
Formaldehyde-Free Resins for the Wood-Based Panel Industry: Alternatives to Formaldehyde and Novel Hardeners



Abstract
1. Introduction
2. Resins Used in the Wood-Based Panel Industry
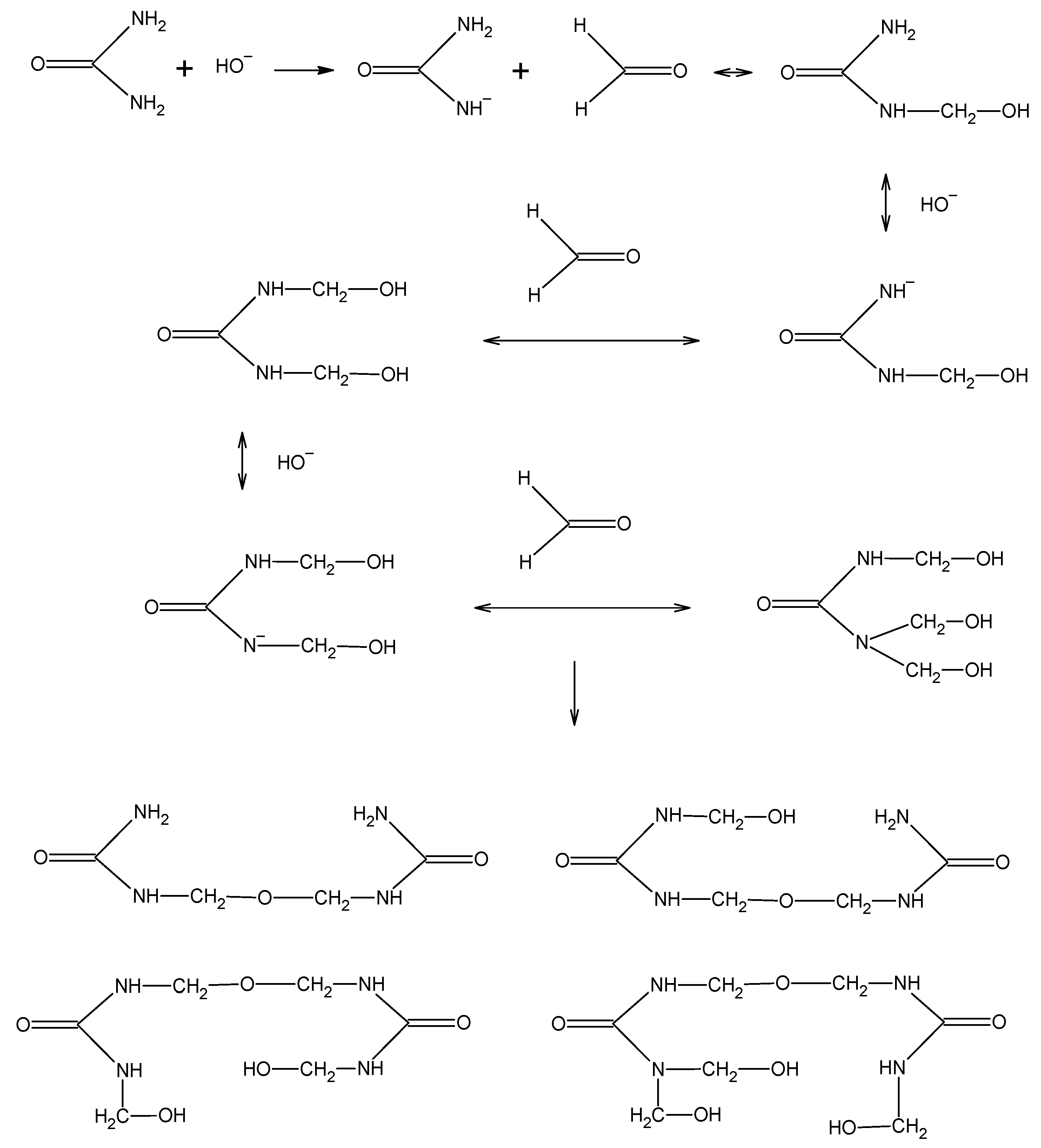
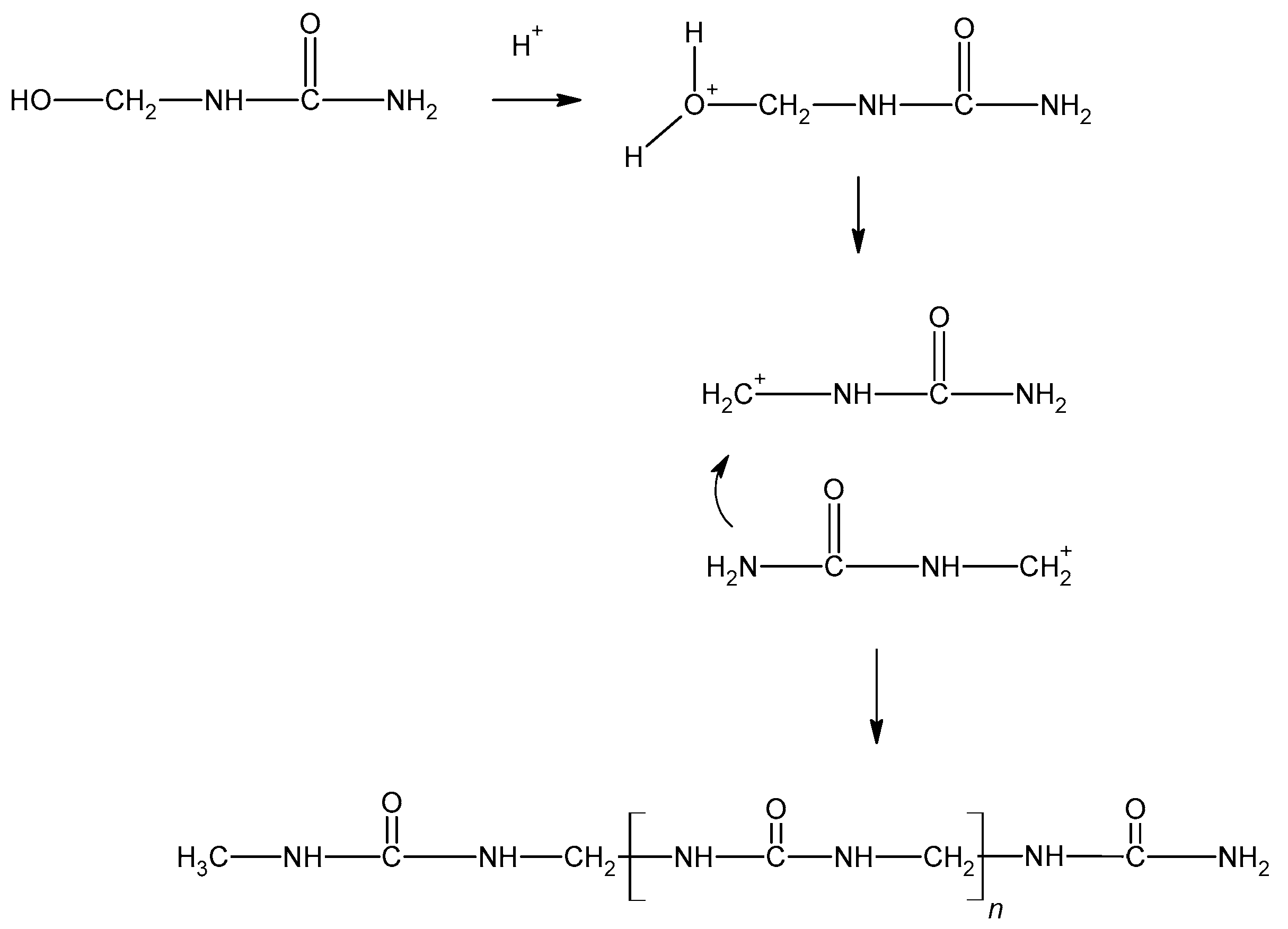
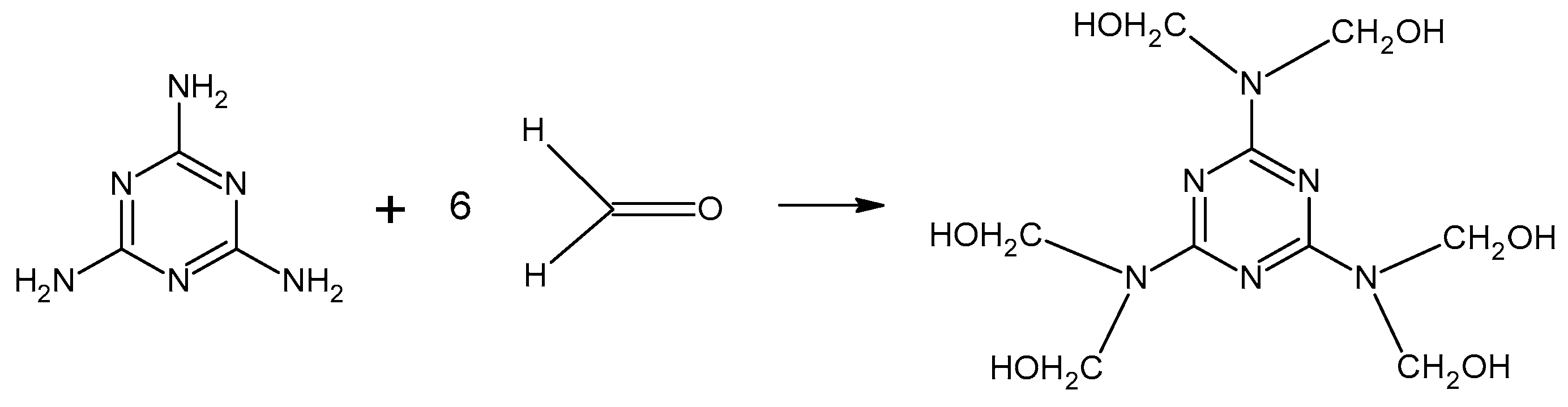
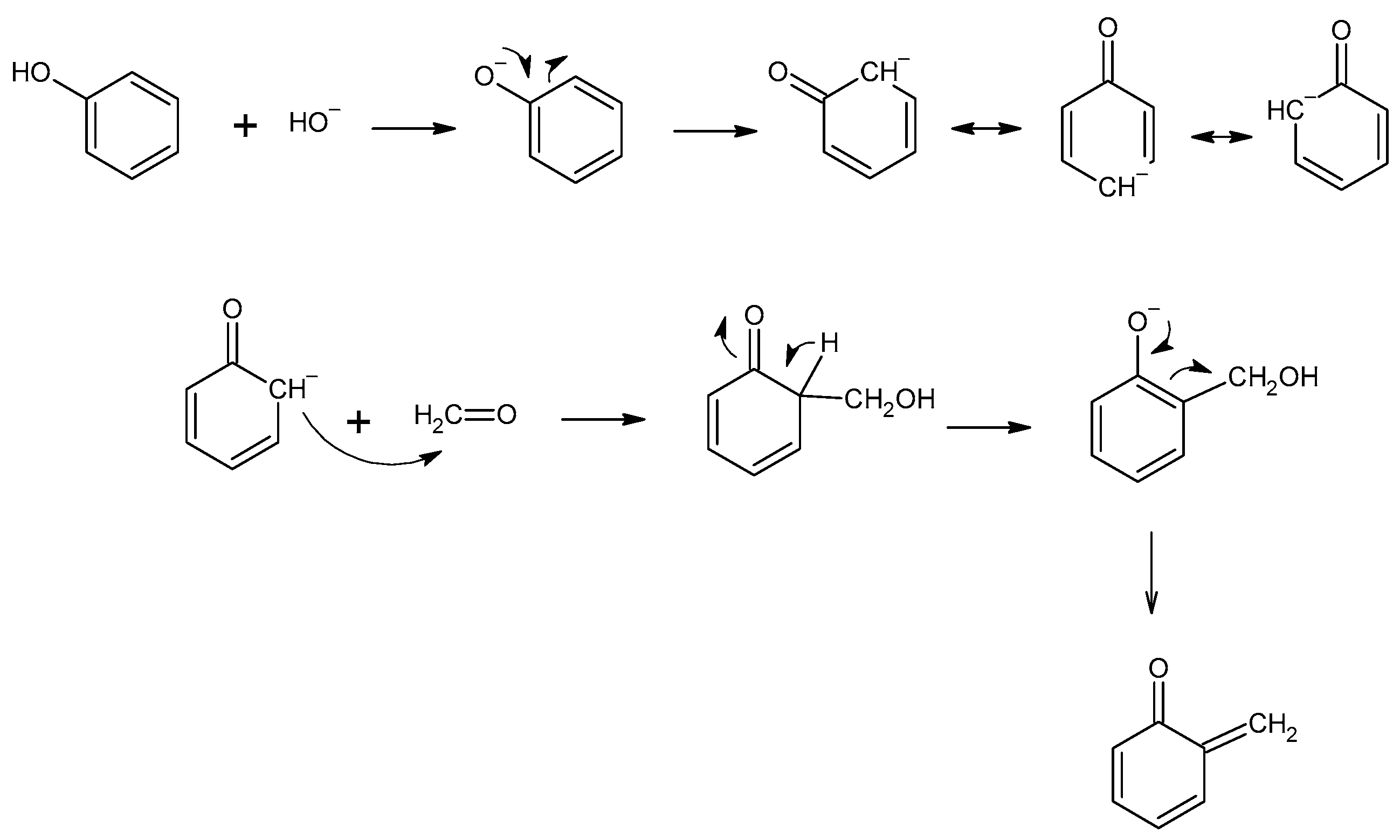
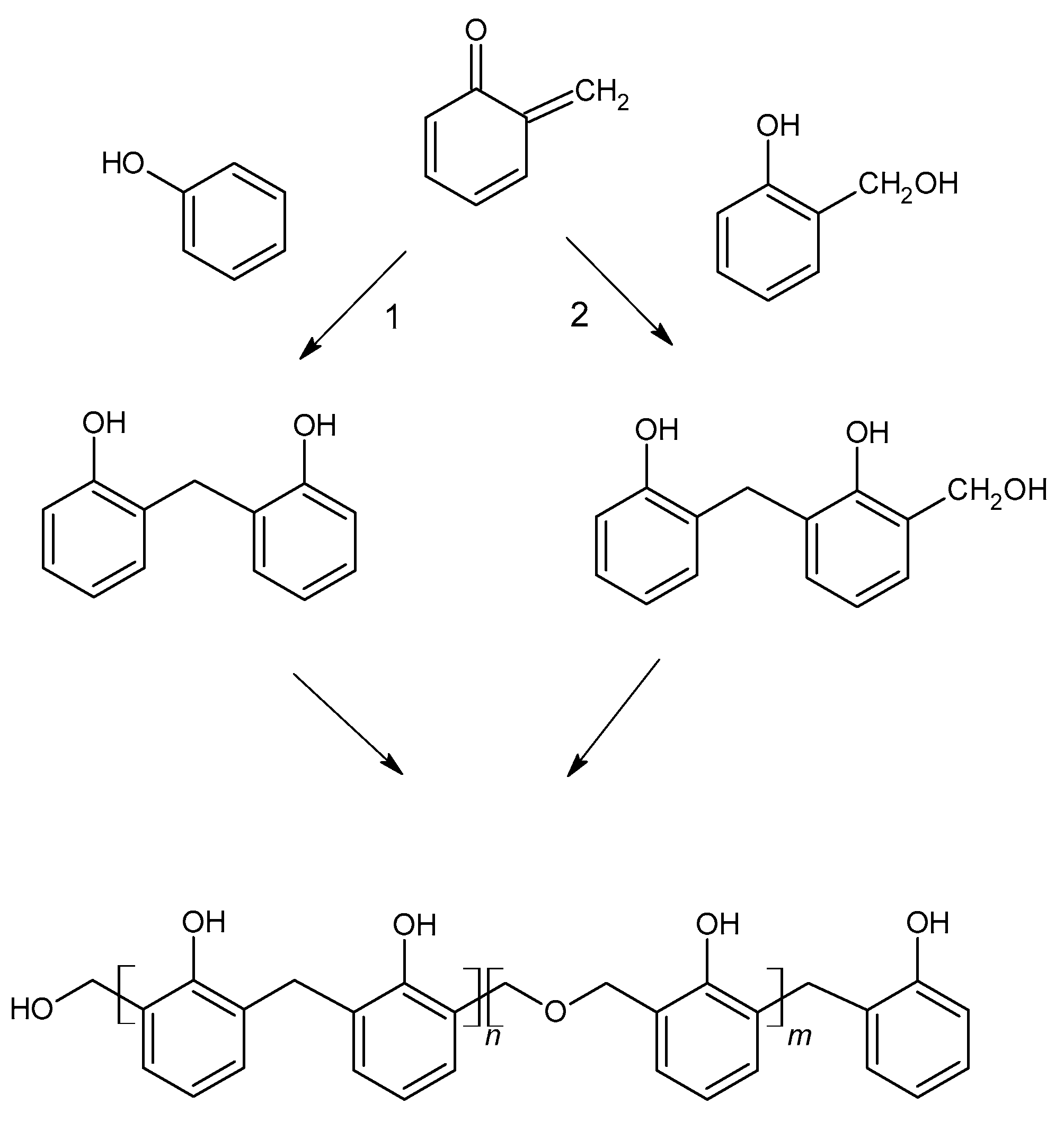
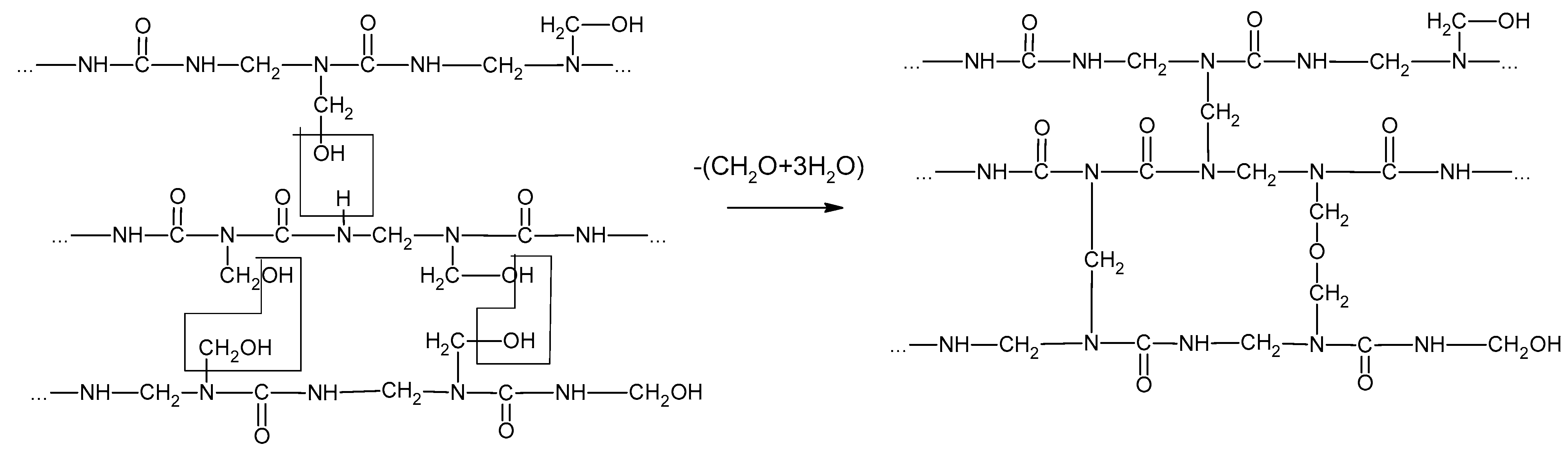
2.1. The Synthesis of Resins
2.2. The Hardening/Curing Process
3. Toxicity of Formaldehyde
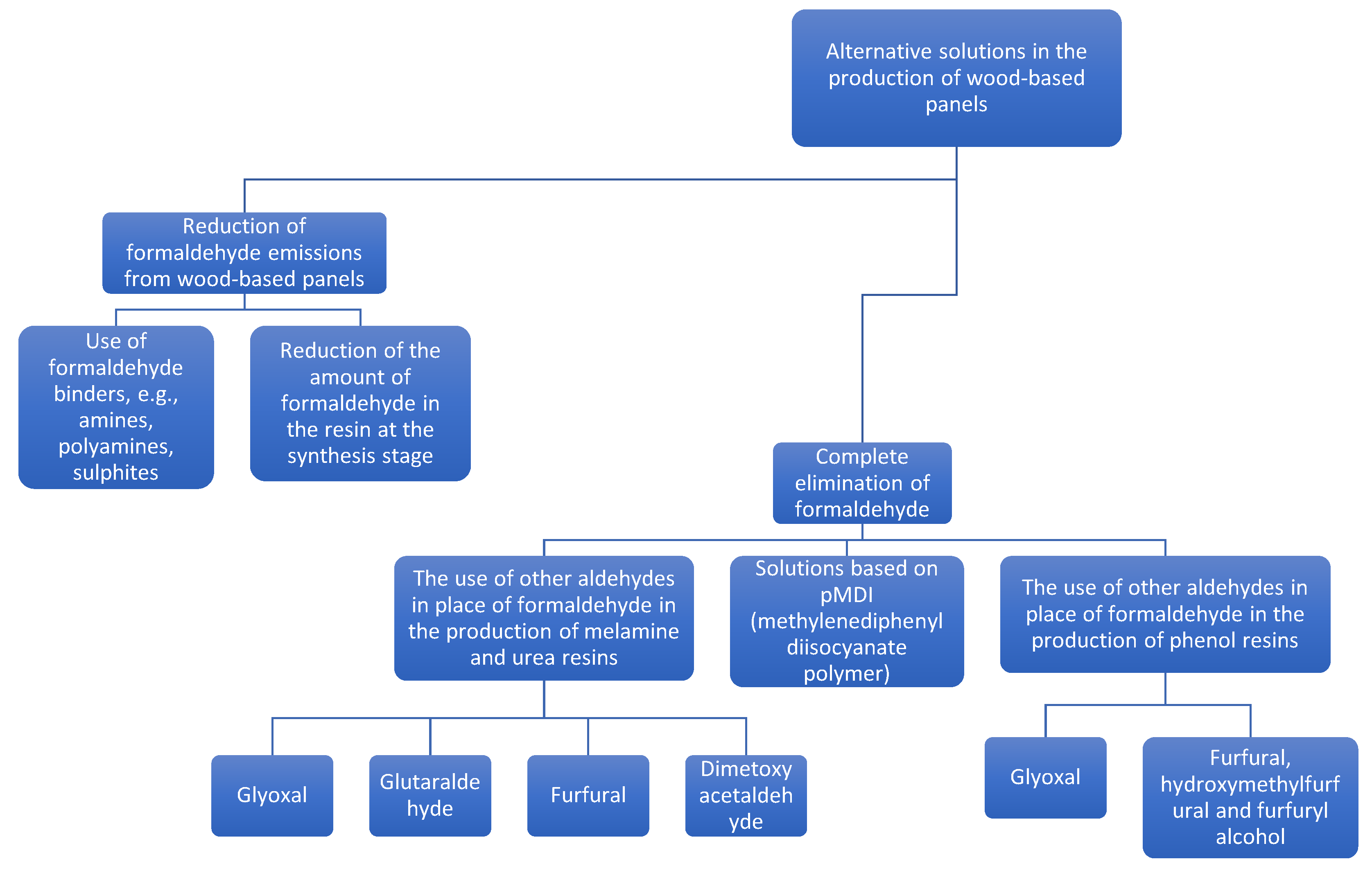
4. Substitutes for Formaldehyde in Formaldehyde-Free Resins in the Wood Industry
4.1. Amino (Urea and Melamine) Formaldehyde-Free Resins
4.1.1. Glyoxal
4.1.2. Glutaraldehyde
4.1.3. Furfural and 5-Hydroxymethylfurfural
4.1.4. Dimethoxyethanal
4.2. Phenolic, Lignin, and Tannin-Based Resins
4.2.1. Glyoxal
4.2.2. Furfural, Hydroxymethylfurfural, and Furfuryl Alcohol
4.2.3. Other Aldehydes
4.3. Isocyanate-Based Resins
5. Novel Hardeners for Formaldehyde-Free Resins in the Wood Industry
5.1. Ionic Liquids
5.1.1. For Epoxy Resins
5.1.2. For Formaldehyde-Free Amine Resins
5.2. Non-Formaldehyde Hardeners for Tannin Resins (Methylolated Nitroparaffins, Hexamine)
6. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Pizzi, A.; Papadopoulos, A.N.; Policardi, F. Wood Composites and Their Polymer Binders. Polymers 2020, 12, 1115. [Google Scholar] [CrossRef] [PubMed]
- Gonçalves, D.; Bordado, J.M.; Marques, A.C.; Galhano Dos Santos, R. Non-Formaldehyde, Bio-Based Adhesives for Use in Wood-Based Panel Manufacturing Industry-A Review. Polymers 2021, 13, 4086. [Google Scholar] [CrossRef] [PubMed]
- Kristak, L.; Antov, P.; Bekhta, P.; Lubis, M.A.R.; Iswanto, A.H.; Reh, R.; Sedliacik, J.; Savov, V.; Taghiyari, H.R.; Papadopoulos, A.N.; et al. Recent progress in ultra-low formaldehyde emitting adhesive systems and formaldehyde scavengers in wood-based panels: A review. Wood Mater. Sci. Eng. 2022, 1–20, Ahead-of-print. [Google Scholar] [CrossRef]
- Ülker, O. Wood Adhesives and Bonding Theory. In Adhesives: Applications and Properties; Rudawska, A., Ed.; IntechOpen: London, UK, 2016. [Google Scholar]
- Wu, Z.; Xi, X.; Yu, L.; Su, L. An Eco-Friendly Urea-Formaldehyde Resin: Preparation Structure and Properties. Wood Res. 2018, 63, 45–56. [Google Scholar]
- Ullah, S.; Bustam, M.A.; Nadeem, M.; Naz, M.Y.; Tan, W.L.; Shariff, M. Synthesis and Thermal Degradation Studies of Melamine Formaldehyde Resins. Sci. World J. 2014, 940502. [Google Scholar] [CrossRef]
- Stefanowski, B.; Spear, M.; Pitman, A. Review of the use of PF and related resins for modification of solid wood. Timber 2018, 165–179. [Google Scholar]
