A Novel Eddy Current Testing Error Compensation Technique Based on Mamdani-Type Fuzzy Coupled Differential and Absolute Probes


Abstract
:1. Introduction
2. Related Work
2.1. Lift-Off in ECT
2.2. Air-Coils for ECT Measuring Lift-Off
2.3. Mamdani-Type Fuzzy vs. Sugeno-Type Fuzzy
3. Methodology
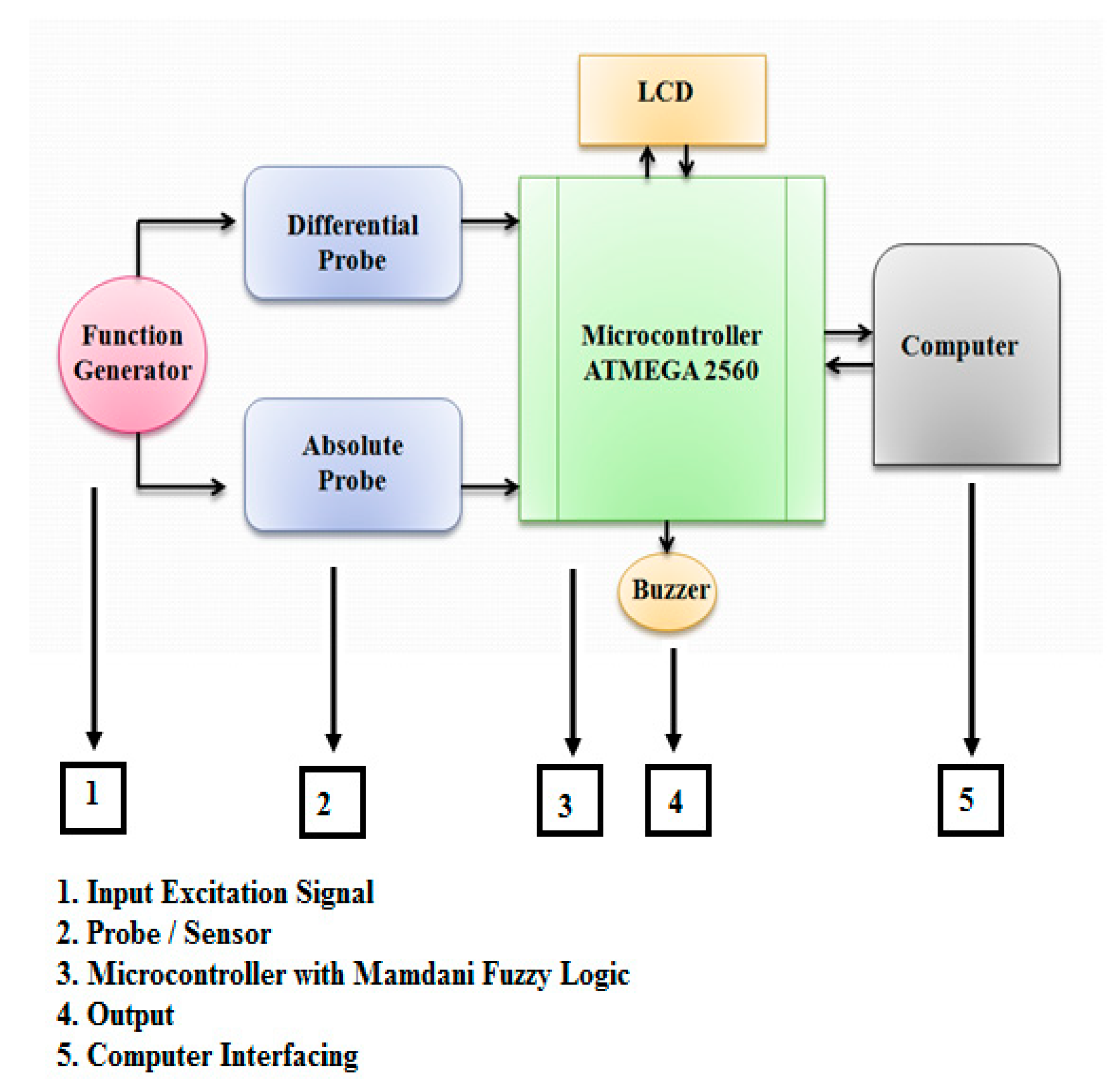
3.1. Architecture of the Proposed Error Compensation Eddy Current Testing (ECECT) System
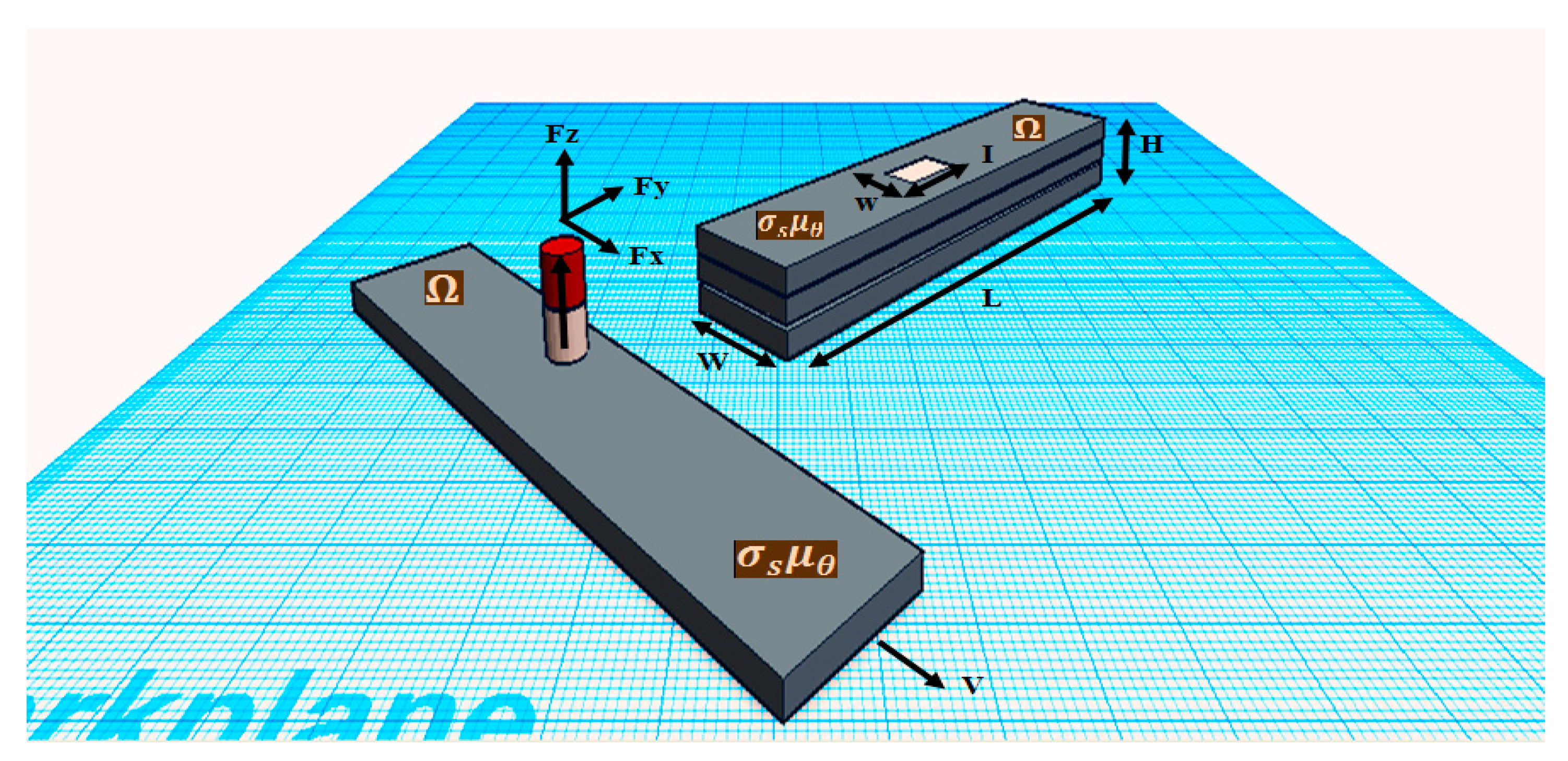
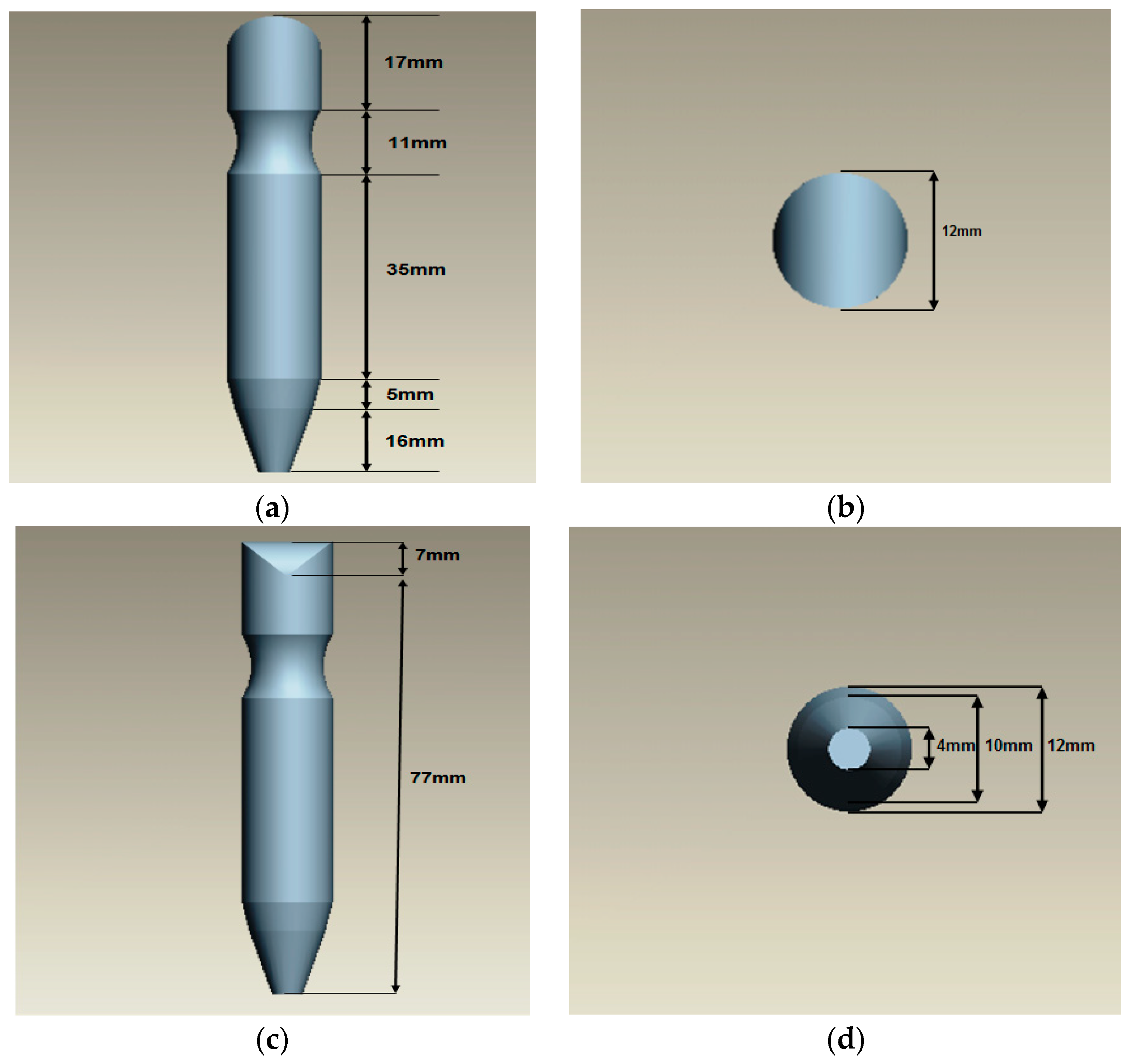
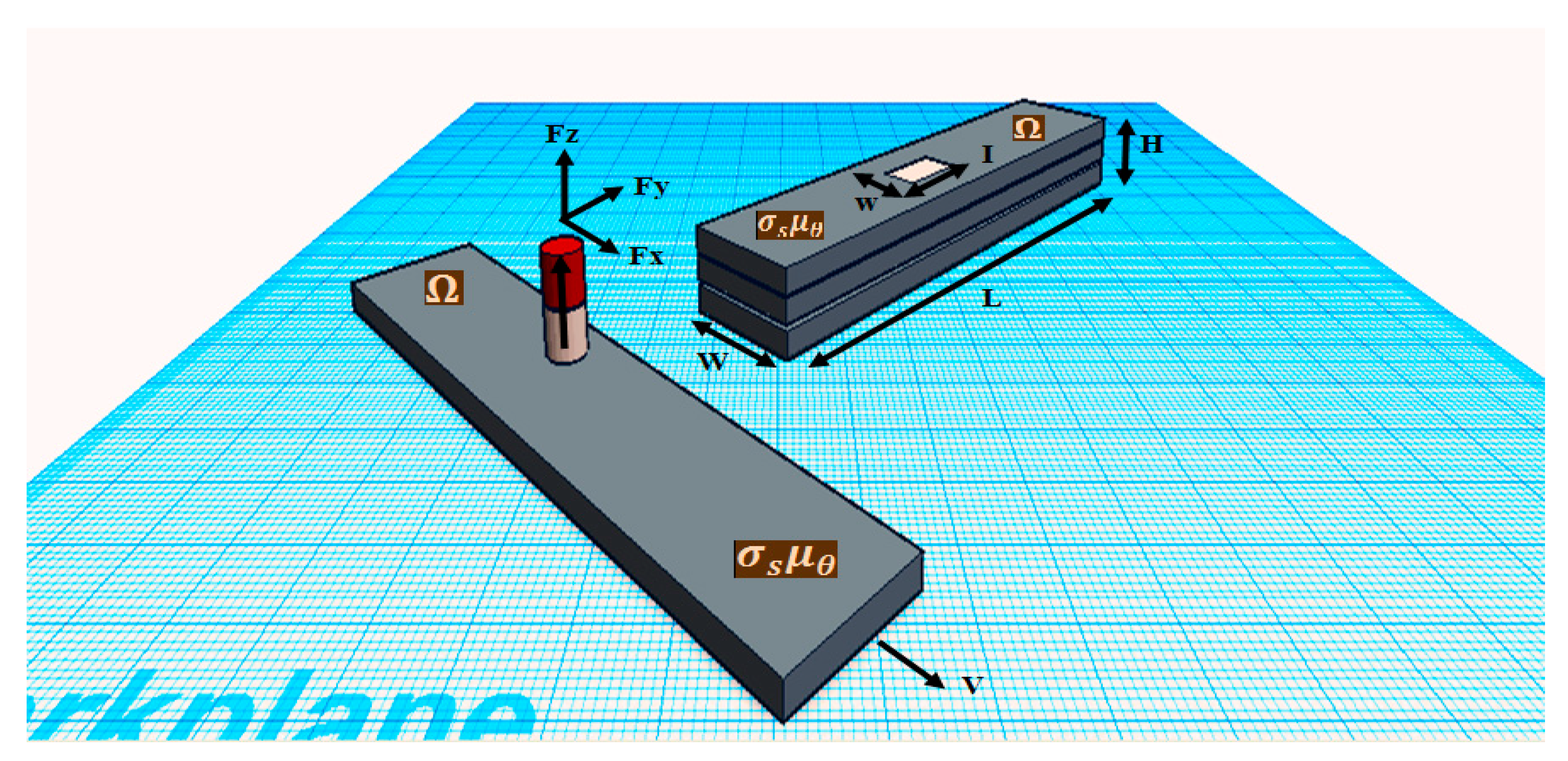
3.2. Proposed Probe Design
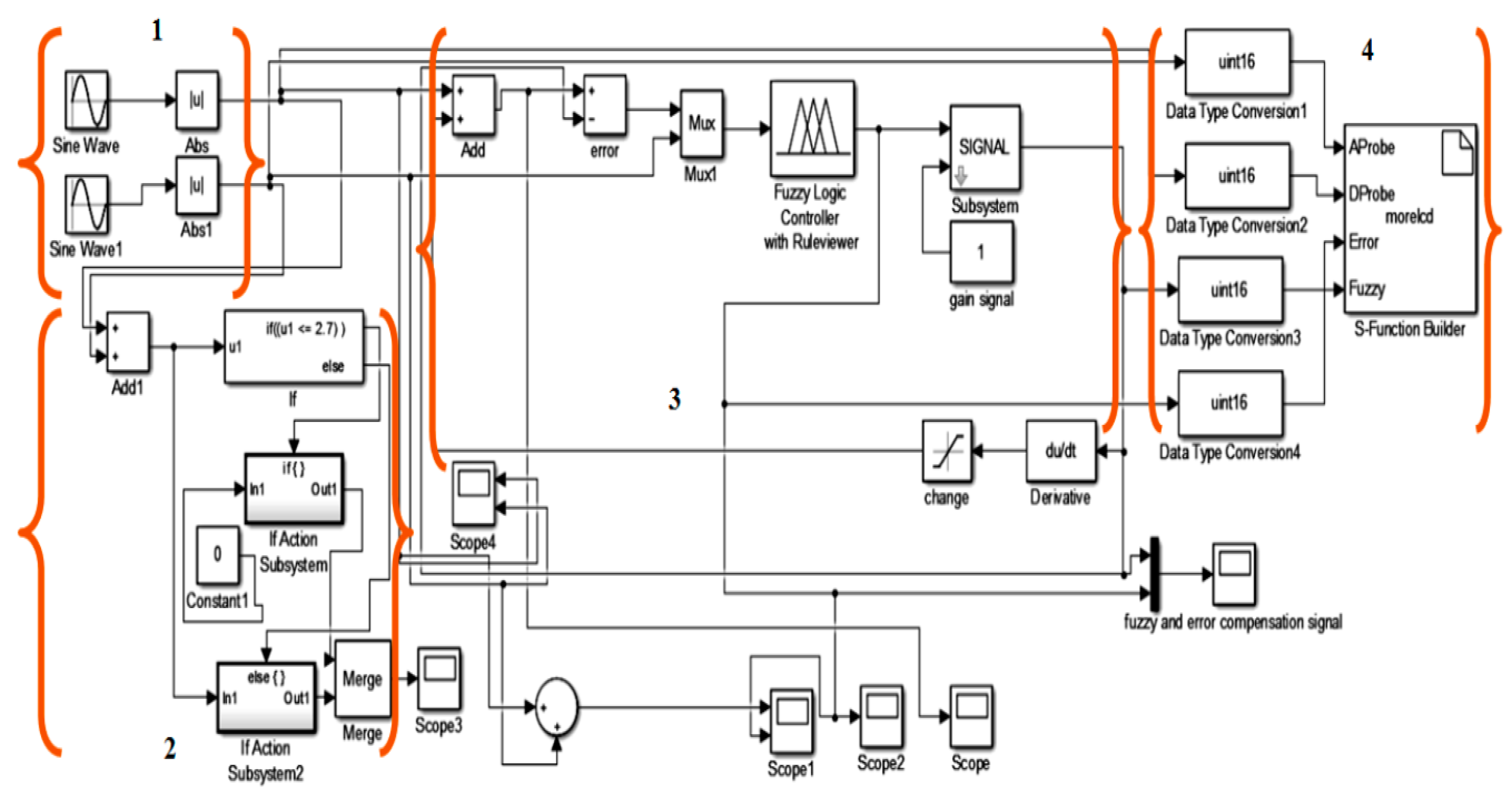
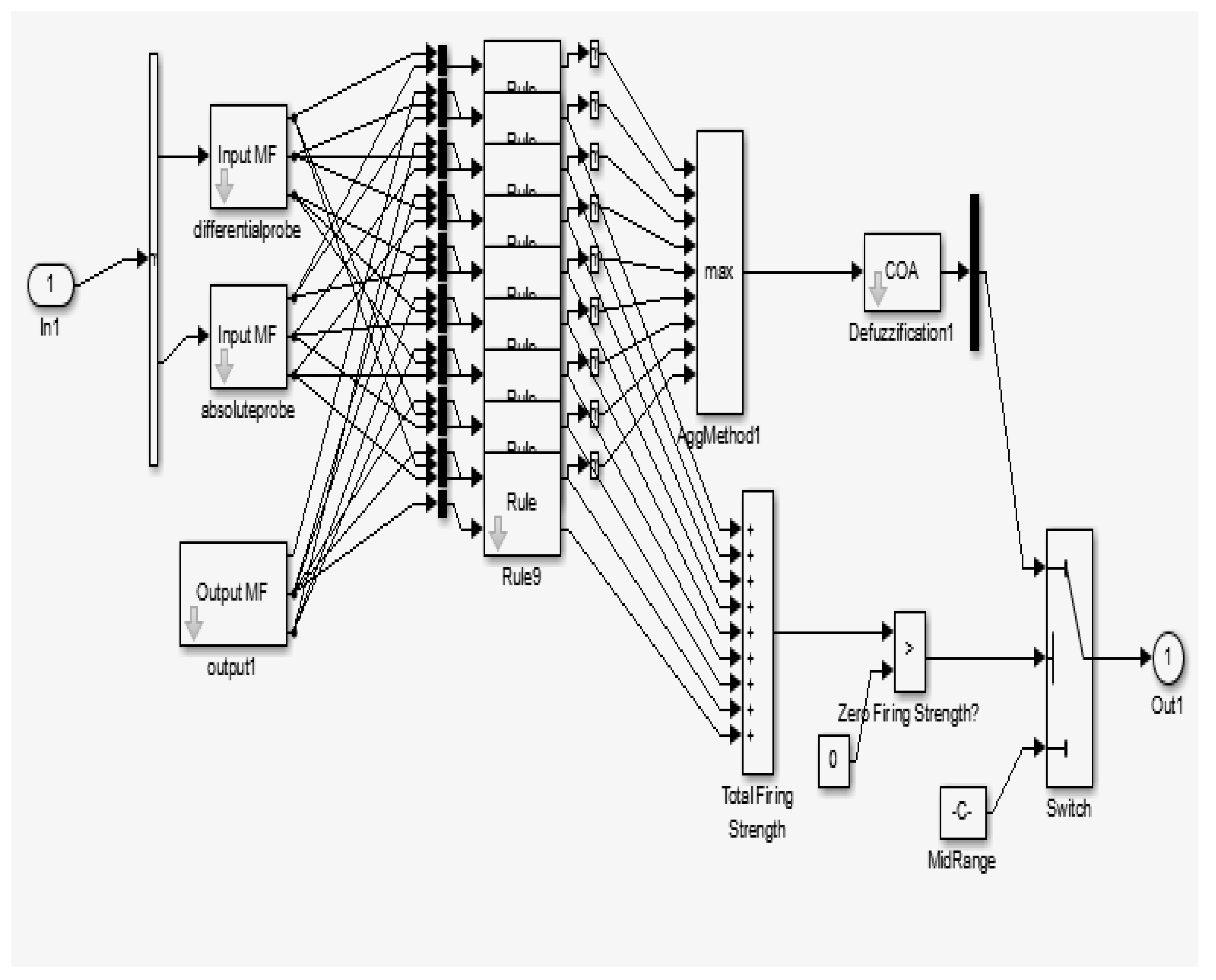
