
Tooling and Infusion Design Strategies to Reduce Trade-Offs in Forming and Infusion Quality of Multi-Textile CFRPs †



Abstract
:1. Introduction
2. Background
2.1. Challenges with Manufacture
2.2. Manufacturing Analyses
3. Methodology
3.1. Previous Work
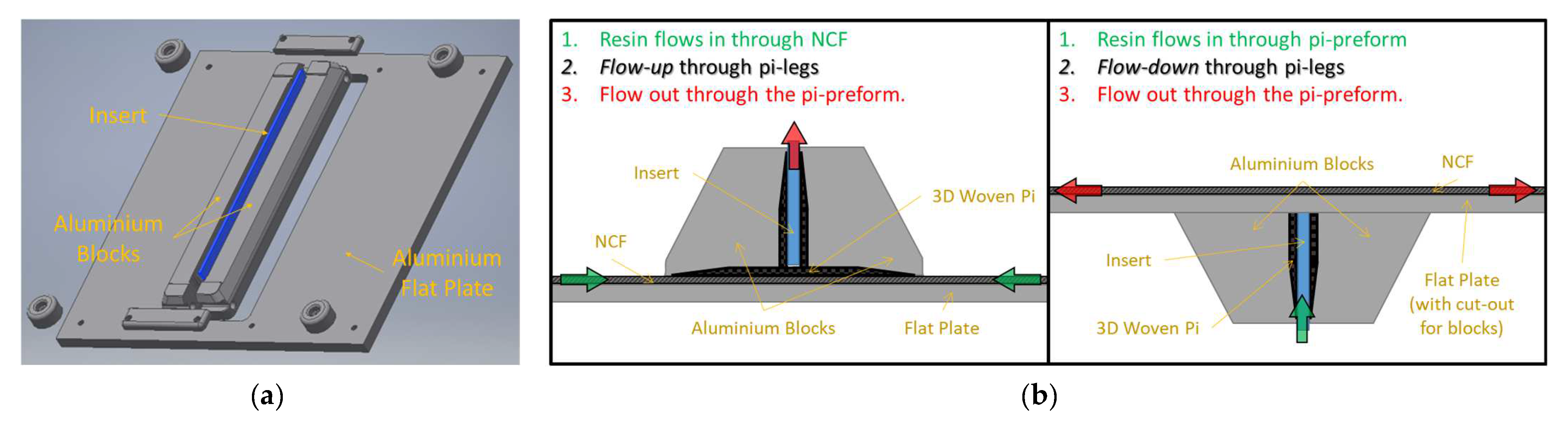
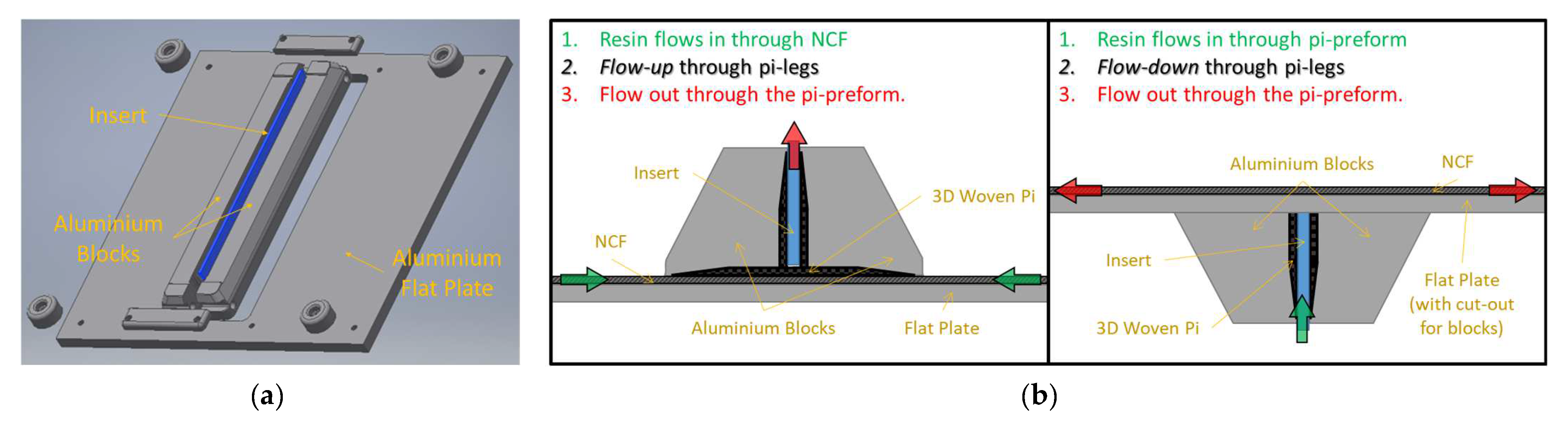
3.1.1. Materials and Manufacture
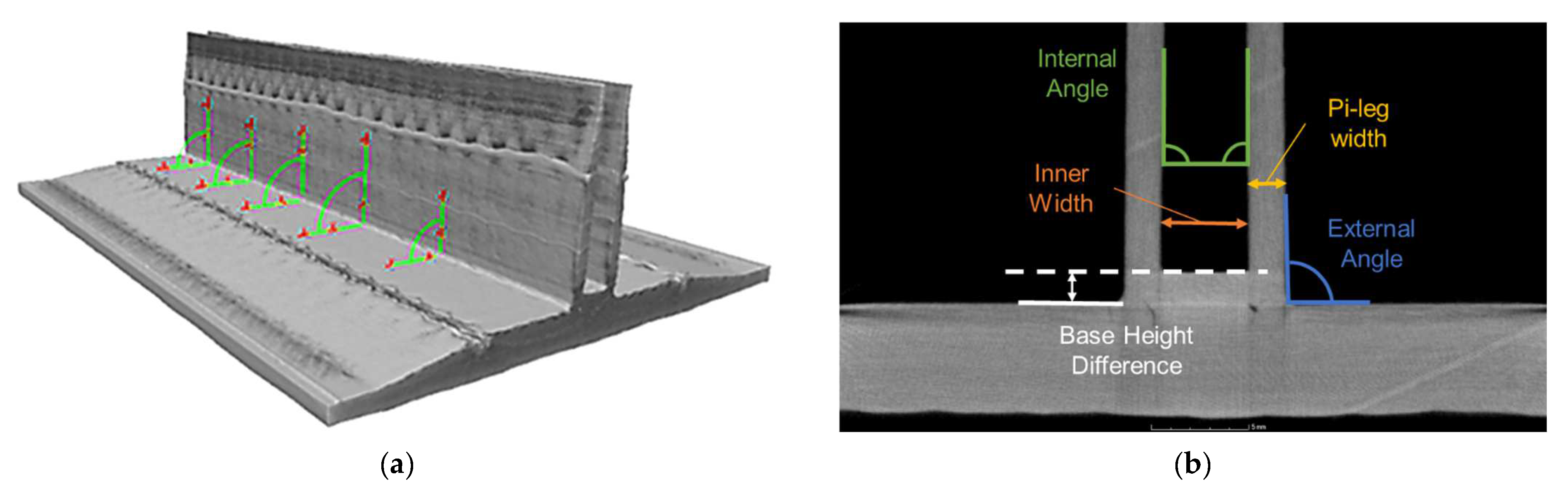
3.1.2. CT Analysis
3.2. Extended Through-Thickness Analysis
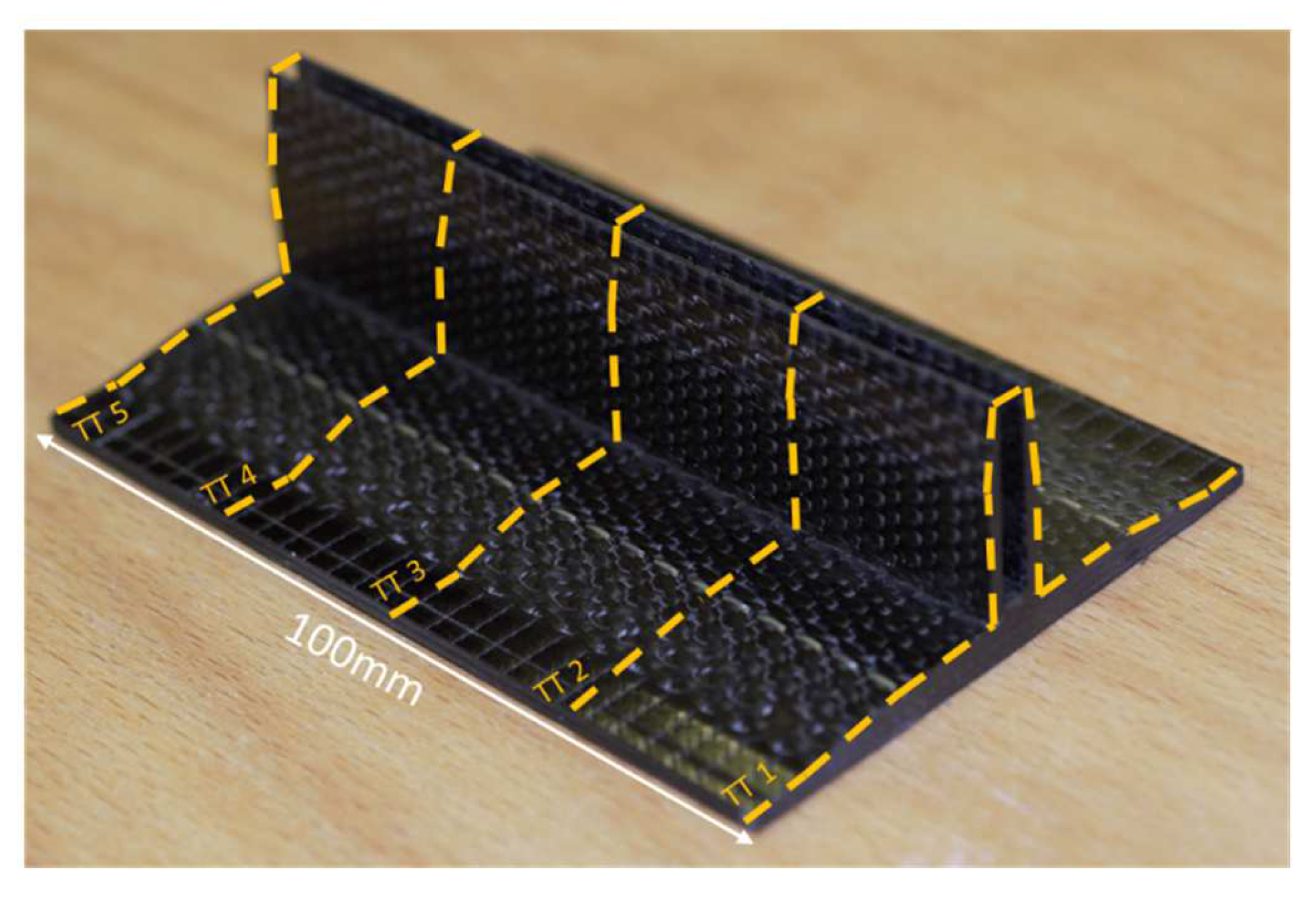
