Abstract
This focused on the fabrication process for difficult-to-machine materials with the aim of advancing manufacturing technology using wire arc additive manufacturing (WAAM). A multi-material axial-flow impeller with blades made of Inconel 718, a nickel-based alloy, and a hub made of SST 304, a general-purpose stainless steel, was developed using WAAM. Then, its industrial advantage was analyzed in terms of the machining time and tool usage required for fabrication. As a result of this study, it was found that for the axial-flow impeller with a tip diameter of 125.3 mm used in the study, a reduction in machining time of about 110 h and a reduction in tool usage of about 110 times could be expected.
1. Introduction
Wire arc additive manufacturing (WAAM) is a metal additive manufacturing technology that laminates weld beads by arc welding [1]. WAAM is more compatible with the fabrication of large parts and parts with blades because it has advantages such as a larger lamination pitch than additive manufacturing technology using metal powder, a wider variety of materials and lower material costs because it uses general-purpose welding wire. Historically, the idea of WAAM has existed for about 100 years [2]. However, even in recent years, active research has been conducted on its application to various industries. Applications include ship propellers [3], marine industrial housings [4], underwater thrusters [5], car body reinforcements [6], satellite antennas [7], aircraft components [8], satellite bases [9], turbomachinery impellers [10,11,12], piping with nozzles for nuclear power [13], elbows for the oil and gas industry [14], bridges [15], crane arms [16], and others. As research is being conducted in many industrial fields, it can be determined that a certain number of results have been produced in the study of fabrication for industrial applications. On the other hand, research on multi-materials by WAAM, one of the technologies expected to be used for additive manufacturing, is mainly basic research on test pieces [17]. Therefore, it is difficult to say that sufficient fabrication studies for industrial applications have been conducted. Furthermore, in order to bring about innovation in manufacturing with WAAM, it is necessary to solve the problems faced by traditional manufacturing technologies such as casting, forging, and cutting. Therefore, this study focused on fabrication processes for difficult-to-machine materials with the aim of further advancing fabrication