3.3. Proposed Mamdani Fuzzy Logic Method in ECT Measurement
3.3.1. Rules of Fuzzy Logic
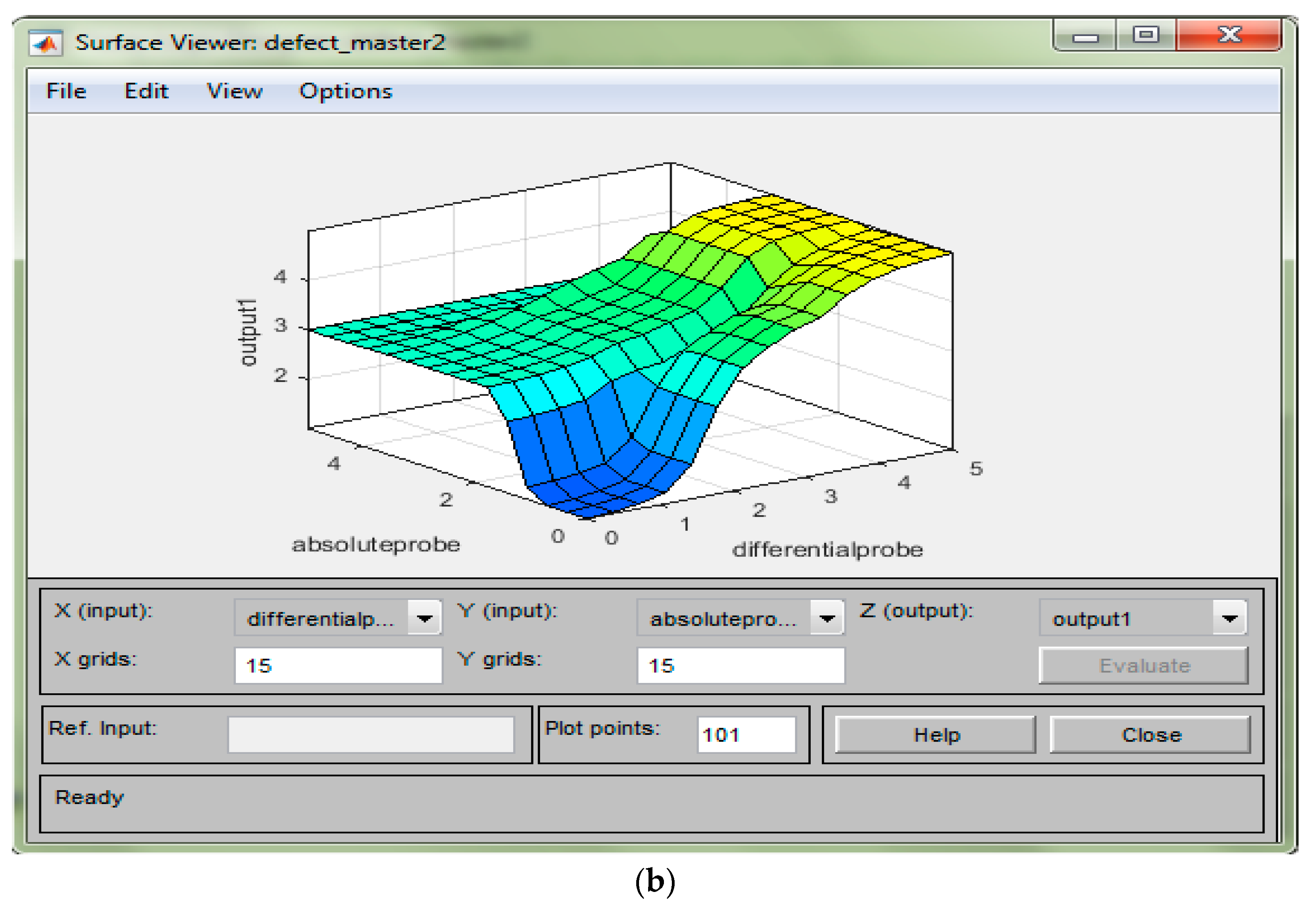
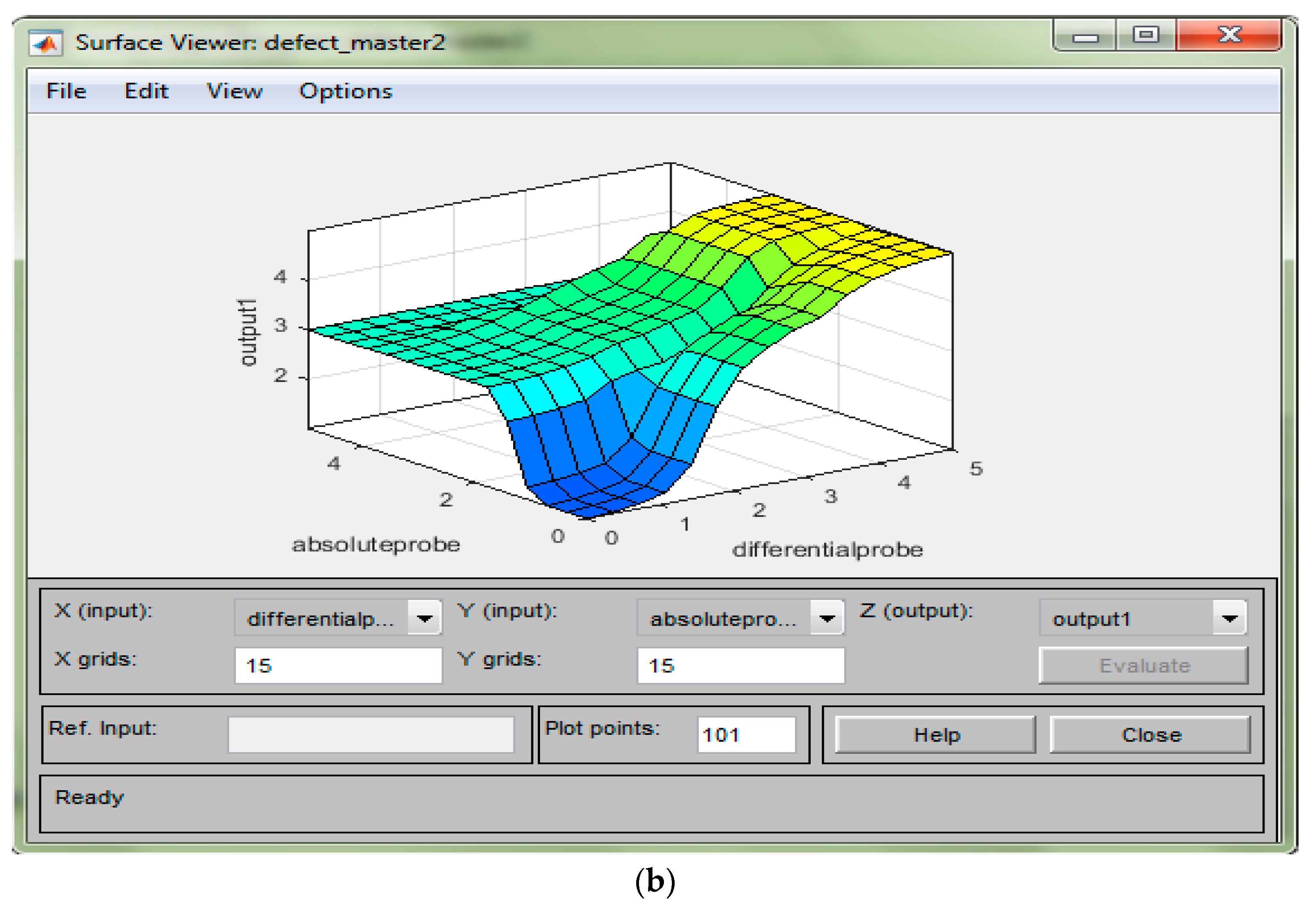
3.3.2. Surface Viewer for Fuzzy Logic
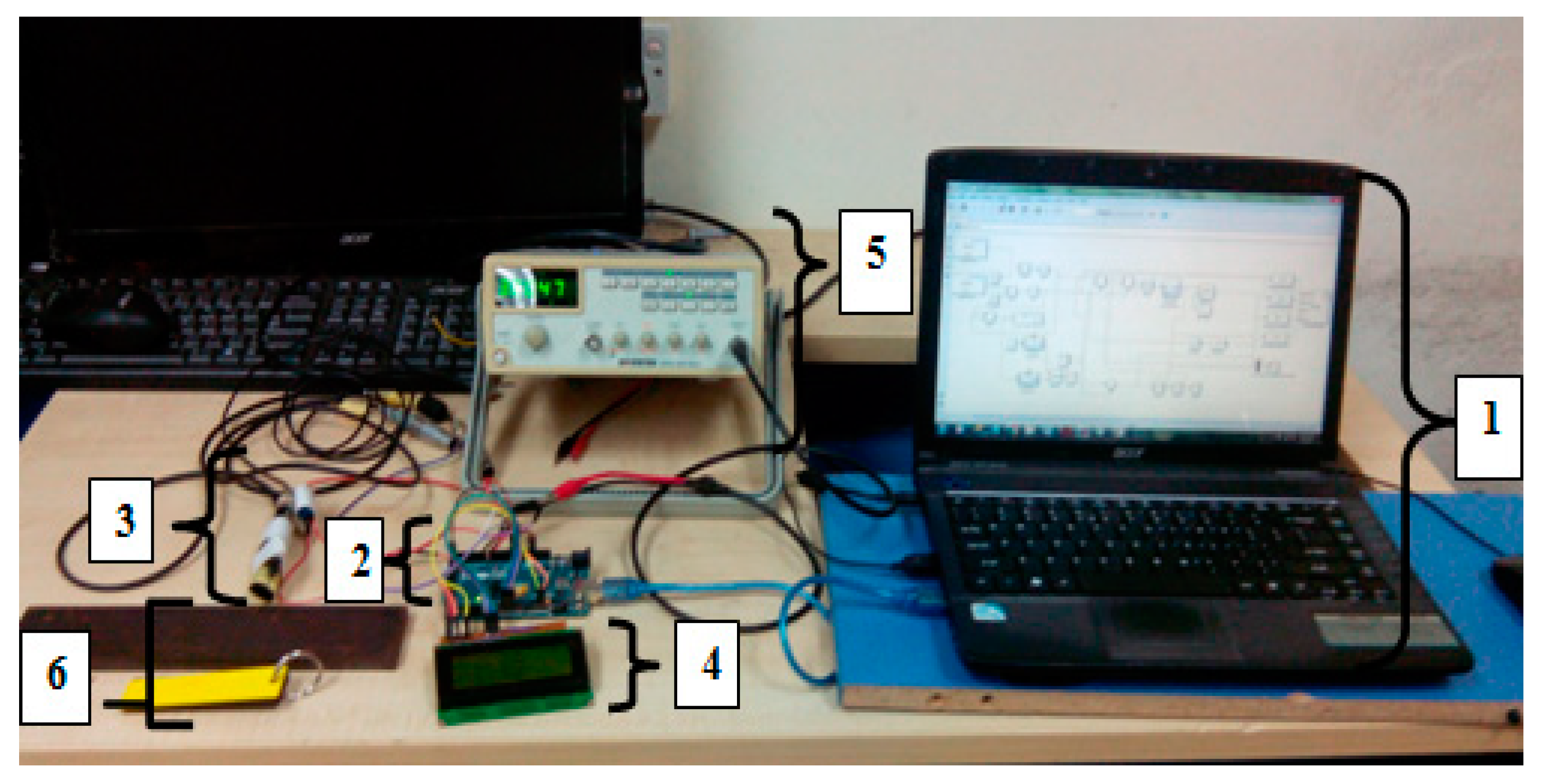
4. Experimental Setup
5. Experiments and Results
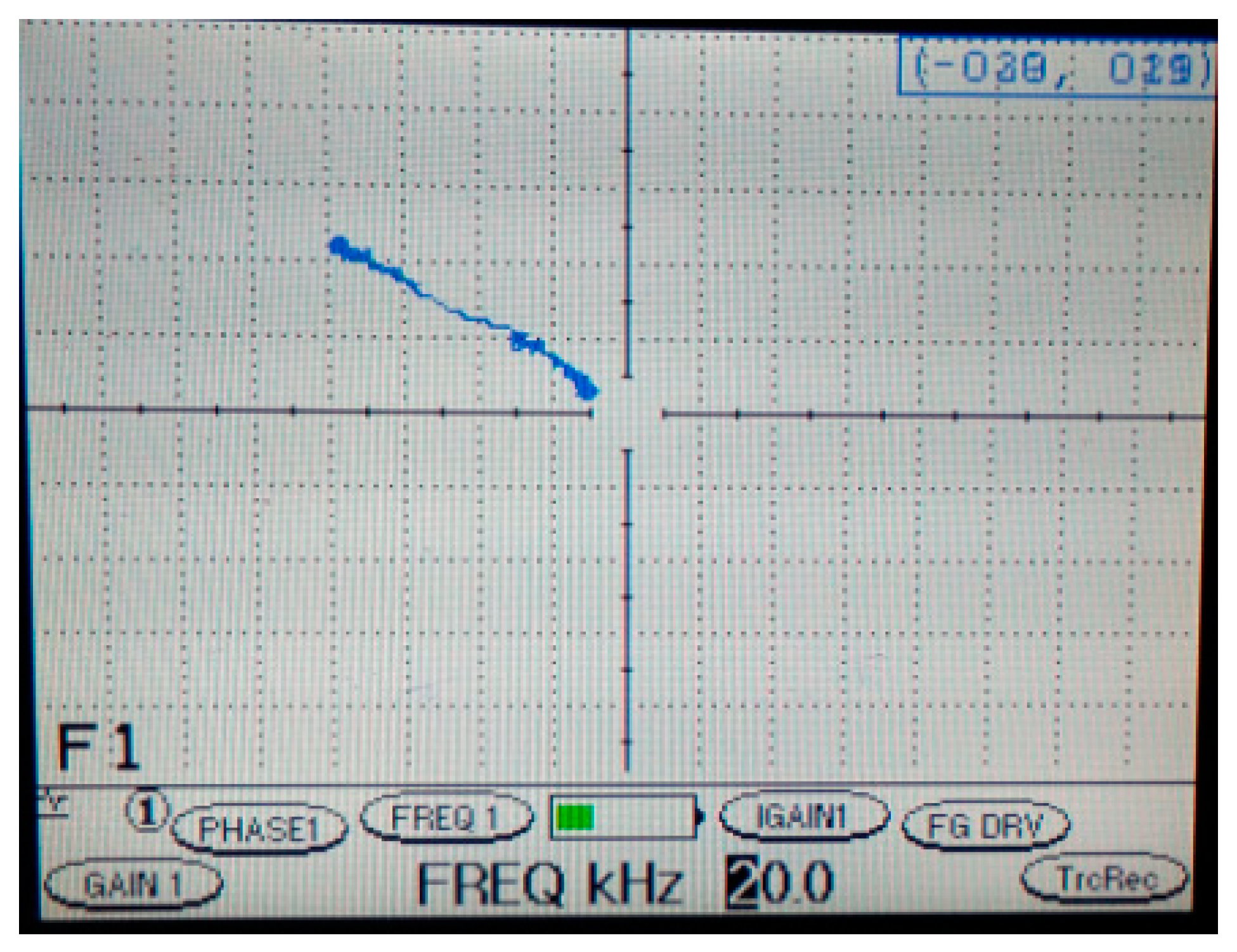
5.1. Industrial Probe Measurement Result
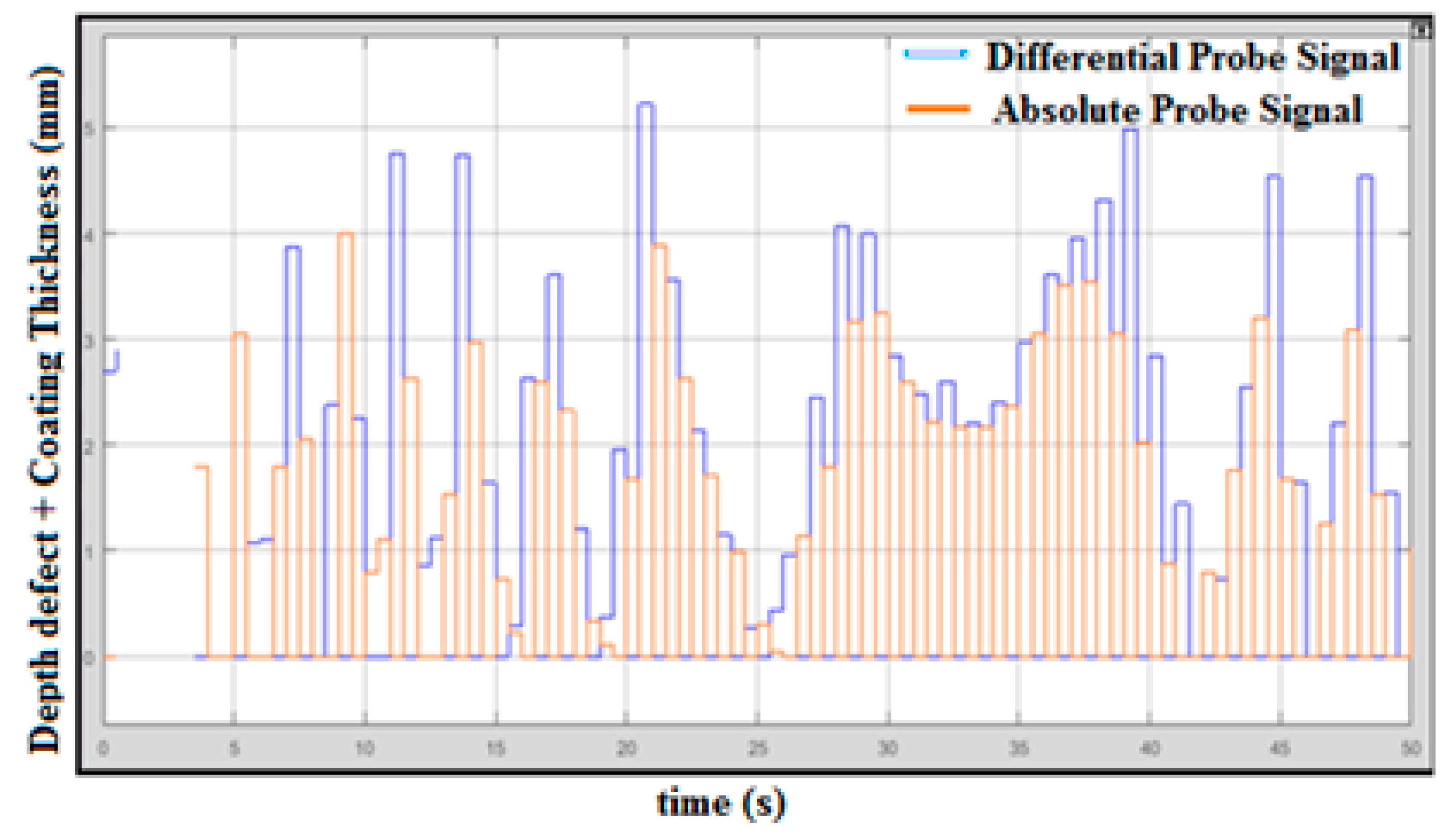
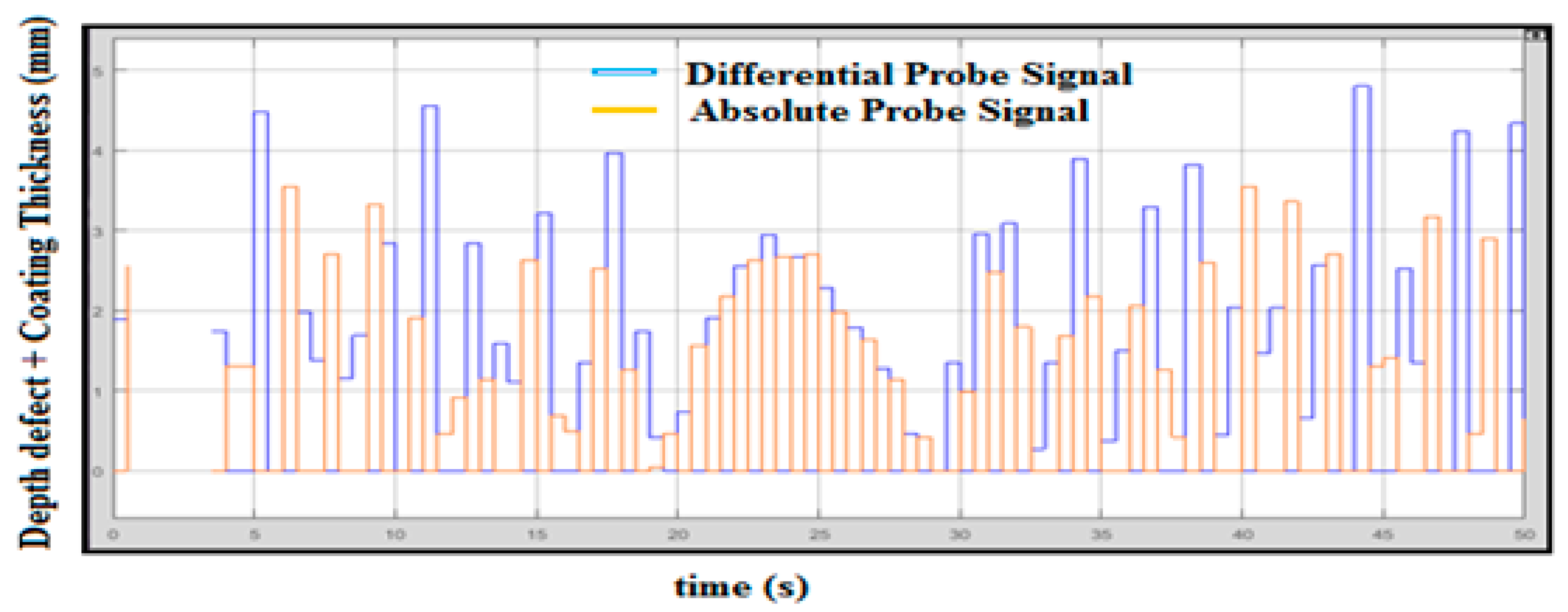
5.2. Hybrid Differential and Absolute Probe
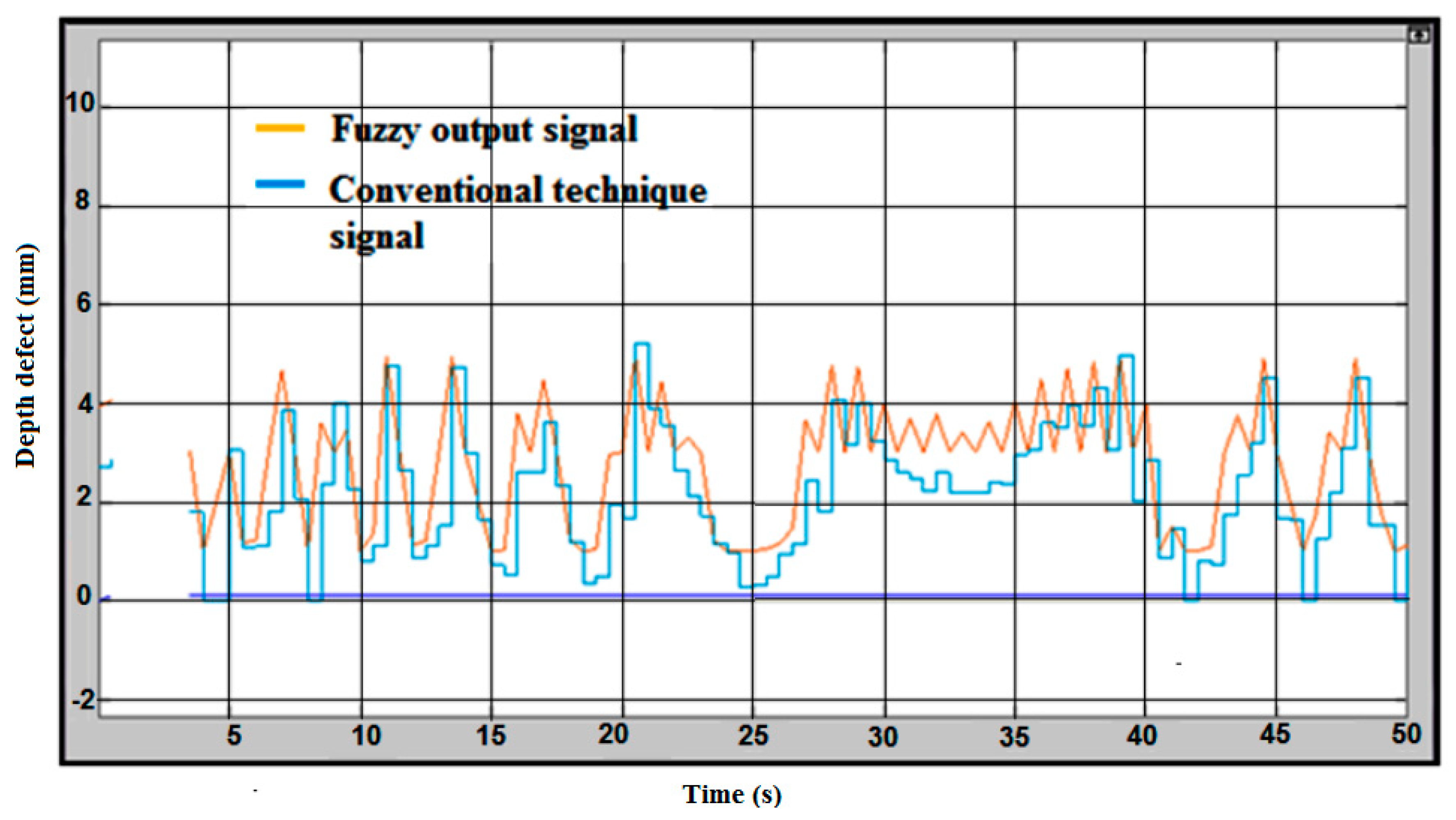
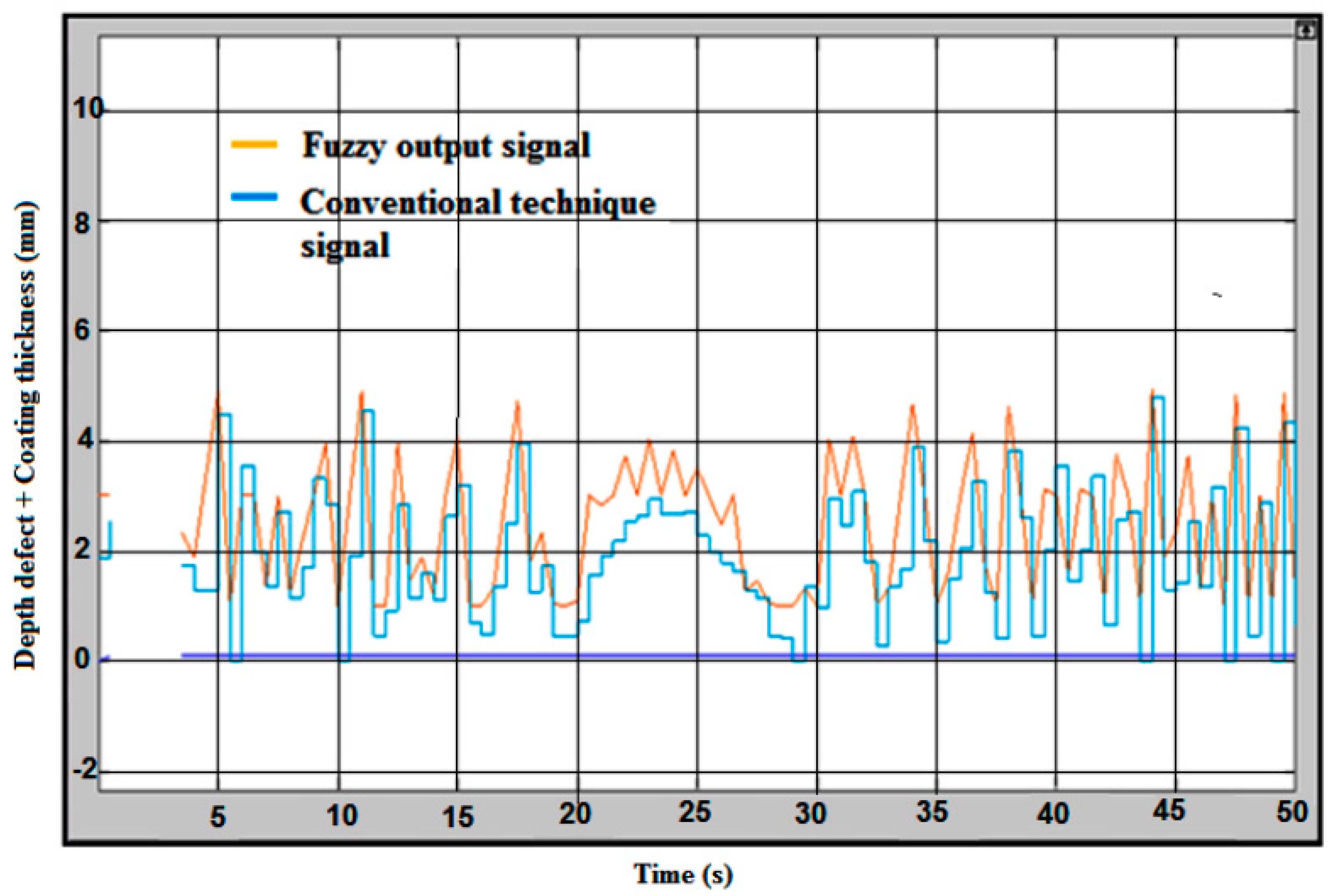
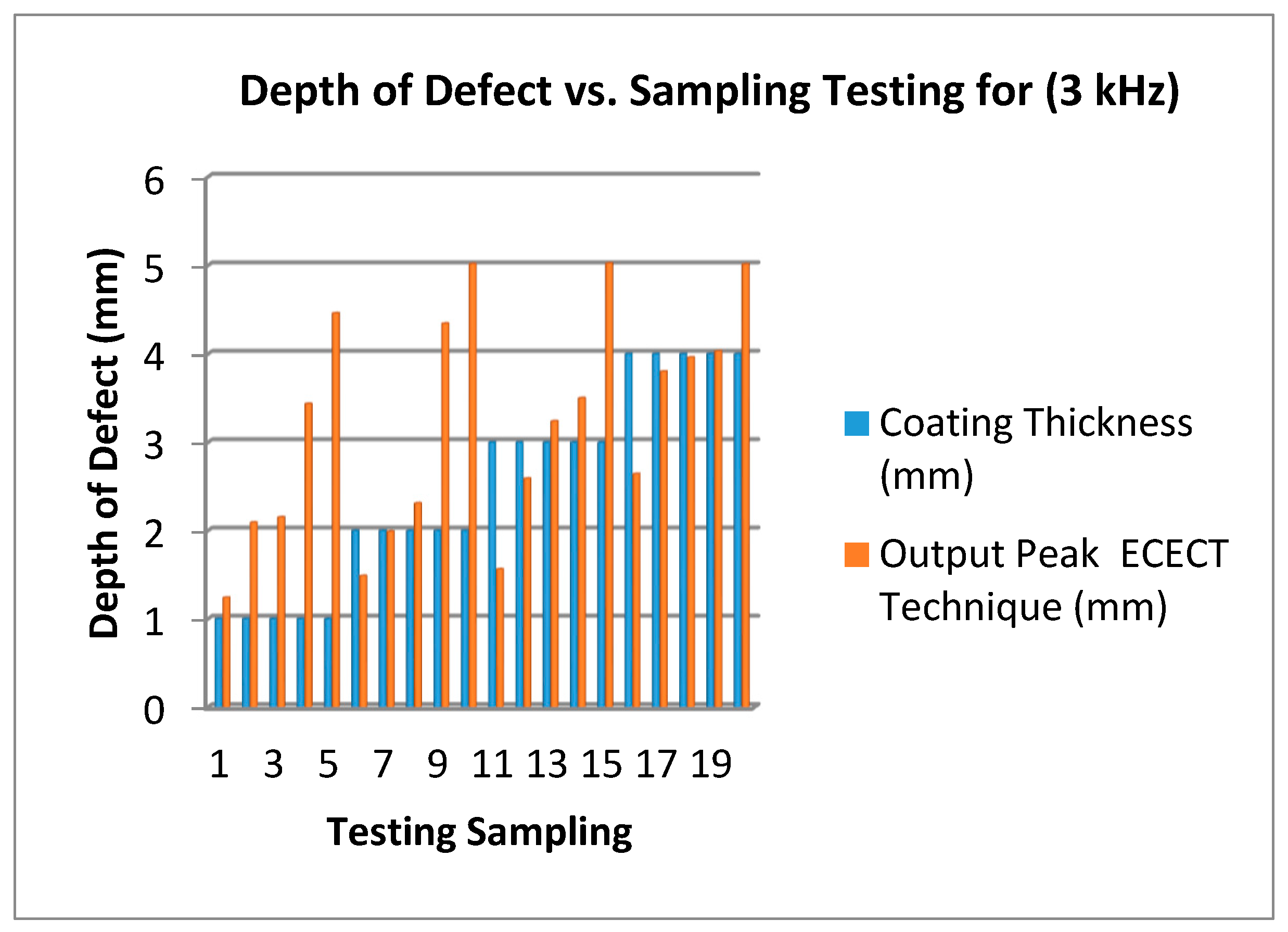
