1. Introduction
In 2023, energy-related carbon dioxide (CO
2) emissions reached a new high record of 37.4 Gt [
1]. A significant amount of these emissions is attributed to the industrial sector. To tackle the challenge of global warming and achieve the European goals of climate neutrality by 2050, the mitigation of these emissions is essential. In that line, industries focus on adopting low CO
2 solutions for their energy demands. These solutions can either focus on CO
2 generation prevention, through electrification and the use of alternative green fuels such as hydrogen (H
2), or the prevention of generated CO
2 being released into the atmosphere.
In this second approach, carbon capture, utilization, and storage (CCUS) has gained much ground in recent years, especially for hard-to-abate industries, and is constantly promoted through new legislations and projects. In 2021, R&D investments in CCUS reached a record high, attracting 39% of funds in the EU [
2]. In 2022, the CCUS industry showed an unprecedented 44% growth in capacity.
In both carbon capture and utilization (CCU) and carbon capture and storage (CCS), CO
2 is captured pre-combustion, post-combustion, or during an oxy-combustion [
3]. In the case of CCS, the captured CO
2 is then injected into deep underground formations such as depleted oil and gas reservoirs or saline aquifers. CCU on the other hand sees the use of captured CO
2 for the production of synthetic fuels such as synthetic methanol (MeOH).
CCU presents some significant benefits over CCS. For one, available storage capacity, while ample, is expendable, and as CCS continues to grow, it can be expected to drop exponentially. A more immediate challenge, however, is that storage sites can be very distant from the CO2 source, therefore requiring extensive transportation infrastructure, increasing energy requirements, costs, and the possibility of CO2 leakages. CCU has no such spatial limitations, as the production of synthetic fuels can be performed on the same site as carbon capture.
CCU is also supported by the promotion of synthetic fuels. The MeOH market is especially driven by the automotive sector, used in internal combustion in gasoline blends, hybrid fuel/electricity systems, as well as fuel cells [
4]. In 2021, 11.7 Mt of MeOH was used for gasoline blending and combustion [
5]. MeOH also gains ground as an alternative marine fuel abiding by the International Maritime Organization (IMO)-imposed limits of 0.5% sulfur content on marine fuels, and the overall mitigation of emissions [
6]. Synthetic MeOH accounts for reductions of almost 100% in sulfur oxides, 100% in particulate matter reduction, 95% in CO
2, and 80% in nitrogen oxides. In 2021, more than 20 MeOH-powered large ships were sailing the seas. In 2022, a major player of the marine sector in Denmark increased the order of 16,000 TEU MeOH-powered containerships from 8 to 12. In aviation, synthetic MeOH is gaining ground as an alternative feedstock for kerosene production.
CCU has significant CO2 reduction potential and a substantial market for its fuel products. Nevertheless, the technology faces many challenges raising questions of feasibility slowing down its promotion, especially compared to its CCS counterpart. One drawback is the lesser CO2 reduction potential. After capture, CCS direct CO2 emissions are attributed to leakages during transportation, injection, and long-term storage. These emissions are generally negligible. During CCU, however, a much higher volume of unconverted CO2 is emitted.
Another important challenge is that of high H
2 consumption. Production of H
2 through electrolysis requires approximately 55 kWh/kg [
7]. Production through grid electricity (yellow H
2) is simply unviable, both environmentally and economically, and would make CCU more of a problem than a solution. When produced through electricity from renewable energy sources (RES), production emissions are almost nullified; however, the issue of the economic feasibility of steel remains. To tackle these issues, CCU technologies aim to maximize carbon conversion efficiencies (CCE) while keeping H
2 consumption at a minimum. High H
2 consumption is also associated with issues of safe storage, transportation, and overall handling, supporting the idea of developing and commercializing small-scale, containerized, and portable units that can be transported to H
2 production sites.
Research interest in the production of MeOH from CO2 and H2 has grown in the past decade.
VanDal and Bouallou performed simulations of a MeOH production plant from CO
2 hydrogenation that utilized 88 tons of CO
2/h with a yield of 0.67 tons of MeOH per ton of CO
2 supplied [
8]. The catalyst utilized was a commercial Cu/ZnO/Al
2O
3 catalyst. The results showed that it is possible to abate 1.6 tons of CO
2 per ton of MeOH produced if a by-product is sold. Their work also included information about H
2 production and CO
2 capture.
Kiss et al. developed a novel process for MeOH synthesis by CO
2 hydrogenation utilizing wet H
2 from brine electrolysis and Cu/Zn/Al/Zr fibrous catalysts [
9]. The process was targeted to produce 100 kton MeOH/a and was simulated in Aspen Plus software. Their investigation of several operational parameters concluded that it is possible to achieve over 95% carbon conversion overall and that higher MeOH yield is observed at higher pressures and lower GHSV.
Belloti et al. performed a feasibility study of MeOH production from H
2 and CO
2 considering three different capacities for MeOH production (4000, 10,000, and 50,000 ton/year) [
10]. The results obtained from their analysis show a significant potential for innovative low-carbon footprint MeOH production.
Pérez-Fortes et al. designed a MeOH-CCU plant in CHEMCAD software with a production capacity of 1320 tons MeOH/day and assessed its techno-economic metrics [
11]. Their analysis revealed an overall carbon conversion of 94%, while the project could become financially attractive if H
2 prices decrease, if MeOH prices increase, or if there is a generous revenue from CO
