
Local Shielding Gas Supply in Remote Laser Beam Welding




Abstract
:1. Introduction
2. Materials and Methods
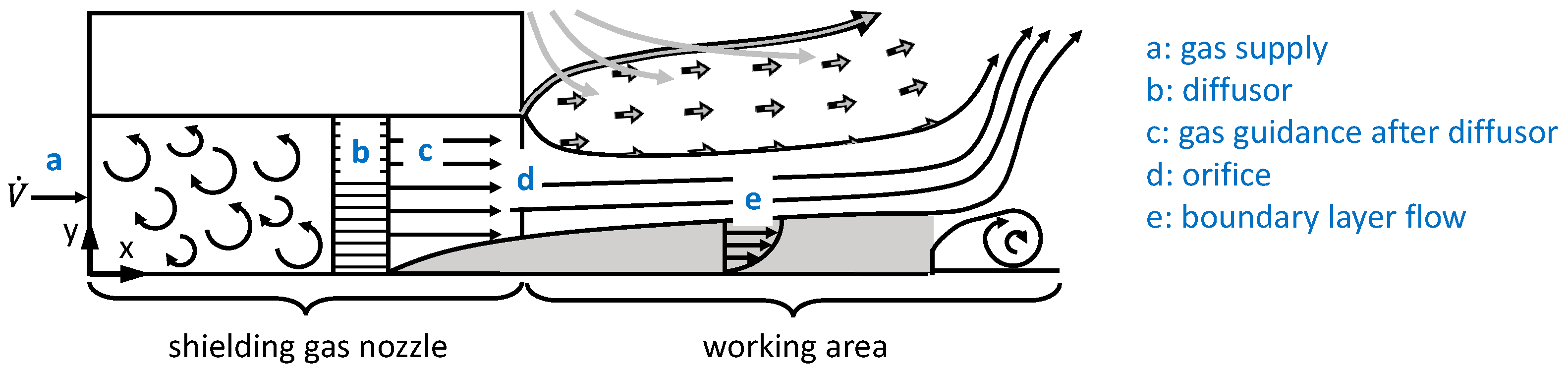
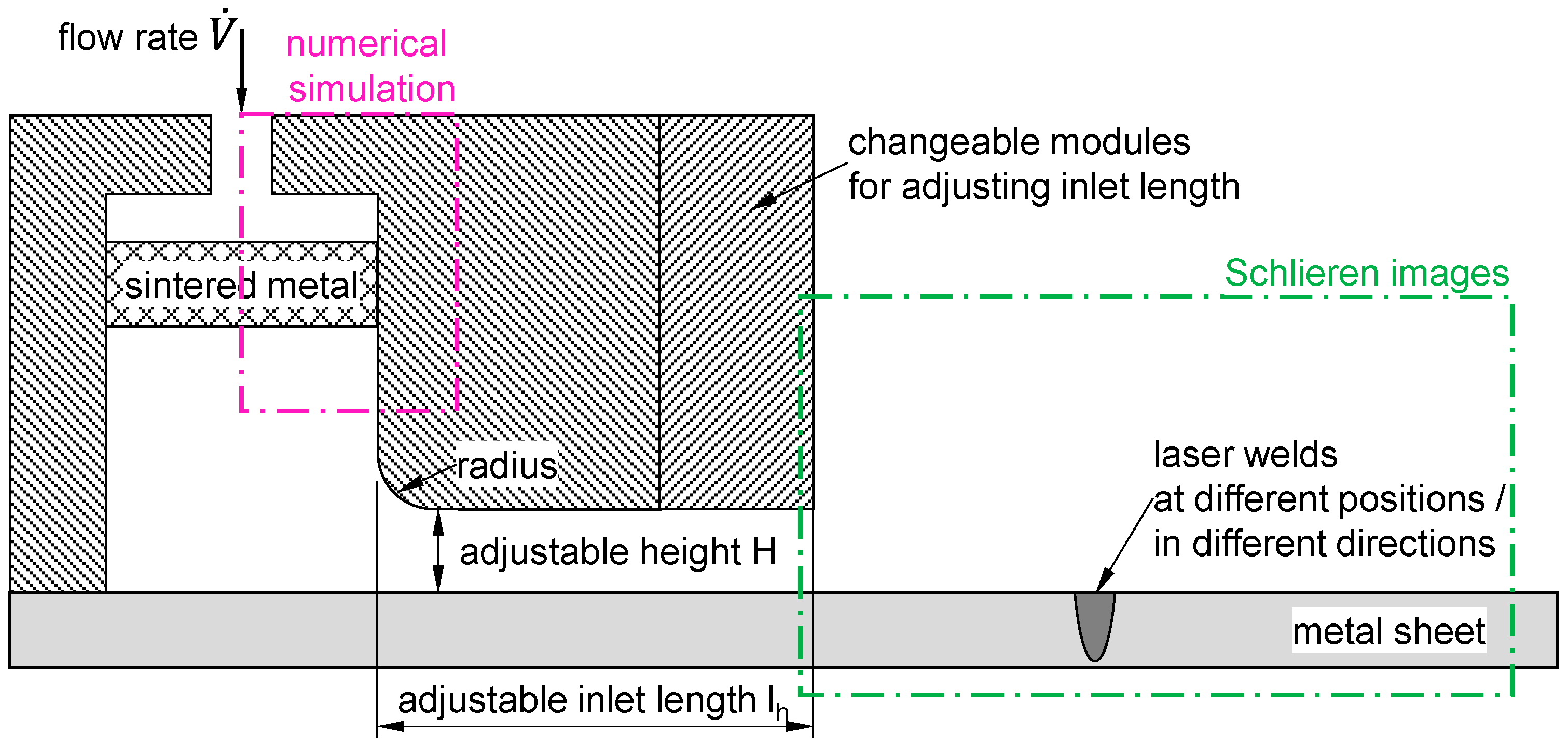
2.1. Design of Shielding Gas Nozzle
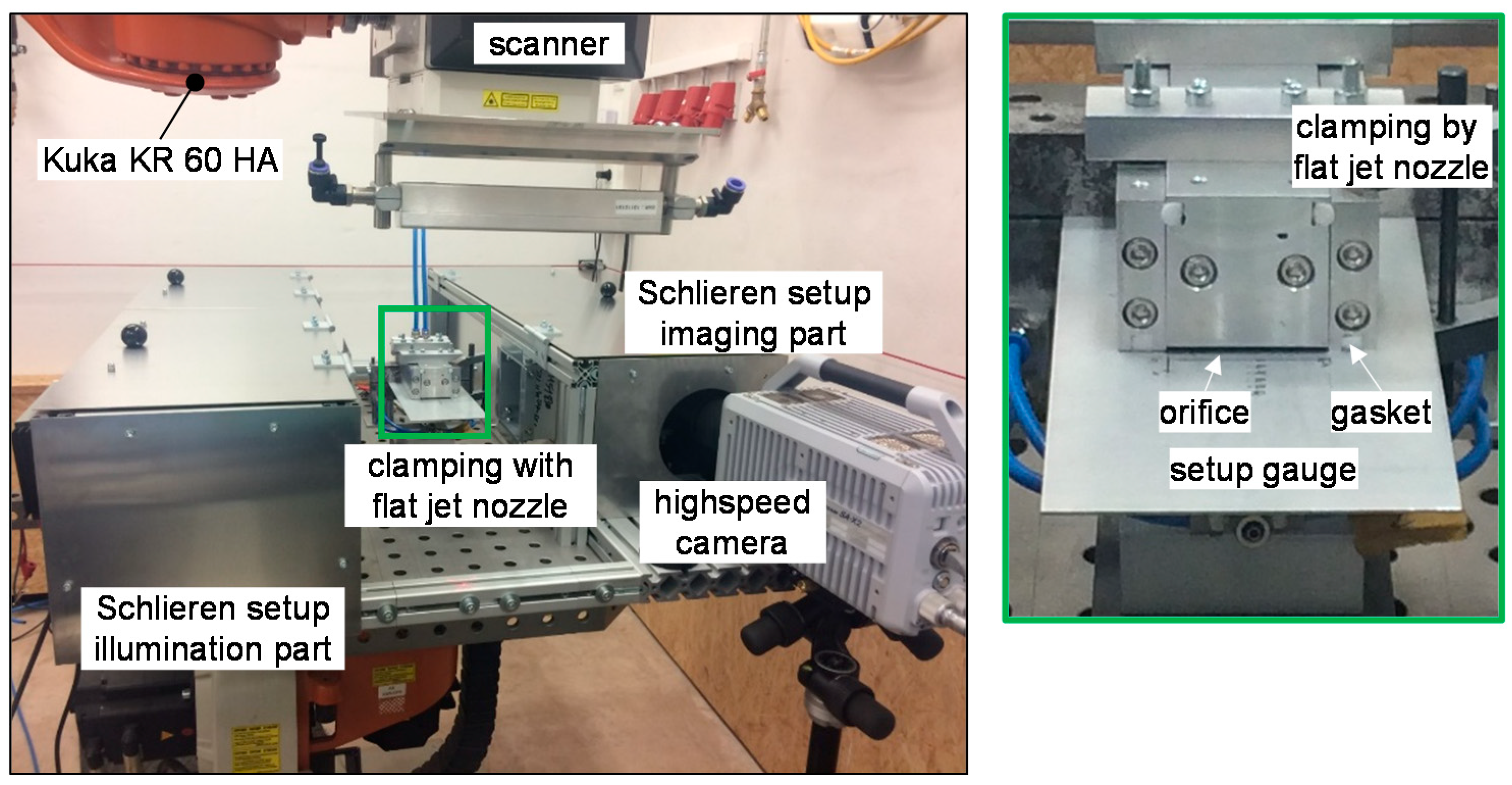
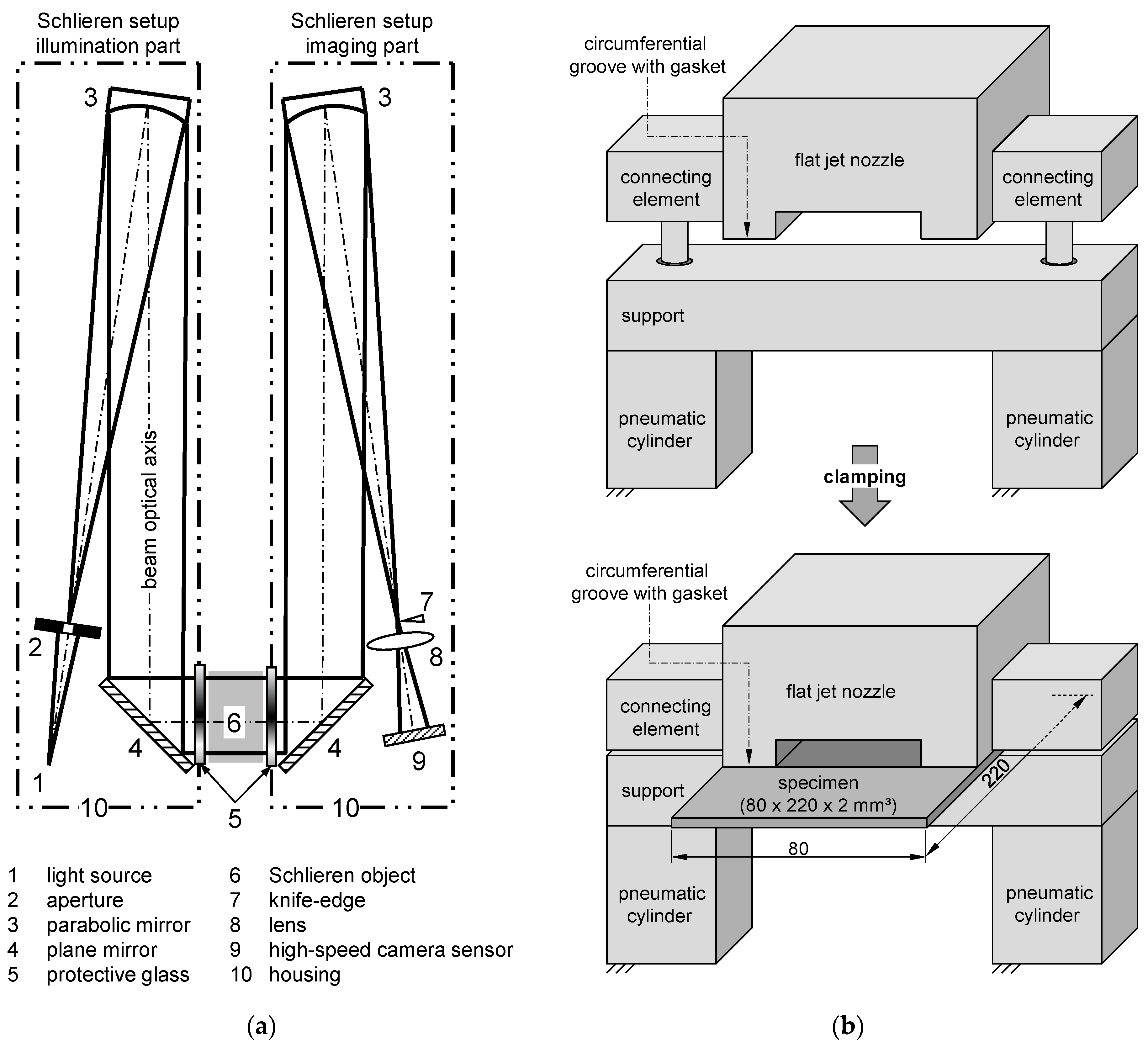
2.2. Experimental Setup
3. Results and Discussion
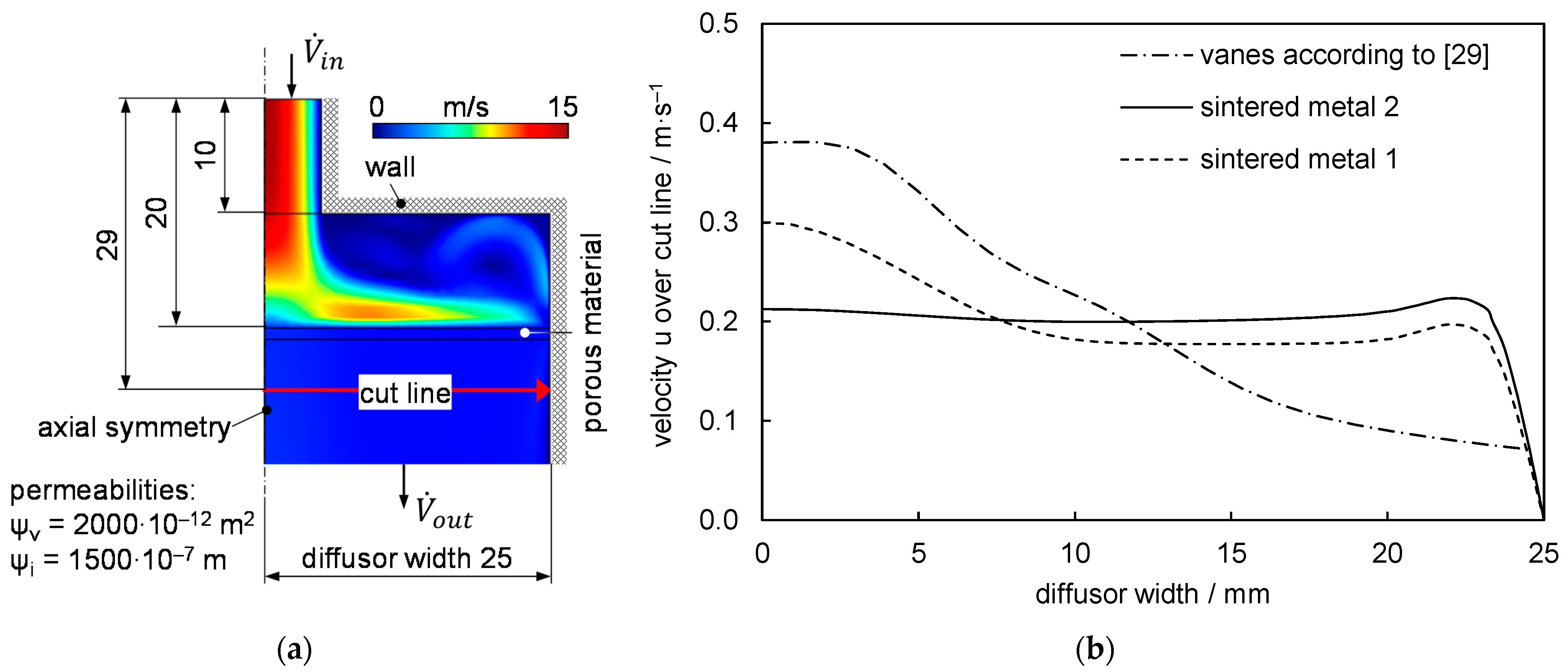
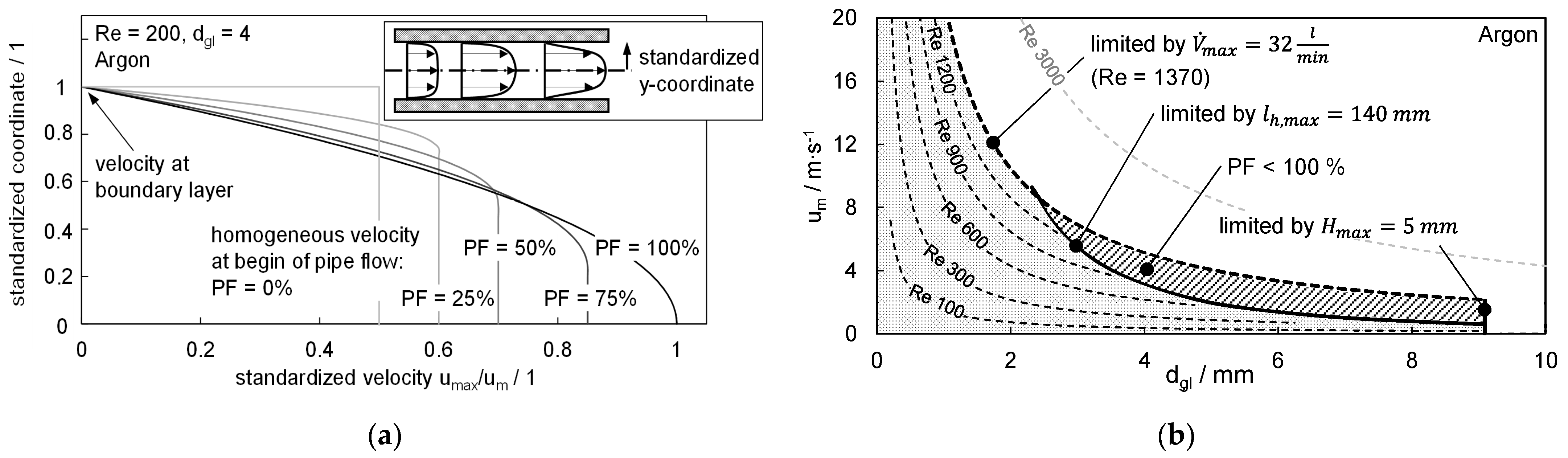
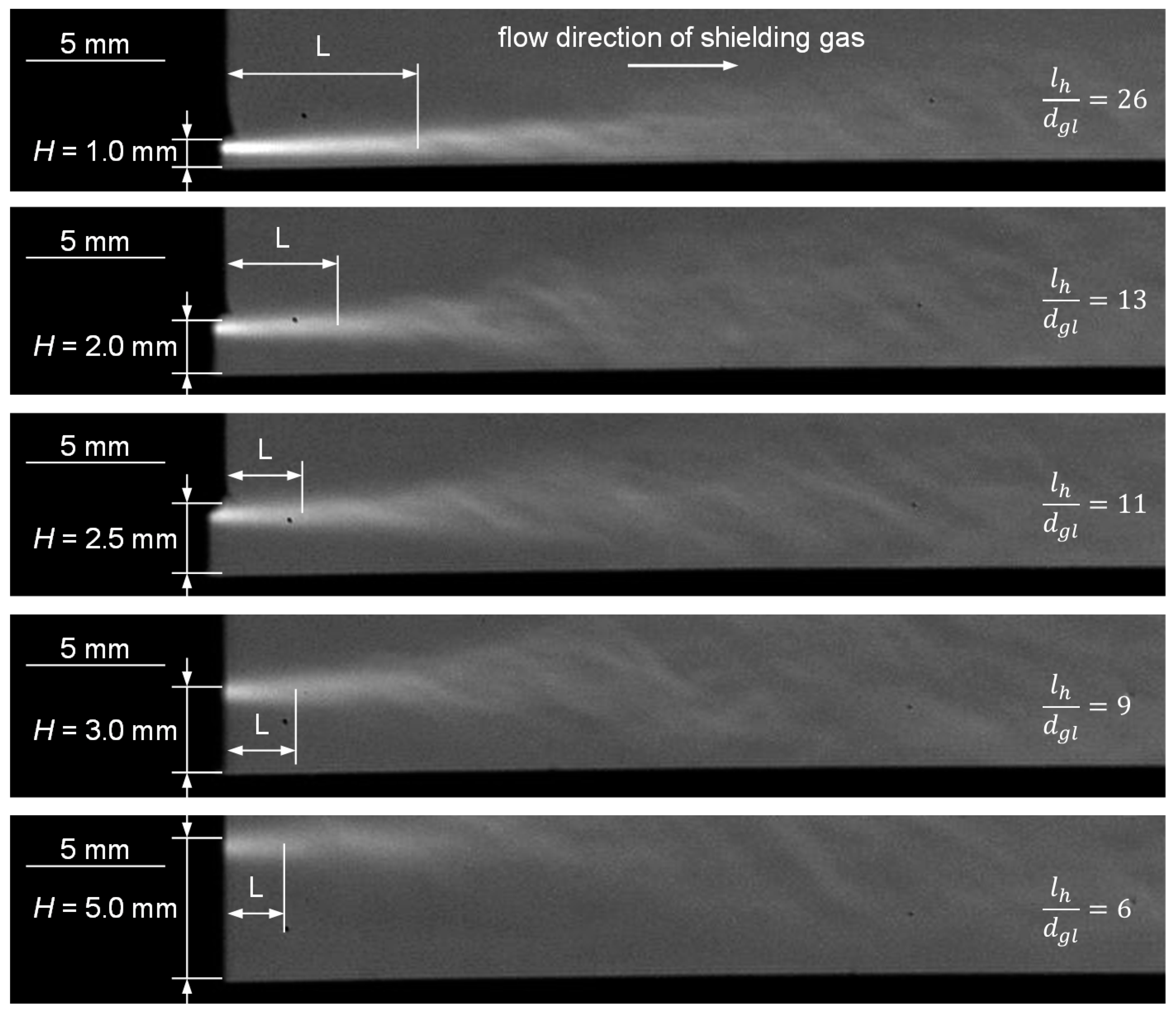
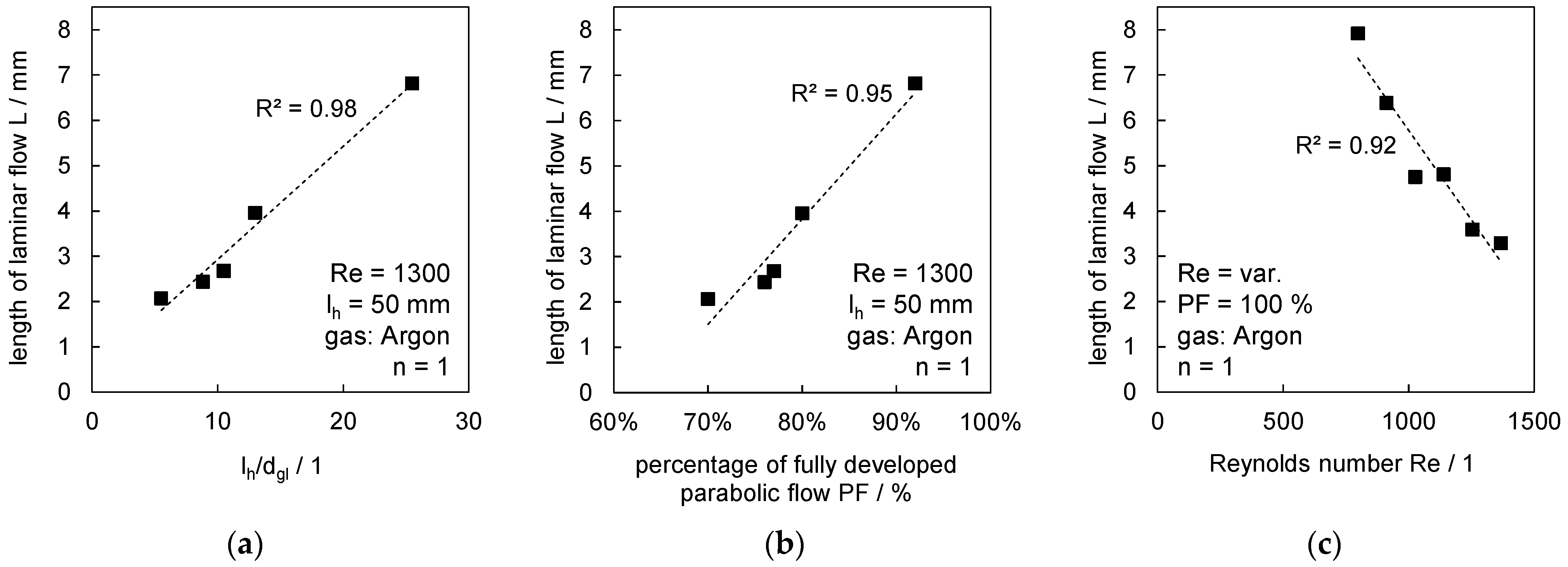