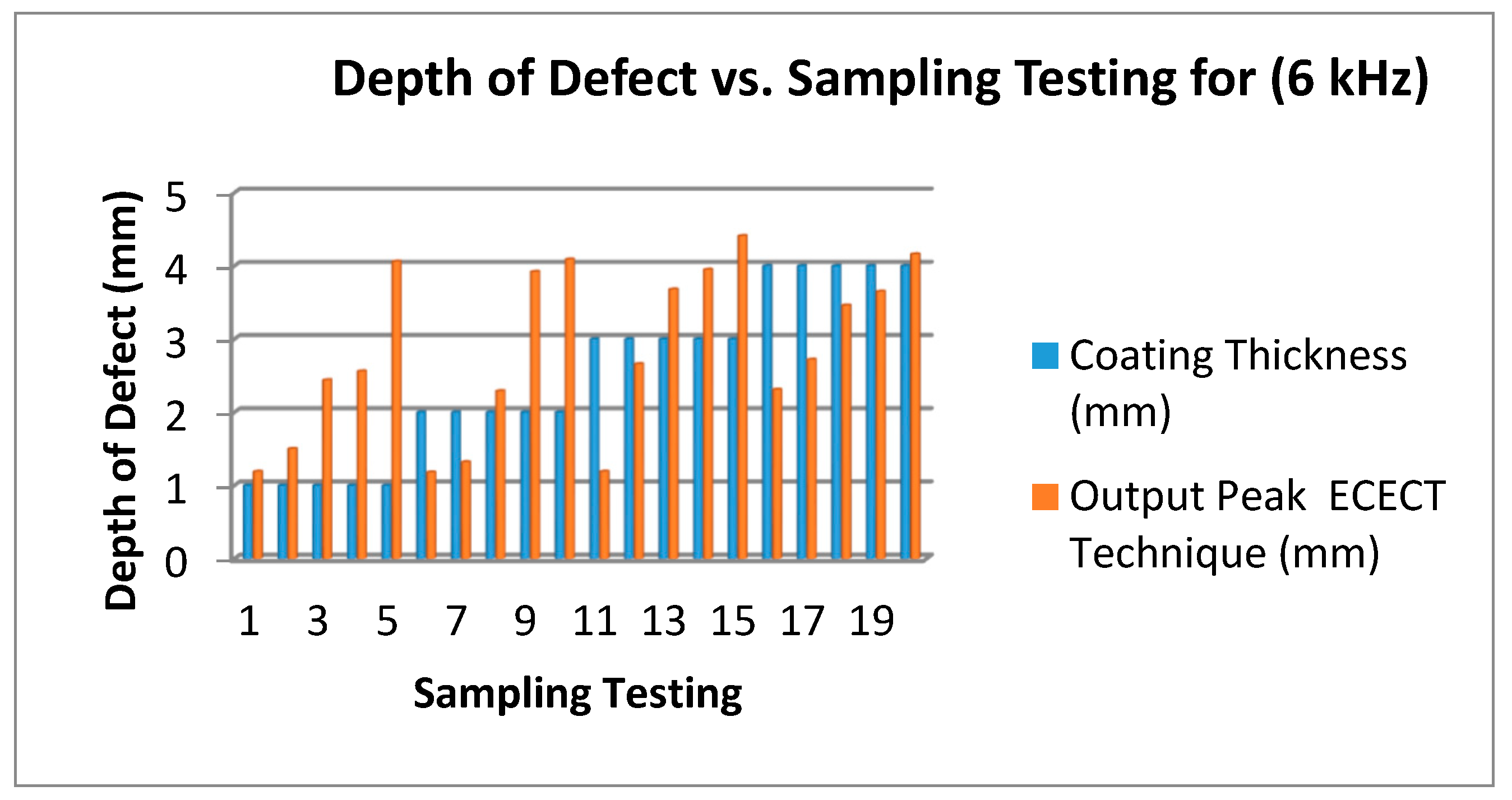
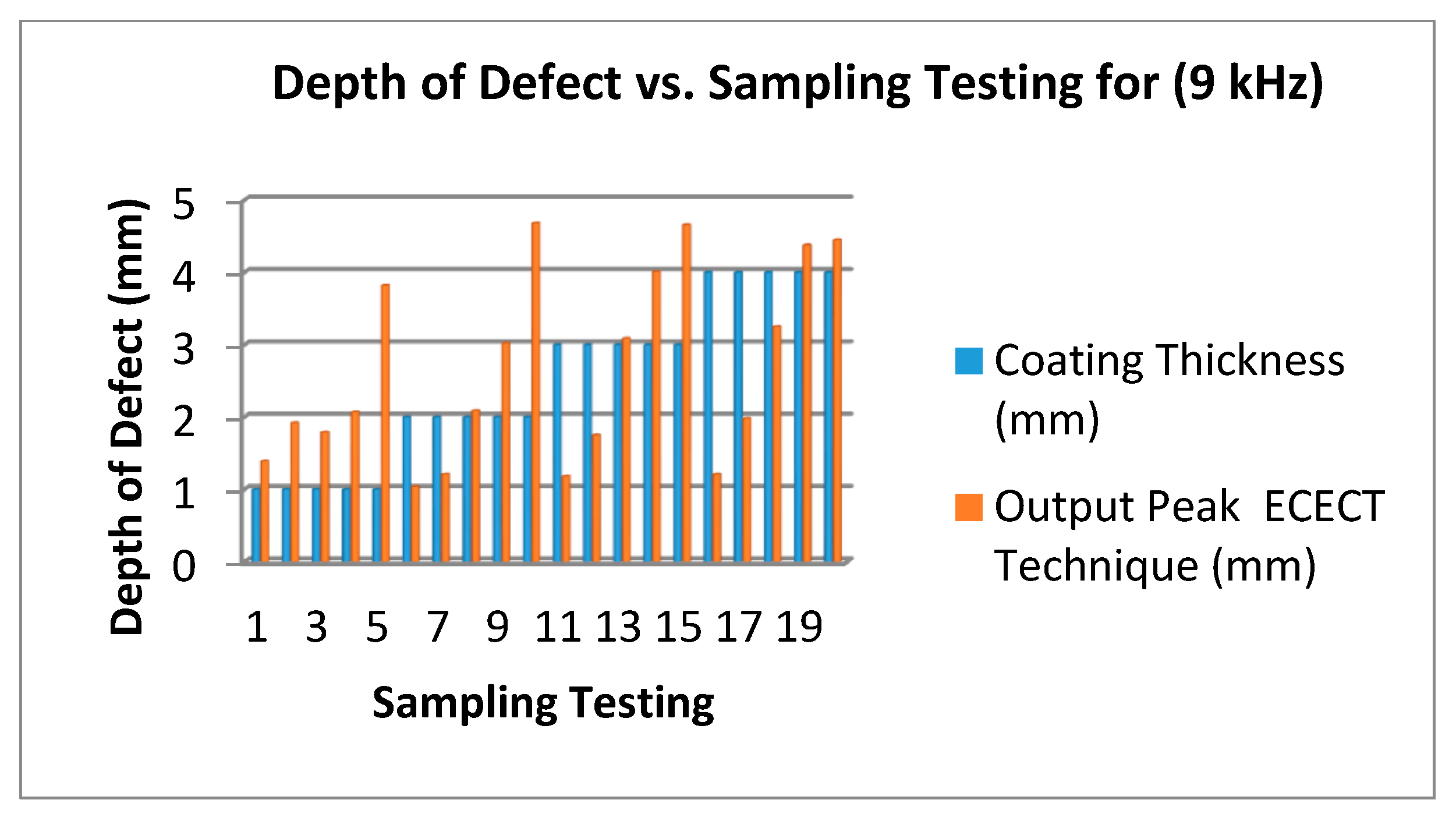
5.3. Hybrid Differential/Absolute Probe with Fuzzy Logic
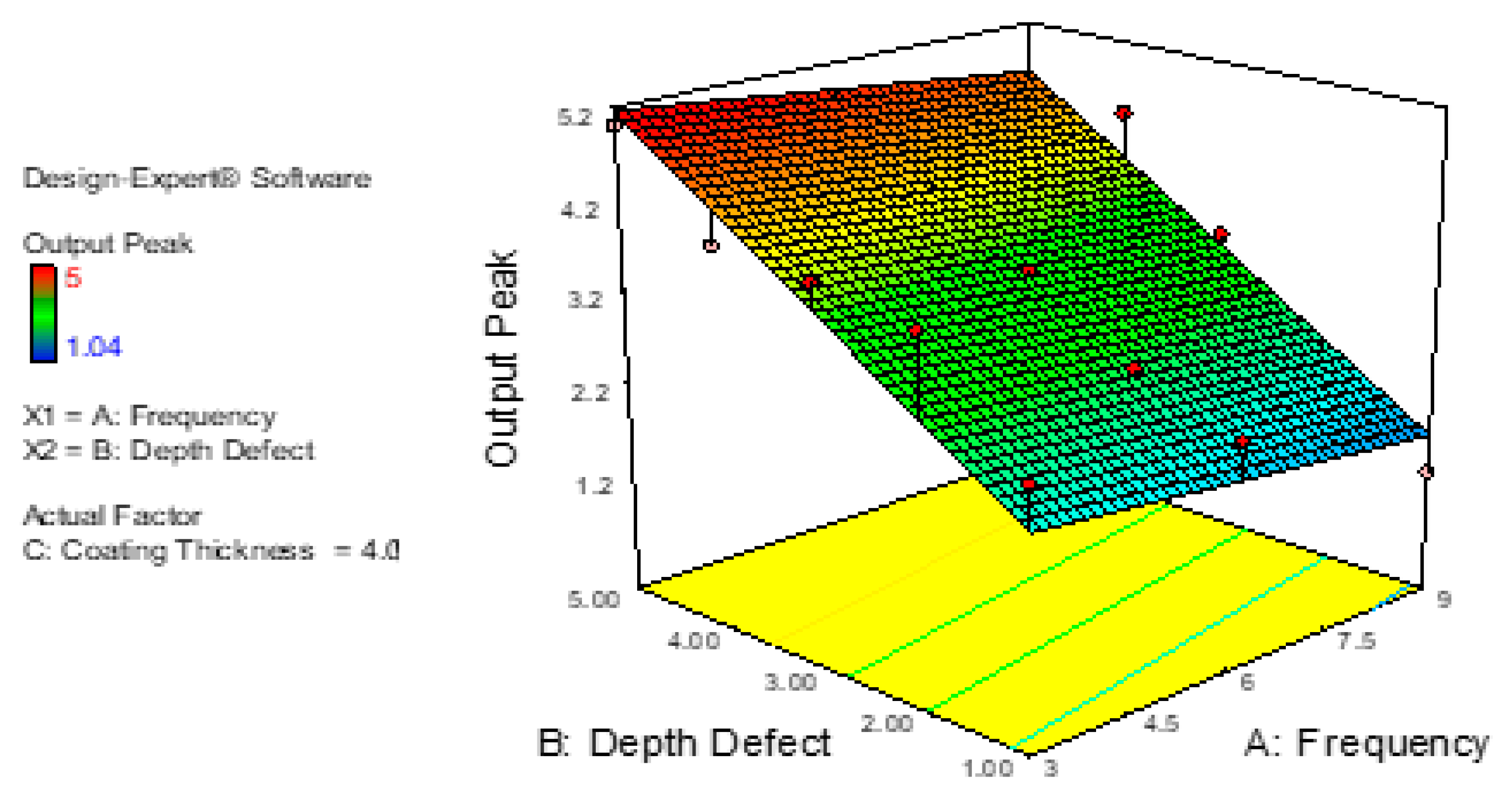
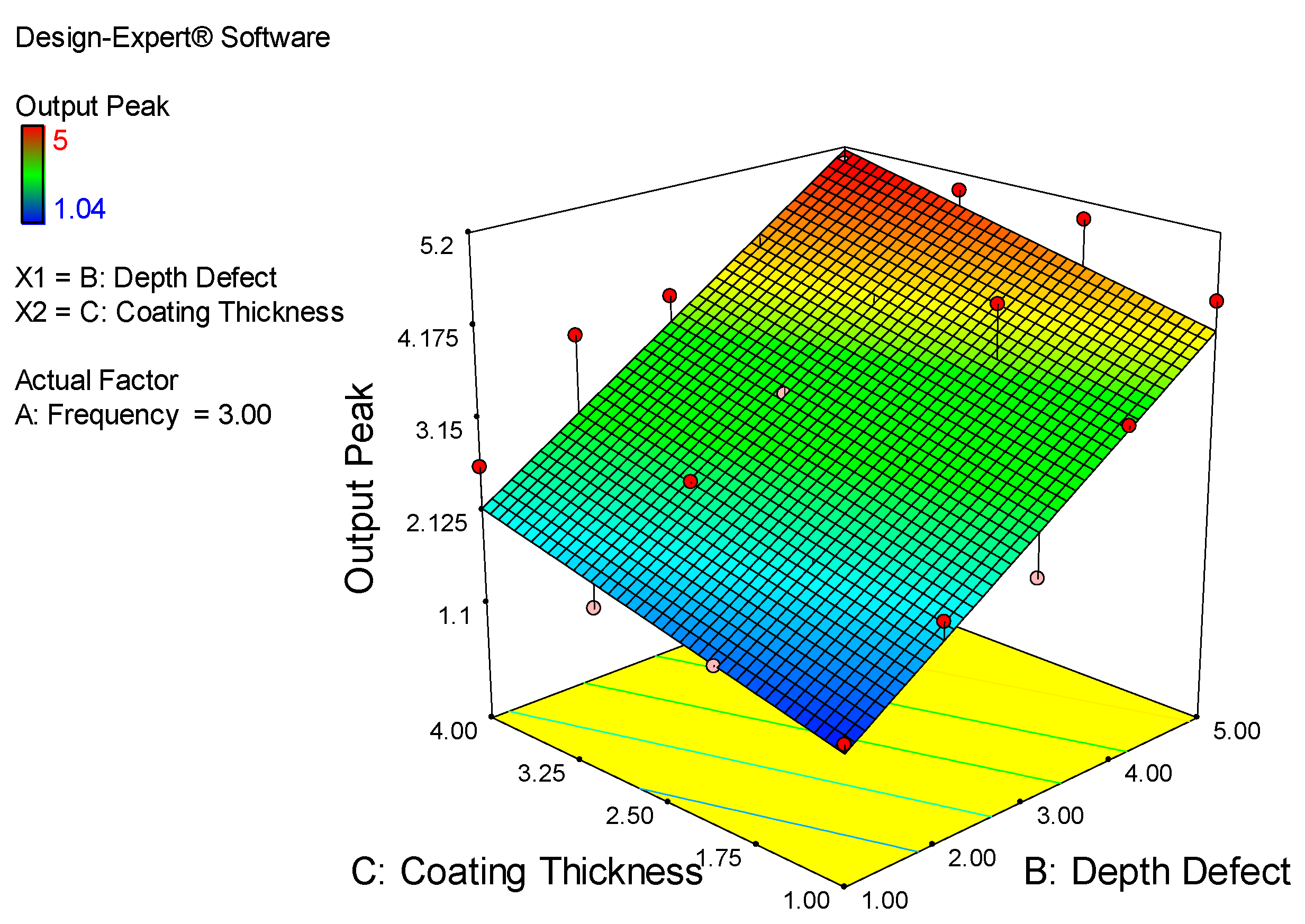
5.4. ANOVA Analysis Result
6. Conclusions
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Rifai, D.; Abdalla, A.N.; Ali, K.; Razali, R. Giant magnetoresistance sensors: A review on structures and non-destructive eddy current testing applications. Sensors 2016, 16, 298. [Google Scholar] [CrossRef] [PubMed]
