
Mechanical Performance Enhancement of Aluminum Single-Lap Adhesive Joints Due to Organized Alumina Nanotubes Layer Formation on the Aluminum Adherends


 ,
, 
Abstract
1. Introduction
2. Materials and Methods
2.1. Materials
2.2. Electrochemical Anodization of the Adherends
2.3. Manufacturing of the Joints
- Aluminum/neat epoxy resin/aluminum (reference joint);
- Anodized aluminum/neat epoxy resin/anodized aluminum.
2.4. Surface Analysis and Mechanical Characterization
3. Results and Discussion
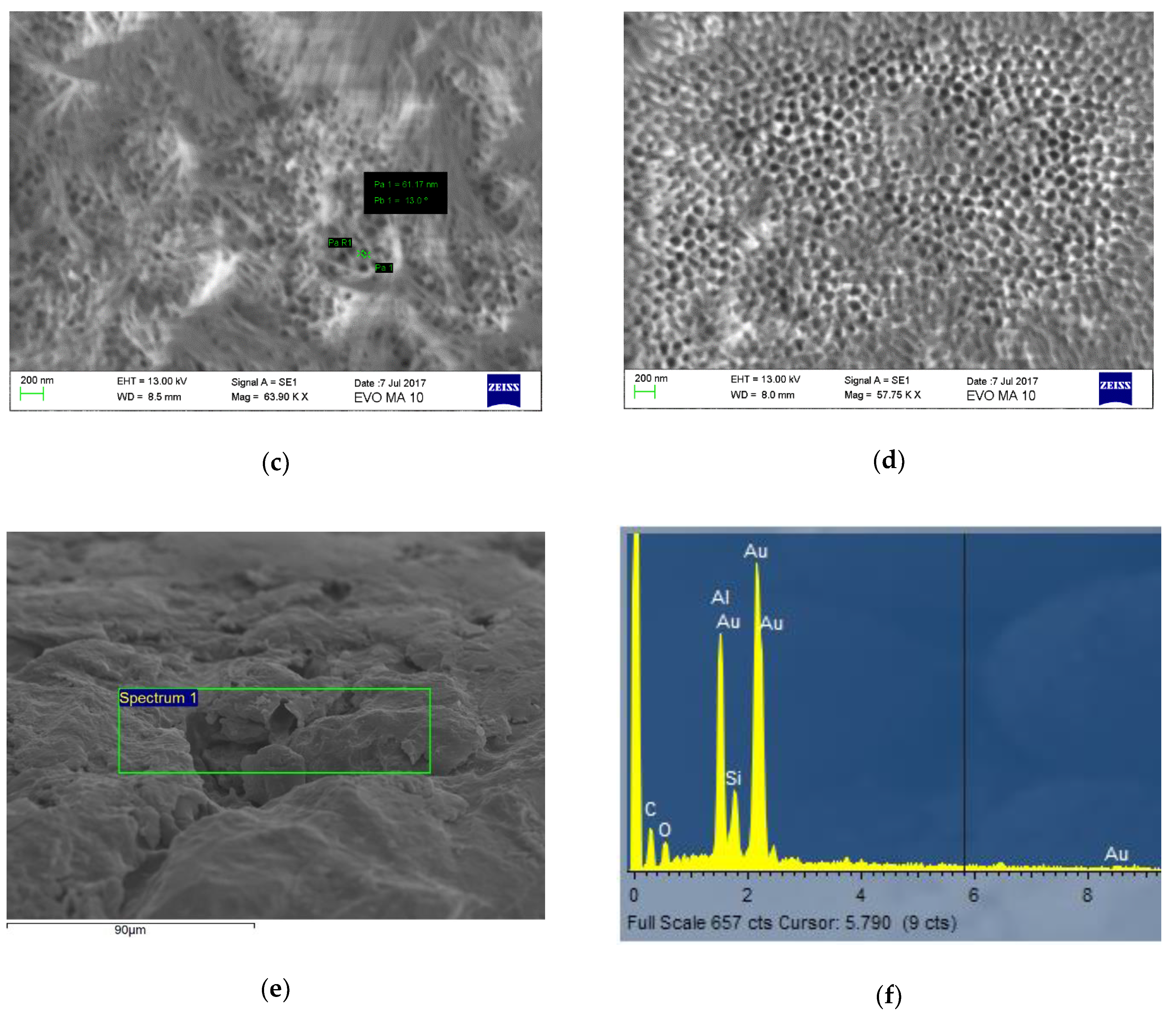
3.1. Anodization Results
- The finishing of the surface before anodizing, which is necessary since it reduces discontinuities and creates a flat and smooth surface for the formation of self-organized nanotubes within the oxide layer;
- The cleaning step with methanol/ethanol, which reduces existing impurities on the sample surface;
- The ultrasonication, which is performed to remove the upper part of the nanotubes layer in order to create a large opening, as well as to remove traces of chemical elements deposited from the electrolyte.
