
Effect of Cyclic Close Die Forging on the Microstructure and Mechanical Properties of Ti–5Al–3Mo–1.5V Alloy †

Abstract
:1. Introduction
2. Experimental Procedure
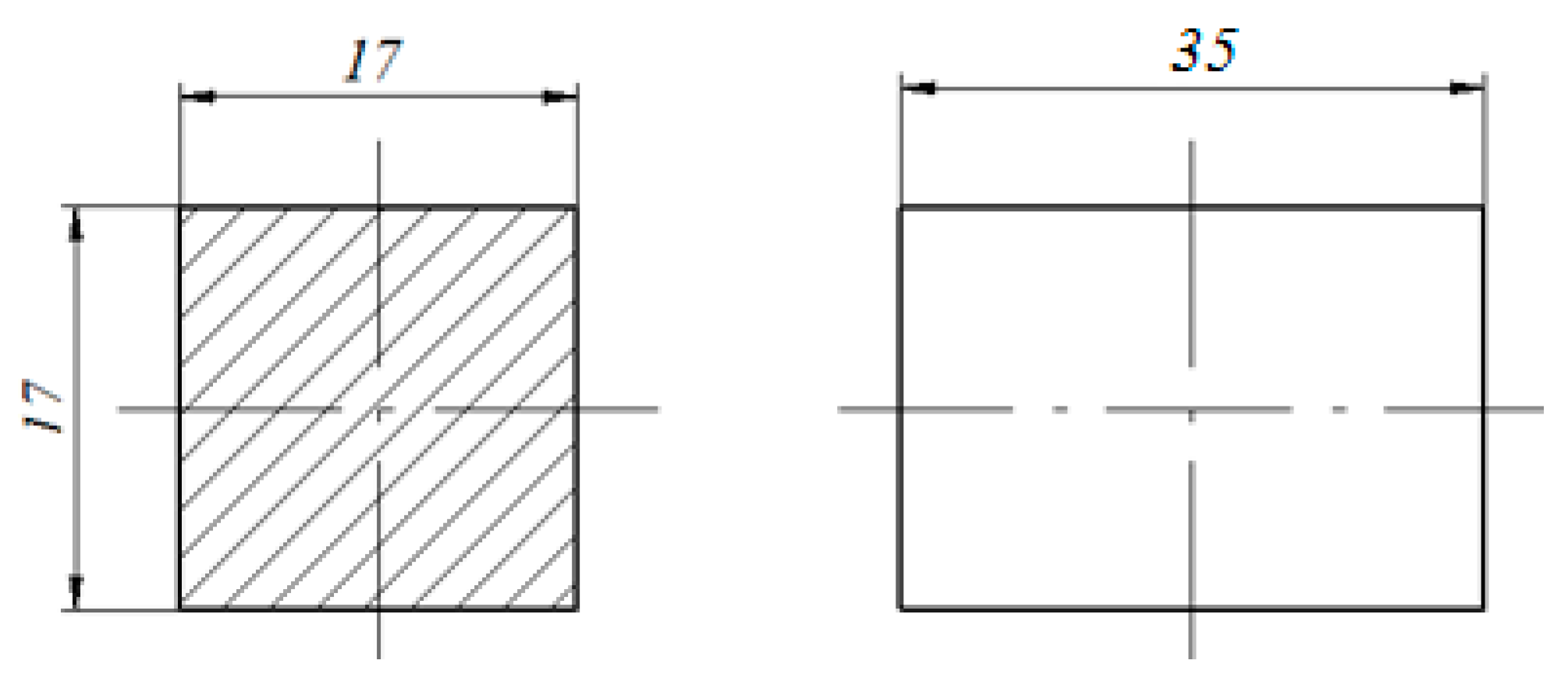
2.1. Materials
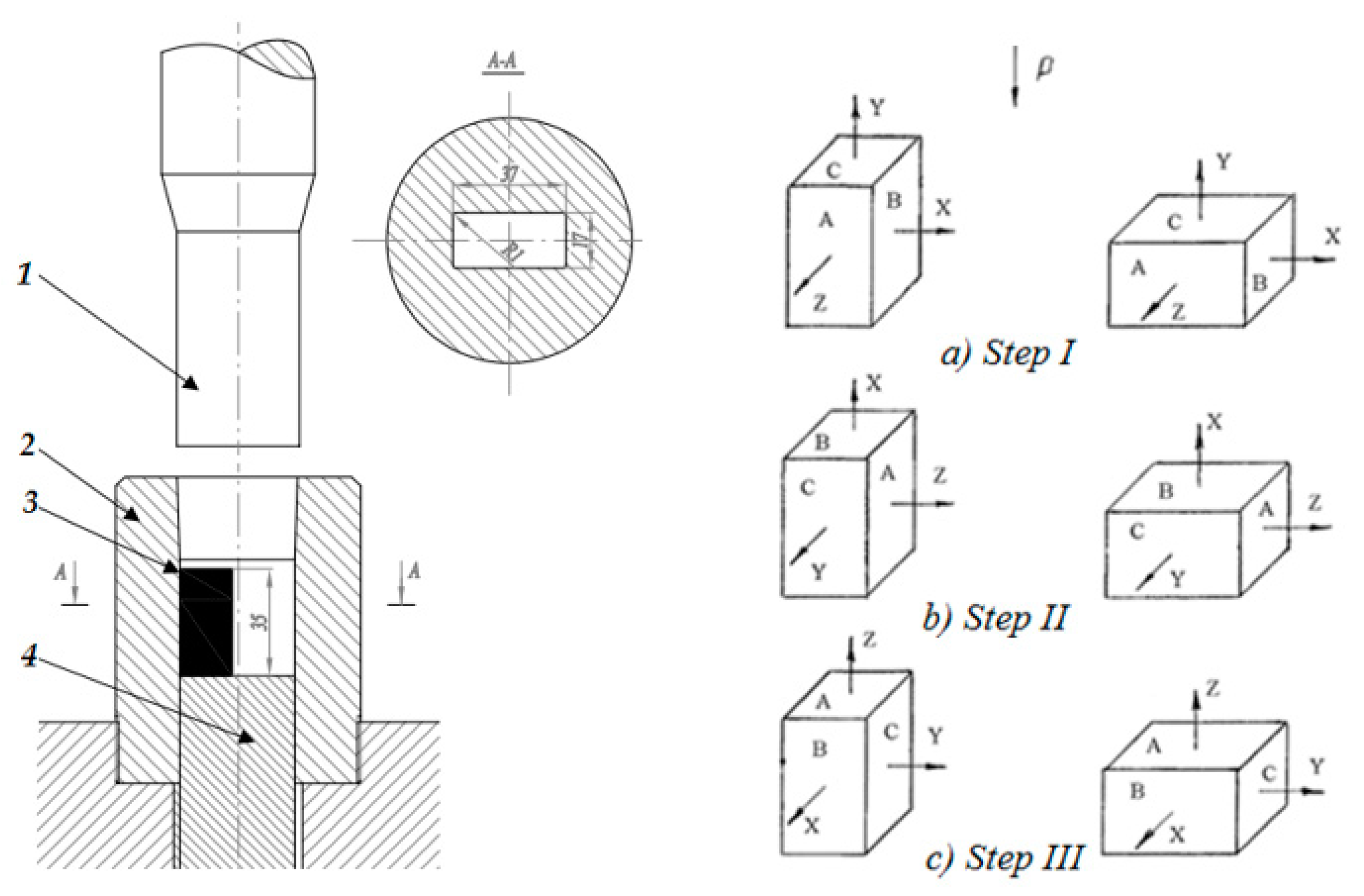
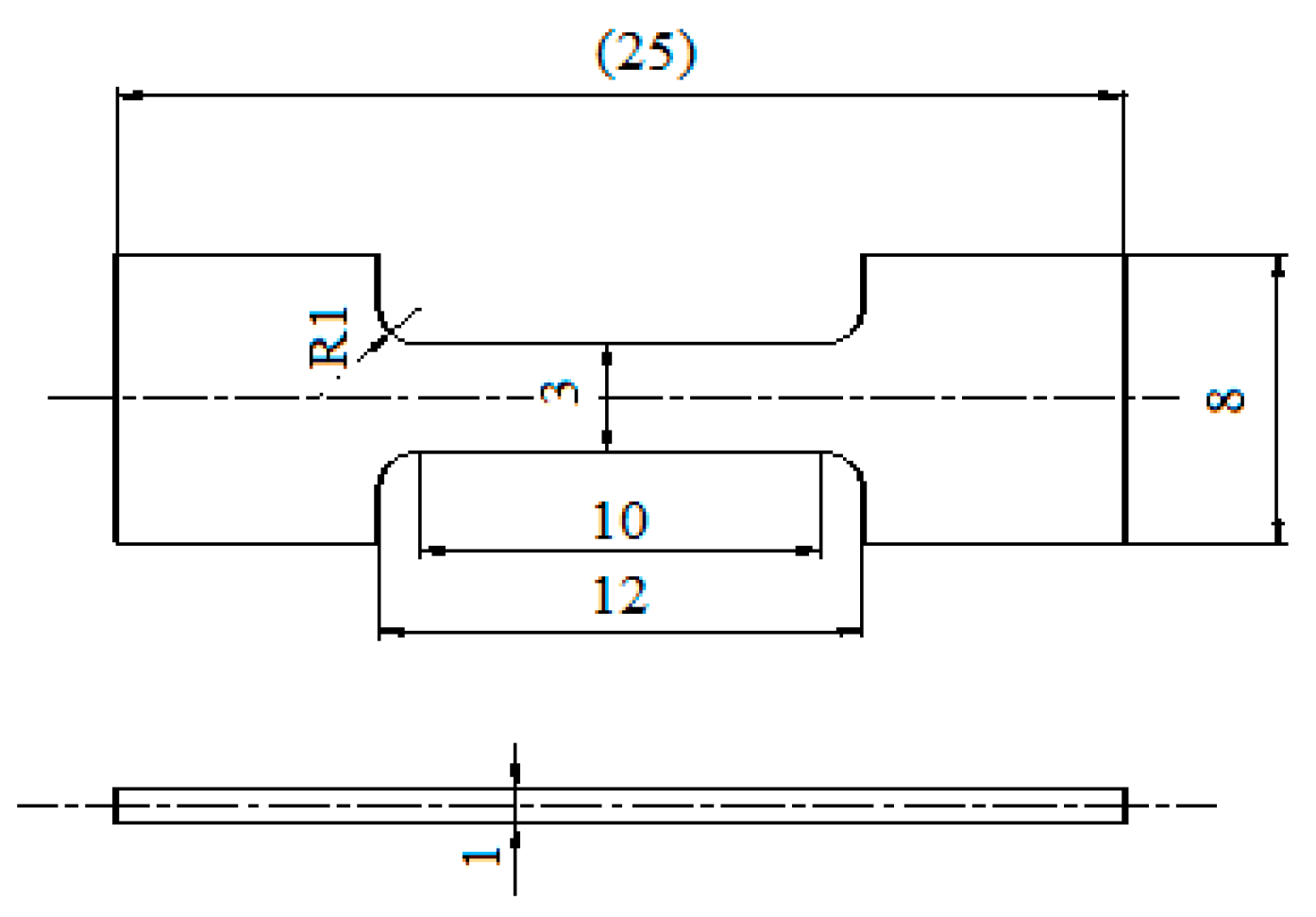
2.2. The Experimental Method
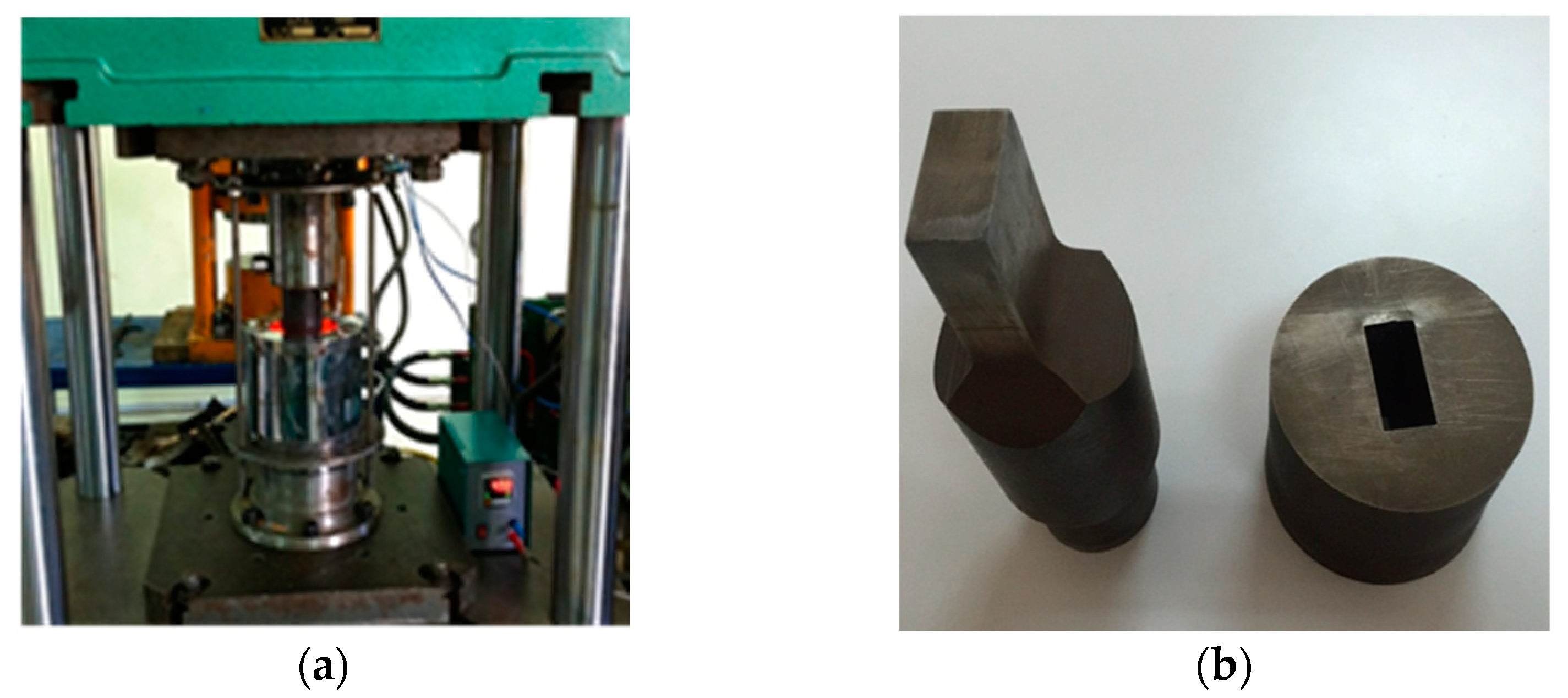
2.3. Experimental Conditions and Equipment
3. Results and Discussion
4. Conclusions
Conflicts of Interest
References
- Ermachenko, A.G.; Lutfullin, R.Y.; Mulyukov, R.R. Technologies of Processing Titanium Alloys and their applications in Industry. Rev. Adv. Mater. Sci. 2011, 29, 68–82. [Google Scholar]
- Motyka, M.; Kubiak, K.; Sieniawski, J.; Ziaja, W. Hot Plasticity of Alpha Beta Alloys; Department of Materials Science, Rzeszow University of Technology Poland: Rzeszów, Poland, 2002. [Google Scholar]