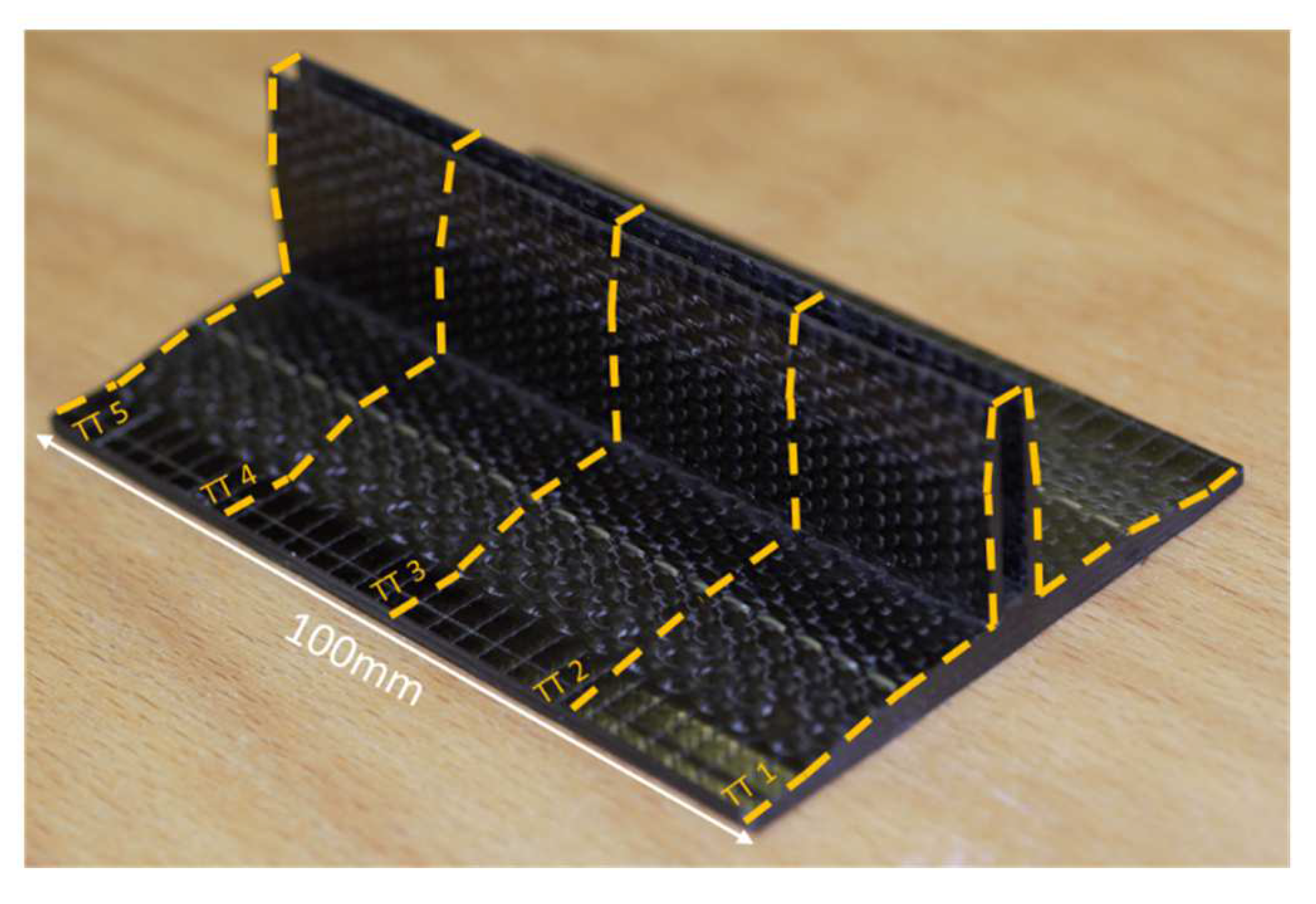
3.2.1. Sample Preparation
3.2.2. Data Capture
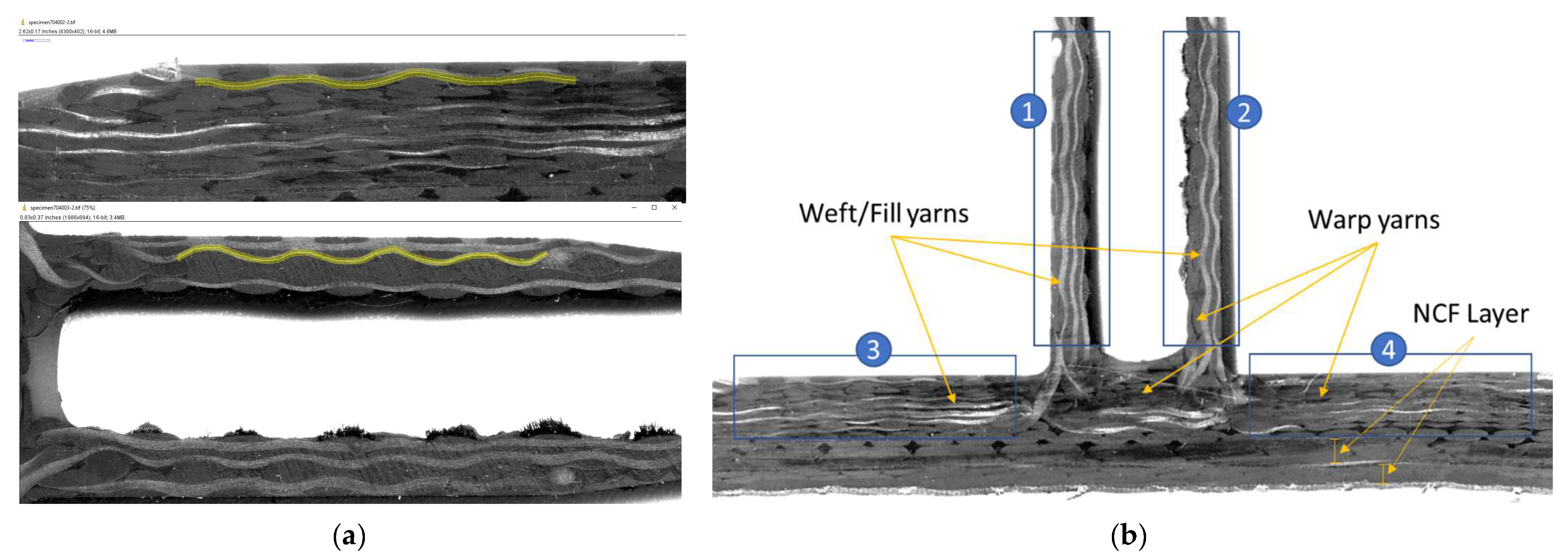
3.2.3. Image Analysis
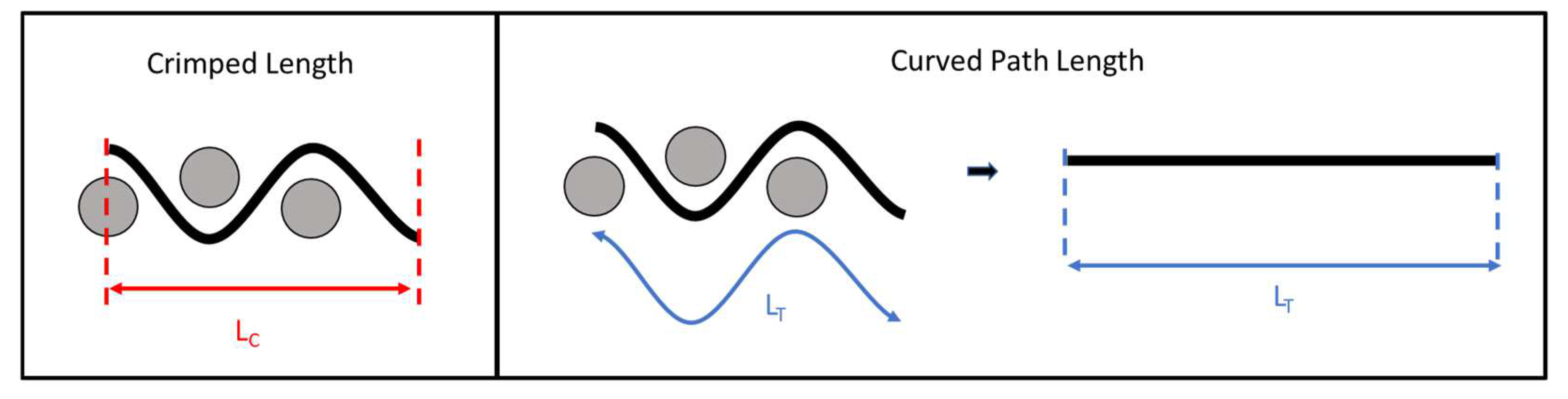
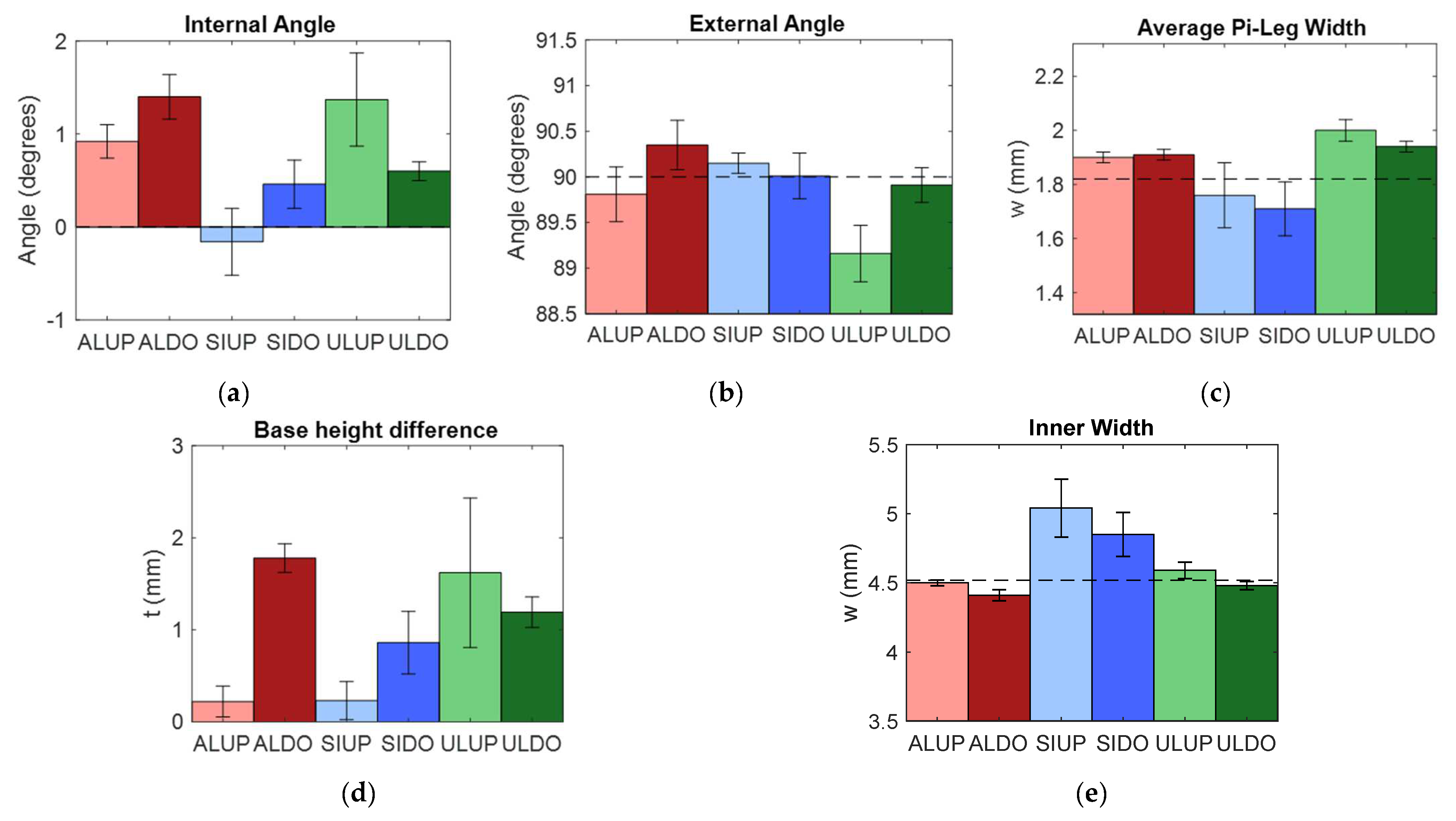
3.2.4. Data Analysis
