1. Introduction
Re
2Fe
14B-type permanent magnets (Re = rare earth metals) are essential components in many electric machines and have been widely-used in various fields due to their outstanding hard magnetic properties [
1,
2]. The rapid solidification technique of melt-spinning, with cooling rates up to 10
4–10
6 K·s
−1, is one of the most important techniques for producing Re-Fe-B alloys with homogeneous nanostructure and desirable hard magnetic properties [
3]. In this process, molten alloy is ejected onto a rotating metal chill (or wheel) of much larger thermal mass and rapidly quenched to produce thin ribbons, typically a few centimeters wide and a few microns thick. The experimental challenge is to better understand the processing conditions required to obtain a homogeneous microstructure. Researchers have found fabrication parameters, such as wheel speed and chamber gas pressure, have significant effects on the microstructure and, consequently, the magnetic properties of the quenched ribbons. For example, when the wheel speed is lower than an optimum wheel speed (i.e., under-quenched condition), inhomogeneous microstructure may form. Inhomogeneous microstructure refers to the scale of structure in a sample varying from 100 nm to 10 μm [
4]. On the other hand, when the wheel speed is higher than the optimum wheel speed (over-quenched condition), larger fractions of amorphous phase are obtained [
5]. The melt-spinning, however, is probably not suitable to make thin films below 1 μm for studying the nanocrystalline or amorphous phase. To make the materials with thickness below 1 μm, deposition methods are usually used [
6].
The fabrication process related to melt-spinning for making Re-Fe-B can be subdivided into direct and two-step methods. In the direct method, the crystallized phases form directly from the melt without conventional heat-treatment. In the two-step method, an amorphous or over-quenched precursor is crystallized by subsequent heat-treatment. An optimum wheel speed in the direct method could directly lead to more uniform nanostructure and enhanced magnetic properties than that in the two-step method [
7]. However, a major disadvantage of the direct method is its narrow process window. Out of this window, it has a tendency to produce inhomogeneous and undesirable microstructures, resulting in a wide variation in the magnetic properties [
8]. Furthermore, in Nd-Fe-B melt-spun ribbons, it was reported that the reduction in the chamber pressure could effectively prevent the formation of gas pockets at the roll-contacted surfaces of ribbons, resulting in a uniform microstructure [
9,
10]. Therefore, optimization of the processing parameters that control the microstructure is critical to improving the magnetic properties of Re-Fe-B alloys.
In recent years, there has been great effort in searching for economically more attractive permanent magnet materials because of price volatility of key rare-earth elements, such as Nd and Dy [
11,
12,
13]. In particular, researchers reported that Ce
17Fe
78B
6 alloy prepared by the two-step method showed hard magnetic behavior at room temperature [
14]. The properties of this alloy had reached remanence (
Br) of 0.49 T, intrinsic coercivity (
Hci) of 494 kA·m
−1, and energy product ((
BH)
max) of 32.6 kJ·m
−3. Therefore, Ce
2Fe
14B-typed alloys are suitable alternative permanent magnetic materials, as Ce is both abundant and low cost [
15,
16,
17]. The intermediate heat treatment in the two-step method, however, adds to the cost. In this work, we investigated the effects of fabrication parameters (chamber pressure and wheel speed) on both microstructure and magnetic properties of Ce
17Fe
78B
6 ribbons produced by a new direct method without heat-treatment. By adjusting only the casting parameters, homogeneous nanocrystalline microstructure and enhanced magnetic properties were obtained. Moreover, we present a relationship between the chamber pressure and the wheel speed, which were used to modify both the microstructure and the magnetic properties. Optimized chamber pressure and wheel speed led to homogenous microstructure with dispersed Ce
2Fe
14B and CeFe
2 nanocrystals. At chamber pressure of 0.05 MPa and wheel speed of 15 m·s
−1, our direct approach produced 16% higher (
BH)
max (38 kJ·m
−3) than that produced by two-step method.
