
Linking Visual and Stress Wave Grading of Beech Wood from the Log to the Sawmill Product †



Abstract
:1. Introduction
2. Material and Methods
2.1. Sampling and Visual Grading of Logs
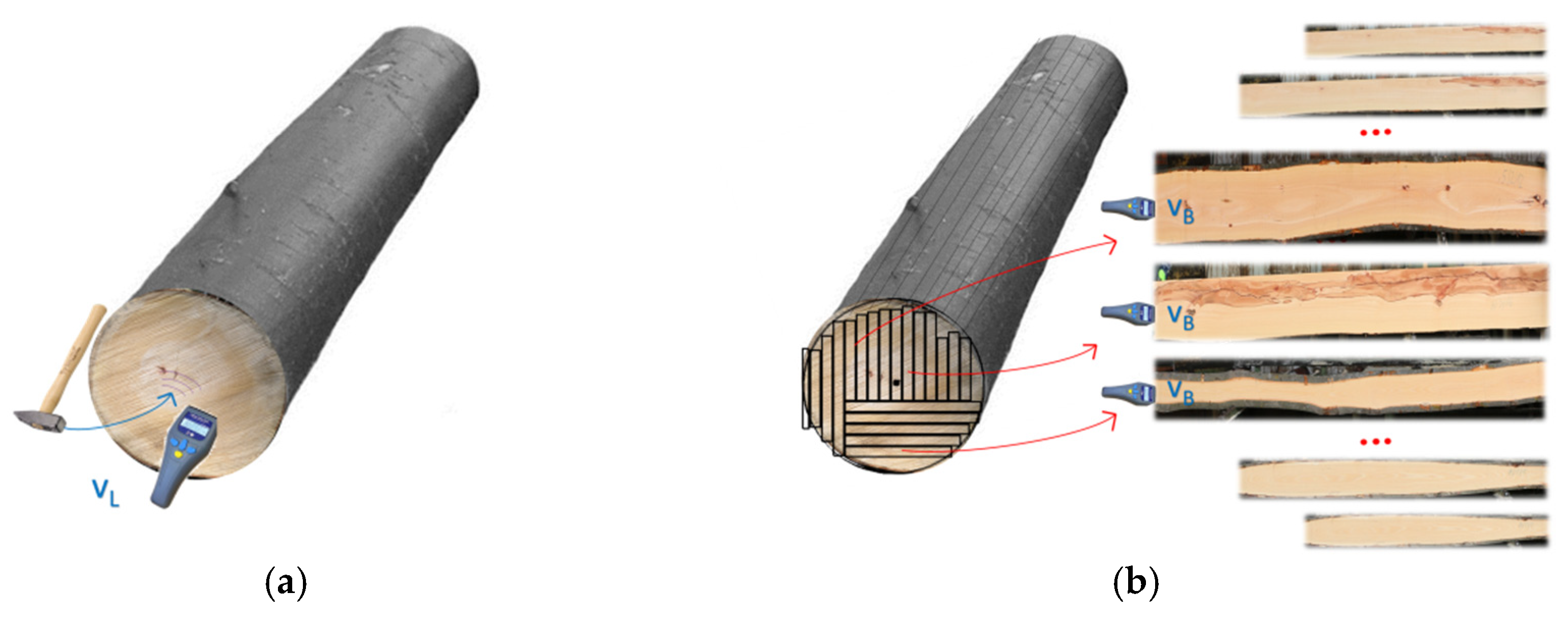
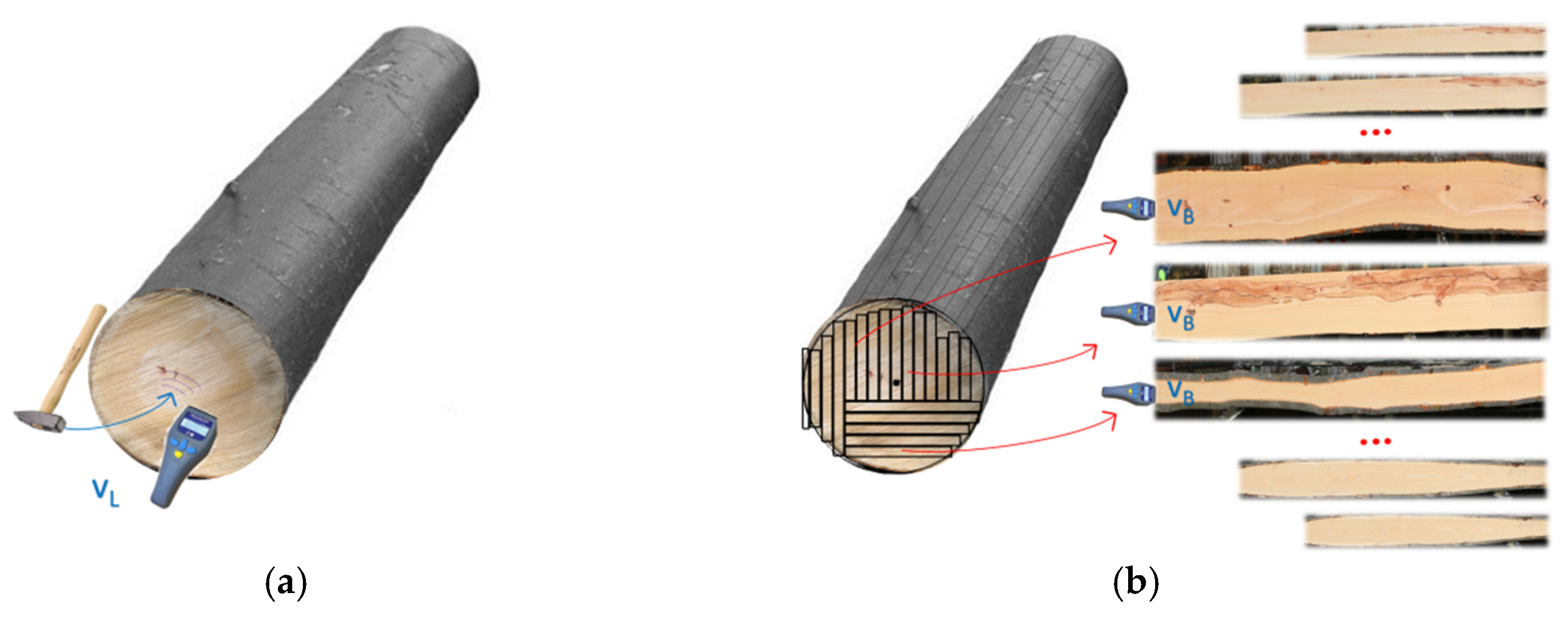
2.2. Determining the Stress Wave Velocity in Logs
2.3. Sampling and Production of Sawn Timber, Visual Grading and Non-Destructive Testing
3. Results and Discussion
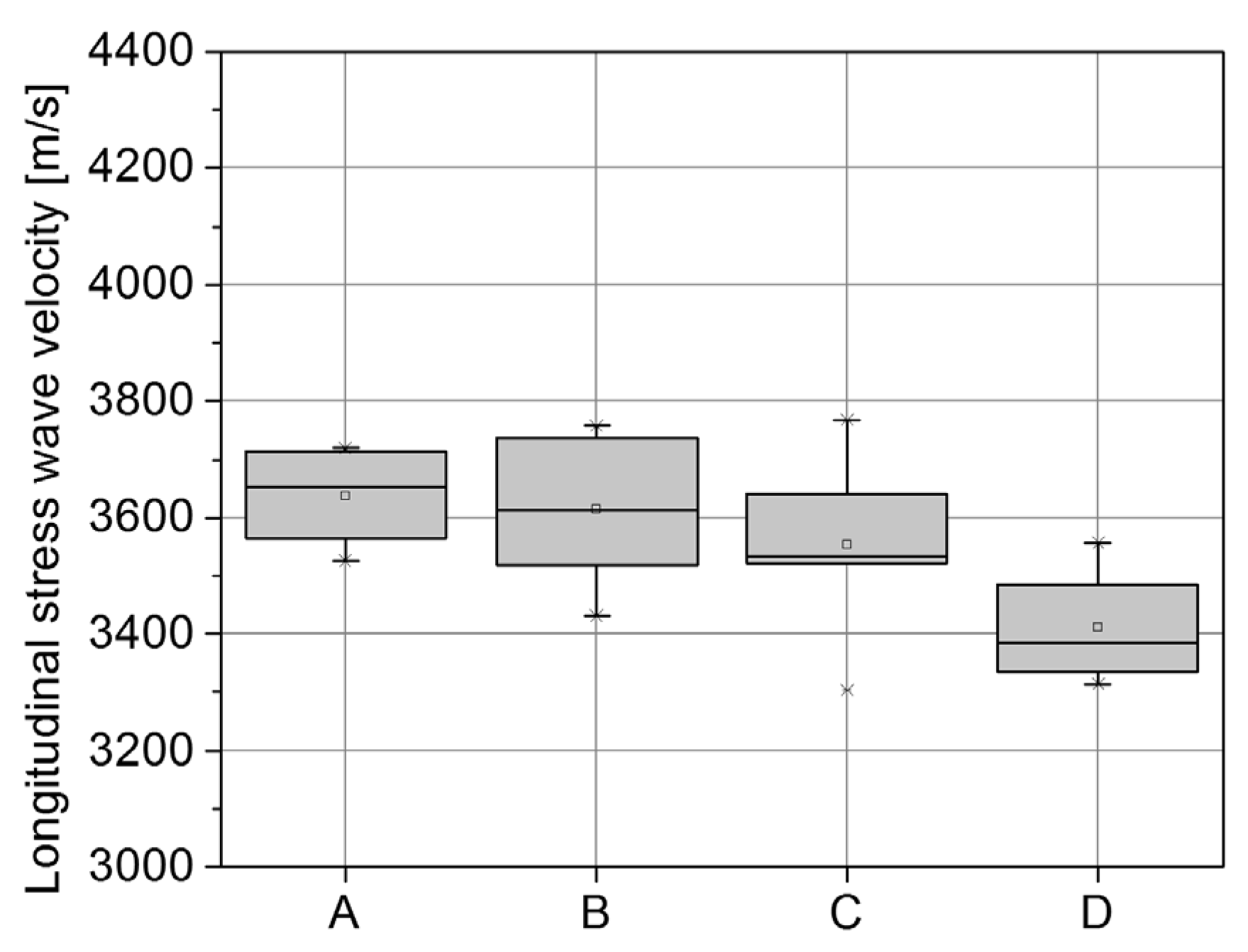
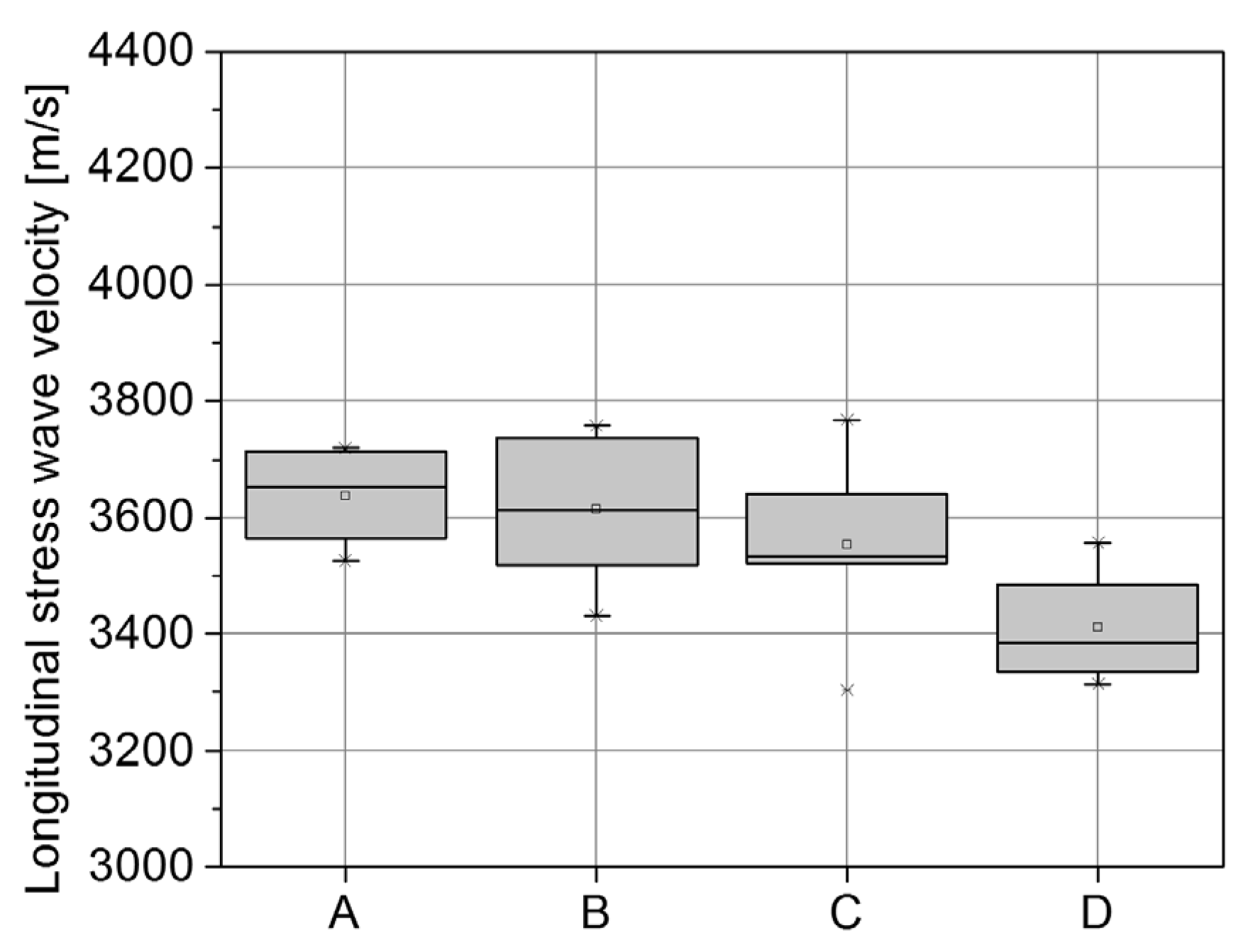
3.1. Visual Grading of Logs and Stress Wave Velocity
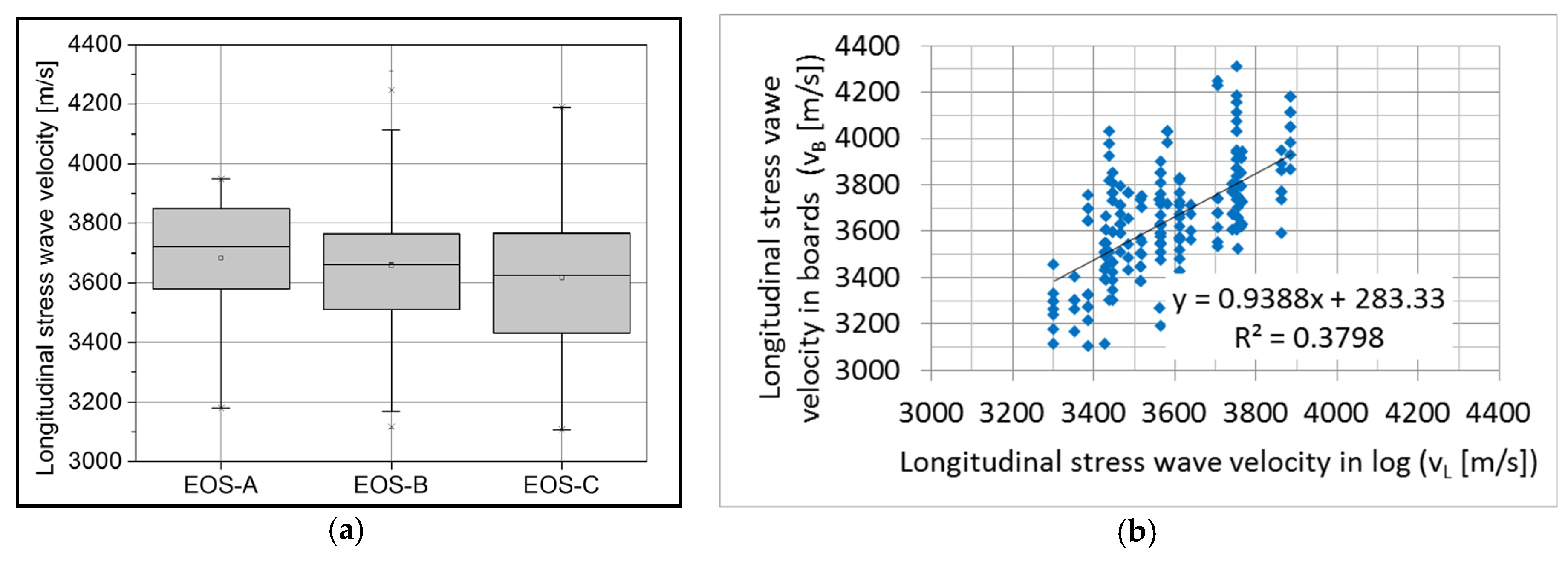
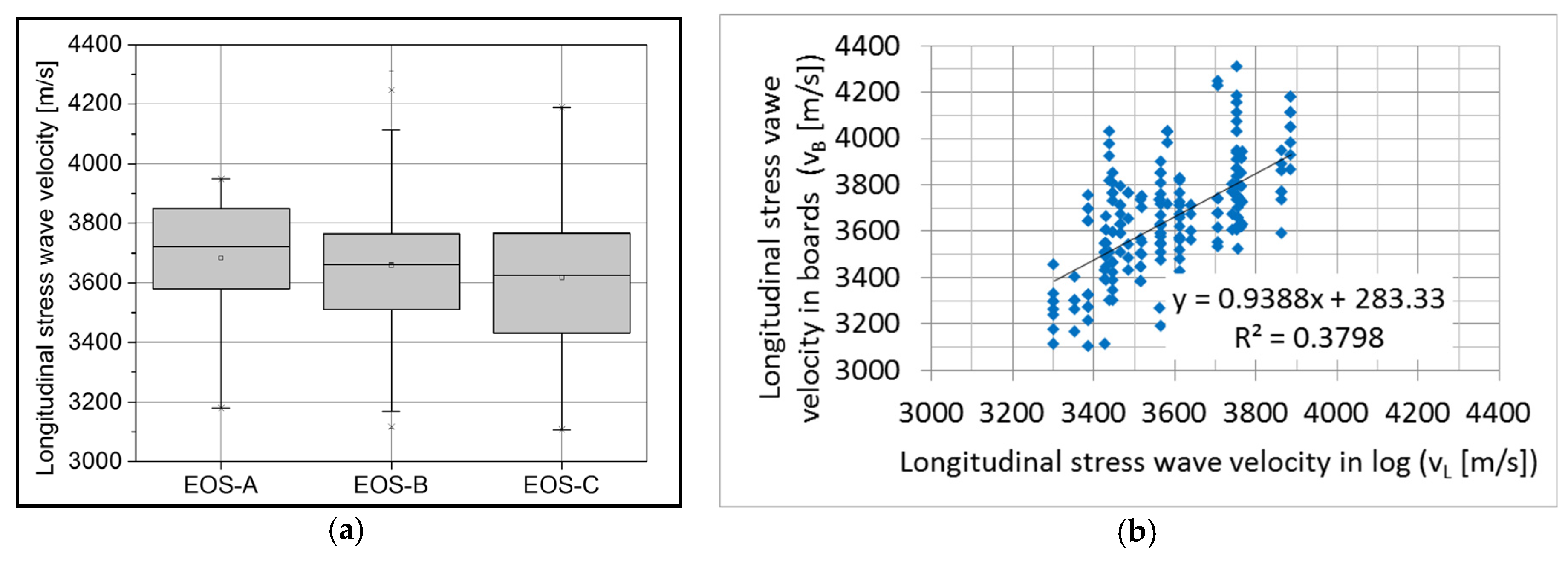
3.2. Visual Grading of Sawn Wood, Stress Wave Velocity and Dependence on Log Quality
4. Conclusions
