
Insulating Material with Scale Components for High-Temperature and High-Pressure Water Applications

Abstract

1. Introduction
2. Experimental Procedures and Discussion
2.1. Experimental Instruments and Medicines
2.2. Experimental Section
2.2.1. Sintering and Testing of Special Glass Glaze Materials (Specimen ①)
2.2.2. Sintering and Testing of Prepared Glass Glaze (Specimen ②)
2.2.3. Sintering and Testing of Prepared Glass Glaze (Specimens ③, ④, and ⑤)
2.3. Insulation Resistance Dependence on the Temperature and Time in Different Environment Conditions
2.3.1. Air Temperature Test
2.3.2. Normal Temperature Water Test
2.3.3. Test in Variable Temperature and Pressure
2.3.4. Temperature Shock Test
3. Results and Discussion
3.1. The Insulation Resistance Dependence on the Temperature and Time in Different Environment Conditions of Composite Glaze in Air
3.2. Variation of Resistance with Temperature and Time Test of Composite Color Glaze in Water at Different Times
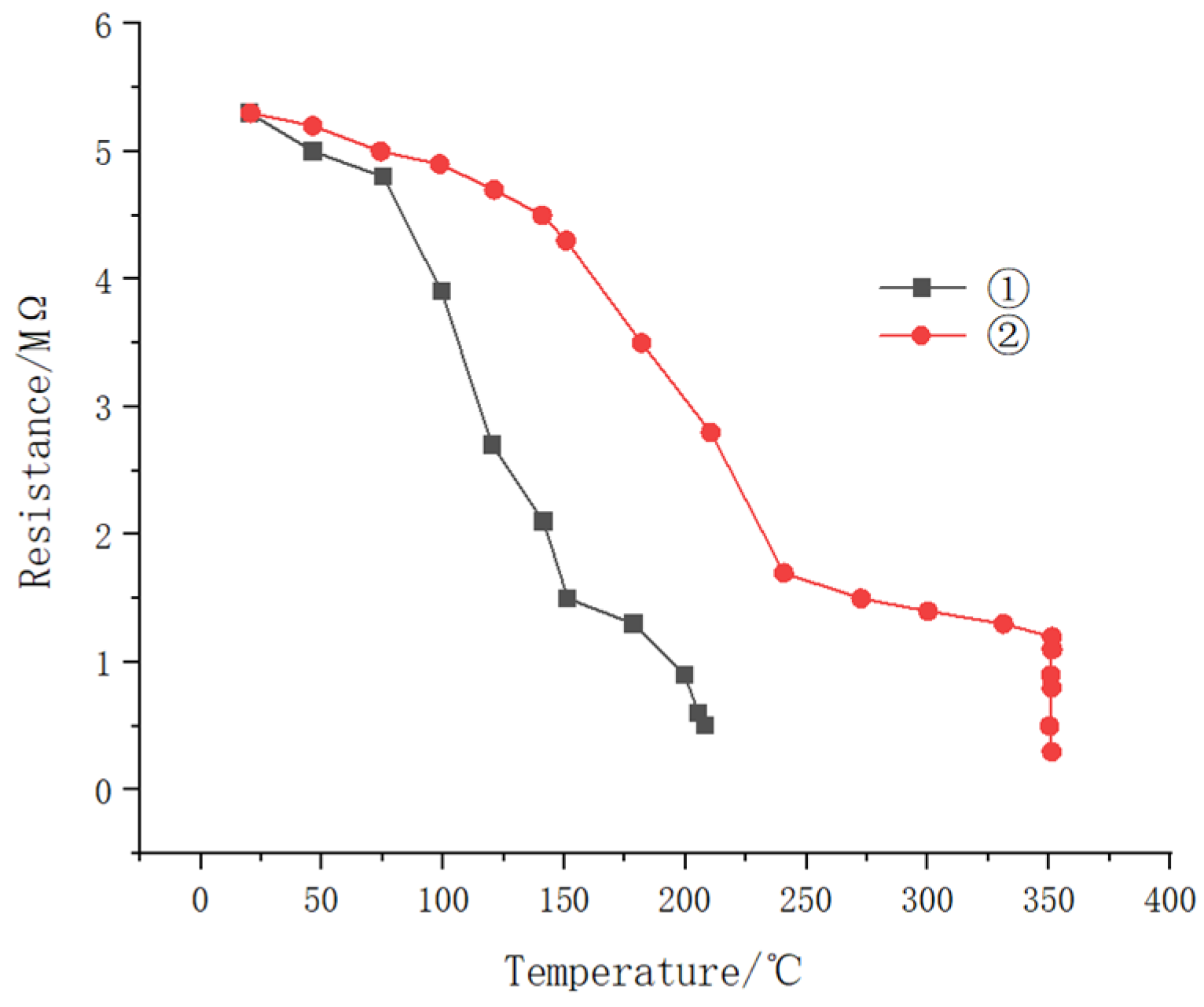
3.3. Test in Water under Variable Temperature and Pressure
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Han, L.; Hou, Y.; Wang, Y.; Liu, X.; Han, J.; Xie, R.; Mu, H.; Fu, C. Measurement of velocity of sand-containing Oil–Water two-phase flow with super high water holdup in horizontal small pipe based on thermal tracers. Flow Meas. Instrum. 2019, 69, 101622. [Google Scholar] [CrossRef]
- Dong, X.; Liu, H.; Zhai, Y.; Wang, C.; Chen, Z.; Liu, D. Experimental investigation on the steam injection profile along horizontal wellbore. Energy Rep. 2020, 6, 264–271. [Google Scholar] [CrossRef]
- Ghojogh, J.N.; Noruzi-Masir, B.; Bakhshi, P.; Keyvan, P.; Salehipour-Bavarsad, A. Application of horizontal wells for cyclic steam stimulation (CSS) in bitumen recovery: Production optimization through reservoir simulation. Arab. J. Geosci. 2020, 13, 150. [Google Scholar] [CrossRef]
- Wan, T.; Wang, X.; Jing, Z.; Gao, Y. Gas injection assisted steam huff-n-puff process for oil recovery from deep heavy oil reservoirs with low-permeability. J. Pet. Sci. Eng. 2020, 185, 106613. [Google Scholar] [CrossRef]
- He, C.; Xu, A.; Fan, Z.; Zhao, L.; Shan, F.; Bo, B. An integrated model for productivity prediction of cyclic steam stimulation with horizontal well. Energy Sci. Eng. 2019, 7, 962–973. [Google Scholar] [CrossRef]
