Abstract
Cold recycled asphalt mixtures incorporate a high amount of reclaimed asphalt pavement (RAP), which offers more economic and environmental advantages than hot recycling techniques. Nevertheless, the presence of aged RAP binder frequently leads to reduced low-temperature performance and uncertainty in mechanical response. The influence of slack wax on full-depth reclamation (FDR) mixtures with bitumen emulsion is assessed in this study using a dual-scale approach. The approach integrates both chemical and rheological binder-scale characterization with mixture-scale mechanical performance with variability assessment. At the binder scale, the binder beam rheometer (BBR), dynamic shear rheometer (DSR), and Fourier transform spectroscopy (FTIR) indicated that the addition of 10% recycling agent improved the low-temperature properties. The improvement at lower temperatures shifted the BBR temperature from −23 °C to −30 °C, which ultimately resulted in a less negative ΔTc, from −0.7 °C to −0.3 °C, and moderately improved high-temperature stiffness. Moreover, the FTIR analysis indicated a reduction in oxidation-related chemical markers, as evidenced by the reduced carbonyl and sulfoxide indices. At the mixture scale, complex modulus shows a systematic decrease in stiffness, particularly at lower temperatures of −25 °C and −15 °C, and a reduced phase angle, suggesting higher elastic dominance. The reduction is observed at all temperatures and frequencies. Rutting resistance of both formulations remains below 3% after 30,000 cycles. The complex modulus coefficient of variability was found to be 8–12%, comparable to that of hot mix asphalt. In conclusion, the findings suggest that the recycling agent provides a controlled restoration of viscoelastic properties in cold recycled mixtures without compromising structural integrity. This underscores the significance of multi-scale evaluation and variability assessment when characterizing high RAP recycling agents under the studied materials and dosage.
1. Introduction
The growing environmental and economic challenges associated with conventional pavement rehabilitation using hot and warm mix asphalt have led to the development of cold recycled mixtures (CRM), which are more environmentally friendly than other rehabilitation techniques. The bonding in the aggregate structure, depending on the type of CRM, is offered by a system of bituminous binders (bitumen emulsion, foamed bitumen) and/or hydraulic binders (cement, lime). Depending on the production method, recycling depth, and the type of bonding system, CRMs are classified into three main classes, including cold-in-place recycling (CIR), cold central plant recycling (CCPR), and full-depth reclamation (FDR) [1,2,3,4]. During full-depth reclamation (FDR), the entire asphalt pavement layer and a portion of the base layer are pulverized in situ and mixed uniformly with stabilizing materials, and once compacted at ambient temperatures, it forms a new structurally complete base layer. The depth of the FDR layer can vary from 100 to 330 mm, and this method is effective when pavement distress reaches the base layer; additionally, the new layer will help extend the pavement’s lifespan. Bitumen-stabilized FDR displays time–temperature-dependent stiffness behavior. The addition of cement to the binding system can help increase the stiffness, but depending on the cement content, it may lead to shrinkage cracking [2,3,5,6].
Despite the extensive literature on cold recycled mixtures and the use of recycling agents, limited information is available on the combined effects of rejuvenation at both the binder and mixture scales in full-depth reclamation mixtures, particularly regarding the statistical variability of mechanical properties over time.
By integrating binder-scale chemical and rheological characterization with mixture-scale mechanical performance and variability analysis, this study advances the existing knowledge by directly linking rejuvenation-induced binder modifications to the viscoelastic response and consistency of full-depth reclamation mixtures.
This study has two main objectives: (1) to evaluate the effect of a recycling agent on the binder- and mixture-scale properties of a cold recycled mixture containing 50% RAP and (2) to quantify the variability observed in the complex modulus results and assess whether rejuvenation influences the consistency of the mechanical response. Accordingly, this paper investigates the effect of a recycling agent on full-depth reclamation (FDR) mixtures stabilized with bitumen emulsion at both the binder and mixture scales. At the binder level, the influence of rejuvenation on low- and high-temperature rheological properties and chemical aging indicators is evaluated. At the mixture level, the impact of the recycling agent on the rutting resistance and viscoelastic behavior is assessed through wheel-tracking and complex modulus testing over a wide range of temperatures and loading frequencies.
Figure 1 represents the overall methodology of this study.
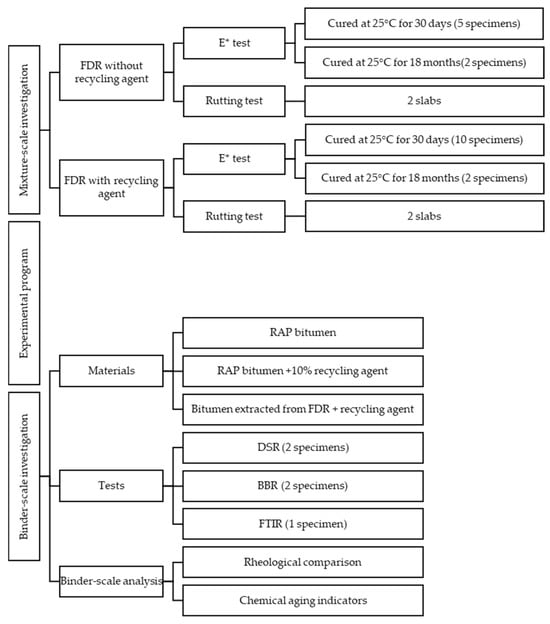
Figure 1.
Overall methodology of the binder and mixture scale in the study.
2. Background
CRM mixtures exhibit a viscoelastic mechanical response that is influenced by the loading frequency, temperature, mixture composition, and curing conditions. To characterize the CRM mixtures, several studies have conducted complex modulus testing combined with statistical analysis to evaluate the sensitivity of the modulus and phase angle to changes in mixture properties.