- Scholten, B.; Kenny, L.; Duca, R.-C.; Pronk, A.; Santonen, T.; Galea, K.S.; Loh, M.; Huumonen, K.; Sleeuwenhoek, A.; Creta, M.; et al. Biomonitoring for Occupational Exposure to Diisocyanates: A Systematic Review. Ann. Work Expo. Health 2020, 64, 569–585. [Google Scholar] [CrossRef] [PubMed]
- Ohalete, M.N.; Popoola, A.V. Urea-formaldehyde Resins Synthesis, Modification and Characterization. IOSR J. Appl. Chem. 2019, 12, 19–25. [Google Scholar]
- Ansell, M.P. Wood Composites; Woodhead Publishing: Sawston, UK, 2015. [Google Scholar]
- No, B.Y.; Kim, M.G. Syntheses and Properties of Low-Level Melamine-Modified Urea–Melamine–Formaldehyde Resins. J. Appl. Polym. Sci. 2004, 93, 2559–2569. [Google Scholar] [CrossRef]
- Dongbin, F.; Jianzhang, L.; An, M. Curing Characteristics of Low Molar Ratio Urea-Formaldehyde Resins. J. Adhes. Interface 2006, 7, 4. [Google Scholar]
- Веkhta, P.; Sedliačik, J.; Saldan, R.; Novák, I. Effect of Different Hardeners for Urea-Formaldehyde Resin on Properties of Birch Plywood. Acta Fac. Xylologiae 2016, 58, 65–72. [Google Scholar]
- Subasi, N.T. Formaldehyde Advantages and Disadvantages: Usage Areas and Harmful Effects on Human Beings. In Biochemical Toxicology: Heavy Metals and Nanomaterials; Ince, M., Ince, O., Ondrasek, G., Eds.; IntechOpen: London, UK, 2020. [Google Scholar]
- Bosetti, C.; McLaughlin, J.K.; Tarone, R.E.; Pira, E.; La Vecchia, C. Formaldehyde and Cancer Risk: A Quantitative Review of Cohort Studies Through 2006. Ann. Oncol. 2008, 19, 29–43. [Google Scholar] [CrossRef] [PubMed]
- Swenberg, J.A.; Moeller, B.C.; Lu, K.; Rager, J.E.; Fry, R.C.; Starr, T.B. Formaldehyde Carcinogenicity Research: 30 Years and Counting for Mode of Action, Epidemiology, and Cancer Risk Assessment. Toxicol. Pathol. 2013, 41, 181–189. [Google Scholar] [CrossRef]
- Zhang, L.; Freeman, L.E.; Nakamura, J. Formaldehyde and Leukemia: Epidemiology, Potential Mechanisms, And Implications for Risk Assessment. Environ. Mol. Mutagen. 2010, 51, 181–191. [Google Scholar] [CrossRef]
- Sandvik, A.; Klingen, T.A.; Langård, S. Sinonasal Adenoid Cystic Carcinoma Following Formaldehyde Exposure in The Operating Theatre. J. Occup. Med. Toxicol. 2014, 9, 43. [Google Scholar] [CrossRef] [PubMed][Green Version]
- Substance Information–ECHA. Available online: https://echa.europa.eu/pl/substance-information/-/substanceinfo/100.000.002 (accessed on 5 June 2022).
- IARC Working Group on the Evaluation of Carcinogenic Risks to Humans. Formaldehyde, 2-Butoxyethanol and 1-tert-Butoxypropan-2-ol. In IARC Monographs on the Evaluation of the Carcinogenic Risk of Chemicals to Humans; IARC: Lyon, France, 2006; Volume 88. [Google Scholar]
