
On the Accurate Prediction of Residual Stress in a Three-Pass Slot Nickel-Base Repair Weld by Numerical Simulations

 , ,
, ,
Abstract
:1. Introduction
2. Materials and Methods
2.1. The NeT-TG6 Benchmark Specimen
2.2. Residual Stress Measurements Round Robin
- The first was to use data from the reference pins to establish the stress-free lattice spacing. This method is well established, and was used successfully in NeT-TG4 round robin.
- The second was based on position fitting. The laser scans of the plates after welding and the macrographs acquired were used to infer the exact measurement locations [28] in the deformed welded plate. In particular, the profiles of the plate used for reference pin extraction and the plate used for ND RS measurements were compared. Transverse cross sections at WML and longitudinal cross sections on the WCL were etched to reveal the fusion zone profiles. The RS measurements were modelled using SSCANSS [32] software to locate their exact positions in the deformed plate. The exact measurement locations of the gauge volume at each measurement point were then superimposed to the scanned profiles and the macrographs. This enabled the accurate estimation of a parent-weld fraction within the gauge volume at locations close to the fusion boundary.
- The small thickness of the plate (~12 mm) also allowed also the calculation of theoretical strain-free values based on the assumption that the normal stress is almost zero. This approach was justified by the results of preliminary FE simulations [33].
2.3. Residual Stress Simulation Round Robin
- the plate geometry
- a comprehensive list of the pre-programmed welding process parameters (reproduced in Table 3)
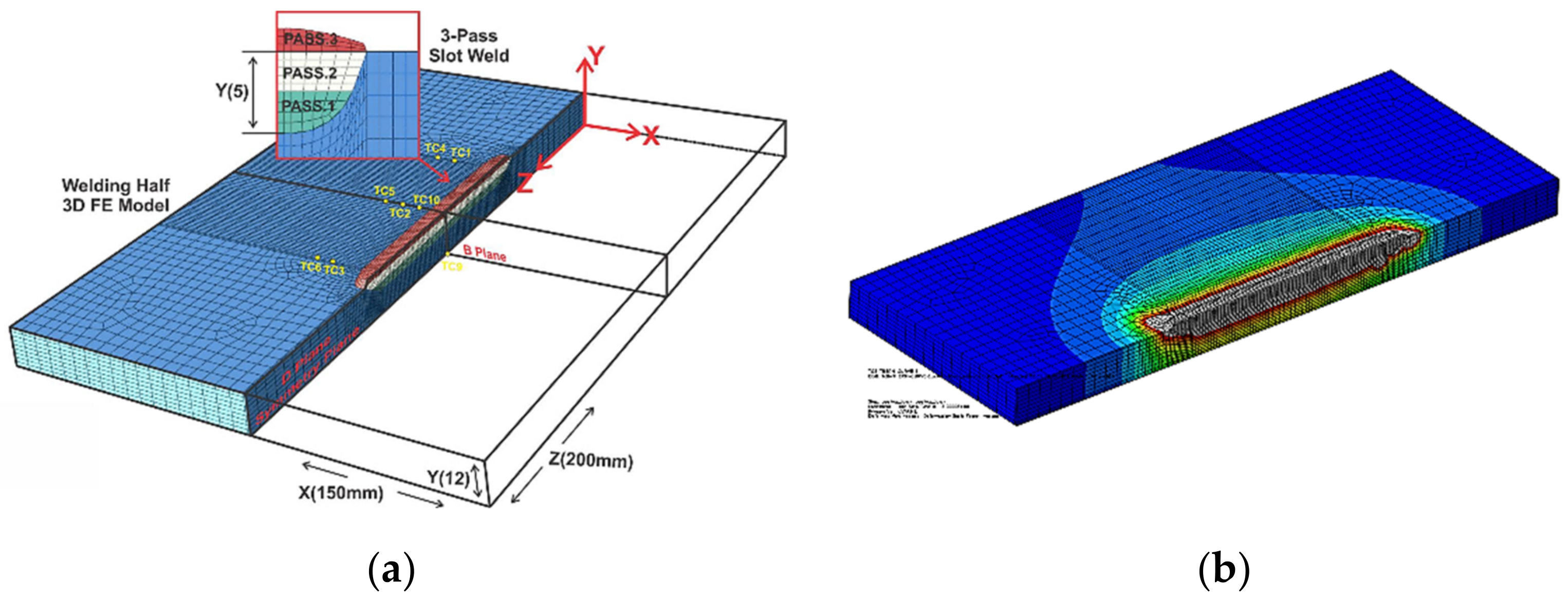
- thermocouple data acquired from nine specimens obtained using the thermocouple array presented in Figure 1e,f
- transverse weld fusion boundary profiles and cross-sectional areas for one, two, and three pass welds made in a trial plate using the exact welding parameters as for the NeT-TG6 specimens
- Recommended thermo-physical and physical properties for Alloy 600 material
- Recommended mechanical properties for Alloy 600 plate and Alloy 82 weld metal (discussed in more detail below)
2.3.1. Thermal Analyses
- “The predicted cross-sectional area of fused weld/parent metal at mid-length of each of the three beads shall be within ±20% of the mean measured fused area of the trial beads.
- The analysis should reproduce the observed mid-length transverse fusion boundary profiles.
- The analysis should reproduce the observed longitudinal fusion boundary envelope.
