
Development of Al-Mg2Si Alloy Hybrid Surface Composites by Friction Stir Processing: Mechanical, Wear, and Microstructure Evaluation

 ,
,  ,
,  and
and
Abstract
1. Introduction
2. Materials and Methods
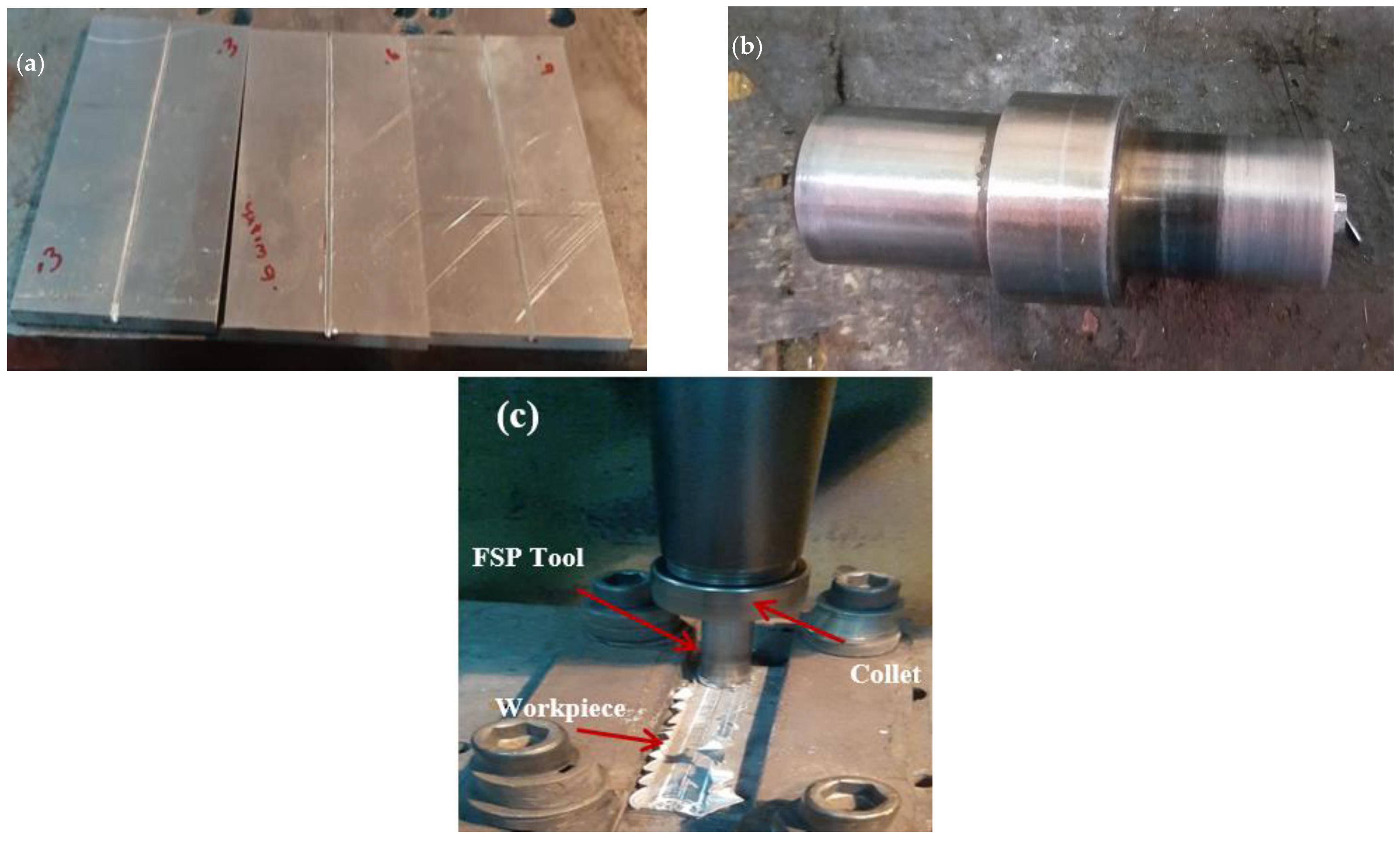
2.1. Materials and Fabrication of Composite Samples
2.2. Experimental Details