- Maslosh, V.Z.; Kotova, V.V.; Maslosh, O.V. Decreasing the Content of Free Formaldehyde in Urea-Formaldehyde Resins. Russ. J. Appl. Chem. 2005, 78, 685. [Google Scholar] [CrossRef]
- Matyašovský, J.; Sedliačik, J.; Novák, I.; Jurkovič, P.; Duchovič, P. Lowering of formaldehyde emission from modified UF resin with collagen polymers. Ann. WULS–SGGW For. Wood Technol. 2015, 92, 284–289. [Google Scholar]
- Kariuki, S.W.; Wachira, J.; Kawira, M.; Murithi, G. Formaldehyde Use and Alternative Biobased Binders for Particleboard Formulation: A Review. J. Chem. 2019, 5256897. [Google Scholar] [CrossRef]
- Solt, P.; Konnerth, J.; Gindl-Altmutter, W.; Kantner, W.; Moser, J.; Mitter, R.; Herwijnen, H.W.G. Technological Performance of Formaldehyde-Free Adhesive Alternatives for Particleboard Industry. Int. J. Adhes. Adhes. 2019, 94, 99–131. [Google Scholar] [CrossRef]
- Deng, S.; Du, G.; Li, X.; Xie, X. Performance, Reaction Mechanism, and Characterization of Glyoxal–Monomethylol Urea (G–MMU) Resin. Ind. Eng. Chem. Res. 2014, 53, 5421–5431. [Google Scholar] [CrossRef]
- Deng, S.; Du, G.; Li, X.; Pizzi, A. Performance and Reaction Mechanism of Zero Formaldehyde-Emission Urea-Glyoxal (UG) Resin. J. Taiwan Inst. Chem. Eng. 2014, 45, 2029–2038. [Google Scholar] [CrossRef]
- Deng, S.; Pizzi, A.; Du, G.; Lagel, M.C.; Delmotte, L.; Abdalla, S. Synthesis, Structure Characterization and Application of Melamine-Glyoxal Adhesive Resins. Eur. J. Wood Prod. 2017, 76, 283–296. [Google Scholar] [CrossRef]
- Xi, X.; Pizzi, A.; Amirou, S. Melamine–Glyoxal–Glutaraldehyde Wood Panel Adhesives without Formaldehyde. Polymers 2017, 10, 22. [Google Scholar] [CrossRef] [PubMed]
- Saleem, R.; Adnan, A.; Qureshi, F.A. Synthesis and Application of Formaldehyde Free Melamine Glutaraldehyde Amino Resin as An Effective Retanning Agent. Indian J. Chem. Technol. 2015, 22, 1–2. [Google Scholar]
- Saleem, R.; Adnan, A.; Qureshi, F.A. Synthesis and Application of Eco-Friendly Amino Resins for Retanning of Leather under Different Conditions. J. Soc. Leather Technol. Chem. 2015, 99, 8–15. [Google Scholar]
- Karpov, A.; Walsdorff, C.; Siemer, M.; Mattioda, G.; Blanc, A. Glyoxal. In Ullmann’s Encyclopedia of Industrial Chemistry; Wiley-VCH: Weinheim, Germany, 2022. [Google Scholar]
- Leon, G.; Paret, N.; Fankhauser, P.; Grenno, D.; Erni, P.; Ouali, L.; Berthier, D.L. Formaldehyde-Free Melamine Microcapsules as Core/Shell Delivery Systems for Encapsulation of Volatile Active Ingredients. RSC Adv. 2017, 7, 18962. [Google Scholar] [CrossRef]
- Mamiński, M.Ł.; Król, M.E.; Grabowska, M. Simple Urea-Glutaraldehyde Mix Used as A Formaldehyde-Free Adhesive: Effect of Blending with Nano-Al2O3. Eur. J. Wood Prod. 2011, 69, 505–506. [Google Scholar] [CrossRef]
