prica, M.; Saric, T.; Tadic, B.; Simunovic, G. Modelling of Surface Roughness After the Ball Burnishing Process with a High-Stiffness Tool Using Regression Analysis, Artificial Neural Networks, and Support Vector Regression. Metals 2022, 12, 320. [Google Scholar] [CrossRef]
- Swirad, S.; Wydrzynski, D.; Nieslony, P.; Krolczyk, G.M. Influence of hydrostatic burnishing strategy on the surface topography of martensitic steel. Measurement 2019, 138, 590–601. [Google Scholar] [CrossRef]
- Swirad, S.; Pawlus, P. The Effect of Ball Burnishing on Dry Fretting. Materials 2021, 14, 7073. [Google Scholar] [CrossRef]
- Cui, P.; Liu, Z.; Yao, X.; Cai, Y. Effect of Ball Burnishing Pressure on Surface Roughness by Low Plasticity Burnishing Inconel 718 Pre-Turned Surface. Materials 2022, 15, 8067. [Google Scholar] [CrossRef] [PubMed]
- Kovács, Z.; Viharos, Z.J.; Kodácsy, J. The effects of machining strategies of magnetic assisted roller burnishing on the resulted surface structure. IOP Conf. Ser. Mater. Sci. Eng. 2018, 448, 012002. [Google Scholar] [CrossRef]
- Capilla-González, G.; Martínez-Ramírez, I.; Díaz-Infante, D.; Hernández-Rodríguez, E.; Alcántar-Camarena, V.; Saldaña-Robles, A. Effect of the ball burnishing on the surface quality and mechanical properties of a TRIP steel sheet. Int. J. Adv. Manuf. Technol. 2021, 116, 3953–3964. [Google Scholar] [CrossRef]
- ISO 4957:2018-09; Tool Steels, Edition. ISO: Geneva, Switzerland, 2018.
- ISO 25178-2:2021; Geometrical Product Specifications (GPS)—Surface Texture: Areal—Part 2: Terms, Definitions and Surface Texture Parameters, 2nd ed. ISO: Geneva, Switzerland, 2021.
- Pawlus, P.; Reizer, R.; Wieczorowski, M.; Krolczyk, K. Parametric description of one-process surface texture. Measurement 2022, 204, 112066. [Google Scholar] [CrossRef]
- Swirad, S.; Pawlus, P. The Influence of Ball Burnishing on Friction in Lubricated Sliding. Materials 2020, 13, 5027. [Google Scholar] [CrossRef]
- Rodrguez, A.; López de Lacalle, L.N.; Celaya, A.; Lamikiz, A.; Albizuri, J. Improvement of the surface of shafts by the deep ball burning technique. Surf. Coat. Technol. 2019, 206, 2817–2824. [Google Scholar] [CrossRef]











{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Chemical Composition wt% | |||||||
|---|---|---|---|---|---|---|---|
| C | Mn | Si | P | S | Cr | Mo | V |
| 0.33–0.42 | 0.25–0.5 | 0.8–1.2 | 0–0.03 | 0–0.03 | 4.8–5.5 | 1.1–1.5 | 0.3–0.5 |
| Spindle Speed | Feed | Inserts | |
|---|---|---|---|
| Milled sample M1 | 300 rpm | 200 mm/min | 6 |
| Milled sample M2 | 600 rpm | 60 mm/min | 1 |
| Parameter | Value |