- Li, Y.; Chen, J.; Kong, W.; Hao, Z.; Liu, X.; Xie, R. Design and optimization of the fiber-optic probe array for measuring gas holdup in oil-gas-water multiphase flow. J. Ambient. Intell. Humaniz. Comput. 2018, 1, 19. [Google Scholar] [CrossRef]
- Zhao, A.; Han, Y.-F.; Ren, Y.-Y.; Zhai, L.-S.; In, N.-D. Ultrasonic method for measuring water holdup of low velocity and high-water-cut oil-water two-phase flow. Appl. Geophys. 2016, 13, 179–193. [Google Scholar] [CrossRef]
- Yazdanshenasshad, B.; Safizadeh, M. Neural-network-based error reduction in calibrating utility ultrasonic flow meters. Flow Meas. Instrum. 2018, 64, 54–63. [Google Scholar] [CrossRef]
- Webilor, R.O.; Lucas, G.P.; Agolom, M.O. Fast imaging of the velocity profile of the conducting continuous phase in multiphase flows using an electromagnetic flowmeter. Flow Meas. Instrum. 2018, 64, 180–189. [Google Scholar] [CrossRef]
- Wang, B.; Zhang, N.; Cao, Q.; Du, Y. Evaluation approach to dynamic characteristic of turbine flowmeters considering calibration system response. Flow Meas. Instrum. 2018, 64, 126–132. [Google Scholar] [CrossRef]
- Xu, Z.; Jiang, Y.; Wang, B.; Huang, Z.; Ji, H.; Li, H. Sensitivity distribution of CCERT sensor under different excitation patterns. IEEE Access 2017, 5, 14830–14836. [Google Scholar] [CrossRef]
- da Mota, F.R.M.; Pagano, D.J.; Stasiak, M.E. Water volume fraction estimation in two-phase flow based on electrical capacitance tomometry. IEEE Sens. J. 2018, 18, 6822–6835. [Google Scholar] [CrossRef]
- Vadlakonda, B.; Mangadoddy, N. Hydrodynamic study of three-phase flow in column flotation using electrical resistance to-mography coupled with pressure transducers. Sep. Purif. Technol. 2018, 203, 274–288. [Google Scholar] [CrossRef]
- Bian, J.; Zhao, Q.; Hou, Z.; Dong, J.; Yang, Q.; Zhang, G. Effect of alumina shapes on dielectric properties of UV-cured epoxy acrylic composite with alumina. R. Soc. Open Sci. 2019, 6, 181509. [Google Scholar] [CrossRef]
- Zhang, X.; Dong, J.; Pan, D.; Yang, G.; Su, F.; Ji, Y.; Liu, C.; Shen, C. Constructing dual thermal conductive networks in electrospun polyimide membranes with highly thermally conductivity but electrical insulation properties. Adv. Compos. Hybrid Mater. 2021, 4, 1102–1112. [Google Scholar] [CrossRef]