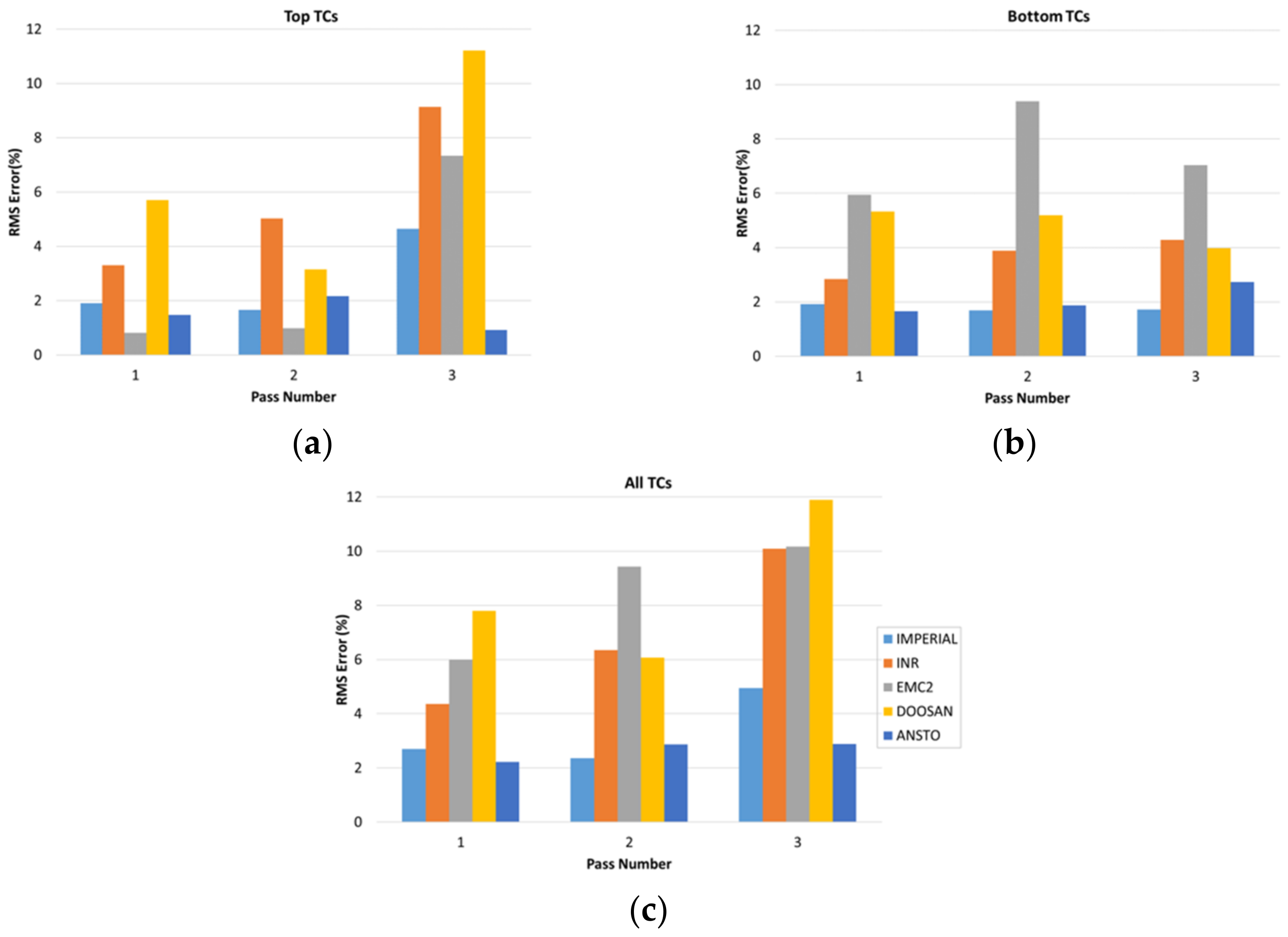
- The predicted increases in temperature, Δθ = (θpeak − θ0), at mid-length far-field thermocouple positions (TC5, TC7, TC8, TC9, and TC12, see [42]) should agree with the recommended mean measured increases, Δθmean, to within 10%. Note that results from symmetrically arranged thermocouples on opposite sides of the bead may be combined.
- Analysts should strive to achieve similar levels of agreement for the mid-length near-field thermocouples (TC2, TC10 and TC11, see [42]), and for the thermocouple arrays at the start and stop ends.”
2.3.2. Mechanical Analyses—Constitutive Behaviour
- The simulation protocol [42] included Alloy 600 test data obtained at 1.5% TSR, and surrogate data for the weld metal, namely 1.5% TSR testing performed on Alloy 182, the manual metal arc welding filler equivalent to Alloy 82.
- Additional testing was performed at UoM using a spare plate of alloy 600 and a fabricated alloy 82 weld pad. The tests were performed at 2.5% TSR for temperatures between 20–600 °C and the results of this study are presented in [27].