4. Results and Analysis
4.1. Results—Summary of Previous Work
4.2. Results-Extended TT Analysis
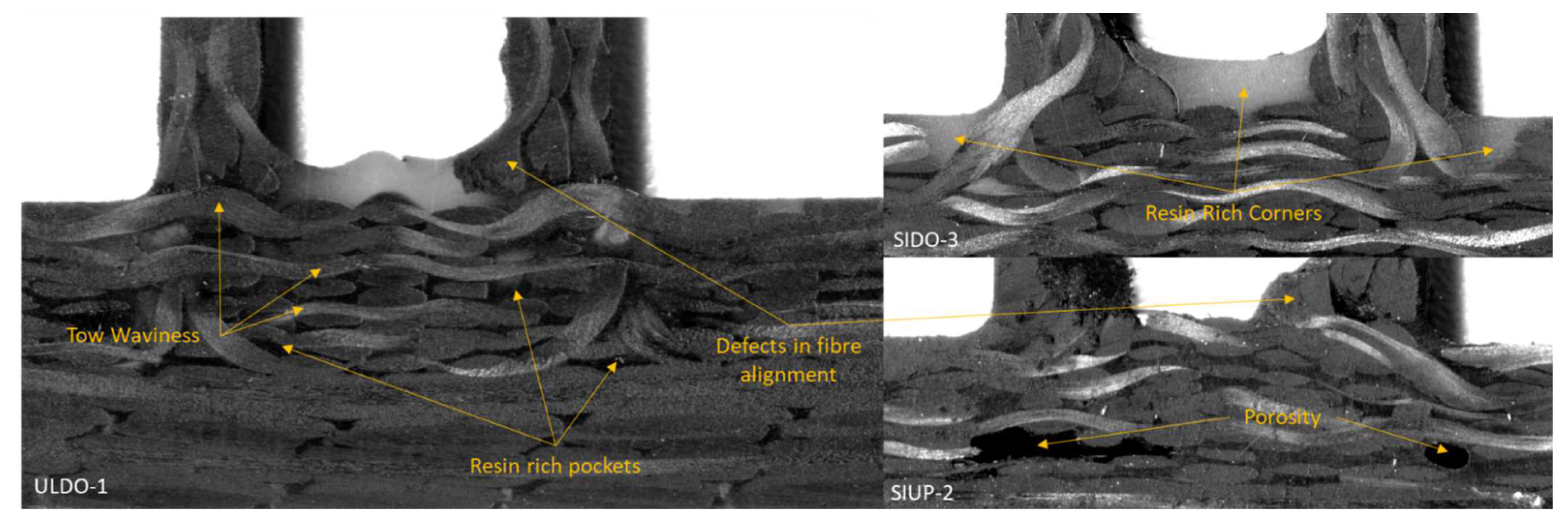
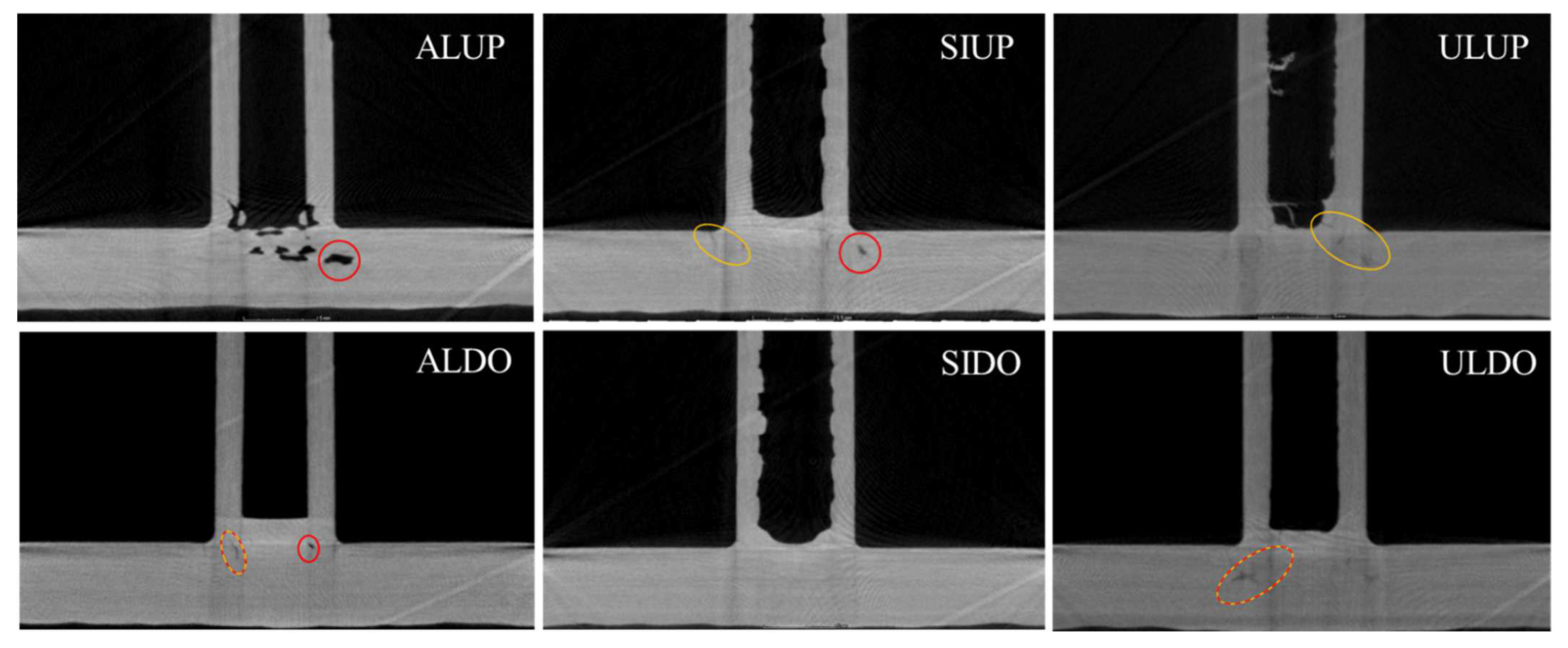
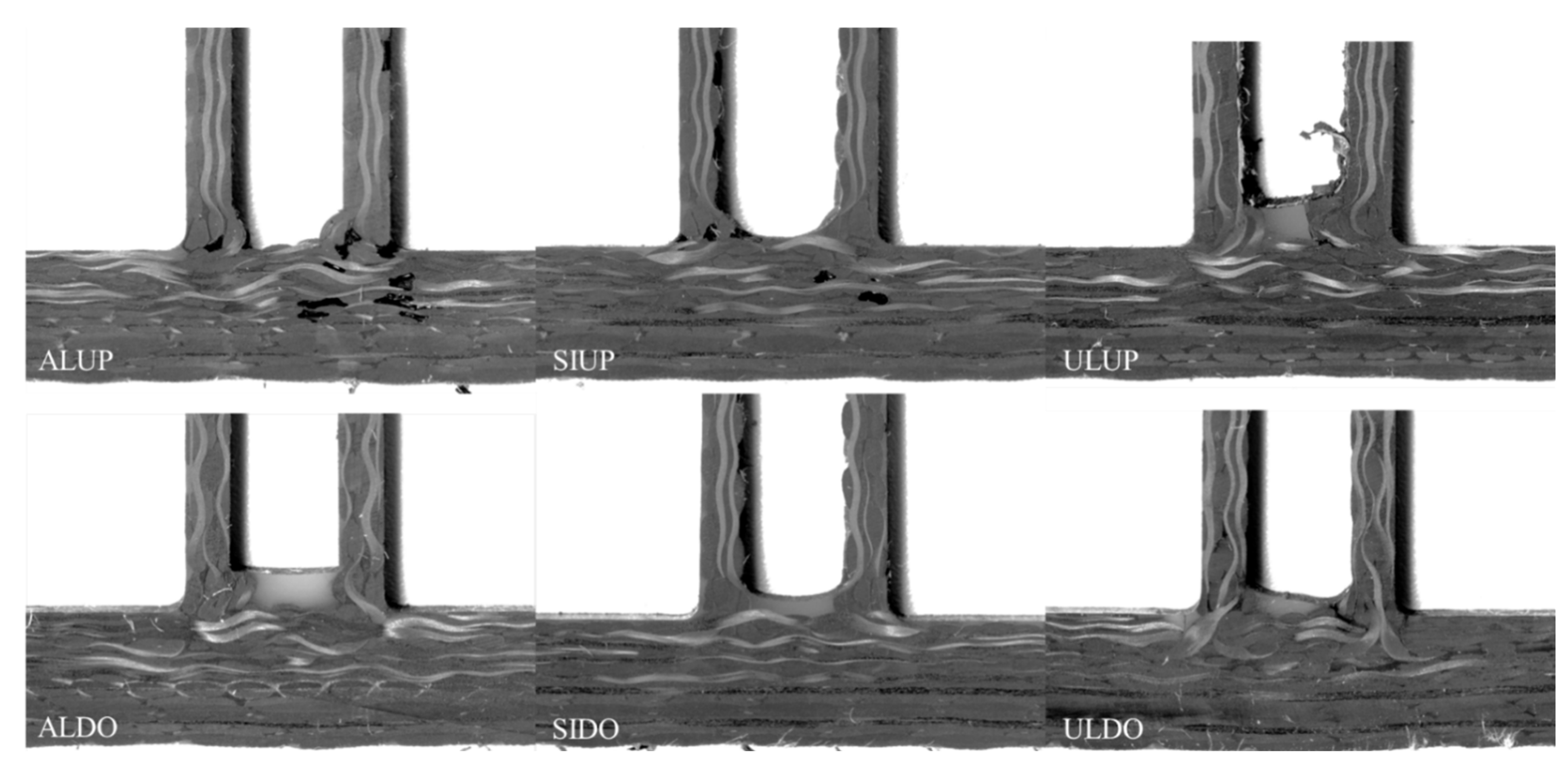
4.2.1. Cross-Sectional Images
