
Microstructure and Magnetic Properties of Grain Boundary Insulated Fe/Mn0.5Zn0.5Fe2O4 Soft Magnetic Composites

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Abstract
:1. Introduction
2. Experimental Materials and Methods
3. Results and Discussion
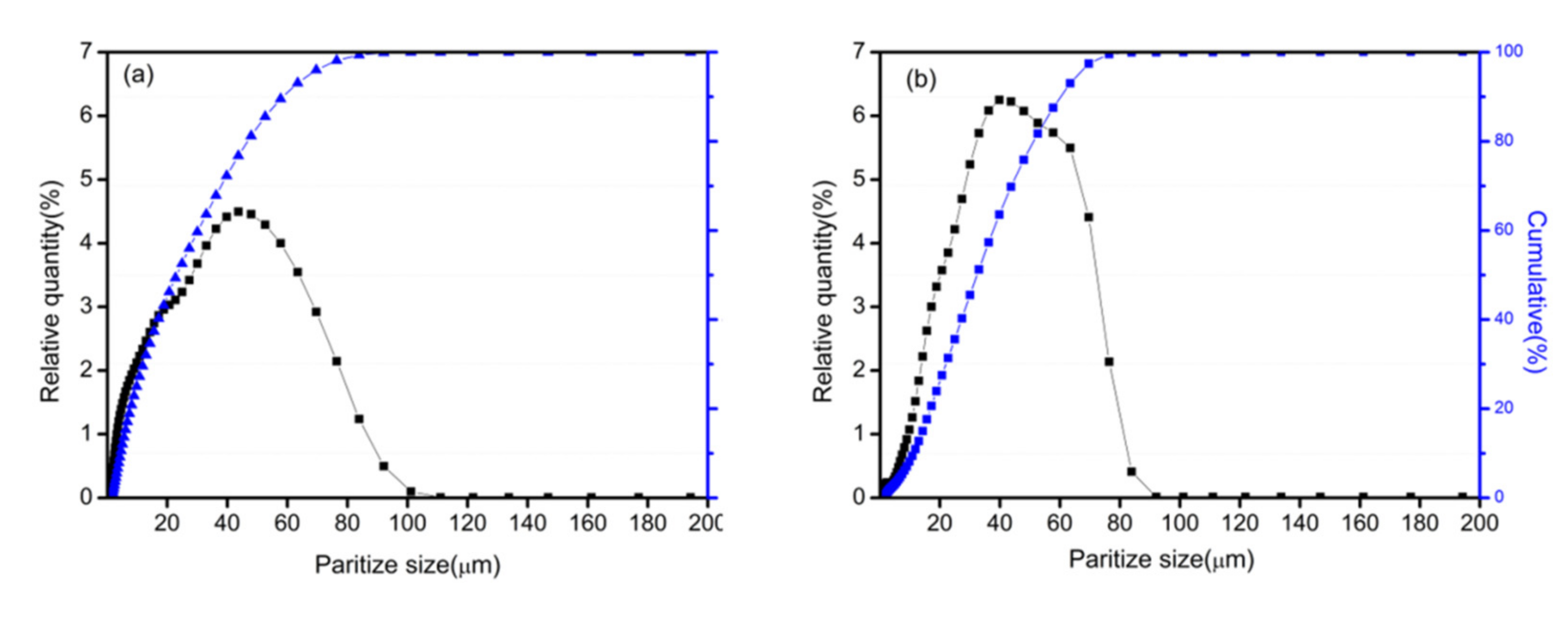
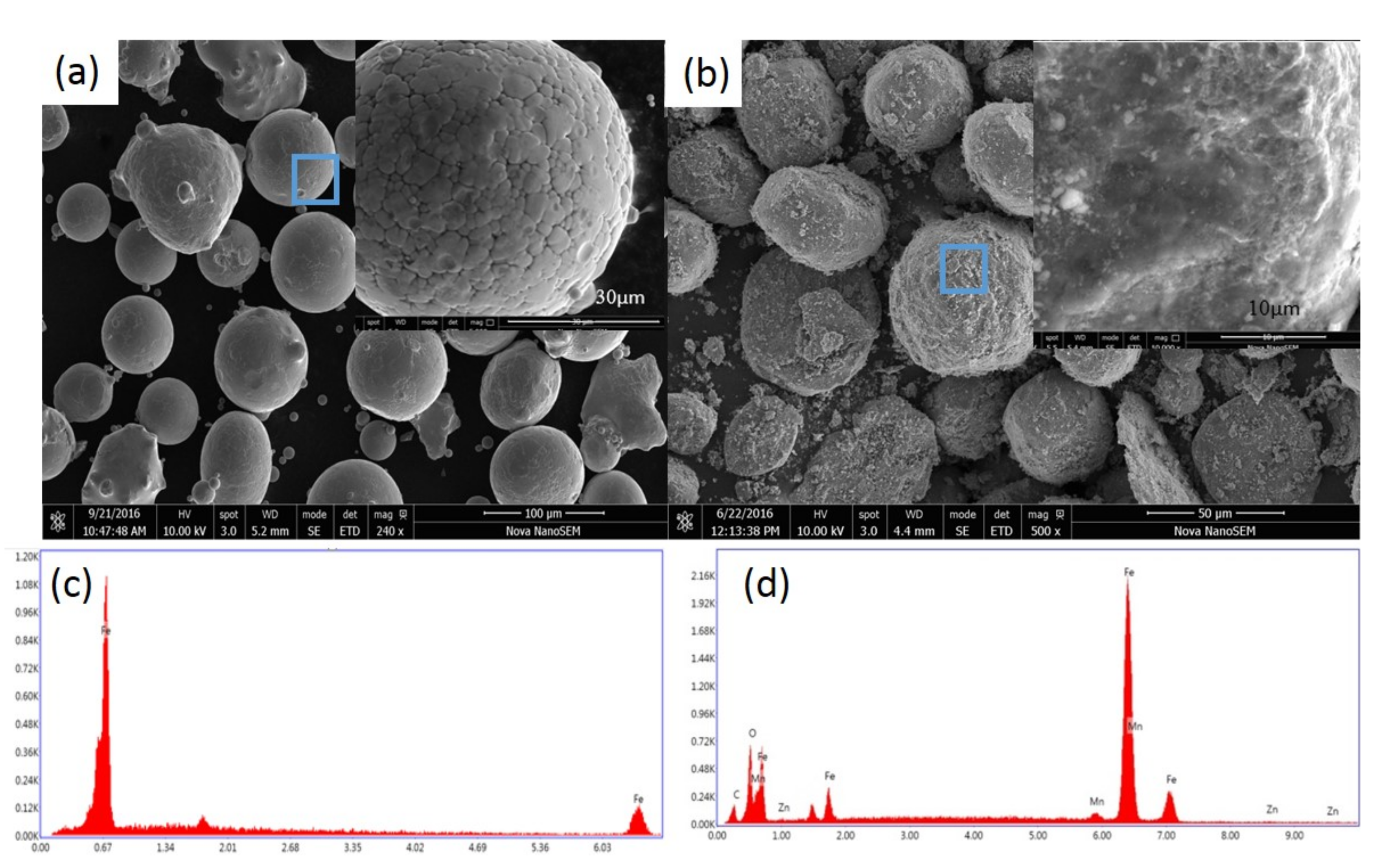