2.2.1. Mechanical Characterization
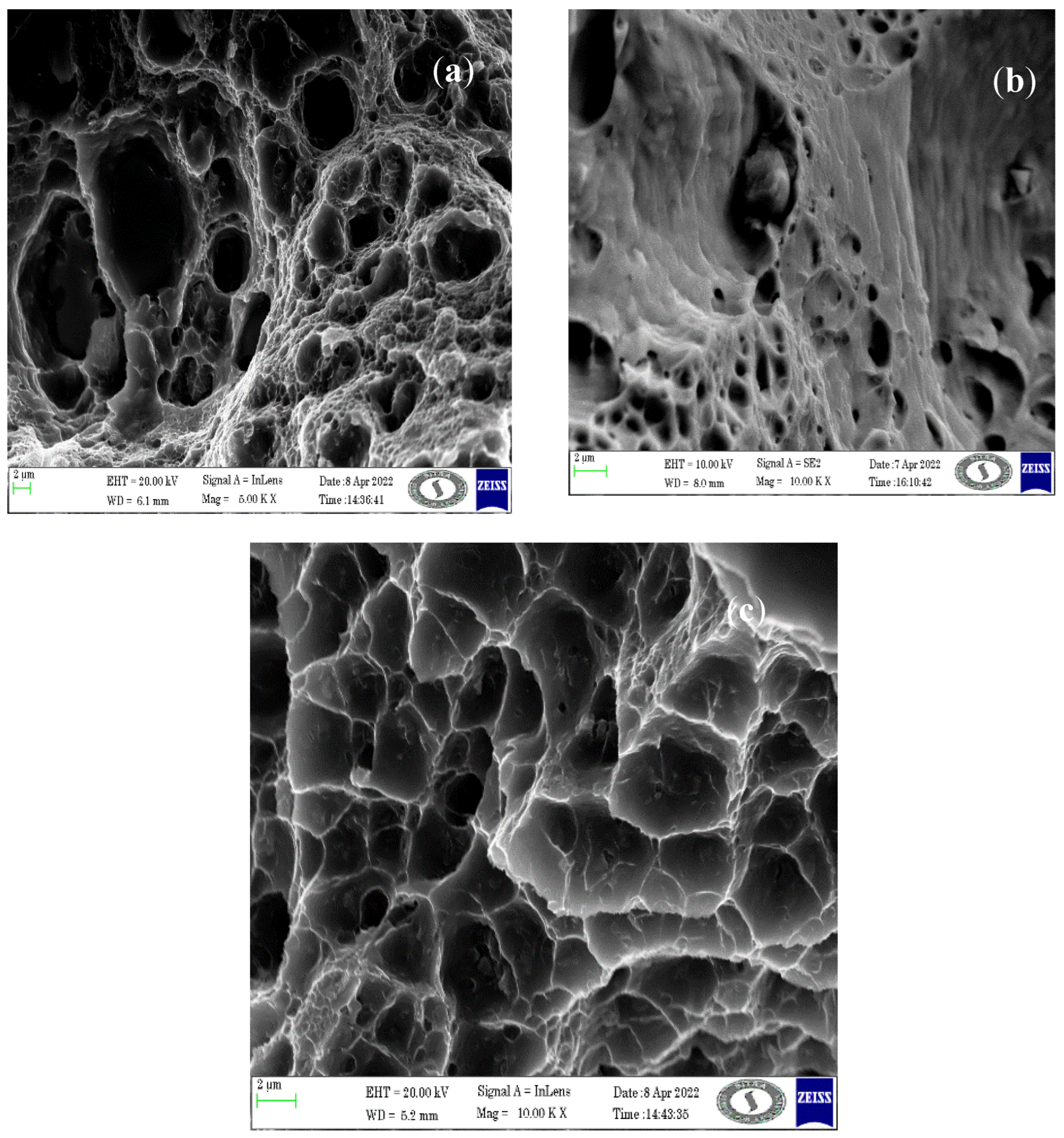
2.2.2. Fractography Analysis
3. Results and Discussion
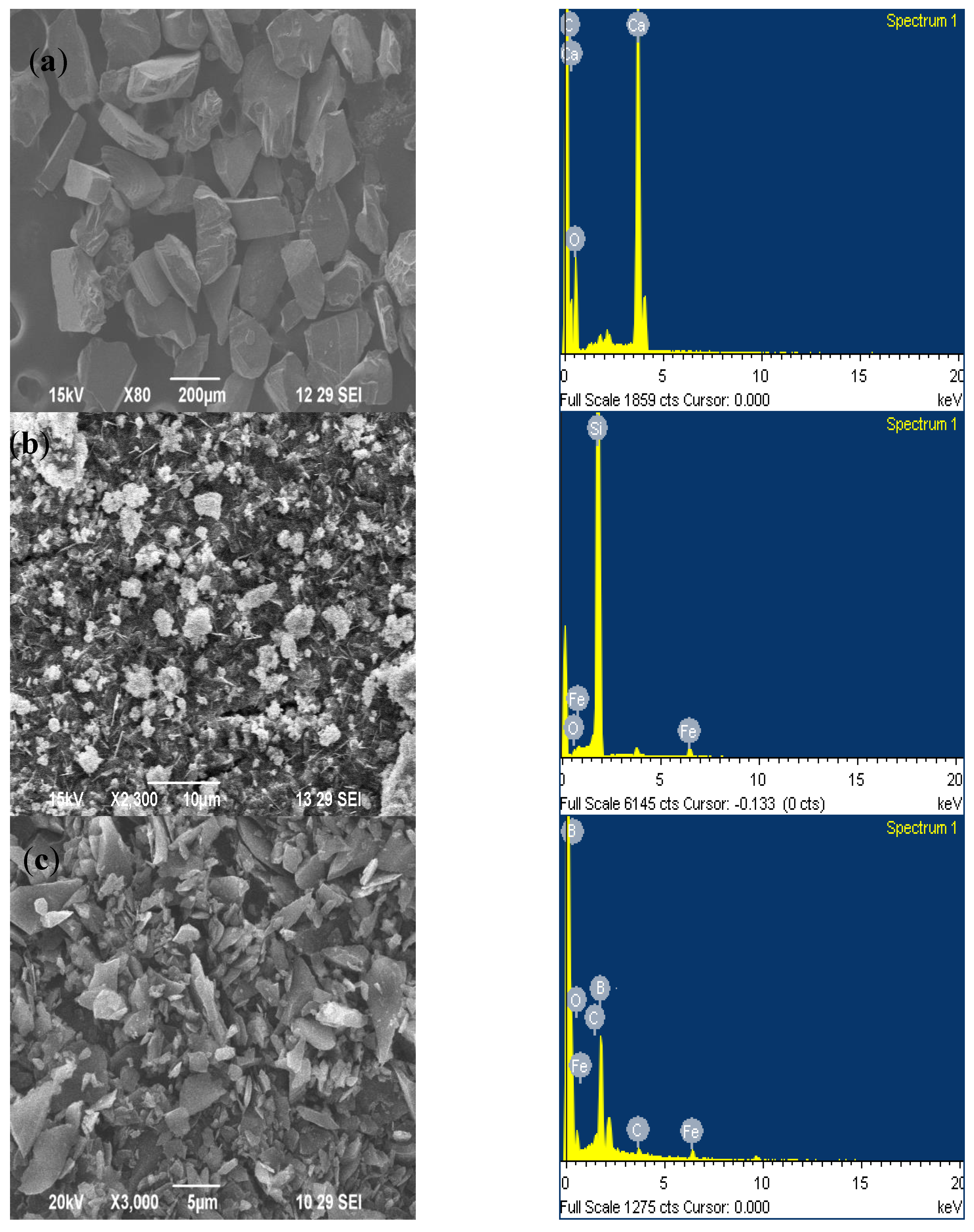
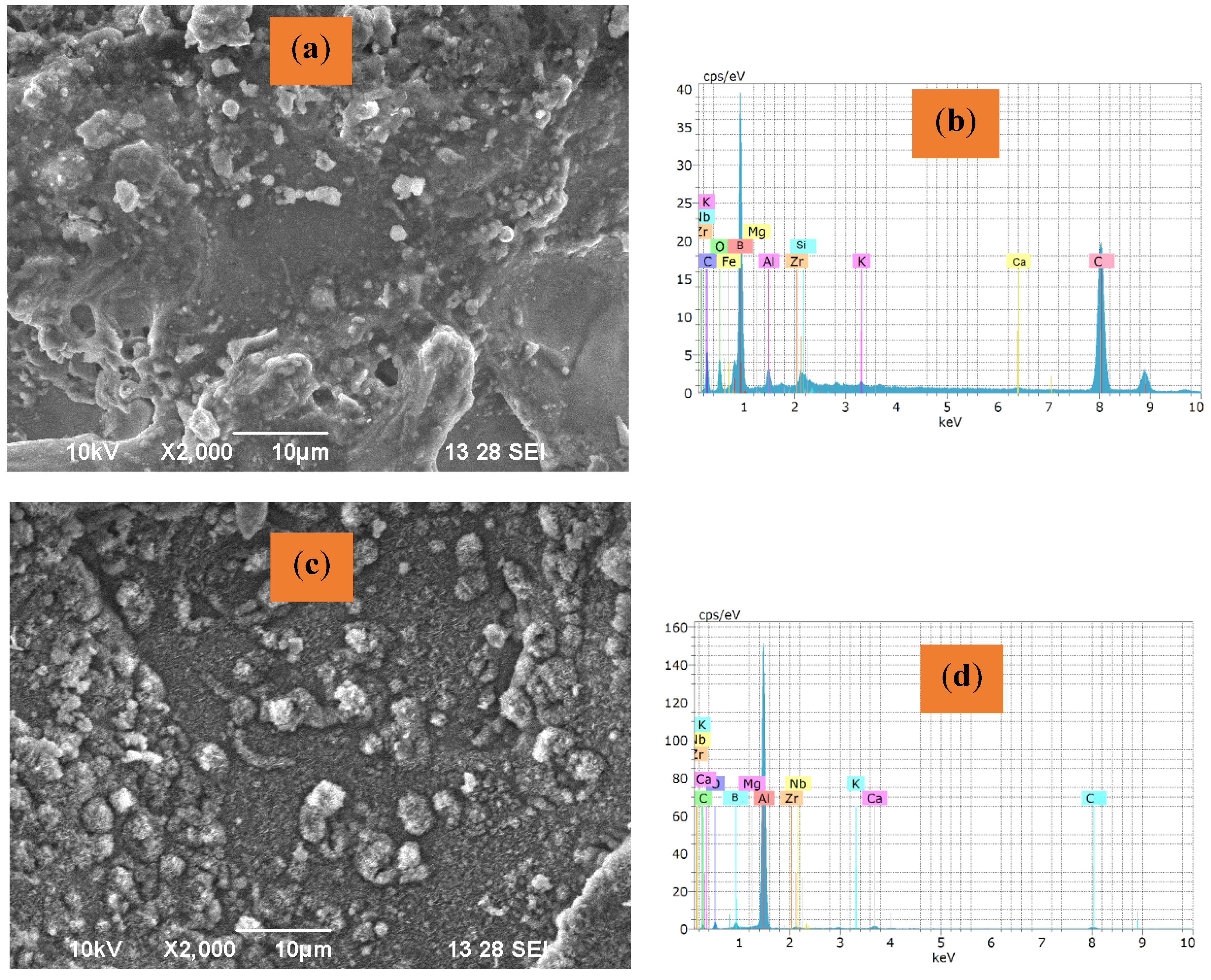
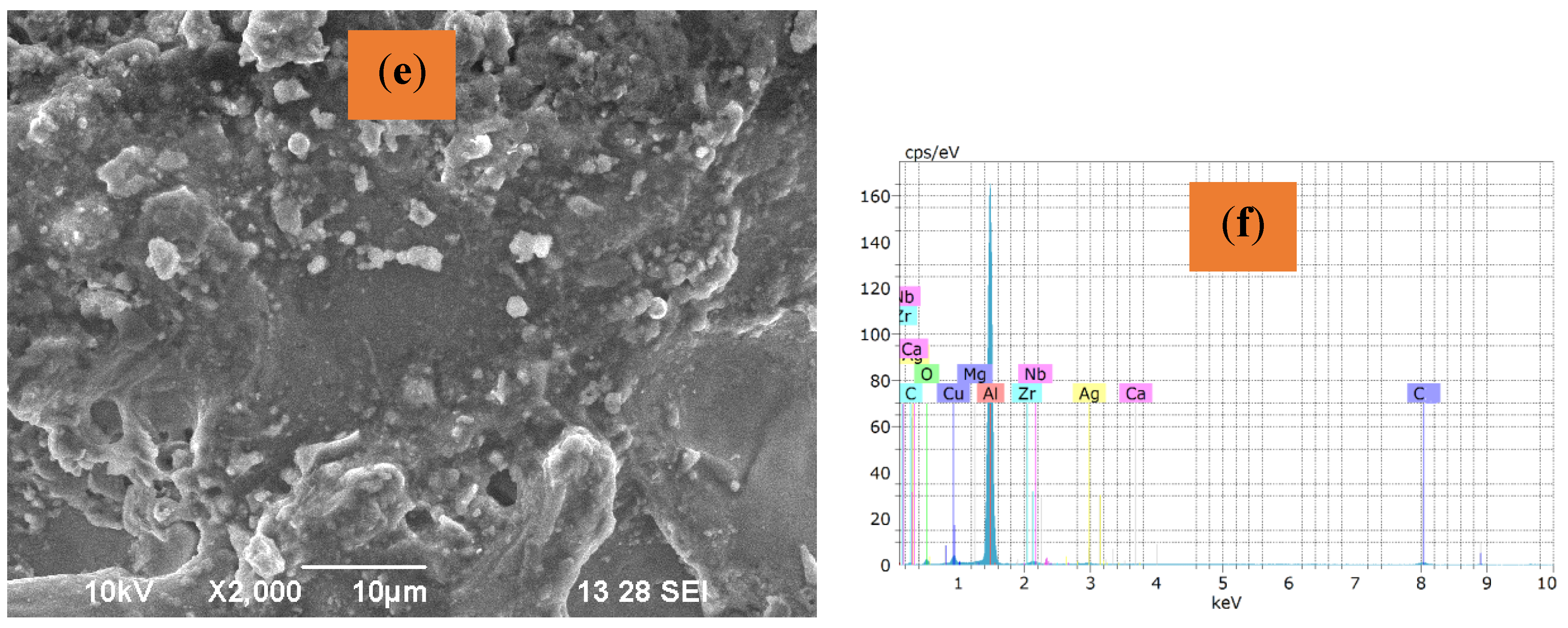
3.1. Energy Dispersive X-ray Spectroscopy (EDS) Analysis
