Tensile Deformation Behavior of Typical Porous Laminate Structure at Different Temperatures

Abstract
:1. Introduction
2. Experimental Material and Process
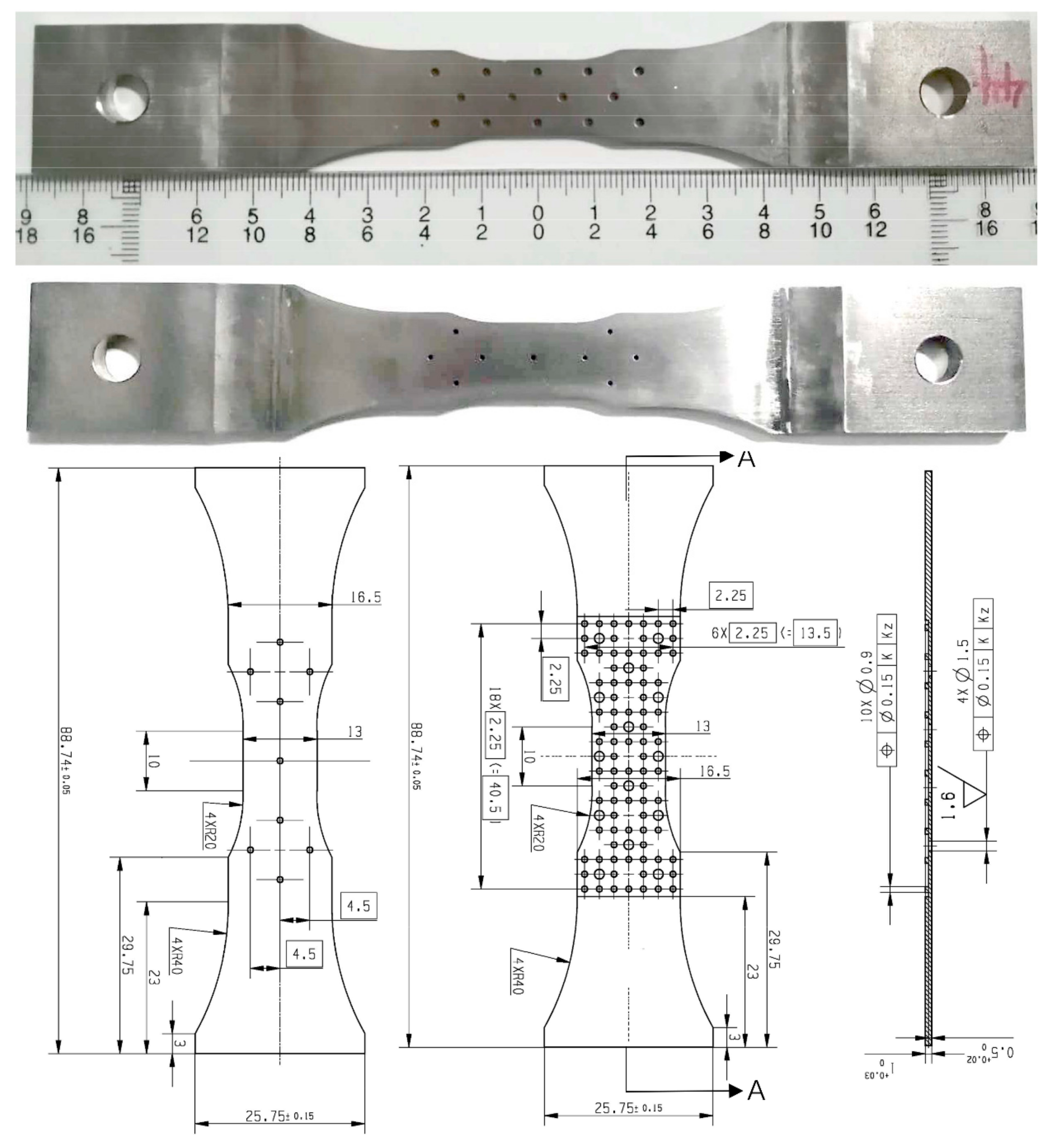
2.1. Material and Specimens
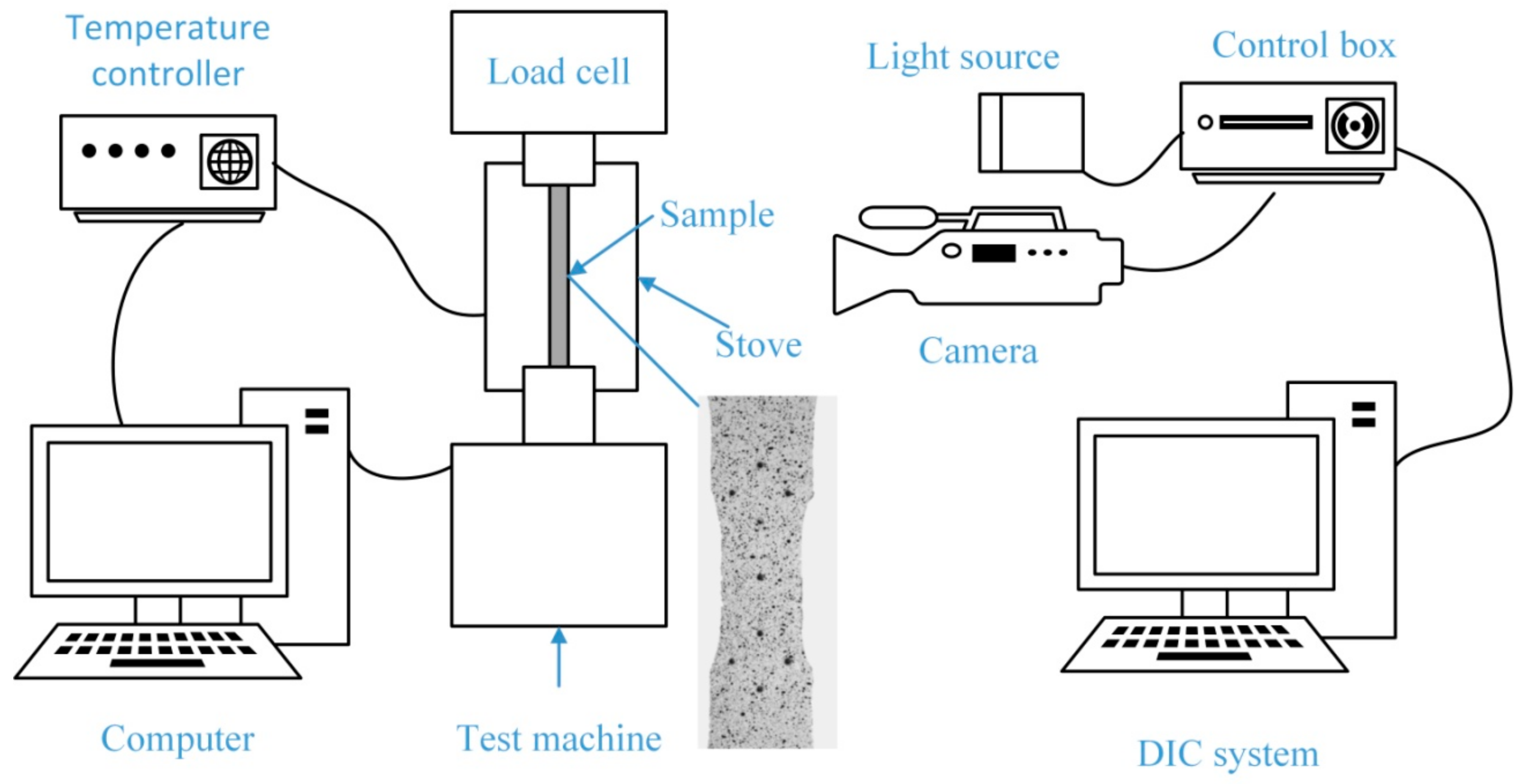
2.2. Experimental Procedure
3. Experimental Results and Discussion