- Wu, M.; Wu, S.; Cai, Y.; Wang, R.; Li, T. Form-stable phase change composites: Preparation, performance, and applications for thermal energy conversion, storage and management. Energy Storage Mater. 2021, 42, 380–417. [Google Scholar] [CrossRef]
- Chen, J.-P.; Wang, Z.-F.; Yi, Z.-L.; Xie, L.-J.; Liu, Z.; Zhang, S.-C.; Chen, C.-M. SiC whiskers nucleated on rGO and its potential role in thermal conductivity and electronic insulation. Chem. Eng. J. 2021, 423, 130181. [Google Scholar] [CrossRef]
- Qiu, W.; Lin, W.; Tuersun, Y.; Ou, M.; Chu, S. Ultra-flexible, dielectric, and thermostable boron nitride-graphene fluoride hybrid films for efficient thermal management. Adv. Mater. Interfaces 2021, 8, 2002187. [Google Scholar] [CrossRef]
- Qian, X.; Zhou, J.; Chen, G. Phonon-engineered extreme thermal conductivity materials. Nat. Mater. 2021, 20, 1188–1202. [Google Scholar] [CrossRef]
- Guastavino, F.; Briano, L.; Gallesi, F.; Torello, E. A review on the comparison of conventional and corona resistant nanofilled enamels. In Proceedings of the 2021 IEEE Workshop on Electrical Machines Design, Control and Diagnosis (WEMDCD), Modena, Italy, 8–9 April 2021; Volume 978, pp. 213–218. [Google Scholar]
- Guastavino, F.; Ratto, A.; Torello, E.; Biondi, G. Aging Tests on Nanostructured Enamels for Winding Wire Insulation. IEEE Trans. Ind. Electron. 2014, 61, 5550–5557. [Google Scholar] [CrossRef]
- Bolgova, V.; Kolesnikov, S.; Leonov, A.; Lefebvre, S.; Hlioui, S. Effect of High Switching Frequencies on EnamelInsulation Degradation of Motors Fed by SiC-based Inverters. IEEE Trans. Ind. Electron. 2022, 5, 25. [Google Scholar]
- Liu, X.; Hu, J.; Xu, W.; Xu, L.; Xie, Z.; Li, Y. A New Cylindrical Capacitance Sensor for Meas-urement of Water Cut in a Low-production Horizontal Well. J. Phys. Conf. Ser. 2009, 147, 012002. [Google Scholar] [CrossRef]
- Wu, B.Y.; Chen, R.Y.; Fu, R.L.; Agathopoulos, S.; Su, X.; Liu, H. Low thermal expansion coefficient and high thermal conductivity epoxy/Al2O3/t-ZnOw composites with dualscale interpenetrating network structure. Compos. Part A Appl. Sci. Manuf. 2020, 137, 105993. [Google Scholar] [CrossRef]