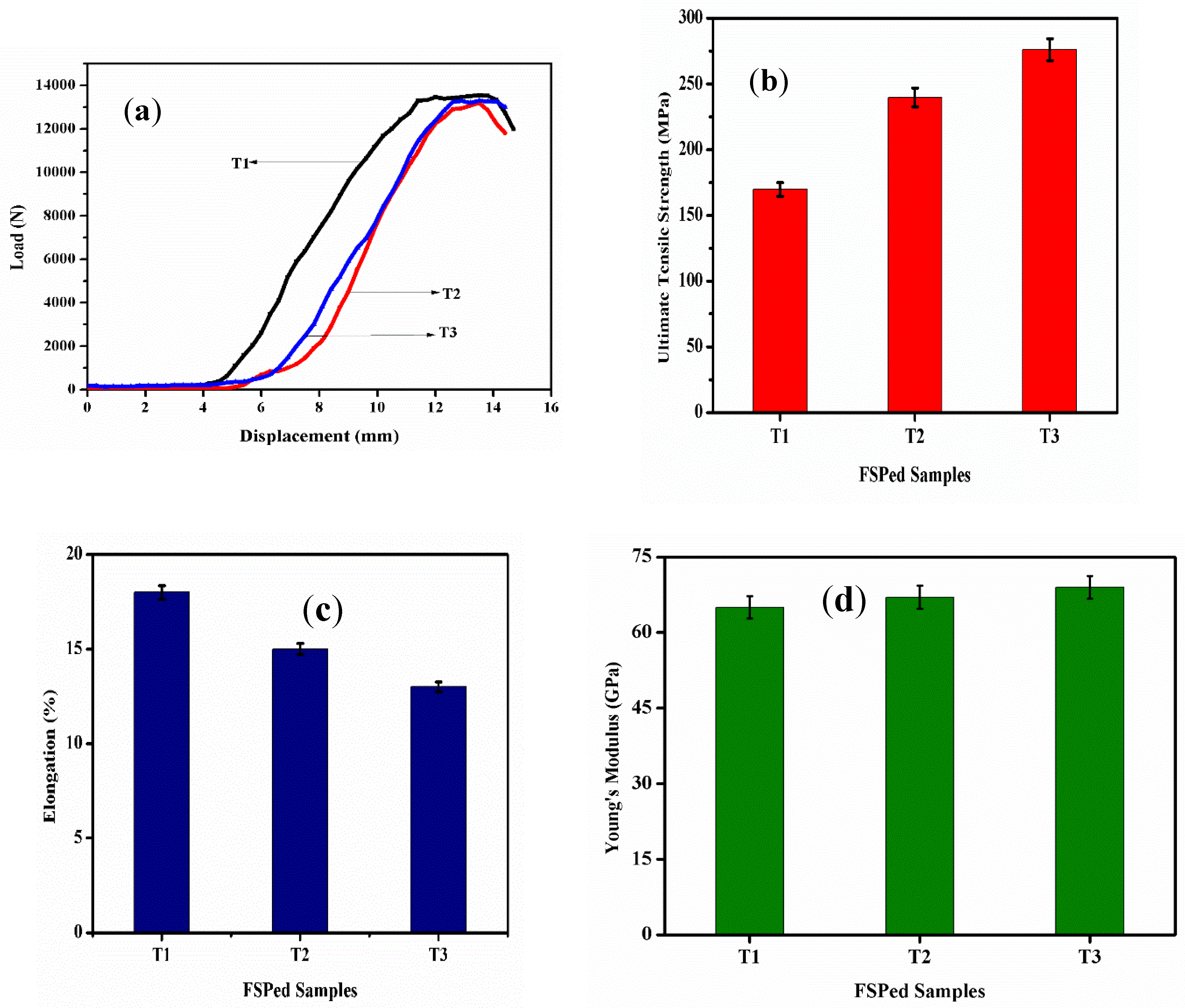
3.2. Effect of Hybrid Reinforcement on the Tensile Properties
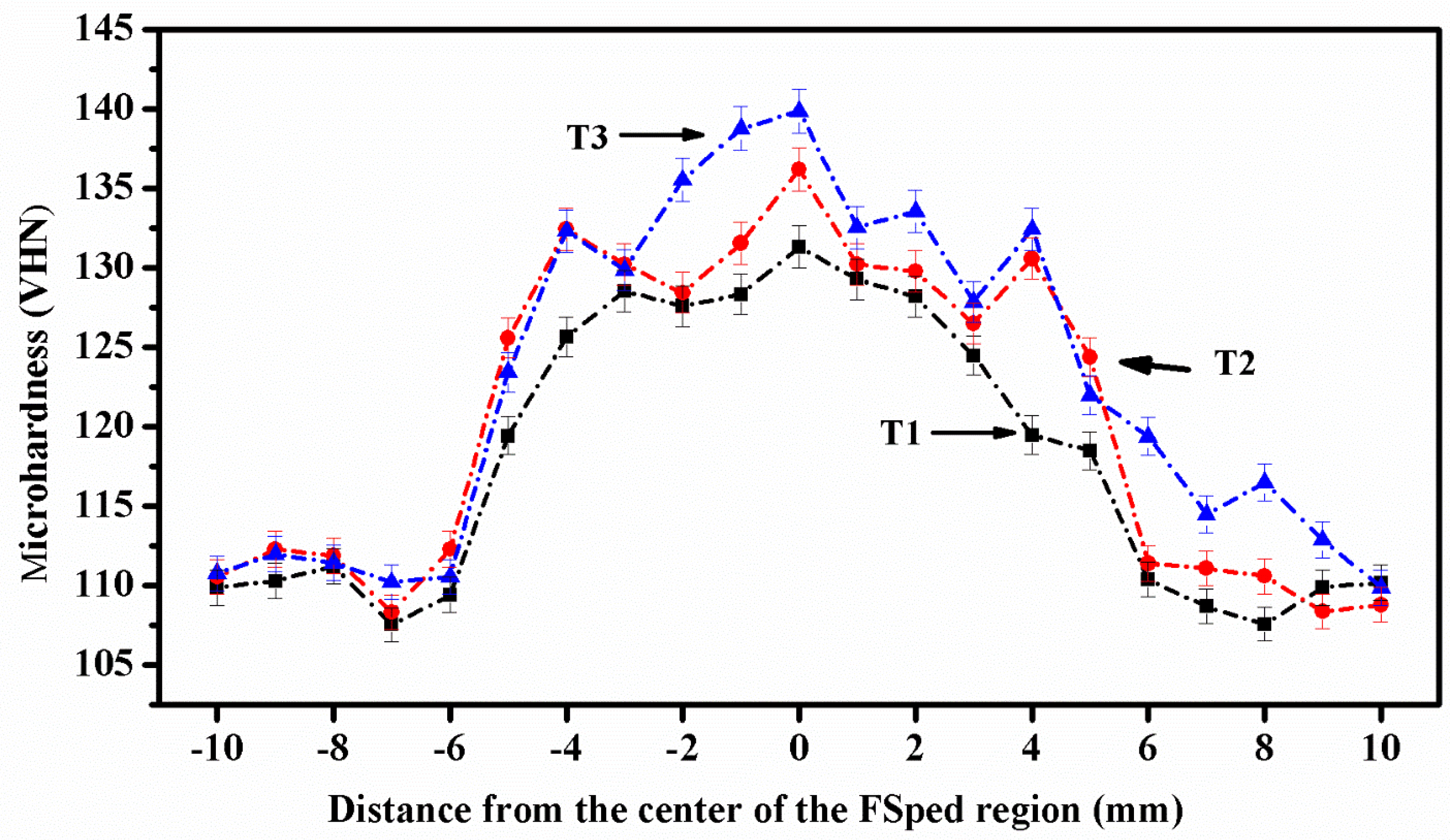
3.3. Effect of Hybrid Reinforcements on Microhardness Properties
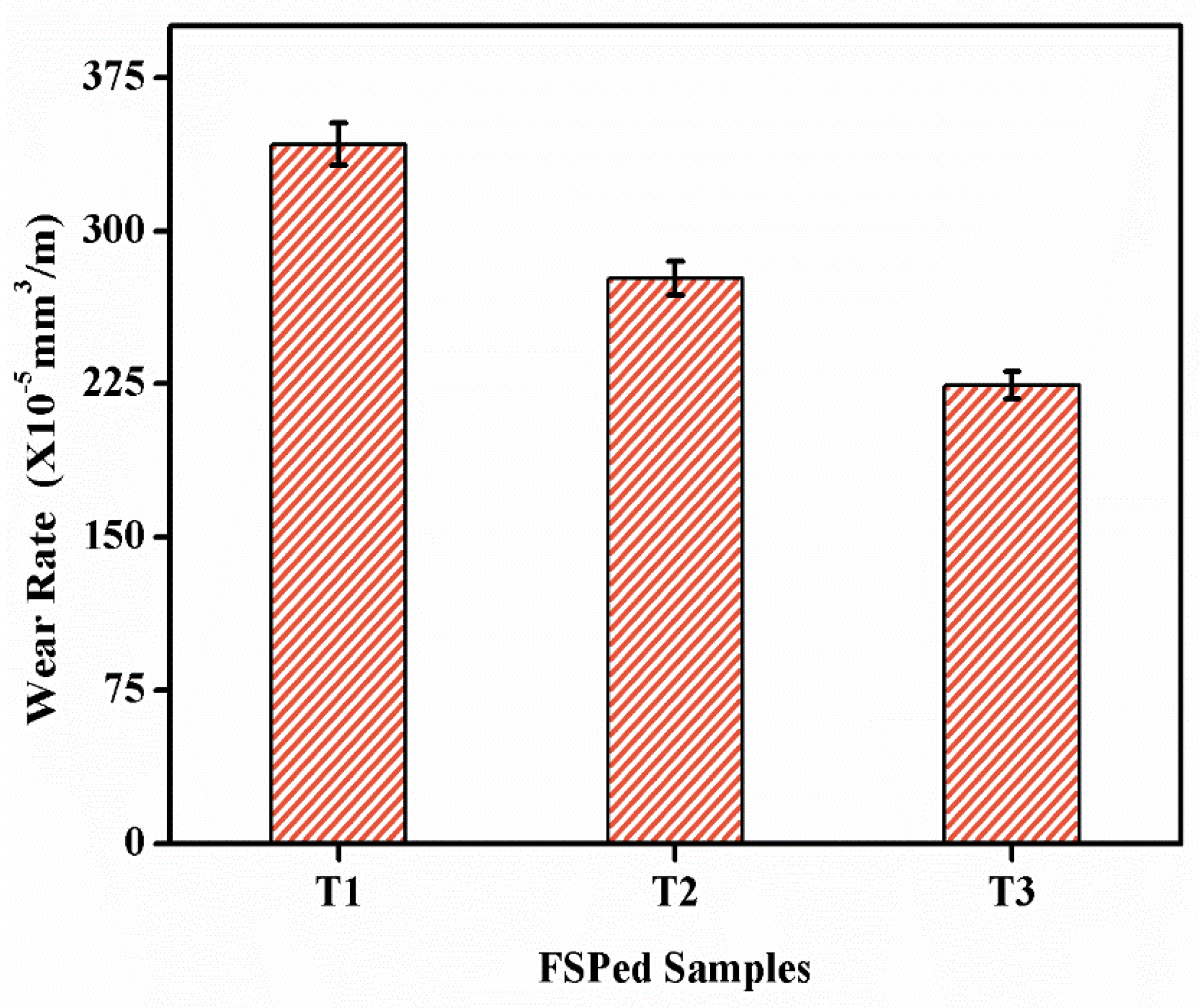
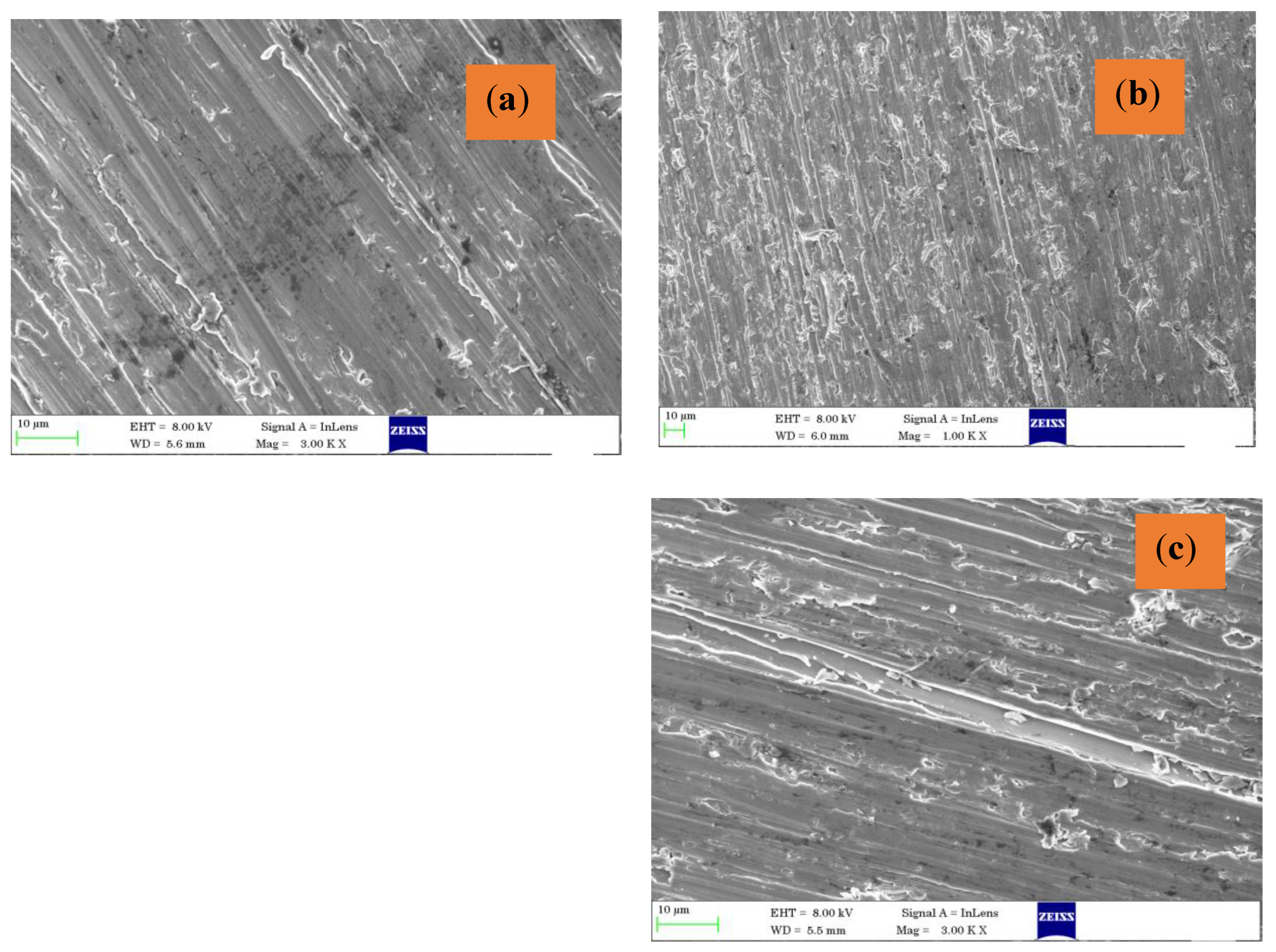
3.4. Effect of Hybrid Reinforcement on Wear Behaviour