2. Materials and Methods
Ingots with nominal composition Ce
17Fe
78B
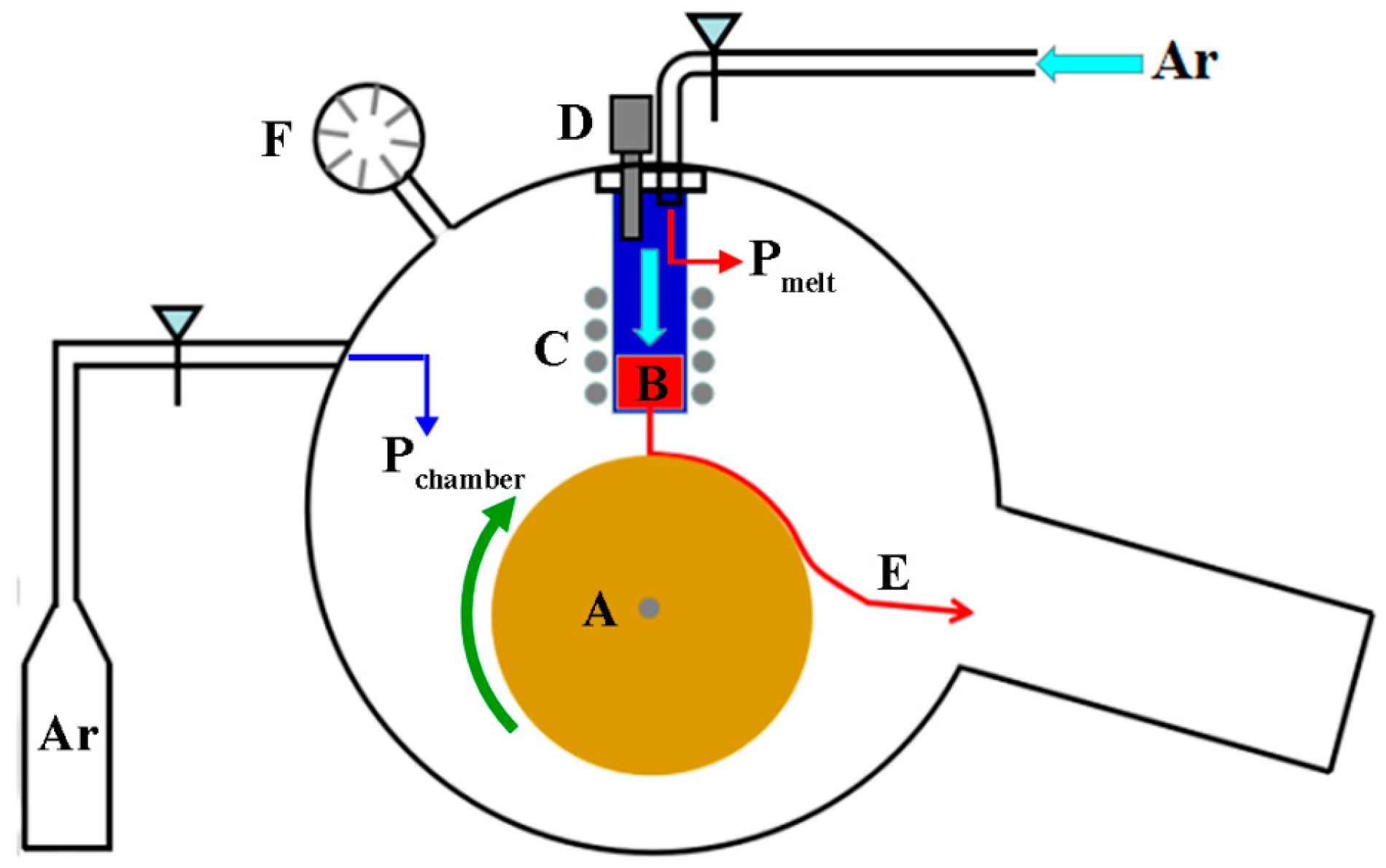
6 were prepared by arc-melting pure metals Ce, Fe, and Fe-B alloy in an argon atmosphere. Ingots were re-melted four times for homogenization. A melt-spinning process was employed (see
Figure 1). The ejection pressure
Peject is the difference between the inert gas applied to the melt in the quartz crucible,
Pmelt, and the chamber pressure,
Pchamber. That is,
Peject =
Pmelt −
Pchamber. The
Peject was maintained at 0.09 MPa by argon. A small portion of an ingot weighing about 5 g was re-melted in a quartz nozzle and ejected onto a rotating copper wheel through an orifice of diameter of 0.8 mm. During melt-spinning, the distance between the orifice and the copper wheel surface was maintained at 8 mm. An infrared thermometer located near the crucible was used to monitor the quenching temperature, which was maintained at 1588 K ± 5 K. The chamber pressure during melt-spinning was 0.02 MPa, 0.05 MPa, and 0.07 MPa. In
Table 1, samples in group P were numbered depending on pressure in a range of 0.02–0.07 MPa, and samples in group W were numbered depending on wheel speed in a range of 8–25 m·s
−1. The thickness of the ribbons was measured by a micrometer for five times and given as an average value (see
Table 1). The magnetic properties of the ribbon samples were measured using a Lake Shore 7407 vibrating sample magnetometer (VSM) (Lake Shore Cryotronics, Westerville, OH, USA) with a maximum applied field of 1.8 T. At each experimental condition, six samples were measured and the results were consistent and reproducible at the chamber pressure in the range of 0.05–0.07 MPa, and the wheel speed in the range of 15–22 m·s
−1. X-ray powder diffraction (XRD) patterns were recorded in a D/max-2550 diffractometer (Rigaku Corporation, Akishima-Shi, Tokyo, Japan) with Cu Kα radiation. The Rietveld refinement of diffraction data was carried out using Jana2006 software [
18]. Cross-section samples from the ribbons were prepared using an IM4000 ion milling system (Hitachi, Tokyo, Japan), and were examined by a GAIA3 scanning electron microscope (SEM) (Tescan, Brno, Czech Republic). Transmission electron microscopy (TEM) was performed using a JEM 2010F (JEOL Ltd., Akishima, Tokyo, Japan), with a field emission electron gun operating at 200 kV. Plan-view TEM samples close to the wheel surface were prepared by grinding ribbons to a thickness of 20 μm and subsequent electropolishing in a solution of 5% HClO
4 + 95% ethanol at 20 V at 243 K ± 5 K.