- Thoma, C.; Konnerth, J.; Sailer-Kronlachner, W.; Rosenau, T.; Potthast, A.; Solt, P.; Herwijnen, W.G.H. Hydroxymethylfurfural and its Derivatives: Potential Key Reactants in Adhesives. ChemSusChem 2020, 13, 5408–5422. [Google Scholar]
- Xi, X.; Liao, J.; Pizzi, A.; Gerardin, C.; Amirou, S.; Delmotte, L. 5-Hydroxymethyl Furfural Modified Melamine Glyoxal Resin. J. Adhes. 2019, 96, 1167–1185. [Google Scholar] [CrossRef]
- Zhou, J.B.; Li, P.L.; Jian-Fei, Z.; Liao, X.P.; Bi, S. Preparation of Formaldehyde-Free Melamine Resin Using Furfural as Condensation Agent and Its Retanning Performances Investigation. J. Am. Leather Chem. Assoc. 2018, 113, 198–206. [Google Scholar]
- Despres, A.; Pizzi, A.; Vu, C.; Pasch, H. Formaldehyde-Free Aminoresin Wood Adhesives Based on Dimethoxyethanal. J. Appl. Polym. Sci. 2008, 110, 3908–3916. [Google Scholar] [CrossRef]
- Properzi, M.; Wieland, S.; Pichelin, F.; Pizzi, A.; Despres, A. Formaldehyde-Free Dimethoxyethanal-Derived Resins for Wood-Based Panels. J. Adhes. Sci. Technol. 2010, 24, 1787–1799. [Google Scholar] [CrossRef]
- Despres, A.; Pizzi, A.; Vu, C.; Delmotte, L. Colourless Formaldehyde-Free Urea Resin Adhesives for Wood Panels. Eur. J. Wood Prod. 2010, 68, 13–20. [Google Scholar] [CrossRef]
- Hemmilä, V.; Adamopoulos, S.; Karlssonb, O.; Kumar, A. Development of Sustainable Bio-Adhesives for Engineered Wood Panels–A Review. RSC Adv. 2017, 7, 38604–38630. [Google Scholar] [CrossRef]
- Ballerini, A.; Despres, A.; Pizzi, A. Non-Toxic, Zero Emission Tannin-Glyoxal Adhesives for Wood Panels. Holz. Roh. Werkst. 2005, 63, 477–478. [Google Scholar] [CrossRef]
- Nimz, H.H. Lignin-based adhesives. In Wood Adhesives Chemistry and Technology; Pizzi, A., Ed.; Marcel Dekker: New York, NY, USA, 1983; Volume 1, pp. 247–288. [Google Scholar]
- Newman, W.H.; Glasser, W.G. Engineering Plastics from Lignin, XII: Synthesis and Performance of Lignin Adhesives with Isocyanate And Melamine. Holzforschung 1985, 39, 345–353. [Google Scholar] [CrossRef]
- Gardner, D.; Sellers, T., Jr. Formulation of a Lignin-Based Plywood. For. Prod. J. 1986, 36, 61–67. [Google Scholar]
- Mansouri, N.E.; Pizzi, A.; Salvado, J. Lignin-Based Wood Panel Adhesives without Formaldehyde. Holz. Roh. Werkst. 2007, 65, 65–70. [Google Scholar] [CrossRef]
- Mansouri, N.E.; Pizzi, A.; Salvado, J. Lignin-Based Polycondensation Resins for Wood Adhesives. J. Appl. Polym. Sci. 2007, 103, 1690–1699. [Google Scholar] [CrossRef]
- Lei, H.; Pizzi, A.; Du, G. Environment-Friendly, Mixed Tannin/Lignin Wood Resins. J. Appl. Polym. Sci. 2008, 107, 203–209. [Google Scholar] [CrossRef]