- Electropolishing: a 3 wt% HF aqueous electrolyte is used for the electropolishing. This process is exothermic; in order to avoid accidents caused by high temperatures, the electrolyte was frozen and then partially melted before the experiment. This helped to maintain a low temperature during the experiment. The hydrofluoric electrolyte is a passivating agent which enables the formation of the oxide layer, followed by the formation of pits. The selected electric potential (20 V) was found appropriate since it allows the formation of a thick oxide layer where pits are homogeneously distributed on the aluminum surface. A higher electric potential would lead to the formation of deep cavities instead of uniformly shaped pores, which are not suitable for the pre-formation of alumina nanotubes. A lower potential assures safe conditions to run the experiment and appropriate ones for a guided anodization and build-up of initial pores;
- Pre-anodization: The first anodization step, called pre-anodizing, allows a field-assisted dissolution of the oxide under a higher electric potential (40 V) compared to the previous step of electropolishing. This process is referred to as the field-assisted emission of aluminum ions and is considered a prerequisite for the controlled formation of a porous alumina oxide [27];
- Anodization: The second anodizing step is performed for an extended time (4 h) compared to the pre-anodization, and runs at a higher voltage (60 V), thus enabling a guided self-building of the nanotube architecture.
3.2. Mechanical Evaluation
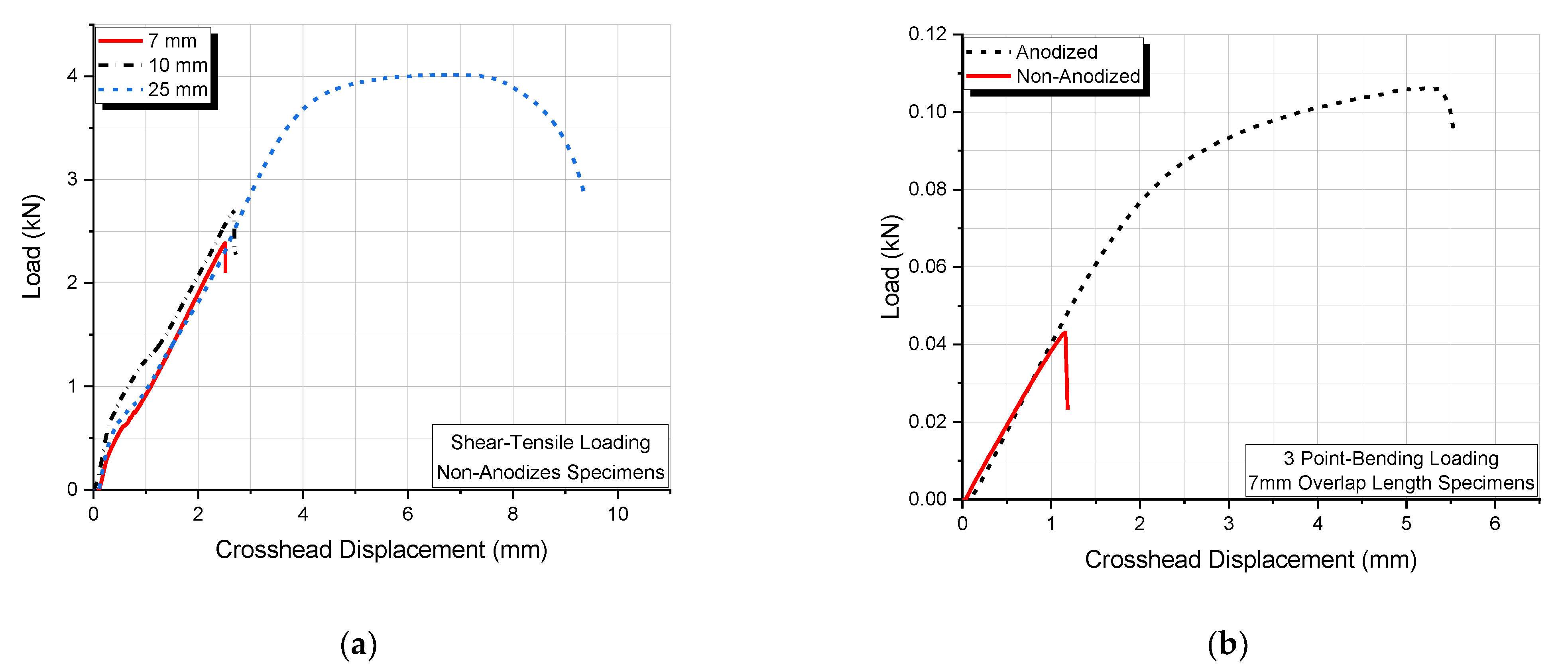
3.2.1. Shear Strength by Tensile Loading
- Strain rate;
- Loading rate;
- Deformation or loading history;
- Temperature;
- Heating or cooling rate;
- Humidity, etc.