|---|---|
| Burnishing strategy | Raster |
| Speed | 400 mm/min |
| Ball | 6 mm |
| Pressure p | 5, 15, 25, 35 MPa |
| Burnishing width w | 0.01, 0.05, 0.1 mm |
| Milled | Burnished | ||||||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| p = 5 MPa | p =15 MPa | p = 25 MPa | p = 35 MPa | ||||||||||||
| Burnishing Width w, mm | |||||||||||||||
| Height Parameters | 0.01 | 0.05 | 0.1 | 0.01 | 0.05 | 0.1 | 0.01 | 0.05 | 0.1 | 0.01 | 0.05 | 0.1 | |||
| Sq | µm | 1.6 | 0.489 | 0.579 | 1.38 | 0.171 | 0.256 | 0.172 | 0.174 | 0.228 | 0.171 | 0.0887 | 0.091 | 0.133 | |
| σ | 0.024 | 0.040 | 0.047 | 0.146 | 0.014 | 0.023 | 0.022 | 0.028 | 0.037 | 0.027 | 0.013 | 0.015 | 0.027 | ||
| Ssk | −0.18 | −0.83 | −0.75 | −0.37 | 0.01 | 0.002 | −0.21 | −0.39 | −0.07 | −0.23 | 0.02 | 0.136 | −0.02 | ||
| σ | 0.004 | 0.068 | 0.061 | 0.040 | 0.002 | 0.001 | 0.028 | 0.064 | 0.012 | 0.036 | 0.006 | 0.022 | 0.007 | ||
| Sku | 2.42 | 3.36 | 3.67 | 2.46 | 2.43 | 2.5 | 3.14 | 3.56 | 2.89 | 3.3 | 3.57 | 2.97 | 3.05 | ||
| σ | 0.040 | 0.274 | 0.300 | 0.261 | 0.198 | 0.225 | 0.410 | 0.436 | 0.472 | 0.512 | 0.641 | 0.485 | 0.747 | ||
| Sp | µm | 5.55 | 1.33 | 3.75 | 3.31 | 0.656 | 0.892 | 0.787 | 0.829 | 1.18 | 0.845 | 0.494 | 0.391 | 0.516 | |
| σ | 0.091 | 0.109 | 0.306 | 0.351 | 0.054 | 0.080 | 0.103 | 0.102 | 0.193 | 0.131 | 0.089 | 0.064 | 0.126 | ||
| Sv | µm | 4.77 | 1.97 | 5.36 | 4.41 | 0.621 | 0.984 | 0.859 | 1.05 | 1.42 | 1.02 | 0.384 | 0.326 | 0.599 | |
| σ | 0.078 | 0.161 | 0.438 | 0.468 | 0.051 | 0.088 | 0.112 | 0.129 | 0.232 | 0.158 | 0.069 | 0.053 | 0.147 | ||
| Sz | µm | 10.3 | 3.3 | 9.11 | 7.72 | 1.28 | 1.88 | 1.65 | 1.87 | 2.6 | 1.87 | 0.877 | 0.717 | 1.12 | |
| σ | 0.168 | 0.269 | 0.744 | 0.819 | 0.105 | 0.169 | 0.216 | 0.229 | 0.425 | 0.290 | 0.158 | 0.117 | 0.274 | ||
| Sa | µm | 1.31 | 0.384 | 0.455 | 1.12 | 0.142 | 0.21 | 0.137 | 0.136 | 0.183 | 0.135 | 0.0692 | 0.0728 | 0.106 | |
| σ | 0.021 | 0.031 | 0.037 | 0.119 | 0.017 | 0.019 | 0.018 | 0.017 | 0.030 | 0.021 | 0.012 | 0.012 | 0.026 | ||
| Spatial parameters | |||||||||||||||
| Sal | mm | 0.107 | 0.08 | 0.069 | 0.116 | 0.142 | 0.142 | 0.122 | 0.099 | 0.136 | 0.019 | 0.141 | 0.159 | 0.116 | |
| σ | 0.002 | 0.007 | 0.006 | 0.012 | 0.017 | 0.013 | 0.016 | 0.012 | 0.022 | 0.003 | 0.025 | 0.026 | 0.028 | ||
| Str | 0.063 | 0.043 | 0.037 | 0.068 | 0.086 | 0.083 | 0.11 | 0.258 | 0.103 | 0.055 | 0.534 | 0.458 | 0.415 | ||
| σ | 0.001 | 0.004 | 0.003 | 0.007 | 0.011 | 0.007 | 0.015 | 0.032 | 0.017 | 0.009 | 0.096 | 0.075 | 0.102 | ||
| Hybrid parameters | |||||||||||||||