- Amaral-Labat, G.A.; Pizzi, A.; Goncalves, A.R.; Celzard, A.; Rigolet, S. Environment-Friendly Soy Flour-Based Resins without Formaldehyde. J. Appl. Polym. Sci. 2008, 108, 624–632. [Google Scholar] [CrossRef]
- Navarrete, P.; Pizzi, A.; Pasch, H.; Delmotte, L. Study on Lignin-Glyoxal Reaction by MALDI-TOF and CP-MAS 13C NMR. J. Adhes. Sci. Technol. 2012, 26, 1069–1082. [Google Scholar] [CrossRef]
- Ang, A.F.; Ashaari, Z.; Bakar, E.S.; Ibrahim, N.A. Possibility of Enhancing the Dimensional Stability of Jelutong (Dyera costulata) Wood Using Glyoxalated Alkali Lignin-Phenolic Resin as Bulking Agent. Eur. J. Wood Prod. 2018, 76, 269–282. [Google Scholar] [CrossRef]
- Younesi-Kordkheili, H.; Pizzi, A. Some of Physical and Mechanical Properties of Particleboard Panels Bonded with Phenol-Lignin-Glyoxal Resin. J. Adhes. 2019, 2019, 1–11. [Google Scholar] [CrossRef]
- Younesi-Kordkheili, H. Ionic Liquid Modified Lignin-Phenol-Glyoxal Resin: A Green Alternative Resin for Production of Particleboards. J. Adhes. 2019, 95, 1075–1087. [Google Scholar] [CrossRef]
- Aziz, N.A.; Latip, A.F.A.; Peng, L.C.; Latif, N.H.A.; Brosse, N.; Hashim, R.; Hussin, M.H. Reinforced Lignin-Phenol-Glyoxal (LPG) Wood Adhesives from Coconut Husk. Int. J. Biol. Macromol. 2019, 141, 185–196. [Google Scholar] [CrossRef] [PubMed]
- Hussin, M.H.; Aziz, A.A.; Iqbal, A.; Ibrahim, M.N.M.; Latif, N.H.A. Development and Characterization Novel Bio-Adhesive for Wood Using Kenaf Core (Hibiscus cannabinus) Lignin and Glyoxal. Int. J. Biol. Macromol. 2019, 122, 713–722. [Google Scholar] [CrossRef] [PubMed]
- Siahkamari, M.; Emmanuel, S.; Hodge, D.B.; Nejad, M. Lignin-Glyoxal: A Fully Biobased Formaldehyde-Free Wood Adhesive for Interior Engineered Wood Products. ACS Sustain. Chem. Eng. 2022, 10, 3430–3441. [Google Scholar] [CrossRef]
- Pizzi, A.; Orovan, E.; Cameron, F.A. The Development of Weather- and Boil-Proof Phenol-Resorcinol-Furfural Cold-Setting Adhesives. Holz. Roh. Werkst. 1984, 42, 467–472. [Google Scholar] [CrossRef]
- Patel, R.D.; Patel, R.G.; Patel, V.S.; Pearce, E.M. Kinetic Investigation on the Curing of Phenol-Furfural Resin by Differential Scanning Calorimetry. J. Appl. Polym. Sci. 1987, 34, 2583–2589. [Google Scholar] [CrossRef]
- Abdullah, U.H.B.; Pizzi, A. Tannin-Furfuryl Alcohol Wood Panel Adhesives without Formaldehyde. Eur. J. Wood Prod. 2013, 71, 131–132. [Google Scholar] [CrossRef]
- Dongre, P.; Driscoll, M.; Amidon, T.E.; Bujanovic, B. Lignin-Furfural Based Adhesives. Energies 2015, 8, 7897–7914. [Google Scholar] [CrossRef]
- Zhang, Y.; Yuan, Z.; Xu, C. Engineering Biomass into Formaldehyde-Free Phenolic Resin for Composite Materials. AIChE J. 2015, 61, 1275–1283. [Google Scholar] [CrossRef]