3.1. Microstructure and Magnetic Properties of Fe/Mn0.5Zn0.5Fe2O4 Composite Powder
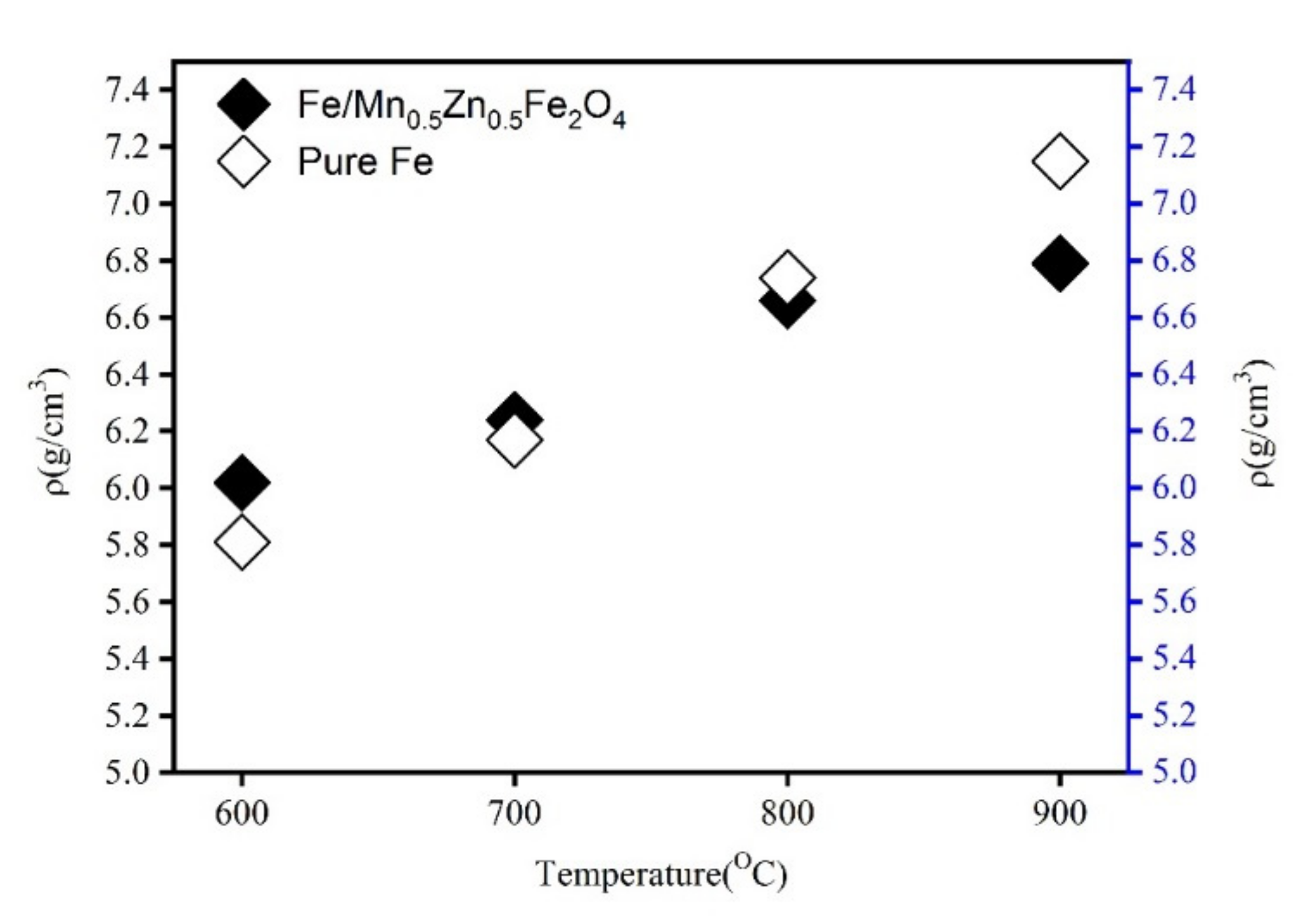
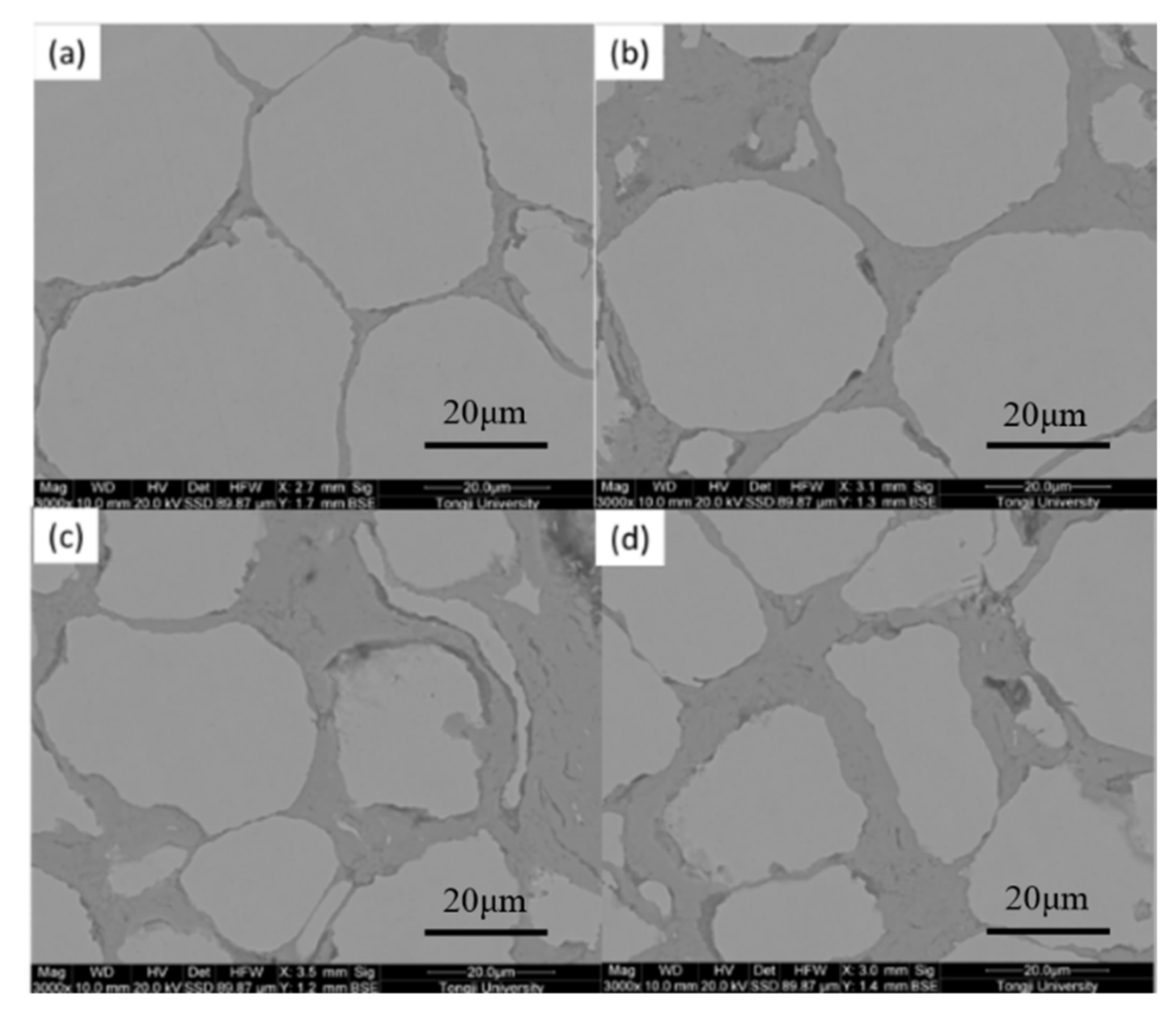
3.2. Densification of the Composite Powders
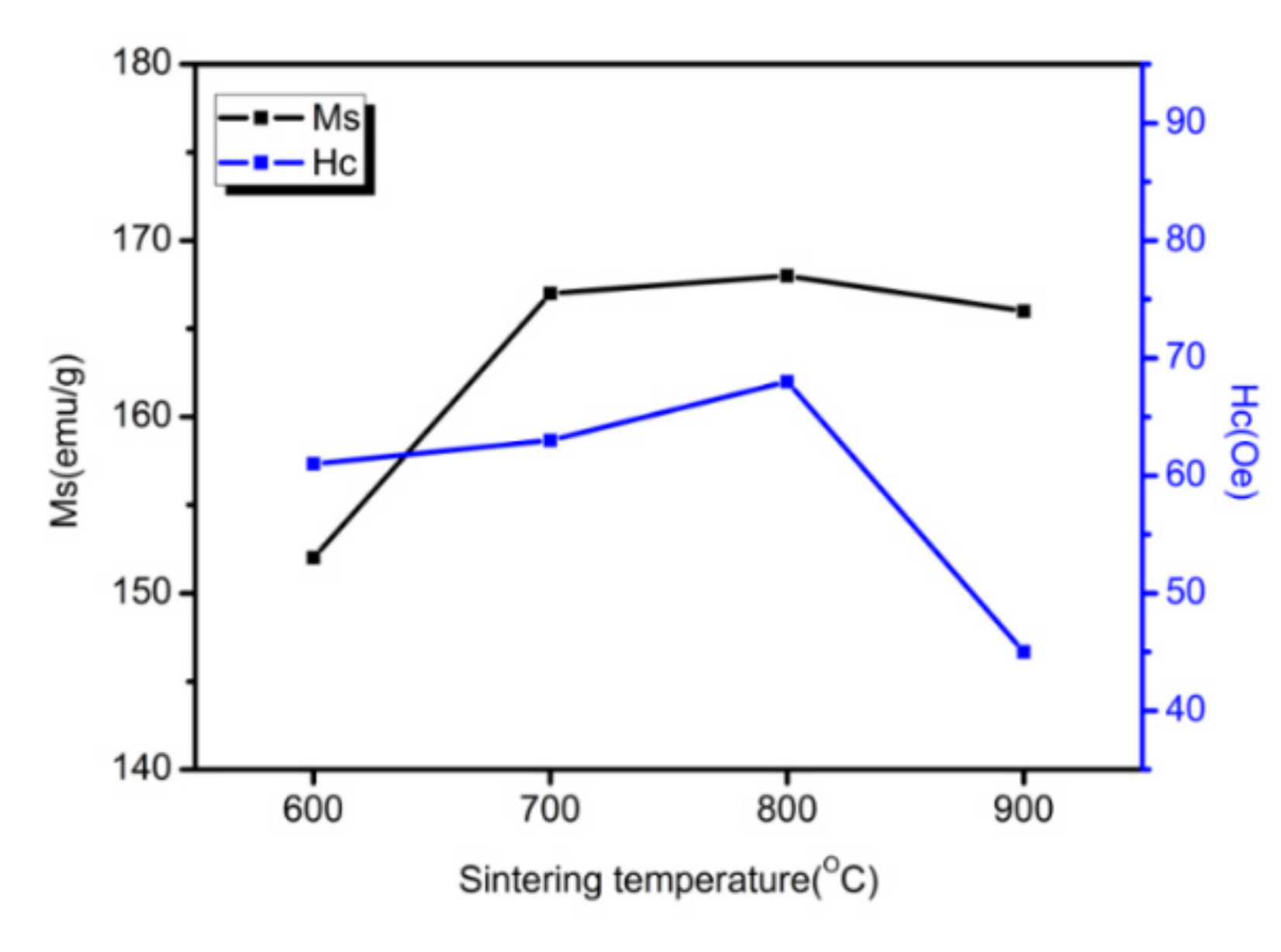
3.3. Magnetic Properties of the Fe/Mn0.5Zn0.5Fe2O4 SMCs
4. Conclusions