| Sdq | 0.072 | 0.044 | 0.049 | 0.058 | 0.013 | 0.021 | 0.022 | 0.034 | 0.039 | 0.040 | 0.007 | 0.009 | 0.012 | ||
| σ | 0.001 | 0.007 | 0.004 | 0.006 | 0.002 | 0.002 | 0.003 | 0.004 | 0.006 | 0.006 | 0.001 | 0.002 | 0.003 | ||
| Sdr | % | 0.26 | 0.09 | 0.11 | 0.17 | 0.008 | 0.02 | 0.024 | 0.060 | 0.076 | 0.084 | 0.002 | 0.004 | 0.007 | |
| σ | 0.004 | 0.016 | 0.010 | 0.018 | 0.001 | 0.002 | 0.003 | 0.007 | 0.013 | 0.013 | 0.001 | 0.001 | 0.002 | ||
| Feature parameters | |||||||||||||||
| Spd | 1/mm² | 34.7 | 292 | 13.3 | 46.1 | 358 | 239 | 260 | 739 | 501 | 902 | 195 | 478 | 206 | |
| σ | 0.567 | 23.842 | 1.086 | 4.893 | 43.846 | 21.466 | 33.966 | 60.339 | 81.813 | 51.554 | 47.765 | 78.057 | 50.459 | ||
| Spc | 1/mm | 59 | 43.6 | 50.6 | 56.2 | 7.35 | 18.7 | 14.3 | 29.5 | 38.1 | 32.6 | 3.63 | 4.39 | 5.82 | |
| σ | 0.963 | 7.120 | 4.131 | 5.965 | 0.900 | 1.680 | 1.868 | 3.613 | 6.222 | 3.993 | 0.889 | 0.717 | 1.426 | ||
| Functional parameters | |||||||||||||||
| Sk | µm | 2.91 | 0.907 | 1.16 | 2.23 | 0.361 | 0.573 | 0.373 | 0.363 | 0.491 | 0.392 | 0.172 | 0.184 | 0.284 | |
| σ | 0.048 | 0.074 | 0.095 | 0.237 | 0.044 | 0.051 | 0.049 | 0.044 | 0.080 | 0.061 | 0.031 | 0.030 | 0.070 | ||
| Spk | µm | 0.83 | 0.145 | 0.173 | 0.478 | 0.087 | 0.127 | 0.109 | 0.126 | 0.156 | 0.117 | 0.0688 | 0.0663 | 0.102 | |
| σ | 0.014 | 0.012 | 0.014 | 0.051 | 0.011 | 0.011 | 0.014 | 0.015 | 0.025 | 0.018 | 0.012 | 0.011 | 0.025 | ||
| Svk | µm | 1.53 | 0.836 | 0.939 | 1.48 | 0.0884 | 0.144 | 0.174 | 0.235 | 0.18 | 0.192 | 0.0676 | 0.0592 | 0.103 | |
| σ | 0.025 | 0.068 | 0.077 | 0.157 | 0.011 | 0.013 | 0.023 | 0.029 | 0.029 | 0.030 | 0.012 | 0.010 | 0.025 | ||
| Burnished | |||||||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| Height Parameters | Milled | p = 5 MPa | p = 15 MPa | p = 25 MPa | p = 35 MPa | ||||||||||
| Burnishing Width w, mm | |||||||||||||||
| 0.01 | 0.05 | 0.1 | 0.01 | 0.05 | 0.1 | 0.01 | 0.05 | 0.1 | 0.01 | 0.05 | 0.1 | ||||
| Sq | µm | 1.070 | 0.250 | 0.273 | 0.398 | 0.293 | 0.269 | 0.225 | 0.407 | 0.227 | 0.236 | 0.665 | 0.465 | 0.376 | |
| σ | 0.026 | 0.027 | 0.025 | 0.042 | 0.024 | 0.033 | 0.029 | 0.066 | 0.037 | 0.048 | 0.098 | 0.076 | 0.075 | ||
| Ssk | −0.489 | −0.458 | −0.471 | −0.623 | −0.271 | −0.181 | −0.372 | −0.269 | −0.190 | −0.116 | −0.106 | −0.041 | −0.106 | ||
| σ | 0.004 | 0.068 | 0.061 | 0.040 | 0.002 | 0.001 | 0.028 | 0.064 | 0.012 | 0.036 | 0.006 | 0.022 | 0.007 | ||
| Sku | 2.100 | 3.840 | 3.460 | 2.950 | 3.170 | 3.570 | 3.830 | 3.420 | 3.180 | 2.960 | 2.890 | 3.370 | 2.690 | ||
| σ | 0.040 | 0.274 | 0.300 | 0.261 | 0.198 | 0.225 | 0.410 | 0.436 | 0.472 | 0.512 | 0.641 | 0.485 | 0.747 | ||