technology using WAAM. A multi-material axial-flow impeller was developed using a hybrid process in which Inconel 718, a nickel-based alloy that is typically difficult-to-machine material, is laminated onto a round bar of SST 304, a type of general-purpose stainless steel, by WAAM, and then finished by machining. The industrial advantages were then analyzed in terms of the machining time and amount of tool usage required for fabrication.
2. Axial-Flow Impeller
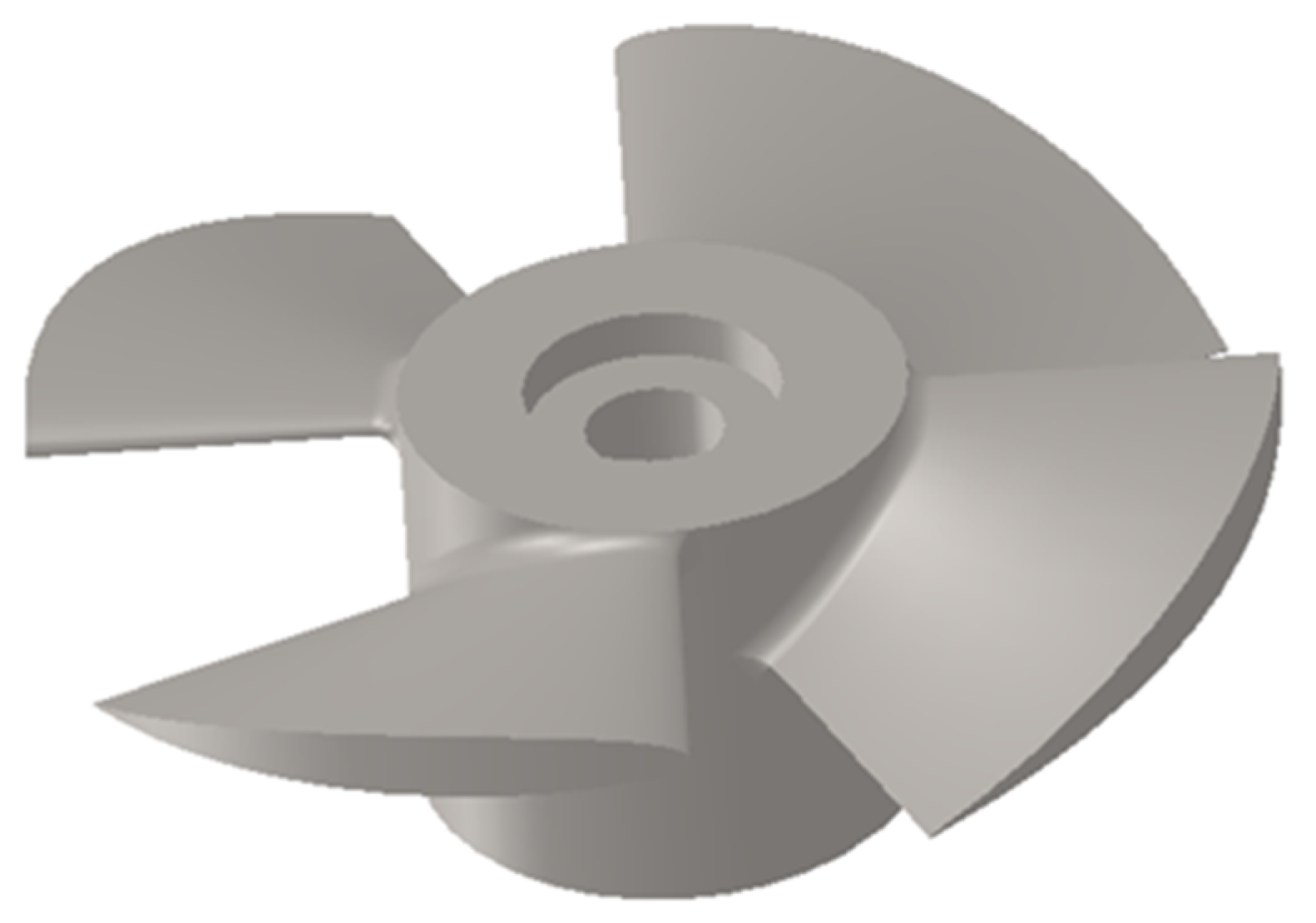
In a previous study, a fan-type inducer with a flat plate blade, a type of axial-flow impeller used in industrial centrifugal pumps for transporting liquefied gasses such as liquefied natural gas [18], was fabricated using WAAM and a machining fabrication process [10]. In this study, an axial-flow impeller with an airfoil-shaped blade cross-section was designed based on the fan-type inducer used in the previous study to investigate its applicability to complex geometries. The Daedalus (DAE) airfoil design has a tapered and different cross-section from the hub to the tip, and the positive and negative pressure surfaces have different curves. Figure 1 shows the outline shape, and Table 1 lists the main specifications of the axial-flow impeller.
