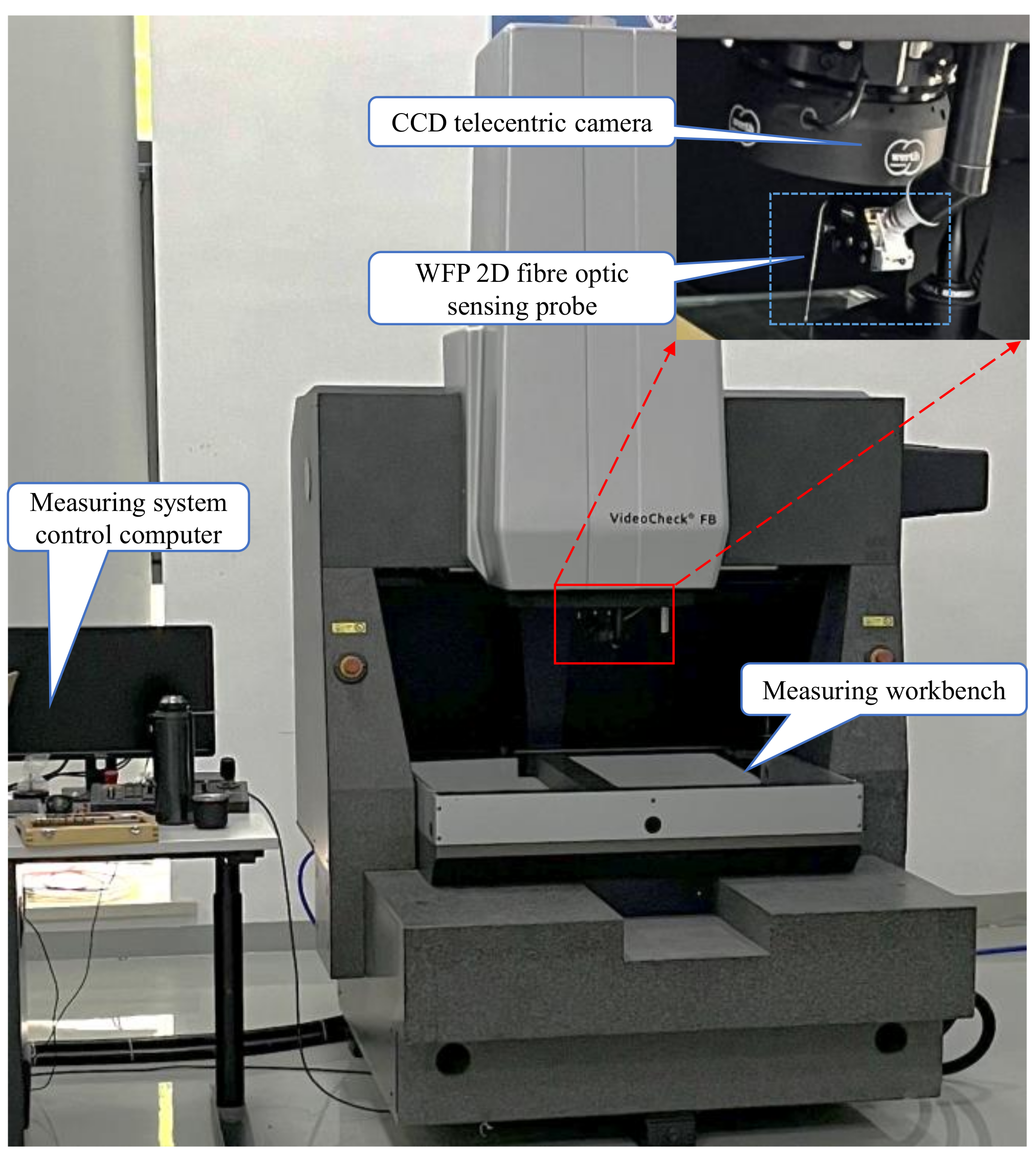
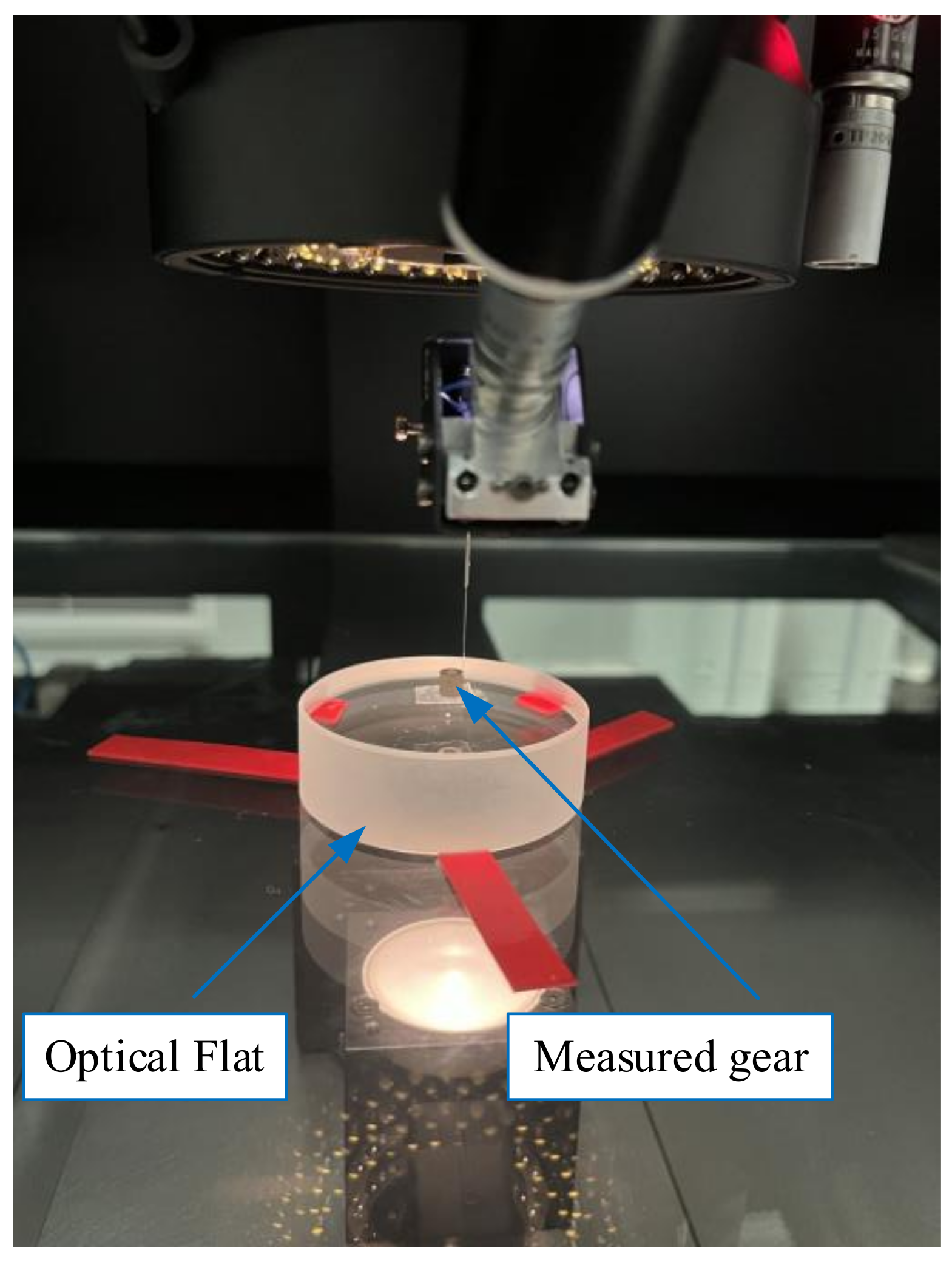
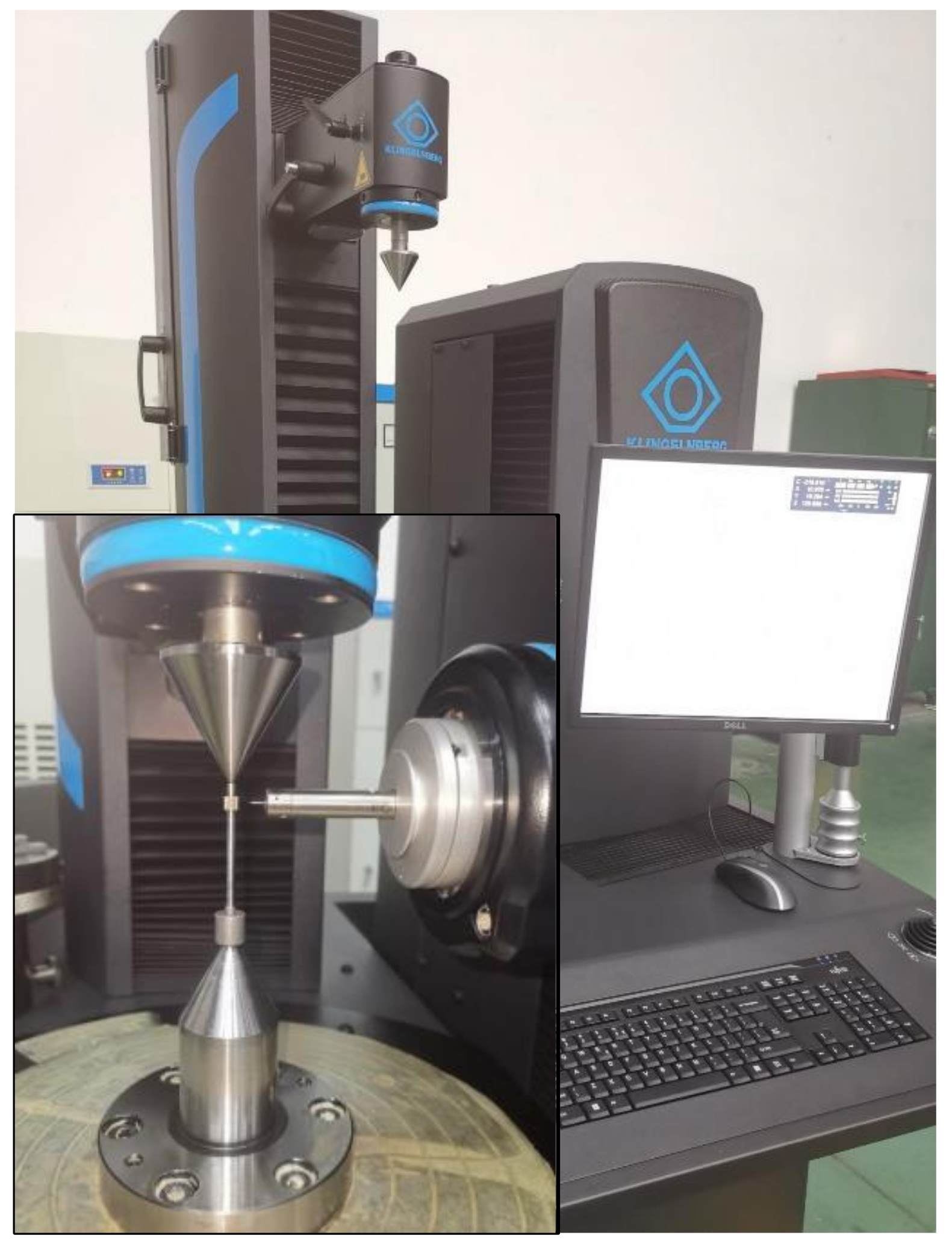
In this paper, a fiber optic sensing device (WFP) and composite CMM are used to establish the gear measurement platform, as shown in
Figure 1. CMM employs a three-axis linkage to convert the motion relationship, whose parameters can be found in
Table 1. The fiber-optic sensing device mainly consists of a light source, fiber optic measurement unit, CCD telecentric camera, and image processing unit, among others.
