Abstract
The first industrial-scale pyrolysis plant for solid tire wastes has been installed in Jenin, northern of the West Bank in Palestine, to dispose of the enormous solid tire wastes in the north of West Bank. The disposable process is an environmentally friendly process and it converts tires into useful products, which could reduce the fuel crisis in Palestine. The gravimetric analysis of tire waste pyrolysis products from the pyrolysis plant working at the optimum conditions is: tire pyrolysis oil (TPO): 45%, pyrolysis carbon black (PCB): 35%, pyrolysis gas (Pyro-Gas): 10% and steel wire: 10%. These results are depending on the tire type and size. It has been found that the produced pyrolysis oil has a High Heating Value (HHV), with a range of , which could make it useful as a replacement for conventional liquid fuels. The main disadvantage of using the TPO as fuel is its strong acrid smell and its low flash point, as compared with the other conventional liquid fuels. The produced pyrolysis carbon black also has a High Heating Value (HHV) of about 29 (MJ/kg), which could also encourage its usage as a solid fuel. Carbon black could also be used as activated carbon, printers’ ink, etc. The pyrolysis gas (Pyro-Gas) obtained from waste tires mainly consist of light hydrocarbons. The concentration of H2 has a range of 30% to 40% in volume and it has a high calorific value (approximately ), which can meet the process requirement of energy. On the other hand, it is necessary to clean gas before the burning process to remove H2S from Pyro-Gas, and hence, reduce the acid rain problem. However, for the current plant, some recommendations should be followed for more comfortable operation and safer environment work conditions.
1. Introduction
The world is facing a huge energy gap due to the increase of the human population and the unexpected growth in industry around the world. In Palestine, the consumption of energy has hugely increased in the last years. According to the Palestinian Central Bureau of Statistics, Palestinians consumed more than 30 to 40 thousand barrels per day of petroleum in 2017 [1]. However, Palestine suffers from a scarcity of natural resources and mineral wealth. The suffering of the Palestinians mostly lies in the scarcity of conventional energy sources, such as oil and gas, and additionally, the expensive price of energy, which is equivalent to the most expensive cities in the world. Inspired by this suffering, Palestinians seek to overcome this dilemma and to find alternative sources for conventional fuels.
Nowadays, the trend in the technology of energy is heading towards alternative sources and mainly, renewable energy sources, in order to overcome the rising demands of energy, which are essential in diverse fields of life. There are many sources for alternative fuels, which are based on recycling industrial and household wastes. These wastes exist in different forms: liquid wastes (e.g., cooking oil) and solid wastes. The solid wastes are any kind of rubbish, tires, paper, cardboard, plastic, wood, glass, metallic wastes and ashes.
The world in general, and Palestine in particular, are facing the problem of solid waste due to the highly increasing numbers of the population, and the lack of material resources needed to solve this problem and reduce its risks. Therefore, the solid waste is randomly collected and assembled in the dumps, contrary to the conditions of environmental health, but this is still not a suitable solution. The waste to energy process is a very simple concept involving recovering the maximum energy from waste with minimum damage to the environment by different thermal processes, such as the pyrolysis process [2]. With the rapid development of the auto industry, “black pollution” is being created by more and more waste tires, which now threaten the living environment of humans.
Millions of tons of waste tires are produced worldwide: about 2.5 million tons is generated in North America, Japan generates one million tons and the European Community generates more than 2.5 million tons [3]. In Palestine, in 2012, it was estimated that more than 380 thousand scrap tires were generated from different sources [4]. The tires are composed of vulcanized rubbers, which include natural rubber (NR), styrene butadiene (SBR), and polybutadiene (BR), carbon black, steel wire, cords and additives.
Getting rid of non-biodegradable solid waste tires is one of the most important environmental problems in the world. The durability and immunity of these wastes towards biological degradation makes disposal and re-treatment difficult [2,5]. In Palestine, the solid waste tires are randomly dumped in landfills. These landfills usually face accidental fires that produce extremely thick black smoke and toxic emissions. Such emissions are deleterious to health and may cause the acid rain [5]. Therefore, the biomass pyrolysis is a suitable solution to recycle these waste tires with more environmentally friendly methods. Pyrolysis is considered a cheap way to obtain alternative liquid fuel. By 2050, the International Energy Agency expects that 27% of the fuel used in the transportation industry may be sustainably produced from biomass and waste resources [6].
Tire recycling is the conversion of scrap rubber tires into hydrocarbons for reuse as oils and fuels, and the recovery of steel and carbon is one of the more desirable methods for economically reclaiming scrap tires. Tire recycling is achieved by the pyrolysis process, see Figure 1.