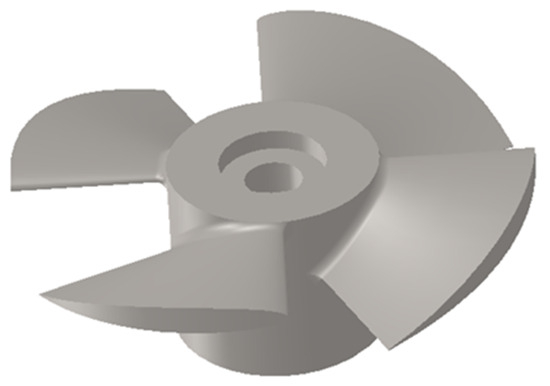
Figure 1.
Outline of axial-flow impeller.

Table 1.
Axial-flow impeller specifications.
3. Fabrication Process and Results
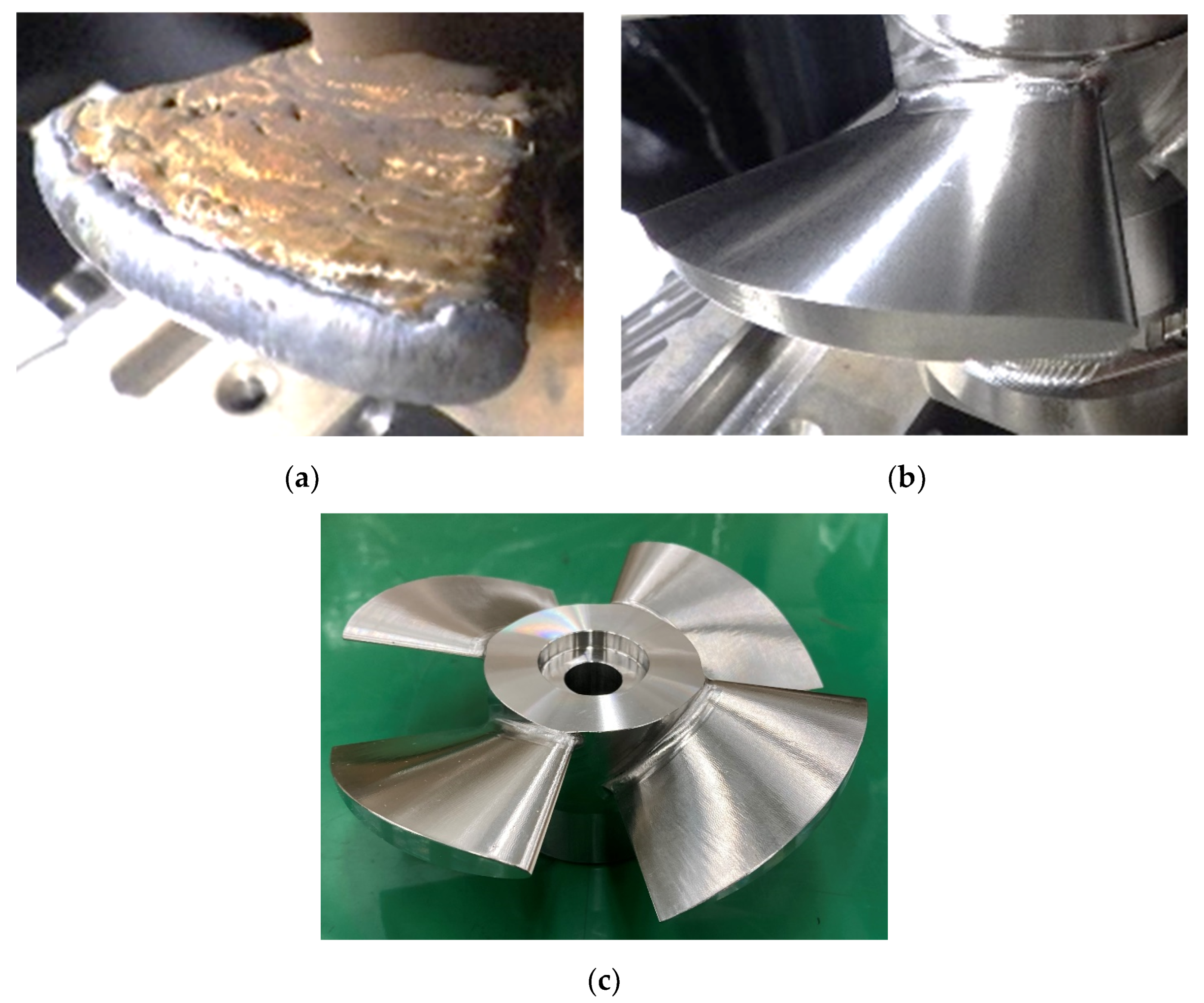
An SST 304 round bar was used as the base metal, and the welding wire of JIS Z3334 SNi7718, which is equivalent to Inconel 718, was used to perform laminating by WAAM, as shown in Figure 2a. Table 2 shows the WAAM conditions. After laminating the near-shape blades by WAAM, the blades were machined, as shown in Figure 2b, under the machining conditions shown in Table 3. After rough machining using a shoulder cutter to a 0.5 mm allowance, the blades were finished to their final shape using a ball end mill. After completing the blade shape, the mounting hole and the longitudinal direction of the hub were machined to the final shape of the axial-flow impeller shown in Figure 2c.
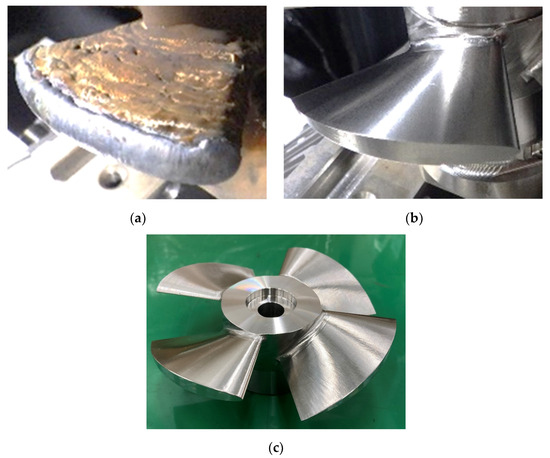
Figure 2.
Overview of fabrication process: (a) blade by WAAM, (b) machined blade, and (c) finished by machining.
Table 2.
WAAM conditions.
Table 3.
Machining conditions.
4. Discussion
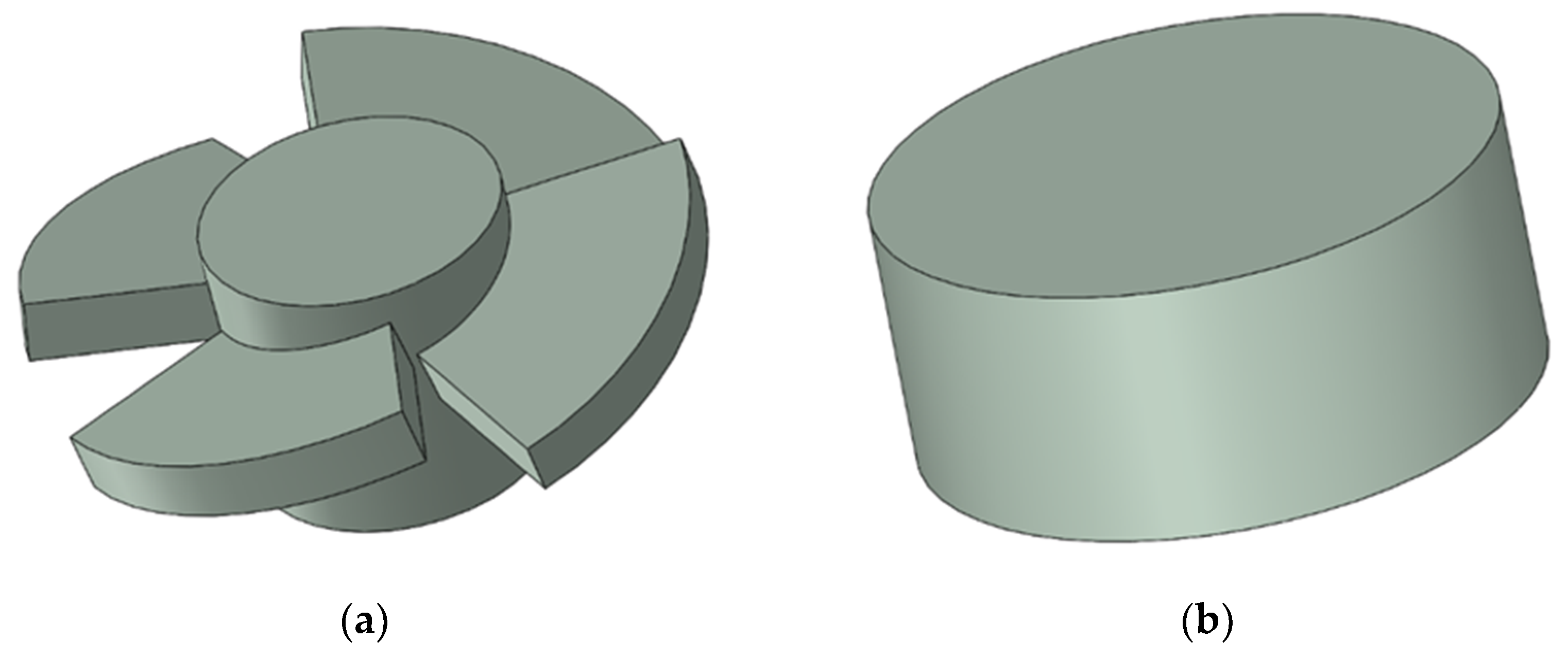
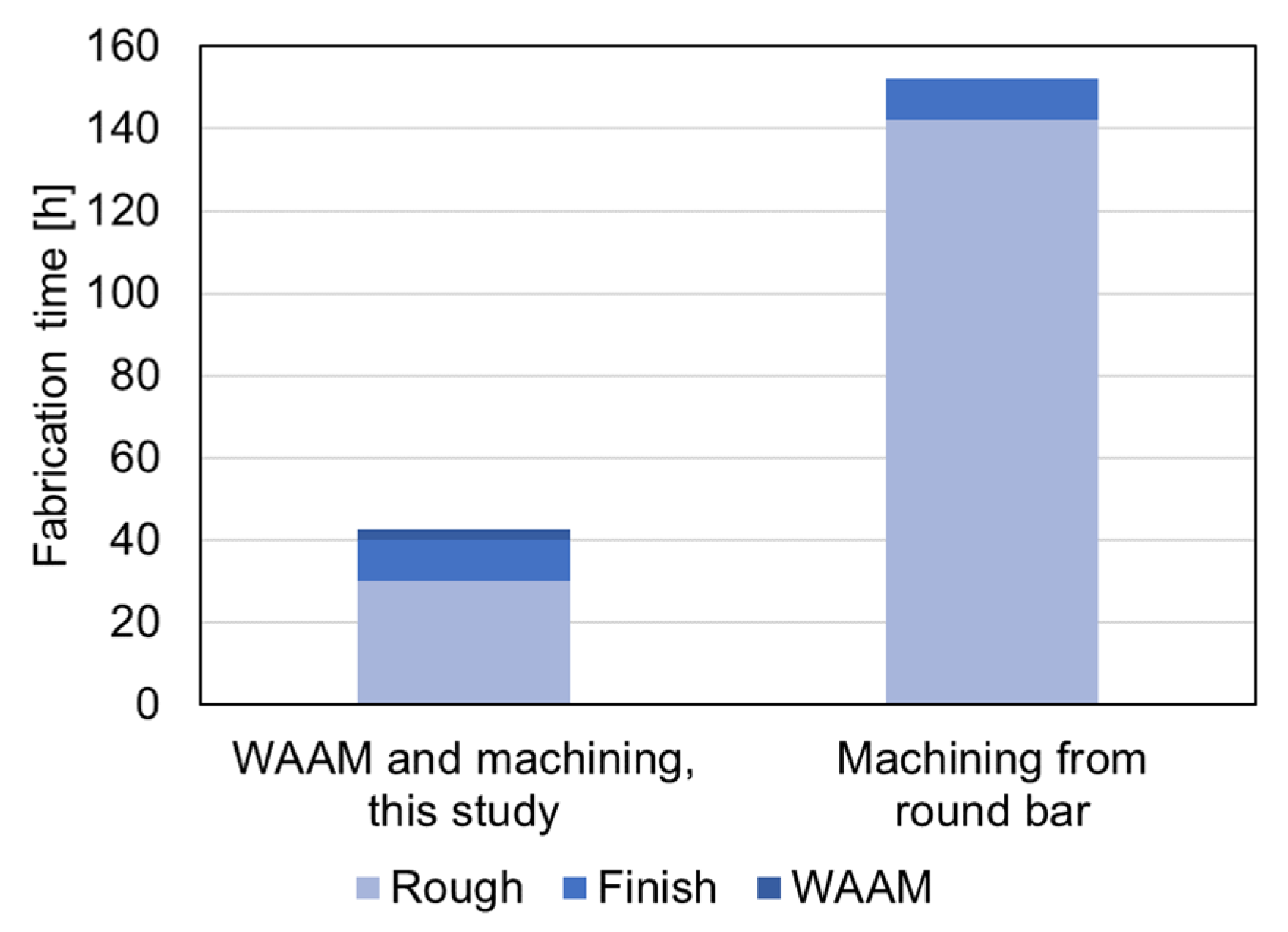
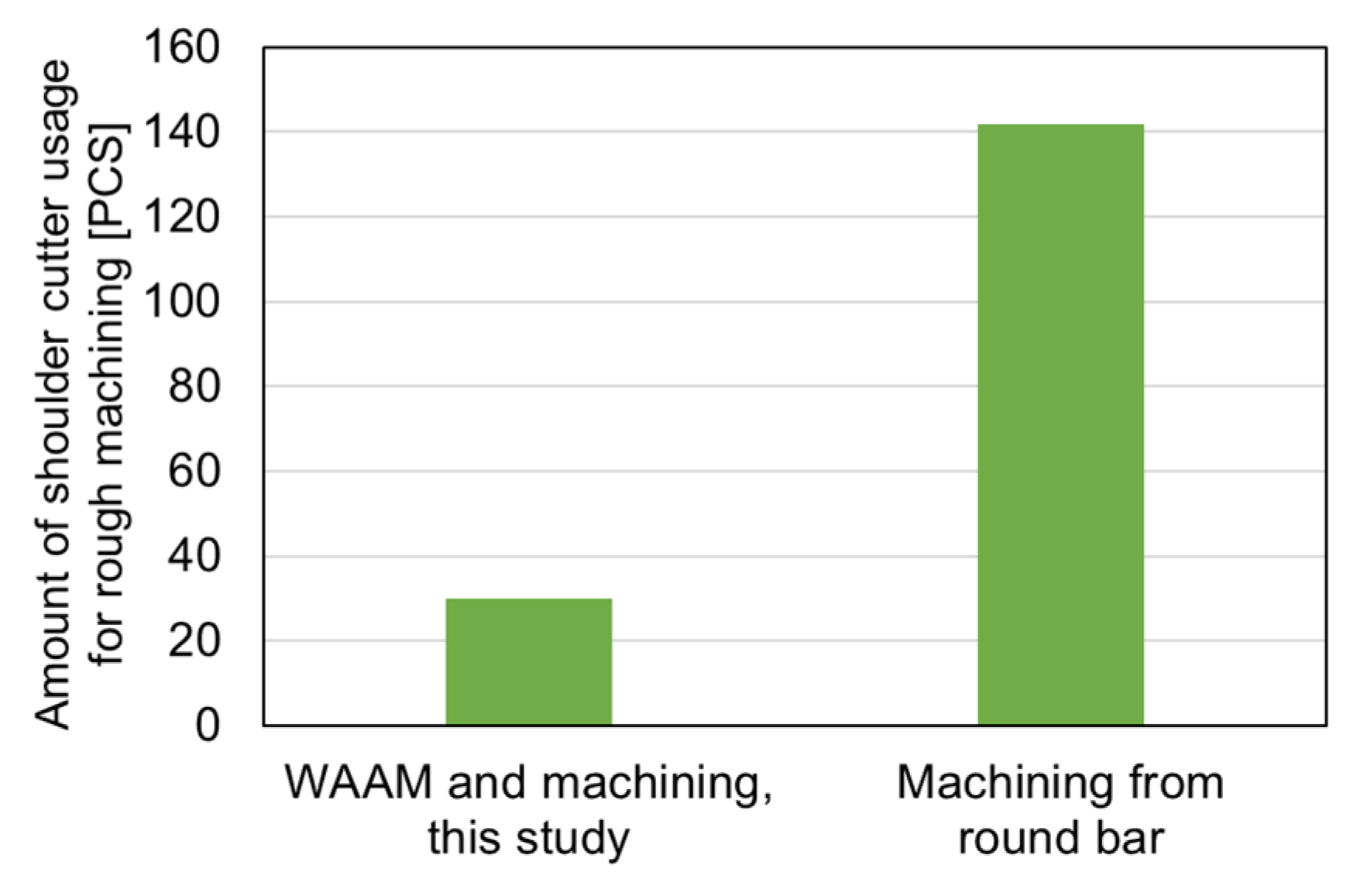
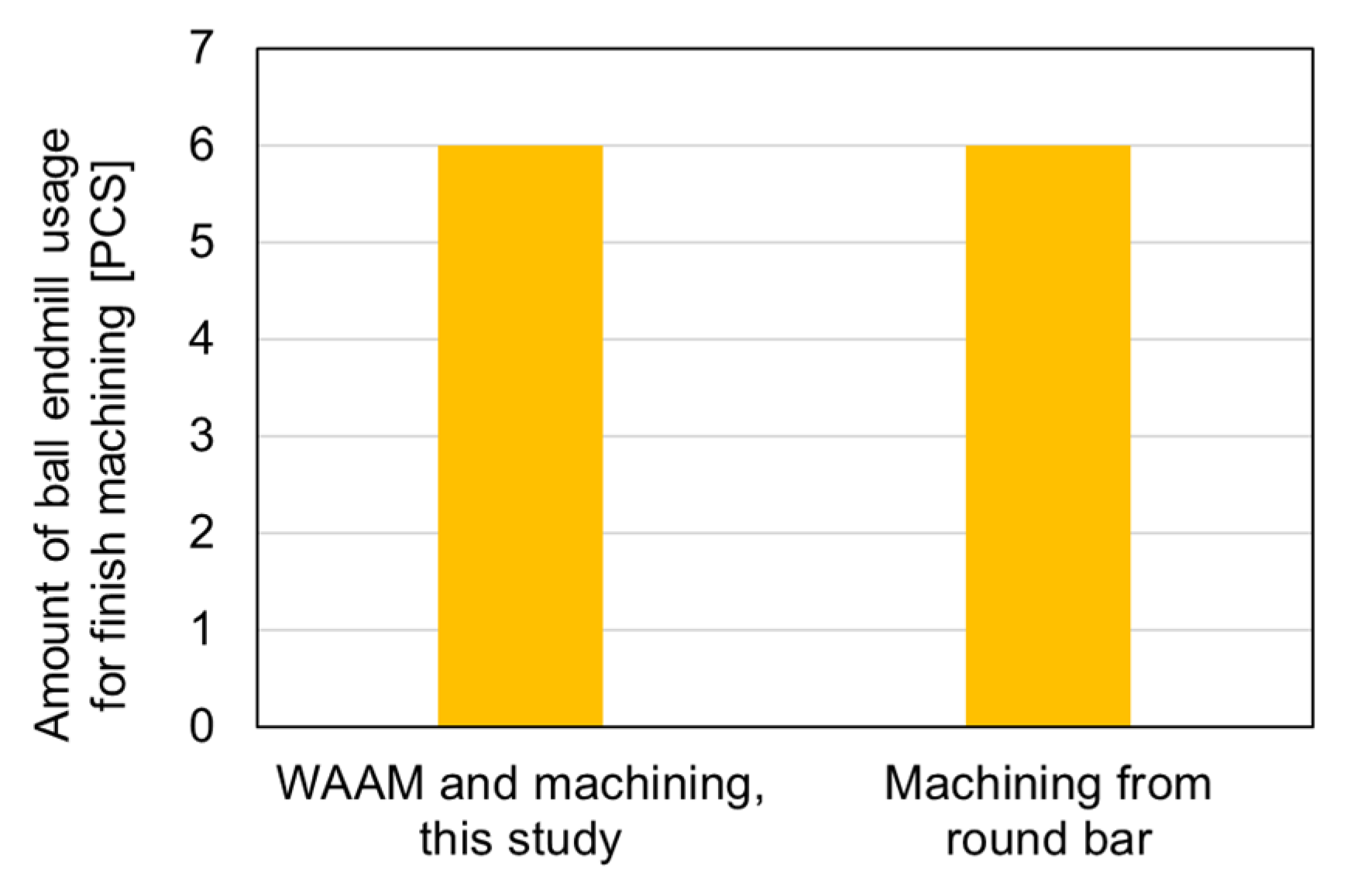