3.1. Tensile Mechanical Behavior at High Temperature
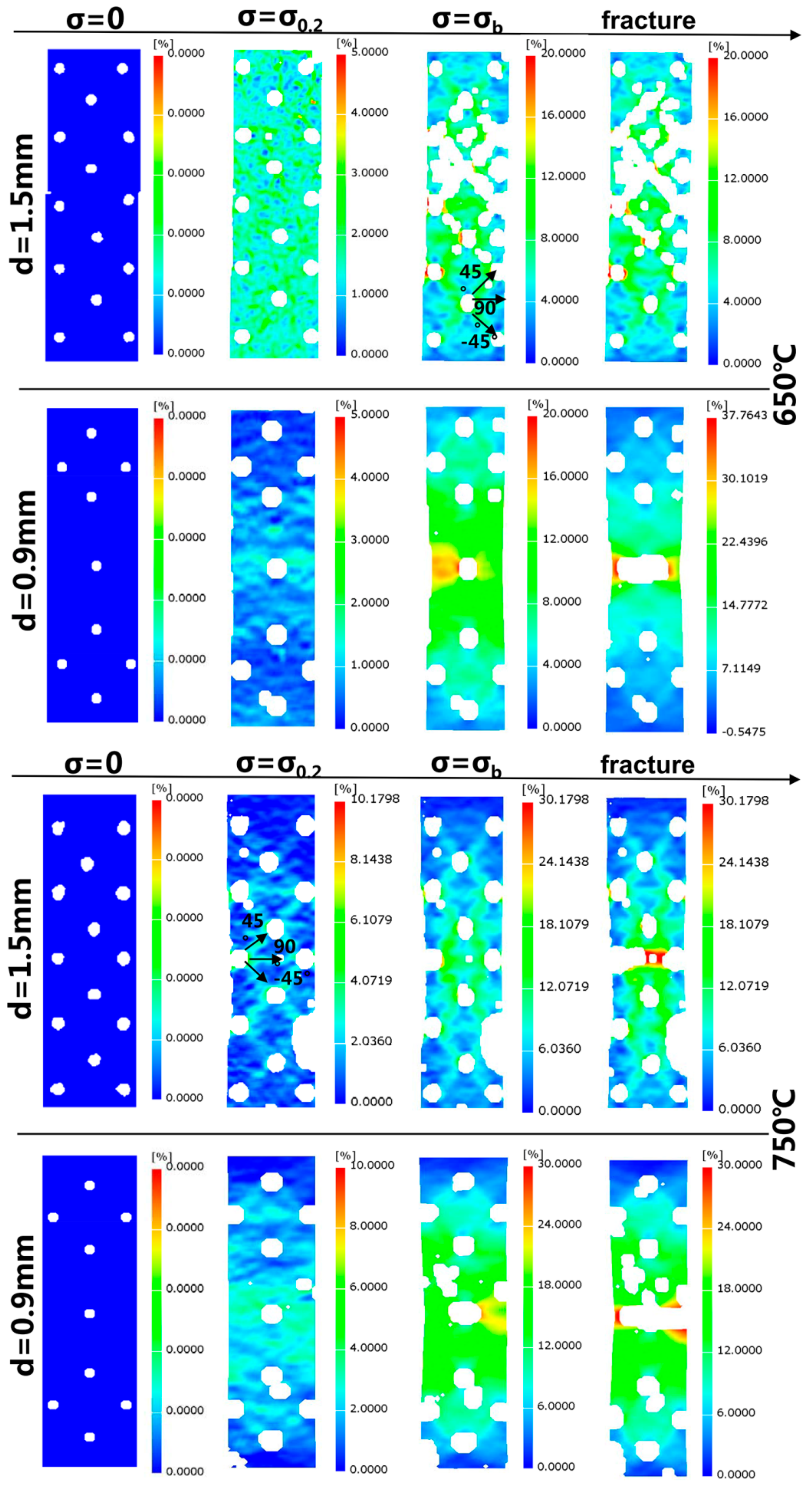
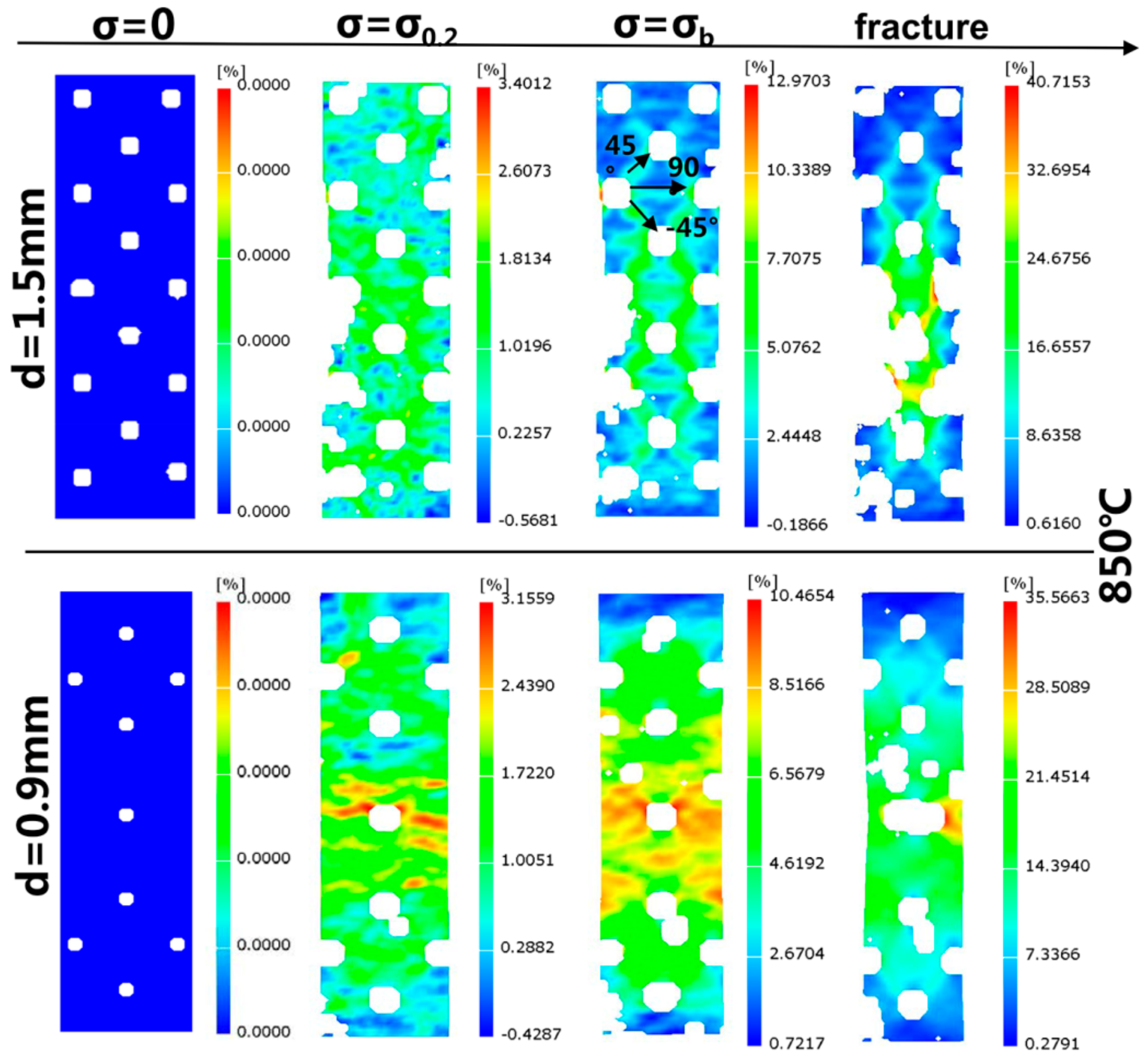
3.2. Mode of Crack Propagation and Strain Field around Holes
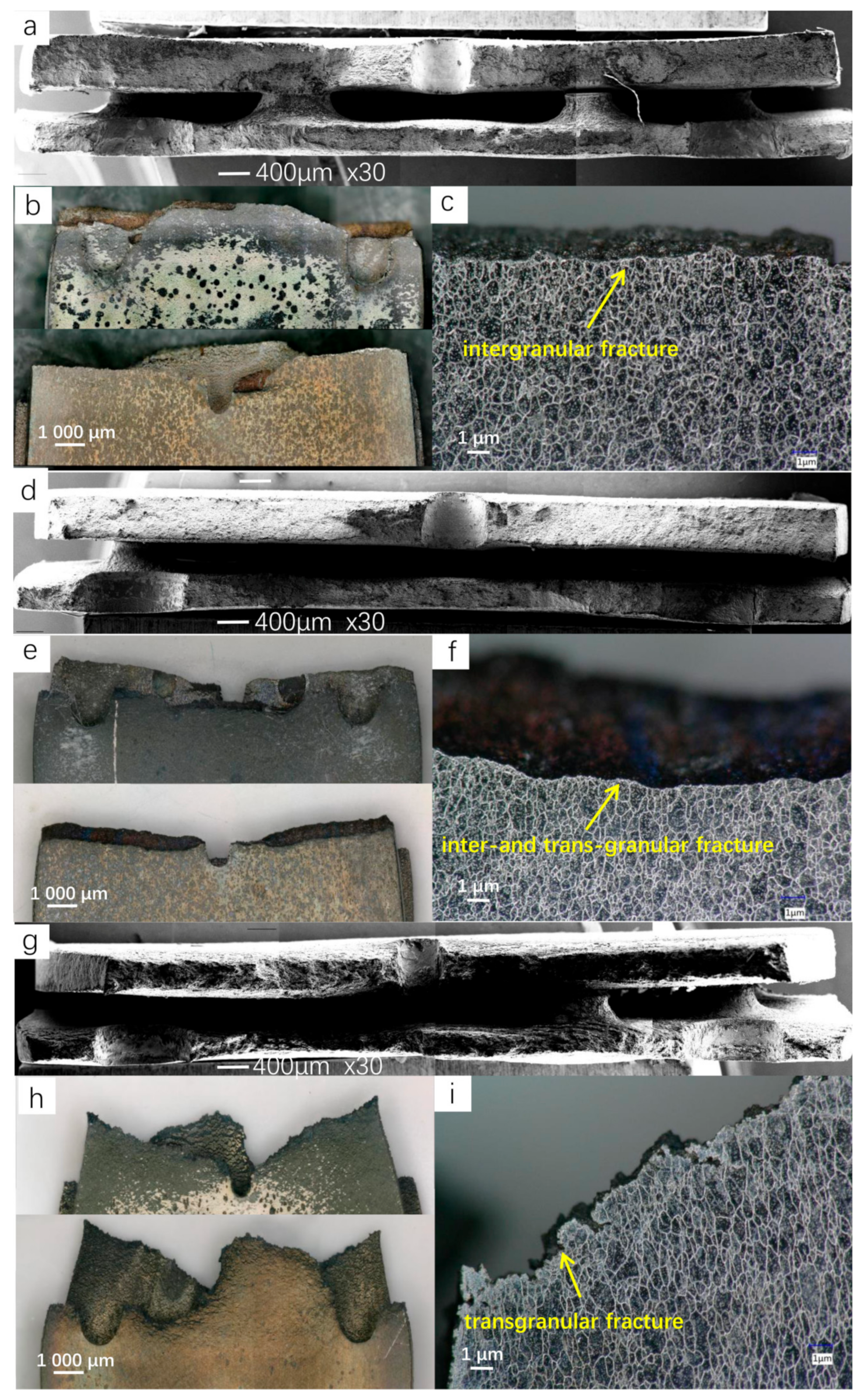
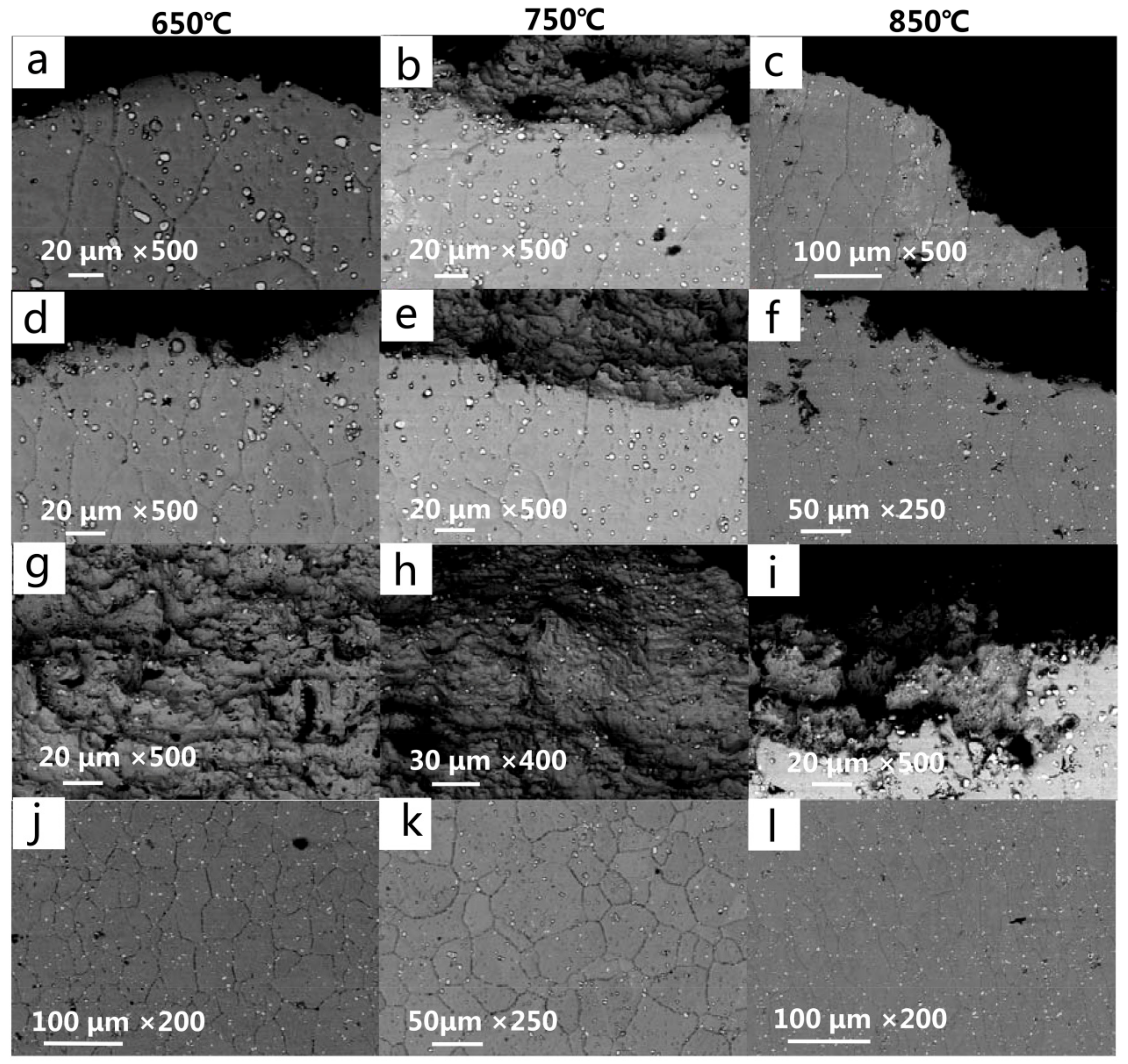
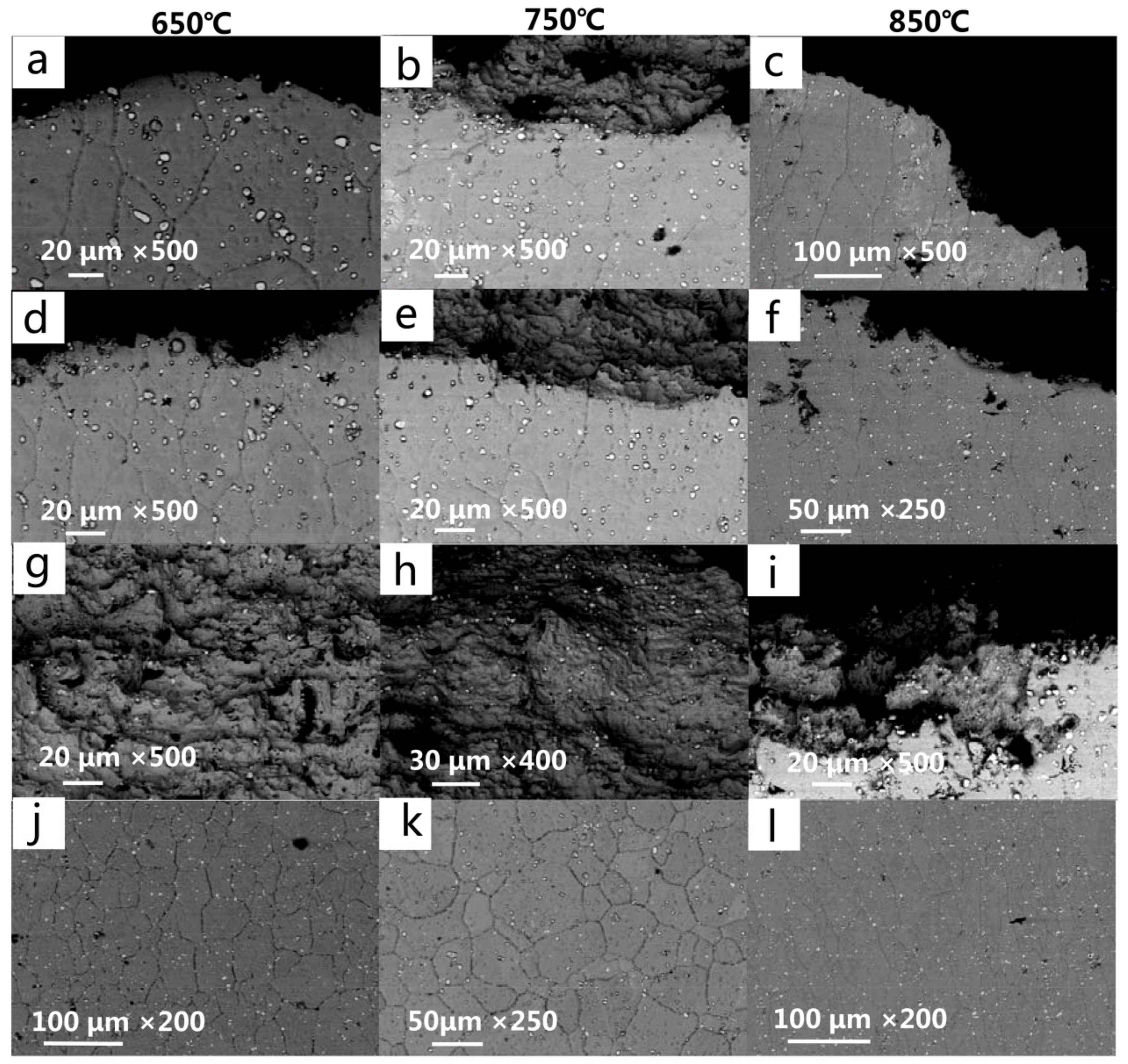
3.3. Fracture Analysis