3. Results
Magnetic properties were sensitive to both chamber pressure and wheel speed. When pressure was increased from 0.02 MPa to 0.05 MPa, energy product ((
BH)
max) was increased from 22 kJ·m
−3 to 38 kJ·m
−3, up by 73% (see samples in group P in
Table 1). Further increasing the chamber pressure to 0.07 MPa marginally increased intrinsic coercivity (
Hci), but decreased remanence (
Br) and (
BH)
max. When wheel speed was increased,
Hci was initially increased, but once
Hci reached the maximum value of 496 kA·m
−1, it began to decrease significantly despite further increases in wheel speed (see samples in group W in
Table 1). The optimized magnetic properties, i.e.,
Hci = 491 kA·m
−1,
Br = 0.49 T, and
(BH)max = 38 kJ·m
−3 were achieved at a chamber pressure of 0.05 MPa and a wheel speed of 15 m·s
−1.
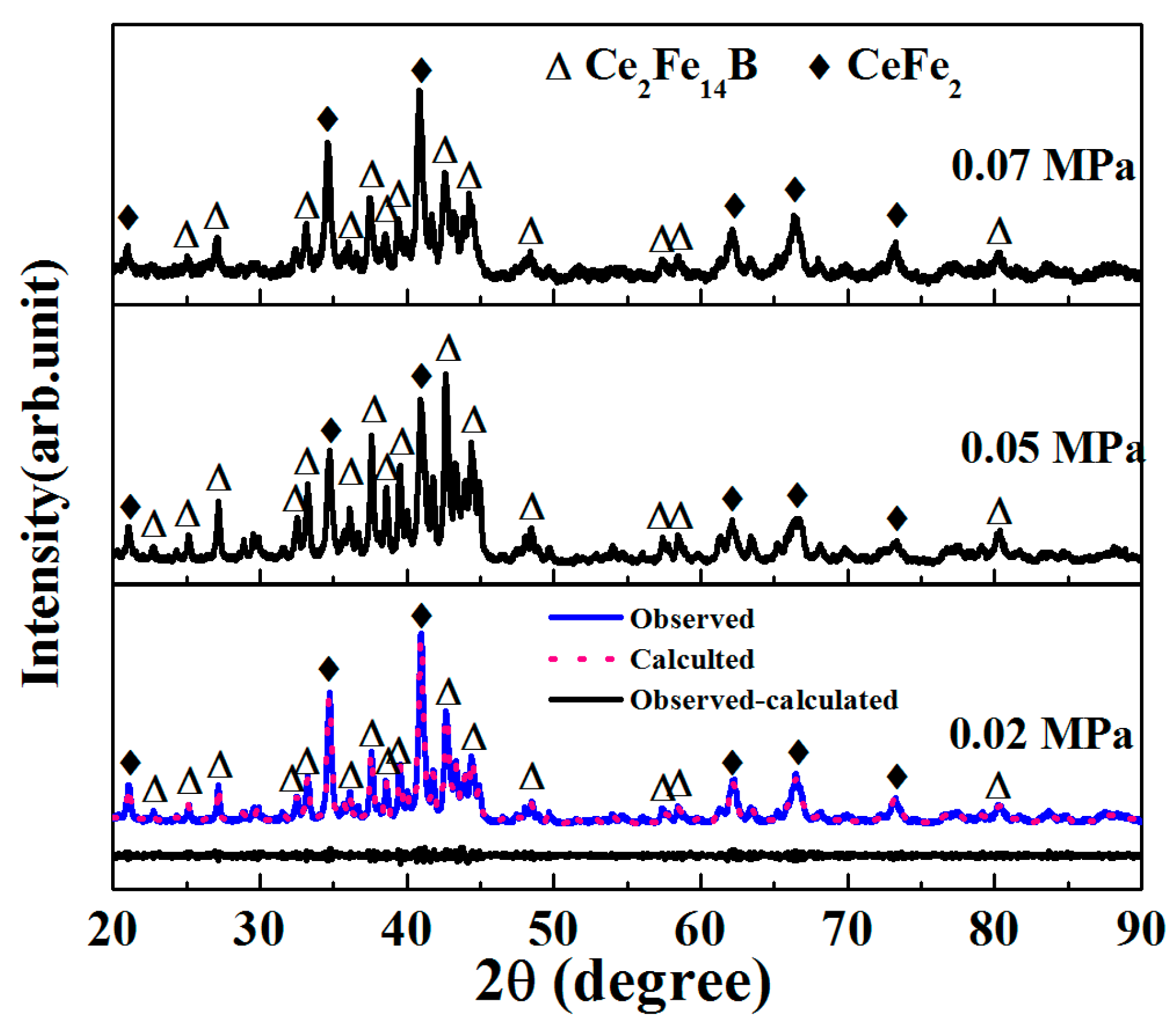
XRD patterns of Ce
17Fe
78B
6 powder samples are shown in
Figure 2. For sample P2-15, Ce
2Fe
14B, and CeFe