3. Results and Discussion
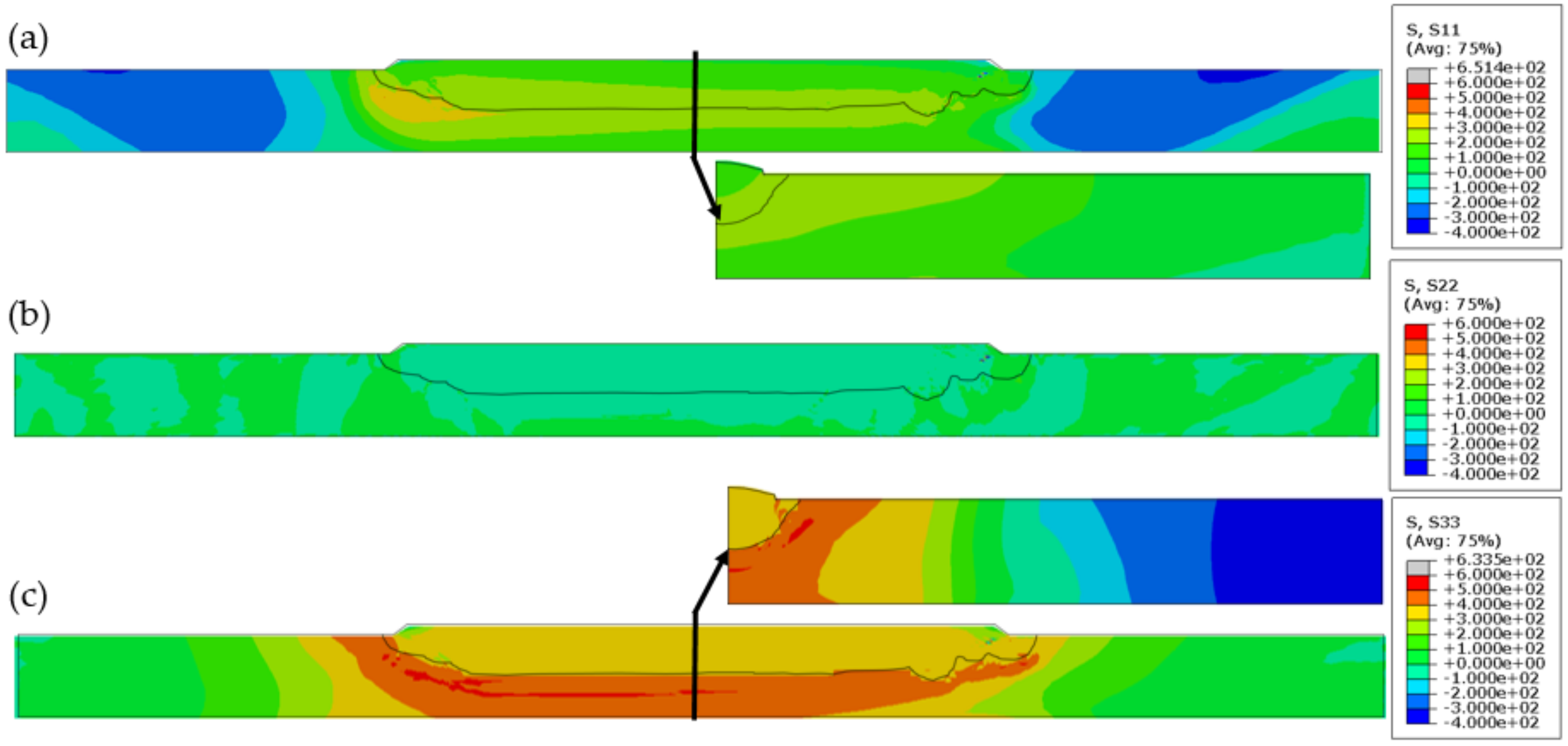
3.1. Contour Maps of Residual Stress Distribution
3.2. Comparison Line Plots of Measured and Predicted Residual Stress Data
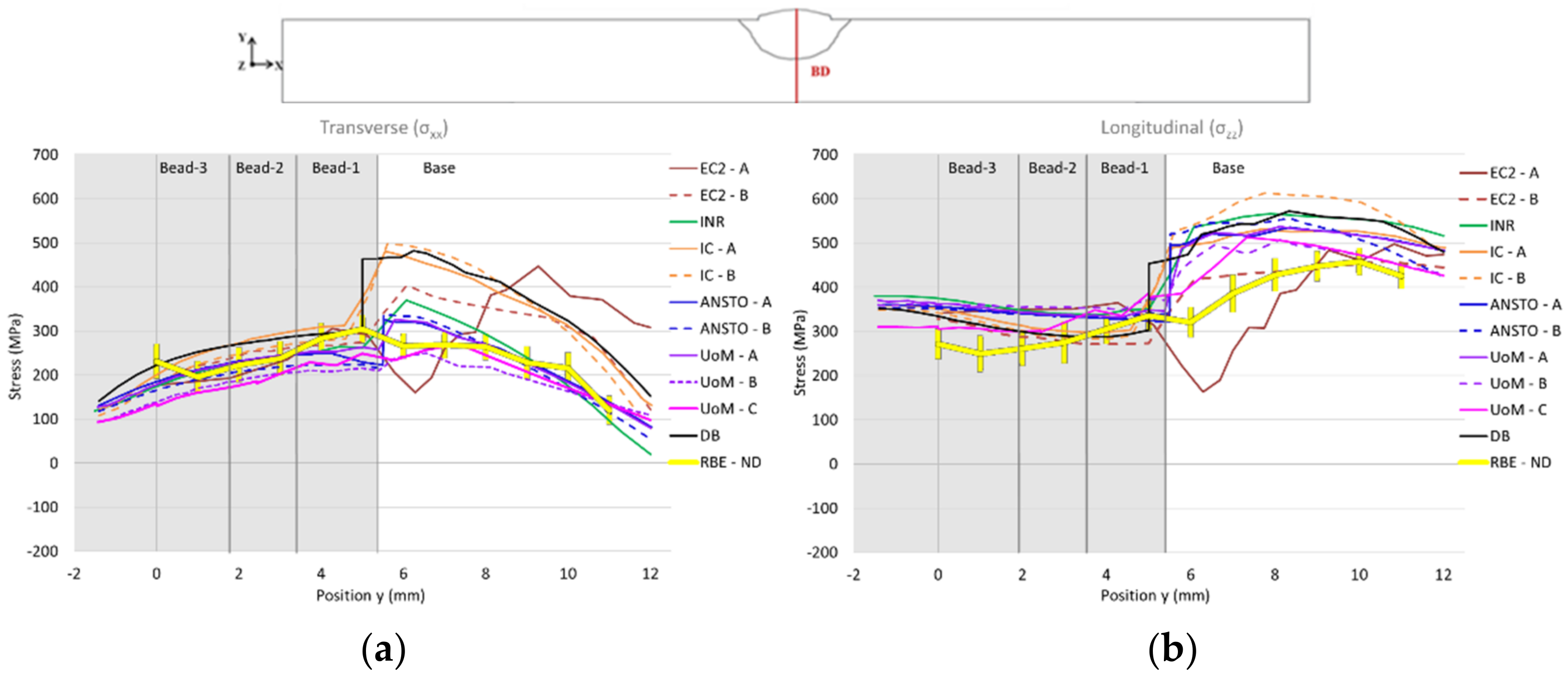
3.2.1. Line BD
- Both longitudinal and transverse measured stresses are tensile throughout the depth of the plate on line BD. The measured transverse stresses peak within the first pass of the weld metal and decrease to almost zero at the bottom surface of the plate (Figure 8a), whereas the longitudinal stresses are lower in the fusion zone than in the base metal, and then rise as the back face is approached (Figure 8b). The two stress components are similar in both distribution and magnitude within the fusion zone.