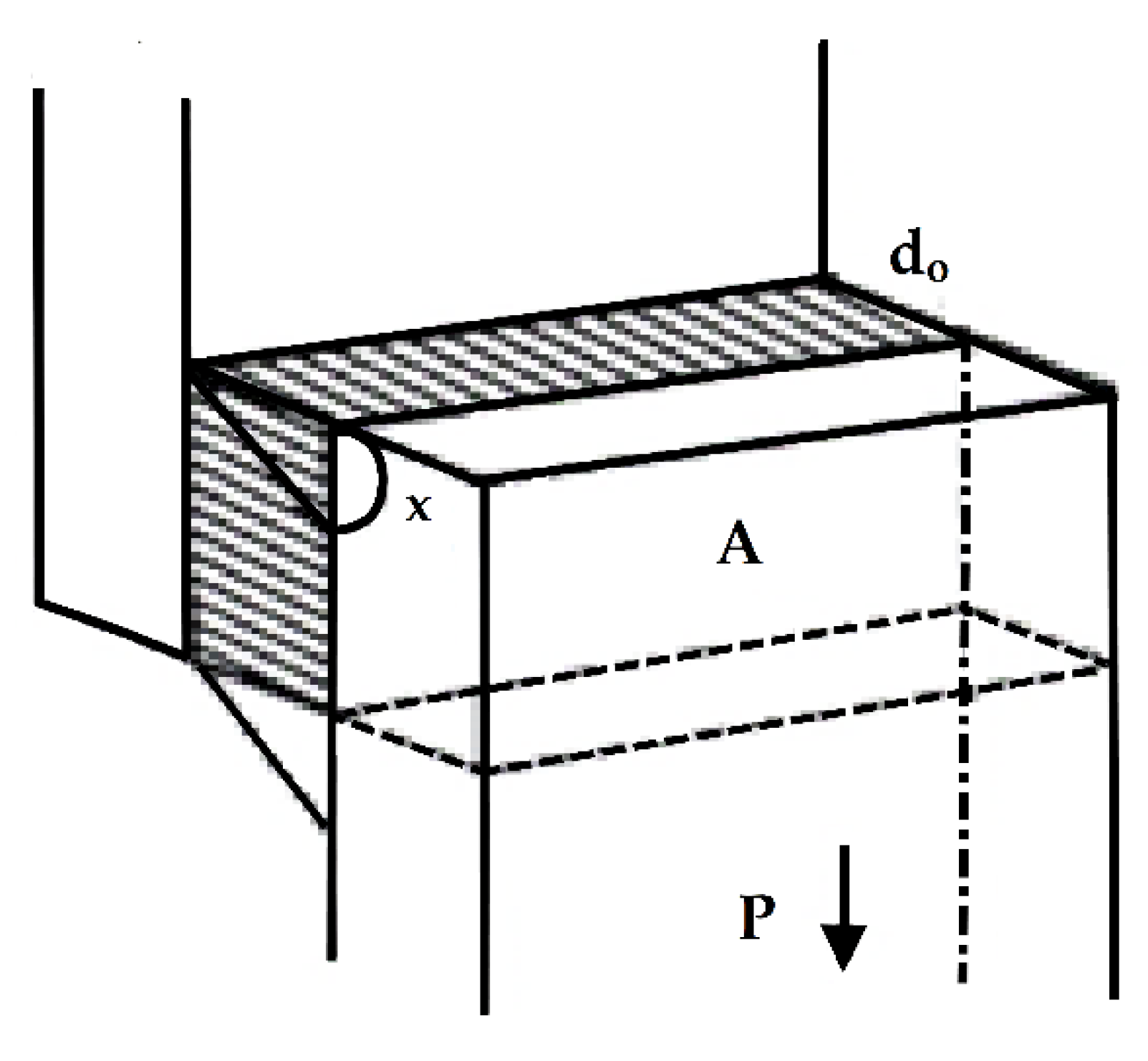
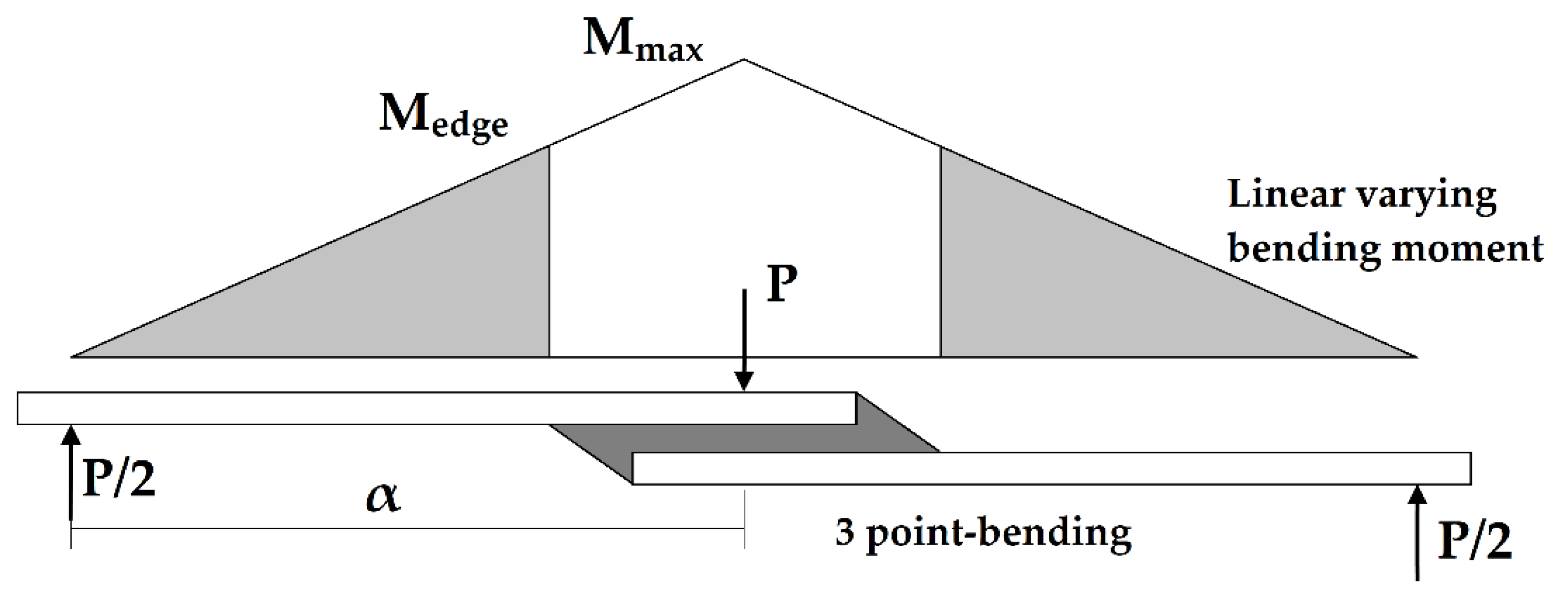
3.2.2. Three-Point Bending of Joints with Araldite Adhesive
4. Conclusions
- A new recipe for the anodization of commercial aluminum for industrial applications has been proposed, with the purpose to nano-functionalize the metal’s surface. Through this method, a nanometer scale layer of alumina nanotubes has been formed in the upper part of the aluminum. Given that very few works were dedicated to the nano structuring of low-cost aluminum, it is considered that the anodization recipe can find immediate application in industries (aeronautics, maritime, automotive etc.);