- Zhang, Y.; Nanda, M.; Tymchyshyn, M.; Yuan, Z.; Xu, C. Mechanical, Thermal, and Curing Characteristics of Renewable Phenol-Hydroxymethylfurfural Resin for Application in Bio-Composites. J. Mater. Sci. 2016, 51, 732–738. [Google Scholar] [CrossRef]
- Zhang, Y.; Yuan, Z.; Mahmood, N.; Huang, S.; Xu, C. Sustainable Bio-Phenol-Hydroxymethylfurfural Resins Using Phenolated De-Polymerized Hydrolysis Lignin and Their Application in Bio-Composites. Ind. Crops Prod. 2016, 79, 84–90. [Google Scholar] [CrossRef]
- Zhang, Y.; Ferdosian, F.; Yuan, Z.; Xu, C. Sustainable Glucose-Based Phenolic Resin and Its Curing with a DGEBA Epoxy Resin. J. Taiwan Inst. Chem. Eng. 2017, 71, 381–387. [Google Scholar] [CrossRef]
- Cheng, Y.; Sui, G.; Liu, H.; Wang, X.; Yang, X.; Wang, Z. Preparation of Highly Phenol Substituted Bio-Oil–Phenol–Formaldehyde Adhesives with Enhanced Bonding Performance Using Furfural as Crosslinking Agent. J. Appl. Polym. Sci. 2019, 136, 46995. [Google Scholar] [CrossRef]
- Sui, G.; Cheng, Y.; Yang, X.; Wang, X.; Wang, Z. Use of Sustainable Glucose and Furfural in the Synthesis of Formaldehyde-Free Phenolic Resole Resins. J. Appl. Polym. Sci. 2019, 136, 47733. [Google Scholar] [CrossRef]
- Santiago-Medina, F.J.; Foyer, G.; Pizzi, A.; Calliol, S.; Delmotte, L. Lignin-Derived Non-Toxic Aldehydes for Ecofriendly Tannin Adhesives for Wood Panels. Int. J. Adhes. Adhes. 2016, 70, 239–248. [Google Scholar] [CrossRef]
- Foyer, G.; Chanfi, B.-H.; Virieux, D.; David, G.; Caillol, S. Aromatic Dialdehyde Precursors from Lignin Derivatives for the Synthesis of Formaldehyde-Free and High Char Yield Phenolic Resins. Eur. Polym. J. 2016, 77, 65–74. [Google Scholar] [CrossRef]
- Foyer, G.; Chanfi, B.H.; Boutevin, B.; Caillol, S.; David, G. New Method for the Synthesis of Formaldehyde-Free Phenolic Resins from Lignin-Based Aldehyde Precursors. Eur. Polym. J. 2016, 74, 296–309. [Google Scholar] [CrossRef]
- Pizzi, A.; Walton, T. Non-Emulsifiable, Water-Based Diisocyanate Adhesives for Exterior Plywood, Part 1: Novel Reaction Mechanisms and Their Chemical Evidence. Holzforschung 1992, 46, 541–547. [Google Scholar] [CrossRef]
- Pizzi, A.; Valenzuela, J.; Westermeyer, C. Non-Emulsifiables, Water-Based, Diisocyanate Adhesives for Exterior Plywood, Part 2: Industrial Application. Holzforschung 1993, 47, 69–72. [Google Scholar] [CrossRef]
- Simon, C.; George, B.; Pizzi, A. Copolymerization in UF/pMDI Adhesives Networks. J. Appl. Polym. Sci. 2002, 86, 3681–3688. [Google Scholar] [CrossRef]
- Mansouri, H.R.; Pizzi, A.; Leban, J.M. Improved Water Resistance of UF Adhesives for Plywood by Small pMDI Additions. Holz. Roh. Werkst. 2006, 64, 218–220. [Google Scholar] [CrossRef]