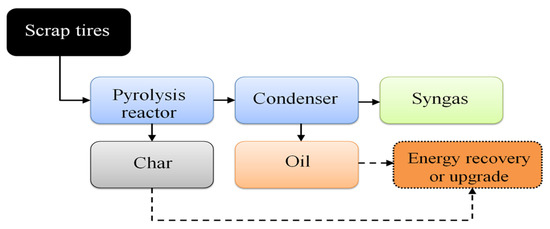
Figure 1.
Products of the tire pyrolysis process.
Pyrolysis is the thermochemical decomposition of tires at high temperatures without oxygen. Pyrolysis takes place under low pressure and high temperatures above 420 °C. Practically, pyrolysis cannot be performed oxygen free, since with a limited quantity of oxygen present in the reactor, oxidation will occur at a limited quantity. Pyrolysis of waste tires will produce pyrolysis black carbon (PCB) (30–35 wt%), crude tire pyrolysis oil (TPO) (40–45 wt%), scrap steel (10–15 wt%) and pyrolysis gas (Pyro-Gas) (10–15 wt%) [7].
Pyrolysis Technology and Energy Security in Palestine
Lately, increasing energy consumption, high-price volatility in fossil fuels, interruptions in energy imports and exports, climate change and pollution of the environment are just a few of the many energy security issues in countries throughout the world [8]. Renewable energy and bioenergy play a substantial role in economy, social and environmental life [9,10], bringing significant benefits for developing countries, specifically Palestine. Besides, use of these energy sources avoids or eliminates the negative environmental impacts. Regarding the political situation in Palestine and to avoid the highly frequent blackouts, use of renewable energy and bioenergy (such as pyrolysis) will be a sustainable solution to guarantee the energy supply in the long term. A significant driver of pyrolysis is also the growing interest in environmental sustainability [11]. Energy security is a significant factor that enables the system to function optimally and sustainably, free of threats and risks [12]. Energy security guarantees energy supply reliability at an affordable price, and is therefore affected by economic, political and technical conditions [13].
Energy supply security and environmental issues are considered to be among the main concerns for most countries [8]. While Palestine is highly dependent on imported energy, the results show that solar energy and bioenergy (Pyrolysis) are the most promising renewable and sustainable energy sources. The advantages of pyrolysis include a highly flexible technology that can handle a wide variety of feedstocks consisting of forest residues, food waste, tire waste and solid municipal waste [11]. Palestine is among the most promising locations for utilization of bioenergy and renewable energy sources because of the geographic location of this area, which supplies it with plenty of high solar radiation, and the availability of bioenergy sources. Also, it is highly dependent on energy imported from Israel [9].
To achieve sustainability, this project involves producing a renewable fuel from the pyrolysis process of waste tires. The fuel production from this process involves less costs and less greenhouse gas emissions and makes the environment cleaner. The sustainability aims of this project are directed at solving three main issues: economic, environment and social, in order to achieve energy security and a clean environment in Palestine.
The present study aims at solving the firm technical problems of tire wastes in Palestine. The novelty of this research is that it adds sustainability as an aspect of energy security in Palestine’s energy systems. This is done by introducing the first commercial plant of tire pyrolysis in Palestine.
2. Literature Review
The disposal of waste tires is considered a main economic and environmental problem in the waste management field. For the time being, attention is growing in pyrolysis due to its ability to make products of economic value in different fractions by changing the operating conditions, such as the operating temperatures and heating rate [14]. Pyrolysis also transforms waste tires into tire pyrolysis oil (TPO), pyrolysis carbon black (PCB) and pyrolysis gas (Pyro-Gas), which are considered as high value fuels and chemicals [15,16]. Table 1 below summarizes the pyrolysis research during the period from 1980 to 2018.

Table 1.
Pyrolysis research for different countries worldwide: A representative list of waste tire pyrolysis processes.
3. Methodology
As mentioned earlier, this study was conducted in Palestine to solve the environmental problem of direct burning of the tires and reduce pollution. It is believed that the pyrolysis process of such waste is a suitable solution. The classical tires consist of different materials such as synthetic rubber, steel wires and carbon black. These materials are homogenously distributed over the tire volume. To dispose of these materials using pyrolysis technology, the tires are usually shredded to smaller pieces, washed with water and dried. The tires are placed in a rotary reactor to extract the wires and produce gaseous and liquefied oil. Since no oxygen exists inside the reactor, the carbon black and steel properties will not change.