Complex modulus testing on cold recycled mixtures using bitumen emulsion has demonstrated that aggregate gradation and cement content significantly affect the stiffness at higher temperatures or lower frequencies, whereas their influence becomes negligible at lower temperatures or higher frequencies. Yan et al. [7] performed a dynamic modulus test on cold recycled mixtures using bitumen emulsion on four types of mixtures utilizing 85% and 100% RAP and mixtures with 0% and 1.5% cement at strain levels below 150 µε using UTM-25 device. Additionally, they performed a one-way analysis of variance that consisted of factors including two aggregate gradations, five temperatures (−10, −4.4, 21.1, 37.8, and 54.4 °C), six frequencies (25, 10, 5, 1, 0.5, and 0.1 Hz), and three confining pressures (0, 100, and 200 kPa) to assess the influence on dynamic modulus. The one-way analysis in their test indicated that the variance in aggregate gradation and cement content significantly contributed to the modulus at higher temperatures or lower frequencies, but it was insignificant at lower temperatures or higher frequencies. As expected, they found that the frequency and temperature had a significant influence on the modulus, whereas the effect of confining pressure was insignificant. They found that the mixture with a higher virgin aggregate content (coarser gradation) had a relatively higher modulus than the mixture without virgin aggregate. Furthermore, a higher cement content resulted in a higher modulus at elevated temperatures or at lower frequencies. The global measured modulus in their tests ranged from 105 MPa to 15,000 MPa under the measured conditions. Complex modulus testing conducted on CRM with different mixture designs further confirms the strong dependency of the stiffness and phase angle on the temperature, frequency, and material characteristics. Grilli et al. [8] measured the complex modulus of cold recycled mixtures with specimens containing 80% RAP, 20% limestone filler, 4% bitumen emulsion, 2% cement, and a total water content of 4%. The mixtures’ air voids ranged from 10.2% to 11.6%. They tested the specimens at frequencies of 20, 10, 5, 1, 0.5, and 0.1 Hz and temperatures of 5, 15, 25, 35, 45, and 55 °C using AMPT and in compression using three LVDTs at 30 µε. They then used a reference temperature of 25 °C to fit the 2S2P1D model using time-temperature superposition. Using the t-test statistical analysis, they found no significant difference between the 100 mm diameter specimens and the 75 mm diameter specimens in terms of the complex modulus (t-test p-values > 0.4), while the 38 mm specimens were significantly different from the 75 mm and 100 mm specimens (t-test p-values < 0.05), having around 15% lower stiffness values. Their global modulus values ranged from around 2000 MPa to 10,000 MPa, and their global phase angle was between 4 and 10°. The influence of the RAP content and residual binder proportion on the complex modulus has been further examined by systematically varying the mixture composition. Konieczna et al. [9] performed the complex modulus test on CRMs with five different mix designs, having different RAPs, including 0%, 30%, 50%, 70%, and 90%, and bitumen emulsion contents, including 7.4%, 7.1%, 6.4%, 5.7%, and 5.5% (the bitumen emulsion reduced with the increase in the RAP content), and 1% cement. The mixes’ air voids ranged from 10.7% to 12.3%. They conducted the test at 5, 10, 20, and 40 °C and at 0.1 Hz to 25 Hz and then modeled the modulus master curve using the Logistic Sigmoidal (SLS) model and the phase angle master curve using the Gauss model at a Tref of 20 °C. Their complex modulus values ranged globally from 1117 MPa to 6294 MPa, and their phase angle ranged from 10° to 23.8°. The ANOVA at a 95% confidence level showed that, across all the tested temperatures, the differences in the means of the complex modulus among the five mixtures were statistically significant. However, for the phase angle, a significant difference only occurred at one temperature (40 °C). They suggested that this shows the phase angle’s low sensitivity to the mixture’s composition. Tukey’s HSD post hoc test showed that, except for 20 °C, at 5 °C, 10 °C, and 40 °C, the two mixtures with the lowest RAP content (equivalent to the highest bitumen emulsion in the mix) had a higher modulus compared to the other two mixtures. They attributed this phenomenon to the higher residual binder content rather than to the aged binder, stating that the residual binder is more sensitive to temperature changes.
In addition to the stiffness characterization, several studies have examined the incorporation of recycling agents (RAs) into cold recycled mixtures (the words “recycling agents” and “rejuvenator” are used interchangeably) to improve the mechanical performance. Li et al. [10] investigated the use of a recycling agent to improve the performance of cold recycled mixtures with bitumen emulsion. In their study, RAP was pretreated with an extract-oil-based agent at an optimum content of 1% by mass of RAP content and conditioned for 2 to 10 days before mixing. Their mixes consisted of 80% RAP combined with virgin aggregate, limestone powder, 1.5% cement, and CSS-1 bitumen emulsion. Their results showed that the addition of RA improved the indirect tensile strength (ITS) and significantly increased the failure strain compared to the reference mixture, indicating improved cracking resistance, enhanced moisture resistance, and reduced Cantabro mass loss. However, their results showed a slight reduction in the rutting resistance of the rejuvenated mixtures due to binder softening at elevated temperatures. Hugener et al. [11] performed experiments on CRM with 100% RAP with the addition of vegetable oil-based RA. For the mix design, they mixed RAP with water (5% by total weight) and different RA agents, including rapeseed oil, and used a cooling coil and commercial vegetable oil at ambient temperature. Li et al. [10] suggested that when the recycling agent content is lower than 1% by weight of RAP, the indirect tensile strength and air voids are generally higher. However, Tarko et al. [12] reported that, as the rejuvenating agent increases from 0 to 0.3%, both air voids and stiffness decrease. Hugener et al. [11] found that when 50% RA was added, the uniaxial compression resistance of the CRM significantly reduced.
The wheel tracking test in the literature has shown that the highest rutting was observed with commercial RA, reaching 3 mm, while the minimum was with rapeseed oil, at about 1 mm, after 30,000 cycles [11]. The performance of a rejuvenated cold central plant recycling (CCPR) mixtures has also been investigated by Bowers et al. [13]. They tested 100% RAP, bio-based RA, and foamed bitumen CCPR mixtures in the lab and field. Their CCPR mixtures contained 1.0% RA by mass of RAP, 50% PG 64-22 binder, and 50% bio-based RA with an anti-stripping agent, without cement or other active fillers, while three laboratory reference mixtures contained 2.5% emulsion or foamed asphalt with 1% cement. IDEAL-CT showed that rejuvenated CCPR had mixed but comparable mechanical performance to the laboratory-produced mixtures. The rejuvenated CCPR had an average IDEAL-CT index of 11.2, lower than foamed asphalt (14.5) and high-float emulsion mixtures (16.3) but higher than cationic (9.6). The dynamic modulus results showed that the rejuvenated CCPR had modulus values similar to those of conventional CCPR and CIR mixtures at high temperatures but a higher stiffness than cold recycled mixtures at lower temperatures. One-way ANOVA showed that the rejuvenated CCPR performed comparably to conventional cold recycled mixtures made with emulsions or foamed asphalt, despite the absence of cement and the use of a bio-based RA.