- Abbas, S.; Khan, T.M.; Javaid, S.B.; Ahmed, S.A.; Haider, S.S.; Rajar, Z. Low cost embedded hardware based multi-frequency eddy current testing system. In Proceedings of the Intelligent Systems Engineering (ICISE), Islamabad, Pakistan, 15–17 January 2016; pp. 135–140. [Google Scholar]
- García-Martín, J.; Gómez-Gil, J.; Vázquez-Sánchez, E. Non-destructive techniques based on eddy current testing. Sensors 2011, 11, 2525–2565. [Google Scholar] [CrossRef] [PubMed]
- Enokizono, M.; Soda, N. Direct magnetic loss analysis by FEM considering vector magnetic properties. IEEE Trans. Magn. 1998, 34, 3008–3011. [Google Scholar] [CrossRef]
- Faraj, M.A.; Samsuri, F.; Abdalla, A.N.; Rifai, D.; Ali, K. Adaptive neuro-fuzzy inference system model based on the width and depth of the defect in an eddy current signal. Appl. Sci. 2017, 7, 668. [Google Scholar] [CrossRef]
- Ali, K.B.; Abdalla, A.N.; Rifai, D.; Faraj, M.A. Review on system development in eddy current testing and technique for defect classification and characterization. IET Circ. Devices Syst. 2017, 11, 330–343. [Google Scholar] [CrossRef]
- Rifai, D.; Abdalla, A.N.; Khamsah, N.; Aizat, M.; Fadzli, M. Subsurface defects evaluation using eddy current testing. Indian J. Sci. Technol. 2016, 9. [Google Scholar] [CrossRef]
- Bowler, J.; Johnson, M. Pulsed eddy-current response to a conducting half-space. IEEE Trans. Magn. 1997, 33, 2258–2264. [Google Scholar] [CrossRef]