This study investigates the pyrolysis of tires using an industrial-scale system. The industrial scale is basically a commercial pyrolysis plant, on about 6000 m2 of land in the north of Jenin City, West Bank, Palestine. The pyrolysis plant consists of five sections: the main plant section, the offices section, the laborers rooms section, the waste tire section and the warehouse for the products from pyrolysis. This plant was established in 2013 to get rid of the enormous tire wastes in the north of West Bank. The flow diagram of the pyrolysis process system in this plant is shown in Figure 2.
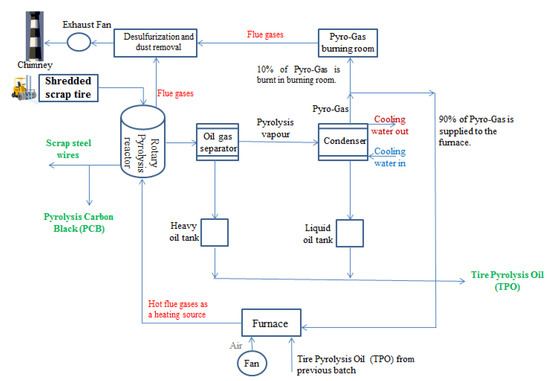
Figure 2.
Flow diagram for the tire pyrolysis process.
The plant consists of a horizontal axis cylindrical reactor (6 m long and 2 m diameter) that has a batch mode and rotates with a rotational speed of 0.4 rpm. The reactor chamber can fit up to five tons of partly shredded tires (only small side rings are removed, and steel wires are kept inside). The cylindrical chamber is made from steel and it is initially heated by flames from external source power. Once the system starts producing gaseous fuel from the pyrolysis process, the chamber is now heated by burning the produced gaseous fuel. Therefore, the system is self-sustained in terms of energy. Electricity was used to rotate the chamber for better stirring. The tires were added, and a heavy door was closed tightly. The heat exchangers consist of two groups. The first group contains three heat exchangers that condensate the passing gas coming from the separator. The second group contains two heat exchangers to condensate the remaining gas coming out from the first group. The condensate fuel is filtered to purify the fuel from the contaminations (such as carbon black).
The heating system is composed of an insulated furnace below the reactor. The furnace contains two liquid burners and two gas burners. An insulating cover surrounds the reactor drum. The resulting hot gases pass between the reactor drum and its insulated cover and give enough heat for the pyrolysis process.
Two storage tanks were used in this system: the first tank stores the produced fuel from the first group of heat exchangers, while the second tank stores the remaining produced liquid fuel. The fuel in the first tank is heavier (higher molecular weight fractions) and less clear than the fuel in the second tank. However, the heavy fuel is still demanded in the market for its high heating value and efficient burning. The excess gases that do not liquefy are stored into a third tank, which feeds the heating process. The exhaust gas from the combustion process is filtered for toxic gases before it is spilled out to the atmosphere. The reactor works at a relatively low pressure (the maximum reactor pressure is 0.08 bars). Figure 3 shows the reactor temperatures during heating and cooling processes for four different runs. The total tire load for each run (batch) was 5000 kg. Firstly, the pyrolysis oil produced from previous pyrolysis runs is burned to heat the reactor for the first 3 to 4 h until the temperature reaches 420–500 °C. Secondly, the temperature is held at 420–500 °C by burning the Pyro-Gas produced from the current pyrolysis run. Finally, the reactor is left to cool down naturally for around 10 h. When the reactor is cooled below 60 °C, steel wire and pyrolysis black carbon (PCB) are removed. The PCB fraction is in the form of powder and separated from steel wire while the reactor drum is continuously rotating.
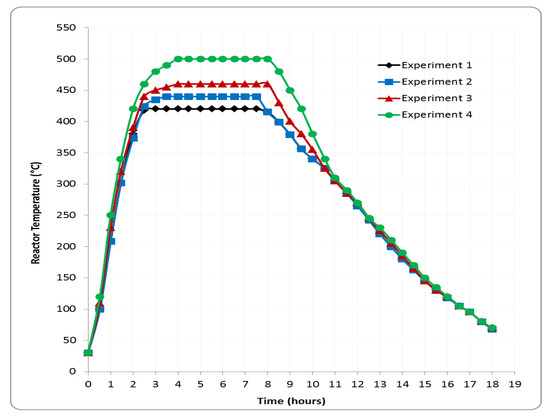
Figure 3.