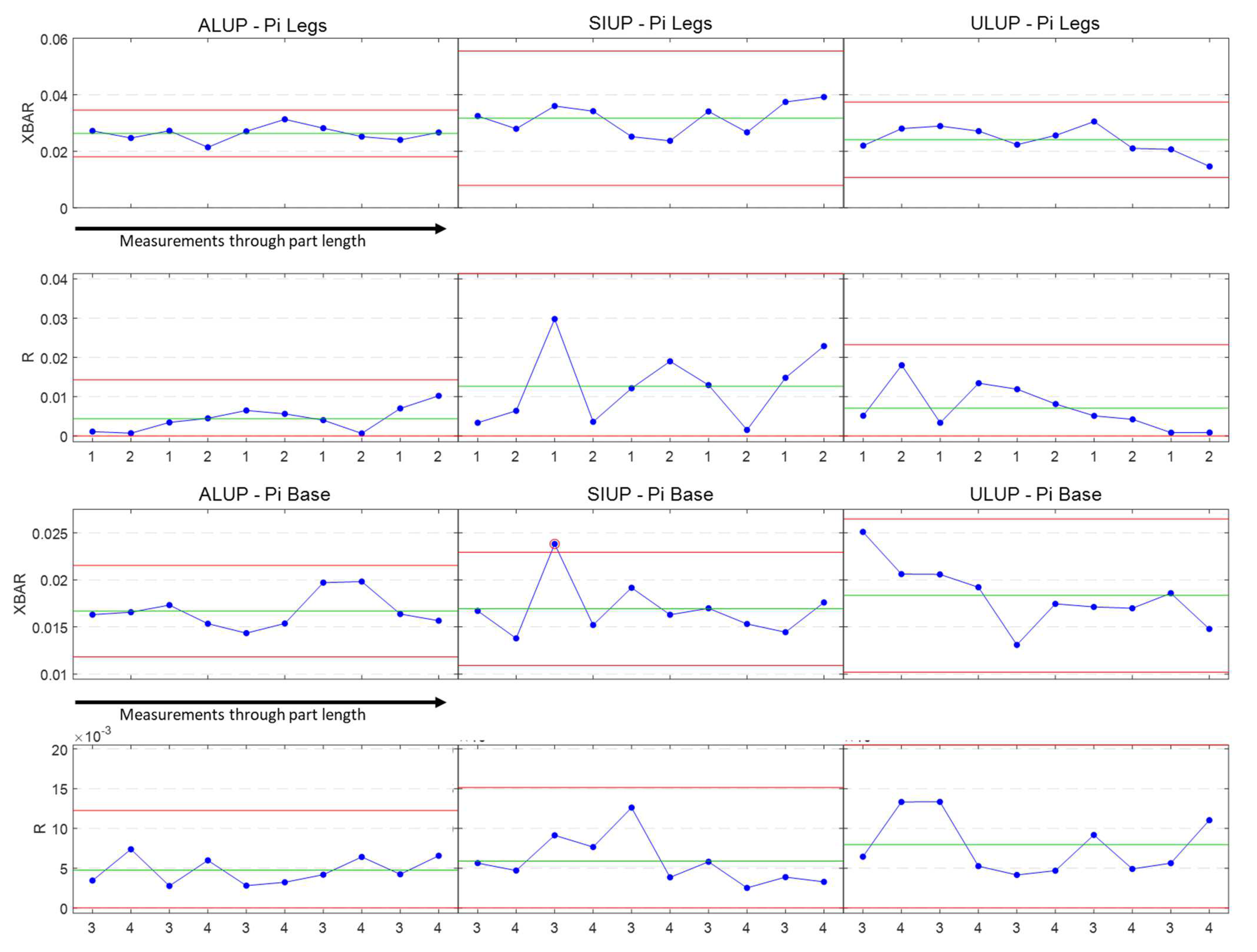
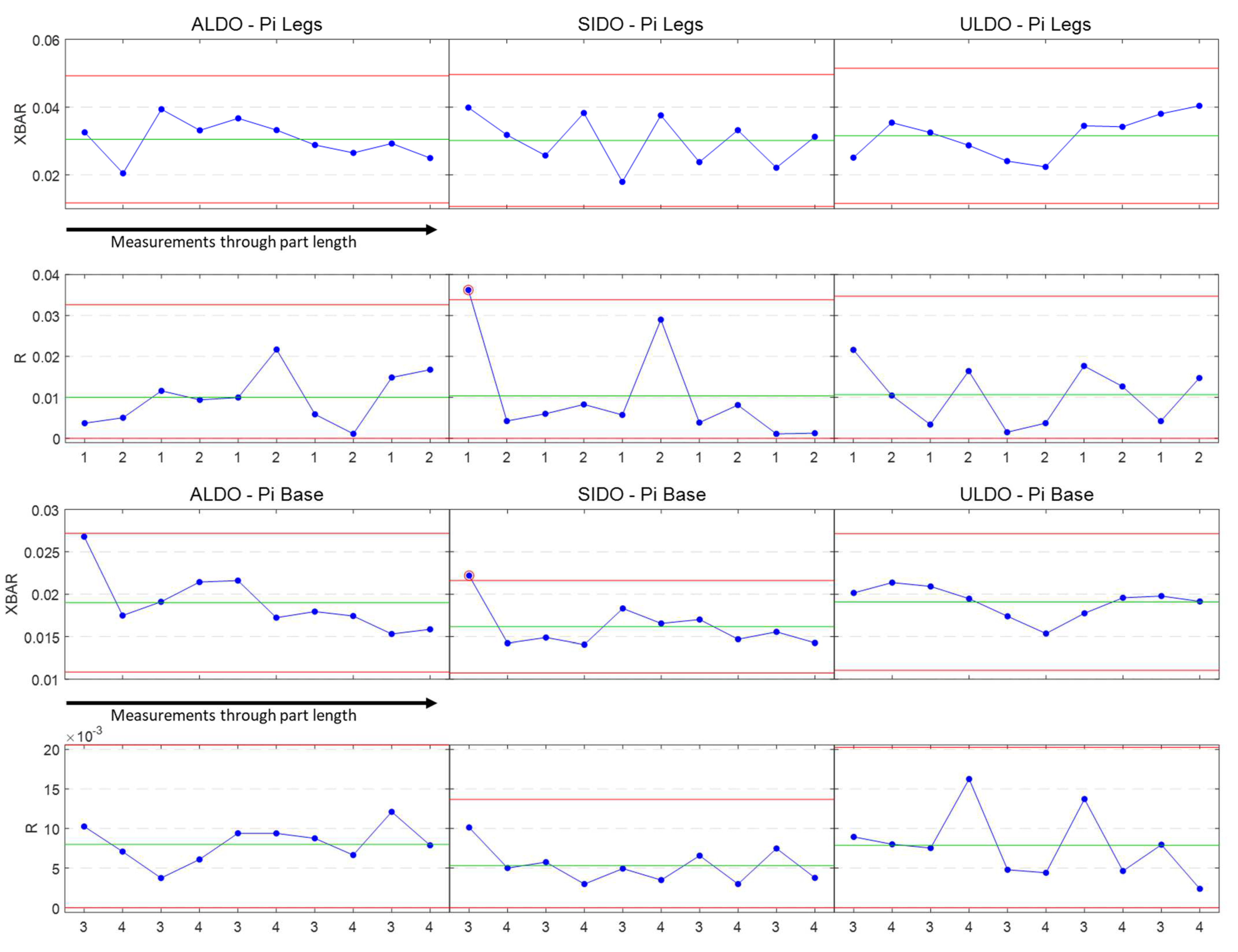
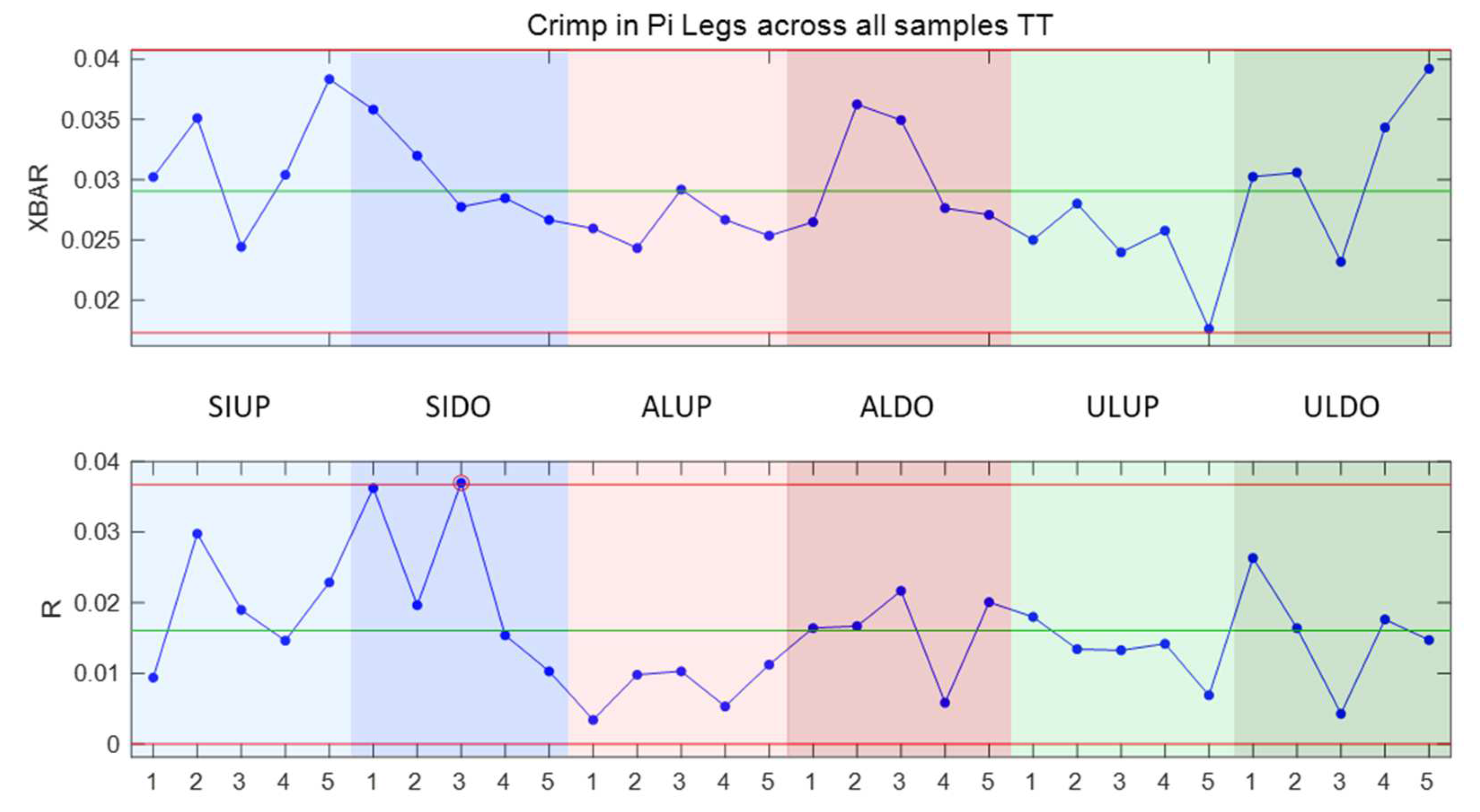
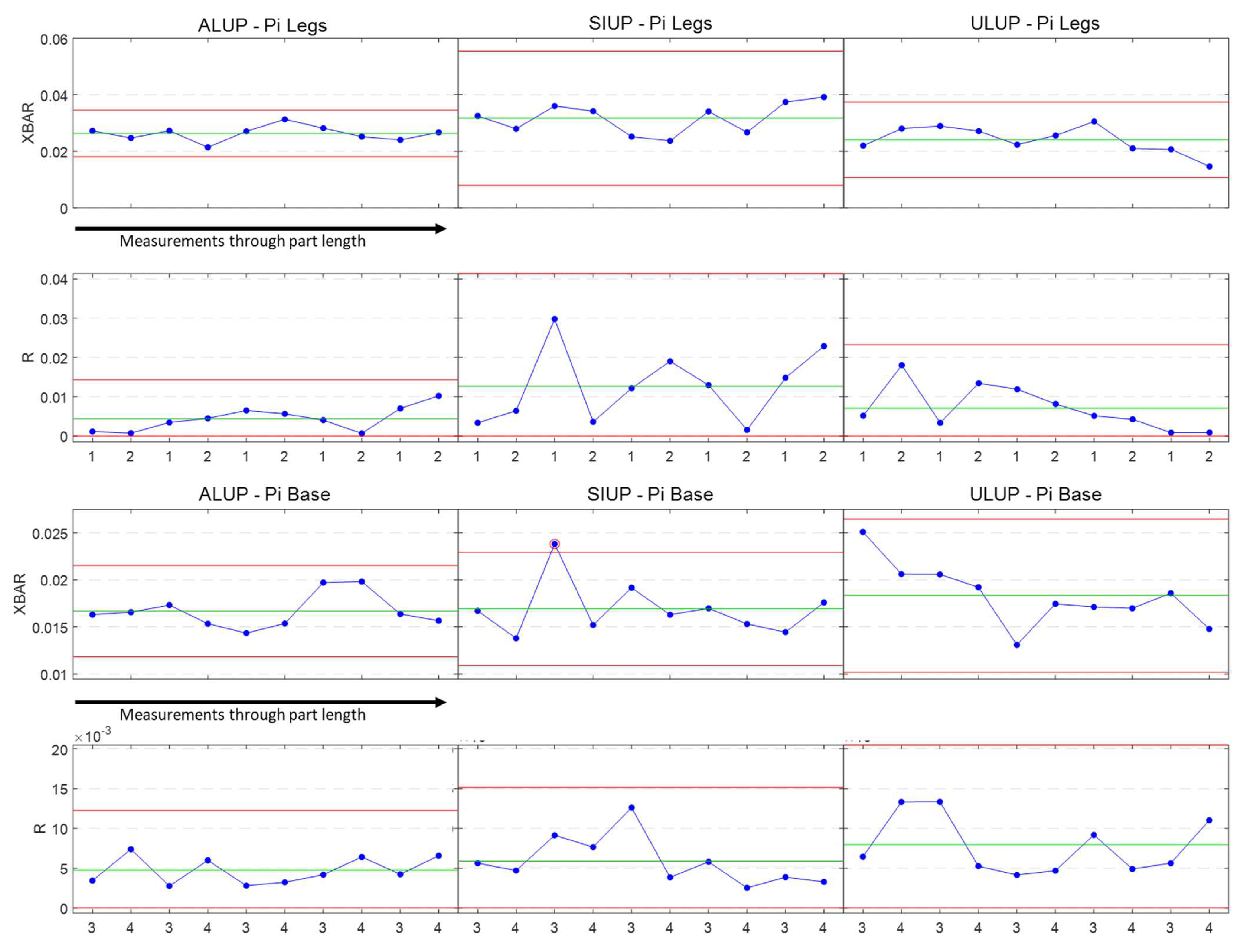
4.2.2. Crimp Data Control Charts
5. Discussion
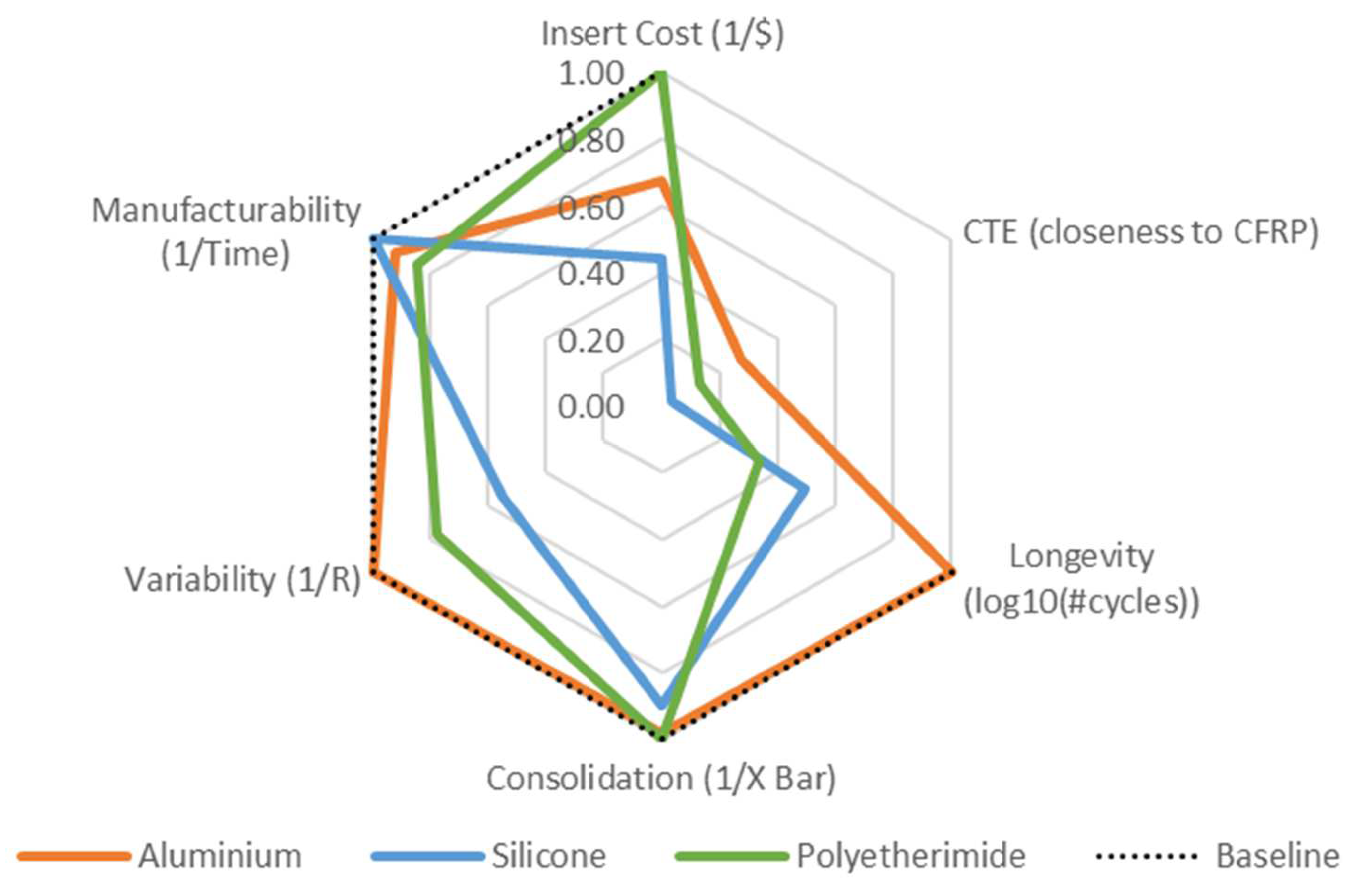
- Cost of Materials and Machining: Raw material costs form only part of tooling costs. The machinability of the materials and manufacturing processes drive tooling costs up. For example, Invar, while having a similar raw material cost to composites, is extremely costly to machine [1].