In order to discuss the industrial advantages of this manufacturing process, machining time and tooling usage in the impeller blades of axial-flow impellers are analyzed. Inconel 718 axial-flow impellers are typically fabricated by machining from a metal block. The industrial advantages of using WAAM are discussed by comparing this fabrication process with machining from a metal block. In this study, the lamination time by WAAM was about 2.5 h, and the machining of the blades required about 30 h for rough machining and about 10 h for finish machining. The comparison is the case of machining from a round bar with a diameter of 130 mm using the machining conditions shown in Table 3. Here, the gripping allowance in the longitudinal direction of the hub is ignored, and the discussion is based on a hub length of 55 mm. Figure 3a shows an axial-flow impeller with the machining allowance before machining the blades by this fabrication process using WAAM, and Figure 3b shows a round bar for comparison. The results of the analysis of machining time and required tool usage are shown in Figure 4, Figure 5 and Figure 6. The ratio of the amount of removal by roughing is Figure 3a/Figure 3b = 1:4.73, which is 30 h:142 h in terms of the machining time. Therefore, a reduction of approximately 110 h (78.9%) in machining time can be expected by applying this fabrication process. Inconel 718 is a difficult-to-machine material, and under the machining conditions applied in this study, the shoulder cutter required replacement approximately once every hour due to the wear and chipping of the cutting edges. Considering this point, it can be considered an industrial advantage because it is expected to reduce not only the machining time but also the number of tool changes by approximately 110 times is shown in Figure 5. Regarding finishing is shown in Figure 6, there is no difference in the amount of tool usage required because the shape after roughing is the same, regardless of which shape is used to start machining. In this study, three tools were used for each of the blades, as the hub side was machined with a ball endmill ϕ6 and the tip side with a ball endmill ϕ10, which needed to be replaced for the same reason as the shoulder cutter. The axial-flow impeller targeted in this study is one that is industrially small; however, if this fabrication process is applied to an axial-flow impeller with an outer diameter that is several times larger, the lead time could be significantly reduced.