- (1)
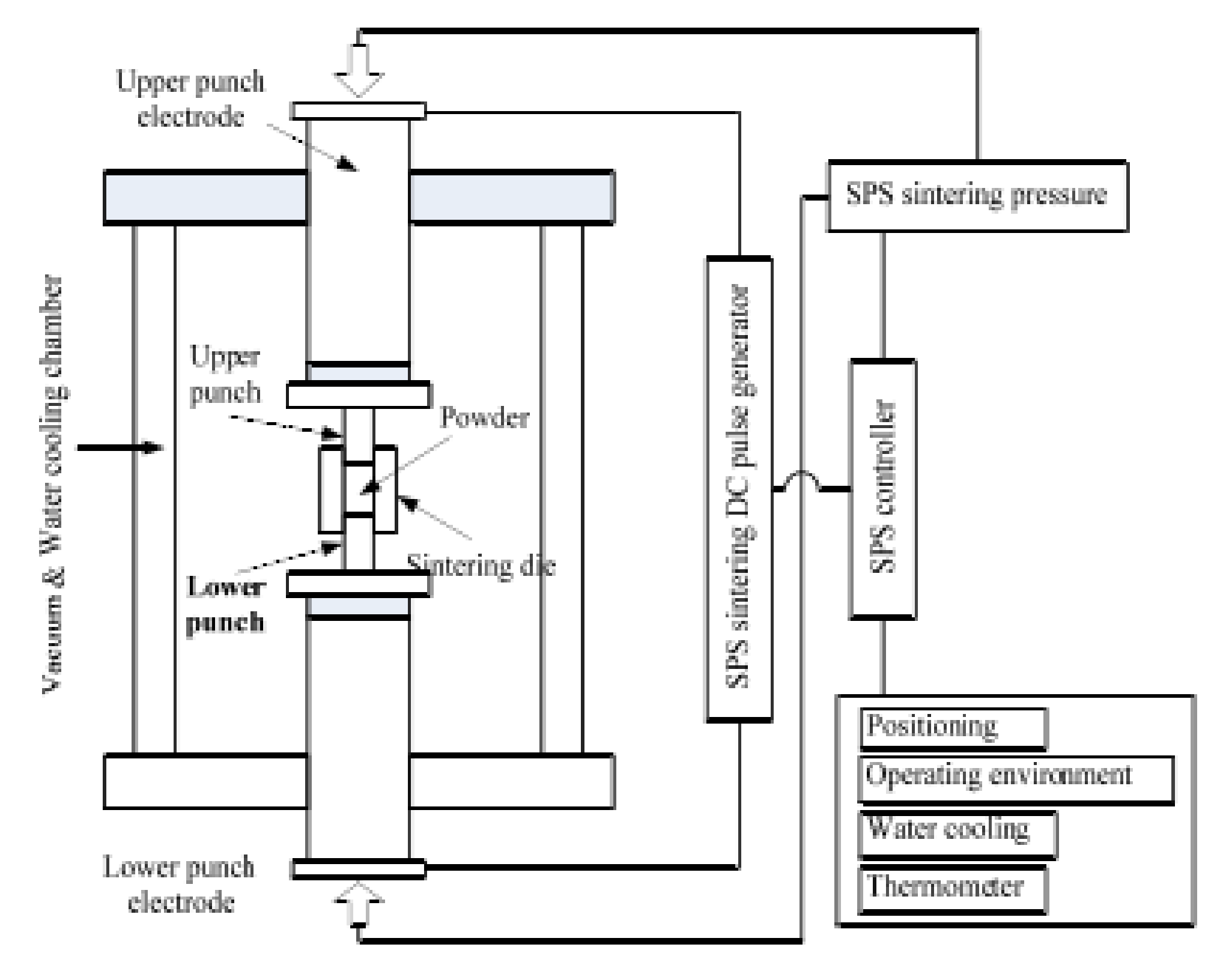
- Mn0.5Zn0.5Fe2O4-coated Fe powder, corresponding Fe powder and corresponding Fe/Mn0.5Zn0.5Fe2O4 SMCs were successfully prepared by mechanical ball milling and SPS.
- (2)
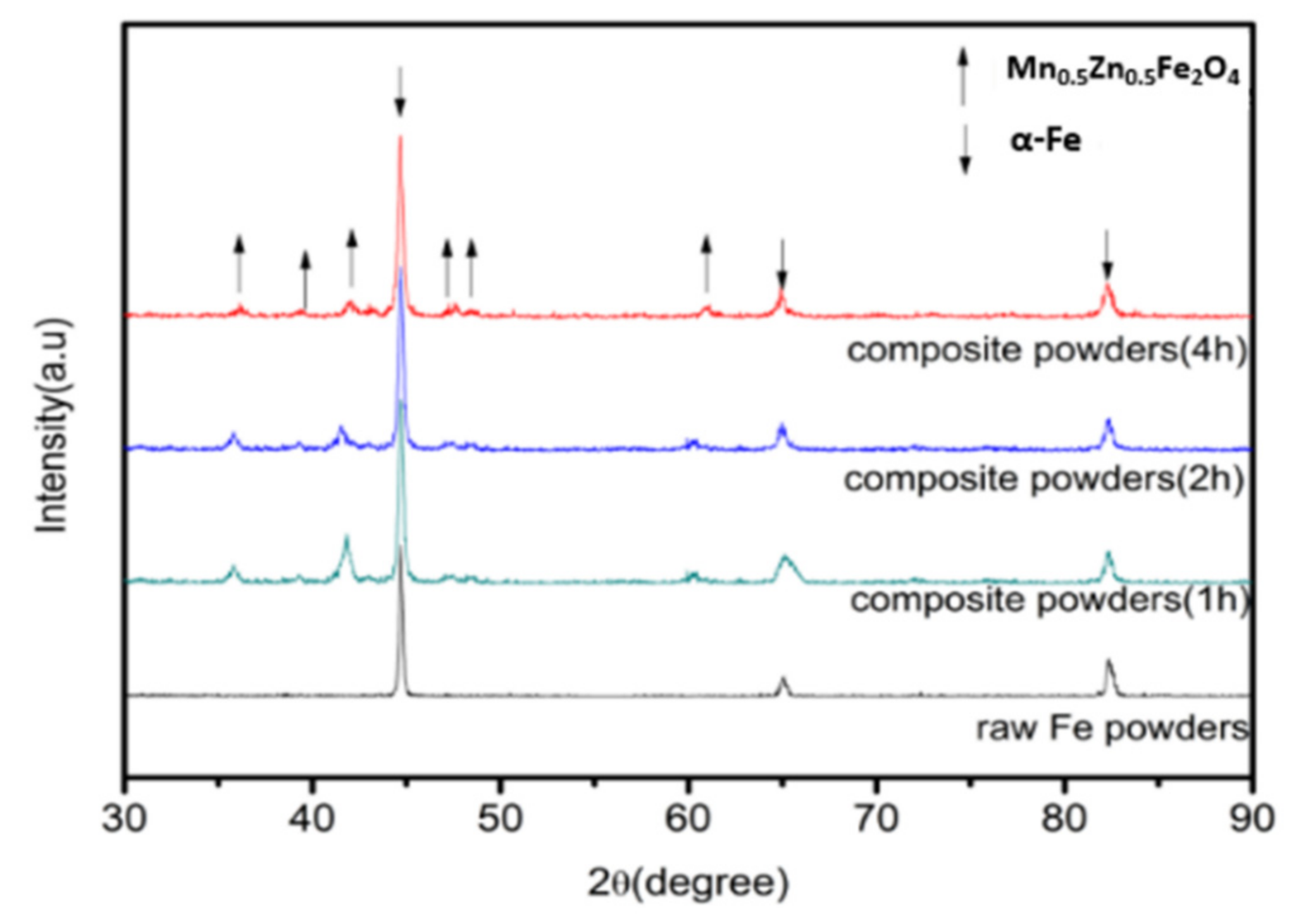
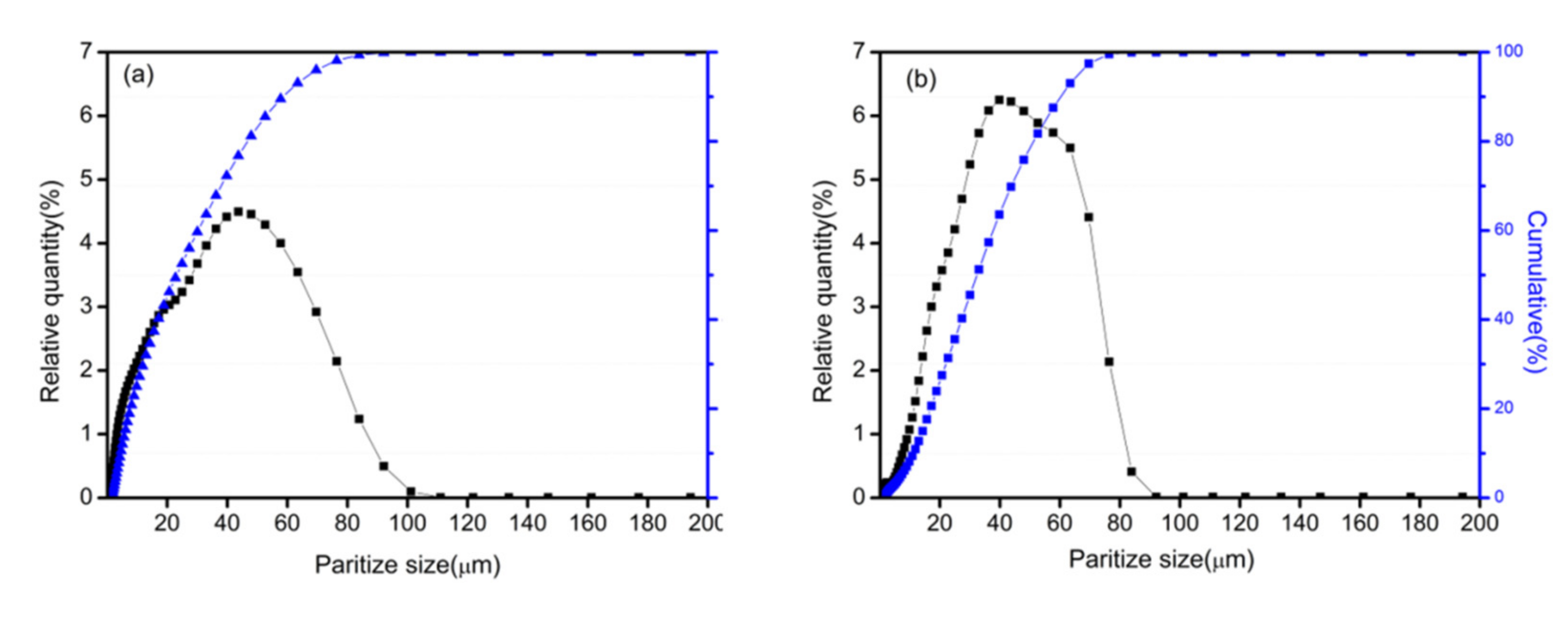
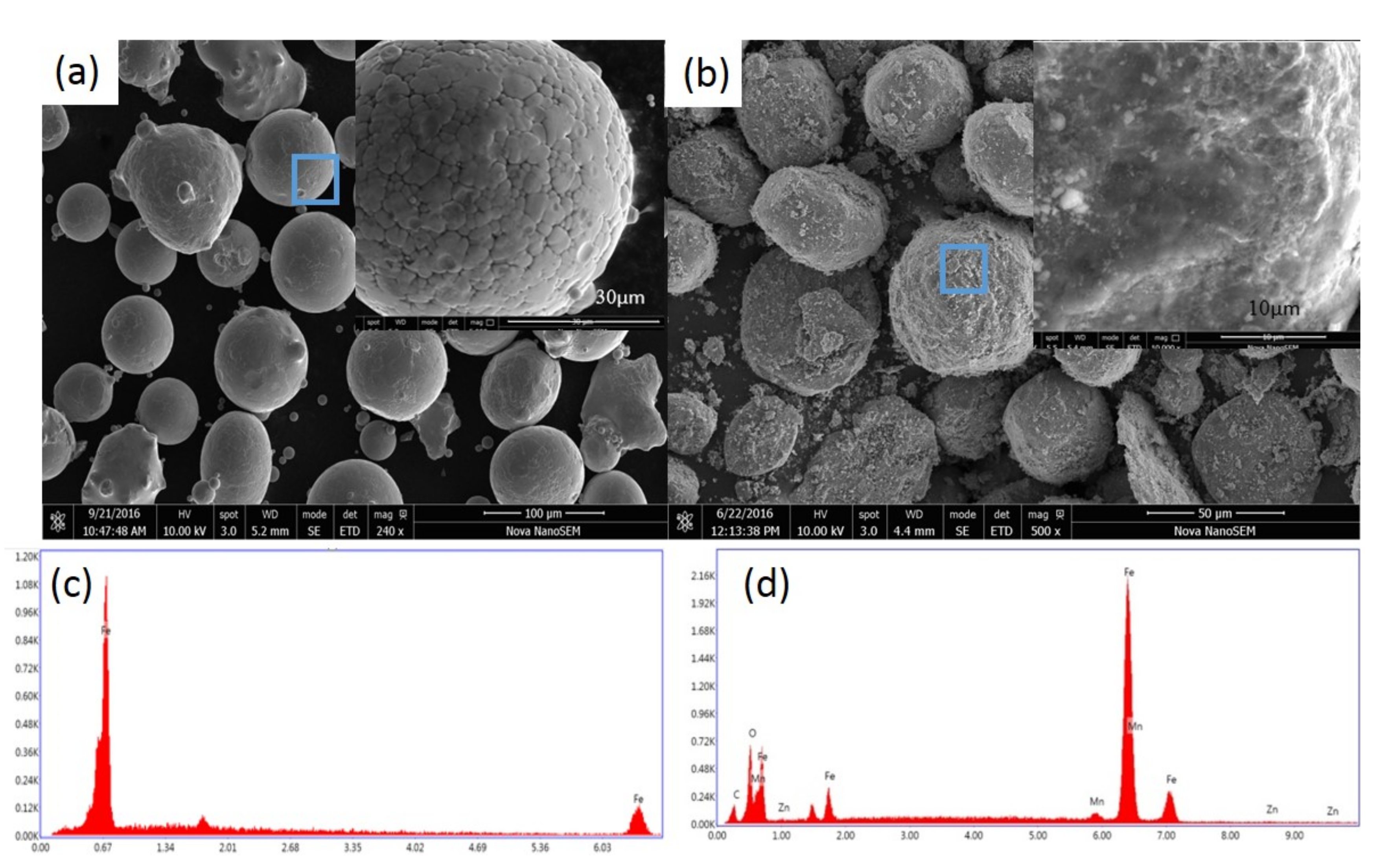