- Stolyarov, V.V. Mechanical and Functional Properties of Titanium Alloys Processed by Severe Plastic Deformation. Mater. Sci. Forum 2011, 137–148. [Google Scholar] [CrossRef]
- Authors Group of ASM Handbook Committee. Metals Handbook Volume 14–Forming and Forging; ASM International: Almere, The Netherlands, 1993. [Google Scholar]
- Giuliano, G. Superplastic Forming of Advanced Metallic Material; Woodhead Publishing Limited: Cambridge, UK, 2011. [Google Scholar]
- Nieh, T.G.; Wadsworh, J.; Sherby, O.D. Superplasticity in Metals and Ceramics; Cambridge University Press: Cambridge, UK, 2005. [Google Scholar]
- Sieniawski, J.; Motyka, M. Superplasticity in Titanium alloys. J. Achiev. Mater. Manuf. Eng. 2007, 24, 123–130. [Google Scholar]
- Valiev, R.Z.; Islamgaliev, R.K.; Alexandrov, I.V. Bulk Nanostructured Materials from Severe Plastic Deformation. Progress Mater. Sci. 2000, 45, 103–189. [Google Scholar] [CrossRef]
- Sheik, H.M.; Sanjeev, S.; Brijesh, K. A Review of Severe Plastic Deformation. Int. Refereed J. Eng. Sci. 2017, 6, 66–85. [Google Scholar]
- Metayer, J.; Bing, Y.E.; Wei, G.; Wang, Q.-D.; Zhou, H.; Mollet, F. Microstructure and mechanical properties of Mg–Si alloys processed by cyclic closed-die forging. Trans. Nonferrous Metals Soc. China 2014, 24, 66–75. [Google Scholar] [CrossRef]
- ASTM E 112. Standard Test Methods for Determining Average Grain Size; ASTM: West Conshohocken, PA, USA, 1967. [Google Scholar]
- ISO 14250. Steel—Metallographic Characterization of Duplex Grain Size and Distributions; ISO: London, UK, 2007. [Google Scholar]