- Service Temperature and Coefficient of Thermal Expansion (CTE): Service temperature must exceed the cure temperature of the resin selected. Additionally, if different materials are coupled, the effect of CTE mismatch needs to be accounted for, to ensure part consolidation and geometry. (For example, silicone has a much higher CTE compared to metals).
- Durability/Longevity: Tooling longevity and durability factors in maximising reusability. For high volume process, tools must resist thermal and mechanical deformation over repeated curing and demoulding cycles. With low volume infusion processes, a balance between ease of manufacture and durability is required.
- Consolidation/Infusion Quality: With dry fibre reinforcements, preform consolidation is achieved within the tool design. Sometimes an additional step to remove bulk from the preform is required for high fibre volume fraction requirements.
- Manufacturability: Tooling design can have a large impact on TAKT time and turnover rates. As demonstrated in this work, ease of manufacture can induce local variabilities in a part, resulting in unintended consequences from the forming and tool loading process steps.
6. Conclusions
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Budwal, N.; Kasper, K.; Goering, J.; Ward, C. Flexible low-cost tooling solutions for a one-shot resin infusion of a 3D woven and multi-textile preform. Procedia Manuf. 2020, 51, 856–863. [Google Scholar] [CrossRef]
- Gandi, M.V.; Thompson, B.S.; Fischer, F. Manufacturing-process-driven design methodologies for components fabricated in composite materials. Mater. Des. 1990, 11, 235–242. [Google Scholar] [CrossRef]
- Verhagen, W.J.C.; Bermell-Garcia, P.; van Dijk, R.; Curran, R. A critical review of Knowledge-Based Engineering: An identification of research challenges. Adv. Eng. Inform. 2012, 26, 5–15. [Google Scholar] [CrossRef]
- Sapuan, S.M. Composite Materials: Concurrent Engineering Approach; Butterworth-Heinemann: Oxford, UK, 2017. [Google Scholar]
- Budwal, N.; Kasper, K.; Goering, J.; Ward, C. Developing knowledge-based systems for the cost-effective product design of high-performance textile fibre-reinforced composites. In Proceedings of the Composites and Advanced Materials Expo, Dallas, TX, USA, 20 October 2021. [Google Scholar]
- Warren, K.C.; Lopez-Anido, R.A.; Goering, J. Experimental investigation of three-dimensional woven composites. Compos. Part A: Appl. Sci. Manuf. 2015, 73, 242–259. [Google Scholar] [CrossRef]
- Akin, M. Co-cured Manufacturing of Advanced Composite Materials Using Vacuum Assisted Resin Transfer Moulding. Master’s Thesis, Middle East Technical University, Ankara, Turkey, 2018. [Google Scholar]
- Deo, R.B.; Starnes, J.H.; Holzwarth, R.C. Low-Cost Composite Materials and Structures for Aircraft Applications. 2003. Available online: https://docshare.tips/mp-069ii-sm1-01_574a4c6cb6d87ff00a8b4ada.html (accessed on 20 April 2022).
- An Elegant Solution for a Big Composite Part. Available online: https://www.compositesworld.com/articles/an-elegant-solution-for-a-big-composite-part (accessed on 20 April 2022).
- Bannister, M.K. Development and application of advanced textile composites. Proc. Inst. Mech. Eng. Part L J. Mater. Des. Appl. 2004, 218, 253–260. [Google Scholar] [CrossRef]
- Cost Reduction Central to Airbus Future-Wing Programme. Available online: https://www.flightglobal.com/airframers/cost-reduction-central-to-airbus-future-wing-programme/132676.article (accessed on 10 January 2022).
- Rieber, G.; Jiang, J.; Deter, C.; Chen, N.; Mitschang, P. Influence of textile parameters on the in-plane Permeability. Compos. A Appl. Sci. Manuf. 2013, 52, 89–98. [Google Scholar] [CrossRef]
- Konstantopoulos, S.; Hueber, C.; Antoniadis, I.; Summerscales, J.; Schledjewski, R. Liquid composite molding reproducibility in real-world production of fiber reinforced polymeric composites: A review of challenges and solutions. Adv. Manuf. Polym. Compos. Sci. 2019, 5, 85–99. [Google Scholar] [CrossRef]
- Baran, I.; Cinar, K.; Ersoy, N.; Akkerman, R.; Hattel, J.H. A Review on the Mechanical Modeling of Composite Manufacturing Processes. Arch. Comput. Methods Eng. 2017, 24, 365–395. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Gupta, S.K.; Regli, W.C.; Das, D.; Nau, D.S. Automated manufacturability analysis: A survey. Res. Eng. Des. 1997, 9, 168–190. [Google Scholar] [CrossRef]
- Haffner, S.M. Cost Modeling and Design for Manufacturing Guidelines for Advanced Composite Fabrication. Ph.D. Thesis, Massachusetts Institute of Technology, Cambridge, MA, USA, 2002. [Google Scholar]
- Sivanathan, L. Developing Composites Design and Manufacturing in an SME for Assured Product Quality. Ph.D. Thesis, University of Bristol, Bristol, UK, 2020. [Google Scholar]
- Sundin, E.; Björkman, M. Development of a Design for Manufacturing and Assembly (DFM/A) methodology concerning products and components made in composites of Carbon Fiber Reinforced Plastics (CFRP) used in the Aerospace Industry. In Proceedings of the Swedish Production Symposium (SPS-16), Lund, Sweden, 25–27 October 2016. [Google Scholar]
- Butenko, V.; Albers, A. Improving the knowledge transfer from research to industry by developing demand-oriented design guidelines for fibre-reinforced plastics. Procedia CIRP 2018, 70, 41–46. [Google Scholar] [CrossRef]
- Miller, A.J. The Effect of Microstructural Parameters on the Mechanical Properties of Non-Crimp Fabric Composites. Ph.D. Thesis, Cranfield University, Cranfield, UK, 1996. [Google Scholar]
- X Bar R Control Charts. Available online: https://sixsigmastudyguide.com/x-bar-r-control-charts/ (accessed on 29 March 2022).