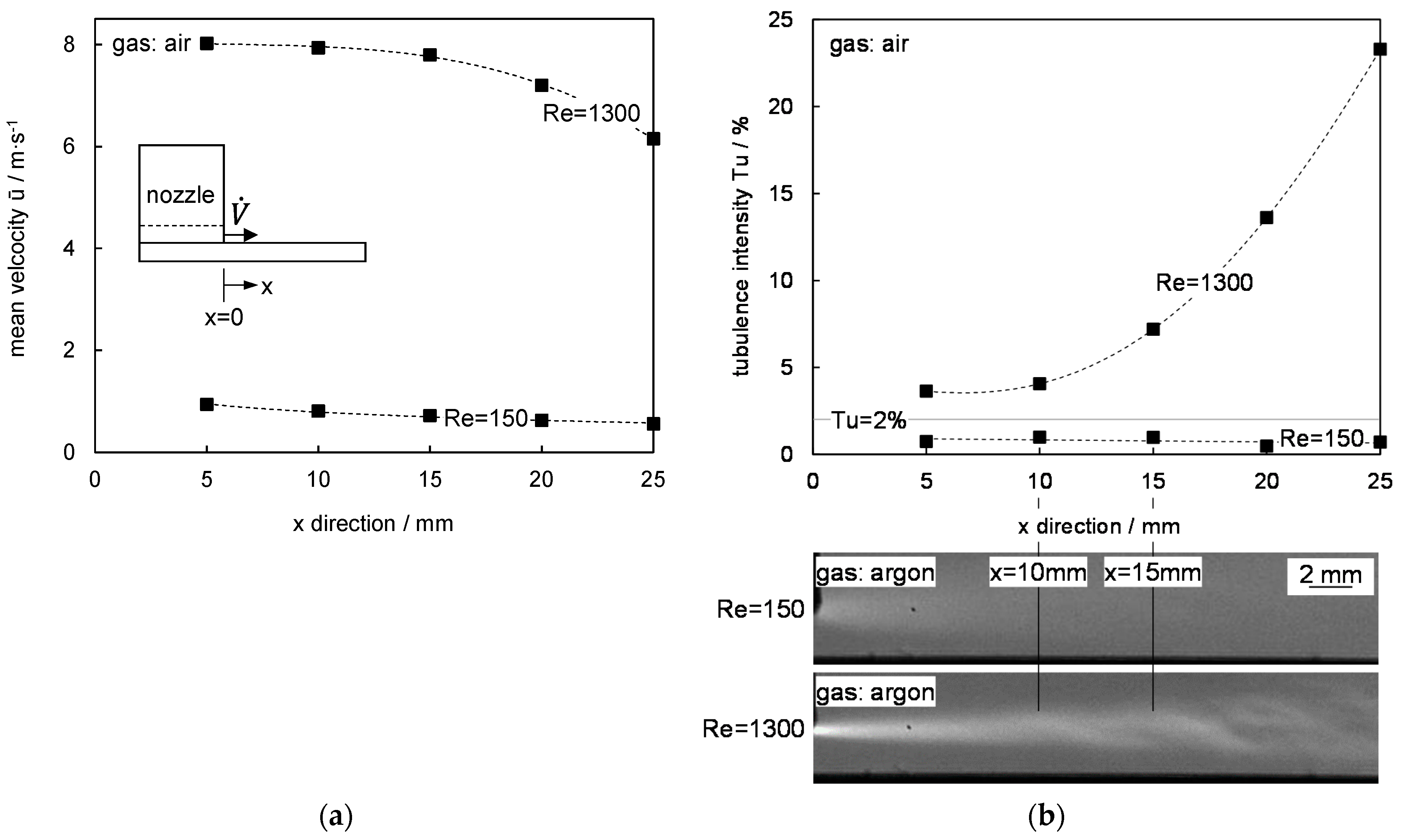
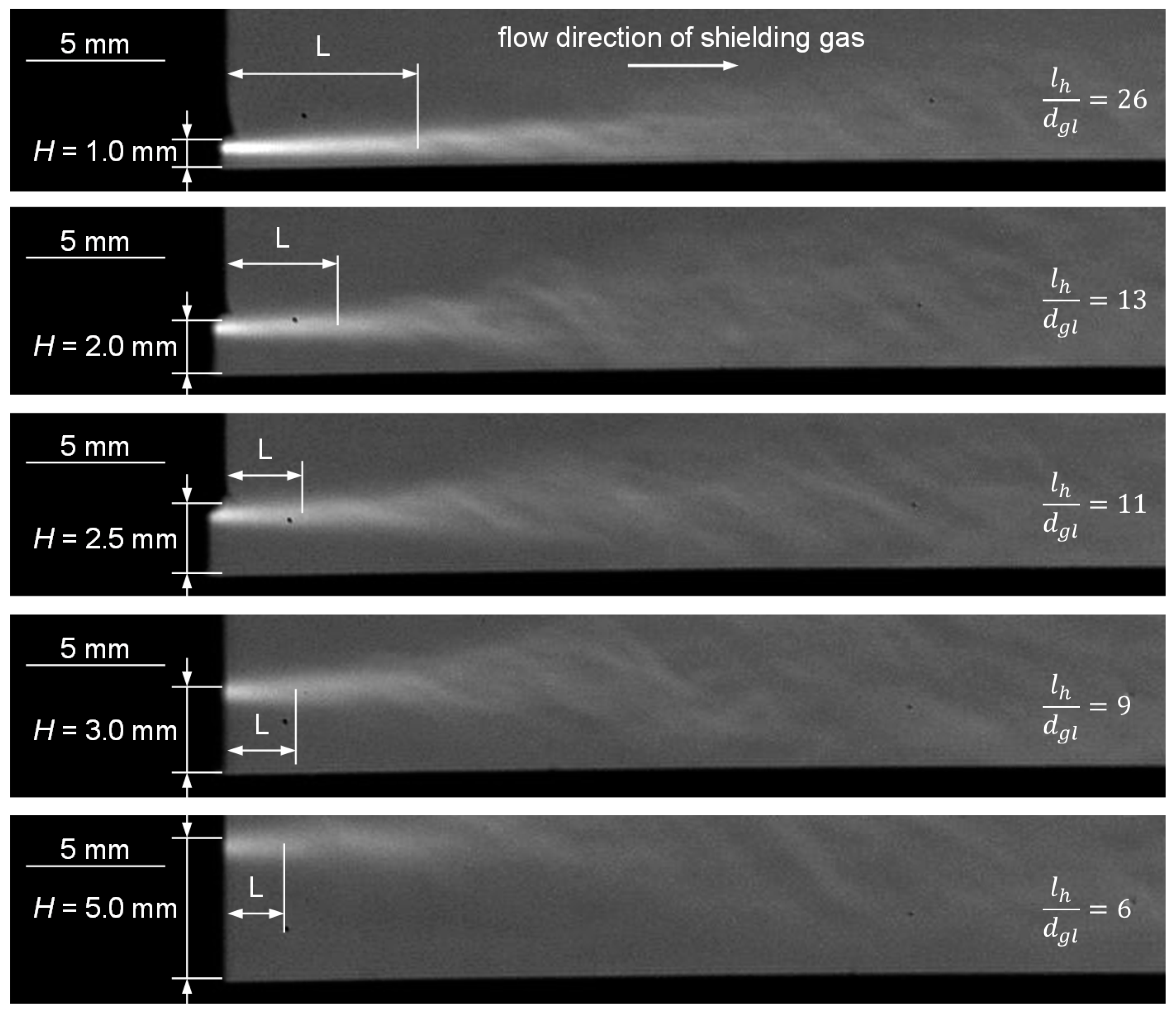
3.1. Description of Nozzle and Flow Properties
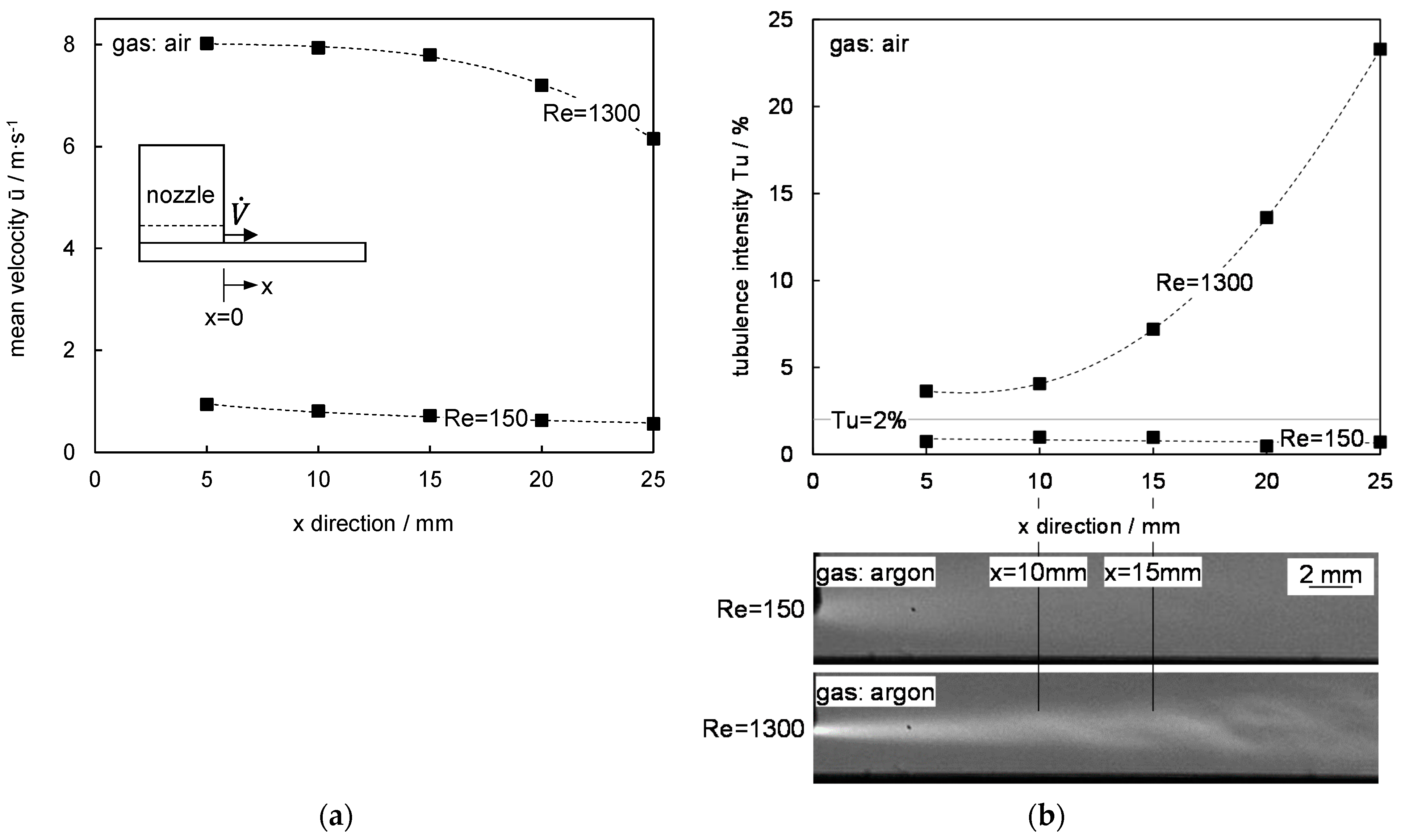
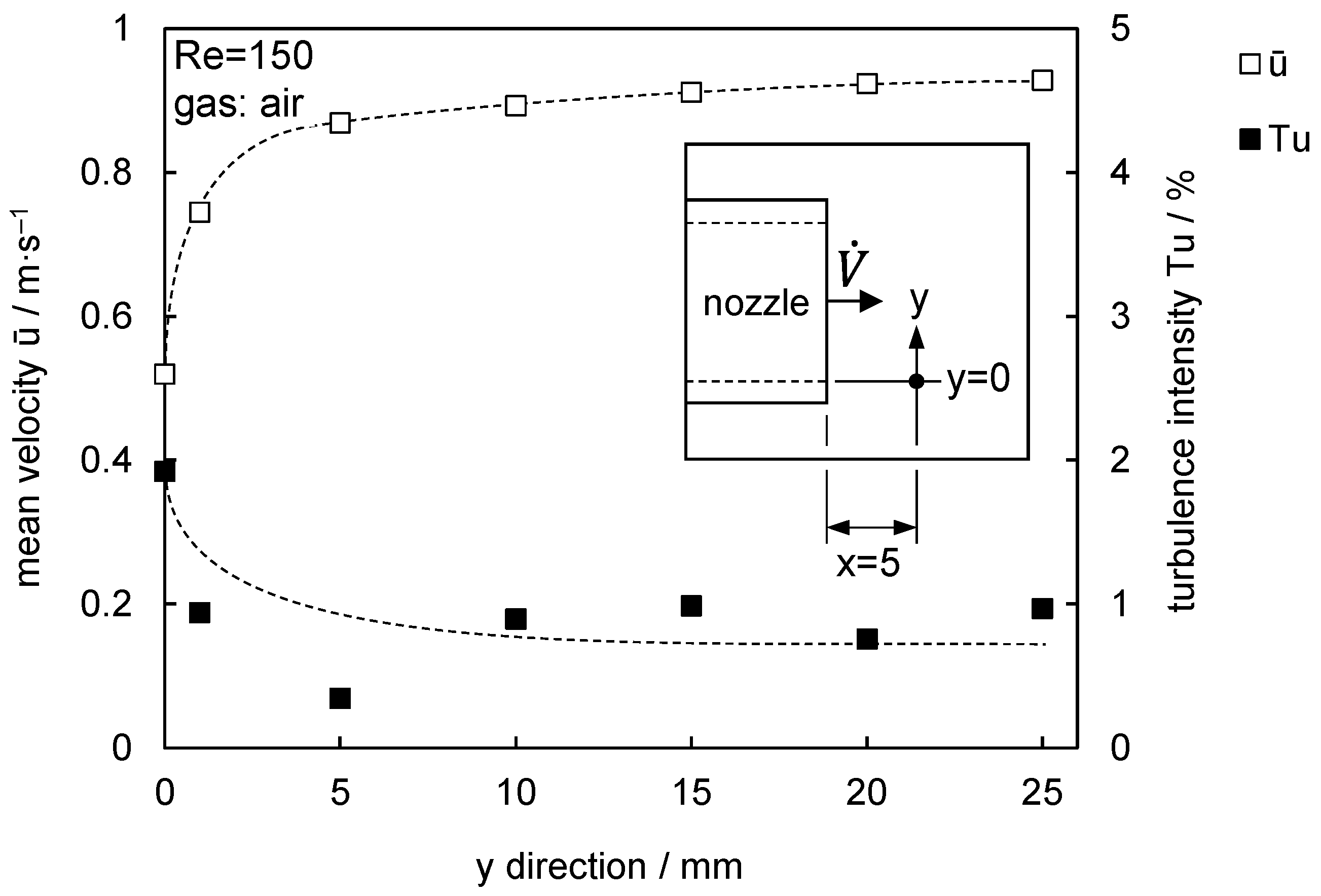
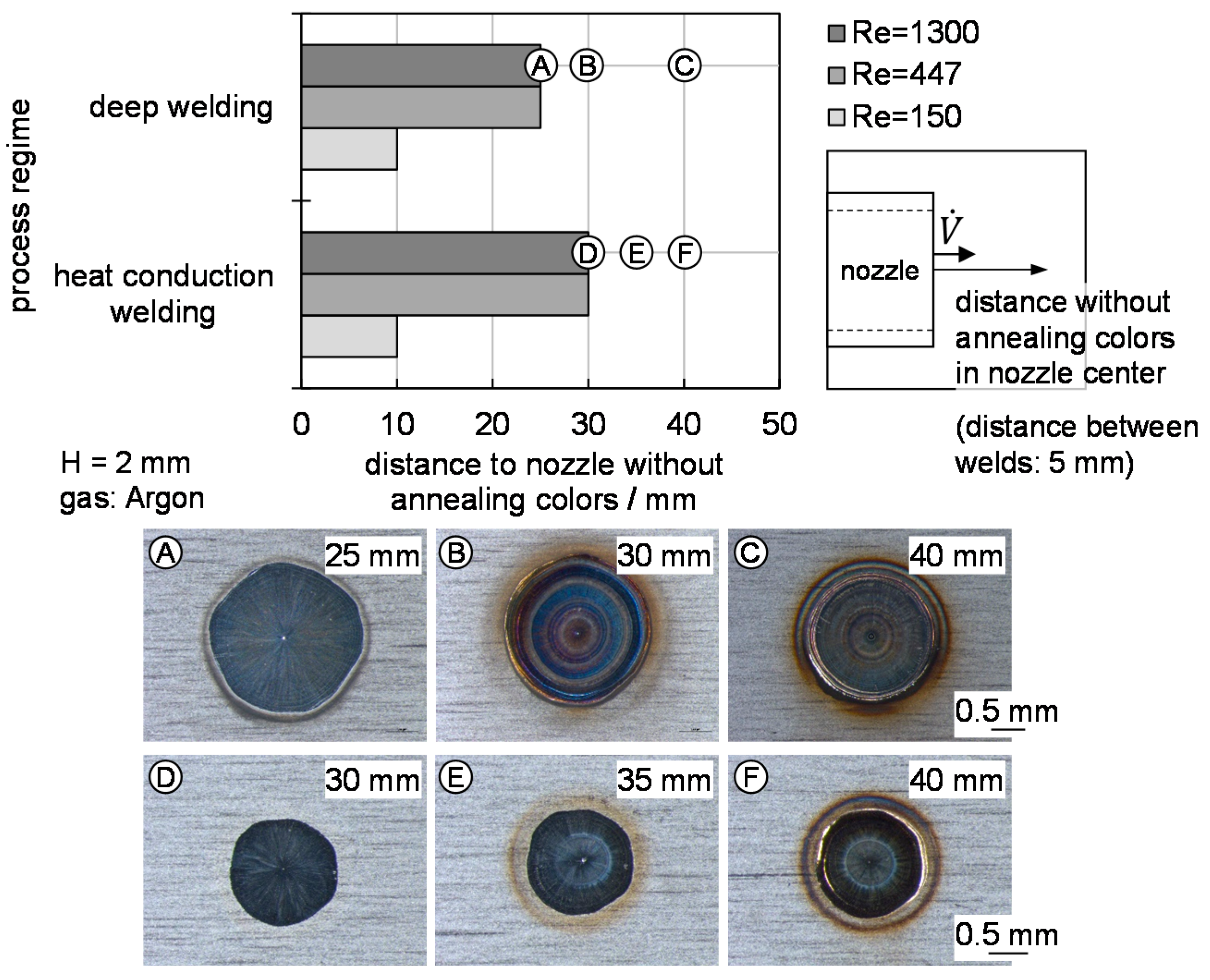
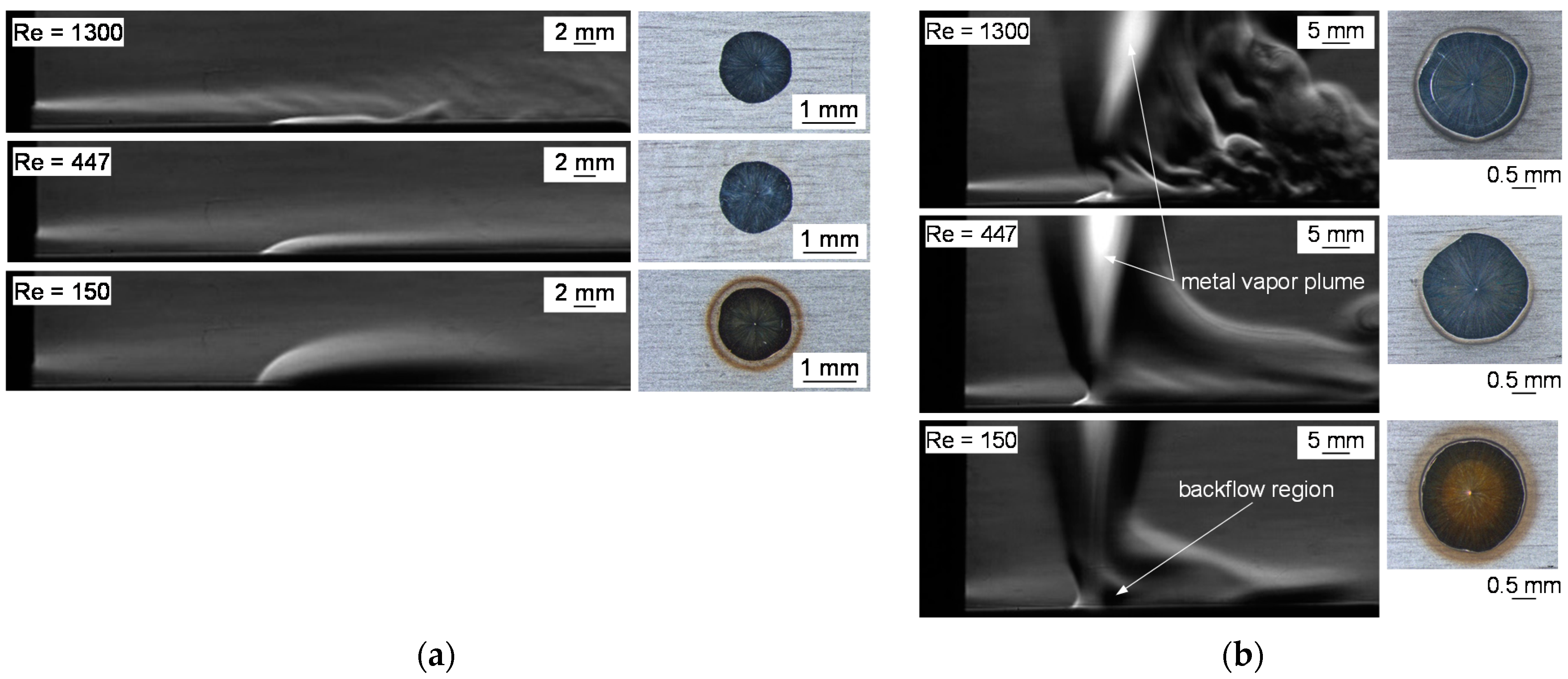
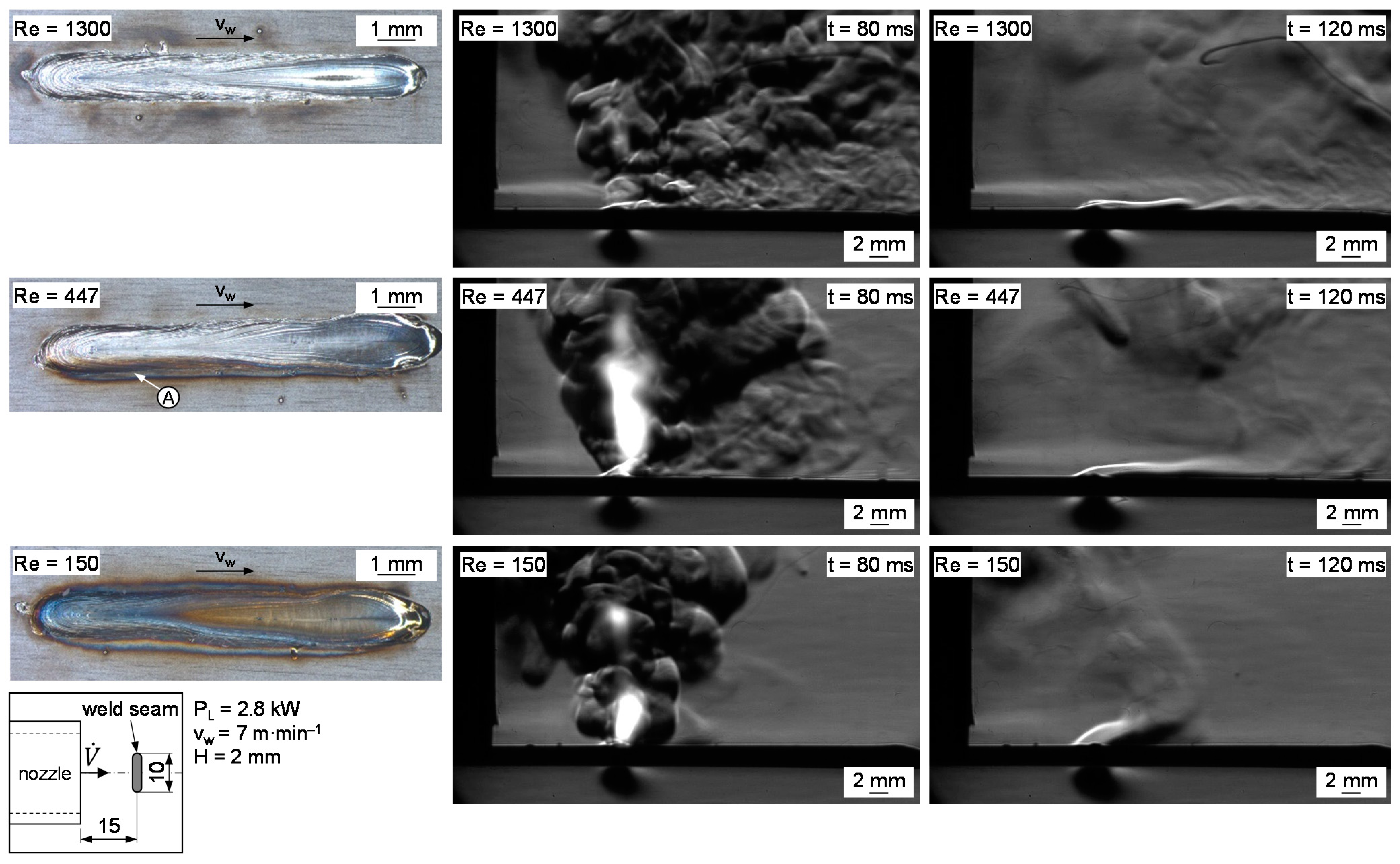
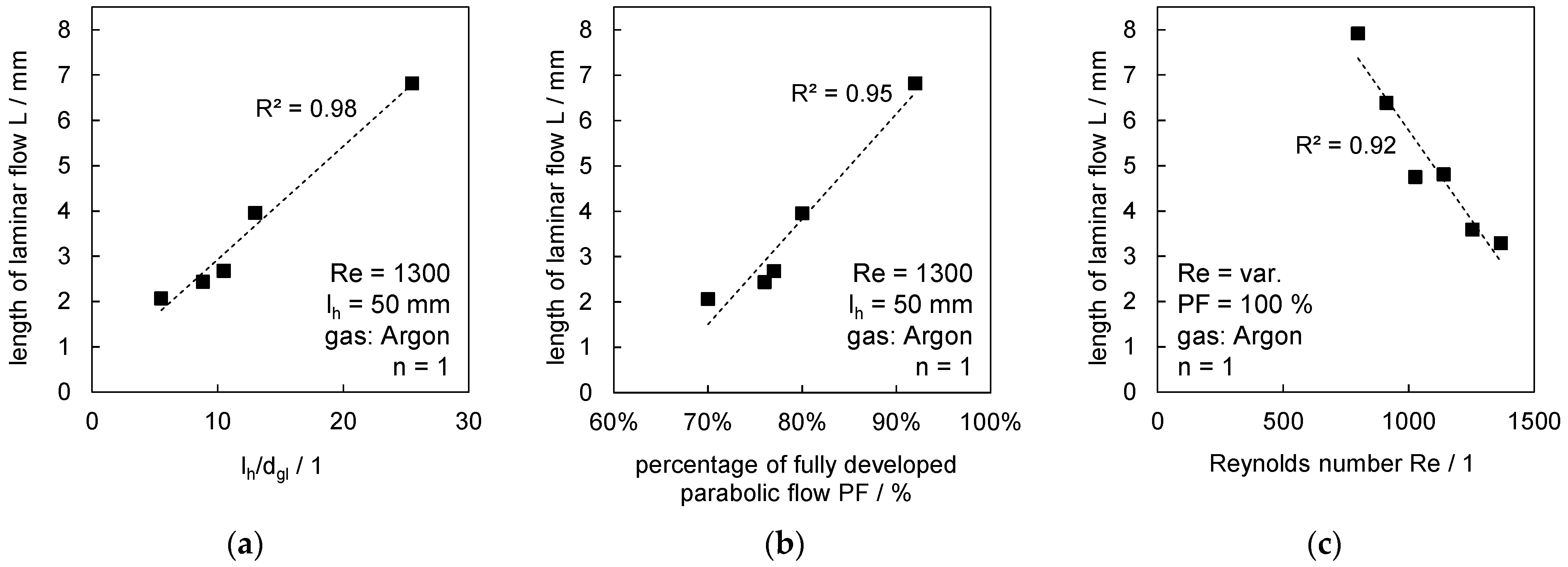
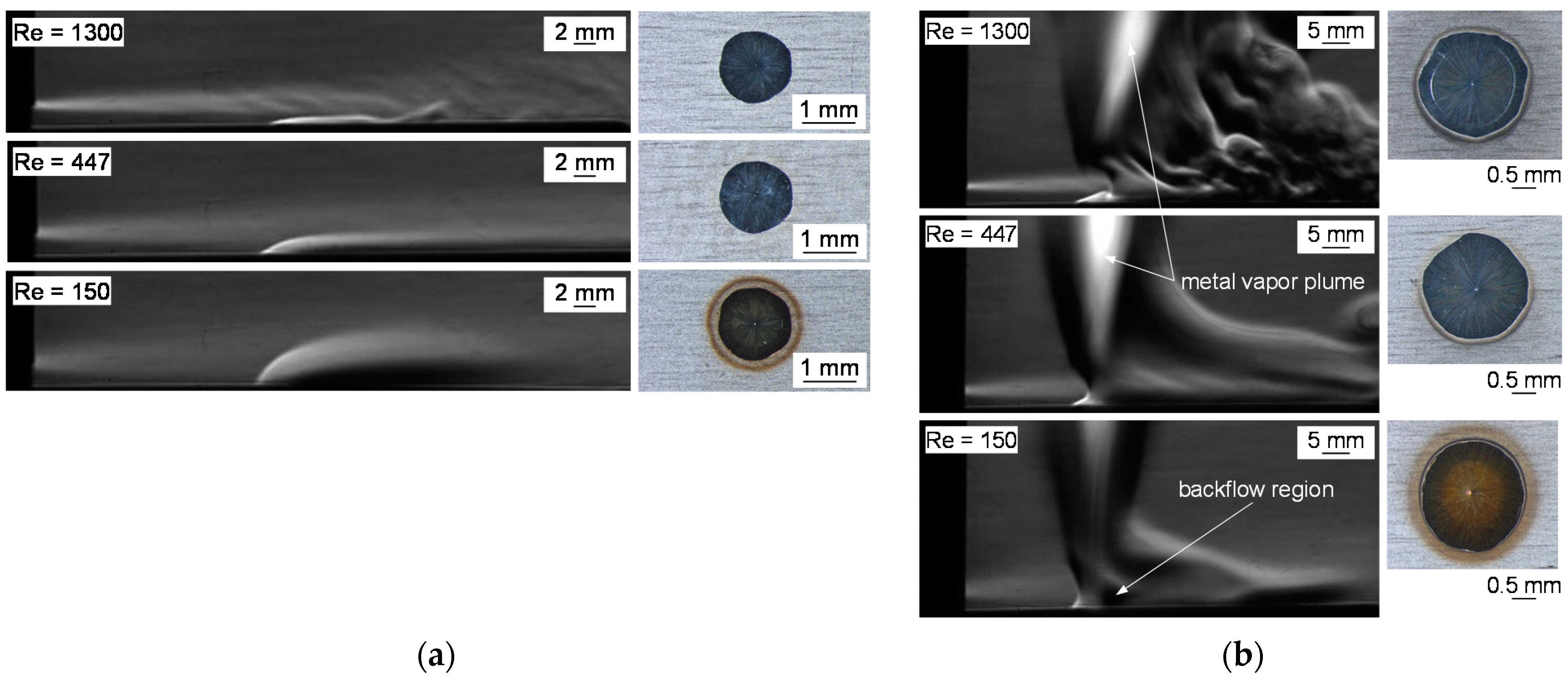
3.2. Characterization of Shielding Gas Coverage Depending on Process Regime and Re
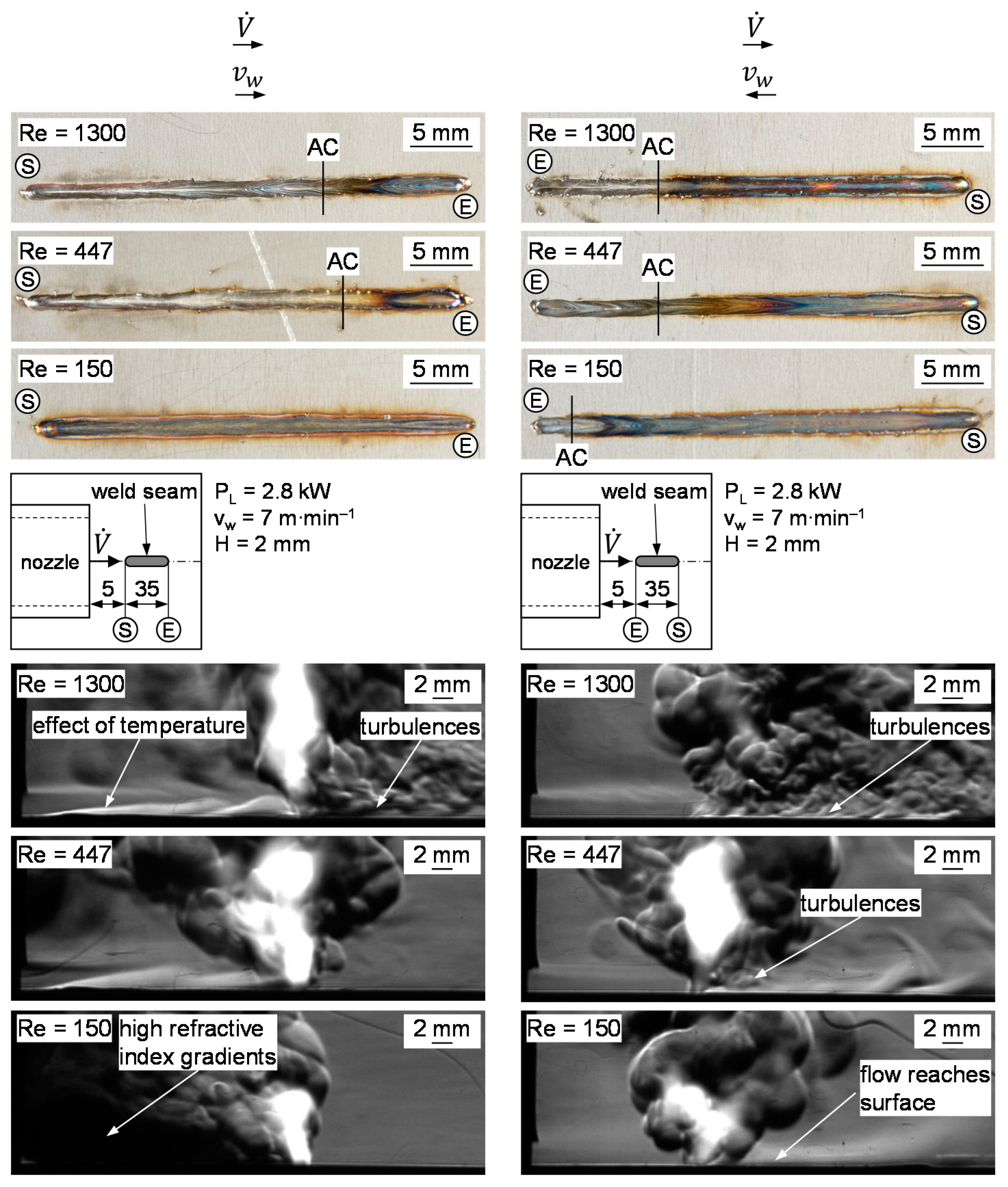