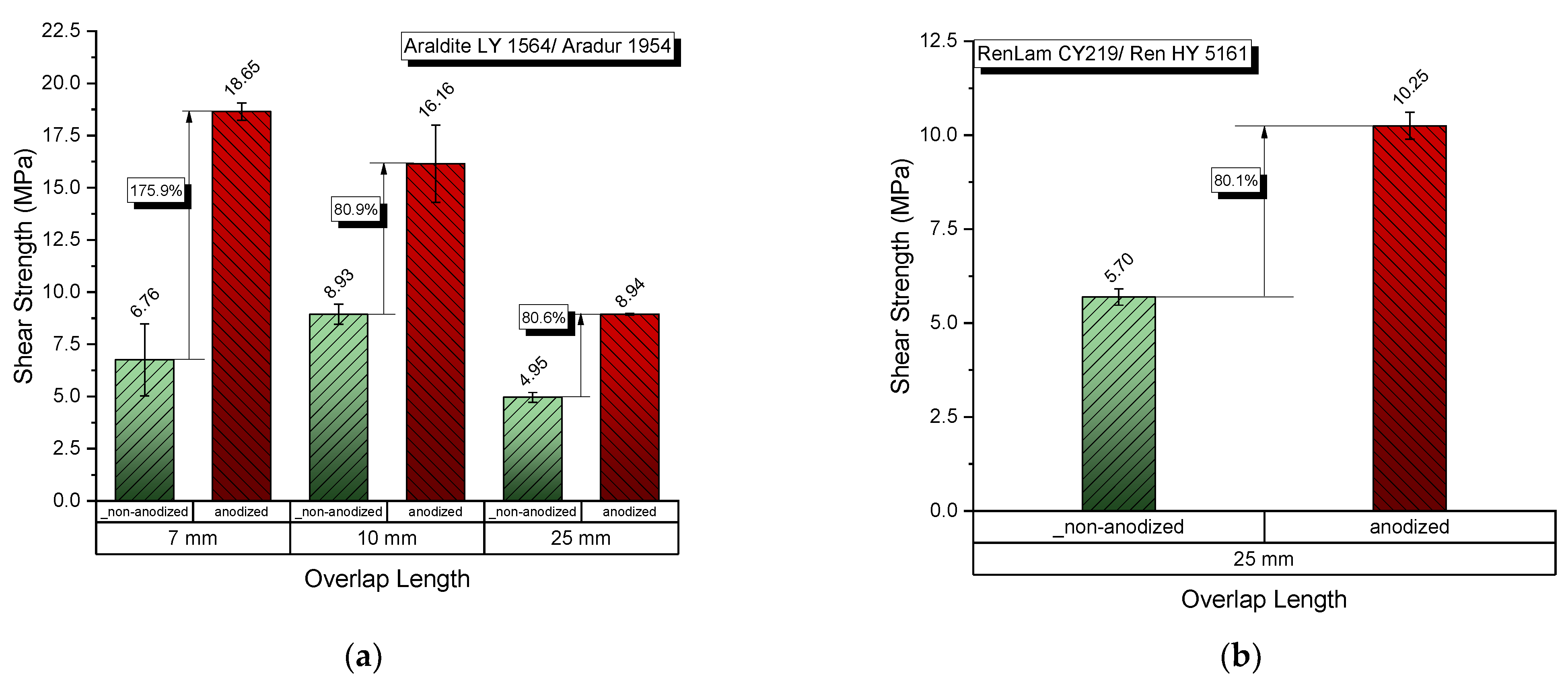
- A general conclusion of all of the aspects studied in the present investigation is that anodization of aluminum substrates led to tremendous increases in both tensile–shear strength (175.9%) and overall bending strength (148.4%), irrespectively of the adhesive type used.
- Concerning the tensile–shear loading, all joints with anodized adherends showed values of maximum load that were much higher than the corresponding joints with non-anodized adherends, regardless of the overlap