- There is a general tendency to slightly over-predict longitudinal stresses over the whole depth of the plate. In particular, almost all simulations predict higher longitudinal stresses in the fusion zone where the second and the third passes have been laid which suggests that the just deposited material is softer than modelled. Additionally, all simulations over predict the longitudinal stresses in the CGHAZ and the adjacent cyclically hardened zone.
- The UoM-C simulation performs better in the region adjacent to the fusion boundary as it takes into account a soft parent zone (Figure 8b). The EC-B simulation also predicts lower stresses in this region. It employed the Prager constitutive behaviour and a more aggressive annealing behaviour.
- Most of the simulations predict the transverse stress profile reasonably well. The simulations that used Chaboche parameters fitted to 1.5% TSR cyclic tests appear to match measurements slightly better than those that used parameters fitted to 2.5% TSR cyclic tests, regardless of the annealing scheme employed. The latter tend to slightly under-predict the transverse stresses (Figure 8a).
- Both the IC and the DB simulations predicted unusually high transverse stresses in the parent material ligament. This appears to be due to their modelling shorter weld beads than the remainder of the simulations (see discussion of line D7.5 below), which increases the structural restraint imposed on the weld region.
- The EC2 simulations made use of an annealing scheme that affected both the kinematic back-stress and yield surface diameter, which is expected to be more aggressive in its effects on stresses near the fusion zone. In addition, the EC2-A simulation exhibited stress oscillations which appear to be associated with the Chaboche model implementation in Code_Aster.
- The simulations that did not account for switching from parent to weld the material properties of regions that reached 1375 °C eventually ended with significant jumps in the stress prediction within the fusion zone. The jumps are more profound in the longitudinal stress component.
3.2.2. Line B2
- Most simulations predict the transverse stresses relatively well (Figure 9a). It should be noted that since ANSTO and UoM share the same thermal analysis, the lower stresses predicted in the UoM-B and UoM-C simulations are associated with the use of Chaboche parameters fitted to 2.5% TSR tests.
- Longitudinal stresses are also predicted well (Figure 9b). There is noticeable scatter in predictions close to the weld fusion boundary. This is most probably due to a combination of differing assumptions about the weld/parent boundary location (and therefore the switch of properties), and whether the softer CGHAZ has been explicitly modelled.
3.2.3. Line D7.5
- The transverse stress profiles appear to be more accurately predicted by simulations with lower RMS errors in the thermal solution (Figure 10a). This is evident both in the cyclically deformed parent zone underneath the fusion zone but also in the ligaments at the start and stop ends, where there is clear evidence that different simulations have assumed/predicted different weld bead lengths, with a consequent effect on the levels of tensile stress near the centre of the plate.
- The measured longitudinal stresses in parent material beyond the weld zone are in good agreement with the simulations (Figure 10b). However, all the simulations over predict the tensile stresses in the cyclically hardened parent zone underneath the fusion zone. This is an area that presents challenges for both ND measurements, where the inferred stresses are affected by the proportion of weld and parent material assumed in the gauge volume, and for simulations, where weld, CGHAZ and parent material are all present, and not necessarily fully represented.
4. Conclusions
- The transition region between weld and parent material where the softened re-crystallized CGHAZ occurs. Most simulations over-predicted longitudinal stresses in this region.
- The weld region itself, where there is evidence that longitudinal stresses are generally slightly over predicted.
- Parent material in the ligament beneath the weld that does not reach temperatures where softening can occur. Here, transverse stresses in particular were affected by the differences in modelled weld length between simulations, and those simulations that modelled welds that were too short, over-predicted stresses.
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Withers, P.; Bhadeshia, H.K.D.H. Residual stress. Part 2—Nature and origins. Mater. Sci. Technol. 2001, 17, 366–375. [Google Scholar] [CrossRef]
- Radaj, D. Heat Effects of Welding: Temperature Field, Residual Stress, Distortion; Springer: Berlin/Heidelberg, Germany, 2012. [Google Scholar]
- Withers, P. Residual stress and its role in failure. Rep. Prog. Phys. 2007, 70, 2211–2264. [Google Scholar] [CrossRef] [Green Version]
- Francis, J.; Bhadeshia, H.K.D.H.; Withers, P. Welding residual stresses in ferritic power plant steels. Mater. Sci. Technol. 2007, 23, 1009–1020. [Google Scholar] [CrossRef]
- Bouchard, P. Residual Stresses in Lifetime and Structural Integrity Assessment. In Encyclopedia of Materials: Science and Technology; Buschow, K.H.J., Ed.; Elsevier: Oxford, UK, 2001; pp. 8134–8142. [Google Scholar] [CrossRef]
- Dak, G.; Pandey, C. A critical review on dissimilar welds joint between martensitic and austenitic steel for power plant application. J. Manuf. Process. 2020, 58, 377–406. [Google Scholar] [CrossRef]