- Jin, X.; Wang, J.; Dai, L.; Wang, W.; Wu, H. Largely enhanced thermal conductive, dielectric, mechanical and anti-dripping performance in polycarbonate/boron nitride composites with graphene nanoplatelet and carbon nanotube. Compos. Sci. Technol. 2019, 184, 107862. [Google Scholar] [CrossRef]
- Yan, R.; Su, F.; Zhang, L.; Li, C. Highly enhanced thermal conductivity of epoxy composites by constructing dense thermal con-ductive network with combination of alumina and carbon nanotubes. Compos. Part A Appl. Sci. Manuf. 2019, 125, 105496. [Google Scholar] [CrossRef]
- Ota, S.; Harada, M. Thermal conductivity enhancement of liquid crystalline epoxy/MgO composites by formation of highly ordered network structure. J. Appl. Polym. Sci. 2021, 138, 50367. [Google Scholar] [CrossRef]




{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Chemical Formula | SiO2 | BaO | CaO | ZnO | B2O3 | TiO2 | Fe2O3 | SO3 | Cr2O3 | Clay |
|---|---|---|---|---|---|---|---|---|---|---|
| Component content % | 27.1505 | 27.7305 | 2.607 | 2.9805 | 4.1339 | 2.0336 | 0.012 | 0.014 | 28.504 | 4.834 |
| Chemical formula | SiO2 | BaO | CaO | ZnO | B2O3 | TiO2 | Fe2O3 |
| Component content % | 25.025 | 17.016 | 4.6 | 1.829 | 2.537 | 1.248 | 0.007 |
| Chemical formula | SO3 | Cr2O3 | Clay | CaSO4 | MgSO4 | Ca(OH)2 | |
| Component content % | 0.009 | 17.491 | 2.966 | 6.818 | 6.818 | 13.636 |
| Chemical formula | SiO2 | BaO | CaO | ZnO | B2O3 | TiO2 | Fe2O3 |
| Component content % | 25.025 | 17.016 | 4.6 | 1.829 | 2.537 | 1.248 | 0.007 |
| Chemical formula | SO3 | Cr2O3 | Clay | CaSO4 | MgSO4 | Ca(OH)2 | |
| Component content % | 0.009 | 17.491 | 2.966 | 27.272 | 0.000 | 0.000 |
| Chemical formula | SiO2 | BaO | CaO | ZnO | B2O3 | TiO2 | Fe2O3 |
| Component content % | 25.025 | 17.016 | 4.6 | 1.829 | 2.537 | 1.248 | 0.007 |
| Chemical formula | SO3 | Cr2O3 | Clay | CaSO4 | MgSO4 | Ca(OH)2 | |
| Component content % | 0.009 | 17.491 | 2.966 | 0.000 | 27.272 | 0.000 |
| Chemical formula | SiO2 | BaO | CaO | ZnO | B2O3 | TiO2 | Fe2O3 |
| Component content % | 25.025 | 17.016 | 4.6 | 1.829 | 2.537 | 1.248 | 0.007 |
| Chemical formula | SO3 | Cr2O3 | Clay | CaSO4 | MgSO4 | Ca(OH)2 | |