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Marenče, J.; Šega, B.; Gornik Bučar, D. Monitoring the Quality and Quantity of Beechwood from Tree to Sawmill Product. Croat. J. For. Eng. 2020, 41, 119–128. [Google Scholar] [CrossRef]
- Torkaman, J.; Vaziri, M.; Sandberg, D.; Limae, S.M. Relationship between branch-scar parameters and knot features of oriental beech (Fagus orientalis Libsky). Wood Mater. Sci. Eng. 2018, 13, 1–4. [Google Scholar] [CrossRef]
- Knoke, T. Predicting red heartwood formation in beech trees (Fagus sylvatica L.). Ecol. Model. 2003, 169, 292–312. [Google Scholar] [CrossRef]
- Karaszewski, Z.; Bembenek, M.; Mederski, P.S.; Szczepanska-Alvarez, A.; Byczkowski, R.; Kozlowska, A.; Mischnowicz, K.; Przytula, W. Identifying beech round wood quality—Distributions and the influence of defects on grading. Drewno 2013, 56, 39–54. [Google Scholar] [CrossRef]
- European Committee for Standardization. EN 1316-1 Hardwood Round Timber—Qualitative Classification—Part 1: Oak and Beech; CEN: Brussels, Belgium, 2010; p. 9. [Google Scholar]
- Erhart, T.; Fink, G.; Steiger, R.; Frangi, A. Strength gradig of European beech lamellas for the production of GLT and CLT. In Proceedings of the International Network on Timber Engineering Research—Meeting 49, Graz, Austria, 16–19 August 2016; pp. 29–42. [Google Scholar]
- Gorišek, Ž.; Plačak, D.; Gornik Bučar, D.; Merela, M.; Čufar, K.; Straže, A. Physical and mechanical properties of green and dry wood in beech stems blown down in ice storm. Acta Silvae Et Ligni 2017, 112, 7–20. [Google Scholar] [CrossRef]
- Račko, V. Verify the accuracy of estimation the model between dimensional characteristics of branch scar and the location of the knot in the beech trunk. For. Wood Technol. 2013, 84, 60–65. [Google Scholar]