2 utilization.
Atsonios et al. investigated the production of MeOH through CO
2 hydrogenation in large-scale applications, focusing on CO
2 derived from intensive carbon emission industries such as power plants, cement plants, and steel industries [
12]. H
2 was produced by water electrolysis. Their study provided insights into H
2 production and included a techno-economic evaluation highlighting the critical importance of H
2 cost.
Therefore, several studies have been conducted assessing the production of MeOH through CO2 hydrogenation, and evaluating various reactor types and catalysts. However, the majority of the studies focus on large-scale or laboratory-scale MeOH production, disregarding the possibilities of small-scale, decentralized MeOH production.
CO2 hydrogenation units typically have a standard structure and layout, regardless of the scale. The operational parameters (pressures and temperatures) are also generally in the same ranges. Therefore, when designing a unit and examining its performance, normalized, size-independent parameters such as the gas hourly space velocity (GHSV) and the H2:CO2 ratio in the feed are considered. While the realization of the designed units may be significantly affected by the scale, mostly in terms of auxiliary components and handling of larger volumes of reactants, in the scope of an optimization process and simulations, a study’s framework/methodology is relatively the same, differing only on the initial dimensioning and specifications of the components. Therefore, an optimization analysis can be easily modified for an up-scaled or down-scaled unit, keeping the normalized parameters within the same ranges and re-examining the effect of operational parameters, which should be relatively scale-independent.
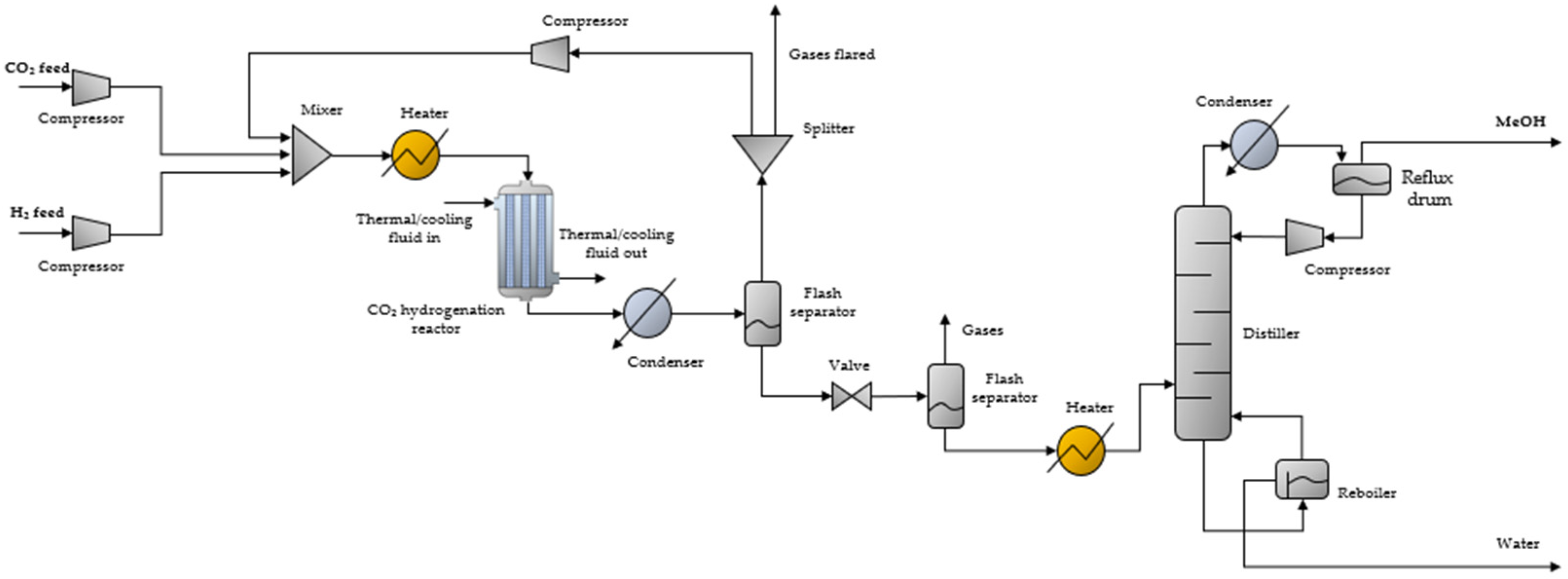
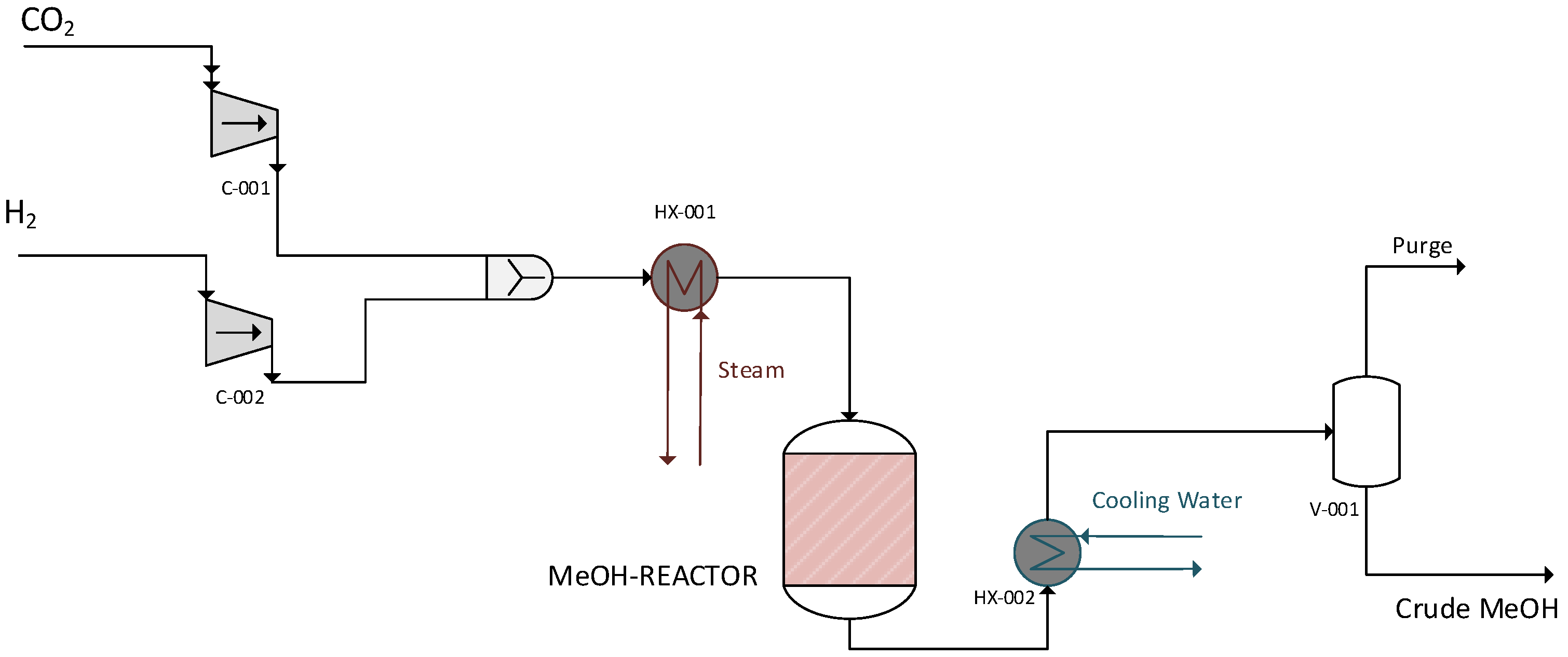
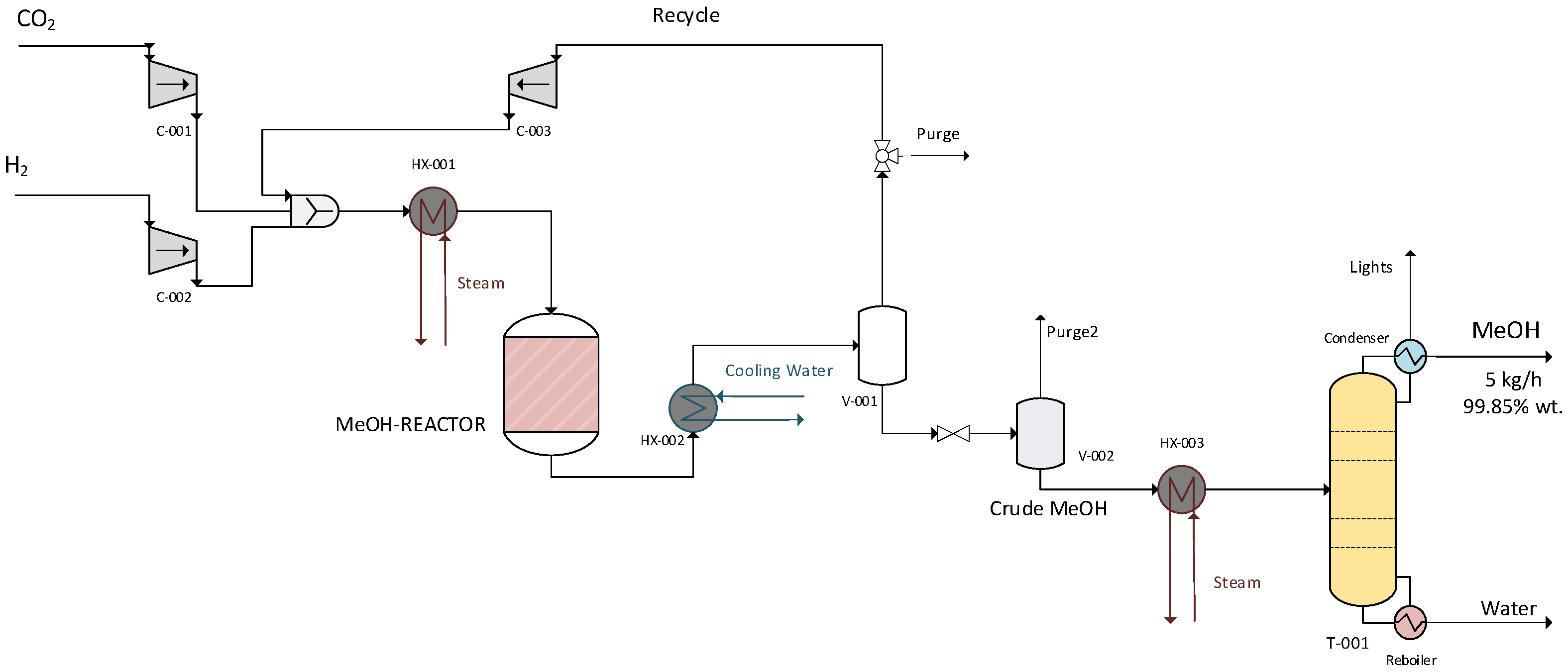
This study performs an optimization analysis on a CO2 hydrogenation unit of a 5 kg MeOH/h production capacity goal, developed for such applications. CO2 captured and bottled in existing carbon capture infrastructure and H2 produced from existing water electrolysis units are supplied to the CO2 hydrogenation unit. The analysis focused on CCE, MeOH yield, H2 consumption, and MeOH purity. Simulations were conducted using Aspen Plus V12. An initial reactor design was hypothesized and evaluated based on the GHSV, through a simplified single-pass model. The reactor was re-designed accordingly and validated through an expanded model which included a recycling loop to increase the overall efficiency. After concluding the reactor design, the effect of operational parameters including reactor temperature and pressure, thermal fluid temperature, and condensation temperature were examined. The model was then expanded to include MeOH distillation and the effect of distillation temperature was examined. The final product of the analysis was a well-defined and optimized unit of 5 kg/h MeOH production. This study can provide valuable information and guidelines for designing small-scale, containerized, and portable CO2 hydrogenation units, which can serve as alternative solutions to address the H2 handling issues of large-scale installations.
4. Results
4.1. Simulations with Single-Pass Model—Optimizing Reactor Design
In the first step, an initial reactor design is hypothesized, based on information from the literature for the MeOH yield and GHSV. The dimensions of this initial design are shown in
Table 3.
Simulations were conducted for the operational parameters summarized in
Table 4, and the reactor’s design was evaluated based on the GHSV. The heat transfer between the reactants in the tubes and the boiling water flowing between the tubes was estimated by correlating heat transfer coefficients found in the literature [
17].
The key results of the single-pass simulations with the initial reactor design are summarized in
Table 5. For the single-pass simulations
is the MeOH mole flow in the crude stream exiting the separator.
Simulations showed that the GHSV for the initial design was significantly lower than the typical values for the industrial operation of MeOH production reactors of 9000–15,000 h
−1 [
14]. The velocity in the reactor was as low as 0.011 m/s, resulting in a very high residence time. To achieve more optimal velocity and residence time, the reactor’s active volume should be reduced. The easiest modification was reducing the number of tubes. The number of tubes was reduced to 14. In addition, the bed height was slightly reduced, from 1.2 m to 1 m. The re-designed reactor’s dimensions are summarized in
Table 6.
Simulations were conducted for the re-designed reactor for the same operational parameters (
Table 4). The key results for the re-designed reactor are summarized in
Table 7.
GHSV was significantly improved for the new design. However, the reduced residence time resulted in lower CCE. At the same time, the energy requirements for the entire system increased. Nevertheless, even in the case of very high residence times, such as for the initial design, CCE
Unit is lower than 29%, which is significantly lower compared to the respective literature [
8,
18,
19].
Generally, for the single-pass model, CO2 and H2 consumption for the set production capacity was considerably high. Additionally, a large volume of gases is flared, containing approximately 75 mol% H2. Notably, 75–81 wt.% of the gases introduced to the unit are flared rather than utilized, resulting in system losses.
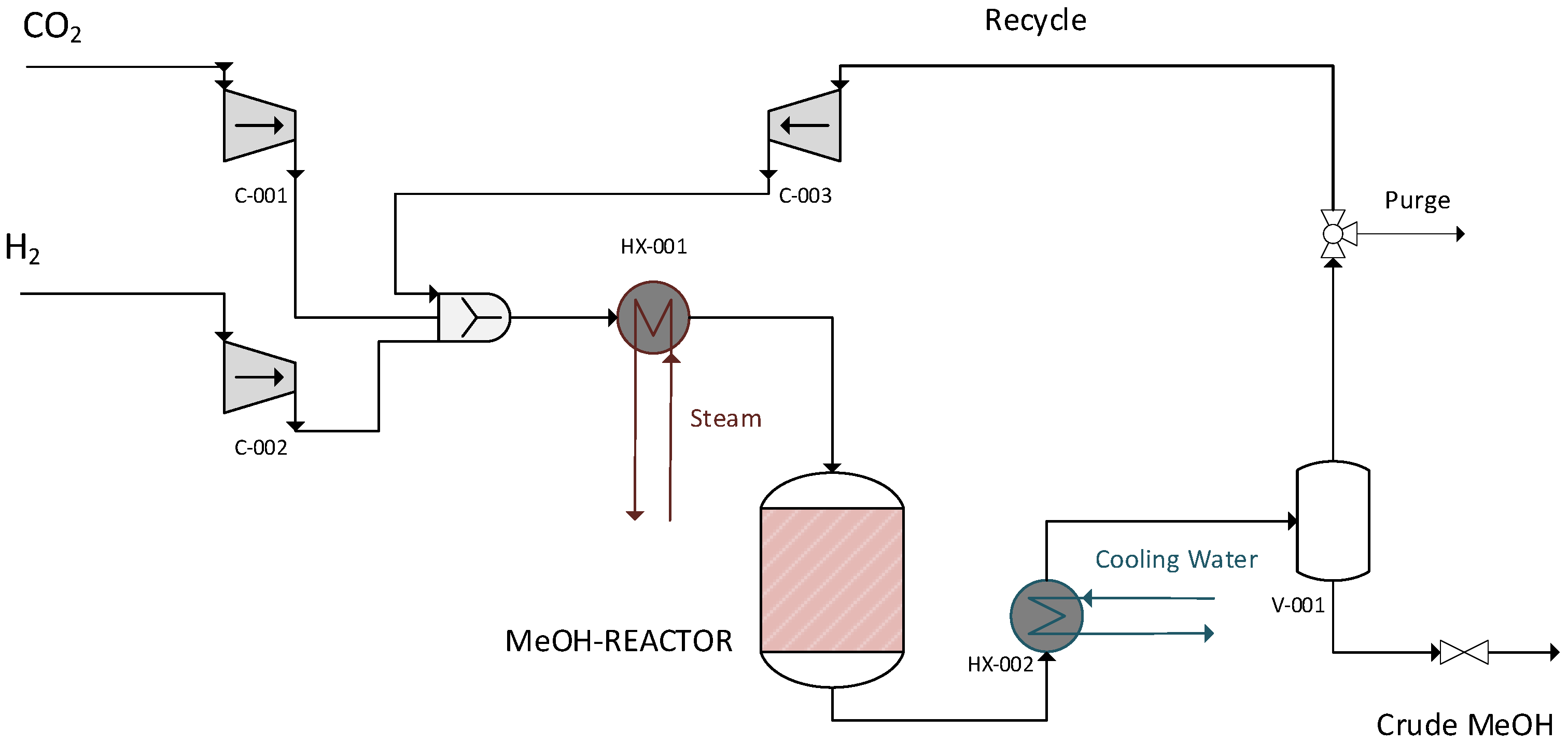
4.2. Simulations with Recycling Loop—Validating Reactor Design
A recycling loop was added to the unit to increase efficiency by lowering the quantity of CO2 and H2 lost and the amount of feedstock that is required. To determine the optimal quantity of unreacted gases to be recycled back to the reactor, an investigation was conducted on the effect of the percentage of unreacted gases recycled on carbon conversion, MeOH yield, and H2 consumption for the given production (5 kg MeOH/h).