length. The most evident increase was observed in joints with 7 mm overlap length, where the experimental results for the tensile–shear strength presented above indicate that the joints with an overlap length of 7 mm had the greatest strength increase (Figure 7a), while the joints with 10 and 25 mm overlap lengths had almost the same percentage (~80%) increase in the maximum load compared to the joints with non-anodized adherends with the same overlap length;
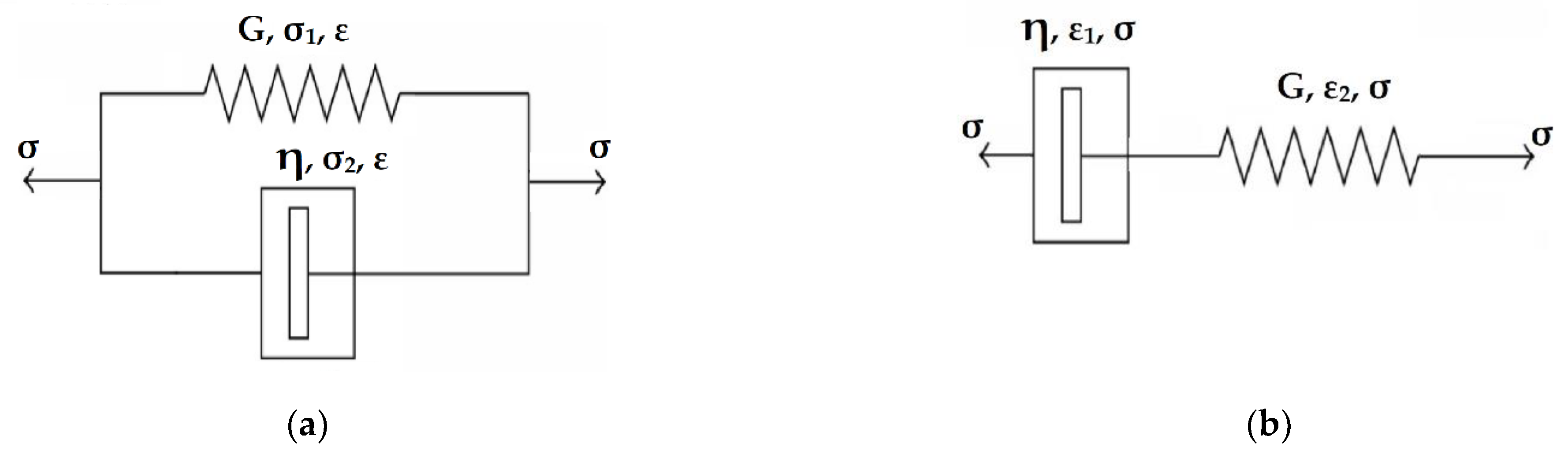
- The above results were qualitatively verified by applying simple linear viscoelastic models.