The reactor temperatures during heating and cooling for the four experiments.
The flue exhaust gas system consists of a chimney, a desulfurization and dust removal unit and an exhaust suction fan. The flue gas is passed through the desulfurization and dust removal unit to filter the dust and remove the sulfur from the flue gas. Finally, the filtered flue gas is exhausted to the atmosphere.
Analaytical Techniques
The original sample of tire and the sample of pyrolysis carbon black (PCB) for the four experiments underwent thermogravimetric analysis to take simultaneous results of differential thermogravimetric analysis (DTA) signals. The thermogravimetric analyses are done by burning the samples (approximately 15 mg for each sample) with a constant heating rate and gas flow rate (15 °C/min) and (100 mL/min), respectively. The calorific value, proximate and elemental analyses were performed, using the procedures of American Society for Testing and Materials (ASTM) standards.
The four samples of tire pyrolysis oil (TPO) from different experiments in the industrial pyrolysis plant were homogenized by mixing the oil well before the analysis was carried out. ASTM standard procedures were also used to find the physical properties of tire pyrolysis oil (TPO): flash point, viscosity, pour point, density and HHV. Elemental analysis of TPO was performed by an elementary analyzer.
4. Results and Discussion
4.1. Yields of the Pyrolysis Products
The yields for each of the fractions of the pyrolysis process obtained from the four experiments are shown in Table 2. The total tire load for each experiment (batch) was 5000 kg. The products of the pyrolysis process for the four experiments were observed to be similar with small differences. These differences are attributed to the tires’ diversity and their size.
Table 2.
Yield of pyrolysis products.
4.2. Characterization of Solid Tires and Pyrolysis Carbon Black (PCB)
The original tire and the carbon black fraction for the four experiments were subjected to thermogravimetric analyses. Calorific value and elemental analyses were done according to the ASTM standard procedure.
Proximate and elemental analyses were done on the original tire and the pyrolysis carbon black (PCB) fractions obtained from the four experiments and the results are tabulated in Table 3. It can be concluded that small differences were obtained between the PCB fractions for the four experiments. It can also be noticed that chlorine and sulfur were condensed in the PCB fraction. Approximately, most of the chlorine existing in the waste tires was concentrated in the PCB fraction. Therefore, it is important to take this into consideration once PCB is used as a fuel. So, a system for cleaning the gas would be necessary for the residual gases resulting from combustion of PCB. The PCB residue of the pyrolysis tire process will produce three times the amount of chlorine produced by the original tires [40]. The High Heating Value (HHV) for pyrolysis carbon black (PCB) is about 36 MJ/kg. On the other hand, the HHV for convectional liquid petroleum is 39.5 to 45 MJ/kg. The HHV of PCB is about two times that of wooden biomass (18.5 to 21 MJ/kg). From the analysis results above, it could be concluded that PCB is a possible source of energy.
Table 3.
Proximate, elemental and heating value analysis for the tire and carbon black.
Figure 4 shows a Derivative Thermogravimetry (DTG) for the original tire and the pyrolysis carbon black (PCB) fractions obtained from the four experiments. It can be concluded from Figure 4 that the highest mass loss rate for the original tire occurs nearly at 390 °C, while for the PCB, it occurs at 570 °C.
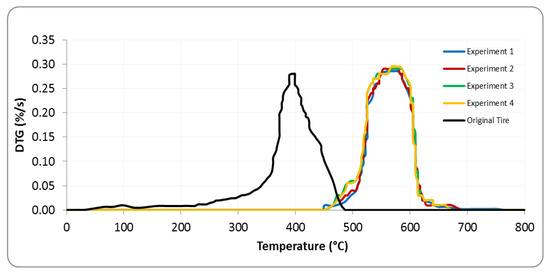
Figure 4.
Derivative Thermogravimetry (DTG) plots of the original tire and the pyrolysis carbon black (PCB) fractions obtained from the four experiments.