- Snyder, R.W.; Graff, H.F. Study of grain size in hardened high-speed steel. Metal Progress 1938, 33, 377–380. [Google Scholar]









{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Element | Al | Mo | V | Zr | Si | Fe | O | N | Ti |
|---|---|---|---|---|---|---|---|---|---|
| Wt % | 5.36 | 3.27 | 1.54 | 0.30 | 0.045 | 0.152 | 0.037 | 0.015 | Balance |
| No. | Deformation Temperature (°C) | Number of Deformation Times (Times) |
|---|---|---|
| 1 | 850 | 3 |
| 2 | 850 | 6 |
| 3 | 850 | 9 |
| 4 | 900 | 3 |
| 5 | 900 | 6 |
| 6 | 900 | 9 |
| 7 | 950 | 3 |
| 8 | 950 | 6 |
| 9 | 950 | 9 |
| Material | Ultimate Tensile Stress (MPa) | Hardness (HB) | Tensile Elongation (%) | Reduction of Area (%) |
|---|---|---|---|---|
| Ti–5Al–3Mo–1.5V (casting state) | 980 | 255 ÷ 341 | ≥7 | ≥28 |
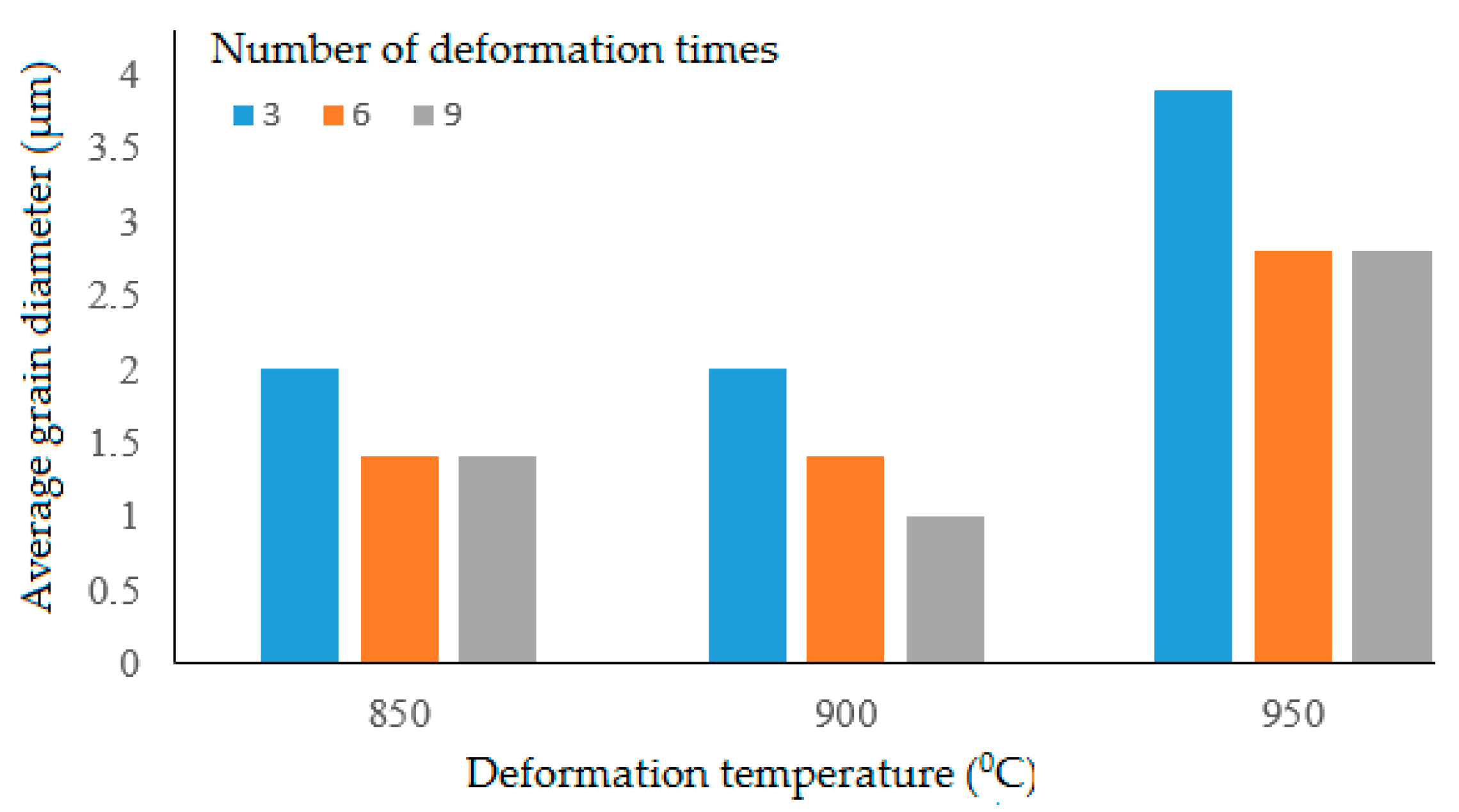
| No. | Number of Grains/mm2 | Grain Size Index | Average Grain Diameter (µm) |
|---|---|---|---|
| 1 | 382,500 | 3 | 2.0 |
| 2 | 425,000 | 6 | 1.4 |
| 3 | 435,000 | 9 | 1.4 |
| 4 | 392,500 | 3 | 2.0 |
| 5 | 455,000 | 6 | 1.4 |
| 6 | 837,500 | 9 | 1.0 |
| 7 | 75,000 | 3 | 3.9 |
| 8 | 105,000 | 6 | 2.8 |
| 9 | 125,000 | 9 | 2.8 |
| No. | 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 |
|---|---|---|---|---|---|---|---|---|---|
| Ultimate tensile stress (MPa) | 1362 | 1043 | 1266 | 1085 | 1117 | 1295 | 1055 | 1196 | 1142 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Nguyen, T.A.; Le, M.H.; Nguyen, M.T.; Pham, Q.V. Effect of Cyclic Close Die Forging on the Microstructure and Mechanical Properties of Ti–5Al–3Mo–1.5V Alloy. Mater. Proc. 2021, 3, 15. https://doi.org/10.3390/IEC2M-09304
Nguyen TA, Le MH, Nguyen MT, Pham QV. Effect of Cyclic Close Die Forging on the Microstructure and Mechanical Properties of Ti–5Al–3Mo–1.5V Alloy. Materials Proceedings. 2021; 3(1):15. https://doi.org/10.3390/IEC2M-09304
Chicago/Turabian StyleNguyen, Truong An, Manh Hung Le, Manh Tien Nguyen, and Quoc Viet Pham. 2021. "Effect of Cyclic Close Die Forging on the Microstructure and Mechanical Properties of Ti–5Al–3Mo–1.5V Alloy" Materials Proceedings 3, no. 1: 15. https://doi.org/10.3390/IEC2M-09304
APA StyleNguyen, T. A., Le, M. H., Nguyen, M. T., & Pham, Q. V. (2021). Effect of Cyclic Close Die Forging on the Microstructure and Mechanical Properties of Ti–5Al–3Mo–1.5V Alloy. Materials Proceedings, 3(1), 15. https://doi.org/10.3390/IEC2M-09304