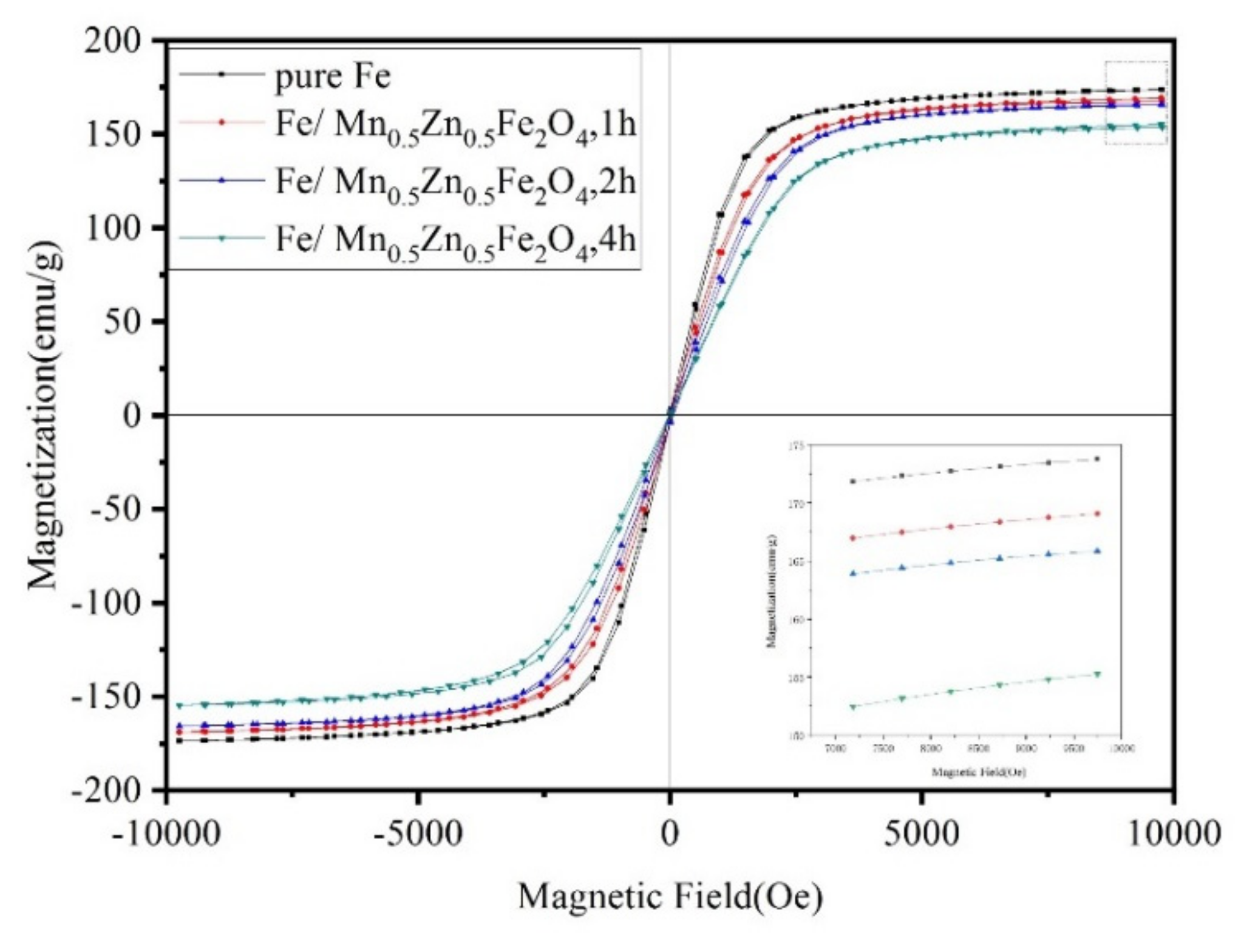
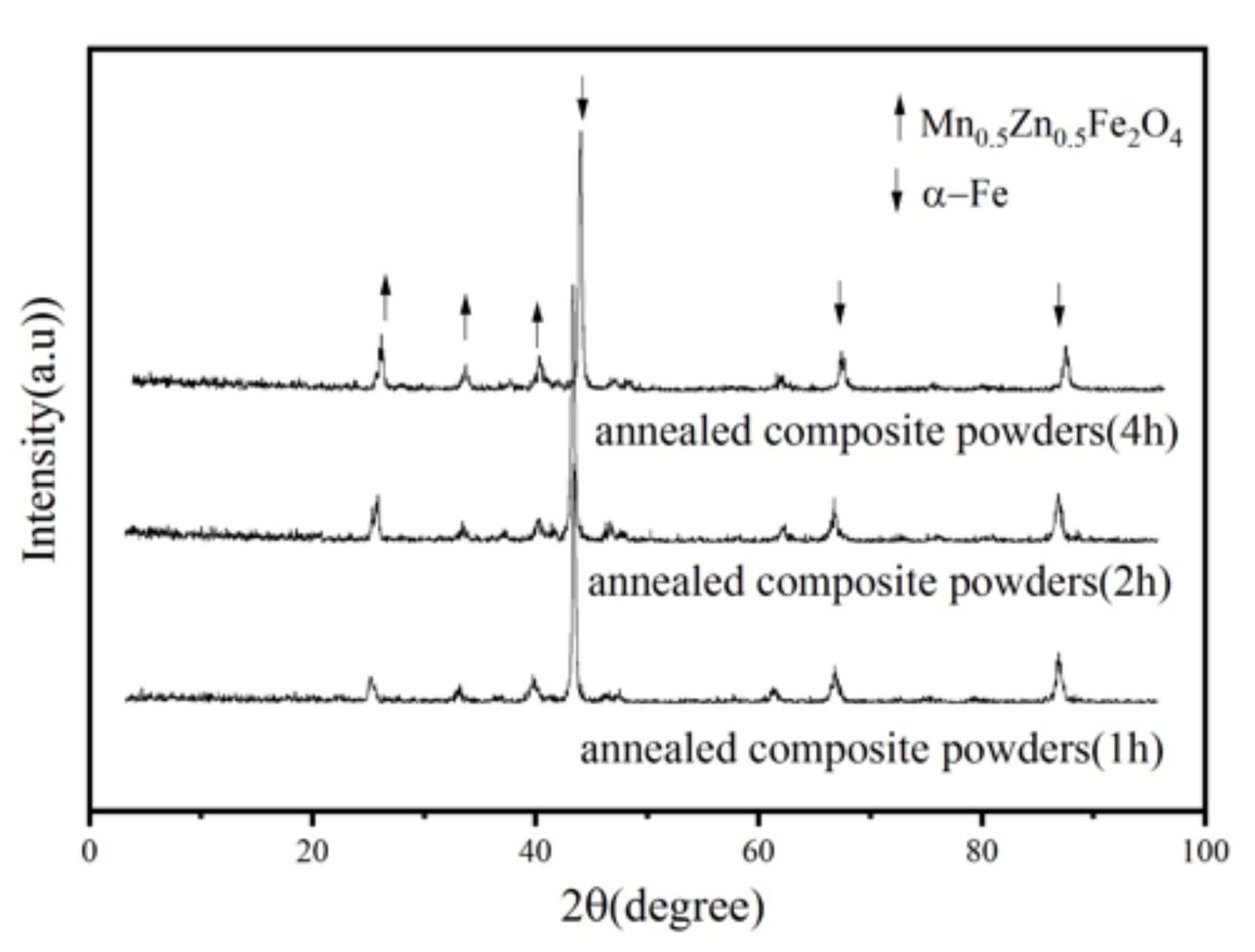
- The structure and magnetic properties of the composite powders prepared by different ball milling time periods were studied. The results show that Mn0.5Zn0.5Fe2O4 nano-powder can be uniformly coated on spherical iron powder by