- Longuetaud, F.; Mothe, F.; Kerautret, B.; Krähenbühl, A.; Hory, L.; Leban, J.M.; Debled-Rennesson, I. Automatic knot detection and measurements from X-ray CT images of wood. A review and validation of an improved algorithm on softwood samples. Comput. Electron. Agric. 2012, 85, 77–89. [Google Scholar] [CrossRef]
- Sioma, A. Assessment of wood surface defects based on 3D image analysis. Wood Res. 2015, 60, 339–350. [Google Scholar]
- Wang, X.; Carter, P.; Ross, R.J.; Brashaw, B.K. Acoustic assessment of wood quality of raw materials—a path to increased profitability. For. Prod. J. 2007, 57, 6–14. [Google Scholar]
- Ross, R. Nondestructive Evaluation of Wood; Forest Producty Laboratory: Madison, WI, USA, 2015; p. 169. [Google Scholar]
- Krajnc, L.; Kadunc, A.; Straže, A. The use of ultrasound velocity and damping for the detection of internal structural defects in standing trees of European beech and Norway spruce. Holzforschung 2019, 73, 807–836. [Google Scholar] [CrossRef]
- Carter, P.; Wang, X.; Ross, R.J. Field application of processor head acoustic technology in forest harvest operations. In Proceedings of the 18th International Nondestructive Testing and Evaluation of Wood Symposium, Madsion, WI, USA, 24–27 September 2013; pp. 7–14. [Google Scholar]
- European Committee for Standardization. EN 1310 Round and Sawn Timber—Method of Measurement of Features; CEN: Brussels, Belgium, 1997; p. 22. [Google Scholar]
- European Organization for the Sawmill Industry. Grading Rules for Unedged Lumber—Beech; HolzAbsatzFonds: Bonn, Germany, 2014. [Google Scholar]
- Frühwald, K.; Schickhofer, G. Strength grading of hardwoods. In Proceedings of the 8th World Conference on Timber Engineering, Lahti, Finland, 14–17 June 2004; pp. 675–679. [Google Scholar]