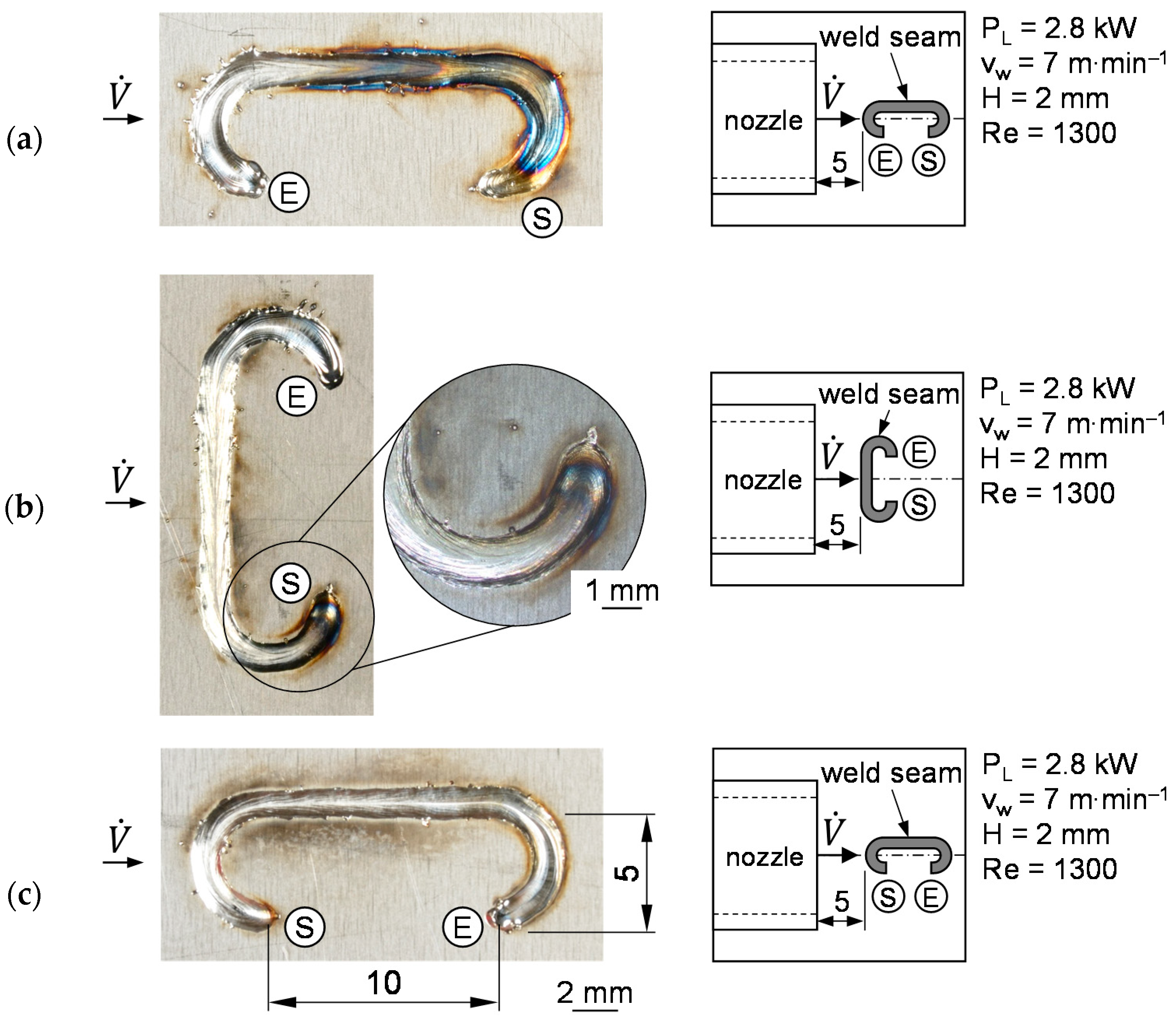
3.3. Interaction between Welding Direction and Shielding Gas Coverage
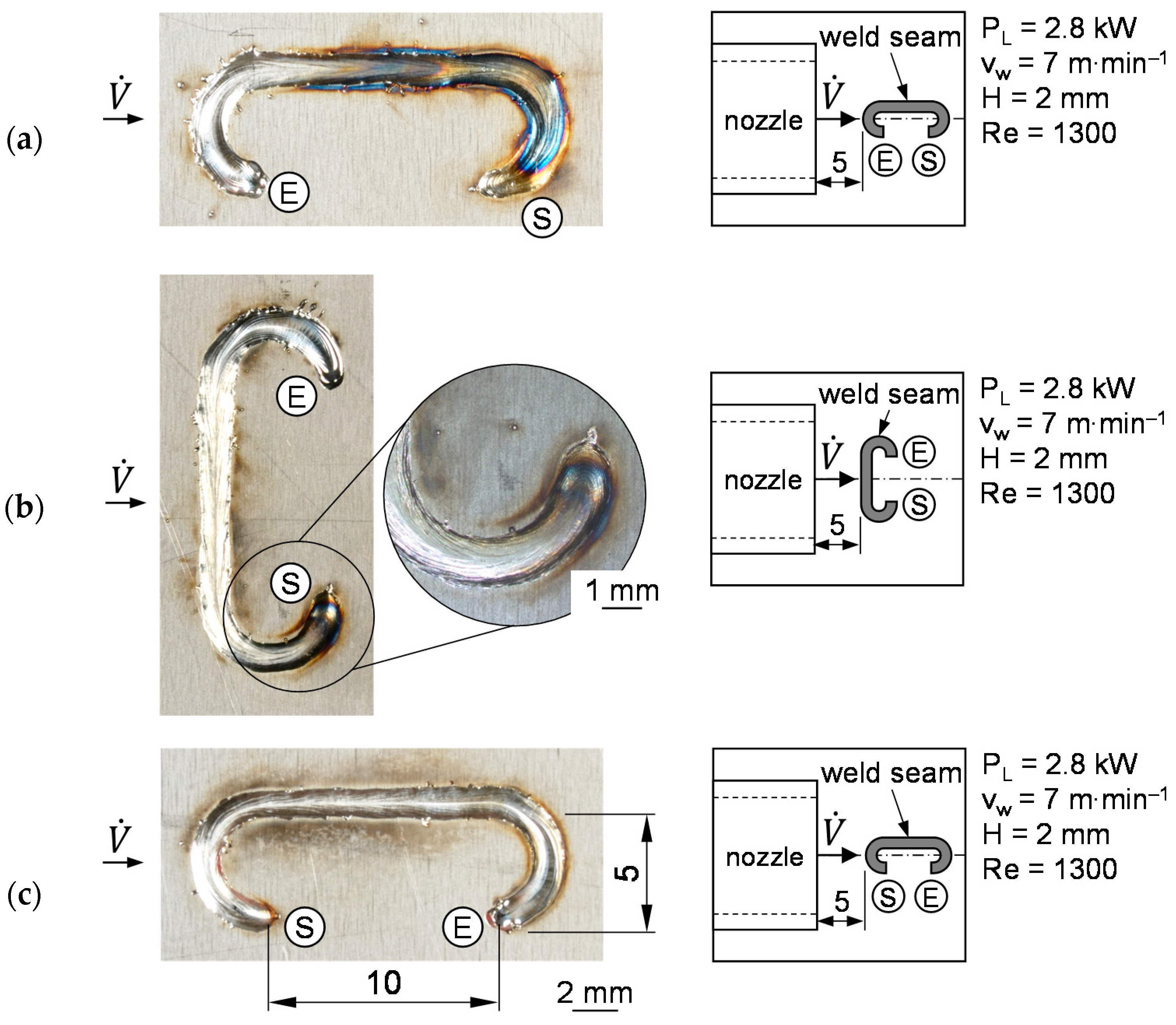
3.4. Effect of Complex Weld Seam Shapes
4. Conclusions
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
Appendix A
References
- Kah, P.; Lu, J.; Martikainen, J.; Suoranta, R. Remote laser welding with high power fiber lasers. Sci. Res. Eng. 2013, 5, 700–706. [Google Scholar] [CrossRef] [Green Version]