The operational parameters were kept the same (
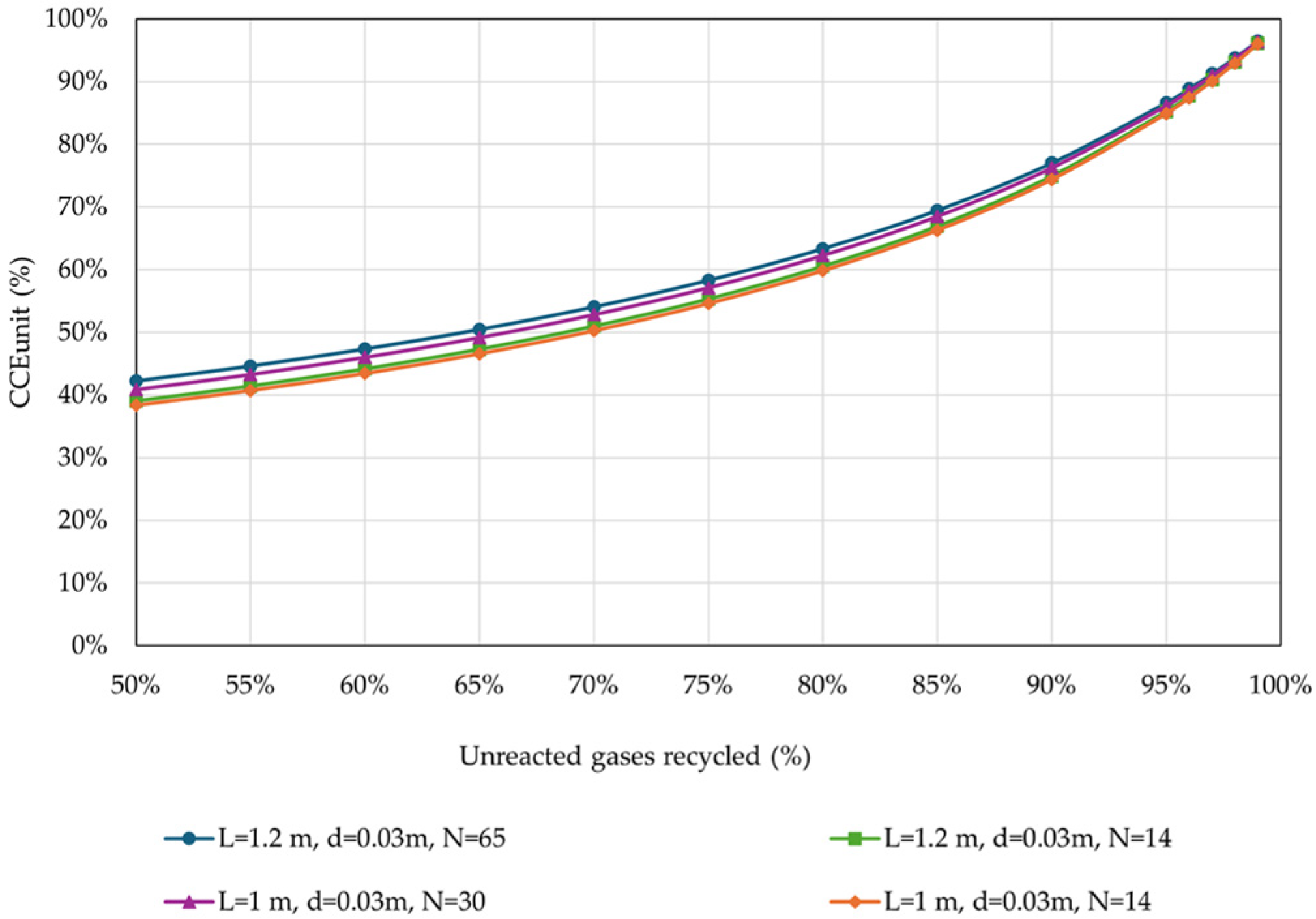
Table 4). The results of the effect of the percentage of unreacted gases recycled on the CCE
Unit are shown in
Figure 6.
CCEUnit is significantly affected by the percentage of unreacted gases recycled. The results showed that the CCEUnit is significantly improved at a higher percentage of recycled gases for all investigated reactor configurations. Moreover, in the presence of a recycling loop, the reactor’s dimensions do not significantly affect the CCEUnit, especially for higher percentages of gases recycled.
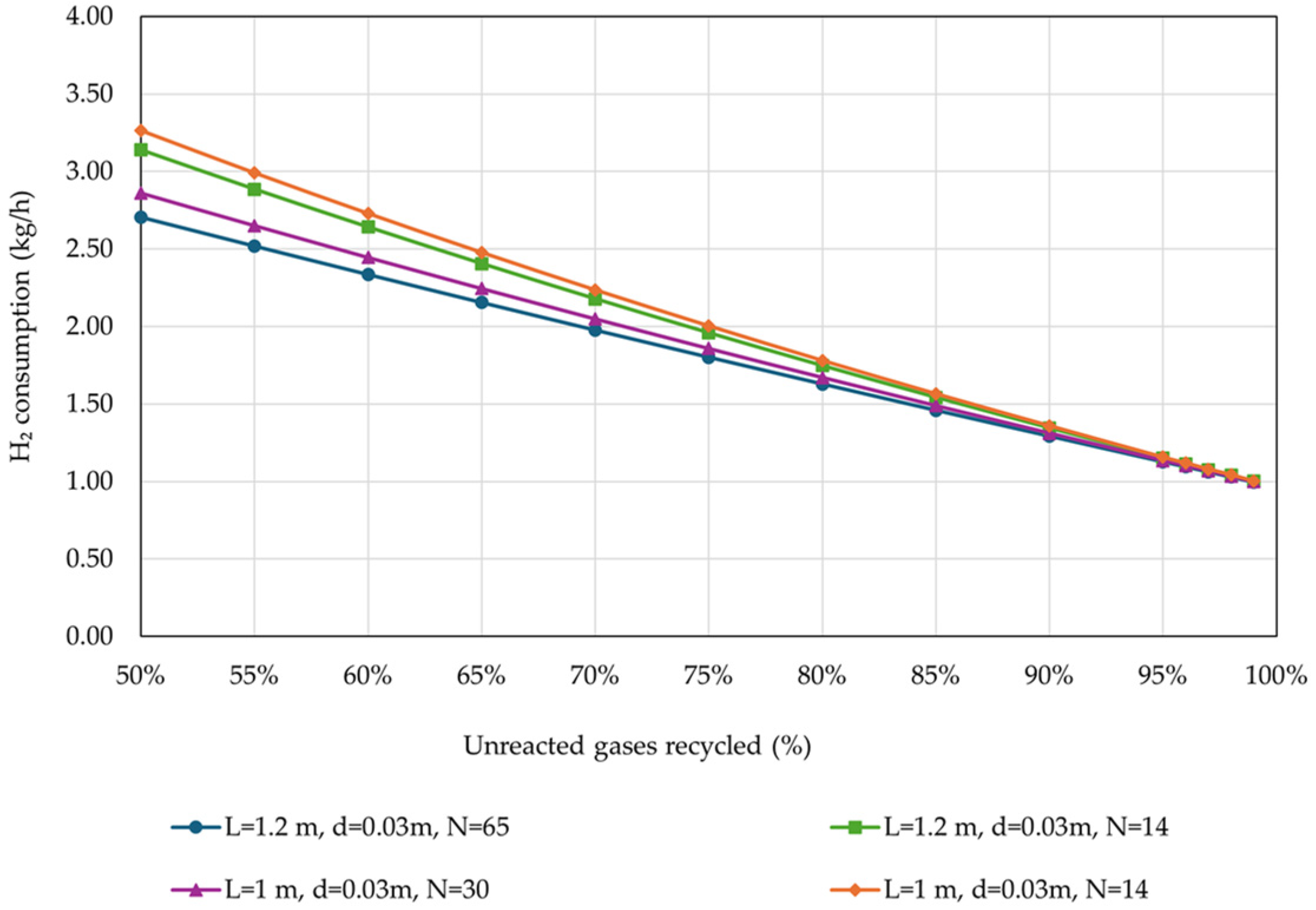
Figure 7 presents the results of the effect of the percentage of unreacted gases recycled on MeOH yield.
As expected, MeOH yield presented similar trends to CCE
Unit.
Figure 8 presents the effect of the percentage of unreacted gases recycled on H
2 consumption, for the examined reactor designs.
The results showed that H2 consumption is significantly affected by the reactor’s dimensions only in the case of the low percentage of unreacted gases recycled. For percentages higher than 90%, these differences can be considered negligible. Specifically, the H2 consumption for the production of 5 kg MeOH/h is approximately 2.5 times higher for recycling percentage as low as 50% of the unreacted gases, compared to the cases with 95% recycling percentage.
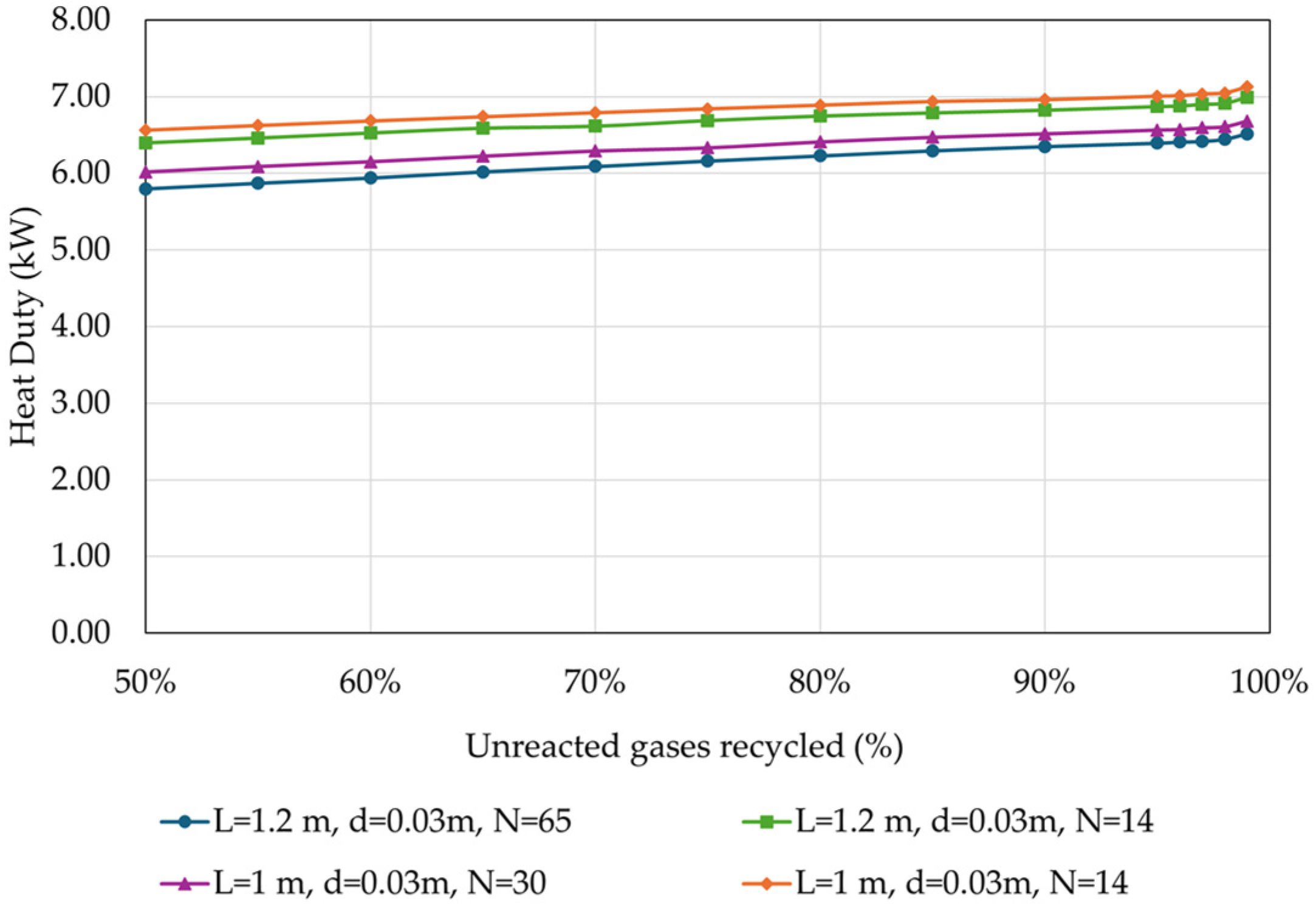
An analysis of the energy requirements in relation to the recycling rate is presented below.