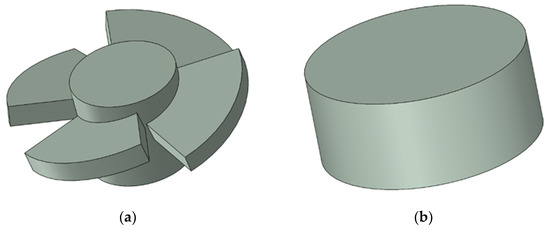
Figure 3.
Shape with machining allowance: (a) WAAM and machining in this study; (b) machining from round bar.
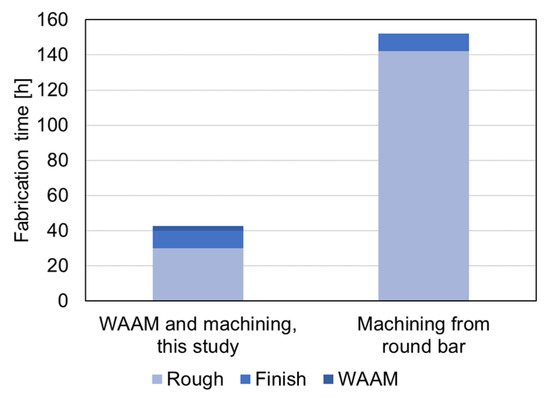
Figure 4.
Comparison of fabrication time.
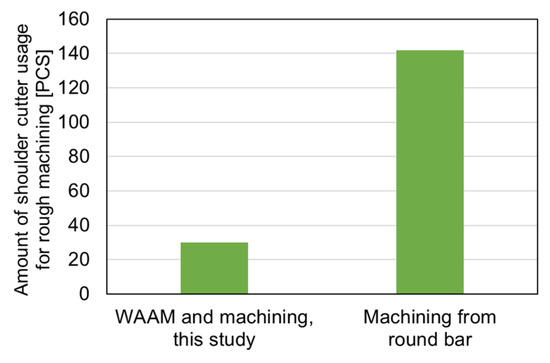
Figure 5.
Comparison of the amount of shoulder cutter usage for rough machining.
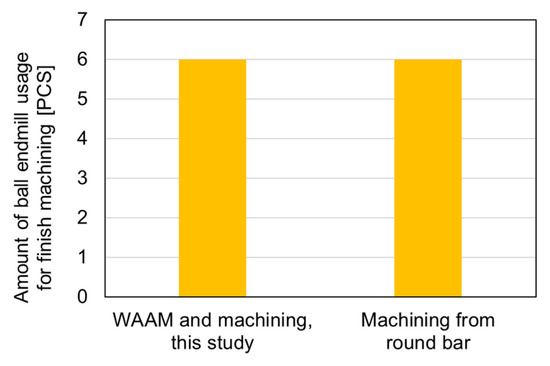
Figure 6.
A comparison of the amount of ball endmill usage for finishing machining.
5. Conclusions
- It is possible to metal-laminate Inconel 718 blades using WAAM on an SST 304 round bar. Multi-material axial-flow impellers can be fabricated by finishing the shape through machining.
- Impellers with complex geometries, such as blades with DAE airfoils, can be fabricated by WAAM and machining.
- The application of WAAM to the fabrication process of Inconel 718, a difficult-to-machine material, is expected to reduce the machining time and the number of tool changes. For the shape of a tip diameter 125.3 mm axial-flow impeller targeted in this study, the machining time is expected to be reduced by approximately 110 h, and the number of tool changes is reduced by approximately 110 times.
Funding
This research received no external funding.
Institutional Review Board Statement
Not applicable.
Informed Consent Statement
Not applicable.
Data Availability Statement
Data are contained within the article.
Acknowledgments
The authors thank Takanobu Miura, Miura Co., Ltd., Chiaki Sekine Hiroki Anzai, Industrial Technology Institute Fukushima Prefectural Government, Daiju Anazawa, and Tsubasa Kobayashi for their cooperation in the fabrication.
Conflicts of Interest
This research was conducted with a research fund from Nikkiso Co., Ltd., which the author belongs to.