3. Materials and Methods
The research project has two parts: one for the binder test and one for the mixes. The overall methodology is shown in Figure 1.
For the first part, the RA was added to the extracted binder before being tested. For the mix part, the RA was added during production. For this project, a cold recycled asphalt mix, prepared in the laboratory with 50% RAP and 50% virgin aggregates, was stabilized with a bitumen emulsion. The RAP used came from a single stockpile and contained 5.69% aged binder by mass, as determined by the ignition oven, and this binder fraction was considered fully aged for the purpose of recycling-agent dosage calculations. The gradation of the resulting mixes is shown in Figure 2. Table 1 shows the properties of the slack wax used in this study.
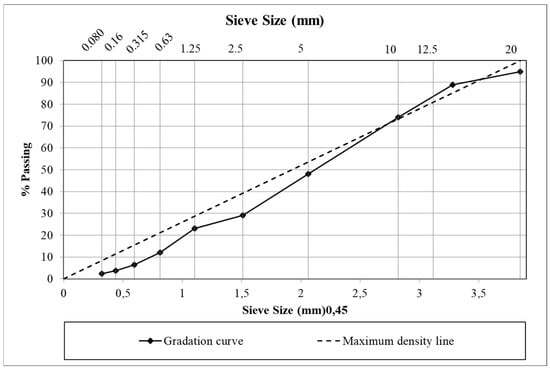
Figure 2.
Gradation of the cold recycled asphalt mixes tested.

Table 1.
Slack wax properties.
The bitumen emulsion used is a CSS-I type emulsion made with a PG58-28 base binder. For RA, slack wax, a petroleum refinery byproduct, was used. For the rejuvenated mixes, 10% of the aged RAP content by weight was used (equivalent to approximately 0.57% of the RAP mass). The rationale for the selected dosage was to partially activate the aged binder in the RAP, rather than fully recover it. To achieve the right specific gravity and better solid particle coverage with the emulsion, 5% water was used (including the water from the emulsion, which has a 62% binder) and 3.0% residual binder. For the complex modulus tests, all specimens were compacted with a gyratory compactor at room temperature to an air void level of 13 ± 0.5%. For the rutting test, the slabs were compacted using a French slab compactor to a void ratio of 13%.
3.1. Binder Tests
This subsection aims to assess the RA’s effect on the binder properties. For that, the RAP binder was first extracted from the material using trichloroethylene. Afterwards, the RAP binder was heated in an oven for 30 min at 150 °C before adding the RA, which was mixed manually. The modified binder was returned to the oven for 15 min before pouring the FTIR, BBR, and DSR specimens.
The low-temperature performance of the binder was evaluated using the bending beam rheometer (BBR) test in accordance with AASHTO T 313 [14]/EN 14771 [15]. Rectangular binder beams (125 mm × 12. 5 mm × 6.25 mm) were tested in three-point bending under a constant load of 980 mN at specified low temperatures. The mid-span deflection was recorded over a loading period of 240 s to calculate the creep stiffness (S[t]) and the m-value, which represents the rate of stress relaxation. The low-temperature Performance Grade (PG) of the binder was determined according to the Superpave criteria, which require a creep stiffness S(60 s) ≤ 300 MPa and an m-value ≥ 0.300 at the test temperature. The lowest temperature at which both criteria were satisfied was identified as the binder’s low-temperature PG grade.
In addition, the ΔTc parameter was calculated from the BBR results as the difference between the critical temperature for the m-value criterion (m = 0.300) and that for the creep stiffness criterion (S = 300 MPa). ΔTc was used as an indicator of the balance between the stiffness and stress relaxation at low temperatures, with more negative values indicating increased susceptibility to thermal cracking and age-related embrittlement.
The high-temperature performance of the binder was characterized using a Dynamic Shear Rheometer (DSR) in accordance with AASHTO T 315 /EN 14770. Tests were conducted on unaged and Rolling Thin Film Oven Test (RTFOT)-aged binders using parallel plate geometries (25 mm diameter, 1 mm gap). Oscillatory shear loading was applied at an angular frequency of 10 rad·s−1 (1.59 Hz) over a range of temperatures. The complex shear modulus (G*) and phase angle (δ) were determined and used to calculate the rutting parameter G/sin δ*. The high-temperature Performance Grade (PG) of the binder was identified as the highest temperature at which G/sin δ ≥ 1.0 kPa* for the unaged binder and G/sin δ ≥ 2.2 kPa* for the RTFOT-aged binder, in accordance with Superpave specifications.
Binder aging was evaluated using Fourier Transform Infrared (FTIR) spectroscopy in accordance with common practice for asphalt binder characterization. FTIR spectra were acquired in attenuated total reflectance (ATR) mode over the wavenumber range of 4000–600 cm−1, with a spectral resolution of 4 cm−1 and averaging of multiple scans to improve the signal-to-noise ratio. Aging-induced chemical changes were assessed by monitoring the evolution of the characteristic absorption bands at approximately 1700 cm−1, associated with carbonyl (C=O) groups, and 1030 cm−1, associated with sulfoxide (S=O) groups. These functional groups are known to form during oxidative aging of the binder and are widely used as indicators of oxidation. The extent of aging was quantified using carbonyl and sulfoxide indices, calculated as the ratio of the area of the respective absorption bands to the area of a reference band that remains relatively stable during aging.
3.2. Mix Tests
For the mixes, the RA was added to the virgin aggregates (10% by weight of the RAP binder) and mixed for one minute before adding the RAP for the second round of mixing; then, the water and the bitumen emulsion were added. As shown in Figure 1, the tests used for the mixes include the rutting resistance and evaluation of the complex modulus.