Figure 9 depicts the impact of the percentage of unreacted gases recycled on the heat duty of the process, for the examined reactor designs. It is important to note that the reboiler duty is not included in this heat duty analysis, as it is examined separately. Consequently, only the duty requirement at the reactor inlet and the distillation inlet are presented in this figure.
It can be observed that the heat duty increases by approximately 1 kW or 0.2 kWh/kg MeOH with the increase in the recycling rate of the unreacted gases, for all investigated reactor designs. Such an increase is expected as with a higher recycling rate, more cold unreacted gases return to the reactor inlet, increasing the reactor inlet heat duty. Additionally, due to the different heat capacities of the crude stream, there is a higher distillation heat requirement.
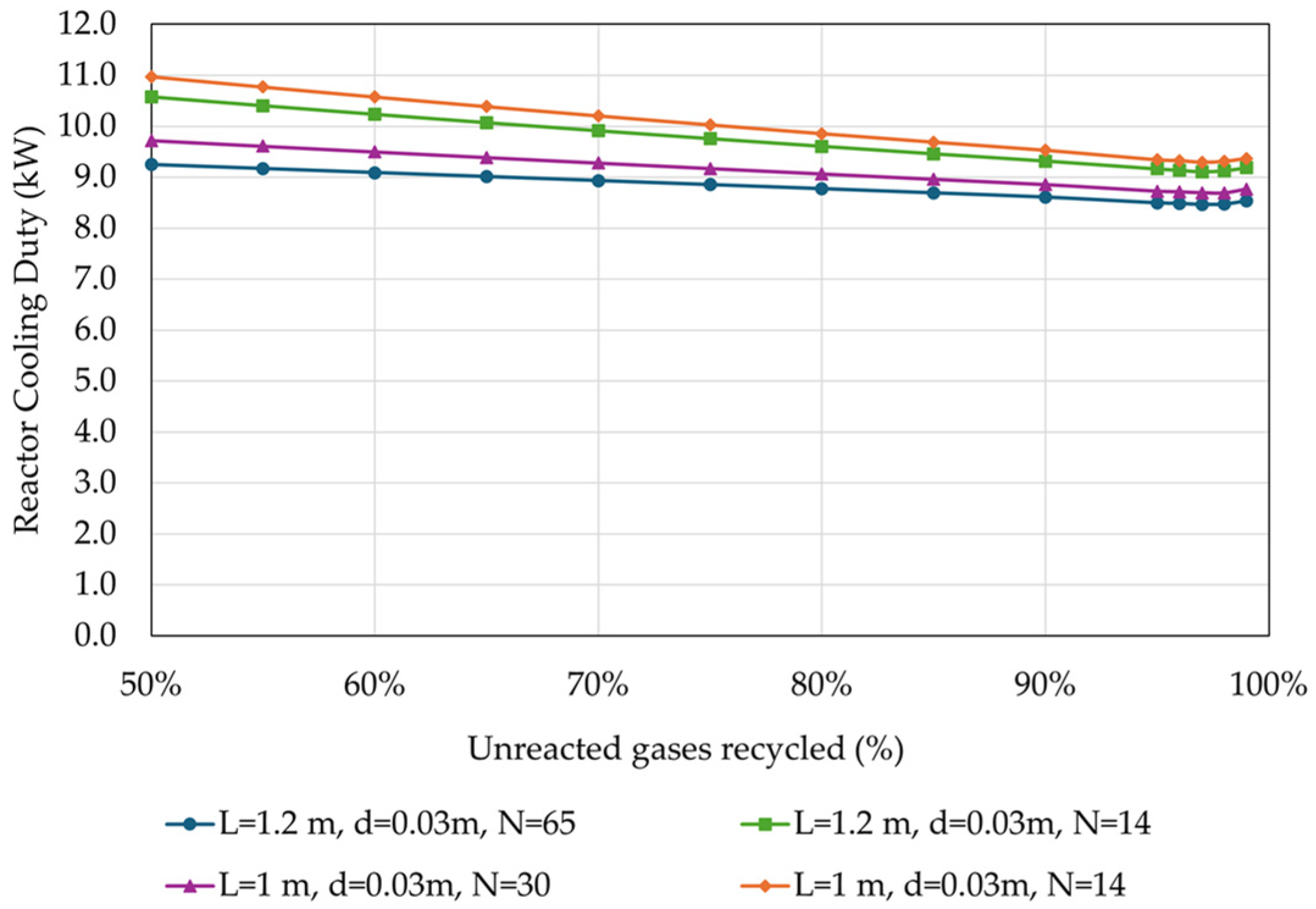
Figure 10 presents the results of the effect of the percentage of unreacted gases recycled on the cooling duty of the reactor’s effluent.
The cooling duty at the reactor’s effluent is marginally decreased with the increase in the of the recycling rate of the unreacted gases by less than 1 kW (<0.20 kWh/kg MeOH) for all investigated reactor designs due to the different heat capacities of the stream.
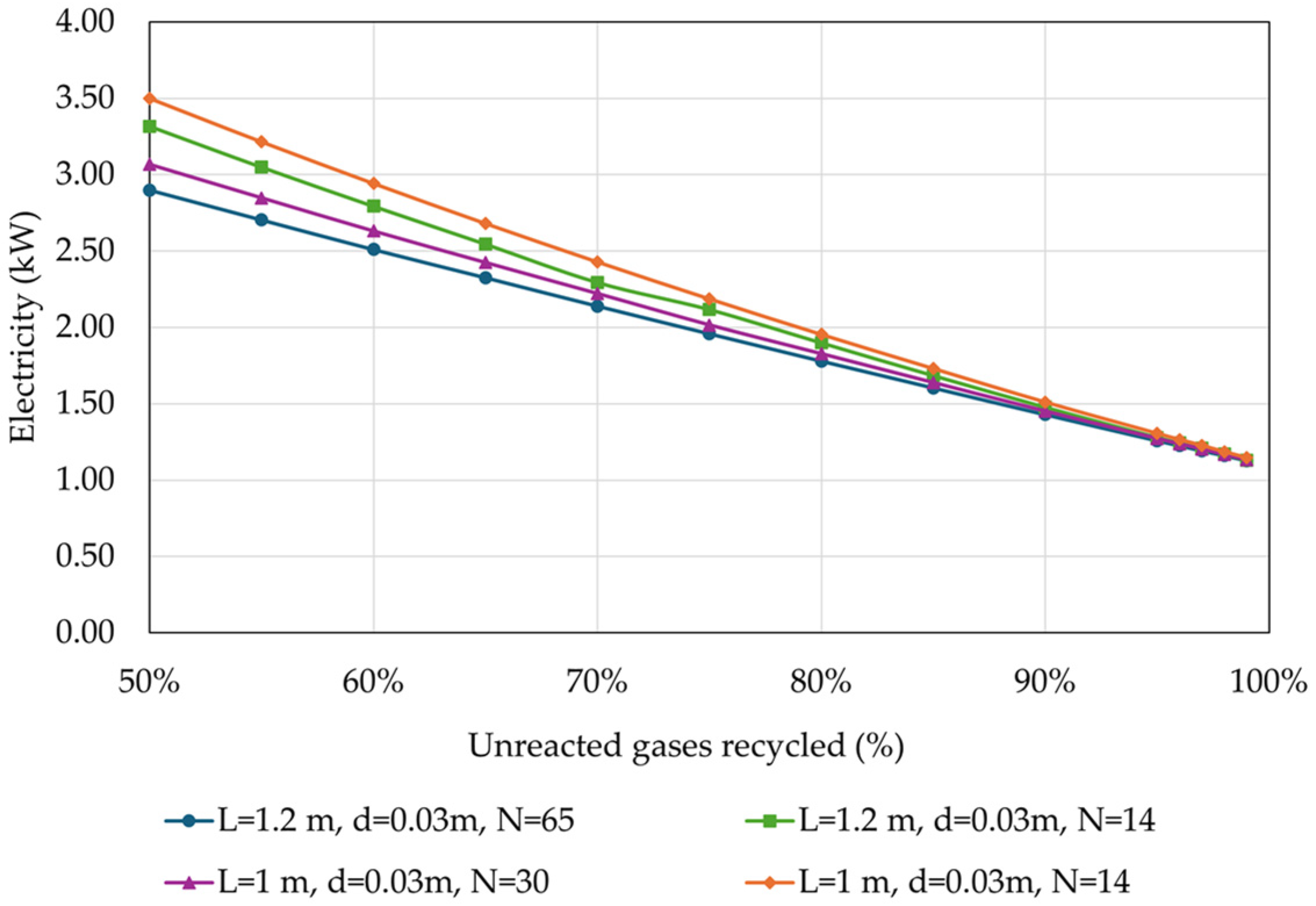
In
Figure 11 the results of the effect of the percentage of unreacted gases recycled on the electricity requirement of the process are depicted. These requirements encompass the electricity used to operate the compressors of the feed streams, specifically fresh CO
2 and fresh H
2 streams.
As expected, the electricity requirement decreases with the increase in the recycling rate of the unreacted gases by almost 2 kW or more (0.4 kWh/kgMeOH) for all investigated reactor designs. This reduction is attributed to the lower demand for fresh H
2 and consequently fresh CO
2, as seen in
Figure 8.