2 phases were observed. In samples made by higher chamber pressure, same crystalline phases were present. However, the relative intensities of peaks from Ce
2Fe
14B and CeFe
2 phases changed with chamber pressure. That is, the relative peak intensities of Ce
2Fe
14B phase increased at 0.05 MPa, whereas decreased at 0.07 MPa. The relative peak intensities of CeFe
2 phase showed the opposite trend. This result indicates that the volume fractions of the crystalline phases change with chamber pressure. Mass fractions of Ce
2Fe
14B and CeFe
2 were obtained by an analysis of diffraction data using Jana2006 software [
18]. Volume fractions of both phases were estimated using corresponding density data (
ρ(Ce
2Fe
14B) = 7.7 g·cm
−3 and
ρ(CeFe
2) = 8.6 g·cm
−3, see
Table 1). The Curie temperature (
TC) of CeFe
2 is 230 K (below the room temperature) [
19] and the
TC of Ce
2Fe
14B is 425 K (above the room temperature) [
20]. Consequently, we concluded that the Ce
2Fe
14B phase was the one responsible for hard magnetic behavior at room temperature. Even a small change of volume fraction of Ce
2Fe
14B phase can have a significant impact. The volume fraction difference of the Ce
2Fe
14B phase in samples P2-15 and P7-15, for example, was only 4%, while the value of (
BH)
max was increased by 41%. When the volume fraction of the Ce
2Fe
14B phase was increased by 14% (by comparing samples P2-15 and P5-15 in
Table 1),
Br and (
BH)
max increased by 23% and 73%, respectively. For wheel speed impact, a similar trend was observed. For example, the volume fraction difference of the Ce
2Fe
14B phase in sample W5-8 and W5-22 was only 8%, while the
Hci of W5-22 was 2.6 times greater than that of W5-8 sample. This data suggests that the magnetic properties of as-spun Ce
17Fe
78B
6 ribbons are related, not only to the volume fraction of the hard magnetic phase, but also to other features, such as microstructure.