| Sp | µm | 2.740 | 1.190 | 1.290 | 1.530 | 1.550 | 2.220 | 1.100 | 1.510 | 1.020 | 1.050 | 2.960 | 2.570 | 1.480 | |
| σ | 0.091 | 0.109 | 0.306 | 0.351 | 0.054 | 0.080 | 0.103 | 0.102 | 0.193 | 0.131 | 0.089 | 0.064 | 0.126 | ||
| Sv | µm | 4.290 | 2.190 | 1.670 | 2.250 | 1.710 | 2.620 | 2.020 | 2.100 | 2.100 | 1.330 | 3.290 | 2.950 | 2.200 | |
| σ | 0.078 | 0.161 | 0.438 | 0.468 | 0.051 | 0.088 | 0.112 | 0.129 | 0.232 | 0.158 | 0.069 | 0.053 | 0.147 | ||
| Sz | µm | 7.030 | 3.380 | 2.970 | 3.790 | 3.250 | 4.840 | 3.120 | 3.610 | 3.120 | 2.370 | 6.240 | 5.520 | 3.690 | |
| σ | 0.168 | 0.269 | 0.744 | 0.819 | 0.105 | 0.169 | 0.216 | 0.229 | 0.425 | 0.290 | 0.158 | 0.117 | 0.274 | ||
| Sa | µm | 0.886 | 0.194 | 0.216 | 0.324 | 0.233 | 0.213 | 0.177 | 0.321 | 0.180 | 0.190 | 0.536 | 0.365 | 0.305 | |
| σ | 0.021 | 0.031 | 0.037 | 0.119 | 0.017 | 0.019 | 0.018 | 0.017 | 0.030 | 0.021 | 0.012 | 0.012 | 0.026 | ||
| Spatial parameters | |||||||||||||||
| Sal | mm | 0.02 | 0.02 | 0.02 | 0.03 | 0.12 | 0.14 | 0.03 | 0.18 | 0.13 | 0.05 | 0.16 | 0.18 | 0.07 | |
| σ | 0.002 | 0.007 | 0.006 | 0.012 | 0.017 | 0.013 | 0.016 | 0.012 | 0.022 | 0.003 | 0.025 | 0.026 | 0.028 | ||
| Str | 0.01 | 0.09 | 0.03 | 0.01 | 0.64 | 0.62 | 0.13 | 0.90 | 0.67 | 0.03 | 0.50 | 0.77 | 0.19 | ||
| σ | 0.001 | 0.004 | 0.003 | 0.007 | 0.011 | 0.007 | 0.015 | 0.032 | 0.017 | 0.009 | 0.096 | 0.075 | 0.102 | ||
| Hybrid parameters | |||||||||||||||
| Sdq | 0.12 | 0.06 | 0.07 | 0.08 | 0.05 | 0.05 | 0.06 | 0.02 | 0.03 | 0.04 | 0.02 | 0.02 | 0.03 | ||
| σ | 0.001 | 0.007 | 0.004 | 0.006 | 0.002 | 0.002 | 0.003 | 0.004 | 0.006 | 0.006 | 0.001 | 0.002 | 0.003 | ||
| Sdr | % | 0.75 | 0.19 | 0.21 | 0.29 | 0.11 | 0.14 | 0.17 | 0.02 | 0.05 | 0.10 | 0.03 | 0.03 | 0.06 | |
| σ | 0.004 | 0.016 | 0.010 | 0.018 | 0.001 | 0.002 | 0.003 | 0.007 | 0.013 | 0.013 | 0.001 | 0.001 | 0.002 | ||
| Feature parameters | |||||||||||||||
| Spd | 1/mm² | 291 | 693 | 949 | 817 | 477 | 347 | 876 | 76 | 382 | 859 | 12 | 15 | 227 | |
| σ | 0.567 | 23.842 | 1.086 | 4.893 | 43.846 | 21.466 | 33.966 | 60.339 | 81.813 | 51.554 | 47.765 | 78.057 | 50.459 | ||
| Spc | 1/mm² | 69 | 55 | 55 | 59 | 47 | 56 | 49 | 25 | 32 | 38 | 25 | 24 | 37 | |
| σ | 0.963 | 7.120 | 4.131 | 5.965 | 0.900 | 1.680 | 1.868 | 3.613 | 6.222 | 3.993 | 0.889 | 0.717 | 1.426 | ||
| Functional parameters | |||||||||||||||
| Sk | µm | 2.16 | 0.56 | 0.64 | 0.87 | 0.67 | 0.60 | 0.54 | 0.80 | 0.48 | 0.60 | 1.08 | 0.81 | 0.93 | |
| σ | 0.048 | 0.074 | 0.095 | 0.237 | 0.044 | 0.051 | 0.049 | 0.044 | 0.080 | 0.061 | 0.031 | 0.030 | 0.070 | ||