- Rais, A.; Pretzsch, H.; Kuilen, J.W.G. European beech log and lumber grading in wet and dry conditions using longitudinal vibration. Holzforschung 2020, 74, 939–947. [Google Scholar] [CrossRef]

{kind=link}
{kind=link}
{kind=link}
| Log Quality | Perc. of Logs (%) | No. of Boards | Perc. of Boards (%) | EOS-A (%) | EOS-B (%) | EOS-C (%) | Unsorted 1 (%) |
|---|---|---|---|---|---|---|---|
| A | 8.3 | 39 | 15.5 | 15.2 | 66.7 | 15.2 | 3.0 |
| B | 66.7 | 174 | 69.5 | 12.2 | 52.0 | 33.8 | 2.0 |
| C | 20.8 | 32 | 12.7 | 3.7 | 51.9 | 42.4 | 2.0 |
| D | 4.2 | 1 | 2.3 | 0.0 | 38.0 | 60.0 | 2.0 |
| Sum | 100.0 | 250 | 100.0 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Straže, A.; Plavčak, D.; Žveplan, E.; Gorišek, Ž. Linking Visual and Stress Wave Grading of Beech Wood from the Log to the Sawmill Product. Environ. Sci. Proc. 2021, 3, 65. https://doi.org/10.3390/IECF2020-08450
Straže A, Plavčak D, Žveplan E, Gorišek Ž. Linking Visual and Stress Wave Grading of Beech Wood from the Log to the Sawmill Product. Environmental Sciences Proceedings. 2021; 3(1):65. https://doi.org/10.3390/IECF2020-08450
Chicago/Turabian StyleStraže, Aleš, Denis Plavčak, Ervin Žveplan, and Željko Gorišek. 2021. "Linking Visual and Stress Wave Grading of Beech Wood from the Log to the Sawmill Product" Environmental Sciences Proceedings 3, no. 1: 65. https://doi.org/10.3390/IECF2020-08450
APA StyleStraže, A., Plavčak, D., Žveplan, E., & Gorišek, Ž. (2021). Linking Visual and Stress Wave Grading of Beech Wood from the Log to the Sawmill Product. Environmental Sciences Proceedings, 3(1), 65. https://doi.org/10.3390/IECF2020-08450