mechanical ball milling, but it will produce defects and stress. With the extension of ball milling time, the coercivity increases, but after heat treatment, the coercivity can be reduced.
- (3)
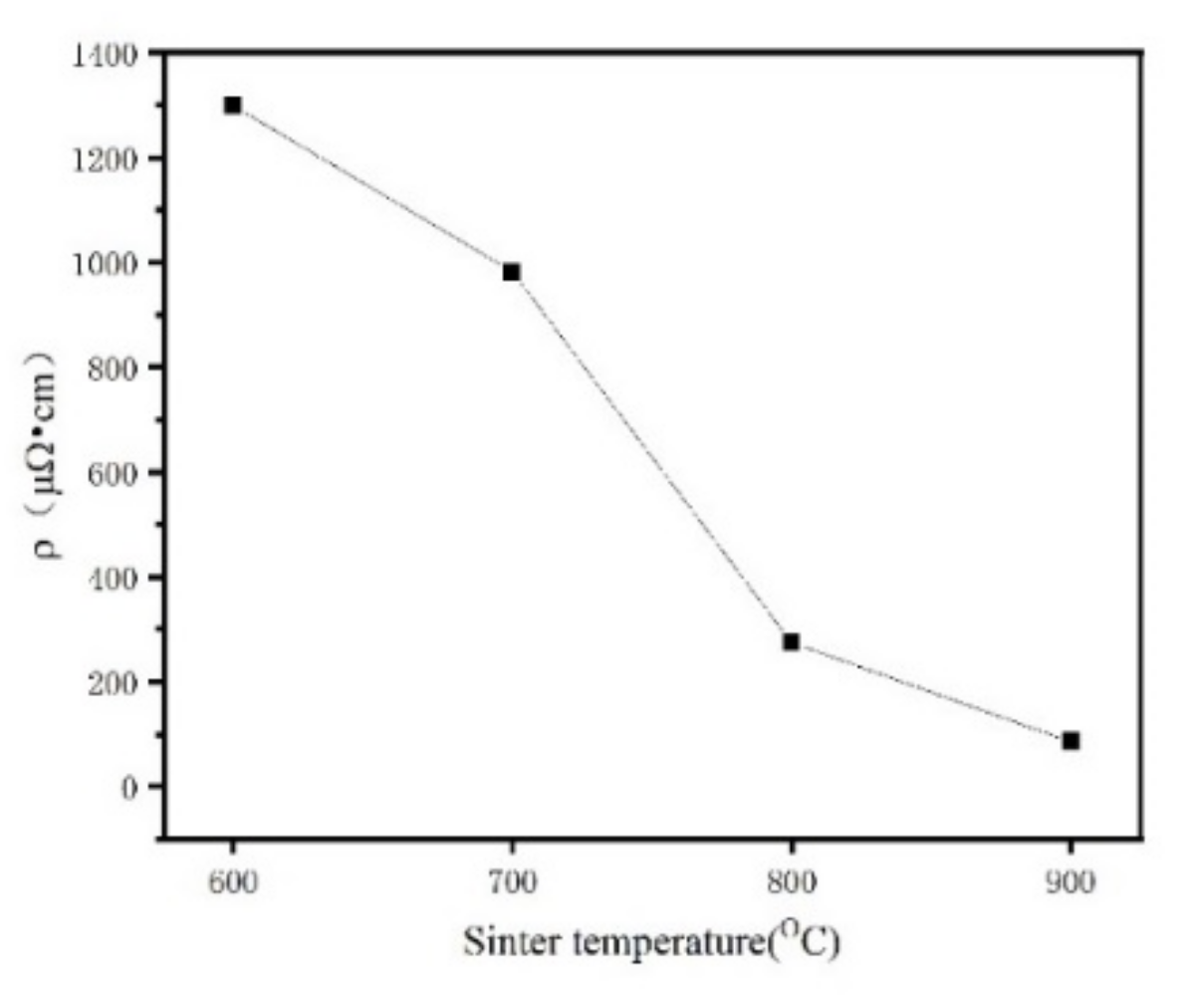
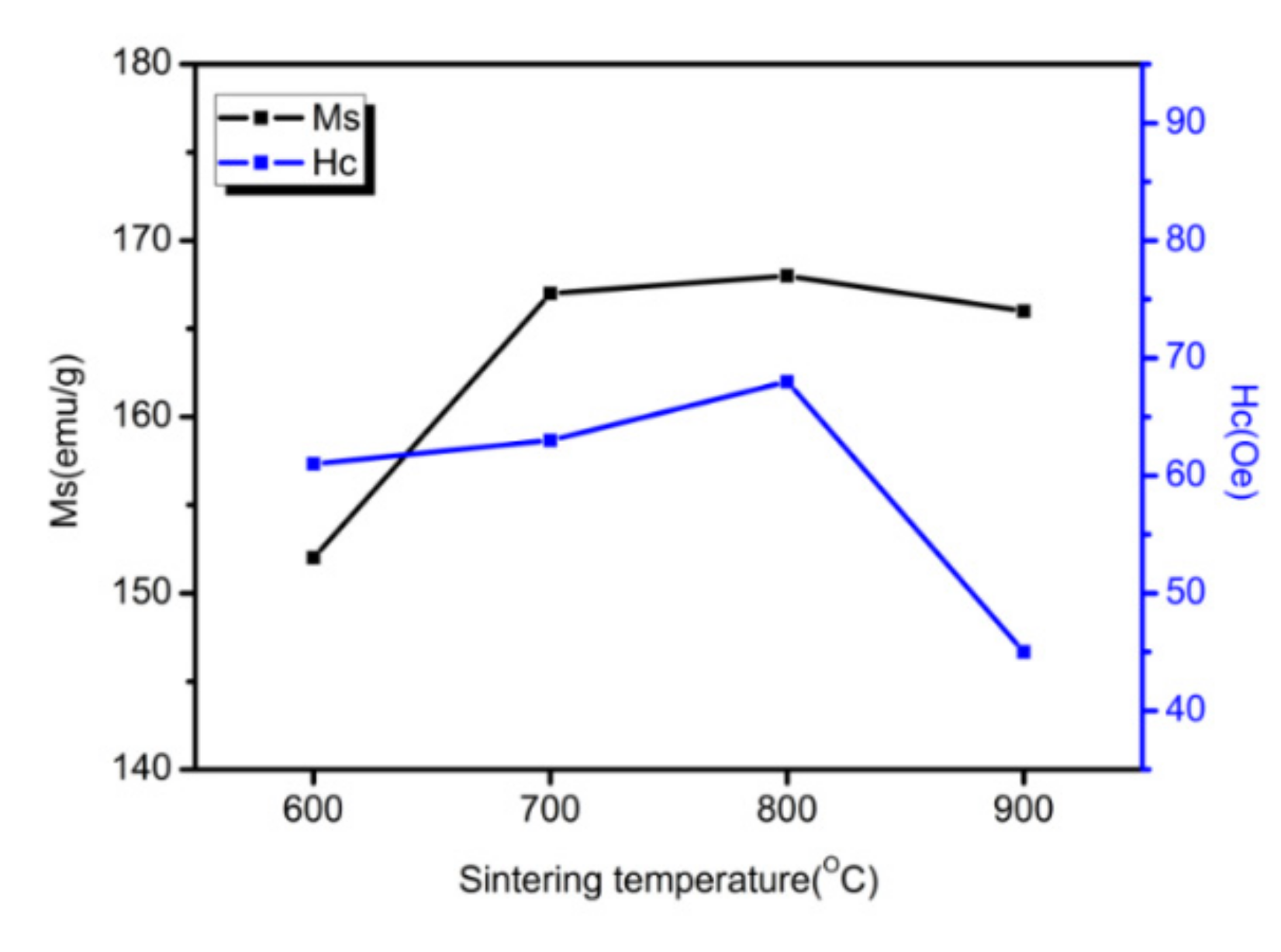
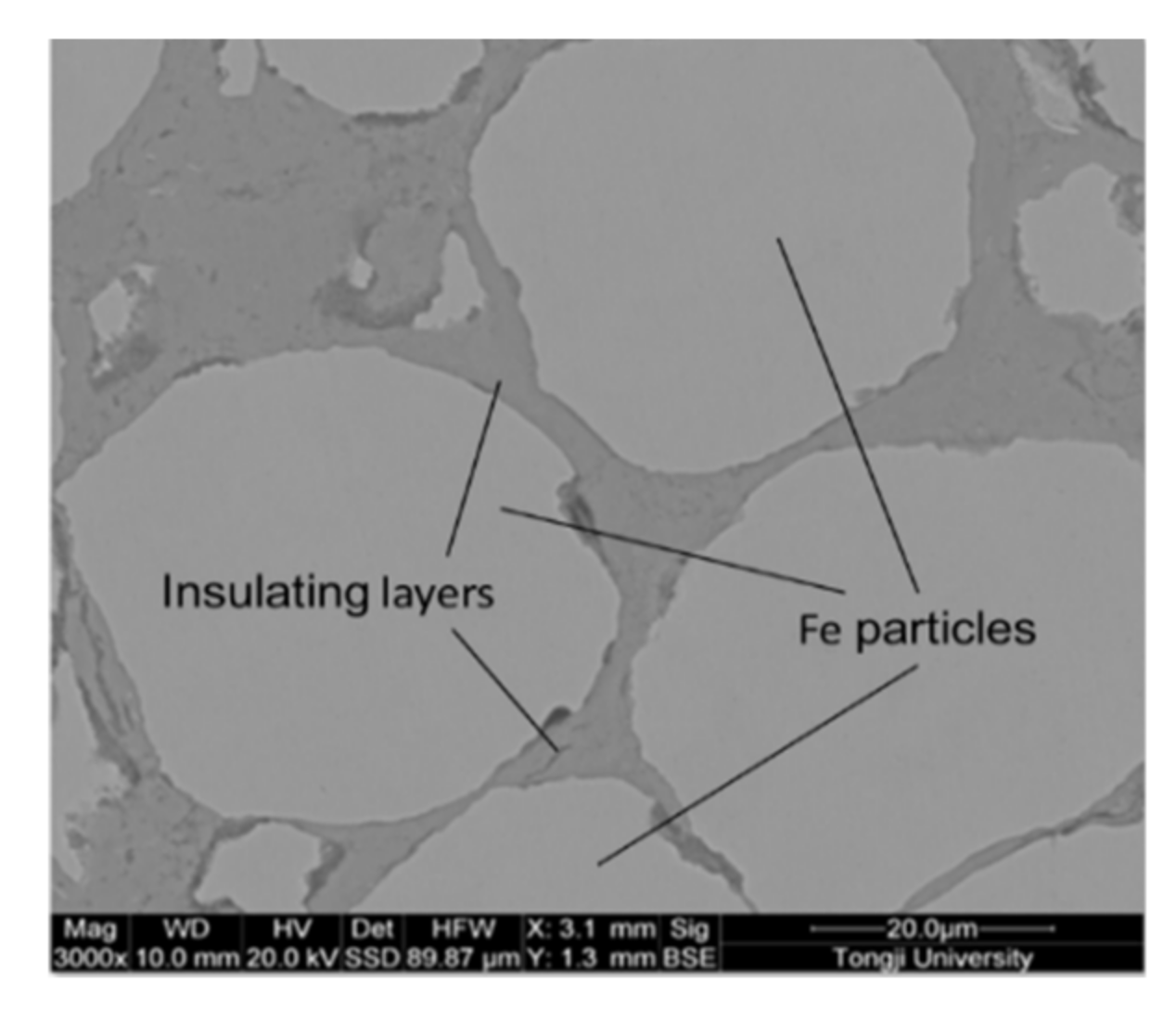