| Spk | µm | 0.53 | 0.19 | 0.19 | 0.19 | 0.19 | 0.20 | 0.17 | 0.27 | 0.14 | 0.17 | 0.38 | 0.25 | 0.17 | |
| σ | 0.014 | 0.012 | 0.014 | 0.051 | 0.011 | 0.011 | 0.014 | 0.015 | 0.025 | 0.018 | 0.012 | 0.011 | 0.025 | ||
| Svk | µm | 1.57 | 0.35 | 0.34 | 0.52 | 0.30 | 0.27 | 0.28 | 0.39 | 0.22 | 0.23 | 0.47 | 0.30 | 0.29 | |
| σ | 0.025 | 0.068 | 0.077 | 0.157 | 0.011 | 0.013 | 0.023 | 0.029 | 0.029 | 0.030 | 0.012 | 0.010 | 0.025 | ||
| Burnished | |||||||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| Height Parameters | Ground | p = 5 MPa | p = 15 MPa | p = 25 MPa | p = 35 MPa | ||||||||||
| Burnishing width w, mm | |||||||||||||||
| 0.01 | 0.05 | 0.1 | 0.01 | 0.05 | 0.1 | 0.01 | 0.05 | 0.1 | 0.01 | 0.05 | 0.1 | ||||
| Sq | µm | 0.417 | 0.201 | 0.223 | 0.281 | 0.131 | 0.127 | 0.167 | 0.190 | 0.136 | 0.148 | 0.266 | 0.174 | 0.175 | |
| σ | 0.007 | 0.021 | 0.020 | 0.030 | 0.011 | 0.016 | 0.022 | 0.031 | 0.022 | 0.030 | 0.039 | 0.028 | 0.035 | ||
| Ssk | −0.338 | −1.110 | −0.897 | −0.757 | −0.057 | −0.429 | −0.491 | 0.031 | 0.004 | −0.395 | 0.160 | 0.187 | 0.021 | ||
| σ | 0.008 | 0.091 | 0.073 | 0.080 | 0.014 | 0.105 | 0.064 | 0.005 | 0.001 | 0.061 | 0.039 | 0.031 | 0.005 | ||
| Sku | 3.58 | 6.660 | 5.760 | 4.710 | 3.400 | 4.270 | 4.200 | 3.050 | 2.990 | 3.940 | 3.370 | 3.200 | 3.220 | ||
| σ | 0.058 | 0.544 | 0.470 | 0.500 | 0.278 | 0.384 | 0.549 | 0.374 | 0.488 | 0.611 | 0.605 | 0.523 | 0.789 | ||
| Sp | µm | 1.77 | 0.933 | 1.020 | 1.160 | 0.765 | 0.763 | 0.804 | 0.811 | 0.713 | 1.010 | 1.480 | 0.861 | 1.320 | |
| σ | 0.029 | 0.076 | 0.083 | 0.123 | 0.062 | 0.069 | 0.105 | 0.099 | 0.116 | 0.157 | 0.266 | 0.141 | 0.323 | ||
| Sv | µm | 2.98 | 2.170 | 2.260 | 2.170 | 0.835 | 1.360 | 1.180 | 0.710 | 0.684 | 0.934 | 1.140 | 0.846 | 0.918 | |
| σ | 0.049 | 0.177 | 0.185 | 0.230 | 0.068 | 0.122 | 0.154 | 0.087 | 0.112 | 0.145 | 0.205 | 0.138 | 0.225 | ||
| Sz | µm | 4.75 | 3.100 | 3.280 | 3.330 | 1.600 | 2.130 | 1.980 | 1.520 | 1.400 | 1.940 | 2.630 | 1.710 | 2.240 | |
| σ | 0.078 | 0.253 | 0.268 | 0.353 | 0.131 | 0.191 | 0.259 | 0.186 | 0.229 | 0.301 | 0.472 | 0.279 | 0.549 | ||
| Sa | µm | 0.326 | 0.149 | 0.169 | 0.216 | 0.103 | 0.098 | 0.129 | 0.151 | 0.109 | 0.115 | 0.209 | 0.138 | 0.138 | |
| σ | 0.005 | 0.012 | 0.014 | 0.023 | 0.013 | 0.009 | 0.017 | 0.018 | 0.018 | 0.018 | 0.038 | 0.023 | 0.034 | ||
| Spatial parameters | |||||||||||||||
| Sal | mm | 0.014 | 0.033 | 0.024 | 0.043 | 0.104 | 0.043 | 0.047 | 0.118 | 0.107 | 0.050 | 0.115 | 0.107 | 0.086 | |
| σ | 0.001 | 0.003 | 0.002 | 0.005 | 0.013 | 0.004 | 0.006 | 0.014 | 0.017 | 0.008 | 0.021 | 0.017 | 0.021 | ||