The rutting resistance of the asphalt mixtures was evaluated using the French wheel-tracking test in accordance with LC 26–410 [16] (Figure 3). Rectangular asphalt slabs were prepared using a MLPC BBPAC Plate Compactor (manufactured by the NextRoad in France) in accordance with LC 26–400 [17]. A predetermined mass of the mixture, calculated based on the maximum density of the mixture and the target air-void content, was compacted in a rectangular mold by repeated passes of a pneumatic wheel to produce 100 mm thick slabs, as required for recycled asphalt mixtures. The required mass of the mixture was determined based on the slab dimensions, the maximum mixture density, and the target air-void content. Two slabs were prepared for each mixture. Wheel-tracking tests were performed in a temperature-controlled chamber using a pneumatic tire (a rolling wheel filled with air) to apply a vertical load of 5000 N (Newtons). The initial slab thicknesses were measured at 15 predefined points prior to testing.
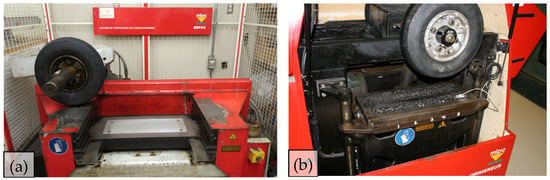
Figure 3.
LCPC slab compactor (a) and the rut tester (b).
The rut depths were then recorded at selected numbers of loading cycles to establish the evolution of permanent deformation as a function of loading. Each cycle corresponded to one forward and backward pass of the loaded wheel. After an initial conditioning phase of 1000 cycles at ambient temperature, rut depth measurements were taken at 40 °C after 3000, 10,000, 20,000, and 30,000 cycles. The rutting performance was expressed as the average rut depth, reported as a percentage of the slab thickness, enabling comparison of the permanent deformation resistance of the tested mixtures.
The viscoelastic behavior of the asphalt mixtures was characterized by measuring the complex modulus (E*), which describes the material response to cyclic loading as a function of the loading time and temperature. Due to the viscoelastic nature of asphalt mixtures, the induced strain is time-dependent and phase-shifted relative to the applied stress, resulting in a temperature- and frequency-dependent modulus. The complex modulus was determined using a servo-hydraulic testing system (MTS 810) in direct tension–compression mode, in accordance with LC 26–720 [18]/EN 12697-26 [19] (Annex C). Cylindrical specimens of 80 mm in diameter were cored from SGC pucks. A sinusoidal axial stress was applied under controlled strain conditions, and the resulting axial deformation was measured using three extensometers positioned at 120° intervals around the specimen. The complex modulus was calculated from the average strain measured by the three extensometers. Tests were conducted over a range of six temperatures (−25, −15, −5, +5, +15 and +25 °C) and five loading frequencies (3, 1, 0.3, 0.1 and 0.03 Hz). The obtained results were modeled using the 2S2P1D model [20].
For the mixes with the RA, it was decided to test 10 specimens to provide a good evaluation of the variability observed. Five specimens were tested for the complex modulus for the mixes without the RA. Those first 15 E* tests were performed on specimens that were left to cure at 25 °C (69% R.H.) for 30 days (where, based on previous experience, most of the moisture in the mixture had evaporated). Another set of tests was performed after 18 months on specimens prepared at the same time as the first set and assumed to be completely cured. This time, two specimens were tested each, for with and without RA.
4. Results
4.1. Binder Test Results
The use of RAP in cold recycling, as well as in hot recycling, has a positive effect on the binder’s performance at high temperatures, making it stiffer, and has a negative effect at low temperatures by reducing its flexibility. The results of the BBR and DSR tests indicate how efficient adding an RA is.
The BBR results presented in Table 2 are the average results of two repetitions. The RAP binder exhibits a low-temperature performance grade of −22 °C, as indicated by the critical temperature derived from the m-value criterion (−23.3 °C). Considering that the region from which the RAP was sampled typically uses a PG 64-28 binder, this result suggests that the recovered RAP binder has undergone limited long-term aging, with only a moderate loss of low-temperature performance relative to the original grade.
Table 2.
BBR results for the tested binder.
The addition of 10% RA to the RAP binder significantly improved its low-temperature behavior, shifting both critical temperatures to approximately −30 °C. This improvement is reflected in the slightly less negative ΔTc value (−0.3 °C), indicating a balanced recovery of stiffness and stress-relaxation capacity.
The binder extracted from the FDR mixture shows an intermediate low-temperature performance, with critical temperatures of −26.5 °C (stiffness criterion) and −27.8 °C (m-value criterion). The more negative ΔTc value (−1.3 °C) suggests a somewhat reduced stress-relaxation capability compared with the rejuvenated RAP binder, although the overall low-temperature performance remains acceptable.
Overall, the ΔTc values for all binders remain close to zero, indicating no pronounced embrittlement and confirming that neither the RAP binder nor the recycled and FDR binders exhibit excessive susceptibility to thermal cracking due to aging.
The observed changes in ΔTc following the addition of the recycling agent indicate an improvement in the balance between the stiffness and stress-relaxation capacity of the aged binder. The lower the negative ΔTc values, the higher the improvement in the low-temperature relaxation behavior and the reduced tendency toward thermally induced cracking. In the context of FDR mixtures, this suggests a potential reduction in cracking susceptibility. However, ΔTc is a binder-scale indicator. The actual cracking performance of cold recycled mixtures is also influenced by the mixture structure, curing, and heterogeneity. The results of the DSR tests are shown in Table 3. As for the BBR tests, the presented results are the average of two repetitions.
Table 3.
DSR results for the tested binder.
Consistent with the BBR results, the DSR measurements indicate that the recycling process reduces the binder stiffness at high temperatures. Using a blending chart approach, a mixture composed of 50% RAP binder with a high-temperature PG of 80.5 °C and 50% virgin binder from the emulsion with a high-temperature PG of 58 °C would be expected to exhibit an intermediate high-temperature grade of approximately 69.7 °C, assuming the linear blending of rheological properties.
However, the experimentally determined high-temperature PG of the recycled binder is lower than this predicted value, indicating that the RA may contribute to additional softening beyond that expected from volumetric blending alone. This observation is consistent with the rejuvenation mechanisms described in the literature [21], where recycling agents not only dilute the aged binder but also partially restore its rheological balance by enhancing molecular mobility.