- All joints with anodized adherends showed improved strength when compared to those with non-anodized adherends, regardless of the overlap length (Figure 10). The most significant flexural strength improvement due to nano-functionalization of the adherends was 148.4%, and was observed in specimens with a 7 mm overlap length;
- The nano-functionalization of adherends proved efficient even when the epoxy adhesive was changed. A preliminary study of joints with a 25 mm overlap length, for which RenLam adhesive was used, showed a 151.6% enhancement in flexural strength with the addition of the nanotubes layer to the adherends (Figure 10b);
- The above results were qualitatively verified by applying the classical three-point bending theory.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Conflicts of Interest
References
- Balasubramanian, K.; Tirumali, M.; Badhe, Y.; Mahajan, Y. Nano-enabled Multifunctional Materials for Aerospace Applications. In Aerospace Materials and Material Technologies; Springer: Singapore, 2017; pp. 439–453. [Google Scholar]
- Daniyan, I.A.; Tlhabadira, I.; Mpofu, K.; Adeodu, A.O. Process design and optimization for the milling operation of aluminum alloy (AA6063 T6). Mater. Today Proc. 2021, 38, 536–543. [Google Scholar] [CrossRef]
- Xie, D.; Li, W. A novel simple approach to preparation of superhydrophobic surfaces of aluminum alloys. Appl. Surf. Sci. 2011, 258, 1004–1007. [Google Scholar] [CrossRef]
- Shehabeldeen, T.A.; Yin, Y.; Ji, X.; Shen, X.; Zhang, Z.; Zhou, J. Investigation of the microstructure, mechanical properties and fracture mechanisms of dissimilar friction stir welded aluminium/titanium joints. J. Mater. Res. Technol. 2021, 11, 507–518. [Google Scholar] [CrossRef]
- Marchione, F. Stress distribution in double-lap adhesive joints: Effect of adherend reinforcement layer. Int. J. Adhes. Adhes. 2021, 105, 102780. [Google Scholar] [CrossRef]
- Ciardiello, R.; Greco, L.; Miranda, M.; Di Sciullo, F.; Goglio, L. Experimental investigation on adhesively bonded U-shaped metallic joints using the Arcan test. J. Adv. Join. Process. 2020, 1, 100010. [Google Scholar] [CrossRef]
- Sharpe, L.H. The lnterphase in Adhesion. J. Adhes. 1972, 4, 51–64. [Google Scholar] [CrossRef]
- Salam, A.; Makhlouf, H.; Prado, J. Chapter 2: Recent developments in smart coatings for steel alloys, their impact in the steel industry, and applications. In Advances in Smart Coatings and Thin Films for Future Industrial and Biomedical Engineering Applications; Salam, A., Makhlouf, H., Abu-Thabit, N.Y., Eds.; Elsevier: Amsterdam, The Netherlands, 2020; pp. 39–55. [Google Scholar]
- Hooda, A.; Goyat, M.S.; Pandey, J.K.; Kumar, A.; Gupta, R. A review on fundamentals, constraints and fabrication techniques of superhydrophobic coatings. Prog. Org. Coat. 2020, 142, 105557. [Google Scholar] [CrossRef]
- Marinosci, V.M.; Grouve, W.J.B.; de Rooij, M.B.; Wijskamp, S.; Akkerman, R. Effect of grit-blasting on the fracture toughness of hybrid titanium-thermoplastic composite joints. Int. J. Adhes. Adhes. 2021, 109, 102893. [Google Scholar] [CrossRef]
- Minford, J.D. Joint Durability Studies with Abraded, Etched, Coated and Anodized Aluminum Adherends. In Adhesive Joints; Mittal, K.L., Ed.; Springer: Boston, MA, USA, 1984. [Google Scholar]
- Cognard, J. The metal/polymer interphase in adhesive joints. Int. J. Adhes. Adhes. 1991, 11, 114–116. [Google Scholar] [CrossRef]
- Rudawska, A.; Zaleski, K.; Miturska, I.; Skoczylas, A. Effect of the Application of Different Surface Treatment Methods on the Strength of Titanium Alloy Sheet Adhesive Lap Joints. Materials 2019, 12, 4173. [Google Scholar] [CrossRef]