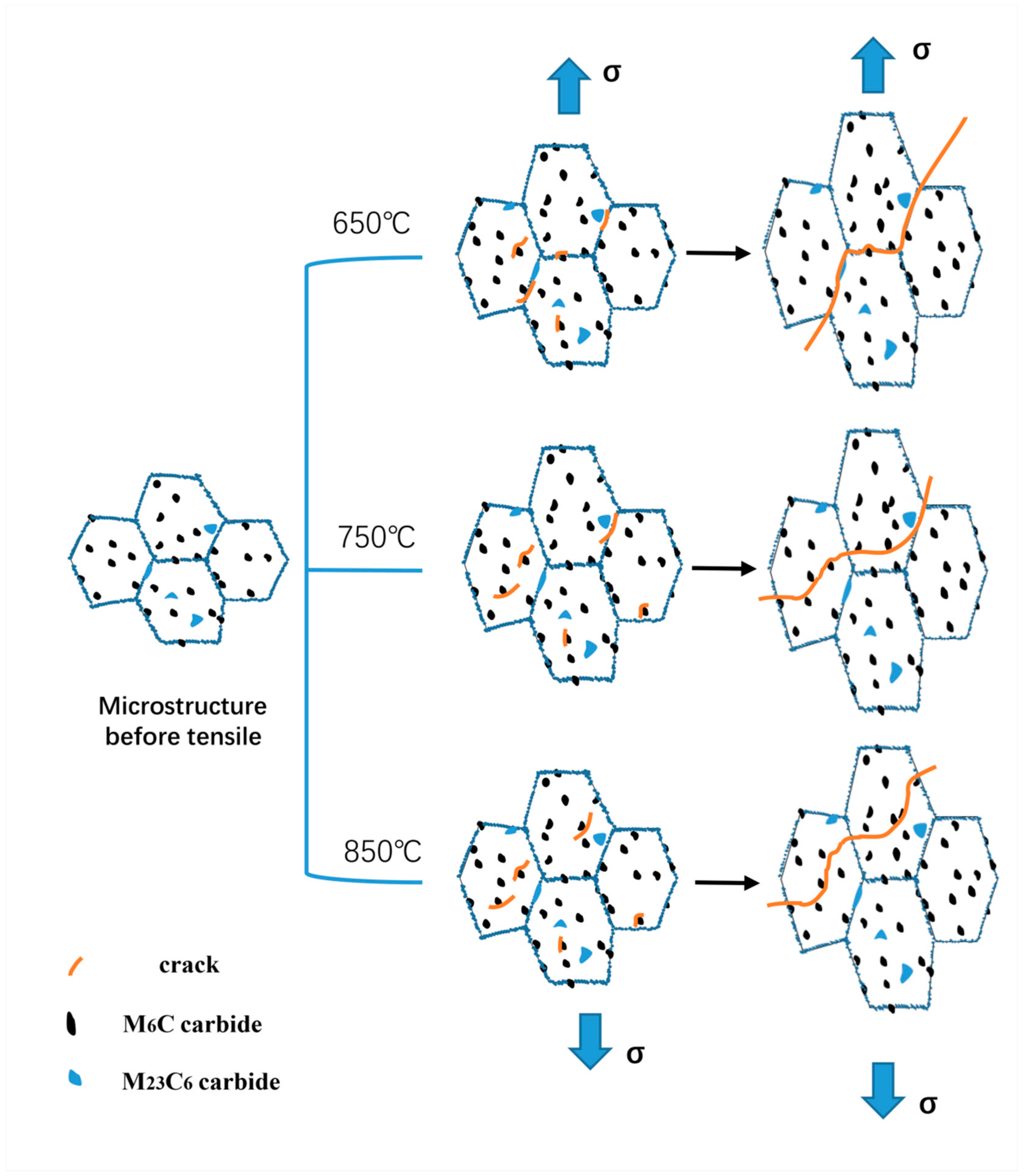
3.4. High-Temperature Fracture Mechanism of Porous Laminates
4. Conclusions
- Through the strain field results measured by DIC, it is found that an obvious stress concentration area is formed around the pores of the film-cooling holes, Moreover, due to the large diameter and dense arrangement of the overflow holes, there is a significant pore interference effect between the overflow holes under three temperature conditions. It is shown that there are obvious high strain banded regions between adjacent holes. The direction of the strain band is ±45° and 90° to the tensile direction, and the distribution is symmetrical. On the contrary, no obvious interference effect was found on the side with impact holes, and the crack initiation was mainly due to the stress concentration around the holes. The pin fins between the laminates have no obvious effect on the structural strength, and their function is mainly to bond the laminates on both sides.