It should be noted that blending charts rely on simplified assumptions of complete and linear binder blending, which may not fully represent the complex interactions between aged RAP binders, virgin binders, and recycling agents. Nevertheless, the deviation from the predicted blending temperature provides supporting evidence that the recycling agent has an active effect on the high-temperature rheological behavior of the recycled binder.
This study employed Fourier Transform Infrared (FTIR) spectroscopy analysis to qualitatively evaluate the chemical changes associated with recycling and aging, particularly through oxidation-sensitive indices. It is acknowledged that FTIR does not offer direct information on the composition of binder fractions, including variations in saturates, aromatics, resins, and asphaltenes. Consequently, the FTIR results are interpreted as indicative of chemical trends rather than definitive evidence of fraction redistribution. Complementary fractionation techniques, such as SARA analysis, would be necessary to thoroughly quantify the variations in binder composition. The FTIR spectra of the RAP binder (GBR), the RAP binder with 10% RA, and the recycling agent alone are presented in Figure 4.
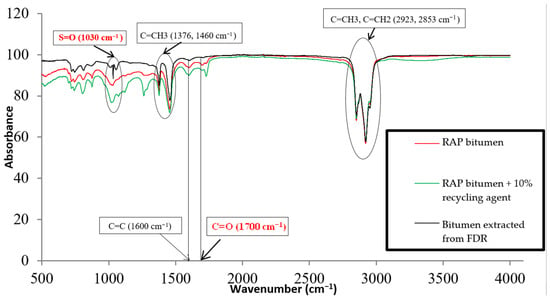
Figure 4.
FTIR results for the three binders tested (Marked in red are the oxidation-sensitive FTIR peaks).
The spectra of the RAP binder exhibit pronounced absorption bands at approximately 1700 cm−1 and 1030 cm−1, corresponding respectively to carbonyl (C=O) and sulfoxide (S=O) functional groups. The intensity and width of these bands are commonly associated with oxidative aging of the binder and reflect the degree of chemical oxidation. The higher intensity of these peaks in the RAP binder confirms its aged condition.
The absorption band at approximately 1600 cm−1, attributed to aromatic C=C bonds, indicates the presence of naphthenic aromatics and heavier fractions such as resins and asphaltenes. An increase in aromaticity with aging has been widely reported in the literature and is consistent with laboratory and field aging mechanisms [22]. In contrast, the aliphatic C–H stretching bands at 2923 and 2853 cm−1, as well as the asymmetric aliphatic bending bands at 1376 and 1460 cm−1, show very limited variation among the three spectra, indicating that these functional groups are only weakly affected by aging and rejuvenation.
After the addition of 10% RA, a clear reduction in the intensity of the carbonyl and sulfoxide peaks is observed compared with the RAP binder. This decrease indicates a reduction in the apparent oxidation level of the binder and suggests that the recycling agent helps restore a more balanced chemical structure. This effect is consistent with reduced binder viscosity and improved molecular mobility, as also observed in the rheological test results.
The chemical composition of the aged binder plays a key role in its interaction with the recycling agent. While a reaction between the binder and the recycling agent is expected, the degree of effectiveness depends on their chemical compatibility. Furthermore, although increasing the recycling agent dosage may further reduce oxidation-related indicators, excessive dosages could lead to excessive dilution and overly low binder viscosity.
The observed FTIR results suggest that the rejuvenation mechanism is more likely associated with an increase in the maltene fraction than with a direct transformation of asphaltenes into maltenes, thereby correcting the asphaltene-to-maltene ratio. Additional SARA fractionation would be required to further validate this hypothesis.
The observed reduction in binder stiffness following the addition of a recycling agent suggests that both the dilution effect (when adding RA in a higher dosage) and the rejuvenation effects (partially restoring RAP) are concurrent. Rejuvenation tends to reduce the age-related molecular markers and improve stress relaxation. The results suggest rejuvenation effects beyond simple dilution, as evidenced by an increase in ΔTc and the evolution of FTIR indices. However, more diffusion or fractionation investigations are required to fully separate these mechanisms.
These binder-scale modifications are expected to translate into lower mixture stiffness and modified viscoelastic responses, which are examined in the following section.
4.2. Mixes’ Test Results
The first performance test conducted on the mixtures with and without RA was the rutting resistance test. Cold recycled mixtures generally exhibit good resistance to permanent deformation due to their high RAP content, which increases the stiffness. The incorporation of the RA, intended to soften the aged binder, is expected to reduce the rutting resistance. The rutting resistance results presented in Figure 5 correspond to the average values obtained from two slab specimens for each mixture.
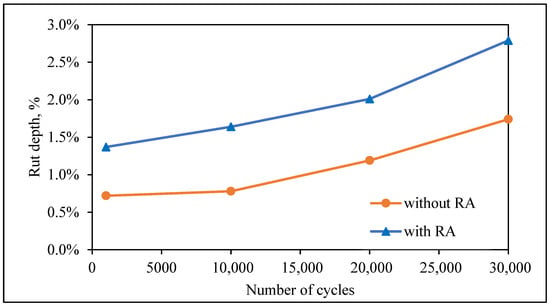
Figure 5.
Rutting resistance results for the two mixtures tested.
As shown in Figure 5, both mixes tested have very low rutting even after 30,000 cycles. Although the differences are not statistically significant, the mixture containing the recycling agent exhibits increased permanent deformation. This behavior is consistent with rheological results obtained at the binder scale and reflects the softening effect of the recycling agent, which reduces the mixture stiffness and, consequently, lowers the rutting resistance.
The complex modulus evaluation was then performed in the next step of the research program. As mentioned previously, for the mix with RA, the complex modulus was measured on 10 different specimens with the same air voids. For mixes without the RA, five repetitions were performed. The results presented in a Cole–Cole space are shown in Figure 6.
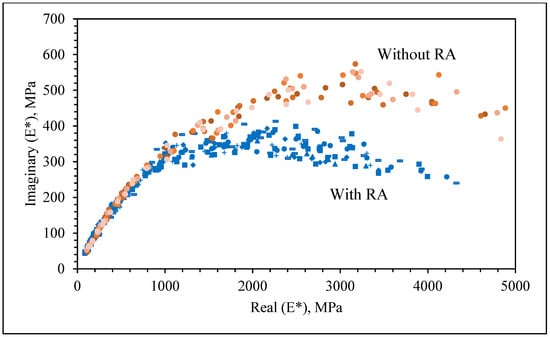
Figure 6.