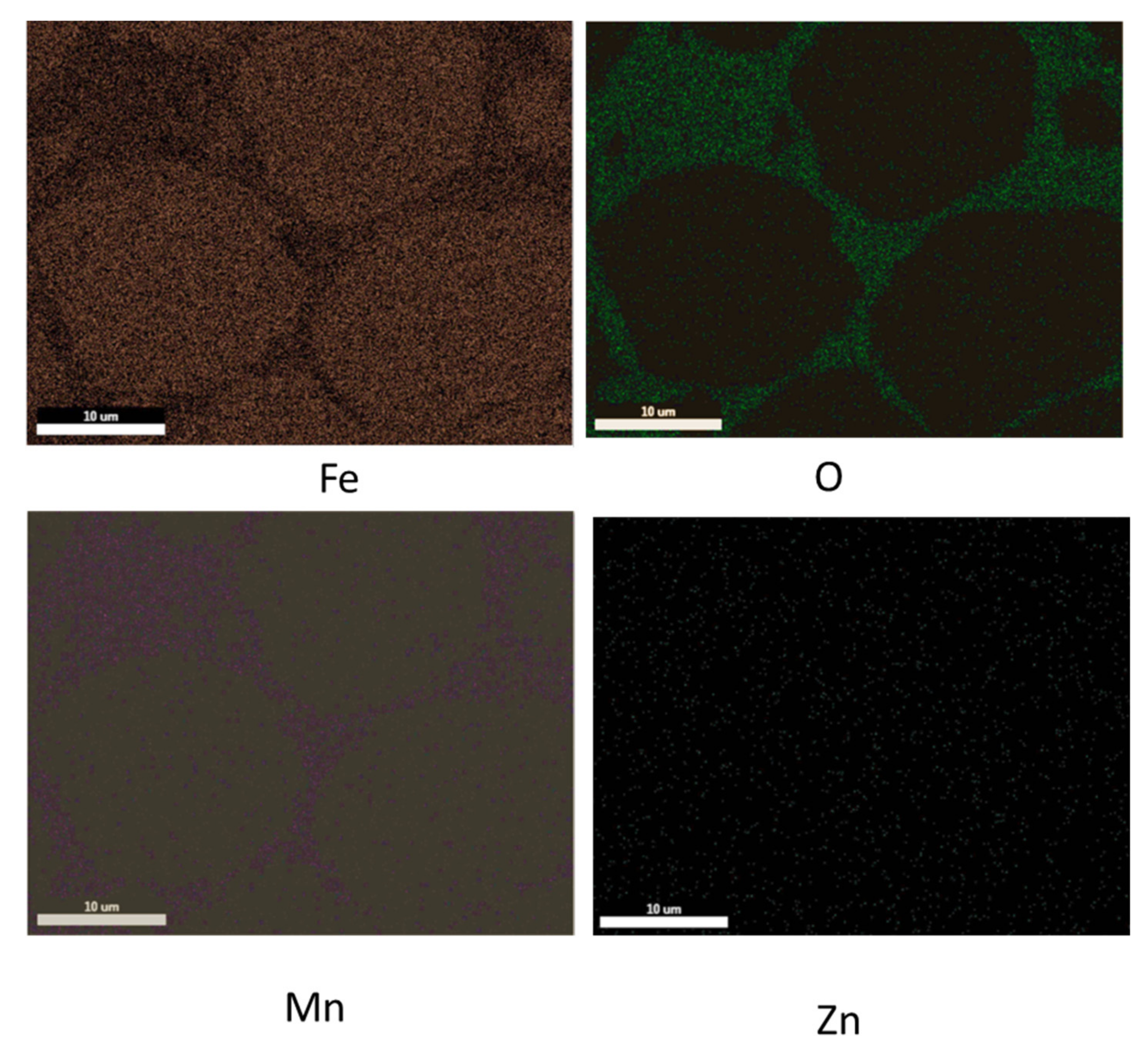
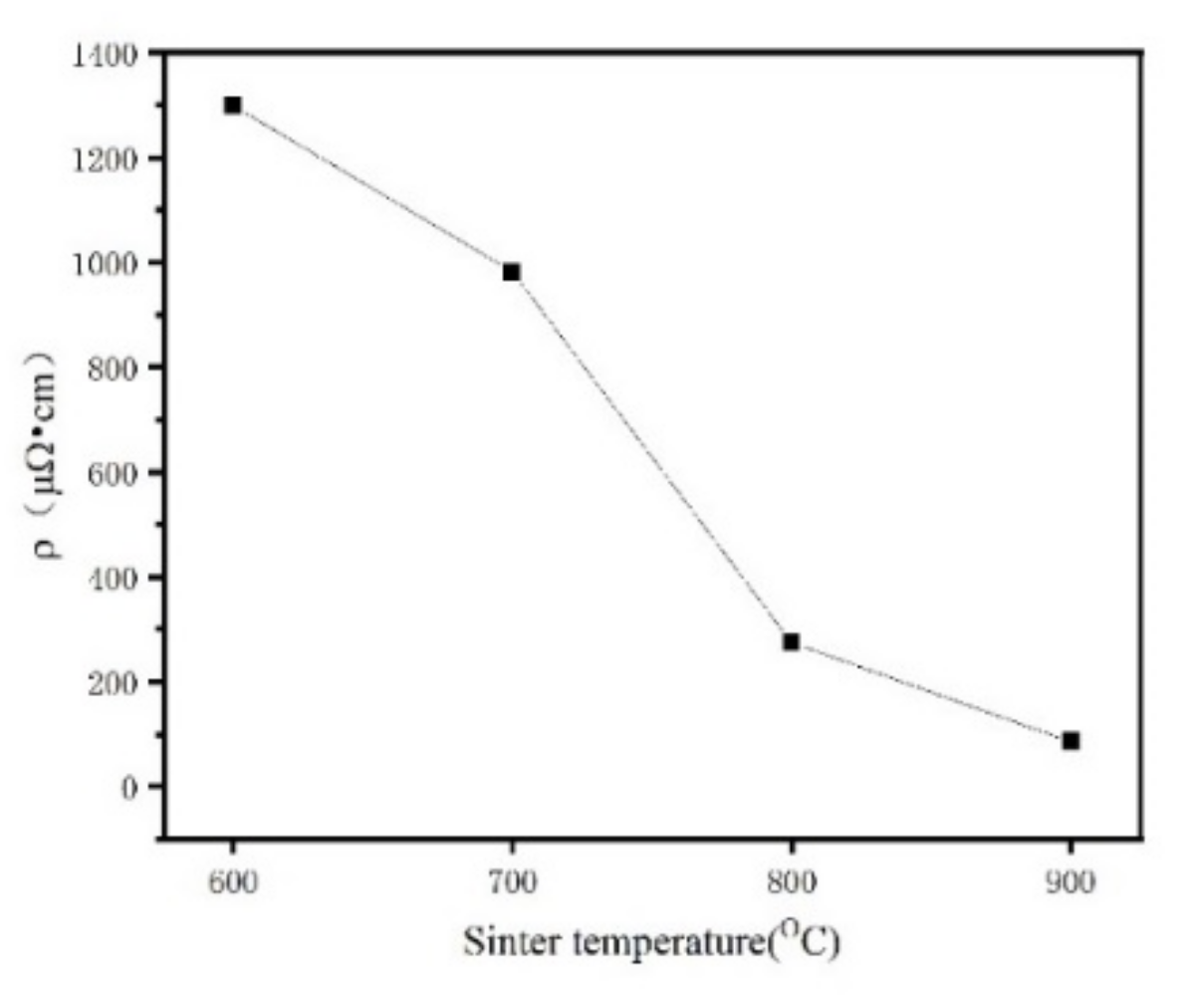
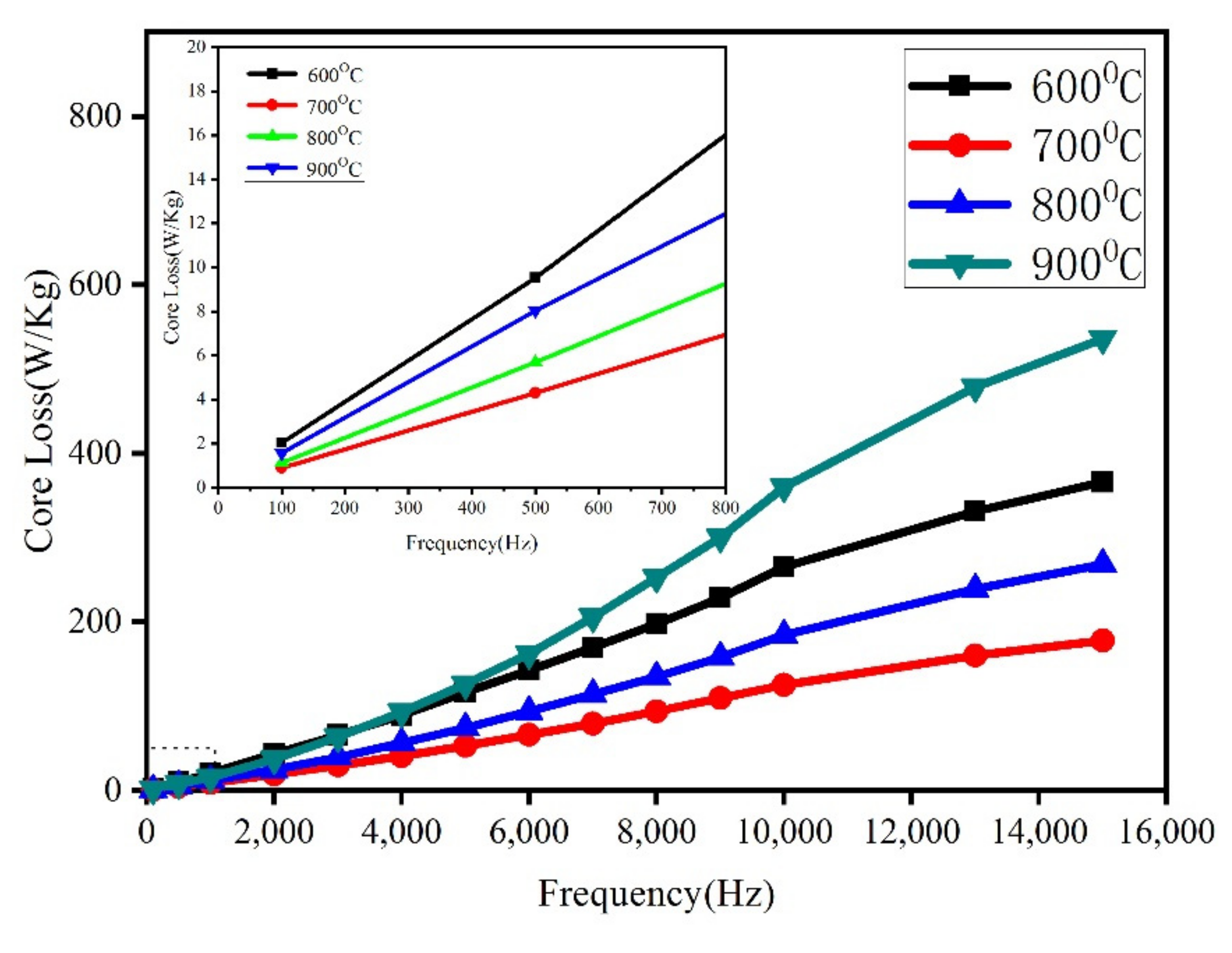
- The Mn0.5Zn0.5Fe2O4 insulating layer isolates conductive iron particles and improves the resistivity of the magnetic particle core. With the increase in sintering temperature, the resistivity of the sintered block decreases from 1298.65 μΩ·cm down to 274.3 μΩ·cm, and shows the lowest core loss at 700 °C. Moreover, the amplitude permeability of Fe/Mn0.5Zn0.5Fe2O4 SMCs shows stability. Therefore, the Fe/Mn0.5Zn0.5Fe2O4 SMCs shows lower core loss and better magnetic properties, which make it possible to realize high energy conversion efficiency.