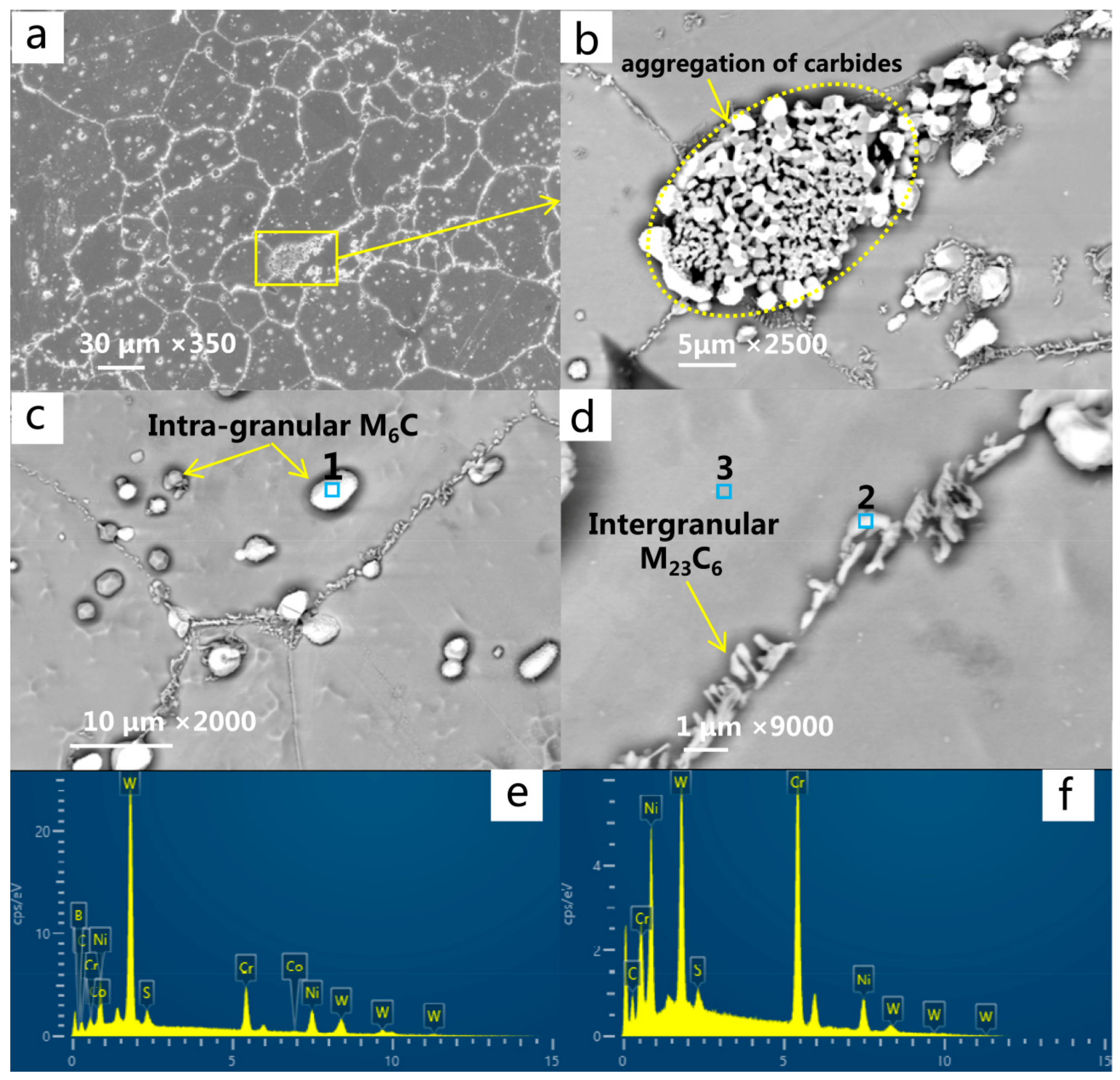
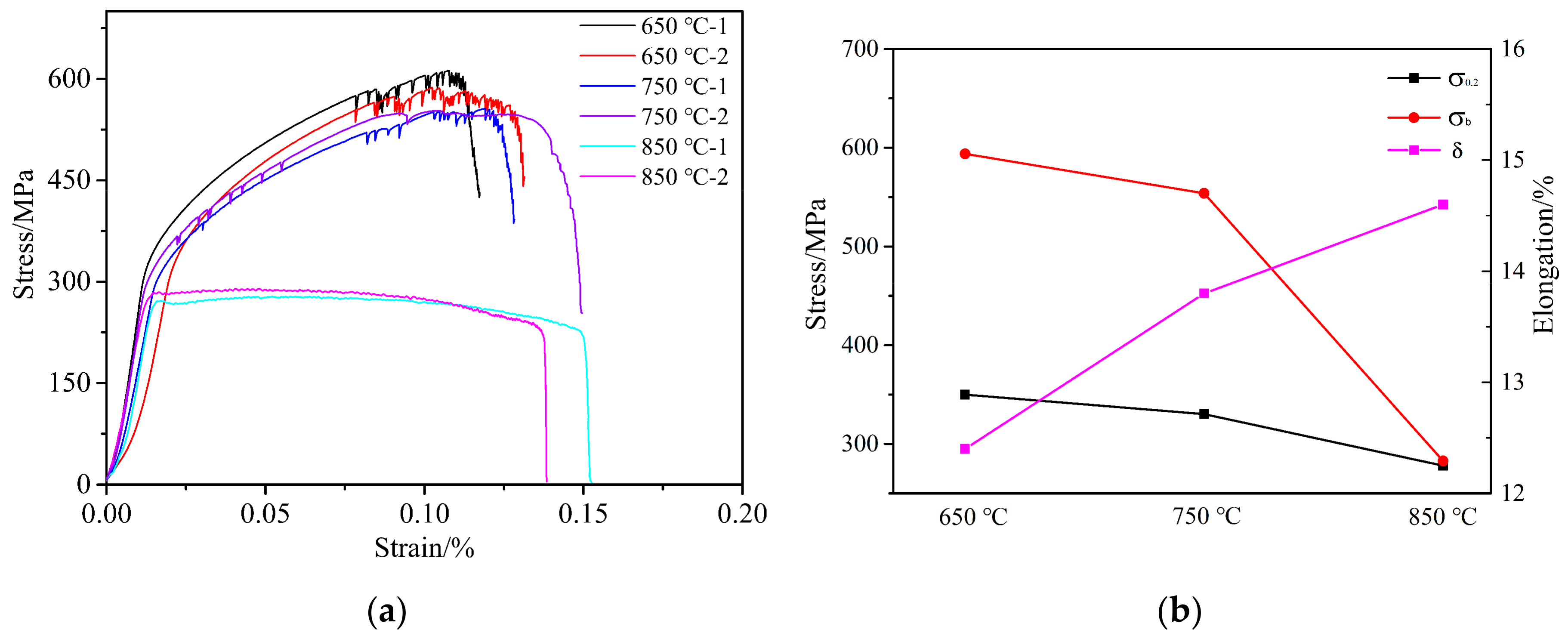
- Because the strength of the matrix phase and carbide phase decreases with the increase of temperature and because the rate of strength reduction differs, the strength of the tested alloy shows a significant temperature sensitivity. The ultimate strength (σb) and yield strength (σ0.2) decrease slightly from 650 °C to 750 °C but decrease significantly at 850 °C. The plasticity of the material increases significantly with the increase of temperature. In addition, the stress-strain curves of the tensile tests at 650 °C and 750 °C show characteristic zigzag fluctuations in the strengthening stage due to the pinning effect of the diffusive solute atoms on the dislocation.
- All the initial microcracks are generated at the grain boundary around the hole perpendicular to the loading direction, before extending macroscopically along the interference band. The interference effect provides a preferential path for the crack growth. On a microlevel, the fracture mode of the specimen changes from intergranular fracture to transgranular fracture with the increase of temperature.
Author Contributions
Funding
Conflicts of Interest
References
- Zhao, Y.; Zhang, J.; Song, F. Effect of trace boron on microstructural evolution and high temperature creep performance in Re-contianing single crystal superalloys. Prog. Nat. Sci. 2020, 30, 371–381. [Google Scholar] [CrossRef]
- Wen, Z.; Zhang, D.; Li, S. Anisotropic creep damage and fracture mechanism of nickel-base single crystal superalloy under multiaxial stress. J. Alloys Compd. 2017, 692, 301–312. [Google Scholar] [CrossRef]
- Wei, C.N.; Bor, H.Y.; Chang, L. The effects of carbon content on the microstructure and elevated temperature tensile strength of a nickel-base superalloy. Mater. Eng. A 2010, 527, 3741–3747. [Google Scholar] [CrossRef]
- Pollock, T.M.; Tin, S. Nickel-Based Superalloys for Advanced Turbine Engines: Chemistry, Microstructure and Properties. J. Propuls. Power 2006, 22, 361–374. [Google Scholar] [CrossRef]
- Sheng, L.Y.; Du, B.N.; Lai, C.; Guo, J.T.; Xi, T.F. Influence of Tantalum addition on microstructure and mechanical properties of the nial-based eutectic alloy. Strength Mater. 2017, 49, 109–117. [Google Scholar] [CrossRef]
- Lu, Y.L.; Liaw, P.K.; Wang, G.Y.; Benson, M.L.; Thompson, S.A.; Blust, J.W.; Browning, P.F.; Bhattacharya, A.K.; Aurrecoechea, J.M.; Klarstrom, D.L. Fracture modes of HAYNES (R) 230 (R) alloy during fatigue-crack-growth at room and elevated temperatures. Mater. Eng. A 2005, 397, 122–131. [Google Scholar] [CrossRef]