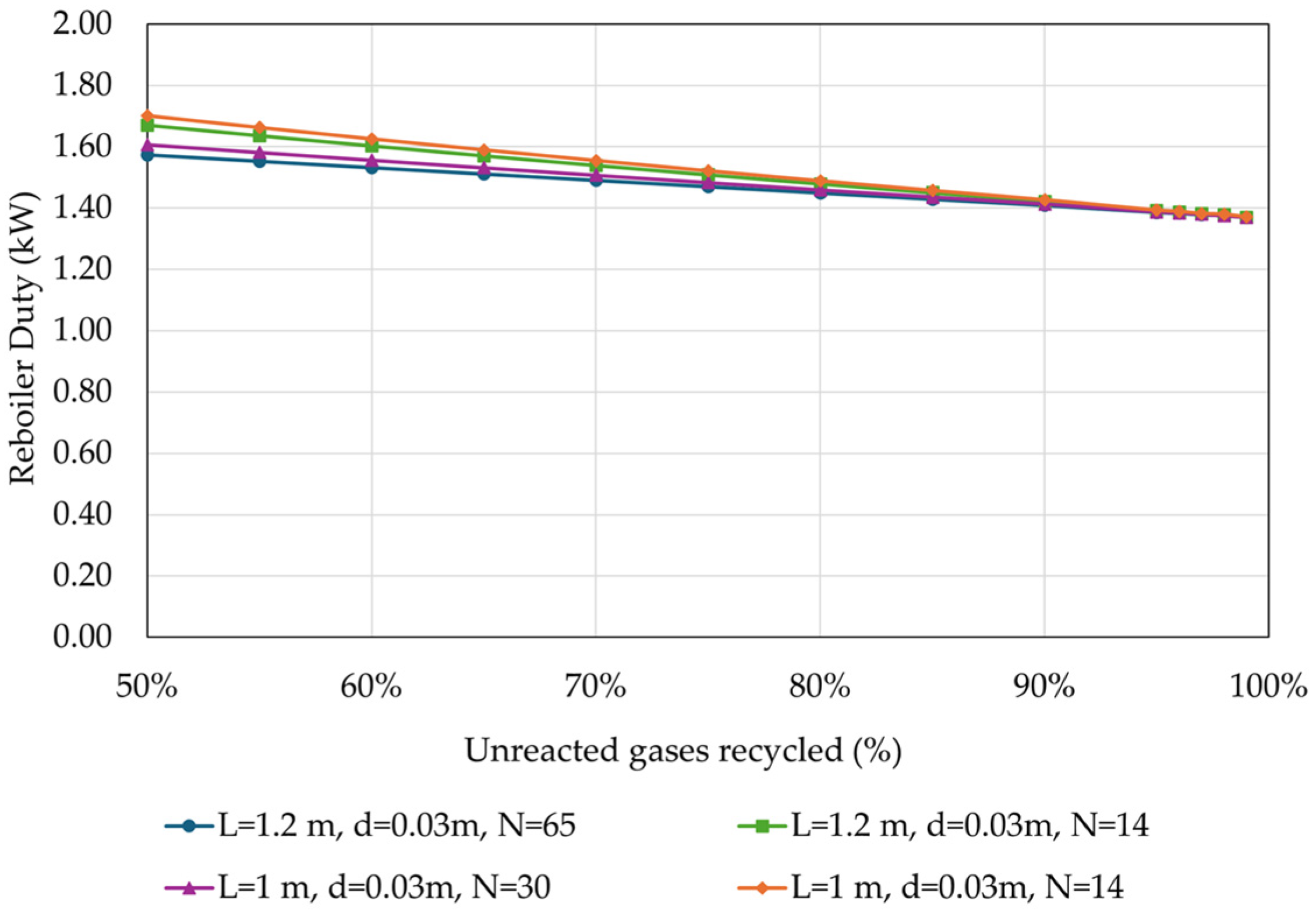
Figure 12 shows the variation in the reboiler duty with respect to the recycling rate of the unreacted gases.
The reboiler duty decreases slightly, by less than 0.4 kW or 0.08 kWh/kg MeOH, with the increase in the recycling rate of the unreacted gases. This variation is attributed to the slightly higher percentage of MeOH in the crude, resulting in lower heat demand for crude distillation.
The above findings suggest that a recycling rate greater than 95% should be implemented to achieve optimal results. Furthermore, since no discernible differences were found between the reactor designs, the smaller reactor was selected for further investigation.
4.3. Simulations with Recycling Loop—Optimizing Operational Parameters
After validating the reactor’s design, the next step was examining the effect of the system’s operational parameters on its overall performance. For all simulations, the percentage of gases flared was fixed at 4%, which corresponds to 96% recycling of unreacted gases.
For the defined design parameters (
Table 6), a thorough analysis of the thermodynamic performance of the process is conducted to determine the optimized operating parameters of the overall MeOH production system. The varying parameters are based on information from MeOH reactor operators and catalyst providers that limit the reactor temperatures from 190–210 °C to 300–315 °C. The first step of the analysis included the examination of the effect of the reactor pressure and thermal fluid temperature on the CCE
Unit, MeOH yield, and H
2 consumption.
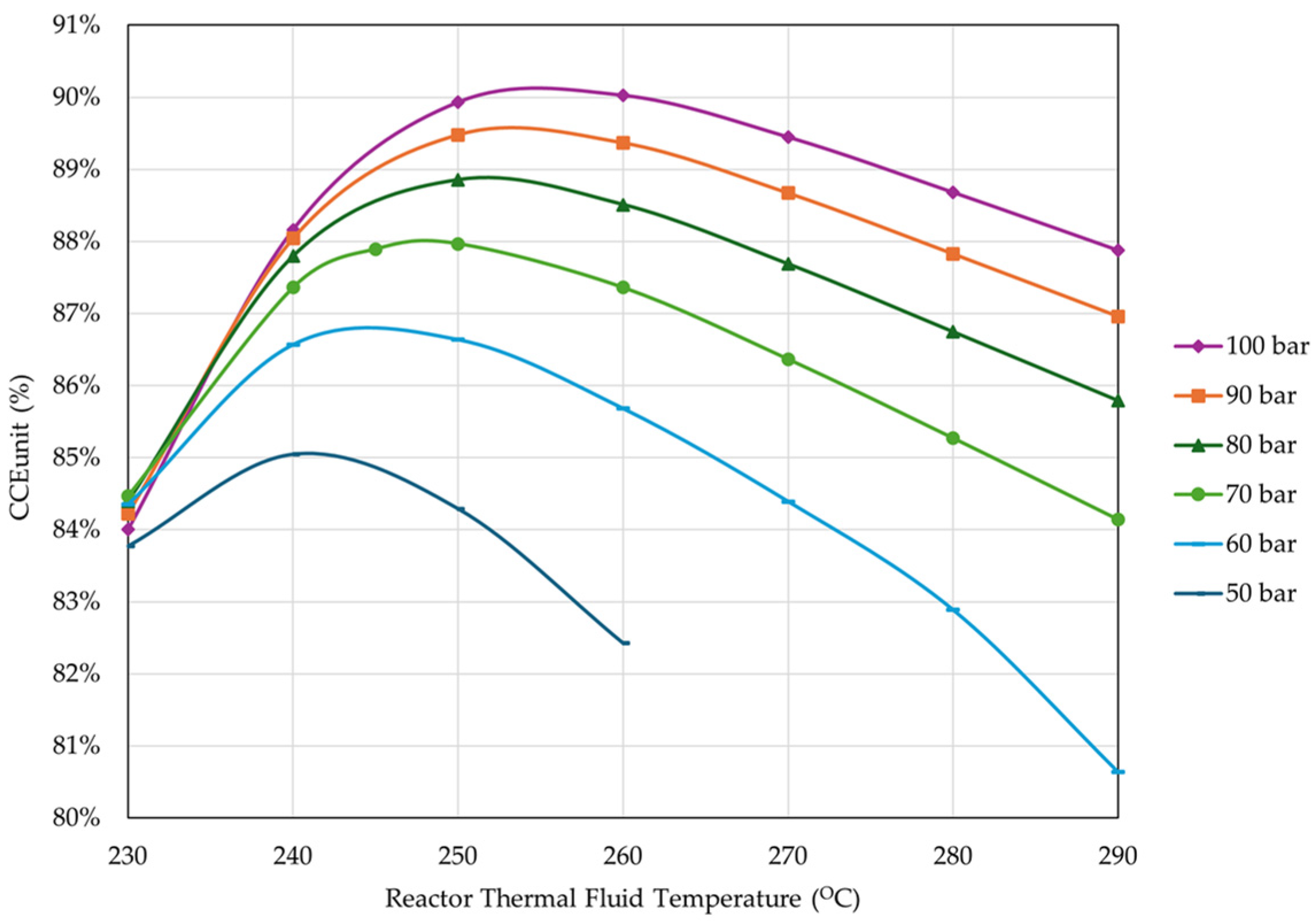
Figure 13 presents the effect of the reactor pressure and thermal fluid temperature on the CCE
Unit.
The results showed that increasing the pressure improves the CCE. Thermal fluid temperature on the other hand presents an optimal range from 240 °C to 260 °C, depending on the pressure. The results also showed that from 70 to 100 bar, the CCEUnit increased less than 3%; therefore, the risk of overpressure from the 30-bar jump is unnecessary, and a pressure limit of 70 bar was set. At 70 bar, the optimal thermal fluid temperature is 250 °C.
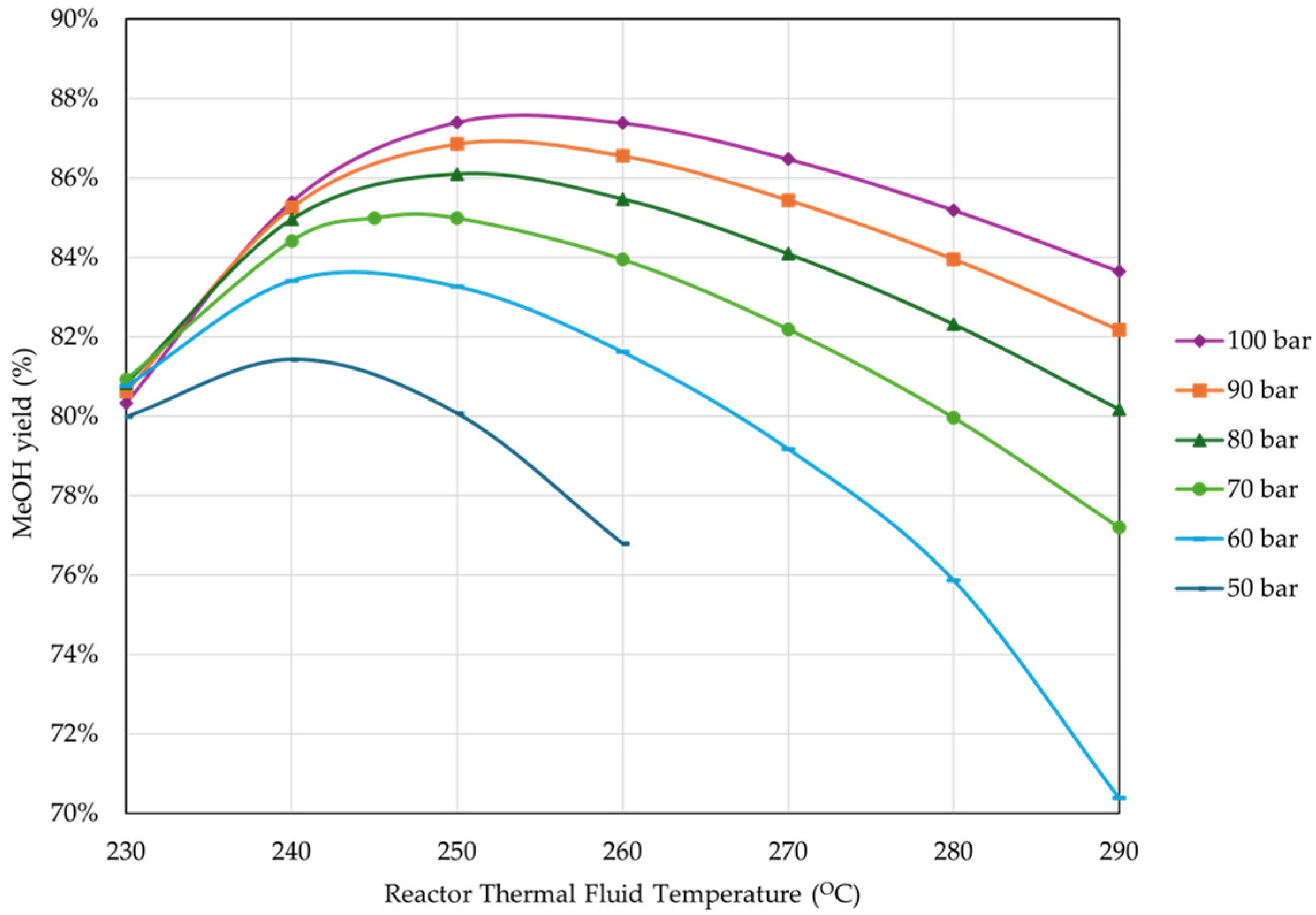
Figure 14 presents the effect of thermal fluid temperature and reactor pressure on the MeOH yield.