Table 2 presents its principal parameters. The CCD telecentric camera is highly advantageous in terms of precise imaging and strong anti-interference ability [
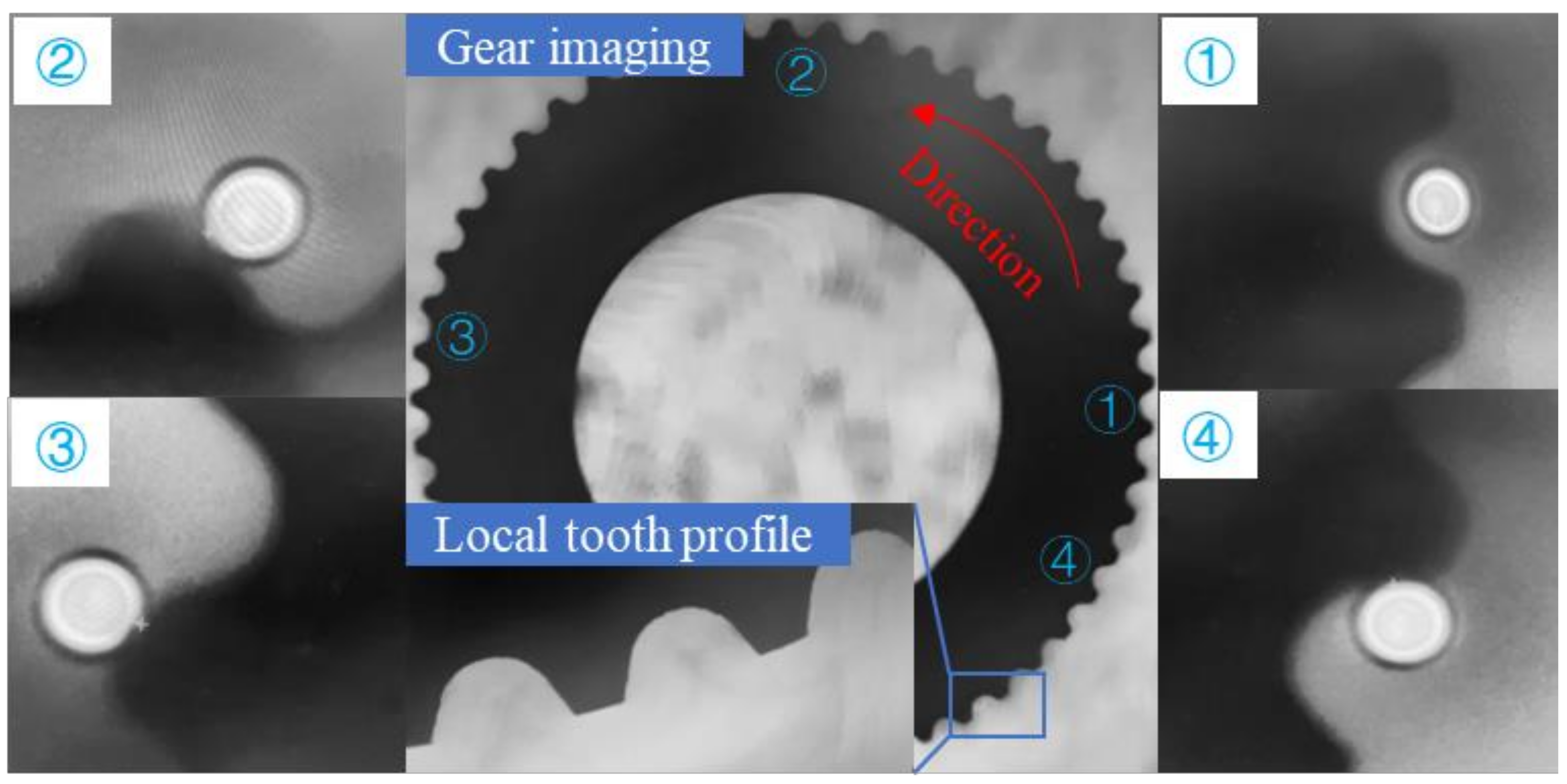
20,
21]. It can accurately capture the position of the self-luminous detection element optically and measure the offset of the micro-detection element when the measured workpiece moves. In the movement of the workpiece, the accurate position of the micro-detection element is superimposed with the coordinates of the equipment calibration system to extract the measurement points.