4.3. Characterization of Tire Pyrolysis Oil (TPO)
The tire pyrolysis oil (TPO) obtained from the four runs of the pyrolysis plant were relatively similar to each other. TPO is a dark brown oil with a strong acrid smell. It interacts with human skin and it usually leaves spots and a bad smell for several days. So, careful treatment is required during use of TPO. The TPO properties for the four experiments are compared to commercial diesel and the results are tabulated in Table 3. It can be concluded that the density of TPO is more than the density of the commercial diesel and less than the density of the heavy fuel oil (985 kg/m3 at 20 °C). The viscosity of the TPO is more than the viscosity of the commercial diesel and less than the viscosity of heavy fuel oil (200 cSt at 50 °C). Low viscosity of the tire pyrolysis oil is a wanted property in liquid to ease handling and transportation of the fuel. The flash temperature of a fuel gives an indication for the hazards of fire during storage and usage of the fuel. From Table 4, it can be concluded that the flash point of TPO is between 30 and 33 °C. The flash point of TPO is low if it is compared to conventional diesel fuel. The flash point for the conventional diesel fuel is 55 °C, for kerosene the flash point is 23 °C and for light fuel oil it is 79 °C. The flash point of the TPO is low because TPO is a mixture of un-refined liquids that has a wide range of distillation. Table 4 shows that the pour point of the TPO is relatively low when compared with diesel. The pH value of the TPO is between 4.27 and 4.37, which is considered low acidic fuel. This weak acidity is not a problem regarding storage and handling of the TPO, for example, soft drink companies like Cola or Pepsi utilize Polyethylene Terephthalate (PET) plastic for storage and handling, although the value of pH for their drinks is about 2.5 [41]. Subsequently, TPO should be filtered, centrifuged and desulfurized before it can be utilized as a heavy furnace oil or blended with conventional diesel for furnaces, boilers and power plants.
Table 4.
Characteristics of the tire pyrolysis oil (TPO) in comparison to commercial diesel.
4.4. Characterization of the Pyrolysis Gas (Pyro-Gas) Fraction
The compositional analysis showed that the pyrolysis gas (Pyro-Gas) consists mainly of light hydrocarbons and the concentrations of methane and hydrogen were the highest. Hydrogen concentration could reach 40% in volume at high pyrolysis temperatures of 550 °C [40]. Pyro-Gas has a high heating value (38–41 MJ/m3), which is considered close to the HHV of natural gas (around 39 MJ/m3), that could meet the need of energy during the pyrolysis process or other industrial applications. However, it would be very important to clean Pyro-Gas before burning to take out the hydrogen sulfide (H2S) from the Pyro-Gas fraction. The corrosive nature of H2S would damage the downstream equipment. H2S amount must be less than 500 ppm in order to be used for commercial alternative engines. In addition, SO2 emitted after the combustion of the gas fraction should satisfy the environmental constrains.
5. Summary
The gravimetric analysis of tire waste pyrolysis products from the reactor working at the optimum conditions is tire pyrolysis oil (TPO): 45%, pyrolysis carbon black (PCB): 35%, pyrolysis gas (Pyro-Gas): 10% and steel wire: 10%. It can be concluded that chlorine and sulfur were concentrated in the PCB fraction due to the nature of the tires’ composition. Approximately all chlorine in the tires was concentrated in the PCB fraction. Therefore, it is very important to take this result into account once PCB is used as a fuel.
The main disadvantage of using the TPO as fuel is its strong acrid smell, which could last for a few days if it interacts with human skin or clothes. The density of TPO is more than that of conventional diesel. However, it is still less than the density of heavy fuel oil. On the other hand, the flash point of TPO is low if it is compared with the other refined fuels, which are considered a disadvantage associated with the hazards of fire during the usage and storage of the fuel.
The pH value of the TPO is considered to be of a weak acidic nature but this weak acidity is not a problem regarding storage and handling of TPO. The compositional analysis showed that the pyrolysis gas (Pyro-Gas) consists mainly of light hydrocarbons and the concentration of methane and hydrogen were the highest. The concentration of H2 is about 40% in volume and it has a High Calorific Value (38–41 MJ/m3), which could meet the process requirement of energy. However, it would be very important to clean Pyro-Gas before burning so as to take out the hydrogen sulfide (H2S) from Pyro-Gas, and hence reduce the acid rain problem.
The heavy fuel oil price in Palestine is around 0.5 $/liter. However, the production cost of the tire pyrolysis oil (TPO) is around 0.15 $/liter. This cost is less than one third the price of the conventional heavy fuel oil in Palestine. If three pyrolysis plants, such as the one in the present study with a capacity of 330 (tons/month), were founded, they would be able to get rid of the waste tires generated yearly in Palestine (3800 metric tons). If all the waste tires generated in Palestine were pyrolyzed, the annual import heavy fuel oil would decrease by 1700 tons (11,850 barrels) and produce more than 1330 tons of pyrolysis black carbon and 380 tons of steel wire, yearly. In addition, and most importantly, the environmental hazardous problem of the waste tires could be solved in the correct way, reducing the dependence on imported furnace oil and creating new job opportunities.