- Paw, J.; Ali, K.; Hen, C.; Abdallah, A.; Ding, T.; Ahlam, N.; Eirfan, N. Encircling probe with multi-excitation frequency signal for depth crack defect in eddy current testing. J. Fund. Appl. Sci. 2018, 10, 949–964. [Google Scholar]
- Xie, S.; Chen, Z.; Chen, H.-E.; Wang, X.; Takagi, T.; Uchimoto, T. Sizing of wall thinning defects using pulsed eddy current testing signals based on a hybrid inverse analysis method. IEEE Trans. Magn. 2013, 49, 1653–1656. [Google Scholar] [CrossRef]
- Tian, G.Y.; He, Y.; Adewale, I.; Simm, A. Research on spectral response of pulsed eddy current and NDE applications. Sens. Actuators A Phys. 2013, 189, 313–320. [Google Scholar] [CrossRef]
- Yu, Y.; Yan, Y.; Wang, F.; Tian, G.; Zhang, D. An approach to reduce lift-off noise in pulsed eddy current nondestructive technology. NDT E Int. 2014, 63, 1–6. [Google Scholar] [CrossRef]
- Abdalla, A.N.; Ali, K.; Paw, J.K.S.; Hen, C.K.; Ding, T.J. Crack identification using piezoelectric testing on carbon steel pipe for transverse, longitudinal and hole defects with low excitation frequency. 2018, 7, 171–176. Available online: https://www.sciencepubco.com/index.php/ijet/article/view/12819 (accessed on 29 June 2018).