| Str | 0.0343 | 0.073 | 0.053 | 0.074 | 0.502 | 0.157 | 0.107 | 0.494 | 0.476 | 0.157 | 0.516 | 0.626 | 0.328 | ||
| σ | 0.001 | 0.006 | 0.004 | 0.008 | 0.061 | 0.014 | 0.014 | 0.061 | 0.078 | 0.024 | 0.093 | 0.102 | 0.080 | ||
| Hybrid parameters | |||||||||||||||
| Sdq | 0.095 | 0.041 | 0.048 | 0.054 | 0.023 | 0.029 | 0.035 | 0.013 | 0.018 | 0.034 | 0.013 | 0.013 | 0.026 | ||
| σ | 0.002 | 0.007 | 0.004 | 0.006 | 0.003 | 0.003 | 0.005 | 0.002 | 0.003 | 0.005 | 0.002 | 0.002 | 0.006 | ||
| Sdr | % | 0.447 | 0.084 | 0.113 | 0.142 | 0.027 | 0.043 | 0.063 | 0.008 | 0.017 | 0.057 | 0.009 | 0.008 | 0.033 | |
| σ | 0.007 | 0.014 | 0.009 | 0.015 | 0.003 | 0.004 | 0.008 | 0.001 | 0.003 | 0.009 | 0.002 | 0.002 | 0.008 | ||
| Feature parameters | |||||||||||||||
| Spd | 1/mm² | 720 | 424 | 512 | 549 | 506 | 574 | 629 | 146 | 447 | 857 | 36 | 114 | 487 | |
| σ | 11.75 | 34.61 | 41.80 | 58.27 | 61.97 | 51.55 | 82.17 | 11.92 | 72.99 | 48.98 | 8.81 | 18.61 | 79.52 | ||
| Spc | 1/mm | 64.5 | 38 | 42 | 45 | 21 | 27 | 30 | 11 | 16 | 29 | 12 | 12 | 26 | |
| σ | 1.053 | 6.140 | 3.413 | 4.723 | 2.547 | 2.398 | 3.971 | 1.347 | 2.613 | 3.515 | 2.890 | 1.894 | 6.271 | ||
| Functional parameters | |||||||||||||||
| Sk | 1.01 | 0.394 | 0.501 | 0.656 | 0.307 | 0.284 | 0.366 | 0.399 | 0.325 | 0.335 | 0.572 | 0.396 | 0.397 | ||
| σ | 0.016 | 0.032 | 0.041 | 0.070 | 0.038 | 0.026 | 0.048 | 0.049 | 0.053 | 0.052 | 0.103 | 0.065 | 0.097 | ||
| Spk | 0.341 | 0.130 | 0.155 | 0.177 | 0.114 | 0.108 | 0.130 | 0.155 | 0.111 | 0.118 | 0.238 | 0.143 | 0.153 | ||
| σ | 0.006 | 0.011 | 0.013 | 0.019 | 0.014 | 0.010 | 0.017 | 0.019 | 0.018 | 0.018 | 0.043 | 0.023 | 0.037 | ||
| Svk | 0.533 | 0.340 | 0.339 | 0.427 | 0.140 | 0.167 | 0.224 | 0.160 | 0.116 | 0.198 | 0.221 | 0.124 | 0.161 | ||
| σ | 0.009 | 0.028 | 0.028 | 0.045 | 0.017 | 0.015 | 0.029 | 0.020 | 0.019 | 0.031 | 0.040 | 0.020 | 0.039 | ||
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the author. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Swirad, S. Changes in Areal Surface Textures Due to Ball Burnishing. Materials 2023, 16, 5904. https://doi.org/10.3390/ma16175904
Swirad S. Changes in Areal Surface Textures Due to Ball Burnishing. Materials. 2023; 16(17):5904. https://doi.org/10.3390/ma16175904
Chicago/Turabian StyleSwirad, Slawomir. 2023. "Changes in Areal Surface Textures Due to Ball Burnishing" Materials 16, no. 17: 5904. https://doi.org/10.3390/ma16175904
APA StyleSwirad, S. (2023). Changes in Areal Surface Textures Due to Ball Burnishing. Materials, 16(17), 5904. https://doi.org/10.3390/ma16175904