As expected, MeOH yield presented a similar behavior to CCE.
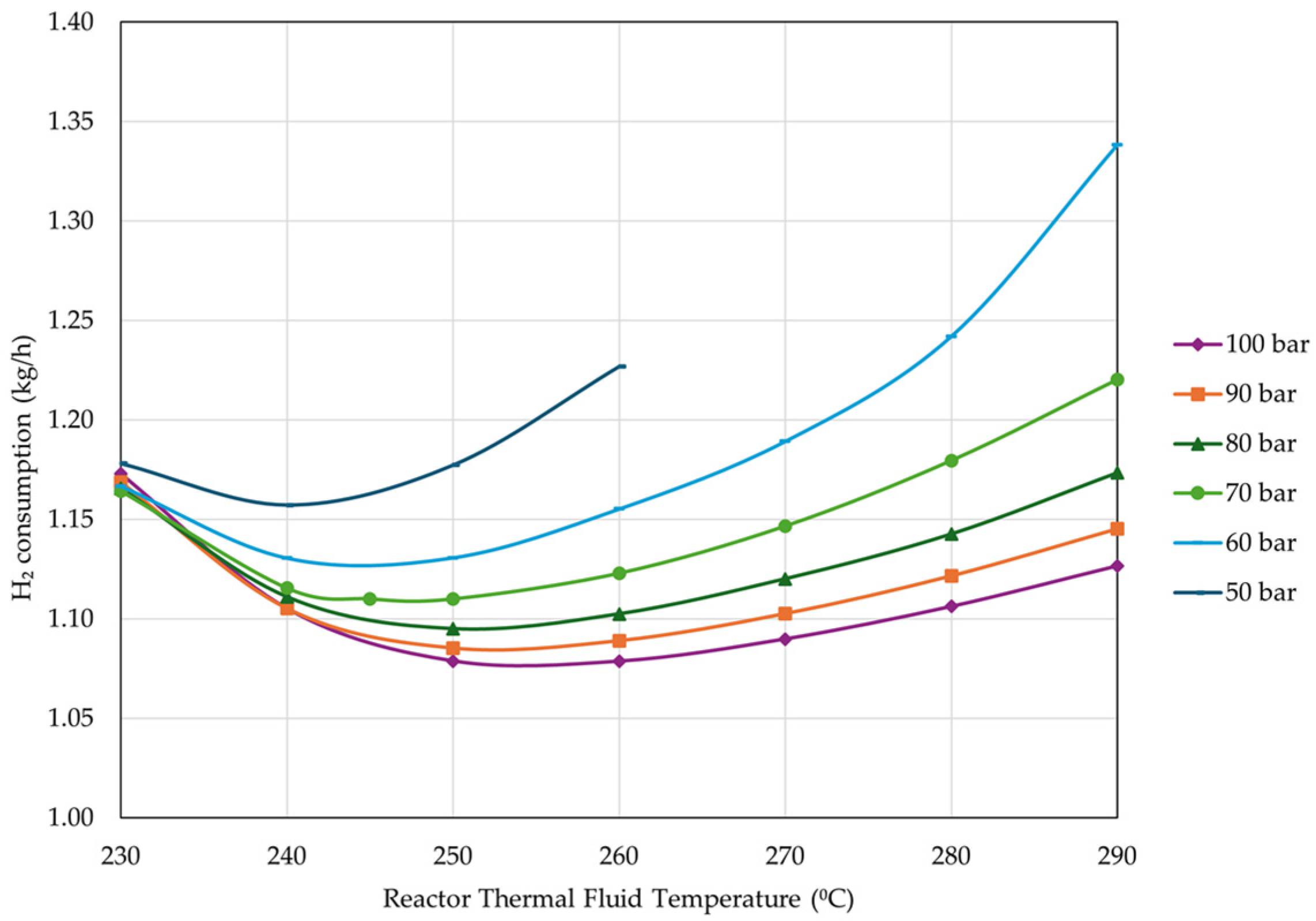
Figure 15 shows the effect of thermal fluid temperature and reactor pressure on H
2 consumption.
As expected, H2 consumption has the exact opposite behavior as CCE, specifically, consumption decreases with the increase in pressure. Moreover, an optimal thermal fluid temperature is observed for each pressure condition. Similar to CCEUnit, the differences in H2 consumption are minor above 70 bar.
In the above investigation, operational pressures as low as 50 bar combined with thermal fluid temperatures exceeding 260 °C resulted in a significant rise in reactor pressure drop. Therefore, results for these operating conditions are not plotted.
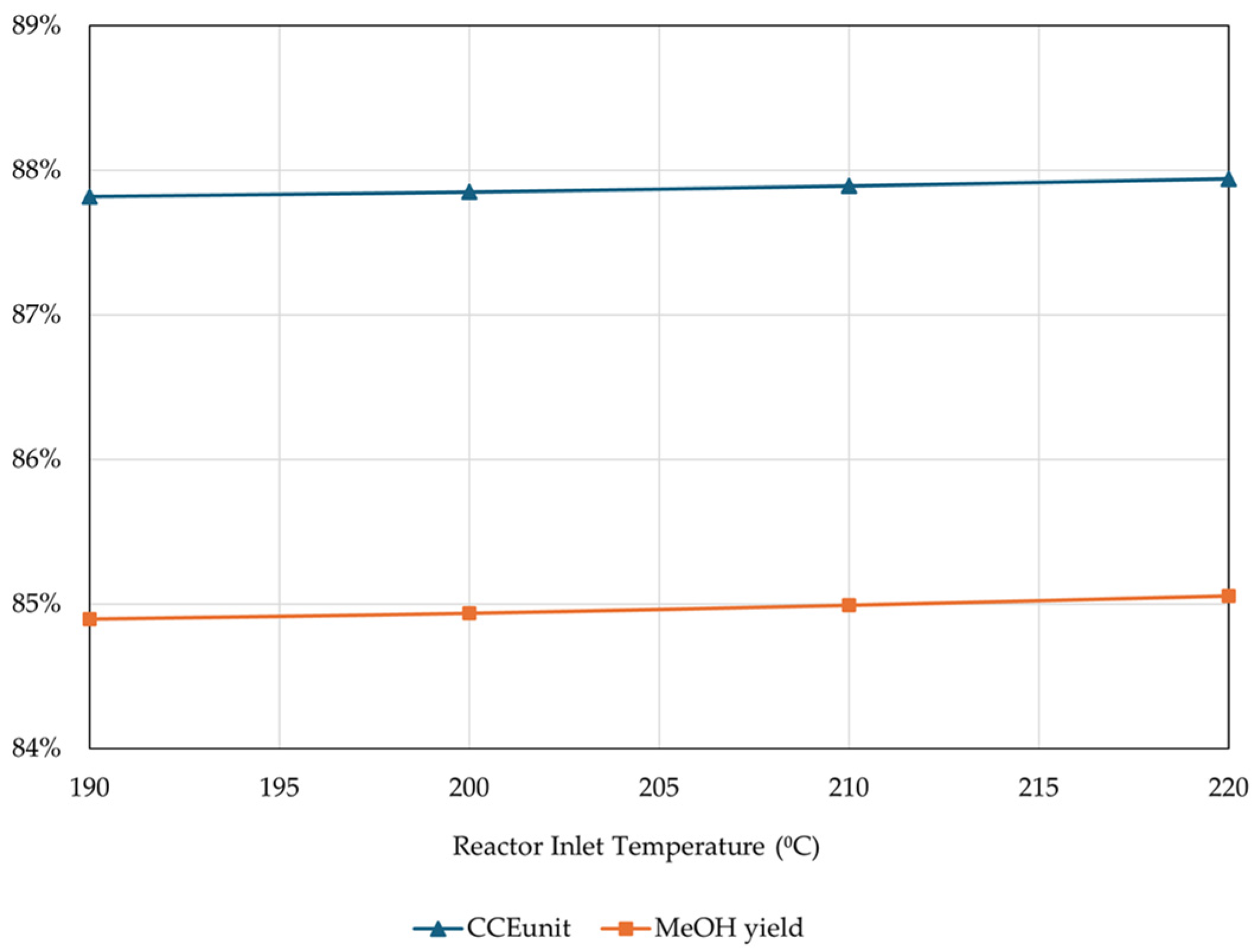
The analysis proceeded with the examination of the effect of the reactor’s inlet temperature (the pre-heating of the reactor feed) while maintaining a fixed thermal fluid temperature at 250 °C and fixed pressure at 70 bar. The results are presented in
Figure 16.
The results showed that in the presence of a thermal fluid, CCEUnit and MeOH yields are practically unaffected by the reactor inlet temperature, and it is therefore optimal to go with lower temperatures to minimize the pre-heating duties. However, not all MeOH catalysts can be activated at temperatures below 210 °C. Thus, an inlet temperature of 210 °C was chosen and fixed for the rest of the simulations.