| Component content % | 0.009 | 17.491 | 2.966 | 0.000 | 0.000 | 27.272 |
| Specimen | Temperature /°C | Resistance /MΩ | Specimen | Temperature /°C | Resistance /MΩ |
|---|---|---|---|---|---|
| ① | 17.2 | ∞ | ② | 17.1 | ∞ |
| 50.5 | ∞ | 50.3 | ∞ | ||
| 82.3 | ∞ | 81.2 | ∞ | ||
| 109.6 | ∞ | 109.6 | ∞ | ||
| 142.3 | ∞ | 142.1 | ∞ | ||
| 171.8 | ∞ | 171.1 | ∞ | ||
| 198.2 | ∞ | 199.8 | ∞ | ||
| 233.5 | 980.3 | 228.9 | ∞ | ||
| 258.6 | 925.5 | 259.7 | 985.6 | ||
| 288.8 | 880.3 | 291.2 | 936.9 | ||
| 324.1 | 830.8 | 319.8 | 893.6 | ||
| 348.7 | 760.5 | 351.5 | 847.5 | ||
| 381.3 | 725.3 | 379.8 | 815.3 | ||
| 411.5 | 663.7 | 411.2 | 765.4 | ||
| 448.3 | 567.9 | 449.5 | 702.3 |
| Specimen | Temperature/°C | Time/h | Resistance /MΩ | Specimen | Temperature/°C | Time/h | Resistance /MΩ | Specimen | Temperature/°C | Time/h | Resistance /MΩ |
|---|---|---|---|---|---|---|---|---|---|---|---|
| ① | 20 | 0 | 98.5 | ② | 20.5 | 0 | ∞ | ② | 19.3 | 36 | 3.9 |
| 18.9 | 0.5 | 5.5 | 21.0 | 0.5 | 99.6 | 19.2 | 39 | 3.8 | |||
| 17.4 | 3 | 4.8 | 21.2 | 3 | 16.6 | 19.4 | 42 | 2.6 | |||
| 21.3 | 6 | 3.5 | 22.4 | 6 | 15.4 | 19.6 | 45 | 2.5 | |||
| 19.5 | 9 | 3.2 | 23.6 | 9 | 15.1 | 20.4 | 48 | 2.3 | |||
| 19.7 | 12 | 2.6 | 23.1 | 12 | 12.4 | 20.6 | 51 | 2.2 | |||
| 20.2 | 15 | 2.1 | 22.6 | 15 | 10.9 | 19.5 | 54 | 1.9 | |||
| 20.6 | 18 | 1.4 | 22.5 | 18 | 9.8 | 18.6 | 57 | 1.7 | |||
| 18.9 | 21 | 0.5 | 21.4 | 21 | 8.6 | 18.4 | 60 | 1.5 | |||
| 18.8 | 24 | 0.3 | 19.6 | 24 | 7.6 | 18.3 | 63 | 1.5 | |||
| 18.0 | 27 | 0.1 | 19.1 | 27 | 7.2 | 18.1 | 66 | 1.3 | |||
| 17.9 | 30 | 0.6 × 10−6 | 18.5 | 30 | 5.3 | 17.0 | 69 | 1.3 | |||
| 18.2 | 33 | 0.5 × 10−6 | 18.2 | 33 | 4.2 | 17.2 | 72 | 0.8 |
| Specimen | Temperature | Water Pressure | Time | Resistance | Specimen | Temperature | Water Pressure | Time | Resistance | Specimen | Temperature | Water Pressure | Time | Resistance |
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| /°C | /MPa | /h | /MΩ | /°C | /MPa | /h | /MΩ | /°C | /MPa | /h | /MΩ | |||
| ① | 20.2 | 0.10 | 1.1 | 5.3 | ② | 20.5 | 0.10 | 1.1 | 5.3 | ② | 331.3 | 12.05 | 20.0 | 1.3 |
| 46.4 | 0.10 | 1.5 | 5.0 | 46.2 | 0.10 | 1.5 | 5.2 | 351.3 | 12.00 | 24.0 | 1.2 | |||
| 75.3 | 0.10 | 1.8 | 4.8 | 74.2 | 0.10 | 1.8 | 5.0 | 351.5 | 12.00 | 28.0 | 1.1 | |||