Complex modulus results, in a Cole–Cole plane, for the 10 specimens with RA (shown in Blue) and 5 specimens without RA (shown in brown).
For both sets of mixtures, a certain degree of variability is observed in the complex modulus results, as illustrated by the Cole–Cole representations in Figure 6. This variability is consistent with the inherent heterogeneity of cold recycled asphalt mixtures, particularly those incorporating high RAP contents and bitumen emulsion, where local differences in the emulsion distribution, curing state, and reclaimed material composition may contribute to the dispersion in the measured stiffness.
The experimental data were modeled using the 2S2P1D rheological model, and the coefficient of variation (COV) of the complex modulus was calculated at selected frequencies to quantify the dispersion of the results. The maximum COV values observed at 5 °C over different frequency ranges are reported in Table 4.
Table 4.
The maximum COV observed over a range of frequencies at 5 °C.
For the mixture containing RA, the COV ranges from 8.5% at low frequencies to a maximum of 12.1% at higher frequencies, whereas the mixture without RA exhibits slightly lower variability, with COV values below 8% across the entire frequency range. Overall, the observed dispersion is acceptable and consistent with the variability levels commonly reported in complex or dynamic modulus testing of conventional hot mix asphalt (HMA). Large experimental datasets and inter-laboratory studies on HMA have shown that the COV values for complex or dynamic modulus measurements typically fall within the 5–15% range, depending on the temperature, frequency, and testing protocol [23,24]. It is noteworthy that, contrary to common perception, when cold recycled asphalt mixtures are properly designed, produced, and tested, their variability is not significantly different from that observed for HMA. These results confirm the repeatability and robustness of the complex modulus measurements and indicate that the incorporation of RA does not introduce excessive heterogeneity in the material’s mechanical response.
Figure 7 and Figure 8 show the average complex modulus results for the mixes with and without the RA before and after the 18 months of cure. Even if the results appear visually different, statistical analysis is useful for comparison. Although long-term curing increases the stiffness for both mixtures, the relative shift between the rejuvenated and non-rejuvenated conditions persists after 18 months. This indicates that the effect of the recycling agent is not limited to early-age softening but contributes to a sustained modification of the viscoelastic response over time.
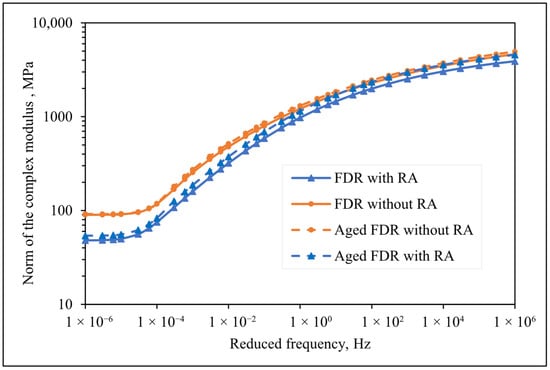
Figure 7.
Average norm of the complex modulus master curves calculated with 2S2P1D.
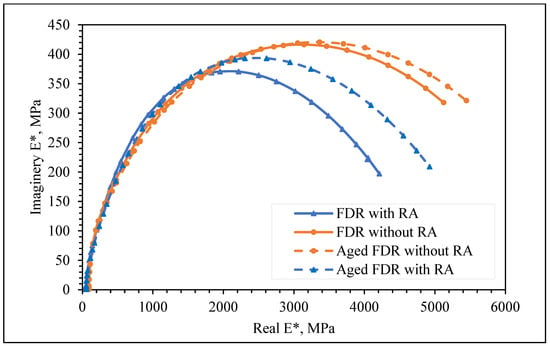
Figure 8.
Average complex modulus master curves calculated with 2S2P1D are shown in the Cole–Cole plane.
Table 5 and Table 6 show the statistical t-test results for the norm of the complex modulus and the phase angle across all tested temperatures and frequencies, comparing FDR with RA and FDR without RA. The test shows that rejuvenation consistently decreased the complex modulus, indicating a systematic relaxation (softening) of the mixture. Two-tailed t-tests demonstrated statistically significant (p-value < 0.05) reductions at lower temperatures (−25 °C and −15 °C), whereas at intermediate (−5.6 °C) and higher temperatures (15 °C and 25 °C), the reductions persisted but did not reach statistical significance. Two-tailed t-tests for the phase angle showed significant differences (p-value < 0.05) at lower temperatures (−25° and −15 °C) and at 25 °C. At very low temperatures, rejuvenation slightly increased the elastic dominance relative to the reference mixture, while still reducing the overall stiffness. At a high temperature of 25 °C, rejuvenation tends to increase the phase angle, indicating a shift towards more viscous behavior. However, the change in the phase angle at −5.6 °C, 3.7 °C, and 15 °C was not significant.
Table 5.
Statistical t-test analysis of the norm of complex modulus results.
Table 6.
Statistical t-test analysis of the complex modulus phase angle results.
The reduction in the norm of the complex modulus after the addition of RA to RAP and cold recycled mixtures is consistent with the literature. The reduction in stiffness is due to the relaxation of the aged RAP binder and to the viscoelastic restoration of the binder [25]. Similarly, in CRM mixtures, rejuvenating RAP reduced the stiffness modulus and increased the temperature susceptibility [12]. Additionally, the investigation into the addition of rejuvenation in CRM showed a reduction in the mixture’s stiffness modulus, particularly at lower temperatures [12]. The temperature-dependent statistical significance observed in this study is also consistent with prior research on cold recycled mixtures that did not involve RAs.