- Guo, L.; Liu, J.; Xia, H.; Li, X.; Zhang, X.; Yang, H. Effects of surface treatment and adhesive thickness on the shear strength of precision bonded joints. Polym. Test. 2021, 94, 107063. [Google Scholar] [CrossRef]
- Salamat, A.; Islam, T. Fabrication of an anodized porous alumina relative humidity sensor with improved sensitivity. Instrum. Sci. Technol. 2020, 48, 128–145. [Google Scholar] [CrossRef]
- Batista-Grau, P.; Sánchez-Tovara, R.; Fernández-Domene, R.M.; García-Antón, J. Formation of ZnO nanowires by anodization under hydrodynamic conditions for photoelectrochemical water splitting. Surf. Coat. Technol. 2020, 381, 125197. [Google Scholar] [CrossRef]
- Wang, X.; Sun, M.; Murugananthan, M.; Zhang, Y.; Zhang, L. Electrochemically self-doped WO3/TiO2 nanotubes for photocatalytic degradation of volatile organic compounds. Appl. Catal. B Environ. 2020, 260, 118205. [Google Scholar] [CrossRef]
- Gasco-Owens, A.; Veys-Renaux, D.; Cartigny, V.; Rocca, E. Large-pores anodizing of 5657 aluminum alloy in phosphoric acid: An in-situ electrochemical study. Electrochim. Acta 2021, 382, 138303. [Google Scholar] [CrossRef]
- Domagalski, J.T.; Xifre-Perez, E.; Tabrizi, M.A.; Ferre-Borrull, J.; Marsal, L.F. Magnetic nanoparticle decorated anodic alumina nanotubes for fluorescent detection of cathepsin B. J. Colloid Interface Sci. 2021, 584, 236–245. [Google Scholar] [CrossRef]
- Ono, S.; Hashimoto, H.; Asoh, H. Alumina Nanotubes Formed by Anodization of Aluminum Cast Alloy. In 2018 ECS Meeting ECS Meeting Abstracts, Volume MA2018-02, C02-Pits & Pores 8: Nanomaterials—Fabrication, Properties, and Applications; Abstr. MA2018-02; The Electrochemical Society: Pennington, NJ, USA, 2018; p. 591. [Google Scholar]
- Kozhukhova, A.E.; du Preez, S.P.; Bessarabov, D.G. Preparation of anodized aluminium oxide at high temperatures using low purity aluminium (Al6082). Surf. Coat. Technol. 2019, 378, 124970. [Google Scholar] [CrossRef]
- Papanicolaou, G.C.; Portan, D.V.; Petropoulos, G.N.; Kontaxis, L.C. Effect of TiO2 nanotubes developed on pure titanium substrates on the mechanical performance of titanium-titanium single-lap adhesive joints. Ciência Tecnol. Dos Mater. 2016, 28, 130–137. [Google Scholar] [CrossRef]
- Sudhan, A.L.S.; Solomon, A.B. Effect of Temperature on the Surface Characteristics of Anodized Aluminium Tubes. In Trends in Manufacturing and Engineering Management; Vijayan, S., Subramanian, N., Sankaranarayanasamy, K., Eds.; Lecture Notes in Mechanical Engineering; Springer: Singapore, 2021. [Google Scholar]
- Xu, D.; Feng, X.; Song, Y.; Li, X.; Zhang, J.; Chen, S.; Shen, X. Fast growth of highly ordered porous alumina films based on closed bipolar electrochemistry. Electrochem. Commun. 2020, 119, 106822. [Google Scholar] [CrossRef]
- Małgorzata, N.; Bogusław, B. Effect of Various Electrolyte Modifiers on Anodic Alumina (AAO) Growth and Morphology. Curr. Nanosci. 2019, 15, 76–83. [Google Scholar]
- Reddy, P.R.; Ajith, K.M.; Udayashankar, N.K. Optical and mechanical studies on free standing amorphous anodic porous alumina formed in oxalic and sulphuric acid. Appl. Phys. 2018, A124, 765. [Google Scholar] [CrossRef]
- Oh, J.; Thompson, C.V. The role of electric field in pore formation during aluminum anodization. Electrochim. Acta 2011, 56, 4044–4051. [Google Scholar] [CrossRef]
- Sacco, L.; Florea, I.; Châtelet, M.; Cojocaru, C.S. Investigation of porous anodic alumina templates formed by anodization of single-crystal aluminum substrates. Thin Solid Film 2018, 660, 213–220. [Google Scholar] [CrossRef]