2.1. Modeling of Mathematical Motion Relation
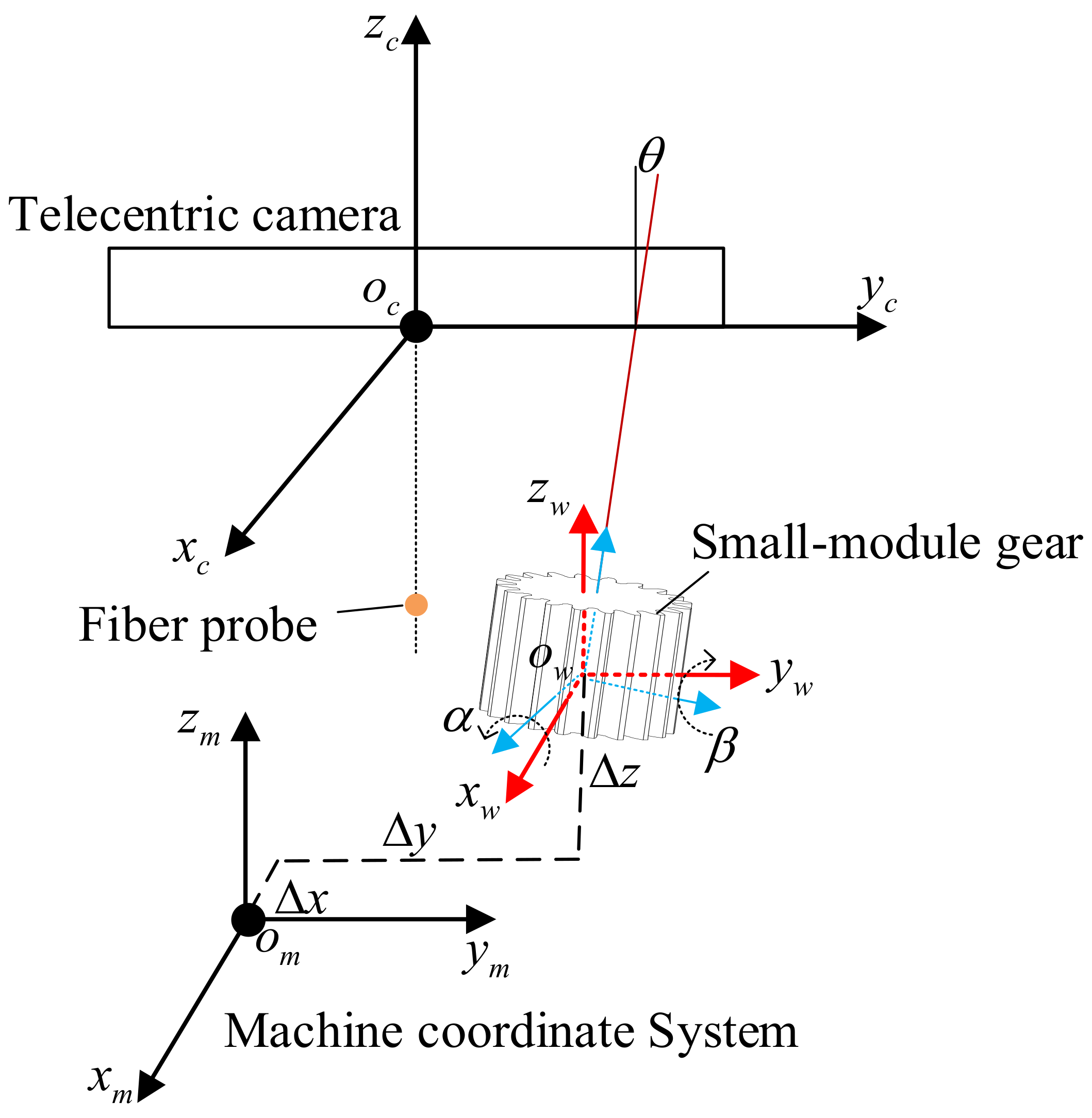
To ensure measurement accuracy when measuring small-modulus gears, it is essential to establish the relative position relationship between the gears and the fiber optic sensor. Therefore, in this paper, a three-dimensional model of the measurement system is established based on a measurement platform to study the mathematical motion relationship between each component, as shown in
Figure 2.
According to the three-dimensional model of the system, there are three coordinate systems in the measurement system, which are the machine coordinate system, workpiece coordinate system, and CCD telecentric camera coordinate system. The linear motion of the guide rails for the X, Y, and Z axes can be considered as linear motion along the three coordinate axes, resulting in the establishment of a fixed coordinate system for the linear motion of the three axes. To obtain the three-dimensional point cloud data of the tooth flank on the measured workpiece coordinate system, it is necessary to pass through six-coordinate systems. The six-coordinate systems include CCD telecentric camera, Z-axis, Y-axis, X-axis, machine, and the workpiece coordinate systems.