{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Example | Details | Ref. |
|---|---|---|
| McDonnell Douglas AV-8B Strike Fighter wing and forward fuselage | Eliminated 60% of fasteners and reduced part count by 62% by co-curing subcomponents | [7] |
| Dasa Airbus A300 and A310 vertical tail fin | A 95% reduction in part count (from 2000 to 100) | [8] |
| Airbus A380 Rear Pressure Bulkhead | Transitioned to non-crimp fabric preform design with two-step cure and integrated pre-preg stiffeners | [9] |
| Lockheed Martin Joint Strike Fighter (F-35) inlet duct | Demonstrated that 36 kg of weight and USD 200,000 could be saved by using 3D woven stiffeners, eliminating 95% fasteners | [10] |
| Airbus Wing of Tomorrow | Developing an integrated dry-fibre infused wing structure for single-aisle aircraft, to simplify assembly and reduce fasteners | [11] |
| Sample Name | Insert Material | Infusion Strategy | Inlet | Outlet | Infusion Time (min) | Average Flowrate (g/min) | Peak Flowrate (g/min) | Estimated FVF (%) |
|---|---|---|---|---|---|---|---|---|
| ALUP | Aluminium | Up | NCF | Pi | 8 | 70 | 90 | 70 |
| ALDO | Aluminium | Down | Pi | NCF | 45 | 20 | 60 | 68 |
| SIUP | Silicone 1 | Up | NCF | Pi | 8 | 80 | 150 | 69 |
| SIDO | Silicone 1 | Down | Pi | NCF | 50 | 20 | 90 | 68 |
| ULUP | ULTEM™ 2 | Up | NCF | Pi | 20 | 30 | 100 | 67 |
| ULDO | ULTEM™ 2 | Down | Pi | NCF | 28 | 20 | 75 | 68 |
| Sample | TT Num | Pi Legs | Pi Base | ||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|
| Zone 1 (%) | Zone 2 (%) | Zone 3 (%) | Zone 4 (%) | ||||||||
| SIUP | 1 | 3.1 | 3.4 | 2.5 | 3.1 | 1.7 | 2.0 | 1.4 | 1.2 | 1.6 | 1.4 |
| 2 | 5.1 | 2.1 | 3.6 | 3.2 | 2.7 | 1.8 | 2.7 | 1.6 | 1.1 | 1.8 | |
| 3 | 3.1 | 1.9 | 3.3 | 1.4 | 1.7 | 2.6 | 1.4 | 1.9 | 1.5 | 1.5 | |
| 4 | 4.1 | 2.8 | 2.6 | 2.7 | 2.0 | 1.4 | 1.7 | 1.6 | 1.6 | 1.4 | |
| 5 | 4.5 | 3.0 | 2.8 | 5.1 | 1.4 | 1.6 | 1.3 | 1.9 | 1.6 | 1.7 | |
| SIDO | 1 | 2.2 | 5.8 | 3.0 | 3.4 | 2.1 | 1.7 | 2.8 | 1.3 | 1.2 | 1.7 |
| 2 | 2.9 | 2.3 | 3.4 | 4.2 | 1.8 | 1.3 | 1.4 | 1.4 | 1.3 | 1.6 | |
| 3 | 2.1 | 1.5 | 2.3 | 5.2 | 2.0 | 2.0 | 1.5 | 1.7 | 1.8 | 1.4 | |
| 4 | 2.6 | 2.2 | 2.9 | 3.7 | 2.0 | 1.3 | 1.7 | 1.6 | 1.4 | 1.3 | |
| 5 | 2.3 | 2.2 | 3.2 | 3.1 | 2.0 | 1.4 | 1.3 | 1.4 | 1.6 | 1.2 | |
| ALUP | 1 | 2.8 | 2.7 | 2.5 | 2.4 | 1.8 | 1.4 | 1.7 | 2.1 | 1.4 | 1.5 |
| 2 | 2.9 | 2.6 | 1.9 | 2.4 | 1.6 | 1.6 | 1.9 | 1.6 | 1.2 | 1.8 | |
| 3 | 2.4 | 3.0 | 2.8 | 3.4 | 1.3 | 1.6 | 1.4 | 1.7 | 1.4 | 1.4 | |
| 4 | 3.0 | 2.6 | 2.6 | 2.5 | 2.1 | 2.1 | 1.7 | 1.6 | 2.3 | 2.0 | |
| 5 | 2.8 | 2.1 | 2.2 | 3.2 | 1.6 | 1.4 | 1.9 | 1.8 | 1.1 | 1.8 | |
| ALDO | 1 | 3.1 | 3.4 | 2.3 | 1.8 | 2.2 | 3.3 | 2.5 | 1.5 | 1.6 | 2.2 |
| 2 | 3.4 | 4.5 | 2.8 | 3.8 | 2.1 | 1.9 | 1.7 | 2.4 | 1.8 | 2.3 | |
| 3 | 3.2 | 4.2 | 4.4 | 2.2 | 2.2 | 2.6 | 1.7 | 1.7 | 1.3 | 2.2 | |
| 4 | 3.2 | 2.6 | 2.7 | 2.6 | 2.1 | 2.0 | 1.3 | 2.1 | 1.4 | 1.8 | |
| 5 | 2.2 | 3.7 | 3.3 | 1.7 | 2.2 | 1.0 | 1.4 | 1.2 | 1.6 | 2.0 | |
| ULUP | 1 | 1.9 | 2.5 | 1.9 | 3.7 | 2.6 | 2.8 | 2.1 | 1.6 | 1.6 | 2.9 |
| 2 | 3.1 | 2.7 | 2.0 | 3.4 | 2.9 | 1.7 | 1.6 | 1.7 | 1.9 | 2.2 | |
| 3 | 1.6 | 2.8 | 3.0 | 2.2 | 1.5 | 1.4 | 1.1 | 2.0 | 1.8 | 1.5 | |
| 4 | 3.3 | 2.8 | 1.9 | 2.3 | 2.1 | 1.1 | 1.9 | 2.0 | 1.5 | 1.7 | |
| 5 | 2.1 | 2.0 | 1.5 | 1.4 | 1.7 | 1.6 | 2.2 | 2.1 | 1.3 | 1.0 | |
| ULDO | 1 | 1.4 | 3.6 | 3.0 | 4.1 | 2.6 | 1.7 | 1.8 | 2.2 | 2.5 | 1.7 |
| 2 | 3.1 | 3.4 | 2.0 | 3.7 | 2.5 | 1.7 | 2.0 | 2.8 | 1.8 | 1.2 | |
| 3 | 2.5 | 2.3 | 2.4 | 2.0 | 2.0 | 1.6 | 1.6 | 1.3 | 1.6 | 1.7 | |
| 4 | 2.6 | 4.3 | 4.1 | 2.8 | 2.6 | 1.2 | 1.5 | 2.2 | 1.9 | 1.7 | |
| 5 | 3.6 | 4.0 | 3.3 | 4.8 | 2.5 | 1.7 | 1.7 | 1.8 | 2.0 | 2.0 | |
| Sample | SIUP | SIDO | ALUP | ALDO | ULUP | ULDO | ||||||||||||||||||||||||
| TT# | 1 | 2 | 3 | 4 | 5 | 1 | 2 | 3 | 4 | 5 | 1 | 2 | 3 | 4 | 5 | 1 | 2 | 3 | 4 | 5 | 1 | 2 | 3 | 4 | 5 | 1 | 2 | 3 | 4 | 5 |
| Defects | On scale of 1 (low/none) to 5 (high) | |||||||||||||||||||||||||||||
| Dry spots/Voids | 1 | 4 | 3 | 3 | 1 | 1 | 1 | 1 | 1 | 1 | 2 | 4 | 4 | 2 | 2 | 1 | 1 | 1 | 1 | 1 | 1 | 1 | 1 | 1 | 1 | 1 | 1 | 1 | 1 | 1 |
| Fibre misalignment | 1 | 1 | 2 | 2 | 1 | 1 | 1 | 2 | 2 | 1 | 2 | 3 | 3 | 2 | 2 | 1 | 3 | 2 | 2 | 1 | 4 | 2 | 3 | 3 | 4 | 3 | 2 | 1 | 2 | 3 |
| Resin Rich Corners | 1 | 1 | 2 | 2 | 1 | 2 | 3 | 5 | 2 | 3 | 1 | 3 | 3 | 2 | 1 | 3 | 3 | 2 | 5 | 5 | 4 | 5 | 4 | 3 | 4 | 3 | 3 | 3 | 3 | 3 |
| Resin Rich pockets | 2 | 2 | 1 | 2 | 2 | 1 | 3 | 2 | 3 | 2 | 2 | 2 | 2 | 2 | 3 | 2 | 3 | 3 | 4 | 3 | 4 | 4 | 3 | 4 | 4 | 3 | 3 | 3 | 4 | 3 |
| Resin Cracking | 1 | 2 | 2 | 2 | 1 | 1 | 2 | 2 | 1 | 1 | 2 | 2 | 1 | 1 | 1 | 3 | 2 | 1 | 3 | 3 | 3 | 3 | 4 | 2 | 1 | 1 | 2 | 1 | 2 | 1 |
| Subcategory | Observations |
|---|---|
| Flow “up” infusions |
|
| Flow “down” infusions |
|
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Budwal, N.; Kasper, K.; Goering, J.; Ward, C. Tooling and Infusion Design Strategies to Reduce Trade-Offs in Forming and Infusion Quality of Multi-Textile CFRPs. J. Manuf. Mater. Process. 2022, 6, 62. https://doi.org/10.3390/jmmp6030062
Budwal N, Kasper K, Goering J, Ward C. Tooling and Infusion Design Strategies to Reduce Trade-Offs in Forming and Infusion Quality of Multi-Textile CFRPs. Journal of Manufacturing and Materials Processing. 2022; 6(3):62. https://doi.org/10.3390/jmmp6030062
Chicago/Turabian StyleBudwal, Nikita, Kent Kasper, Jon Goering, and Carwyn Ward. 2022. "Tooling and Infusion Design Strategies to Reduce Trade-Offs in Forming and Infusion Quality of Multi-Textile CFRPs" Journal of Manufacturing and Materials Processing 6, no. 3: 62. https://doi.org/10.3390/jmmp6030062
APA StyleBudwal, N., Kasper, K., Goering, J., & Ward, C. (2022). Tooling and Infusion Design Strategies to Reduce Trade-Offs in Forming and Infusion Quality of Multi-Textile CFRPs. Journal of Manufacturing and Materials Processing, 6(3), 62. https://doi.org/10.3390/jmmp6030062