6. Conclusions and Recommendations
The following recommendations should be applied for more comfortable operation and safer work and environmental conditions:
- Handling and transportation of the TPO and PCB must be in a closed system.
- To produce alternative diesel from pyrolysis tire oil (TPO), more filtration, desulfurization and wet scrubber with CaOH column must be added.
- To make the technology sustainable, better utilization of PCB must be established.
- The workers in the pyrolysis plant must be skillful and well trained.
- There is chlorine present and there is a risk of the formation of carcinogenic dioxins. However, the objective of this research is the energy recovery from waste tires using pyrolysis and the analysis of risk of the formation of carcinogenic dioxins can be considered in the next research paper.
- Finally, it can be summarized that the pyrolysis plant should be operated only under constant monitoring and advisory support by a team specialized in tire pyrolysis, since it is a new technology.
Author Contributions
R.A., M.A. and A.J. conceived and performed the experiments used in the article; A.J., M.A. and R.A. analyzed the data; R.A., A.J., and M.A. wrote the paper. F.M.-A. and T.S. revised and supervised the manuscript. The authors shared the work on the structure and aims of the manuscript, paper drafting, editing and reviewing the manuscript. All authors have read and agreed to the published version of the manuscript.
Funding
This research was funded by An-Najah National University with grant number [ANNU-1819-Sc023].
Acknowledgments
The authors would like to acknowledge the Deanship of Scientific Research at An-Najah National University for their grant which helped in accomplishing the current study.
Conflicts of Interest
The authors declare no conflict of interest.
List of Abbreviations
| Abbreviation | Definition |
| BR | Polybutadiene |
| NR | Natural Rubber |
| PCB | Pyrolysis Carbon Black |
| Pyro-Gas | Pyrolysis Gas |
| SBR | Styrene Butadiene |
| TPO | Tire Pyrolysis Oil |
| PET | Polyethylene Terephthalate |
| HHV | High Heating Value |
| ASTM | American Society for Testing and Materials |
| TGA | Thermogravimetric Analysis |
| DTG | Derivative Thermogravimetry |
References
- Palestinian Central Bureau of Statistics (PCBS). State of Palestine, Household Energy Survey. Available online: http://www.pcbs.gov.ps/ (accessed on 14 June 2019).
- Huffman, G.P.; Shah, N. Can waste plastics and tires be recycled economically. Chemtech 1998, 28, 34–43. [Google Scholar]
- Wang, H.; Xu, H.; Xuan, X. Review of waste tire reuse and recycling in China –current situation, problems and countermeasures. Adv. Nat. Sci. 2013, 1, 81–90. [Google Scholar]
- Amer EL-Hamouz. The Development of National Mangle Plan for Hazardous Waste Management for Palestinian National Authority. 2010. Available online: http://environment.pna.ps/ar/files/Part_one_Final_Report_on_The_Development_of_a_National_Master_Plan_for_Hazardous_Waste_Management_for_the_Palestinian_National_Authority_en.pdf (accessed on 29 June 2019).
- Islam, M.R.; Islam, M.N.; Mustafi, N.N.; Rahim, M.A.; Haniu, H. Thermal recycling of solid tire wastes for alternative liquid fuel: The first commercial step in Bangladesh. Procedia Eng. 2013, 56, 573–582. [Google Scholar] [CrossRef]
- International Energy Agency. Technology Roadmap: Biofuels for Transport; International Energy Agency: Paris, France, 2011. [Google Scholar] [CrossRef]
- Aydın, H.; İlkılıç, C. Optimization of fuel production from waste vehicle tires by pyrolysis and resembling to diesel fuel by various desulfurization methods. Fuel 2012, 102, 605–612. [Google Scholar] [CrossRef]
- Bekhrad, K.; Aslani, A.; Mazzuca-Sobczuk, T. Energy Security in Andalusia: The Role of Renewable Energy Sources. Case Stud. Chem. Environ. Eng. 2019, 100001. [Google Scholar] [CrossRef]
- Juaidi, A.; Montoya, F.G.; Ibrik, I.H.; Manzano-Agugliaro, F. An overview of renewable energy potential in Palestine. Renew. Sustain. Energy Rev. 2016, 65, 943–960. [Google Scholar] [CrossRef]