| 99.4 | 0.10 | 2.1 | 3.9 | 98.6 | 0.10 | 2.1 | 4.9 | 351.3 | 12.00 | 34.0 | 1.1 | |||
| 120.3 | 0.21 | 2.6 | 2.7 | 121.0 | 0.21 | 2.6 | 4.7 | 351.5 | 12.00 | 40.0 | 1.1 | |||
| 141.5 | 0.42 | 3.0 | 2.1 | 140.9 | 0.42 | 3.0 | 4.5 | 351.2 | 12.00 | 46.0 | 1.1 | |||
| 151.5 | 0.49 | 3.5 | 1.5 | 150.8 | 0.49 | 3.5 | 4.3 | 350.8 | 12.00 | 52.0 | 0.9 | |||
| 178.7 | 0.98 | 5.5 | 1.3 | 181.9 | 1.09 | 6.0 | 3.5 | 351.2 | 12.00 | 60.0 | 0.8 | |||
| 199.6 | 1.58 | 7.5 | 0.9 | 210.5 | 1.98 | 9.0 | 2.8 | 350.3 | 12.00 | 65.0 | 0.5 | |||
| 205.6 | 1.75 | 8.0 | 0.6 | 240.6 | 3.31 | 12.0 | 1.7 | 351.2 | 12.00 | 72.0 | 0.3 | |||
| 208.3 | 1.81 | 9.0 | 0.5 | 272.5 | 14.5 | 14.5 | 1.5 | 351.1 | 12.00 | 73.2 | 0.3 × 10−6 | |||
| 239.2 | 3.32 | 12.0 | 0.5 × 10−6 | 300.2 | 8.93 | 17.0 | 1.4 |
| Temperature /°C | Time/h | Resistance /MΩ | Temperature /°C | Time/h | Resistance /MΩ |
|---|---|---|---|---|---|
| 21.5 | 0 | 88.5 | 21.3 | 40 | 2.6 |
| 21.5 | 5 | 15.1 | 21.2 | 45 | 2.5 |
| 21.6 | 10 | 14.0 | 20.8 | 50 | 2.0 |
| 22.0 | 15 | 10.2 | 21.0 | 55 | 1.8 |
| 22.3 | 20 | 8.5 | 21.4 | 60 | 1.4 |
| 22.8 | 25 | 7.4 | 21.1 | 65 | 1.3 |
| 22.4 | 30 | 4.8 | 21.0 | 70 | 0.9 |
| 22.4 | 35 | 3.7 | 20.9 | 75 | 0.8 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Zhao, X.; Lou, Z.; Gao, Y.; Feng, W.; Wang, D.; He, X. Insulating Material with Scale Components for High-Temperature and High-Pressure Water Applications. Molecules 2024, 29, 4046. https://doi.org/10.3390/molecules29174046
Zhao X, Lou Z, Gao Y, Feng W, Wang D, He X. Insulating Material with Scale Components for High-Temperature and High-Pressure Water Applications. Molecules. 2024; 29(17):4046. https://doi.org/10.3390/molecules29174046
Chicago/Turabian StyleZhao, Xiaoqiang, Zongyong Lou, Yide Gao, Wenhui Feng, Dong Wang, and Xiao He. 2024. "Insulating Material with Scale Components for High-Temperature and High-Pressure Water Applications" Molecules 29, no. 17: 4046. https://doi.org/10.3390/molecules29174046
APA StyleZhao, X., Lou, Z., Gao, Y., Feng, W., Wang, D., & He, X. (2024). Insulating Material with Scale Components for High-Temperature and High-Pressure Water Applications. Molecules, 29(17), 4046. https://doi.org/10.3390/molecules29174046