References
- Williams, S.W.; Martina, F.; Addison, A.C.; Ding, J.; Pardal, G.; Colegrove, P. Wire+ arc additive manufacturing. Mater. Sci. Technol. 2016, 32, 641–647. [Google Scholar] [CrossRef]
- Baker, R. Method of Making Decorative Articles. U.S. Patent No. US1533300A, 14 April 1925. [Google Scholar]
- Ya, W.; Hamilton, K. On-Demand Spare Parts for the Marine Industry with Directed Energy Deposition: Propeller Use Case. In Proceedings of the Additive Manufacturing in Products and Applications—AMPA2017, Taipei, Taiwan, 13–15 September 2017. [Google Scholar] [CrossRef]
- Shen, C.; Pan, Z.; Ding, D.; Yuan, L.; Nie, N.; Wang, Y.; Luo, D.; Cuiuri, D.; van Duin, S.; Li, H. The influence of post-production heat treatment on the multi-directional properties of nickel-aluminum bronze alloy fabricated using wire-arc additive manufacturing process. Addit. Manuf. 2018, 23, 411–421. [Google Scholar] [CrossRef]
- Dai, F.; Zhang, H.; Li, R. Process planning based on cylindrical or conical surfaces for five-axis wire and arc additive manufacturing. Rapid Prototyp. J. 2020, 26, 1405–1420. [Google Scholar] [CrossRef]
- Josten, A.; Höfemann, M. Arc-welding based additive manufacturing for body reinforcement in automotive engineering. Weld World 2020, 64, 1449–1458. [Google Scholar] [CrossRef]
- Zhang, W.; Zhang, L.; Hou, J.; Shi, J.; Xue, Z. 3D Metal Printed UHF-Band Feed for Satellite Antenna Applications. In Proceedings of the 2021 13th International Symposium on Antennas. Propagation and EM Theory (ISAPE), Zhuhai, China, 1–4 December 2021. [Google Scholar] [CrossRef]
- Ding, D.; Shen, C.; Pan, Z.; Cuiuri, D.; Li, H.; Larkin, N.; Van Duin, S. Towards an automated robotic arc-welding-based additive manufacturing system from CAD to finished part. Comput.-Aided Des. 2016, 73, 66–75. [Google Scholar] [CrossRef]
- Zhang, X.; Liu, C.; Zeng, H.; Jiang, X.; Zhang, S.; Zhou, H.; Chai, H.; Guo, X. Moving morphable components structural optimum approach considering wire arc additive manufacturing constraint and its application in satellite. Thin-Walled Struct. 2023, 192, 111177. [Google Scholar] [CrossRef]
- Ejiri, S. Fan Type Inducer for a Centrifugal Pump by Wire Arc Additive Manufacturing and Machining. Int. J. Fluid Mach. Syst. 2023, 16, 184–191. [Google Scholar] [CrossRef]
- Cunningham, C.R.; Wikshåland, S.; Xu, F.; Kemakolam, N.; Shokrani, A.; Dhokia, V.; Newman, S.T. Cost Modelling and Sensitivity Analysis of Wire and Arc Additive Manufacturing. Procedia Manuf. 2017, 11, 650–657. [Google Scholar] [CrossRef]
- Kulikov, A.A.; Sidorova, A.V.; Balanovskiy, A.E. Process Design for the Wire Arc Additive Manufacturing of a Compressor Impeller. IOP Conf. Ser. Mater. Sci. Eng. 2020, 969, 012098. [Google Scholar] [CrossRef]
- Zhong, Y.; Zheng, Z.; Li, J.; Wang, C. Fabrication of 316L nuclear nozzles on the main pipeline with large curvature by CMT wire arc additive manufacturing and self-developed slicing algorithm. Mater. Sci. Eng. A 2021, 820, 141539. [Google Scholar] [CrossRef]
- John, G.R.; David, G.; Ravi, K. Disrupting the Metallics Domain in Pressure Vessel and Piping Manufacture-Advanced Manufacturing in the Oil and Gas Sector. In Proceedings of the ASME 2017 Pressure Vessels and Piping Conference, Waikoloa, HI, USA, 16–17 July 2017. [Google Scholar] [CrossRef]
- Leroy, G.; Pinelopi, K.; Gordon, H.; Craig, B. Testing and initial verification of the world’s first metal 3D printed bridge. J. Constr. Steel Res. 2020, 172, 106233. [Google Scholar] [CrossRef]
- Plangger, J.; Schabhüttl, P.; Vuherer, T.; Enzinger, N. CMT Additive Manufacturing of a High Strength Steel Alloy for Application in Crane Construction. Metals 2019, 9, 650. [Google Scholar] [CrossRef]
- Verma, A.; Kapil, A.; Klobčar, D.; Sharma, A. A Review on Multiplicity in Multi-Material Additive Manufacturing: Process, Capability, Scale, and Structure. Materials 2023, 16, 5246. [Google Scholar] [CrossRef] [PubMed]
- Kurokawa, J.; Suzuki, T. Performance Prediction of Multistage Diffuser Pump of Low Specific Speed and Viscous Effect. In Proceedings of the JSME-ASME International Conference on Power Engineering-93, Tokyo, Japan, 12–16 September 1993. [Google Scholar]
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the author. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).