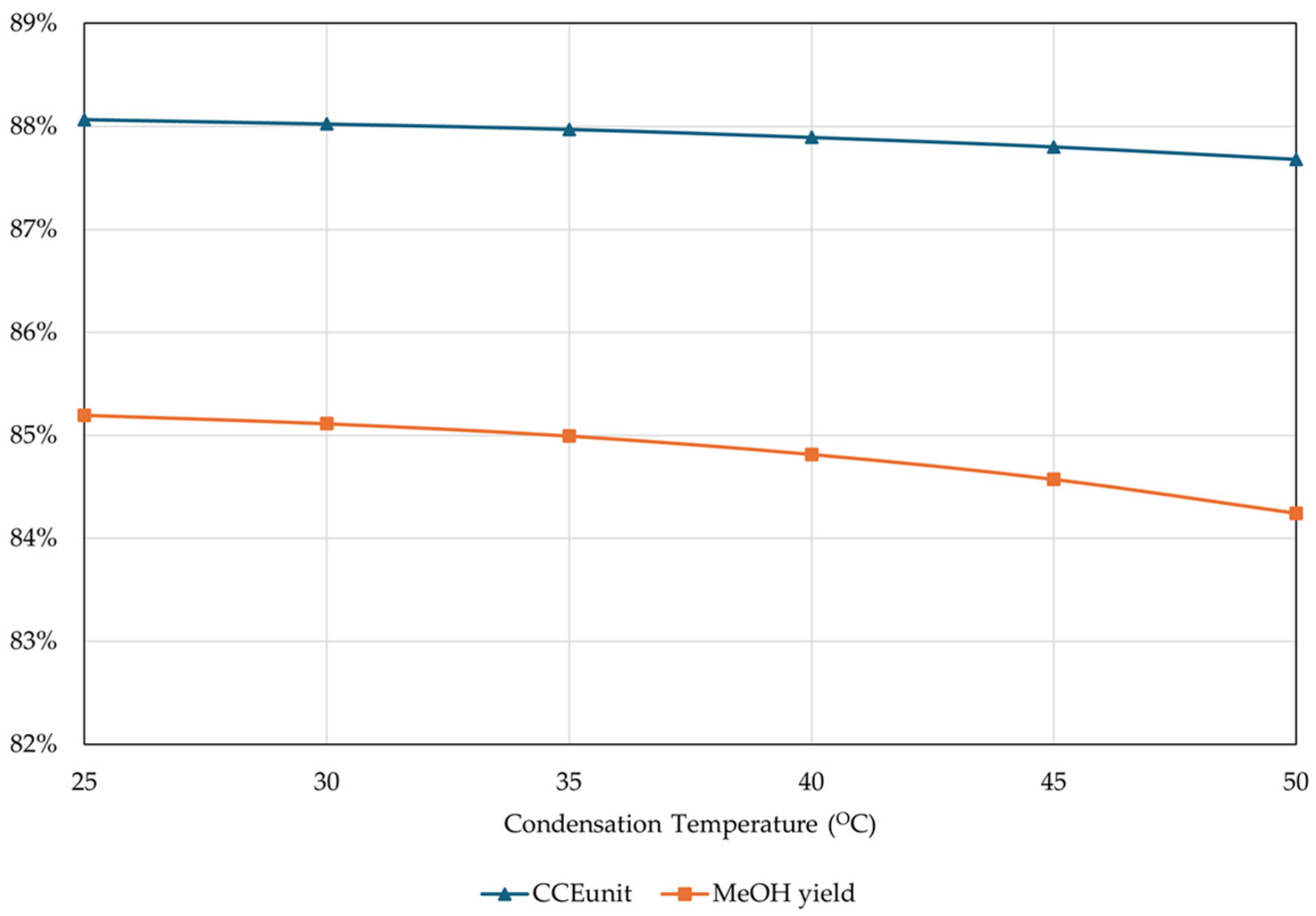
Another factor investigated was the effect of condensation temperature on the unit’s performance, keeping the rest of the parameters fixed. The effect of condensation temperature on the CCE
Unit and MeOH yield is presented in
Figure 17.
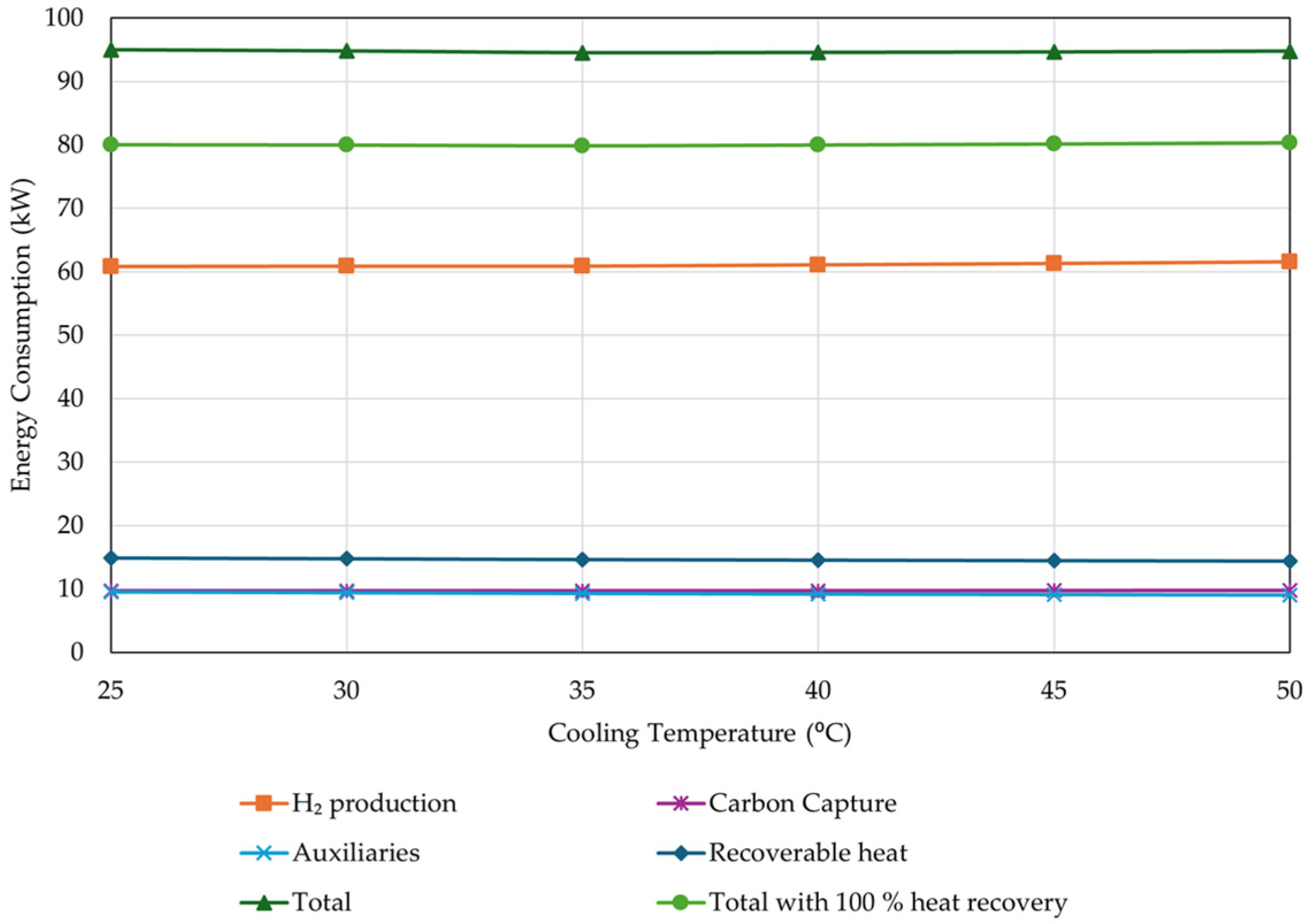
The results showed that when ranging from 25–50 °C, condensation temperature does not significantly affect the CCE
Unit and MeOH yield (the difference is less than 1%). This indicates that condensation temperature could be kept at maximum to reduce the cooling duties. However, higher condensation temperatures result in slightly higher H
2 consumption. In order to evaluate the optimal condensation temperature, the total energy requirements, including all auxiliaries, H
2 production, and carbon capture were examined and presented in
Figure 18. An average of 55 kWh/kg was considered for H
2 production through water electrolysis, while an average of 1.2 kWh/kg CO
2 was considered for the post-carbon capture unit. The recoverable heat from the suggested MeOH production system was also considered, to examine the theoretically possible lowest energy consumption.
The results showed that total energy consumption is not significantly affected by the condensation temperature. For this study, a typical condensation temperature of 35 °C was chosen and fixed for the rest of the simulations.
Based on the results obtained from the above analysis, the final operational parameters suggested are summarized in
Table 8.
4.4. Simulations with Complete Model—Optimizing Distillation Temperature
After defining the optimal parameters to maximize CCE
Unit and minimize H
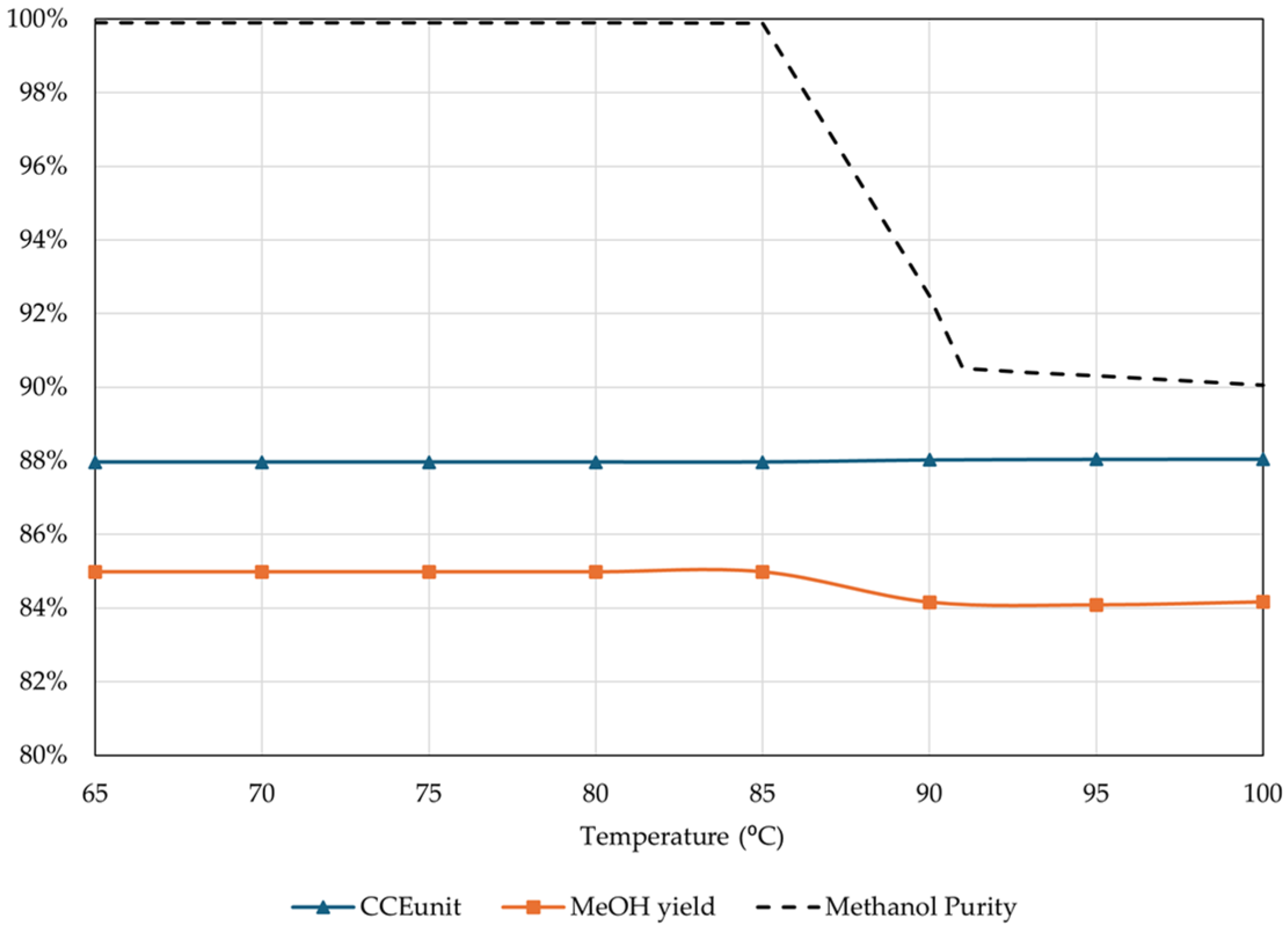
2 consumption, the next step is examining the optimal parameters for efficient MeOH distillation. Distillation typically takes place at near atmospheric pressure. Distillation temperature on the other hand can vary and significantly affect MeOH purity. The effect of the distillation temperature on CCE
Unit, MeOH yield, and MeOH purity is presented in
Figure 19.