Another method to compare the results is by using variation coefficient evolution (|C*VCE|). |C*VCE| is defined as the ratio between the complex modulus of a specific mix at a given equivalent frequency and the complex modulus of a reference mix at the same frequency, and it serves as a normalized viscoelastic comparison parameter [26]. A value equal to unity indicates identical stiffness to the reference mixture, values below unity indicate a reduction in stiffness (softening), and values above unity indicate stiffening relative to the reference. Figure 9 shows the evolution of the variation coefficient (|C*VCE|) as a function of reduced frequency for the different FDR mixtures, using the non-rejuvenated FDR before aging as the reference. The rejuvenated mixture exhibits |C*VCE| values consistently below unity over most of the reduced-frequency range, whereas the aged mixtures show higher values, particularly at intermediate and high reduced frequencies. At low reduced frequencies, the curves remain relatively flat and close to the reference, while at higher reduced frequencies, a clear divergence between the rejuvenated and aged conditions is observed.
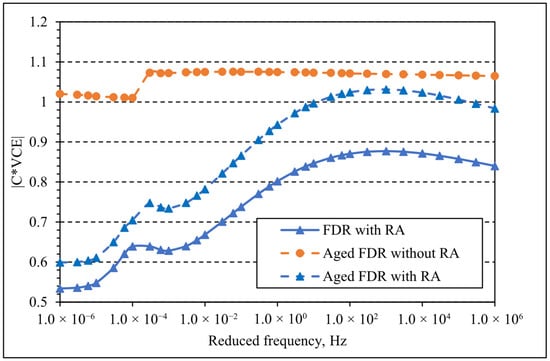
Figure 9.
Evolution of the variation coefficient according to the reduced frequency of the tested FDR compared with the FDR without RA before aging.
From a thermomechanical perspective, rejuvenation mainly affects the higher reduced frequency response of the mixture, while the behavior at low reduced frequencies remains comparatively stable. The consistently lower |C*VCE| values indicate a systematic reduction in stiffness associated with enhanced stress relaxation, showing that the RA shifts the relaxation spectrum without altering the mixture’s fundamental thermorheological structure. The master curves of the complex modulus norm (Figure 7) exhibit a clear downward shift for the rejuvenated mixture over the entire range of reduced frequencies, indicating a global softening effect rather than a response limited to specific temperatures or loading conditions. This effect is most pronounced at low temperatures (−25 °C and −15 °C), where statistically significant reductions in |E*| are observed. In this temperature range, where the response is governed by the glassy and transition behavior of the binder, the simultaneous decrease in modulus and slight decrease in phase angle (Table 5 and Table 6) indicate a stiffness reduction, while the response remains predominantly elastic within the glassy-to-transition regime. At higher temperatures (15 °C and 25 °C), the rejuvenated mixture continues to show lower stiffness, although the statistical significance for |E*| is less systematic. The significant increase in the phase angle at 25 °C nevertheless indicates a shift towards more viscous-dominated behavior under slow loading conditions, which is relevant for deformation mechanisms governed by viscous flow. The Cole–Cole representations (Figure 8) support these observations, as both mixtures display smooth continuous curves, confirming thermorheological simplicity within the investigated temperature and frequency range. The rejuvenated mixture is consistently shifted towards lower-modulus and higher-loss components, indicating a redistribution of relaxation times rather than the introduction of new viscoelastic mechanisms. The evolution of the coefficient of variation with reduced frequency (Figure 9) further confirms the stability of the rejuvenated material. Relative to the non-rejuvenated mixture before aging, the variability remains comparable or slightly reduced at low reduced frequencies and increases only moderately at higher reduced frequencies. This increase likely reflects local heterogeneities in emulsion distribution and partial binder blending, yet it remains within the ranges typically reported for hot mix asphalt, demonstrating that the RA does not compromise the mechanical consistency.
5. Discussion
The results of this study demonstrate that the RA induces a consistent and rheologically coherent modification of both binder and mixture behavior.
At the binder scale, the BBR and DSR results confirm that rejuvenation effectively counteracts the aging-induced stiffening of the RAP binder, improving the low-temperature stress-relaxation capacity while reducing the high-temperature stiffness. The limited change in ΔTc indicates that this softening remains balanced and does not introduce excessive embrittlement or instability. The FTIR results further support this interpretation by showing reduced carbonyl and sulfoxide indices after rejuvenation, suggesting an increase in effective molecular mobility, likely associated with a rebalancing of the asphaltene–maltene system. These binder-scale modifications are reflected at the mixture level, through a systematic reduction in the complex modulus across the full range of temperatures and reduced frequencies.
The effect of rejuvenation is most pronounced at low temperatures, where statistically significant reductions in stiffness are observed. From a thermorheological perspective, this behavior indicates a shift towards an enhanced elastic dominance response, which may contribute to improved resistance to low-temperature cracking, although direct fracture testing would be required for confirmation. At higher temperatures and longer loading times, the rejuvenated mixture tends towards increased viscous behavior, as reflected by higher phase angles. This behavior aligns with the slightly reduced rutting resistance observed experimentally, although the absolute rut depths remain very low, confirming that the mixture’s structural integrity is preserved.
The Cole–Cole representations and master curves indicate that the addition of the RA does not alter the fundamental viscoelastic structure of the material. Both mixtures exhibit smooth continuous curves, confirming thermorheological simplicity and suggesting that rejuvenation primarily shifts the relaxation spectrum rather than introducing new relaxation mechanisms. Variability analysis further shows that the dispersion of the complex modulus results remains within ranges commonly reported for hot mix asphalt, indicating that rejuvenation does not compromise mechanical consistency despite the high RAP content.
The observed trends are consistent with the published findings on rejuvenated cold recycled mixtures and CCPR/FDR systems, in which recycling agents typically reduce the mixture stiffness and modify the temperature-dependent mechanical behavior. For example, previous work on rejuvenated CCPR mixtures reported comparable overall mechanical performance to conventional cold recycled mixtures, with rejuvenation influencing the modulus–temperature sensitivity and damage response, depending on the mixture design and binder system [13]. In this context, the present results contribute new evidence by linking binder-scale indicators (ΔTc and FTIR oxidation indices) to mixture-scale master-curve shifts and quantified variability.
Overall, the results indicate that the recycling agent provides a controlled and effective restoration of viscoelastic balance in cold recycled asphalt mixtures. The improved low-temperature relaxation behavior, combined with acceptable high-temperature performance and limited variability, supports the use of recycling agents as a reliable tool to enhance the mechanical performance of high-RAP cold recycled materials.