- Ballinger, R.G. Light water reactors: Materials of construction and their performance. In Proceedings of the International Conference on Plant Materials Degradation—Application to the Stress Corrosion Cracking of Ni-Base Alloys, Moret-Sur-Loing, France, 6–9 November 2008. [Google Scholar]
- Clement, R. PWRs systems and operation. In Proceedings of the International Conference on Plant Materials Degradation—Application to the Stress Corrosion Cracking of Ni Base Alloys, Moret-Sur-Loing, France, 6–9 November 2008. [Google Scholar]
- Scott, P.M.; Combrade, P. General corrosion and stress corrosion cracking of Alloy 600 in light water reactor primary coolants. J. Nucl. Mater. 2019, 524, 340–375. [Google Scholar] [CrossRef]
- Scott, P.M.; Benhamou, C. An overview of recent observations and interpretations of IGSCC in nickel base alloys in PWR primary water. In Proceedings of the Tenth International Conference on Environmental Degradation of Materials in Nuclear Power Systems-Water Reactors, Snowmass, CO, USA, 10 August 2001; TMS (The Minerals, Metals & Materials Society): Lake Tahoe, NV, USA, 2001. [Google Scholar]
- Yun, E.; Chung, H.; Jang, C. Evaluation of Primary Water Stress Corrosion Cracking Resistance of Three Heats of Alloy 600 in 400 °C Hydrogenated Steam Condition. Metals 2018, 8, 130. [Google Scholar] [CrossRef] [Green Version]
- Pollock, T.M.; Tin, S. Nickel-Based Superalloys for Advanced Turbine Engines: Chemistry, Microstructure and Properties. J. Propuls. Power 2006, 22, 361–374. [Google Scholar] [CrossRef]
- International Atomic Energy Agency. Stress Corrosion Cracking in Light Water Reactors: Good Practices and Lessons Learned, in Nuclear Energy Series; IAEA: Vienna, Austria, 2011. [Google Scholar]
- Sanderson, A. Four Decades of Electron Beam Development at TWI. Weld. World 2006, 51, 37–49. [Google Scholar] [CrossRef]
- Schultz, H. Electron Beam Welding; Abington Publishing: Cambridge, UK, 1993. [Google Scholar]
- Zhu, S.-P.; Zhang, X.; Jiang, C.; Chen, G.; Song, X.; Hu, D. Advances in structural integrity and reliability analysis for critical components. Adv. Mech. Eng. 2018, 10, 1–3. [Google Scholar] [CrossRef]
- Smith, M. NeT bead-on-plate round robin: Comparison of transient thermal predictions and measurements. Int. J. Press. Vessel. Pip. 2008, 86, 96–109. [Google Scholar] [CrossRef]
- Smith, M. NeT bead-on-plate round robin: Comparison of residual stress predictions and measurements. Int. J. Press. Vessel. Pip. 2008, 86, 79–95. [Google Scholar] [CrossRef]
- Bate, S.; Charles, R.; Warren, A. Finite element analysis of a single bead-on-plate specimen using SYSWELD. Int. J. Press. Vessel. Pip. 2008, 86, 73–78. [Google Scholar] [CrossRef]
- Bouchard, P. The NeT bead-on-plate benchmark for weld residual stress simulation. Int. J. Press. Vessel. Pip. 2008, 86, 31–42. [Google Scholar] [CrossRef]
- Truman, C.; Smith, M. The NeT residual stress measurement and modelling round robin on a single weld bead-on-plate specimen. Int. J. Press. Vessel. Pip. 2008, 86, 1–2. [Google Scholar] [CrossRef]
- Muránsky, O.; Smith, M.; Bendeich, P.; Holden, T.; Luzin, V.; Martins, R.; Edwards, L. Comprehensive numerical analysis of a three-pass bead-in-slot weld and its critical validation using neutron and synchrotron diffraction residual stress measurements. Int. J. Solids Struct. 2012, 49, 1045–1062. [Google Scholar] [CrossRef]
- Smith, M.C.; Smith, A.C.; Ohms, C.; Wimpory, R.C. The NeT Task Group 4 residual stress measurement and analysis round robin on a three-pass slot-welded plate specimen. Int. J. Press. Vessel. Pip. 2018, 164, 3–21. [Google Scholar] [CrossRef]
- Smith, M.C.; Muránsky, O.; Austin, C.; Bendeich, P.; Xiong, Q. Optimised modelling of AISI 316L(N) material behaviour in the NeT TG4 international weld simulation and measurement benchmark. Int. J. Press. Vessel. Pip. 2018, 164, 93–108. [Google Scholar] [CrossRef]
- Smith, M.C.; Smith, A.C. Advances in weld residual stress prediction: A review of the NeT TG4 simulation round robins part 2, mechanical analyses. Int. J. Press. Vessel. Pip. 2018, 164, 130–165. [Google Scholar] [CrossRef]
- Akrivos, V.; Wimpory, R.C.; Hofmann, M.; Stewart, B.; Muransky, O.; Smith, M.C.; Bouchard, J. Neutron diffraction measurements of weld residual stresses in three-pass slot weld (Alloy 600/82) and assessment of the measurement uncertainty. J. Appl. Crystallogr. 2020, 53, 1181–1194. [Google Scholar] [CrossRef]
- Akrivos, V.; Smith, M.C. The Thermo-Mechanical Behaviour of Alloy 600 and Alloy 82 Materials. In Proceedings of the ASME 2018 Pressure Vessels and Piping Conference PVP 2018, Prague, Czech Republic, 15–20 July 2018. [Google Scholar] [CrossRef]
- Akrivos, V.; Smith, M.C. Material Characterization on the Nickel-Based Alloy 600/82 NeT-TG6 Benchmark Weldments. In Proceedings of the ASME 2019 Pressure Vessels & Piping Conference PVP 2019, San Antonio, TX, USA, 14–19 July 2019. [Google Scholar] [CrossRef]
- Akrivos, V.; Smith, M.C.; Muransky, O.; Ohms, C.; Youtsos, A. A residual stress measurement and numerical analysis round robin on a three-pass slot nickel-base repair weld. Procedia Manuf. 2020, 51, 779–786. [Google Scholar] [CrossRef]
- Smith, M.C. NeT-TG6 The Manufacture of a Three-Pass Slot Weld Specimen in Inconel 600 Nickel/Chromium Alloy. June 2014. Available online: https://www.net-network.eu/tg6 (accessed on 21 April 2022).
- Ohms, C.; Bouchard, J.; Smith, M.C.; Smith, A.C. NeT-Task Group 6: Three-Pass Slot Weld Specimen in Inconel Nickel/Chromium Alloy Protocol for the Destructive and Non-Destructive Determination of Residual Stress in a Three-Pass Slot Weld Specimen in Inconel Nickel/Chromium Alloy. June 2015. Available online: https://www.net-network.eu/tg6 (accessed on 21 April 2022).