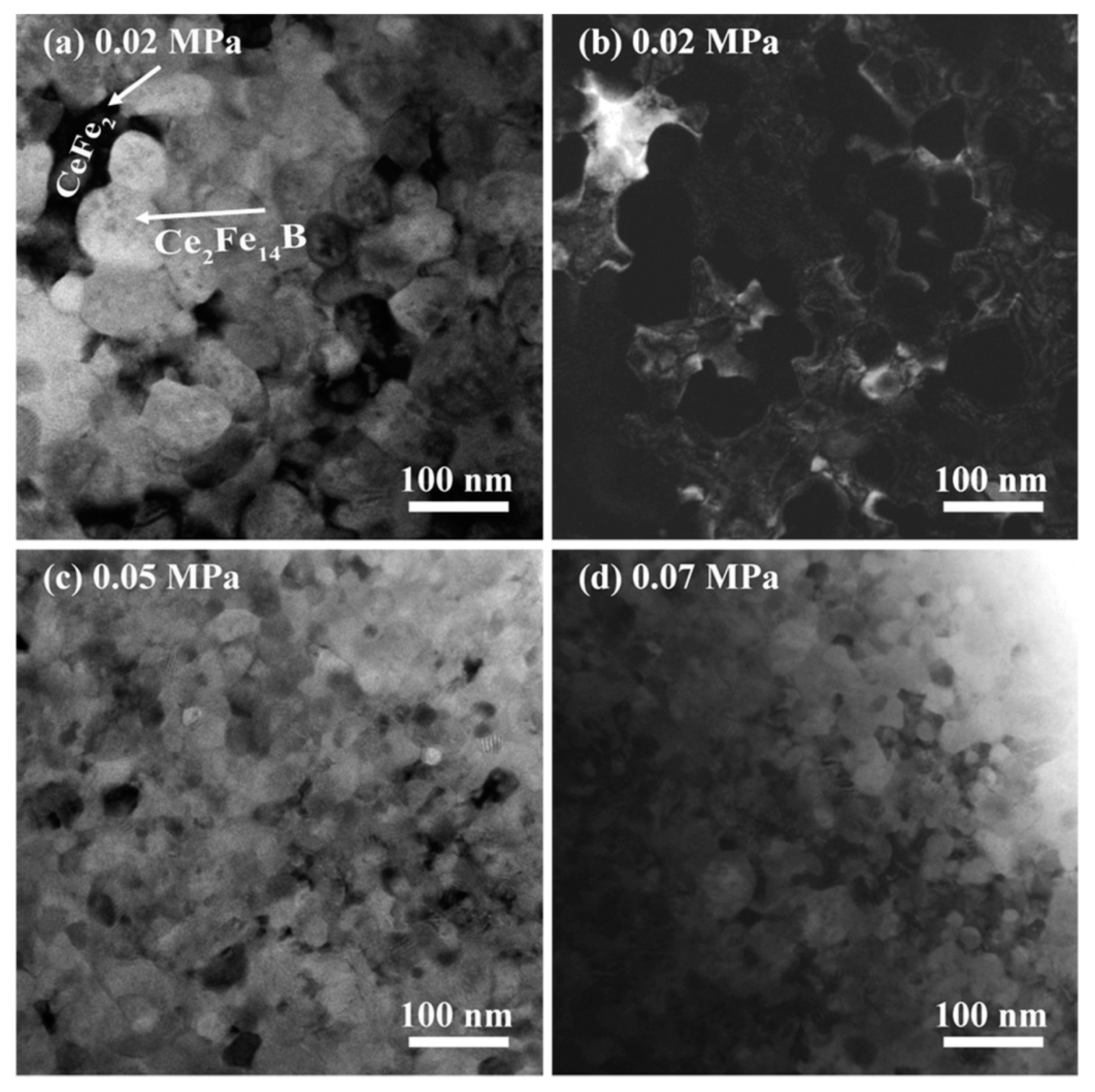
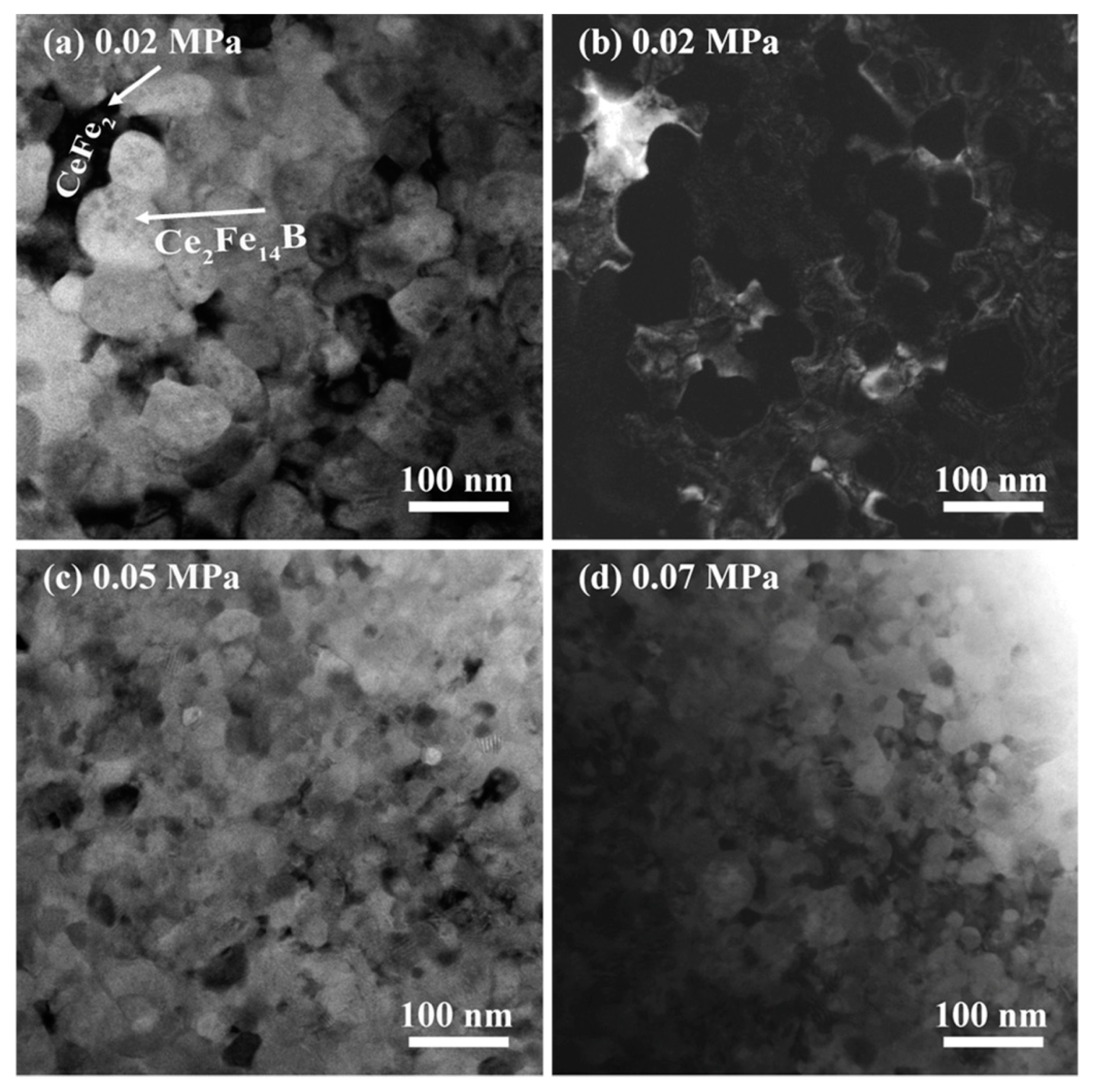
TEM was used to probe the microstructure of as-spun Ce
17Fe
78B
6 ribbons in group P. In sample P2-15 produced under low chamber pressure, both the CeFe
2 phase and the Ce
2Fe
14B phase were observed (see
Figure 3a). The grain size distribution was determined from the TEM images (
Supplementary Figure S1 and Table S1). The average grain size of the Ce
2Fe
14B phase was 66 nm. The TEM dark-field image showed that irregularly shaped CeFe
2 grains, averaging around 100 nm in size, were scattered among equiaxial Ce
2Fe
14B grains (see
Figure 3b). In samples P5-15 and P7-15 produced under higher pressure, the average grain size of both CeFe
2 and Ce
2Fe
14B decreased significantly to about 25 nm and 30 nm, respectively, though the shape of the grains changed only marginally (see
Figure 3c,d). These results indicate that increasing chamber pressure leads to a refined microstructure in Ce