- Younesi-Kordkheili, H.; Pizzi, A. Improving the Physical and Mechanical Properties of Particleboards Made from Urea–Glyoxal Resin by Addition of pMDI. Eur. J. Wood Prod. 2018, 76, 871–876. [Google Scholar] [CrossRef]
- Greer, A.J.; Jacquemin, J.; Hardacre, C. Industrial Applications of Ionic Liquids. Molecules 2020, 25, 5207. [Google Scholar] [CrossRef] [PubMed]
- Kowalczyk, K.; Spychaj, T. Ionic Liquids as Convenient Latent Hardeners of Epoxy Resins. Polimery 2003, 48, 833. [Google Scholar] [CrossRef]
- Rahmathullah, A.M.; Jeyarajasingam, A.; Merritt, B.; Van Landingham, M.; McKnight, S.H.; Palmese, G.R. Room Temperature Ionic Liquids as Thermally Latent Initiators for Polymerization of Epoxy Resins. Macromolecules 2009, 42, 3219. [Google Scholar] [CrossRef]
- Soares, B.G.; Livi, S.; Duchert-Rumeau, J.; Gerard, J.F. Synthesis and Characterization of Epoxy/MCDEA Networks Modified with Imidazolium-Based Ionic Liquids. Macromol. Mater. Eng. 2011, 296, 826. [Google Scholar] [CrossRef]
- Maka, H.; Spychaj, T. Epoxy Resin Crosslinked with Conventional and Deep Eutectic Ionic Liquids. Polimery 2012, 57, 6. [Google Scholar] [CrossRef]
- Mąka, H.; Spychaj, T.; Pilawka, R. Epoxy Resin/Ionic Liquid Systems: The Influence of Imidazolium Cation Size and Anion Type on Reactivity and Thermomechanical Properties. Ind. Eng. Chem. Res. 2012, 51, 5197–5206. [Google Scholar] [CrossRef]
- Carvalho, A.P.A.; Santos, D.F.; Soares, B.G. Epoxy/Imidazolium-Based Ionic Liquid Systems: The Effect of the Hardener on the Curing Behavior, Thermal Stability, and Microwave Absorbing Properties. J. Appl. Polym. Sci. 2020, 137, 48326. [Google Scholar] [CrossRef]
- Harikrishnan, P.; Sanjay, M.R.; Senthilkumar, K.; Sabarish, R.; Nishar, H.; Suchart, S.; Jyotishkumar, P. Accelerated Weathering Studies of Bioepoxy/Ionic Liquid Blends: Influence on Physical, Thermo-Mechanical, Morphology and Surface Properties. Mater. Res. Express 2020, 7, 025302. [Google Scholar]
- Younesi-Kordkheili, H.; Pizzi, A. Acid Ionic Liquids as a New Hardener in Urea-Glyoxal Adhesive Resins. Polymers 2016, 8, 57. [Google Scholar] [CrossRef] [PubMed]
- Younesi-Kordkheili, H.; Pizzi, A. Ionic Liquids as Enhancers of Urea-Glyoxal Panel Adhesives as Substitutes of Urea-Formaldehyde Resins. Eur. J. Wood Prod. 2017, 5, 481–483. [Google Scholar] [CrossRef]
- Trosa, A.; Pizzi, A. A No-Aldehyde Emission Hardener for Tannin-Based Wood Adhesives. Holz. Roh. Werkst. 2001, 59, 266–271. [Google Scholar] [CrossRef]
- Pizzi, A. Wood Products And Green Chemistry. Ann. For. Sci. 2016, 73, 185–203. [Google Scholar] [CrossRef]