- James, J.; Santisteban, J.; Edwards, L.; Daymond, M. A virtual laboratory for neutron and synchrotron strain scanning. Phys. B: Condens. Matter 2004, 350, E743–E746. [Google Scholar] [CrossRef]
- Smith, M.C.; Muransky, O.; Akrivos, V.; Angles, J. The NeT Task Group 6 Weld Residual Stress Measurement and Simulation Round Robin in Alloy 600/82. In Proceedings of the ASME 2016 Pressure Vessels and Piping Conference PVP 2016, Vancouver, BC, Canada, 17–21 July 2016. [Google Scholar] [CrossRef]
- Wimpory, R.; Ohms, C.; Hofmann, M.; Schneider, R.; Youtsos, A. Statistical analysis of residual stress determinations using neutron diffraction. Int. J. Press. Vessel. Pip. 2008, 86, 48–62. [Google Scholar] [CrossRef]
- Goldak, J.; Chakravarti, A.; Bibby, M. A new finite element model for welding heat sources. Metall. Trans. B 1984, 15, 299–305. [Google Scholar] [CrossRef]
- FEAT. User Guide; Version 3.15.0; Feat Plus Limited: Bristol, UK, 2013; Available online: http://www.featplus.co.uk (accessed on 21 April 2022).
- Elcoate, C.; Dennis, R.; Bouchard, P.; Smith, M. Three dimensional multi-pass repair weld simulations. Int. J. Press. Vessel. Pip. 2005, 82, 244–257. [Google Scholar] [CrossRef] [Green Version]
- Muránsky, O.; Smith, M.; Bendeich, P.; Edwards, L. Validated numerical analysis of residual stresses in Safety Relief Valve (SRV) nozzle mock-ups. Comput. Mater. Sci. 2011, 50, 2203–2215. [Google Scholar] [CrossRef]
- Bendeich, P.; Muransky, O.; Hamelin, C.; Smith, M.; Edwards, L. Validated numerical analysis of residual stresses in safety relief valve (SRV) nozzle mock-ups: Influence of axial restraint on distortion and residual stress predictions. Comput. Mater. Sci. 2012, 62, 285–288. [Google Scholar] [CrossRef]
- Smith, M.; Wimpory, R.; Ohms, C. A review of the NeT Task Group 1 residual stress measurement and analysis round robin on a single weld bead-on-plate specimen. Int. J. Press. Vessel. Pip. 2014, 120–121, 93–140. [Google Scholar] [CrossRef]
- Smith, M.C.; Smith, A.C. Advances in weld residual stress prediction: A review of the NeT TG4 simulation round robin part 1, thermal analyses. Int. J. Press. Vessel. Pip. 2018, 164, 109–129. [Google Scholar] [CrossRef]
- Smith, M.C. NeT TG6 finite Element Simulation Protocol, Issue 1 for Phase 1 Simulations. January 2016. Available online: https://www.net-network.eu/tg6 (accessed on 21 April 2022).
- Hurrell, P.; Watson, C.; Bouchard, J.; Smith, M.; Dennis, R.; Leggatt, N.; Bate, S.; Warren, A. Development of Weld Modelling Guidelines in the UK. In Proceedings of the ASME 2009 Pressure Vessels and Piping Conference, Prague, Czech Republic, 26–30 July 2009; pp. 481–489. [Google Scholar] [CrossRef]
- Chaboche, J. Constitutive equations for cyclic plasticity and cyclic viscoplasticity. Int. J. Plast. 1989, 5, 247–302. [Google Scholar] [CrossRef]
- Smith, M.C.; Nadri, B.; Smith, A.C.; Carr, D.G.; Bendeich, P.J.; Edwards, L.E. Optimisation of Mixed Hardening Material Constitutive Models for Weld Residual Stress Simulation Using the NeT Task Group 1 Single Bead on Plate Benchmark Problem. In Proceedings of the ASME 2009 Pressure Vessels and Piping Conference PVP 2009, Prague, Czech Republic, 26–30 July 2009; pp. 303–318. [Google Scholar] [CrossRef]
- Muránsky, O.; Hamelin, C.; Smith, M.; Bendeich, P.; Edwards, L. The effect of plasticity theory on predicted residual stress fields in numerical weld analyses. Comput. Mater. Sci. 2012, 54, 125–134. [Google Scholar] [CrossRef]







{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Material | C | Si | Mn | Cr | Ni | S | Nb | Ti | Fe |
|---|---|---|---|---|---|---|---|---|---|
| Alloy 600 | 0.07 | 0.12 | 0.48 | 15.54 | 74.35 | 0.001 | 0.10 | 0.006 | 9.33 |
| Alloy 82 | 0.009 | 0.08 | 3.25 | 20.8 | 72.7 | 0.001 | 2.6 | 0.319 | 0.59 |
| Material | Yield Stress 0.2% (MPa) | Ultimate Tensile Strength (MPa) | Elongation (%) |
|---|---|---|---|
| Alloy 600 | 401 | 706 | 40.4 |
| Alloy 82 | 380 | 620 | 35 |
| Parameter | Pass 1 | Pass 2 | Pass 3 |
|---|---|---|---|
| Plate Material | Alloy 600 | ||
| Welding Process | GTAW | ||
| Filler Wire | Alloy 82 | ||