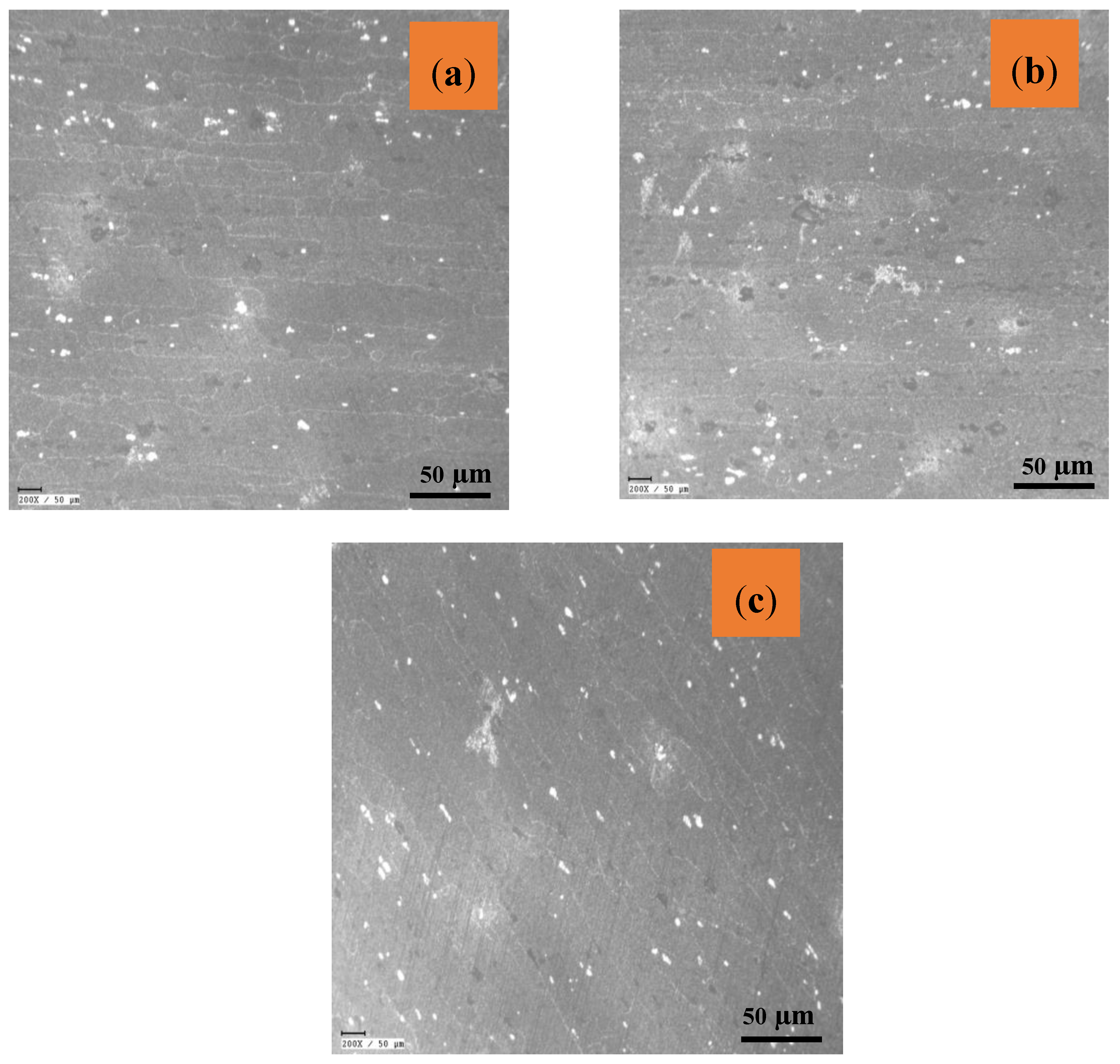
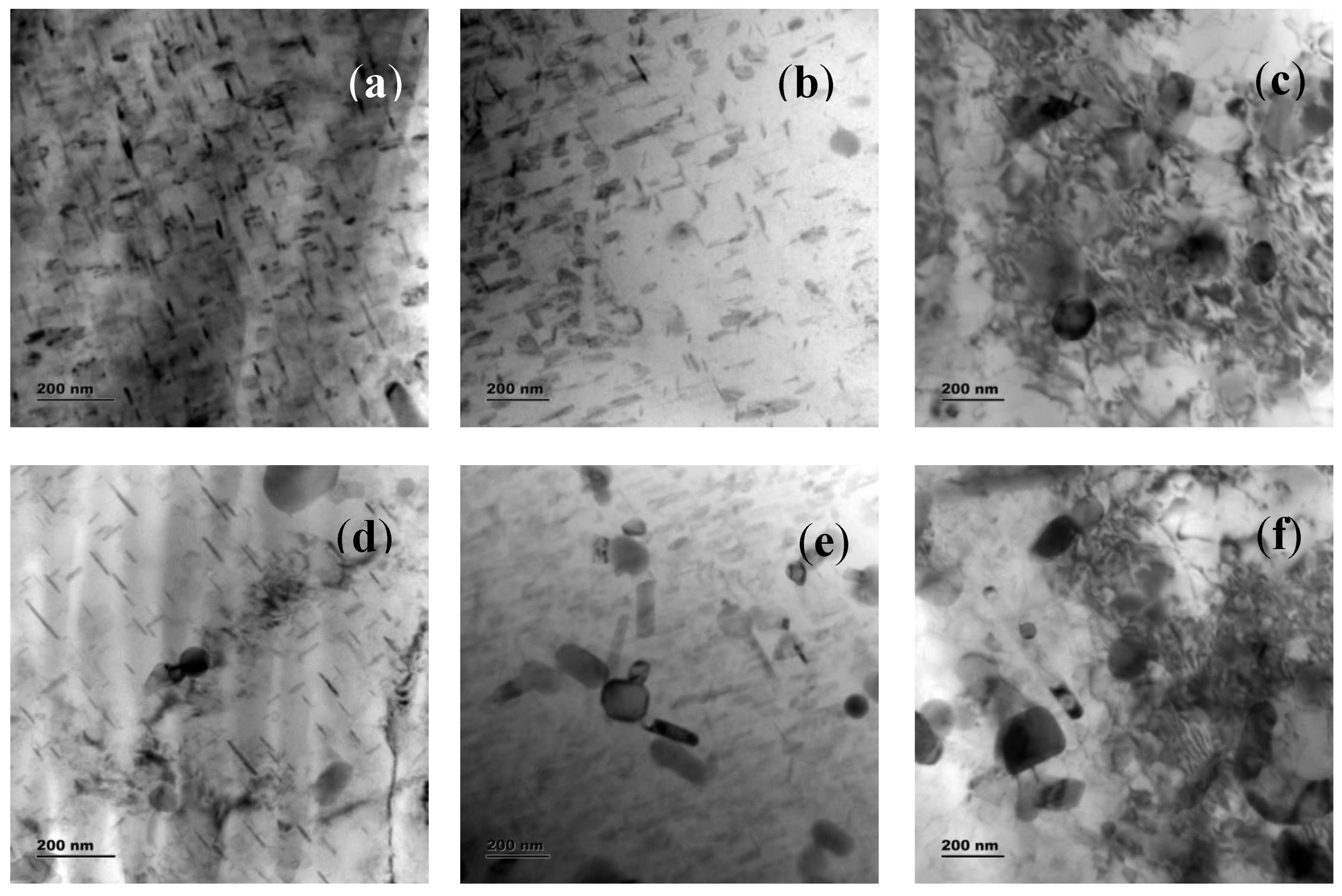
3.5. Microstructural Analysis
4. Conclusions
- The Al hybrid surface composites were successfully manufactured. The different mechanical characterization tests (tensile, microhardness, and wear) were performed, then detailed microstructure investigations were performed using SEM, OM, and TEM techniques. The most critical outcomes are as follows:
- FSP performs a significant role in grain refinement in the stir zone of processed samples. The EDS analysis confirmed the presence of the reinforcement particles in the composites.