Author Contributions
Funding
Institutional Review Board Statement
Conflicts of Interest
References
- Dou, Y.P.; Guo, Y.G.; Zhu, J.G. Application of Soft Magnetic Composite in Motor. J. Electrotech. 2007, 22, 6. [Google Scholar]
- Liu, F.F.; Bakera, P.; Weng, L.Q.; Song, S.H. Study on Insulating Coating of Soft Magnetic Composite Based on Iron Powder. J. Mater. Dev. Appl. 2007, 22, 5. [Google Scholar]
- Li, W.C.; Wang, Z.J.; Li, J.X. Research Progress of Metal Soft Magnetic Composites Used in High Frequency Motor Magnetic Core. Mater. Rev. 2018, 32, 1139–1144. [Google Scholar]
- Tao, L.X.; He, J.Y.; Zhang, H.W. Research Progress of Integrated Forming Inductor Iron Powder Core Soft Magnetic Composites. J. Magn. Mater. Devices 2012, 43, 5. [Google Scholar]
- Hemmati, I.; Hosseini, H.; Kianvash, A. The Correlations between Processing Parameters and Magnetic Properties of an Iron–Resin Soft Magnetic Composite. J. Magn. Magn. Mater. 2006, 305, 147–151. [Google Scholar] [CrossRef]
- Shokrollahi, H.; Janghorban, K.; Mazaleyrat, F.; Bue, M.L.; Ji, V.; Tcharkhtchi, A. Investigation of Magnetic Properties, Residual Stress and Densification in Compacted Iron Powder Specimens Coated with Polyepoxy. Mater. Chem. Phys. 2009, 114, 588–594. [Google Scholar] [CrossRef]
- Huang, M.; Wu, C.; Jiang, Y.; Yan, M. Evolution of Phosphate Coatings during High-Temperature Annealing and its Influence on the Fe and FeSiAl Soft Magnetic Composites. J. SMCSs Compd. 2015, 644, 124–130. [Google Scholar] [CrossRef]
- Tajima, S.; Hattori, T.; Kondoh, M.; Kishimoto, H.; Sugiyama, M.; Kikko, T. Properties of High-Density Magnetic Composite Fabricated from Iron Powder Coated with a New Type Phosphate Insulator. IEEE T. Magn. 2005, 41, 3280–3282. [Google Scholar] [CrossRef]
- Taghvaei, A.H.; Shokrollahi, H.; Janghorban, K. Magnetic and Structural Properties of Iron Phosphate–Phenolic Soft Magnetic Composites. J. Magn. Magn. Mater. 2009, 321, 3926–3932. [Google Scholar] [CrossRef]
- Ni, Z.M.; Zhang, F.; Hu, J.; Zhong, L.J. Research Progress of Metal Soft Magnetic Nano-composites with Core-shell Structure. J. Zhejiang Univ. Technol. 2009, 37, 5. [Google Scholar]
- Chen, Y.P. Metal Soft Magnetic Powder Core Project Development Prospect. High Technol. Ind. 2010, 11, 2. [Google Scholar]
- Tang, J. Research on Metal Soft Magnetic Powder Core; Northeastern University: Boston, MA, USA, 2013. [Google Scholar]
- Chen, Z.; Zhang, J.M.; Zhao, Q.Z.; Zhu, P.Q.; Zheng, X.; Xie, Q. Preparation of Fe3Si SMCS Powder by High Energy Ball Milling. Mater. Rev. 2012, 26, 6. [Google Scholar]
- Lei, C.; Jiang, J.T.; Wang, Z.Q.; Gong, Y.X.; Liu, C.; Liang, Z. Electromagnetic Properties of Flake-Shaped Fe-Si SMCS Particles Prepared by Ball Milling. J. Magn. Magn. Mater. 2014, 368, 295–299. [Google Scholar]
- Martins, D.; Estournès, C.; Sallot, P.; Bellet, M.; Mocellin, K. A Numerical Tool to Master the SPS Densification of TiAl Complex Shapes; TMS: San Diego, CA, USA, 2017. [Google Scholar]
- Niu, L.Y.; Zhang, Q.Q.; Wu, G.Q.; Jiang, H.R. Study on Surface Modification of Ceramic and Ultrafine YAl2 Particles by Composite Ball Milling. Rare Metals 2014, 38, 8. [Google Scholar]
- Zhang, F.L.; Wang, C.Y.; Zhu, M. Nanostructured WC/Co Composite Powder Prepared by High Energy Ball Milling. Scr. Mater. 2003, 49, 1123–1128. [Google Scholar] [CrossRef]
- Neam, B.V.; Isnard, O.; Chicina, I.; Pop, V. Structural and Magnetic Properties of Nanocrystalline NiFeCuMo Powders Produced by Wet Mechanical SMCSing. J. SMCSs Compd. 2011, 509, 3632–3637. [Google Scholar]
- Neamtu, B.; Isnard, O.; Chicinas, I.; Vagner, C.; Jumate, N.; Plaindoux, P. Influence of Benzene on the Ni3Fe Nanocrystalline Compound Formation by Wet Mechanical SMCSing: An Investigation Combining DSC, X-ray Diffraction, Mass and IR Spectrometries. Mater. Chem. Phys. 2010, 125, 364–369. [Google Scholar] [CrossRef]
- Shi, X.L.; Yang, H.; Shao, G.Q.; Duan, X.L. Synthesis of (Mg0.476Mn0.448Zn0.007)(Fe1.997Ti0.002)O4 Powder and Sintered Ferrites by High Energy Ball-Milling Process. J. Magn. Magn. Mater. 2007, 312, 347–353. [Google Scholar] [CrossRef]
- Jiang, S.T. Condensed Matter Magnetic Physics; Science Press: Beijing, China, 2003. [Google Scholar]
- Guo, X.Z.; Liu, L.; Yao, B. Structural Characterization and Properties of Fe-N SMCS Prepared by Reaction Between Fe and BN During Ball Milling. J. Jilin Univ. Sci. Ed. 2008, 46, 535–538. [Google Scholar]
- Lallemant, L.; Roussel, N.; Fantozzi, G.; Garnier, V.; Bonnef, G. Effect of amount of doping agent on sintering, microstructure and optical properties of Zr- and La-doped alumina sintered by SPS. J. Eur. Ceram. Soc. 2014, 34, 1279–1288. [Google Scholar] [CrossRef] [Green Version]
- Duan, Q.L.; Liu, Z.M.; Huang, L.Q.; Guo, M.; Su, P.F. Microstructure and Mechanical Properties of ODS Iron Base SMCS Prepared by SPS. Mater. Sci. Eng. Powder Metall. 2020, 25, 7. [Google Scholar]
- Wang, B.; Matsumaru, K.; Yang, J.; Fu, Z.; Ishizaki, K. The Effect of cBN Additions on Densification, Microstructure and Properties of WC–Co Composites by Pulse Electric Current Sintering. J. Am. Ceram. Soc. 2012, 95, 2499–2503. [Google Scholar] [CrossRef]
- Fan, L.C. Study on Spin Dynamics of Transverse Domain Wall Motion under the Influence of Temperature; Yangzhou University: Yangzhou, China, 2016. [Google Scholar]
- Zhong, W.C. Static Magnetization and Demagnetization of Ferromagnetic Materials in Geomagnetic Field. Non-Destr. Test. 2009, 6, 3. [Google Scholar]
- Ahmad, K.; Pan, W. Enhanced Electrical and Mechanical Properties of Alumina-Based TiC Composites by Spark Plasma Sintering. Metall. Mater. Trans. A 2014, 45, 6271–6276. [Google Scholar] [CrossRef]




Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Yan, L.; Yan, B.; Peng, L. Microstructure and Magnetic Properties of Grain Boundary Insulated Fe/Mn0.5Zn0.5Fe2O4 Soft Magnetic Composites. Materials 2022, 15, 1859. https://doi.org/10.3390/ma15051859
Yan L, Yan B, Peng L. Microstructure and Magnetic Properties of Grain Boundary Insulated Fe/Mn0.5Zn0.5Fe2O4 Soft Magnetic Composites. Materials. 2022; 15(5):1859. https://doi.org/10.3390/ma15051859
Chicago/Turabian StyleYan, Liang, Biao Yan, and Lei Peng. 2022. "Microstructure and Magnetic Properties of Grain Boundary Insulated Fe/Mn0.5Zn0.5Fe2O4 Soft Magnetic Composites" Materials 15, no. 5: 1859. https://doi.org/10.3390/ma15051859
APA StyleYan, L., Yan, B., & Peng, L. (2022). Microstructure and Magnetic Properties of Grain Boundary Insulated Fe/Mn0.5Zn0.5Fe2O4 Soft Magnetic Composites. Materials, 15(5), 1859. https://doi.org/10.3390/ma15051859