| Wire Diameter | 1 mm | ||
| Arc Polarity | DC Electrode (−) | ||
| Shielding Gas | Argon | ||
| Tungsten Electrode | 2% Lantane | ||
| Arc Length | 4 mm | ||
| Electrode Diameter | 2.4 mm | ||
| Gas Cup ID | 8 mm | ||
| Gas Flow Rate | 10–12 L/min | ||
| Gas Pre-Purge | Start − 5 s | ||
| Arc On Start | Start + 0 s | ||
| Starting Current | 0 A | ||
| Start of Ramp Up Start | Start + 0 s | ||
| End of Ramp Up Start | Start + 1 s | ||
| Pulsing Frequency | 1 Hz | ||
| Peak Welding Current | 240 A | ||
| B/G Welding Current | 200 A | ||
| Arc Voltage | 10.3–11.2 V | ||
| Start of Wire Feed | Start + 2.5 s | ||
| Peak Wire Feed Speed | 1.7 m/mn | ||
| B/G Wire Feed Speed | 1.5 m/mn | ||
| Travel Speed | 70.0 mm/min | ||
| Weaving | None | ||
| End of Travel | End + 0 s | ||
| Start of Ramp Down | End + 0 s | ||
| End of Wire Feed | End + 1.5 s | ||
| End of Ramp Down | End + 6.5 s | ||
| Final Current | 5–10 A | ||
| Start of Travel | Start + 4.5 s | Start + 4.5 s | Start + 4.6 s |
| Inter-pass Temperature | 20 °C ± 10 °C | 50–60 °C | 50–60 °C |
| Organisation | FE Package | Elements | Constitutive Behaviour | Annealing | Heat Source |
|---|---|---|---|---|---|
| EC2-A | Code Aster (3D half model) | ~30,000 Linear hexahedral | Chaboche—1.5%TSR monotonic fit parent/weld | 800–950 °C Linear two stage | Moving (triangular shaped) |
| EC2-B | Code Aster (3D half model) | ~10,000 Quadratic hexahedral | Prager—1.5%TSR monotonic fit parent/weld | 800–950 °C Linear two stage | Moving (triangular shaped) |
| INR | ANSYS (3D 1/4 model) | 25,470 Quadratic hexahedral | Chaboche—1.5%TSR monotonic fit parent/weld | 1100 °C Single stage | Fixed (block dump) |
| IC-A | Abaqus (3D half model) | 69,380 Linear hexahedral | Chaboche—1.5%TSR monotonic fit parent/weld | 1050 °C Single stage | Moving (Goldak elllipsoid) |
| IC-B | Abaqus (3D half model) | 69,380 Linearc hexahedral | Chaboche—1.5%TSR monotonic/cycle 2 fit parent/weld | 1050 °C Single stage | Moving (Goldak elllipsoid) |
| ANSTO-A | Abaqus (3D half model) | 40,722 Quadratic hexahedral | Chaboche—1.5%TSR monotonic fit parent/weld | 1050 °C Single stage | Moving (Goldak elllipsoid) FEAT-WMT |
| ANSTO-B | Abaqus (3D half model) | 40,722 Quadratic hexahedral | Chaboche—1.5%TSR monotonic/cycle 2 fit parent/weld | 1050 °C Single stage | Moving (Goldak elllipsoid) FEAT-WMT |
| UoM-A | Abaqus (3D half model) | 40,722 Quadratic hexahedral | Chaboche—1.5%TSR monotonic fit parent Cycle-2 fit weld | 1050 °C Single stage | Moving (Goldak elllipsoid) FEAT-WMT |
| UoM-B | Abaqus (3D half model) | 40,722 Quadratic hexahedral | Chaboche—2.5%TSR monotonic fit parent Cycle-2 fit weld | 1050 °C Single stage | Moving (Goldak elllipsoid) FEAT-WMT |
| UoM-C | Abaqus (3D half model) | 40,722 Quadratic hexahedral | Chaboche—2.5%TSR monotonic fit parent Cycle-2 fit weld >1200 °C Soft parent | 1050 °C Single stage | Moving (Goldak elllipsoid) FEAT-WMT |
| DB | Abaqus (3D half model) | 100,862 Quadratic hexahedral | Chaboche—1.5%TSR monotonic fit parent/weld | 1050 °C Single stage | Moving (Goldak elllipsoid) |
| Temperature (°C) | Heat Capacity (J kg−1 °C−1) | Temperature (°C) | Thermal Conductivity (W m−1 C−1) | Temperature (°C) | Poisson Ratio | Young’s Modulus (MPa) |
|---|---|---|---|---|---|---|
| 20 | 444 | 27 | 0.0142 | 20 | 0.31 | 213,745 |
| 100 | 465 | 77 | 0.0151 | 93.3 | 208,229 | |
| 200 | 486 | 127 | 0.016 | 148.9 | 206,161 | |
| 300 | 502 | 177 | 0.0168 | 204.4 | 203,403 | |
| 400 | 519 | 227 | 0.0177 | 260 | 199,955 | |
| 500 | 536 | 327 | 0.0195 | 315.6 | 197,887 | |
| 600 | 578 | 427 | 0.0213 | 371.1 | 194,439 | |
| 700 | 595 | 2527 | 0.023 | 426.7 | 190,302 | |
| 800 | 611 | 627 | 0.0248 | 482.2 | 186,165 | |
| 900 | 628 | 727 | 0.0265 | 537.8 | 182,028 | |
| 1204 | 733 | 827 | 0.0283 | 600 | 180,000 | |
| 1316 | 766 | 927 | 0.0301 | 700 | 172,000 | |
| 1027 | 0.0318 | 800 | 164,000 | |||
| 1127 | 0.0336 | 900 | 154,000 | |||
| 1227 | 0.0353 | 1000 | 143,000 | |||
| 1327 | 0.0371 | 1150 | 115,000 | |||
| 1260 | 78,258 | |||||
| 1315.6 | 39,300 | |||||
| 1371 | 2000 |
| Temperature (°C) | Proportional Limit Stress σ0 (MPa) | C1 (MPa) | C2 (MPa) | γ1 | γ2 | Qinf (MPa) | b |