- The increase in hybrid reinforcement content from 5 wt% to 15 wt% enhanced tensile strength and Young’s modulus while decreasing elongation, which implies that the structure became more brittle., i.e., Sample T3 exhibited the highest tensile strength with a reduction in elongation, compared to samples T1 and T2. The ductile fracture occurred in sample T1 due to the deeper dimples observed in fracture SEM images, which was the result of higher Elongation (%) compared to that in samples T2 and T3.
- The stir zone’s microhardness was studied. The heat-affected and the thermomechanical-impacted zones were analyzed, and the stir zone exhibited a higher hardness due to grain refinement. Sample T3 exhibited the lowest wear rate due to the increased hardness compared to samples T1 and T2. The worn surfaces exhibited adhesion wear. Wear grooves were observed with debris.
- SEM and TEM micrographs revealed the hybrid particles’ existence and bonding, which are the main reasons for the increase in hardness.
- The data presented in this study will be useful in developing several hybrid surface composites for future aerospace and automotive applications.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Suresh, S.; Natarajan, E.; Shanmugam, R.; Venkatesan, K.; Saravanakumar, N.; AntoDilip, A. Strategized friction stir welded AA6061-T6/SiC composite lap joint suitable for sheet metal applications. J. Mater. Res. Technol. 2022, 21, 30–39. [Google Scholar]
- Kumar, G.V.; Gouda, P.S.; Chowdary, U.S.K.; Subash, T.; Vamsi, M.S.; Naresh, K. Development and experimental evaluation of titanium diboride particulate reinforcements on the Al6061 alloy composites properties. Adv. Mater. Process. Technol. 2020, 8, 1209–1225. [Google Scholar] [CrossRef]
- Jannet, S.; Raja, R.; Arumugaprabu, V.; Vigneshwaran, S.; Rama Sreekanth, P.S.; Naresh, K. Effect of neem seed biochar on the mechanical and wear properties of aluminum metal matrix composites fabricated using stir casting 56. Mater. Today Proc. 2022, 56, 1507–1512. [Google Scholar] [CrossRef]
- Abrahams, R.; Mikhail, J.; Fasihi, P. Effect of friction stir process parameters on the mechanical properties of 5005-H34 and 7075-T651 aluminum alloys. Mater. Sci. Eng. A 2019, 751, 363–373. [Google Scholar] [CrossRef]
- Karpasand, F.; Abbasi, A.; Ardestani, M. Surface & Coatings Technology Effect of the amount of TiB2 and B4C particles on tribological behavior of Al7075/B4C/TiB2 mono and hybrid surface composites produced by friction stir processing. Surf. Coat. Technol. 2020, 390, 125680. [Google Scholar] [CrossRef]
- Chinna Maddaiah, K.; Naresh, K.; Veeresh Kumar, G.B.; Pramode, R.; Baburao, T.; Ramasreekanth, P.S. Influence of Equal Channel Angular Extrusion on Mechanical Characteristics and Associated Microstructural Changes of Aluminum, Copper, Titanium and Magnesium Alloys and Their Metal Matrix Composites—A Review. J. Test. Eval. 2022, 51, 20210591. [Google Scholar] [CrossRef]
- Moustafa, E.B.; Melaibari, A.; Basha, M. Wear and microhardness behaviors of AA7075/SiC-BN hybrid nanocomposite surfaces fabricated by friction stir processing. Ceram. Int. 2020, 46, 16938–16943. [Google Scholar] [CrossRef]
- Moustafa, E.B.; Melaibari, A.; Basha, M.; Mahesh, V.P.; Gumaste, A.; Meena, N.; Alphonsa, J.; Arora, A.; Balakrishnan, M.; Dinaharan, I.; et al. Corrosion Behavior of Aluminum Surface Composites with Metallic, Ceramic, and Hybrid Reinforcements Using Friction Stir Processing. Metall. Mater. Trans. B 2020, 51, 2131–2146. [Google Scholar] [CrossRef]
- Singh, L.; Singh, B.; Saxena, K.K. Manufacturing techniques for metal matrix composites (MMC): An overview. Adv. Mater. Process. Technol. 2020, 6, 441–457. [Google Scholar] [CrossRef]
- Pandiyarajan, R.; Maran, P.; Marimuthu, S.; Prabakaran, M.P. Investigation on mechanical properties of ZrO2, C and AA6061 metal matrix composites. Adv. Mater. Process. Technol. 2020, 8, 178–186. [Google Scholar] [CrossRef]
- Azimi-roeen, G.; Kashani-Bozorg, S.F.; Nosko, M. Effect of multi-pass friction stir processing on textural evolution and grain boundary structure of Al–Fe3O4 system. Integr. Med. Res. 2019, 9, 1070–1086. [Google Scholar] [CrossRef]
- Balakrishnan, M.; Dinaharan, I.; Kalaiselvan, K.; Palanivel, R. Friction stir processing of Al 3 Ni intermetallic particulate reinforced cast aluminum matrix composites: Microstructure and tensile properties. Integr. Med. Res. 2020, 9, 4356–4367. [Google Scholar] [CrossRef]
- Zayed, E.M.; Ahmed, M.M.Z.; Rashad, R.M.; Gangil, N.; Maheshwari, S.; Siddiquee, A.N.; Abidi, M.H.; El-Meligy, M.A.; Mohammed, J.A.; Ikumapayi, O.M.; et al. Investigation on friction stir welding of hybrid composites fabricated on Al-Zn-Mg-Cu alloy through friction stir processing. Surf. Coat. Technol. 2019, 8, 3733–3740. [Google Scholar] [CrossRef]
- Vinothkumar, H.; Saravanakumar, S.; Ramesh, C.; Prakash, P.; Ragul Vignesh, A.; Naveen, S. Investigation on Al2024 with Si3N4 and AlN composites using friction stir processing. Mater. Today Proc. 2020, 33, 3089–3092. [Google Scholar] [CrossRef]
- Mazaheri, Y.; Karimzadeh, F.; Enayati, M.H. A novel technique for the development of A356/Al2O3 surface nanocomposite by friction stir processing. J. Mater. Process. Technol. 2011, 211, 1614–1619. [Google Scholar] [CrossRef]
- Kurt, A.; Uygur, I.; Cete, E. Surface modification of aluminum by friction stir processing. J. Mater. Process. Technol. 2011, 211, 313–317. [Google Scholar] [CrossRef]
- Lee, I.S.; Hsu, C.J.; Chen, C.F.; Ho, N.J.; Kao, P.W. Particle-reinforced aluminum matrix composites produced from powder mixtures via friction stir processing. Compos. Sci. Technol. 2011, 71, 693–698. [Google Scholar] [CrossRef]
- Jannet, S.; Raja, R.; Jaio, M.G.; Manohar, B.M. Synthesis and characterization of sic/Al2O3 reinforced aa5083 metal matrix composite by friction stir processing. Int. J. Recent Technol. Eng. 2019, 7, 629–634. [Google Scholar]
- Qu, J.; Xu, H.; Feng, Z.; Frederick, D.A.; An, L.; Heinrich, H. Improving the tribological characteristics of aluminum 6061 alloy by surface compositing with sub-micro-size ceramic particles via friction stir processing. Wear 2011, 271, 1940–1945. [Google Scholar] [CrossRef]