17Fe
78B
6 ribbons, resulting in an improvement in magnetic properties.
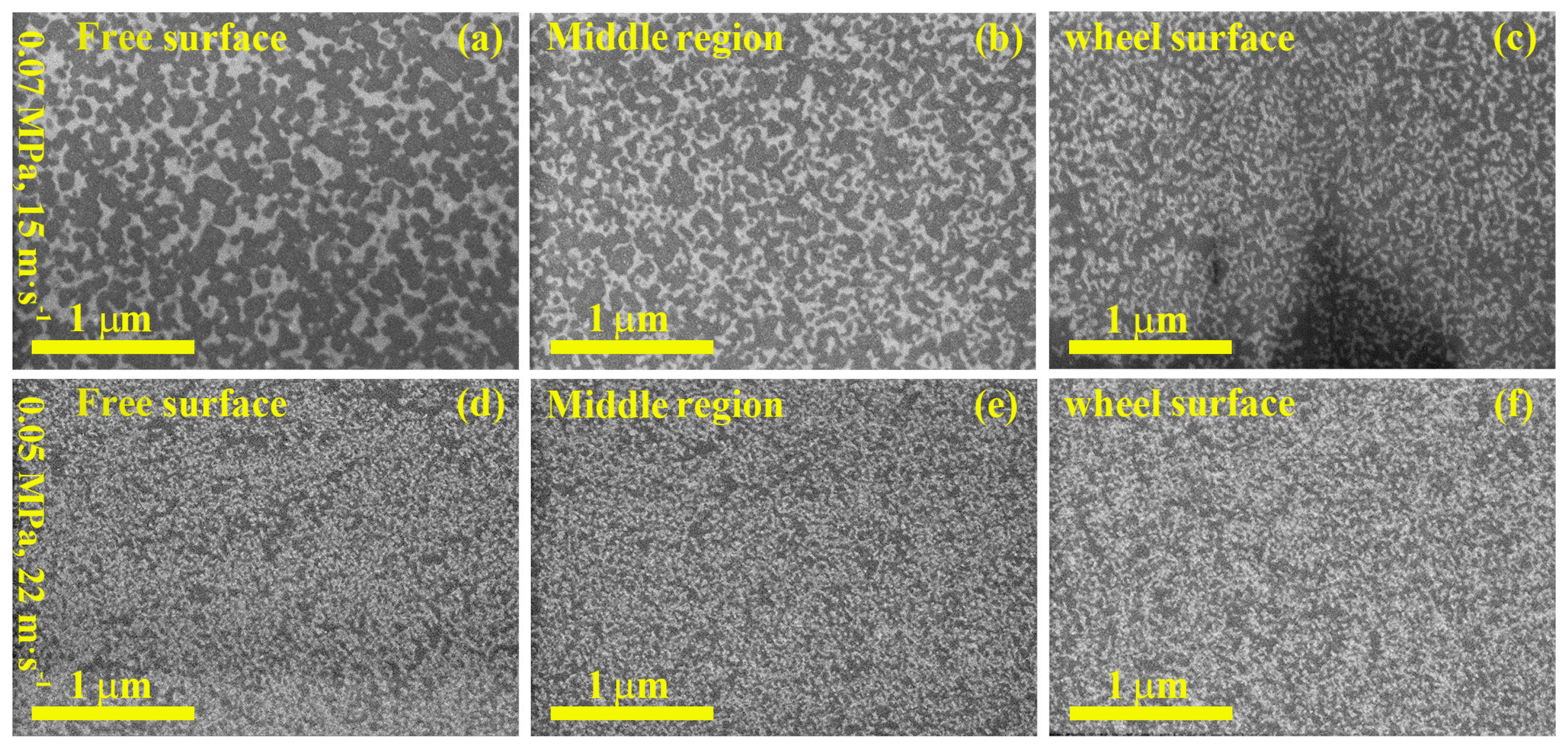
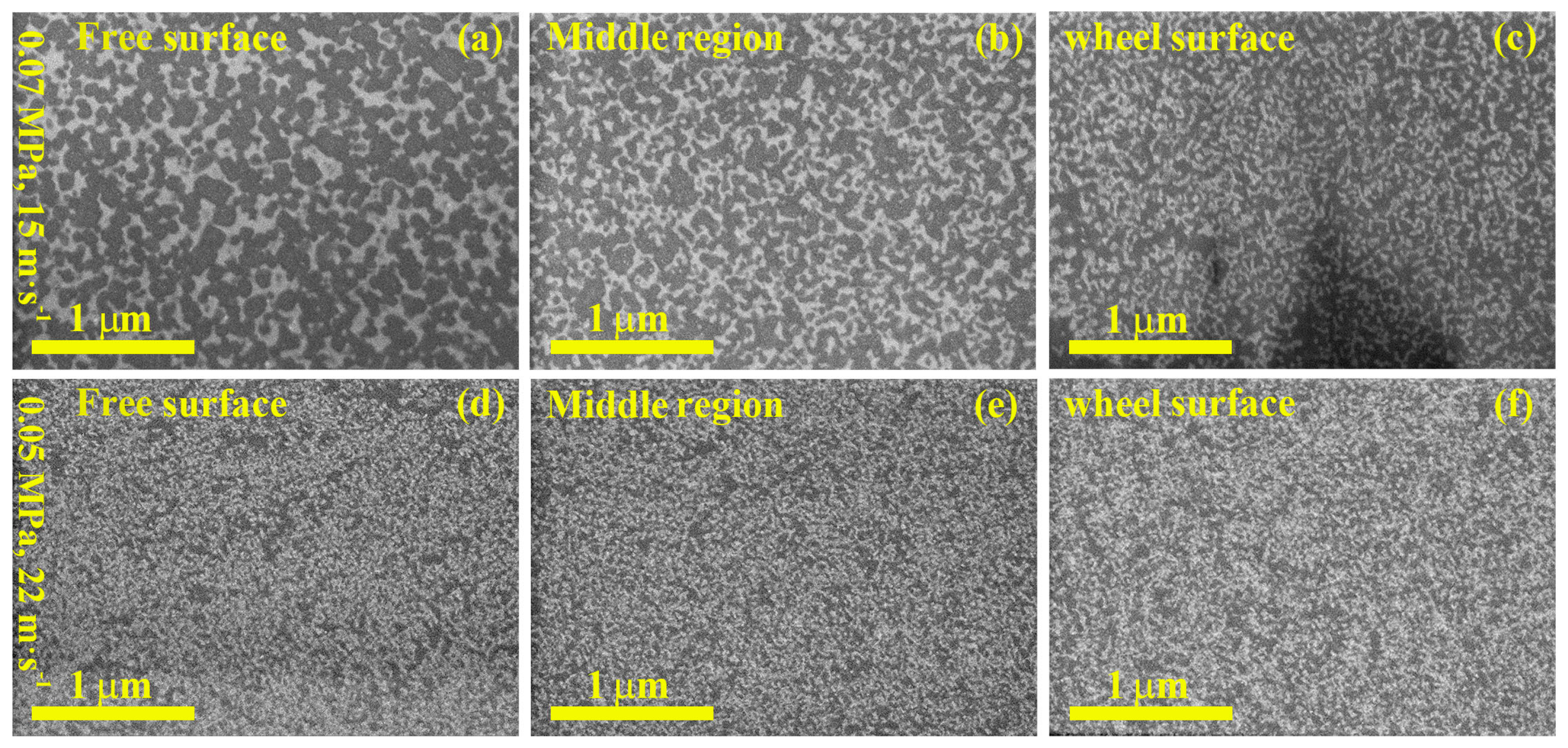
Samples P7-15 and W5-22, which exhibited exactly the same volume fraction of Ce
2Fe
14B and CeFe
2, had similar magnetic properties (see
Table 1), suggesting similar microstructures. This was confirmed by cross-sectional back-scattered SEM images (
Figure 4). In sample P7-15, the grain size of both phases decreased from the free surface to the wheel surface (that is, the surface in contact with the copper wheel) (
Figure 4a–c). Both phases were distributed uniformly. For sample W5-22, two phases with smaller grain size had a uniform distribution from the free surface to the wheel surface (
Figure 4d–f). These TEM results indicate that chamber pressure and wheel speed may not be completely independent. Several different combinations may result in similar microstructure and magnetic properties.