- Lee, W.; Scholz, R.; Gosele, U. A Continuous Process for Structurally Well-Defined Al2O3 Nanotubes Based on Pulse Anodization of Aluminum. Nano Lett. 2008, 8, 2155–2160. [Google Scholar] [CrossRef] [PubMed]
- Mei, Y.F.; Wu, X.L.; Shao, X.F.; Huang, G.S.; Sin, G.G. Formation mechanism of alumina nanotube array. Phys. Lett. A 2003, 309, 109–113. [Google Scholar] [CrossRef]
- Sauvage, J.B.; Maëlenn, A.; Jeandrau, J.P.; Chalandon, P.; Poquillon, D.; Nardin, M. Using the 3-point bending method to study failure initiation in epoxide-aluminum joints. Int. J. Adhes. Adhes. 2017, 75, 181–189. [Google Scholar] [CrossRef]












{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Property | Araldite LY 1564/Aradur 1954 | RenLam CY219/Ren HY 5161 |
|---|---|---|
| Chemical compound | Bisphenol A/cycloaliphatic polyamine | Bisphenol A/diamine |
| Viscosity at 25° [mPas] | 1200–1400/70–120 | 10,000–12,000/30–70 |
| Density [g/cm3] | 1.1–1.2/0.94–0.95 | 1.1/1.0 |
| Flash point [°C] | 185°/173° | >200°/162° |
| Mix ratio (PBW) | 100:35 | 2:1 |
| Cure cycle | 1 h at 80 °C + 8 h at 140 °C | 24 h at 50 °C |
| Metal | Anodization Parameters | |||
|---|---|---|---|---|
| Anodization Steps | Electrolyte | Time (min) | Potential Difference (V) | |
| Aluminum | Step 1 | 3% (w/w) HF half frozen | 20 | 20 |
| Step 2 | 15.12 mL H2C2O4 (oxalic acid) in 344.88 mL H2O and 40 mL (CH2OH)2 (ethylene glycol) | 10 | 40 | |
| Step 3 | 15.12 mL H2C2O4 (oxalic acid) in 344.88 mL H2O and 40 mL (CH2OH)2 (ethylene glycol) | 240 | 60 | |
| Manufacturing Characteristics | Tensile–Shear | 3-Point Bending | ||||
|---|---|---|---|---|---|---|
| Overlap Length (mm) | Surface Treatment | τ (MPa) | Δτ (%) | σ(MPa) | Δσ (%) | |
| Araldite | 7 | Non-anodized | 6.76 | +175.9 | 22.29 | +148.36 |
| Anodized | 18.65 | 55.36 | ||||
| 10 | Non-anodized | 8.95 | +80.9 | 32.65 | +76.63 | |
| Anodized | 16.13 | 57.67 | ||||
| 25 | Non-anodized | 4.95 | +80.6 | 56.59 | +9.5 | |
| Anodized | 8.94 | 61.97 | ||||
| RenLam | 25 | Non-anodized | 5.70 | +80.1 | 30.38 | +151.6 |
| Anodized | 10.25 | 76.27 | ||||
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Papanicolaou, G.C.; Kontaxis, L.C.; Portan, D.V.; Petropoulos, G.N.; Valeriou, E.; Alexandropoulos, D. Mechanical Performance Enhancement of Aluminum Single-Lap Adhesive Joints Due to Organized Alumina Nanotubes Layer Formation on the Aluminum Adherends. Appl. Nano 2021, 2, 206-221. https://doi.org/10.3390/applnano2030015
Papanicolaou GC, Kontaxis LC, Portan DV, Petropoulos GN, Valeriou E, Alexandropoulos D. Mechanical Performance Enhancement of Aluminum Single-Lap Adhesive Joints Due to Organized Alumina Nanotubes Layer Formation on the Aluminum Adherends. Applied Nano. 2021; 2(3):206-221. https://doi.org/10.3390/applnano2030015
Chicago/Turabian StylePapanicolaou, George C., Lykourgos C. Kontaxis, Diana V. Portan, Grigoris N. Petropoulos, Eleni Valeriou, and Dimitris Alexandropoulos. 2021. "Mechanical Performance Enhancement of Aluminum Single-Lap Adhesive Joints Due to Organized Alumina Nanotubes Layer Formation on the Aluminum Adherends" Applied Nano 2, no. 3: 206-221. https://doi.org/10.3390/applnano2030015
APA StylePapanicolaou, G. C., Kontaxis, L. C., Portan, D. V., Petropoulos, G. N., Valeriou, E., & Alexandropoulos, D. (2021). Mechanical Performance Enhancement of Aluminum Single-Lap Adhesive Joints Due to Organized Alumina Nanotubes Layer Formation on the Aluminum Adherends. Applied Nano, 2(3), 206-221. https://doi.org/10.3390/applnano2030015