- Devaraju, A.; Kumar, A.; Kumaraswamy, A.; Kotiveerachari, B. Influence of reinforcements (SiC and Al2O3) and rotational speed on wear and mechanical properties of aluminum alloy 6061-T6 based surface hybrid composites produced via friction stir processing. Mater. Des. 2013, 51, 331–341. [Google Scholar] [CrossRef]
- Alidokht, S.A.; Abdollah-Zadeh, A.; Soleymani, S.; Assadi, H. Microstructure and tribological performance of an aluminum alloy based hybrid composite produced by friction stir processing. Mater. Des. 2011, 32, 2727–2733. [Google Scholar] [CrossRef]
- Aruri, D.; Adepu, K.; Adepu, K.; Bazavada, K. Wear and mechanical properties of 6061-T6 aluminum alloy surface hybrid composites [(SiC + Gr) and (SiC + Al2O3)] fabricated by friction stir processing. J. Mater. Res. Technol. 2013, 2, 362–369. [Google Scholar] [CrossRef]
- Golmohammadi, M.; Atapour, M.; Ashrafi, A. Fabrication and wear characterization of an A413/Ni surface metal matrix composite fabricated via friction stir processing. Mater. Des. 2015, 85, 471–482. [Google Scholar] [CrossRef]
- Veeresh Kumar, G.B.; Panigrahy, P.P.; Nithika, S.; Pramod, R.; Rao, C.S.P. Assessment of mechanical and tribological characteristics of Silicon Nitride reinforced aluminum metal matrix composites. Compos. Part B Eng. 2019, 175, 107138. [Google Scholar] [CrossRef]
- Patil, N.A.; Pedapati, S.R.; Mamat, O.; Lubis, A.M.H.S. Morphological characterization, statistical modeling and wear behavior of AA7075-Titanium Carbide-Graphite surface composites via Friction stir processing. J. Mater. Res. Technol. 2021, 11, 2160–2180. [Google Scholar] [CrossRef]
- AnandhaKumar, C.J.; Gopi, S.; Mohan, D.G.; ShashiKumar, S. Predicting the ultimate tensile strength and wear rate of aluminum hybrid surface composites fabricated via friction stir processing using computational methods. J. Adhes. Sci. Technol. 2021, 36, 1707–1726. [Google Scholar] [CrossRef]
- Saini, N.; Dwivedi, D.K.; Jain, P.K.; Singh, H. Surface modification of cast Al-17%Si alloys using friction stir processing. Procedia Eng. 2015, 100, 1522–1531. [Google Scholar] [CrossRef]
- ASTM G99; Standard Test Method for Wear Testing with a Pin-on-Disk Apparatus. ASTM International: West Conshohocken, PA, USA, 2017.
- Thankachan, T.; Prakash, K.S. Microstructural, mechanical and tribological behavior of aluminum nitride reinforced copper surface composites fabricated through friction stir processing route. Mater. Sci. Eng. A 2017, 688, 301–308. [Google Scholar] [CrossRef]
- Kumar, G.V.; Venkatesh Chowdary, G.; Surya Vamsi, M.; Jayarami Reddy, K.; Nagaral, M.; Naresh, K. Effects of addition of Titanium Diboride and Graphite Particulate Reinforcements on Physical, Mechanical and Tribological properties of Al6061 Alloy based Hybrid Metal Matrix Composites. Adv. Mater. Process. Technol. 2021, 8, 2259–2276. [Google Scholar] [CrossRef]
- Davim, J.P. Metal Matrix Composites: Materials, Manufacturing and Engineering; De Gruyter: Berlin, Germany, 2014. [Google Scholar] [CrossRef]
- Gangil, N.; Maheshwari, S.; Nasr, E.A.; El-Tamimi, A.M.; El-Meligy, M.A.; Siddiquee, A.N. Another Approach to Characterize Particle Distribution during Surface Composite Fabrication Using Friction Stir Processing. Metals 2018, 8, 568. [Google Scholar] [CrossRef]
- Pouraliakbar, H.; Beygi, R.; Fallah, V.; Monazzah, A.H.; Jandaghi, M.R.; Khalaj, G.; da Silva, L.F.; Pavese, M. Processing of Al-Cu-Mg alloy by FSSP: Parametric analysis and the effect of cooling environment on microstructure evolution. Mater. Lett. 2022, 308, 131157. [Google Scholar] [CrossRef]
- Mishra, R.S.; Ma, Z.Y.; Charit, I. Friction stir processing: A novel technique for fabrication of surface composite. Mater. Sci. Eng. A 2003, 341, 307–310. [Google Scholar] [CrossRef]
- Thangarasu, A.; Murugan, N.; Dinaharan, I. Production and wear characterization of AA6082-TiC surface composites by friction stir processing. Procedia Eng. 2014, 97, 590–597. [Google Scholar] [CrossRef]
- Paulo Davim, J. Welding Technology, Materials Forming, Machining and Tribology; Springer: Berlin/Heidelberg, Germany, 2021; ISBN 978-3-030-63985-3. [Google Scholar]
- Asrari, G.; Daneshifar, M.H.; Hosseini, S.A.; Alishahi, M. Fabrication of Al-Mg solid solution by friction stir selective alloying. Mater. Lett. 2022, 308, 131073. [Google Scholar] [CrossRef]
- Dinaharan, I.; Saravanakumar, S.; Kalaiselvan, K.; Gopalakrishnan, S. Microstructure and sliding wear characterization of Cu/TiB 2 copper matrix composites fabricated via friction stir processing. J. Asian Ceram. Soc. 2017, 5, 295–303. [Google Scholar] [CrossRef]
- Kumar, G.V.; Gouda, P.S.; Pramod, R.; Rao, C.S.P. Synthesis and characterization of TiO2 reinforced Al6061 composites. Adv. Compos. Lett. 2017, 26, 168–173. [Google Scholar] [CrossRef]
- Paulo Davim, J. Kapil Gupta Advanced Welding and Deforming; Elsevier: Amsterdam, The Netherlands, 2021; ISBN 978-0-12-822049-8. [Google Scholar] [CrossRef]
- Archard, J.F. Contact and rubbing of flat surfaces. J. Appl. Phys. 1953, 24, 981–988. [Google Scholar] [CrossRef]
- Davim, J.P. Green Composites: Materials, Manufacturing and Engineering; De Gruyter: Berlin, Germany, 2017. [Google Scholar] [CrossRef]
- Davim, J.P. Wear of Advanced Materials; Wiley: Hoboken, NJ, USA, 2013; ISBN 978-1-118-56586-5. [Google Scholar] [CrossRef]
- Bagheri, G.A. The effect of reinforcement percentages on properties of copper matrix composites reinforced with TiC particles. J. Alloys Compd. 2016, 676, 120–126. [Google Scholar] [CrossRef]
- Shinde, D.M.; Sahoo, P.; Davim, J.P. Tribological characterization of particulate-reinforced aluminum metal matrix nanocomposites: A review. Adv. Compos. Lett. 2020, 29, 1–28. [Google Scholar] [CrossRef]
- Salih, O.S.; Ou, H.; Sun, W.; McCartney, D.G. A review of friction stir welding of aluminum matrix composites. Mater. Des. 2015, 86, 61–71. [Google Scholar] [CrossRef]
- Dinaharan, I.; Kalaiselvan, K.; Akinlabi, E.T.; Davim, J.P. Microstructure and wear characterization of rice husk ash reinforced copper matrix composites prepared using friction stir processing. J. Alloys Compd. 2017, 718, 150–160. [Google Scholar] [CrossRef]