- Pizzi, A. Chemistry and Technology of Cold- and Thermosetting Tannin-Based Exterior Wood Adhesives. Ph.D. Thesis, University of the Orange Free State, Bloemfontein, South Africa, 1978. [Google Scholar]
- Pichelin, F.; Kamoun, C.; Pizzi, A. Hexamine Hardener Behaviour—Effects on Wood Glueing, Tannin And Other Wood Adhesives. Holz. Roh. Werkst. 1999, 57, 305–317. [Google Scholar] [CrossRef]
- Pichelin, F.; Nakatani, M.; Pizzi, A.; Wieland, S.; Despres, A.; Rigole, S. Structural Beams from Thick Wood Panels Bonded Industrially with Formaldehyde-Free Tannin Adhesives. Forest Prod. J. 2006, 56, 31–36. [Google Scholar]
- Moubarik, A.; Allal, A.; Pizzi, A.; Charrier, F.; Charrier, B. Characterization of a Formaldehyde-Free Cornstarch-Tannin Wood Adhesive for Interior Plywood. Eur. J. Wood Prod. 2010, 68, 427–433. [Google Scholar] [CrossRef]








{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Substitute of Formaldehyde | Properties of the Resin | Properties of Plywood | Literature |
|---|---|---|---|
| Glyoxal | Appearance light yellow liquid Viscosity 41.0 mPa·s Nonvolatile solid content 54.7% | Dry shear strength 0.90 MPa | [25] |
| Glyoxal | Appearance light yellow liquid Viscosity 25.0 mPa·s Nonvolatile solid content 48.2% | Dry shear strength 0.98 MPa | [26] |
| Glyoxal | Appearance light yellow liquid Viscosity 65–500 mPa·s Nonvolatile solid content 48.8–51.6% | Dry shear strength 0.70–0.93 MPa | [27] |
| Glyoxal + glutaraldehyde | Viscosity 390–2890 mPa·s Nonvolatile solid content 48.5–49.0% | Dry shear strength 0.59–0.76 Mpa 24 h Cold water shear strength 0.63–1.48 MPa | [28] |
| Glutaraldehyde | Viscosity 1000 mPa·s Nonvolatile solid content 56.0–60.0% | Shear strength 2.83–5.91 MPa | [29] |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Chrobak, J.; Iłowska, J.; Chrobok, A. Formaldehyde-Free Resins for the Wood-Based Panel Industry: Alternatives to Formaldehyde and Novel Hardeners. Molecules 2022, 27, 4862. https://doi.org/10.3390/molecules27154862
Chrobak J, Iłowska J, Chrobok A. Formaldehyde-Free Resins for the Wood-Based Panel Industry: Alternatives to Formaldehyde and Novel Hardeners. Molecules. 2022; 27(15):4862. https://doi.org/10.3390/molecules27154862
Chicago/Turabian StyleChrobak, Justyna, Jolanta Iłowska, and Anna Chrobok. 2022. "Formaldehyde-Free Resins for the Wood-Based Panel Industry: Alternatives to Formaldehyde and Novel Hardeners" Molecules 27, no. 15: 4862. https://doi.org/10.3390/molecules27154862
APA StyleChrobak, J., Iłowska, J., & Chrobok, A. (2022). Formaldehyde-Free Resins for the Wood-Based Panel Industry: Alternatives to Formaldehyde and Novel Hardeners. Molecules, 27(15), 4862. https://doi.org/10.3390/molecules27154862