4. Discussion
Although it is well-known that magnetic properties can be tuned by grain sizes and their distribution, researchers have been pursuing a cost-effective approach to refine and homogenize grain sizes. Researchers have reported, for example, that a reduction in chamber pressure can effectively prevent the formation of gas pockets at the roll-contacted surfaces of NdFeB-based melt-spun ribbons, resulting in a uniform microstructure [
9,
10]. However, our work demonstrated that in Ce
17Fe
78B
6 ribbons, increasing, rather than decreasing, chamber pressure led to a more uniform microstructure, resulting in improved magnetic properties. Most previous researchers investigated only one parameter at a time, but we found that better optimization can be achieved by systematically adjusting two or more parameters at the same time. Samples P7-15 and W5-22, for example, exhibited close values of magnetic properties due to their similar microstructure. This appears to indicate a mutual dependency between chamber pressure and wheel speed.
In Kramer’s work [
10], the relationship between ribbon thickness,
t, and wheel speed,
v, is given by
where
c is a constant,
b is the melt stream diameter,
η is the viscosity,
ρ is the density, and
a is a parameter which is a function of crucible pressure.
Equation (1) can be rewritten as
where
A =
c2η/ρ, and
ρ is a constant.
In our experiment,
b was fixed and therefore a constant. The quenching temperature was maintained at 1588 K ± 5 K, assuming to be a constant
η. Thus, parameter
A is a constant. For the case of a constant chamber pressure,
a is constant. The above analyses of Equation (2) led to the conclusion that ribbon thickness decreases with increasing wheel speed, as demonstrated by our experimental results (see
Table 1). When wheel speed is fixed, however, chamber pressure impact can be reflected by variable
a. The result for samples in group P shows that the ribbon thickness decreases with increasing chamber pressure (see
Table 1). If Equation (2) is valid in a situation when pressure is a variable, parameter
a needs to decrease with increasing chamber pressure. Here, we assume the parameter
a is inversely proportional to chamber pressure,
Pchamber. Hence, the relationship between ribbon thickness, chamber pressure, and wheel speed can be expressed as
where
A,
k and
b, are constants, and
k =
a ×
Pchamber.
Equation (3) indicates that different combinations of chamber pressure and wheel speed might lead to a similar ribbon thickness.
Samples P7-15 and W5-22, were made by different combinations of experimental parameters, but their thickness sizes similar (27 μm and 26 μm, respectively). These two samples also show similar microstructure and, consequently, similar magnetic properties. Our results indicate that sample thickness is a critical geometrical parameter in determining both cooling rate and undercooling, which in turn govern microstructure and magnetic properties. The adjustment of above properties can be achieved by tuning both chamber pressure and wheel speed. These findings provide a guide for the preparation of alloys with desired magnetic properties and microstructure through adjusting fabrication parameters.
Herbst produced annealed Ce
17Fe
78B
6 ribbons that had 88 vol % Ce
2Fe
14B phase [
14]. In sample P5-15, the Ce
2Fe
14B volume fraction was 80%, lower than that in Herbst’s annealed sample. The (
BH)
max of 38 kJ·m
−3 in P5-15, however, is about 16% higher than that in Herbst’s annealed sample (32.6 kJ·m
−3). These results indicate that the magnetic properties of as-spun Ce
17Fe
78B
6 ribbons are related not only to the volume fraction of hard magnetic Ce
2Fe
14B phase, but also to the microstructure. Refined and uniform microstructure can be obtained by adjusting chamber pressure and wheel speed without applying any heat treatment at all. Without heat treatment, our direct method uses less energy and resources, and is more cost-effective.




{kind=link}
{kind=link}
{kind=link}
{kind=link}