- Thomy, C.; Schilf, M.; Seefeld, T.; Sepold, G.; Vollertsen, F. Distortion minimization in re-mote welding of steel. Adv. Mater. Res. 2005, 6–8, 217–224. [Google Scholar] [CrossRef]
- Kutsuna, M.; Yan, Q. Study on porosity formation in laser welds in aluminium alloys (Report 1): Effects of hydrogen and alloying elements. Weld. Int. 1998, 12, 937–949. [Google Scholar] [CrossRef]
- Linde, A.G. Scanner-Schweiß-Vorrichtung. Patent Application No. DE 102 18 296 A1, 24 April 2002. [Google Scholar]
- Linde, A.G. Scanner Welding or Soldering Machine has Optical System with Swiveling Mirror or Flexible Scanner Optics for Directing Laser Beam on to Zones to be Joined, Pipes Allowing Protective Gases or Mixtures to be Fed on to Zones to be Bonded. Patent Application No. DE 10 2006 021 622 A1, 9 May 2006. [Google Scholar]
- Walter, J.; Hennings, C.; Hustedt, M.; Kaierle, S.; Borkmann, M.; Mahrle, A. Efficiency enhancement during remote laser welding by means of optimized air flow control. In Proceedings of the 22nd Fachtagung “Lasermethoden in der Strömungsmesstechnik”, Karlsruhe, Germany, 9–11 September 2014; German Association for Laser Anemometry GALA e.V.: Karlsruhe, Germany, 2014; pp. 49-1–49-8. [Google Scholar]
- Walter, J.; Hennings, C.; Alexander, B.; Hustedt, M.; Kaierle, S.; Borkmann, M.; Mahrle, A. Optimized airflow control during remote laser welding. Part I: Experimental studies. In Proceedings of the 23rd Fachtagung “Lasermethoden in der Strömungsmesstechnik”, Dresden, Germany, 8–10 September 2015; German Association for Laser Anemometry GALA e.V.: Karlsruhe, Germany, 2015. [Google Scholar]
- Borkmann, M.; Mahrle, A.; Beyer, E.; Hennings, C.; Hustedt, M.; Walter, J.; Kaierle, S. Air flow control for processing stations of remote laser beam welding—Part 2: Simulations for system optimization. In Proceedings of the 24th Fachtagung “Experimentelle Strömungsmechanik”, Cottbus, Germany, 6–8 September 2016; German Association for Laser Anemometry GALA e.V.: Karlsruhe, Germany, 2016; pp. 22-1–22-8. [Google Scholar]
- Johnson Controls Technology Company. Method and Apparatus for Laser Welding. Patent Application No. US 2008/0296271 A1, 27 October 2005.