Under ideal conditions, based on the coordinate transformation matrix of the measurement system, the transformation parameters between the coordinate systems can be determined to realize the transfer of coordinate data. However, it is necessary to consider the actual factors between the coordinate systems of the measurement system to optimize the coordinate transfer matrix for improving the accuracy of coordinate extraction.
2.2. Coordinate Transformation Model
As shown in
Figure 3, under ideal conditions, based on the three-dimensional model of the measurement platform and the motion relationship of the three axes, the coordinate transformation model of the measurement system is established, and the spatial coordinate transformation matrix of the whole system is derived to realize the transformation of the 3D point cloud data for small-modulus gears to the workpiece coordinate system.
Let the general coordinate transformation matrix between spatial coordinate systems be:
where
represents the transformation matrix from coordinate system i to coordinate system j. The matrix represents the
transformation matrix of angular displacement between two adjacent coordinate systems, Vector represents the
vector parameter of linear displacement transformation between two adjacent coordinate systems, which can be expressed as:
where E represents the
unit matrix;
represent the angular displacement transformation parameters.
represent the linear displacement transformation parameter.
The data of the three-dimensional point data of the small-modulus gear tooth profile in the ideal workpiece coordinate system
are expressed as
and the exact positional coordinates of the micro-detection element in the CCD telecentric camera coordinate system are expressed as
. Based on the general coordinate transformation matrix, the tooth profile measurement points satisfy:
Based on Equation (1),
can be expressed as:
Due to the positioning error of gears, the gear cross-section can become tilted [