- Das, S.; Chandrasekaran, M.; Samanta, S.; Kayaroganam, P.; Paulo Davim, J. Fabrication and tribological study of AA6061 hybrid metal matrix composites reinforced with SiC/B4C nanoparticles. Ind. Lubr. Tribol. 2019, 71, 83–93. [Google Scholar] [CrossRef]
- Baradeswaran, A.; Elayaperumal, A.; Davim, J.P. Effect of B4C on mechanical properties and tribological behaviour of AA 6061-B4C composites. J. Balk. Tribol. Assoc. 2013, 19, 230–239. [Google Scholar]
- Veeresh Kumar, G.B.; Pramod, R.; Hari Kiran Reddy, R.; Ramu, P.; Kunaal Kumar, B.; Madhukar, P.; Chavali, M.; Mohammad, F.; Khiste, S.K. Investigation of the Tribological Characteristics of Aluminum 6061-Reinforced Titanium Carbide Metal Matrix Composites. Nanomaterials 2021, 11, 3039. [Google Scholar] [CrossRef] [PubMed]
- Dinaharan, I.; Akinlabi, E.T. Low-cost metal matrix composites based on aluminum, magnesium, and copper reinforced with fly ash prepared using friction stir processing. Compos. Commun. 2018, 9, 22–26. [Google Scholar] [CrossRef]
- Arora, H.S.; Singh, H.; Dhindaw, B.K. Composite fabrication using friction stir processing—A review. Int. J. Adv. Manuf. Technol. 2012, 61, 1043–1055. [Google Scholar] [CrossRef]
- Morisada, Y.; Fujii, H.; Nagaoka, T.; Nogi, K.; Fukusumi, M. Fullerene/A5083 composites fabricated by material flow during friction stir processing. Compos. Part A Appl. Sci. Manuf. 2007, 38, 2097–2101. [Google Scholar] [CrossRef]
- Doherty, R.D.; Hughes, D.A.; Humphreys, F.J.; Jonas, J.J.; Juul Jensen, D.; Kassner, M.E.; King, W.E.; McNelley, T.R.; McQueen, H.J.; Rollett, A.D. Current issues in recrystallization: A review. Mater. Today 1998, 1, 14–15. [Google Scholar] [CrossRef]
- Charit, I.; Mishra, R.S. Evaluation of microstructure and superplasticity in friction stir processed 5083 Al alloy. J. Mater. Res. 2004, 19, 3329–3342. [Google Scholar] [CrossRef]
- Su, J.Q.; Nelson, T.W.; Sterling, C.J. Grain refinement of aluminum alloys by friction stir processing. Philos. Mag. 2006, 86, 1–24. [Google Scholar] [CrossRef]
- Bauri, R.; Yadav, D.; Shyam Kumar, C.N.; Balaji, B. Tungsten particle reinforced Al 5083 composite with high strength and ductility. Mater. Sci. Eng. A 2015, 620, 67–75. [Google Scholar] [CrossRef]
- Sheng, X.; Li, K.; Wu, W.; Yang, Y.; Liu, Y.; Zhao, Y.; He, G. Microstructure and mechanical properties of friction stir welded joint of an aluminum alloy sheet 6005A-T4. Metals 2019, 9, 1152. [Google Scholar] [CrossRef]
- McNelley, T.R.; Swaminathan, S.; Su, J.Q. Recrystallization mechanisms during friction stir welding/processing of aluminum alloys. Scr. Mater. 2008, 58, 349–354. [Google Scholar] [CrossRef]
- Selvaraj, M.; Rao, K.; Selvakumar, G.; Murali, V. Effect of thermal history on the tensile strength of a friction stir welded aluminum alloy. Mater. Test. 2018, 60, 1184–1190. [Google Scholar] [CrossRef]
- Yadav, D.; Bauri, R. Effect of friction stir processing on microstructure and mechanical properties of aluminum. Mater. Sci. Eng. A 2012, 539, 85–92. [Google Scholar] [CrossRef]
- Gao, S.; Zhou, L.; Sun, G.; Zhao, H.; Chu, X.; Li, G.; Zhao, H. Influence of welding speed onmicrostructure and mechanical properties of 5251 aluminum alloy joints fabricated by self-reacting friction stir welding. Materials 2021, 14, 6178. [Google Scholar] [CrossRef]
- Zhang, H.; Chen, S.; Zhang, Y.; Chen, X.; Li, Z.; Yang, Z. Effect of high rotational-speed friction-stir welding on microstructure and properties of welded joints of 6061-t6 al alloy ultrathin plate. Materials 2021, 14, 6012. [Google Scholar] [CrossRef]
- Jandaghi, M.R.; Pouraliakbar, H.; Saboori, A.; Hong, S.I.; Pavese, M. Comparative Insight into the Interfacial Phase Evolutions during Solution Treatment of Dissimilar Friction Stir Welded AA2198-AA7475 and AA2198-AA6013 Aluminum Sheets. Materials 2021, 14, 1290. [Google Scholar] [CrossRef]
- Khalaj, G.; Khalaj, M.J.; Nazari, A. Microstructure and hot deformation behavior of AlMg6 alloy produced by equal-channel angular pressing. Mater. Sci. Eng. A 2012, 542, 15–20. [Google Scholar] [CrossRef]
- El-Rayes, M.M.; El-Danaf, E.A. The influence of multi-pass friction stir processing on the microstructural and mechanical properties of Aluminum Alloy 6082. J. Mater. Process. Technol. 2012, 212, 1157–1168. [Google Scholar] [CrossRef]
- Li, L.; Li, D.; Zeng, X.; Luo, A.A.; Hu, B.; Sachdev, A.K.; Gu, L.; Ding, W. Microstructural evolution of Mg-Al-Re alloy reinforced with alumina fibers. J. Magnes. Alloy. 2020, 8, 565–577. [Google Scholar] [CrossRef]













{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Element | Aluminum (Al) | Magnesium (Mg) | Silicon (Si) | Iron (Fe) | Zinc (Zn) | Manganese (Mn) | Titanium (Ti) | Copper (Cu) | Chromium (Cr) |
|---|---|---|---|---|---|---|---|---|---|
| Weight Percentage | 97.9 to 99.3 | 0.35 to 0.60 | 0.30 to 0.60 | 0.1 to 0.3 | 0 to 0.15 | 0 to 0.10 | 0 to 0.10 | 0 to 0.10 | 0 to 0.050 |
| Sample | Hybrid Reinforcement | Matrix |
|---|---|---|
| B4C + SiC + CaCO3 (wt%) | Al-Mg2-Si (wt%) | |
| T1 | 5 | 95 |
| T2 | 10 | 90 |
| T3 | 15 | 85 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Raja, R.; Shanmugam, R.; Jannet, S.; Kumar, G.B.V.; Venkateshwaran, N.; Naresh, K.; Ramoni, M. Development of Al-Mg2Si Alloy Hybrid Surface Composites by Friction Stir Processing: Mechanical, Wear, and Microstructure Evaluation. Materials 2023, 16, 4131. https://doi.org/10.3390/ma16114131
Raja R, Shanmugam R, Jannet S, Kumar GBV, Venkateshwaran N, Naresh K, Ramoni M. Development of Al-Mg2Si Alloy Hybrid Surface Composites by Friction Stir Processing: Mechanical, Wear, and Microstructure Evaluation. Materials. 2023; 16(11):4131. https://doi.org/10.3390/ma16114131
Chicago/Turabian StyleRaja, R., Ragavanantham Shanmugam, Sabitha Jannet, G. B. Veeresh Kumar, N. Venkateshwaran, K. Naresh, and Monsuru Ramoni. 2023. "Development of Al-Mg2Si Alloy Hybrid Surface Composites by Friction Stir Processing: Mechanical, Wear, and Microstructure Evaluation" Materials 16, no. 11: 4131. https://doi.org/10.3390/ma16114131
APA StyleRaja, R., Shanmugam, R., Jannet, S., Kumar, G. B. V., Venkateshwaran, N., Naresh, K., & Ramoni, M. (2023). Development of Al-Mg2Si Alloy Hybrid Surface Composites by Friction Stir Processing: Mechanical, Wear, and Microstructure Evaluation. Materials, 16(11), 4131. https://doi.org/10.3390/ma16114131