- Huang, C.; Wu, X. Probe lift-off compensation method for pulsed eddy current thickness measurement. In Proceedings of the Antennas and Propagation (APCAP), Harbin, China, 26–29 July 2014; pp. 937–939. [Google Scholar]
- Tian, G.Y.; Li, Y.; Mandache, C. Study of lift-off invariance for pulsed eddy-current signals. IEEE Trans. Magn. 2009, 45, 184–191. [Google Scholar] [CrossRef]
- Lu, M.; Zhu, W.; Yin, L.; Peyton, A.J.; Yin, W.; Qu, Z. Reducing the lift-off effect on permeability measurement for magnetic plates from multifrequency induction data. IEEE Trans. Instrum. Meas. 2018, 67, 167–174. [Google Scholar] [CrossRef]
- Lu, M.; Yin, L.; Peyton, A.J.; Yin, W. A novel compensation algorithm for thickness measurement immune to lift-off variations using eddy current method. IEEE Trans. Instrum. Meas. 2016, 65, 2773–2779. [Google Scholar]
- Rosado, L.S.; Janeiro, F.M.; Ramos, P.M.; Piedade, M. Defect characterization with eddy current testing using nonlinear-regression feature extraction and artificial neural networks. IEEE Trans. Instrum. Meas. 2013, 62, 1207–1214. [Google Scholar] [CrossRef]
- Guohou, L.; Pingjie, H.; Peihua, C.; Dibo, H.; Guangxin, Z.; Zekui, Z. Application of multi-sensor data fusion in defects evaluation based on Dempster-Shafer theory. In Proceedings of the Instrumentation and Measurement Technology Conference (I2MTC), Binjiang, China, 10–12 May 2011; pp. 1–5. [Google Scholar]
- Habibalahi, A.; Moghari, M.D.; Samadian, K.; Mousavi, S.S.; Safizadeh, M.S. Improving pulse eddy current and ultrasonic testing stress measurement accuracy using neural network data fusion. IET Sci. Meas. Technol. 2015, 9, 514–521. [Google Scholar] [CrossRef]
- He, Y.; Pan, M.; Chen, D.; Luo, F. PEC defect automated classification in aircraft multi-ply structures with interlayer gaps and lift-offs. NDT E Int. 2013, 53, 39–46. [Google Scholar] [CrossRef]
- D’Angelo, G.; Rampone, S. Shape-based defect classification for non destructive testing. In Proceedings of the Metrology for Aerospace (MetroAeroSpace), Benevento, Italy, 4–5 June 2015; pp. 406–410. [Google Scholar]
- Burke, S. Crack depth measurement using eddy-current NDE. Non Destr. Test. Aust. 2002, 39, 18–22. [Google Scholar]
- Mook, G.; Hesse, O.; Uchanin, V. Deep penetrating eddy currents and probes. Mater. Test. 2007, 49, 258–264. [Google Scholar] [CrossRef]
- Cecco, V.S.; Van Drunen, G.; Sharp, F.L. Eddy Current Testing Manual on Eddy Current Method; Atomic Energy of Canada Limited: Chalk River, ON, Canada, 1981; Volume 1. [Google Scholar]
- Mokros, S.G.; Underhill, P.R.; Morelli, J.; Krause, T.W. Pulsed eddy current inspection of wall loss in steam generator trefoil broach supports. Sensors 2016, 17, 444–449. [Google Scholar] [CrossRef]
- Du, J.-Q.; He, Y.-T.; Ding, H.; Wu, L.; Shao, Q. Simulation analysis of lift off on an eddy current sensor array’s output characteristics based on finite element method. In Proceedings of the Electronics, Communications and Control (ICECC), Ningbo, China, 9–11 September 2011; pp. 2280–2283. [Google Scholar]
- Weise, K.; Carlstedt, M.; Ziolkowski, M.; Brauer, H. Uncertainty analysis in Lorentz force eddy current testing. IEEE Trans. Magn. 2016, 52, 1–4. [Google Scholar] [CrossRef]
- Yin, W.; Xu, K. A novel triple-coil electromagnetic sensor for thickness measurement immune to lift-off variations. IEEE Trans. Instrum. Meas. 2016, 65, 164–169. [Google Scholar] [CrossRef]
- He, Y.; Pan, M.; Luo, F.; Tian, G. Reduction of lift-off effects in pulsed eddy current for defect classification. IEEE Trans. Magn. 2011, 47, 4753–4760. [Google Scholar] [CrossRef]
- Zhu, W.-L.; Shen, H.-X.; Chen, W.-X. New method for suppressing lift-off effects based on hough transform. In Proceedings of the 2009 International Conference on Measuring Technology and Mechatronics Automation, Hunan, China, 11–12 April 2009; pp. 653–656. [Google Scholar]
- Lopes Ribeiro, A.; Ramos, H.G.; Couto Arez, J. Liftoff insensitive thickness measurement of aluminum plates using harmonic eddy current excitation and a GMR sensor. Measurement 2012, 45, 2246–2253. [Google Scholar] [CrossRef]
- Tian, G.Y.; Sophian, A. Reduction of lift-off effects for pulsed eddy current NDT. NDT E Int. 2005, 38, 319–324. [Google Scholar] [CrossRef]
- Yin, W.; Binns, R.; Dickinson, S.J.; Davis, C.; Peyton, A.J. Analysis of the liftoff effect of phase spectra for eddy current sensors. IEEE Trans. Instrum. Meas. 2007, 56, 2775–2781. [Google Scholar] [CrossRef]
- Lu, M.; Xu, H.; Zhu, W.; Yin, L.; Zhao, Q.; Peyton, A.; Yin, W. Conductivity Lift-off Invariance and measurement of permeability for ferrite metallic plates. NDT E Int. 2018, 95, 36–44. [Google Scholar] [CrossRef]
- Blej, M.; Azizi, M. Comparison of Mamdani-type and Sugeno-type fuzzy inference systems for fuzzy real time scheduling. Int. J. Appl. Eng. Res. 2016, 11, 11071–11075. [Google Scholar]
- Hamam, A.; Georganas, N.D. A comparison of Mamdani and Sugeno fuzzy inference systems for evaluating the quality of experience of Hapto-Audio-Visual applications. In Proceedings of the Haptic Audio visual Environments and Games, Ottawa, ON, Canada, 18–19 October 2008; pp. 87–92. [Google Scholar]
- Mamdani, E.; Assilian, S. An experiment in linguistic synthesis with a fuzzy logic controller. Int. J. Hum. Comput. Stud. 1999, 51, 135–147. [Google Scholar] [CrossRef]





{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Author | Technique Software or Hardware | Sensor Type | Research Area |
|---|---|---|---|
| [30] | Time domain analysis and frequency domain analysis based on differential responses | Pick-up coil is located orthogonally in the center at the bottom of the excitation coil | Reducing the lift-off problem and classify the defects. |
| [12] | Measuring the defect dimension based on the slope of the linear curve of the peak value | Hall sensor | Reducing the lift-off noise for detection of the defect depth or width |
| [31] | Hough transform was used | Coil | Investigating the lift-off effect in the normalized impedance plane |
| [32] | The theory of the linear transformer | GMR | Measuring the thickness of a metallic non-ferromagnetic plate |
| [33] | Normalisation technique | Coil | Minimise lift-off impact. It could be utilized to measure metal thickness and for microstructure analysis. |
| [34] | Analytical model that describes the inductance | Air-cored coil | The sensor phase signature analysis reveals that liftoff is independent for the testing plate. |
| [35] | Introducing a novel Permeability measurement approach | Coil | Investigating the phenomenon of conductivity invariance with a controlled lift-off for magnetic plates. |
| Rules | Differential Probe | Absolute Probe | Depth of Defect |
|---|---|---|---|
| 1 | lowdefect | Lowliftoff | normaldefect |
| 2 | depthdefect | Lowliftoff | dangedefec |
| 3 | depthdefect | mediumliftoff | baddefect |
| 4 | depthdefect | highliftoff | baddefect |
| 5 | dangerdefect | lowliftoff | dangerdefect |
| 6 | dangerdefect | mediumliftoff | dangerdefect |
| 7 | dangerdefect | highliftoff | baddefect |
| 8 | lowdefect | mediumliftoff | baddefect |
| 9 | lowdefect | highliftoff | baddefect |
| Frequency (kHz) | Differential Probe (%) | Absolute Probe (%) | |||||
|---|---|---|---|---|---|---|---|
| 1 mm | 2 mm | 3 mm | 0.5 mm | 1 mm | 1.5 mm | 2 mm | |
| 4 | 2 | 5 | 10 | 20 | 10 | 5 | 2 |
| 10 | 10 | 20 | 25 | 65 | 40 | 20 | 5 |
| 20 | 20 | 60 | 80 | 100 | 65 | 45 | 15 |
| Liftoff (mm) | Error from (Yin & Xu, 2016) (%) | Error from ECECT (%) |
|---|---|---|
| zero | 0.23 | 0.10 |
| 1.5 | 0.64 | 0.50 |
| 3 | 1.36 | 0.40 |
| 4.5 | 1.63 | 0.87 |
| Source | Sum of Squares | df | Mean Square | F Value | p-Value Prob > F |
|---|---|---|---|---|---|
| Model | 78.81 | 3 | 26.27 | 146.08 | <0.0001 |
| A-Frequency | 2.88 | 1 | 2.88 | 16.01 | 0.0002 |
| B-Depth Defect | 67.17 | 1 | 67.17 | 373.51 | <0.0001 |
| C-Coating Thickness | 8.76 | 1 | 8.76 | 48.72 | <0.0001 |
| Residual | 10.07 | 56 | 0.18 | ||
| Cor Total | 88.88 | 59 |
© 2018 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Abdalla, A.N.; Ali, K.; Paw, J.K.S.; Rifai, D.; Faraj, M.A. A Novel Eddy Current Testing Error Compensation Technique Based on Mamdani-Type Fuzzy Coupled Differential and Absolute Probes. Sensors 2018, 18, 2108. https://doi.org/10.3390/s18072108
Abdalla AN, Ali K, Paw JKS, Rifai D, Faraj MA. A Novel Eddy Current Testing Error Compensation Technique Based on Mamdani-Type Fuzzy Coupled Differential and Absolute Probes. Sensors. 2018; 18(7):2108. https://doi.org/10.3390/s18072108
Chicago/Turabian StyleAbdalla, Ahmed N., Kharudin Ali, Johnny K. S. Paw, Damhuji Rifai, and Moneer A. Faraj. 2018. "A Novel Eddy Current Testing Error Compensation Technique Based on Mamdani-Type Fuzzy Coupled Differential and Absolute Probes" Sensors 18, no. 7: 2108. https://doi.org/10.3390/s18072108
APA StyleAbdalla, A. N., Ali, K., Paw, J. K. S., Rifai, D., & Faraj, M. A. (2018). A Novel Eddy Current Testing Error Compensation Technique Based on Mamdani-Type Fuzzy Coupled Differential and Absolute Probes. Sensors, 18(7), 2108. https://doi.org/10.3390/s18072108