- Liu, Y.; Hu, R.; Li, J.; Kou, H.; Li, H.; Chang, H.; Fu, H. Characterization of hot deformation behavior of haynes230 by using processing maps. J. Mater. Process. Technol. 2009, 209, 4020–4026. [Google Scholar] [CrossRef]
- Du, B.; Hu, Z.; Sheng, L.; Cui, C.; Yang, J.; Zheng, Y.; Sun, X. Tensile, creep behavior and microstructure evolution of an as-cast ni-based k417g polycrystalline superalloy. J. Mater. Technol. 2018, 34, 95–106. [Google Scholar] [CrossRef]
- Yang, C.; Xu, Y.; Nie, H.; Xiao, X.; Jia, G.; Shen, Z. Effects of heat treatments on the microstructure and mechanical properties of Rene 80. Mater. Des. 2013, 43, 66–73. [Google Scholar] [CrossRef]
- Han, Y.; Xue, X.; Zhang, T.; Hu, R.; Li, J. Grain boundary character correlated carbide precipitation and mechanical properties of Ni-20Cr-18W-1Mo superalloy. Mater. Eng. A 2016, 667, 391–401. [Google Scholar] [CrossRef]
- Hu, R.; Bai, G.; Li, J.; Zhang, J.; Zhang, T.; Fu, H. Precipitation behavior of grain boundary M23C6 and its effect on tensile properties of Ni–Cr–W based superalloy. Mater. Eng. A 2012, 548, 83–88. [Google Scholar] [CrossRef]
- Tang, B.; Jiang, L.; Hu, R.; Li, Q. Correlation between grain boundary misorientation and M23C6 precipitation behaviors in a wrought Ni-based superalloy. Mater. Charact. 2013, 78, 144–150. [Google Scholar] [CrossRef]
- Ou, M.; Hao, X.; Ma, Y.; Liu, R.; Zhang, L.; Liu, K. Effect of carbon on the microstructure and stress rupture properties of a new Ni-Cr-W-Fe alloy for advanced ultra-supercritical power plants. J. Alloys Compd. 2018, 732, 107–115. [Google Scholar] [CrossRef]
- Gao, Z.; Guo, W.; Zhang, C.; Tan, J. Development of fine-grained structure in Ni-Cr-W based superalloy and its effect on the mechanical properties. Mater. Sci. Eng. A 2017, 682, 156–163. [Google Scholar] [CrossRef]
- Bai, G.; Li, J.; Hu, R.; Tang, Z.; Xue, X.; Fu, H. Effect of temperature on tensile behavior of Ni–Cr–W based superalloy. Mater. Eng. A 2011, 528, 1974–1978. [Google Scholar] [CrossRef]
- Wen, Z.; Pei, H.; Yang, H.; Wu, Y.; Yue, Z. A combined CP theory and TCD for predicting fatigue lifetime in single-crystal superalloy plates with film cooling holes. Int. J. Fatigue 2018, 111, 243–255. [Google Scholar] [CrossRef]
- Zhang, Y.; Wen, Z.; Pei, H.; Wang, J.; Li, Z.; Yue, Z. Equivalent method of evaluating mechanical properties of perforated Ni-based single crystal plates using artificial neural networks. Comput. Methods Appl. Mech. Eng. 2020, 360, 112–725. [Google Scholar] [CrossRef]
- Mulford, R.A.; Kocks, U.F. New observations on the mechanisms of dynamic strain aging and of jerky flow. Acta Metall. 1979, 27, 1125–1134. [Google Scholar] [CrossRef]