- Juaidi, A.; Montoya, F.G.; Gázquez, J.A.; Manzano-Agugliaro, F. An overview of energy balance compared to sustainable energy in United Arab Emirates. Renew. Sustain. Energy Rev. 2016, 55, 1195–1209. [Google Scholar] [CrossRef]
- Sharifzadeh, M.; Sadeqzadeh, M.; Guo, M.; Borhani, T.N.; Konda, N.M.; Garcia, M.C.; Wang, L.; Hallett, J.; Shah, N. The multi-scale challenges of biomass fast pyrolysis and bio-oil upgrading: Review of the state of art and future research directions. Prog. Energy Combust. Sci. 2019, 71, 1–80. [Google Scholar] [CrossRef]
- Azzuni, A.; Breyer, C. Energy security and energy storage technologies. Energy Procedia 2018, 155, 237–258. [Google Scholar] [CrossRef]
- Gillessen, B.; Heinrichs, H.; Hake, J.F.; Allelein, H.J. Energy security in context of transforming energy systems: A case study for natural gas transport in Germany. Energy Procedia 2019, 158, 3339–3345. [Google Scholar] [CrossRef]
- Kramer, C.A.; Loloee, R.; Wichman, I.S.; Ghosh, R.N. Time resolved measurements of pyrolysis products from thermoplastic poly-methyl-methacrylate (PMMA). In ASME 2009 International Mechanical Engineering Congress and Exposition; American Society of Mechanical Engineers Digital Collection: New York, NY, USA, 2009; pp. 99–105. [Google Scholar]
- Chowdhury, R.; Sarkar, A. Reaction kinetics and product distribution of slow pyrolysis of Indian textile wastes. Int. J. Chem. React. Eng. 2012, 10. [Google Scholar] [CrossRef]
- Biswal, B.; Kumar, S.; Singh, R.K. Production of hydrocarbon liquid by thermal pyrolysis of paper cup waste. J. Waste Manag. 2013, 2013, 1–7. [Google Scholar] [CrossRef]
- Kagayama, M.; Igarashi, M.; Fukada, J.; Kunii, D. Thermal Conversion of Solid Wastes and Biomass; America Chemical Society: Washington, DC, USA, 1980; Volume 130, pp. 527–531. [Google Scholar]
- Kawakami, S.; Inoue, K.; Tanaka, H.; Sakai, T. Pyrolysis Process for Scrap Tires. In Thermal Conversion of Solid Wastes and Biomass; Chapter 40; ACS Publications: Washington, DC, USA, 1980; pp. 557–572. Available online: https://pubs.acs.org/doi/pdf/10.1021/bk-1980-0130.ch040 (accessed on 29 August 1980).
- Avenell, C.S.; Sainz-Diaz, C.I.; Griffiths, A.J. Solid waste pyrolysis in a pilot-scale batch pyrolyser. Fuel 1996, 75, 1167–1174. [Google Scholar] [CrossRef]
- Fortuna, F.; Cornacchia, G.; Mincarini, M.; Sharma, V.K. Pilot-scale experimental pyrolysis plant: Mechanical and operational aspects. J. Anal. Appl. Pyrolysis 1997, 40, 403–417. [Google Scholar] [CrossRef]
- Yongrong, Y.; Jizhong, C.; Guibin, Z. Technical advance on the pyrolysis of used tires in China. China-Japan International Academic SymposiumEnvironmental Problem in Chinese Iron-Steelmaking Industries and Effective Technology Transfer; Sendai, Japan, 2000; pp. 84–93. Available online: http://www2.econ.tohoku.ac.jp/~kawabata/Omurapro/omuraCDM/symp_jc/10yang.pdf (accessed on 8 April 2020).
- Li, S.Q.; Yao, Q.; Chi, Y.; Yan, J.H.; Cen, K.F. Pilot-scale pyrolysis of scrap tires in a continuous rotary kiln reactor. Ind. Eng. Chem. Res. 2004, 43, 5133–5145. [Google Scholar] [CrossRef]
- Díez, C.; Sánchez, M.E.; Haxaire, P.; Martínez, O.; Morán, A. Pyrolysis of tyres: A comparison of the results from a fixed-bed laboratory reactor and a pilot plant (rotatory reactor). J. Anal. Appl. Pyrolysis 2005, 74, 254–258. [Google Scholar] [CrossRef]
- Li, S.Q.; Yao, Q.; Wen, S.E.; Chi, Y.; Yan, J.H. Properties of pyrolytic chars and activated carbons derived from pilot-scale pyrolysis of used tires. J. Air Waste Manag. Assoc. 2005, 55, 1315–1326. [Google Scholar] [CrossRef]
- Rofiqul, I.M.; Haniu, H.; Rafiqul, A.B.M. Limonene-rich liquids from pyrolysis of heavy automotive tire wastes. J. Environ. Eng. 2007, 2, 681–695. [Google Scholar] [CrossRef][Green Version]
- Islam, M.R.; Il, K.S.; Haniu, H.; Beg, M.R.A. Fire-tube heating pyrolysis of car tire wastes: End uses of product liquids as fuels and chemicals. Int. Energy J. 2008, 9. Available online: http://www.rericjournal.ait.ac.th/index.php/reric/article/view/485 (accessed on 8 April 2020).