|---|---|---|---|---|---|---|---|
| (a) | |||||||
| 20 | 229 | 399,950 | 9630.1 | 2526 | 66.4 | 204 | 16 |
| 200 | 221.6 | 359,000 | 10,950 | 2526 | 66.4 | 80 | 8 |
| 400 | 187.4 | 244,600 | 16,432 | 2526 | 66.4 | 158.6 | 10 |
| 600 | 182 | 300,800 | 5612 | 2526 | 66.4 | 148 | 10 |
| 700 | 178.9 | 259,000 | 2526 | 2526 | 66.4 | 45 | 60 |
| 850 | 125.5 | 27,106 | 1460.5 | 2526 | 66.4 | 0 | 0 |
| 1050 | 50 | 0 | 0 | 2526 | 66.4 | 0 | 0 |
| 1200 | 10 | 0 | 0 | 2526 | 66.4 | 0 | 0 |
| 1400 | 10 | 0 | 0 | 2526 | 66.4 | 0 | 0 |
| (b) | |||||||
| 20 | 229 | 113,390 | 16,893 | 2127 | 123 | 151.5 | 11.5 |
| 200 | 221.6 | 90,000 | 15,284 | 2127 | 123 | 80 | 8 |
| 400 | 187.4 | 61,951 | 13,361 | 2127 | 123 | 236.2 | 5 |
| 600 | 182 | 52,732 | 10,872 | 2127 | 123 | 151.4 | 16 |
| 700 | 178.9 | 40,000 | 5526 | 2127 | 123 | 45 | 60 |
| 850 | 125.5 | 27,106 | 1460.5 | 2127 | 123 | 0 | 0 |
| 1050 | 50 | 0 | 0 | 2127 | 123 | 0 | 0 |
| 1200 | 10 | 0 | 0 | 2127 | 123 | 0 | 0 |
| 1400 | 10 | 0 | 0 | 2127 | 123 | 0 | 0 |
| Temperature (°C) | Proportional Limit Stress σ0 (MPa) | C1 (Mpa) | C2 (Mpa) | γ1 | γ2 | Qinf (Mpa) | b |
|---|---|---|---|---|---|---|---|
| (a) | |||||||
| 20 | 220.75 | 114,060 | 7572.5 | 2044 | 89.4 | 202.5 | 1.65 |
| 200 | 197 | 61,185.5 | 6654.25 | 89.4 | 185 | 1.45 | |
| 400 | 163.75 | 59,899 | 7004 | 89.4 | 301.5 | 3 | |
| 600 | 151.25 | 68,079.5 | 6331.5 | 89.4 | 243 | 4 | |
| 700 | 148.5 | 65,133 | 5486 | 89.4 | 56.5 | 18 | |
| 850 | 125.5 | 27,106 | 1460.5 | 89.4 | 0 | 0 | |
| 1050 | 61.75 | 5119 | 538 | 89.4 | 0 | 0 | |
| 1200 | 10 | 0 | 0 | 89.4 | 0 | 0 | |
| 1400 | 10 | 0 | 0 | 89.4 | 0 | 0 | |
| (b) | |||||||
| 20 | 128.5 | 93,742 | 28,362.5 | 982.5 | 233.35 | 202.5 | 1.65 |
| 200 | 116.4 | 80,705 | 21,295 | 982.5 | 233.35 | 185 | 1.45 |
| 400 | 133.7 | 77,309 | 12,600 | 982.5 | 233.35 | 301.5 | 3 |
| 600 | 137.5 | 48,224 | 7817 | 982.5 | 233.35 | 243 | 4 |
| 700 | 140 | 40,961.5 | 8000 | 982.5 | 233.35 | 56.5 | 18 |
| 850 | 125.5 | 12,000 | 3000 | 982.5 | 233.35 | 0 | 0 |
| 1050 | 61.75 | 3000 | 1000 | 982.5 | 233.35 | 0 | 0 |
| 1200 | 10 | 0 | 0 | 982.5 | 233.35 | 0 | 0 |
| 1400 | 10 | 0 | 0 | 982.5 | 233.35 | 0 | 0 |
| (c) | |||||||
| 20 | 135 | 96,902 | 6017 | 588.1 | 114.7 | 239.1 | 2.4 |
| 200 | 110 | 81,072 | 4054 | 588.1 | 114.7 | 288 | 1.8 |
| 400 | 115 | 62,940 | 3450 | 588.1 | 114.7 | 355.4 | 1.8 |
| 600 | 140 | 25,646 | 3082 | 588.1 | 114.7 | 279.6 | 3.8 |
| 700 | 140 | 20,000 | 2700 | 588.1 | 114.7 | 56.5 | 18 |
| 850 | 125.5 | 12,000 | 2000 | 588.1 | 114.7 | 0 | 0 |
| 1000 | 61.75 | 3000 | 1000 | 588.1 | 114.7 | 0 | 0 |
| 1050 | 50 | 0 | 0 | 588.1 | 114.7 | 0 | 0 |
| 1200 | 10 | 0 | 0 | 588.1 | 114.7 | 0 | 0 |
| 1400 | 2 | 0 | 0 | 588.1 | 114.7 | 0 | 0 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Akrivos, V.; Muransky, O.; Depradeux, L.; Smith, M.C.; Vasileiou, A.; Deaconu, V.; Kapadia, P. On the Accurate Prediction of Residual Stress in a Three-Pass Slot Nickel-Base Repair Weld by Numerical Simulations. J. Manuf. Mater. Process. 2022, 6, 61. https://doi.org/10.3390/jmmp6030061
Akrivos V, Muransky O, Depradeux L, Smith MC, Vasileiou A, Deaconu V, Kapadia P. On the Accurate Prediction of Residual Stress in a Three-Pass Slot Nickel-Base Repair Weld by Numerical Simulations. Journal of Manufacturing and Materials Processing. 2022; 6(3):61. https://doi.org/10.3390/jmmp6030061
Chicago/Turabian StyleAkrivos, Vasileios, Ondrej Muransky, Lionel Depradeux, Michael C. Smith, Anastasia Vasileiou, Viorel Deaconu, and Priyesh Kapadia. 2022. "On the Accurate Prediction of Residual Stress in a Three-Pass Slot Nickel-Base Repair Weld by Numerical Simulations" Journal of Manufacturing and Materials Processing 6, no. 3: 61. https://doi.org/10.3390/jmmp6030061
APA StyleAkrivos, V., Muransky, O., Depradeux, L., Smith, M. C., Vasileiou, A., Deaconu, V., & Kapadia, P. (2022). On the Accurate Prediction of Residual Stress in a Three-Pass Slot Nickel-Base Repair Weld by Numerical Simulations. Journal of Manufacturing and Materials Processing, 6(3), 61. https://doi.org/10.3390/jmmp6030061