- Beukel, A.V.D. Theory of effect of dynamic strain aging on mechanical-properties. Phys. Status Solidi 1975, 30, 197–206. [Google Scholar] [CrossRef]
- Hrutkay, K.; Kaoumi, D. Tensile deformation behavior of a nickel based superalloy at different temperatures. Mater. Eng. A 2014, 599, 196–203. [Google Scholar] [CrossRef]
- Bai, G.; Li, J.; Hu, R.; Xue, X.; Ma, J.; Hu, S.; Fu, H. Microstructure and high temperature tensile deformation behavior of Ni-Cr-W Superalloy. Rare Met. Mater. Eng. 2011, 40, 1300–1304. [Google Scholar]
- Lian, Z.W.; Yu, J.J.; Sun, X.F.; Guan, H.R.; Hu, Z.Q. Temperature dependence of tensile behavior of Ni-based superalloy M951. Mater. Sci. Eng. A 2008, 489, 227–233. [Google Scholar] [CrossRef]
- Betten, J.; Tsang, N. Creep Mechanics; Springer Science & Business Media: Berlin, Germany, 2003; Volume 56, p. 69. [Google Scholar]



{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Element | C | Cr | Ni | Co | W | Mo | Al | Ti |
|---|---|---|---|---|---|---|---|---|
| Mass fraction/% | 0.05–0.15 | 20.00–24.00 | balance | ≤5.00 | 13.00–15.00 | 1.00–3.00 | 0.20–0.50 | ≤0.10 |
| Element | Fe | La | B | Si | Mn | S | P | Co |
| Mass fraction/% | ≤3.00 | 0.005–0.05 | ≤0.015 | 0.25–0.75 | 0.30–1.00 | ≤0.015 | ≤0.05 | ≤0.50 |
| Temperature | Yield Stress (MPa) | Ultimate Stress (MPa) | Average Yield Stress (σ0.2) (MPa) | Average Ultimate Stress (σb) (MPa) | Average Elongation (δ/%) |
|---|---|---|---|---|---|
| 650 °C | 368.99 | 582.60 | 350.0 | 593.8 | 12.4 |
| 331.08 | 605.08 | ||||
| 750 °C | 332.57 | 555.16 | 330.2 | 553.9 | 13.8 |
| 327.80 | 552.68 | ||||
| 850 °C | 271.98 | 277.34 | 278.0 | 282.9 | 14.6 |
| 284.09 | 288.37 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Wang, P.; Lian, Y.-D.; Wen, Z.-X. Tensile Deformation Behavior of Typical Porous Laminate Structure at Different Temperatures. Materials 2020, 13, 5369. https://doi.org/10.3390/ma13235369
Wang P, Lian Y-D, Wen Z-X. Tensile Deformation Behavior of Typical Porous Laminate Structure at Different Temperatures. Materials. 2020; 13(23):5369. https://doi.org/10.3390/ma13235369
Chicago/Turabian StyleWang, Ping, Ye-Da Lian, and Zhi-Xun Wen. 2020. "Tensile Deformation Behavior of Typical Porous Laminate Structure at Different Temperatures" Materials 13, no. 23: 5369. https://doi.org/10.3390/ma13235369
APA StyleWang, P., Lian, Y.-D., & Wen, Z.-X. (2020). Tensile Deformation Behavior of Typical Porous Laminate Structure at Different Temperatures. Materials, 13(23), 5369. https://doi.org/10.3390/ma13235369