- Islam, M.R.; Haniu, H.; Beg, M.R.A. Liquid fuels and chemicals from pyrolysis of motorcycle tire waste: Product yields, compositions and related properties. Fuel 2008, 87, 3112–3122. [Google Scholar]
- Islam, M.R.; Tushar, M.S.H.K.; Haniu, H. Production of liquid fuels and chemicals from pyrolysis of Bangladeshi bicycle/rickshaw tire wastes. J. Anal. Appl. Pyrolysis 2008, 82, 96–109. [Google Scholar] [CrossRef]
- Islam, M.R.; Haniu, H.; Fardoushi, J. Pyrolysis kinetics behavior of solid tire wastes available in Bangladesh. Waste Manag. 2009, 29, 668–677. [Google Scholar] [CrossRef] [PubMed]
- Islam, M.R.; Parveen, M.; Haniu, H.; Sarker, M.I. Innovation in pyrolysis technology for management of scrap tire: A solution of Energy and Environment. Int. J. Environ. Sci. Dev. 2010, 1, 89. [Google Scholar] [CrossRef]
- Donatelli, A.; Iovane, P.; Molino, A. High energy syngas production by waste tyres steam gasification in a rotary kiln pilot plant. Experimental and numerical investigations. Fuel 2010, 89, 2721–2728. [Google Scholar] [CrossRef]
- Islam, M.R.; Joardder, M.U.H.; Hasan, S.M.; Takai, K.; Haniu, H. Feasibility study for thermal treatment of solid tire wastes in Bangladesh by using pyrolysis technology. Waste Manag. 2011, 31, 2142–2149. [Google Scholar] [CrossRef]
- Karthikeyan, S.; Sathiskumar, C.; Moorthy, R.S. Effect of process parameters on tire pyrolysis: A review. J. Sci. Ind. Res. 2012, 71, 309–315. [Google Scholar]
- Williams, P.T. Pyrolysis of waste tyres: A review. Waste Manag. 2013, 33, 1714–1728. [Google Scholar] [CrossRef]
- Kader, M.; Islam, M.; Hossain, M.; Haniu, H. Development of a Pilot Scale Pyrolysis Plant for Production of Liquid Fuel from Waste Tire. Mech. Eng. Res. J. 2013, 9, 54–59. [Google Scholar]
- Alkhatib, R. Development of an Alternative Fuel from Waste of Used Tires by Pyrolysis. Ph.D. Thesis, L’Université Nantes Angers Le Mans France, Nantes, France, 2014. Available online: https://tel.archives-ouvertes.fr/tel-01186556/ (accessed on 5 August 2019).
- Rudniak, L.; Machniewski, P.M. Modelling and experimental investigation of waste tyre pyrolysis process in a laboratory reactor. Chem. Process Eng. 2017, 38, 445–454. [Google Scholar] [CrossRef][Green Version]
- Januszewicz, K.; Klein, M.; Klugmann-Radziemska, E.; Kardas, D. Thermogravimetric analysis/pyrolysis of used tyres and waste rubber. Physicochem. Probl. Miner. Process. 2017, 53, 802–811. [Google Scholar]
- Aziz, M.A.; Rahman, M.A.; Molla, H. Design, fabrication and performance test of a fixed bed batch type pyrolysis plant with scrap tire in Bangladesh. J. Radiat. Res. Appl. Sci. 2018, 11, 311–316. [Google Scholar] [CrossRef]
- Diez, C.; Martinez, O.; Calvo, L.F.; Cara, J.; Morán, A. Pyrolysis of tires. Influence of the final temperature of the process on emissions and the calorific value of the products recovered. Waste Manag. 2004, 24, 463–469. [Google Scholar] [CrossRef] [PubMed]
- Roy, C.; Chaala, A.; Darmstadt, H. The vacuum pyrolysis of used tires: End-uses for oil and carbon black products. J. Anal. Appl. Pyrolysis 1999, 51, 201–221. [Google Scholar] [CrossRef]




© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).