23]; there will be a discrepancy between the collected point cloud data of the gear tooth profile and the theoretical model, which can affect the evaluation of quality and performance of the small-modulus gears. It is required to optimize the coordinate transfer matrix of the measurement system to eliminate the impact of positioning errors and improve the measurement precision of gears. Therefore, this paper proposes a method to correct the positioning error of small-modulus gears. The proposed method optimizes the coordinate transfer matrix by establishing the positioning error model of gears, as shown in
Figure 4.
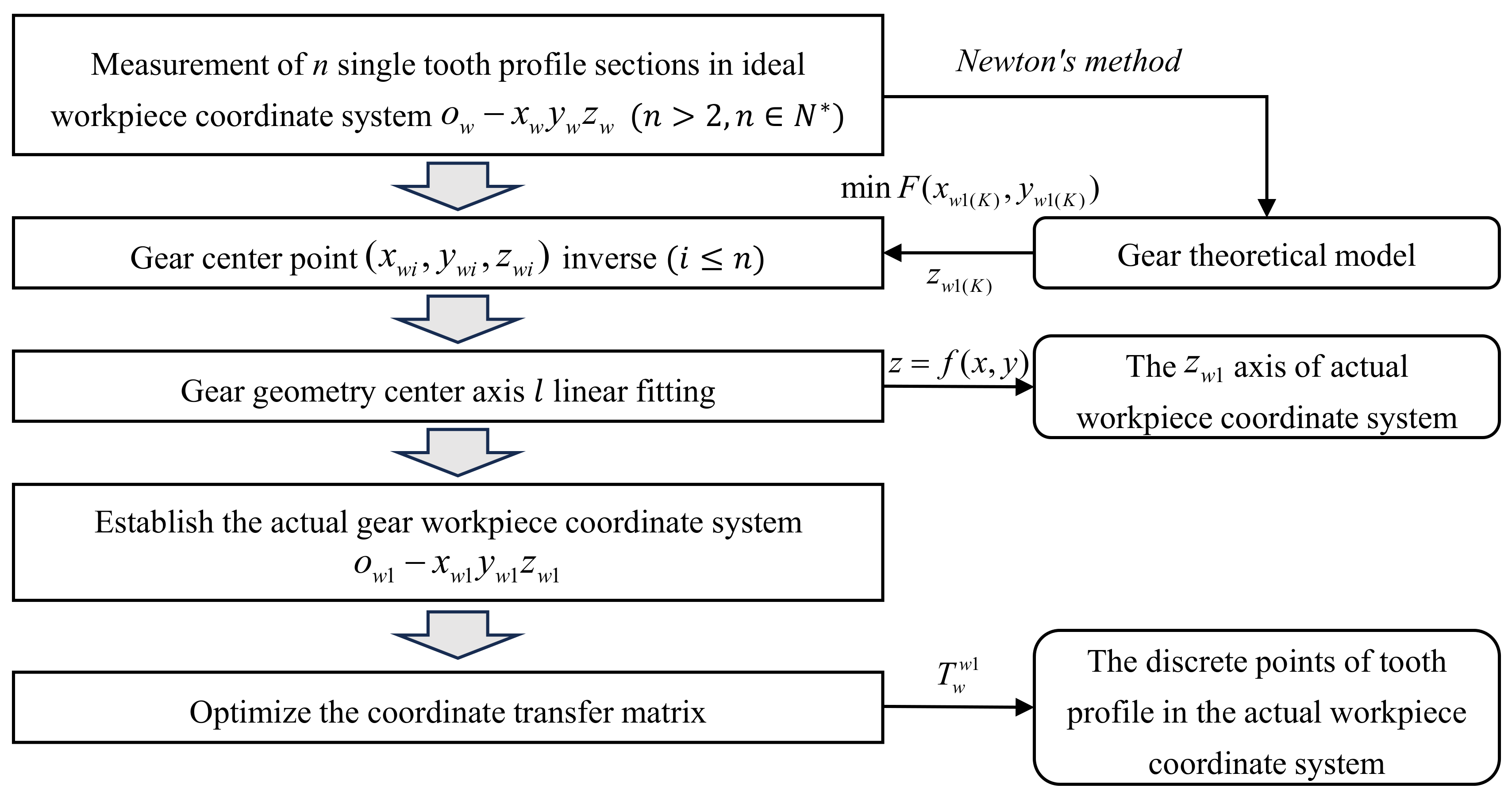
The specific process is shown in
Figure 5. In this study, a small-modulus gear with a modulus of 0.1 mm is used for the experiments. It is necessary to measure the point cloud data of a single tooth profile section in the ideal workpiece coordinate system. Due to the small size of the gear, the measured tooth profile containing the positioning error can be regarded as a standard tooth profile to determine the center point of the single tooth profile section.
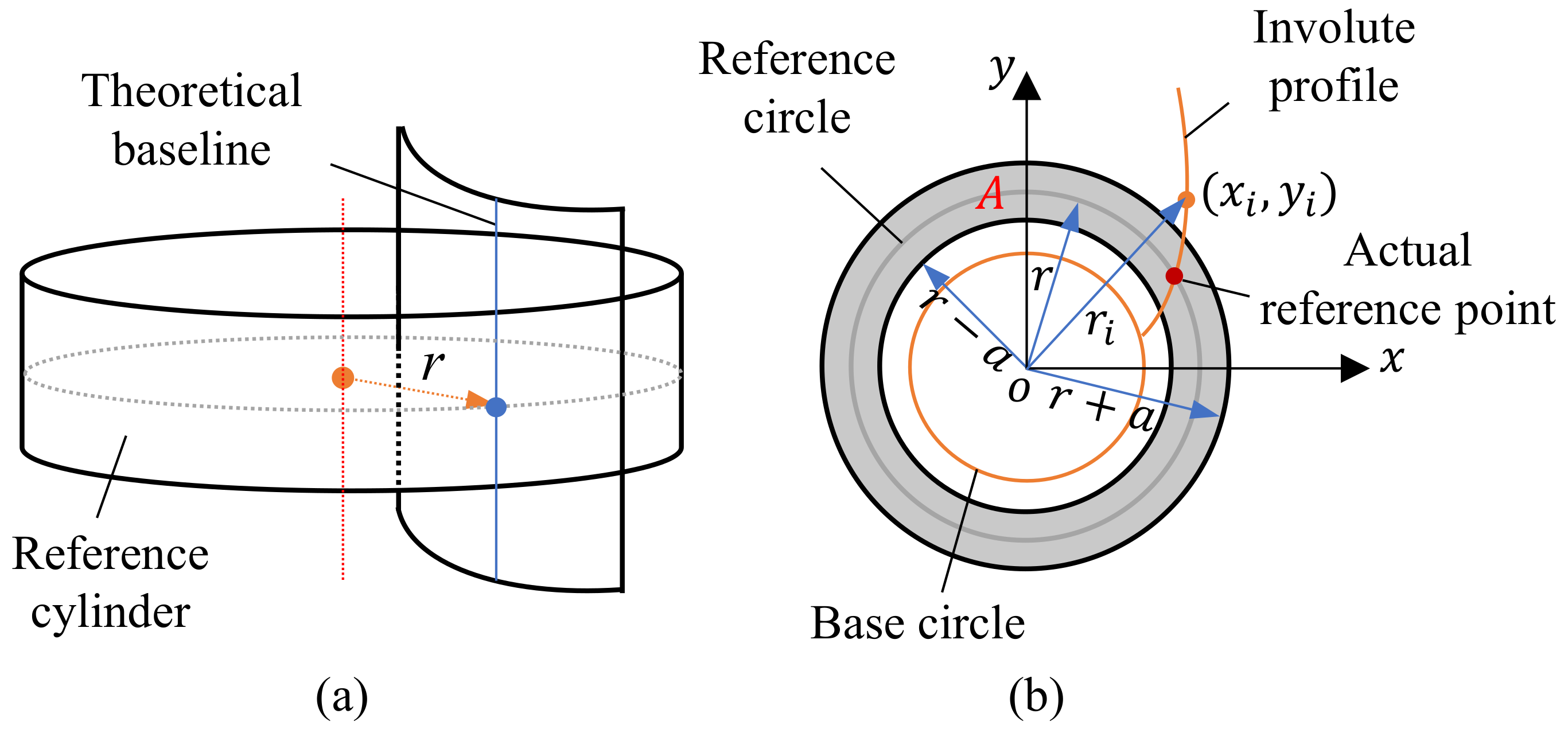
Under actual conditions, there are machining errors in the machining process of gears. As shown in
Figure 6, in the ideal workpiece coordinate system located in the two-dimensional plane, the least squares can be established according to the geometric relationship between any two points
pij (
xij,
yij) and
pi0 (
xi0,
yi0) on the gear involute, which can be expressed as:
where
i represents the number of involutes.
j represents the number of measurement points on the
i-th right involute line.
and
represent the spreading angles corresponding to points
and
, respectively.
and
represent the angle of inclination corresponding to the lines
, and
, respectively.
Based on the involute theory of cylindrical gears, there are:
Based on Newton’s iterative algorithm for solving the optimal solution of Equation (6), the iteration condition for iterating Equation (9) is
.
where
k represents iteration times,
represents the gradient of Equation (6), and
represents the Hessian matrix of Equation (6).
Let the coordinates of the center of a single section , represent the total number of items of point cloud data of a single tooth profile section.
Based on the least square method, the space line is linearly fitted according to the center coordinates (
xw1,
yw1,
zw1) of different tooth profile sections in the ideal workpiece coordinate system. The fitting result is given by Equation (10) as the
zw1 axis in the actual workpiece coordinate system.
where
represents the point that lies on the line;
m,
v, and
p represent the vector parameters of the line in the X-axis, Y-axis, and Z-axis directions, respectively.
Assuming the tooth profile point cloud data of the gear under the actual workpiece coordinate system as
Pw1 = (
xw1,
yw1,
zw1)
T and the tooth profile point cloud data under the ideal workpiece coordinate system as
Pw = (
xw,
yw,
zw)
T, based on the coordinate transformation model of the measurement system and the positioning error model of the gear, the data transformation from the ideal workpiece coordinate system to the actual workpiece coordinate system can be expressed as:
,
can be expressed as:
where
represents the rotation angle of the ideal workpiece coordinate system around the x-axis,
,
represents the rotation angle of the ideal workpiece coordinate system around the y-axis, and
,
represents the coordinate value of the origin of the actual workpiece coordinate system in ideal workpiece coordinate system.
Based on the coordinate transformation matrix and the positioning error correction matrix, the tooth profile point cloud data can be obtained with high precision in the actual workpiece coordinate system to achieve a high-precision evaluation of gears.
















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}