The results showed that increasing the distillation temperature above 85 °C significantly reduced the MeOH purity. At 100 °C, MeOH purity can be as low as 90 wt.%, significantly lower than the desired fuel-grade purity of 99.85 wt.%. The drop in MeOH purity does not allow for higher temperatures. However, higher temperatures at the inlet of the distillation column would lead to lower reboiler duties. These temperatures can be efficiently achieved by using a heat exchanger between the reactor’s product stream and the distillation inlet stream, which not only raises the distillation temperature, reducing the heating requirements of the entire process, but also reduces the cooling requirements for the reactor’s effluent. Therefore, for this study, the highest possible temperature, without reducing MeOH purity, was selected as 85 °C.
4.5. Final Unit Specification
Considering the results of the optimization analysis, the final specifications and performance parameters of the unit are summarized in
Table 9.
The final unit achieved an 87.97% CCE
Unit and an 84.99% MeOH yield, consuming 0.22 kg H
2/kg MeOH and 1.61 kg CO
2/kg MeOH. An efficient, large-scale MeOH production process demonstrated in previous research achieved a MeOH yield as high as 99.78%, while consuming 0.19 kg H
2/kg MeOH and 1.36 kg CO
2/kg MeOH, resulting in more efficient MeOH production compared to the proposed solution [
9]. Several studies on MeOH production through CO
2 hydrogenation have shown that high carbon conversion (93–100%) can be achieved with CO
2 consumption ranging from 1.2 to 1.6 kg CO
2/kg MeOH. However, other studies demonstrate less efficient MeOH production compared to the proposed system [
20]. The energy demands of the suggested process are substantial, with electricity requirements reaching 0.25 kW
el/kg MeOH, heating requirements resulting in 1.68 kW
th/kg MeOH, and cooling requirements amounting to 2.60 kW/kg MeOH. Energy consumption for MeOH production from CO
2 and H
2 varies widely in literature, with several studies considering heat integration within the process or utilizing surplus heat produced to cover the heating needs of connected units such as a carbon capture unit [
8,
21].
5. Discussion
MeOH demand in Europe reached 11.3 million tons in 2023 and is expected to grow with a 3.96% compound annual growth rate (CAGR) until 2034 [
22]. Approximately 15% of MeOH was used as fuel in gasoline blends in 2023, with the percentage estimated to be 16% by 2030. Nevertheless, green MeOH demand vastly exceeds the supply [
23].
CO
2 hydrogenation is considered the technology with the greatest potential for MeOH production [
4]. It is already at a technology readiness level (TRL) of eight with numerous production plants around the world [
24]. In 2022, the largest CO
2 hydrogenation plant to date started production in China, with a production capacity of 110,000 tons of MeOH [
25]. Nevertheless, the commercialization of large-scale plants still faces significant challenges, many of which are specifically attributed to high H
2 consumption.
Many studies have highlighted that H2 production is environmentally sustainable only when clean energy sources are used, such as electricity from RES (green H2). However, direct use of electrical energy is in most cases a more efficient option than its conversion and storage in energy carriers. In other words, green H2 is typically produced using the electricity surpluses of RES parks supporting other infrastructures, as dedicating RES parks specifically to support green H2 production plants can be an inefficient use of RES potential. Considering the high electricity demands of H2 production are covered by a fraction of the RES park’s output, large-scale production needs to be supported by parks of very high capacities, which can be difficult to come by.
H2 handling is another significant issue, especially for large-scale installations. Higher H2 production exacerbates nearly every single safety issue, the extent of safety infrastructure required, the difficulty of monitoring, the probability of misuse of large-scale equipment, and the probability of leakages, to name a few. In the case of a failure, the severity of the event is directly proportional to the plant’s size. These safety issues are significantly reduced with the plant ‘size. H2 transportation is also an issue, thus use close to its production site is considered a safer option.
The solution can be found in small-scale, localized H
2 production facilities powered by the energy surplus of small-scale RES parks of off-grid and net-zero energy districts. This solution pairs well with the idea of small-scale containerized and portable CO
2 hydrogenation units, transported to said localized facilities. The concept of small-scale CO
2 hydrogenation units has already been examined by technology providers and manufacturers [
26].
In order to promote this concept, practical issues related to the unit’s scale must be addressed. One such issue is the coupling with carbon capture units, which are generally large-scale installations targeted towards large-scale industries for the capture of tons of CO2 per hour. While bottling captured CO2 and using it in retrofitted and controlled flows is a valid option, CO2 production highly exceeding CO2 consumption is a significant handling issue. In that sense, the development of small-scale carbon capture units can promote the commercialization of both technologies, and their use in more applications than only large-scale industries.
Nevertheless, the advantages of small-scale CO
2 hydrogenation units outweigh the disadvantages, especially in terms of simplicity of operation, which can be fully electrified. For example, small-scale units can operate with small compressors (<2 kW) and electric heaters/reboilers, which on larger applications may be fuel-driven, adding to the unit’s complexity. Containerized MeOH production, however, has yet to be commercialized; nevertheless, significant research has been conducted by numerous European projects [
27,
28].
6. Conclusions
Optimizing the performance of CCU technologies is key in order to establish them as viable decarbonization solutions, especially compared to their CCS counterparts. This study performed an optimization analysis on a containerized and portable CO2 hydrogenation unit with a 5 kg/h MeOH production capacity. The analysis focused on the key performance indicators of CCE, MeOH yield, H2 consumption, and MeOH purity.
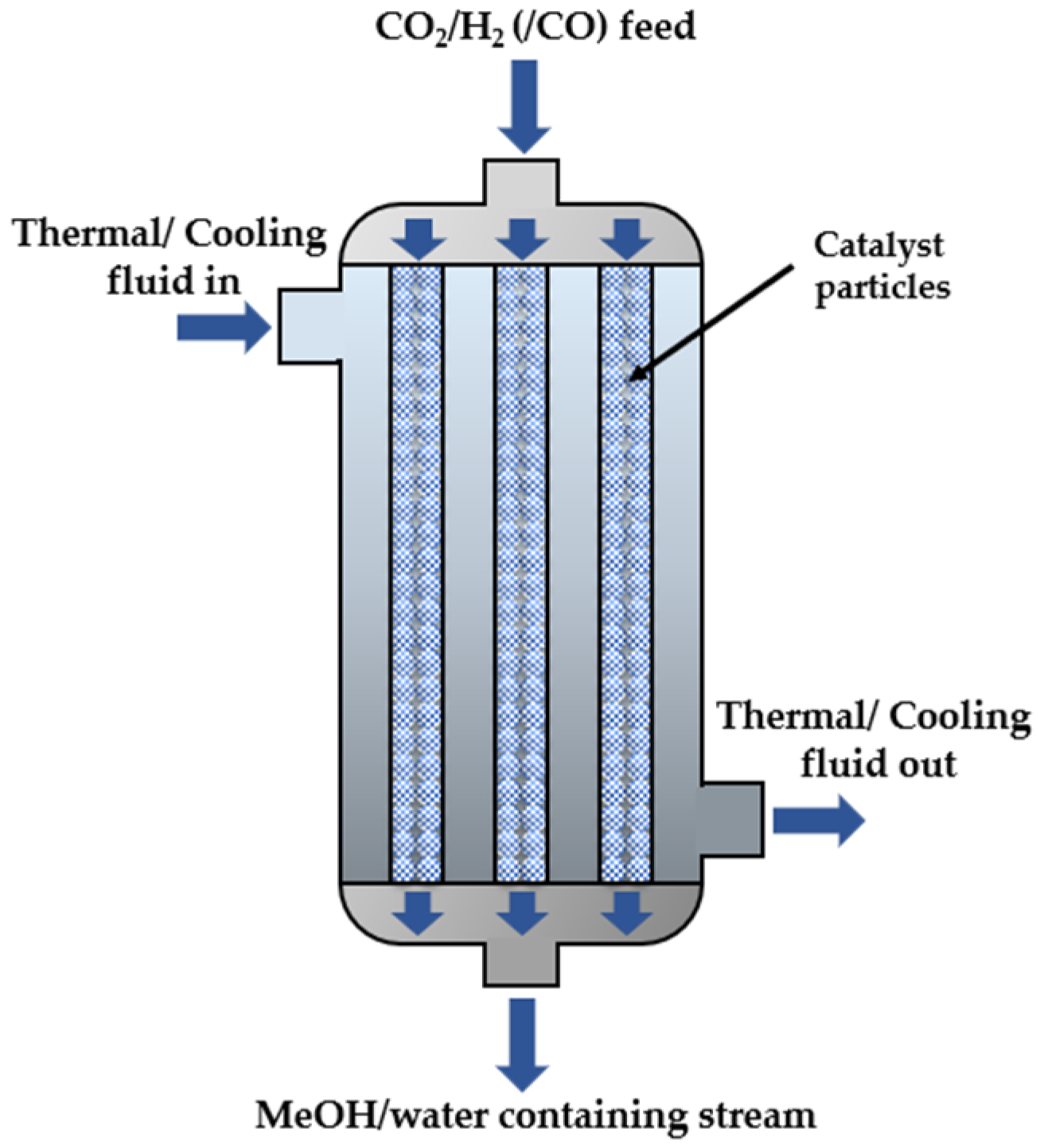
The analysis was realized in seven steps. In the first step, the multi-tubular catalytic reactor and occurring reactions were modeled in the Aspen Plus software. Step 2 was hypothesizing and evaluating an initial reactor design based on the GHSV, through a simplified single-pass model. In step 3, the reactor is re-designed and evaluated with the same single-pass model and operational parameters, according to the results on GHSV. Step 4 was expanding the model to include a recycling loop and validating the re-design with the new model. Step 5 was the examination of the effect of operational parameters in the unit’s performance and concluding on the optimal performance. Step 6 was expanding the model to include the distillation process (complete model) and examining the effect of distillation temperature on the unit’s performance. Step 7 was the definition of all specifications of the optimized unit, as the final product of the analysis.
The analysis conclusions are summarized as follows: (1) A final design of 1 m bed height, 0.03 m tube inner diameter, and 14 tubes was considered optimal for a 5 kg/h MeOH production. (2) In the presence of thermal fluid, the reactor’s inlet temperature does not significantly affect the unit’s performance; thus, a relatively low inlet temperature of 210 °C was considered optimal to reduce pre-heating requirements. (3) Increasing the reactor’s pressure significantly improved the overall performance. For all examined reactor pressures, the performance peaked at a certain thermal fluid temperature. A 70-bar reactor pressure and 250 °C thermal fluid temperature were decided, to avoid overpressure without reducing the unit’s efficiency significantly. (4) The condensation temperature of the reactor’s effluent did not significantly affect the system performance, so a typical 35 °C temperature was selected. (5) Increasing the distillation temperature significantly reduced the MeOH purity after 85 °C, which was the temperature chosen.
The final unit designed achieved an 87.97% CCEUnit and an 84.99% MeOH yield, consuming 1.11 kg H2/h to produce 5.01 kg MeOH/h of 99.86 wt% purity. The unit layout and reactor design proposed are fitting for a containerized solution, giving ample space for components typically placed above (i.e., pre-heater) or below (i.e., condenser and separators) the reactor, without exceeding the dimensions or the height limits of flat-rack containers (reactor is placed vertically in the unit). This study can provide valuable information and guidelines for designing small-scale, containerized, and portable CO2 hydrogenation units, which can serve as alternative solutions to address issues of H2 production and transportation related to large-scale installations.


 ,
, 



{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}