- Oefele, F. Remote-Laserstrahlschweißen mit brillanten Strahlquellen; Utz: München, Germany, 2013. [Google Scholar]
- Patschger, A.; Sahib, C.; Bergmann, J.; Bastick, A. Process optimization through adaptation of shielding gas selection and feeding during laser beam welding. Phys. Procedia 2012, 12, 46–55. [Google Scholar] [CrossRef] [Green Version]
- Oefele, F.; Musiol, J.; Zaeh, M. Influence of remote-laser-welding parameters for an 8 KW fibre laser on the seam quality of steels. In Proceedings of the Laser Materials Processing Conference ICALEO, Temecula, CA, USA, 20–23 October 2008; Paper 709. Laser Institute of America: Orlando, FL, USA, 2008. [Google Scholar]
- Seefeld, T.; Neumann, S. Abschlussbericht AiF 13.953/4 Schweißnahtqualität und Anwendungspotentiale beim Remote-Welding mit Hoher Leistung; Bremer Institut für angewandte Strahltechnik: Bremen, Germany, 2006. [Google Scholar]
- Herrmann, J. Prozessgase beim Laserschweißen. Kostenfaktor oder Garant für wirtschaftliche, stabile und hochwertige Schweißverbindungen. DVS-Berichte 2006, 241, 133–142. [Google Scholar]
- Kern, M. Gas- und Magnetofluiddynamische Maßnahmen zur Beeinflussung der Nahtqualität beim Laserstrahlschweißen; Teubner: Stuttgart, Germany, 1999. [Google Scholar]
- Tani, G.; Ascari, A.; Campana, G.; Fortunato, A. A study on shielding gas contamination in laser welding of non-ferrous alloys. Appl. Surf. Sci. 2007, 254, 904–907. [Google Scholar] [CrossRef]
- Schuhbauer, G.; Spangenberg, W. Effect of Screens in Wide-Angle Diffusers; NACA TR 949; National Bureau of Standards: Washington, DC, USA, 1948. [Google Scholar]
- EN ISO 4022: 2018 Permeable Sintered Metal Materials—Determination of Fluid Permeability. Available online: https://www.iso.org/standard/72838.html (accessed on 12 November 2021).
- Bajura, R.; Szewczyk, A. Experimental investigation of a laminar two-dimensional plane wall jet. Phys. Fluids 1970, 13, 1653–1664. [Google Scholar] [CrossRef]
- Bajura, R.; Catalano, M. Transition in a two-dimensional plane wall jet. J. Fluid Mech. 1975, 70, 773–799. [Google Scholar] [CrossRef]
- Schlichting, H.; Gersten, K. Grenzschicht-Theorie, 9th ed.; Springer: Berlin, Germany, 1997. [Google Scholar]
- Schiller, L. Die Entwicklung der laminaren geschwindigkeitsverteilung und ihre bedeutung für zähigkeitsmessungen. Z. Angew. Math. Mech. 1922, 2, 96–106. [Google Scholar] [CrossRef] [Green Version]
- Oertel, H.; Böhle, M.; Reviol, T. Strömungsmechanik, 7th ed.; Vieweg + Teubner: Wiesbaden, Germany, 2015. [Google Scholar]
- Gogineni, S.; Shih, C. Experimental investigation of the unsteady structure of a transitional plane wall jet. Exp. Fluids 1997, 23, 121–129. [Google Scholar] [CrossRef]
- Gersten, K.; Herwig, H. Strömungsmechanik Grundlagen der Impuls-, Wärme- und Stoffüber-Tragung aus Asymptotischer Sicht; Vieweg: Braunschweig, Germany, 1992. [Google Scholar]
- Chernorai, V.; Litvinenko, M.; Litvinenko, Y.; Kozlov, V.; Cherednichenko, E. Longitudinal structures in the near field of a plane wall jet. Thermophys. Aeromechanics 2007, 14, 515–523. [Google Scholar] [CrossRef]
- Comsol Multiphysics. CFD Module User’s Guide—Inlet Values for the Turbulence Length Scale and Turbulent Intensity; Comsol Multiphysics: Burlington, NJ, USA, 2018. [Google Scholar]
- Comsol Multiphysics. Porous Media Flow Module User’s Guide; Comsol Multiphysics: Burlington, NJ, USA, 2020. [Google Scholar]
- Cochran, D.; Kline, S. Use of Short Flat Vanes for Producing Efficient Wide-Angle Two Dimensional Subsonic Diffusers; NACA TN 4309; National Advisory Committee for Aeronautics: Washington, DC, USA, 1958.
- Szirtes, T.; Rózsa, P. Applied Dimensional Analysis and Modeling, 2nd ed.; Elsevier: Amsterdam, The Netherlands, 2007. [Google Scholar]
- Settles, G. Schlieren and Shadowgraph Techniques: Visualizing Phenomena in Transparent Media; Springer: Heidelberg, Germany, 2001. [Google Scholar]
- Dantec Dynamics. How to Measure Turbulence with Hot-Wire Anemometers—A Practical Guide; Dantec Dynamics: Copenhagen, Denmark, 2002. [Google Scholar]
- dos Santos, C.; Jabardo, P.; Cardoso, M.; Taira, N.; Pereira, M. Characterization of low turbulence wind tunnel. In Proceedings of the XVIII IMEKO World Congress, Rio de Janeiro, Brazil, 17–22 September 2006. [Google Scholar]


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Material | Coefficient of Permeability ψv/m2 | Coefficient of Inertial Permeability ψi/m |
|---|---|---|
| sintered metal 1 | 200 × 10−12 | 150 × 10−7 |
| sintered metal 2 | 2000 × 10−12 | 1500 × 10−7 |
| Parameter | Symbol |
|---|---|
| dynamic viscosity shielding gas | ηs |
| dynamic viscosity air | ηa |
| density shielding gas | ρs |
| density air | ρa |
| inlet length | lh |
| gravity | g |
| length of laminar flow | L |
| mean spatial flow velocity | ū |
| hydraulic equivalent diameter | dgl |
| Weld Geometry | Process Regime | Laser Beam Power PL/W | Joining Time tL/ms Welding Speed/m∙min−1 |
|---|---|---|---|
| spot weld | heat conduction welding | 800 | 50 ms |
| deep penetration welding | 2500 | 50 ms | |
| line weld | deep penetration welding | 2800 | 7 m∙min−1 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Schricker, K.; Baumann, A.; Bergmann, J.P. Local Shielding Gas Supply in Remote Laser Beam Welding. J. Manuf. Mater. Process. 2021, 5, 139. https://doi.org/10.3390/jmmp5040139
Schricker K, Baumann A, Bergmann JP. Local Shielding Gas Supply in Remote Laser Beam Welding. Journal of Manufacturing and Materials Processing. 2021; 5(4):139. https://doi.org/10.3390/jmmp5040139
Chicago/Turabian StyleSchricker, Klaus, Andreas Baumann, and Jean Pierre Bergmann. 2021. "Local Shielding Gas Supply in Remote Laser Beam Welding" Journal of Manufacturing and Materials Processing 5, no. 4: 139. https://doi.org/10.3390/jmmp5040139
APA StyleSchricker, K., Baumann, A., & Bergmann, J. P. (2021). Local Shielding Gas Supply in Remote Laser Beam Welding. Journal of Manufacturing and Materials Processing, 5(4), 139. https://doi.org/10.3390/jmmp5040139