The magnitude of the observed trends may vary with the RAP source characteristics, recycling agent type and chemistry, dosage level, curing, and testing conditions. Therefore, the results presented in this study should be viewed as material-level performance trends rather than direct project-specific design prescriptions.
6. Conclusions
This study evaluated the effect of the slack wax recycling agent on the chemical, rheological, and mechanical behavior of cold recycled asphalt mixtures containing 50% reclaimed asphalt pavement. The main conclusions are as follows:
- The recycling agent effectively restores the binder rheological balance, improving the low-temperature stress-relaxation capacity while reducing the high-temperature stiffness, without inducing embrittlement, as confirmed by the BBR, DSR, and ΔTc results.
- FTIR analysis indicates reduced oxidation-related functional groups after rejuvenation, suggesting that the recycling mechanism is primarily associated with increased molecular mobility through rebalancing of the asphaltene–maltene system rather than the chemical reversal of aging.
- At the mixture scale, rejuvenation produces a systematic and coherent reduction in the complex modulus, particularly at low temperatures, accompanied by slightly reduced phase angles, indicating improved elastic dominance behavior, while at 25 °C, a significant increase in phase angle reflects enhanced viscous contribution.
- Thermorheological simplicity is preserved, as demonstrated by master curves and Cole–Cole representations, showing that the recycling agent shifts the relaxation spectrum without introducing new viscoelastic mechanisms.
- The mechanical performance remains structurally acceptable, with very low rutting levels and variability comparable to conventional hot mix asphalt, confirming that rejuvenation does not compromise the mixture integrity despite the high RAP content.
- Based on the results of the study, the use of the recycling agent is more suitable for pavement bases with lower traffic, where the lower temperature cracking is more critical, and higher temperatures are moderate. The application of the recycling agent may be problematic in areas with high rutting potential.
In general, the results show that the recycling agent is an effective means of restoring viscoelastic performance in cold recycled asphalt mixtures. This supports its use in high-RAP recycling applications. Based on the observations in this study, it is recommended that future research focus on the influence of different rejuvenating agent dosages, the optimization of stiffness reduction and rutting resistance, and the evaluation of the long-term durability of the rejuvenation effect within and beyond the 18-month curing period.
Author Contributions
Conceptualization, F.B.S. and A.C.; methodology, F.B.S. and A.C.; validation, S.N. and A.C.; formal analysis, S.N. and A.C.; investigation, F.B.S. and S.N.; writing—original draft preparation, S.N. and F.B.S.; writing—review and editing, S.N., F.B.S. and A.C.; supervision, A.C.; project administration, A.C. All authors have read and agreed to the published version of the manuscript.
Funding
This research received no external funding.
Data Availability Statement
The original contributions presented in this study are included in the article. Further inquiries can be directed to the corresponding author.
Conflicts of Interest
Author Fahd Ben Salem is affiliated to company AtkinRéalis, the other authors declare no conflicts of interest.
References
- Technical Guideline TG2; Bitumen Stabilised Materials—A Guide for the Design and Construction of Bitumen Emulsion and Foamed Bitumen Stabilised Materials, 3rd ed. Sabita (Southern African Bitumen Association): Cape Town, South Africa, 2020.
- Carter, A.; Feisthauer, B.; Lacroix, D.; Perraton, D. Comparison of cold in-place recycling and full-depth reclamation materials. In Proceedings of the Transportation Research Board 89th Annual Meeting, Washington, DC, USA, 10–14 January 2010; Transportation Research Board: Washington, DC, USA, 2010; p. 10. [Google Scholar]
- Grilli, A.; Carter, A.; Graziani, A.; Noura, S.; Lachance-Tremblay, É.; Brito, L.A.T.; Fedrigo, W.; Specht, L.P.; Mocelin, D.M.; Dias, C.R.C.; et al. Cold recycling of reclaimed asphalt with bituminous binders: A critical comparison of practices in the countries involved in the TC 308-PAR TG1—Part I. RILEM Technol. Lett. 2025, 10, 88–97. [Google Scholar] [CrossRef]
- Noura, S.; Graziani, A.; Carter, A. An integrated packing-moisture control approach in bitumen-stabilized materials (BSM) design. Constr. Build. Mater. 2025, 492, 142819. [Google Scholar] [CrossRef]
- Jones, D.; Fu, P.; Harvey, J.; Halles, F. Full-Depth Pavement Reclamation with Foamed Asphalt: Final Report; UCPRC-RR-2008-07; University of California Pavement Research Center: Davis, CA, USA, 2008. [Google Scholar]
- Gonzalo-Orden, H.; Linares-Unamunzaga, A.; Pérez-Acebo, H.; Díaz-Minguela, J. Advances in the study of the behavior of full-depth reclamation (FDR) with cement. Appl. Sci. 2019, 9, 3055. [Google Scholar] [CrossRef]
- Yan, J.; Zhang, Z.; Charmot, S.; Ding, W.; Li, F. Investigation and prediction model for the dynamic modulus of asphalt emulsion cold recycled mixtures. J. Mater. Civ. Eng. 2015, 27, 04014113. [Google Scholar] [CrossRef]
- Grilli, V.; Virgili, A.; Graziani, A. Evaluation of complex modulus and fatigue properties of cold recycled material mixtures using small-scale specimens. Road Mater. Pavement Des. 2024, 25, 115–130. [Google Scholar] [CrossRef]
- Konieczna, K.; Król, J.B.; Sorociak, W. Study of the viscoelastic performance of cold recycling mixtures with bitumen emulsion. Appl. Sci. 2026, 16, 521. [Google Scholar] [CrossRef]
- Li, C.; Ouyang, J.; Cao, P.; Shi, J.; Yang, W.; Sha, Y. Effect of rejuvenating agent on the pavement properties of cold recycled mixture with bitumen emulsion. Coatings 2021, 11, 520. [Google Scholar] [CrossRef]
- Hugener, M.; Partl, M.N.; Morant, M. Cold asphalt recycling with 100% reclaimed asphalt pavement and vegetable oil-based rejuvenators. Road Mater. Pavement Des. 2014, 15, 239–258. [Google Scholar] [CrossRef]
- Tarko, M.; Ciołczyk, A.; Sorociak, W.; Grzesik, B.; Walotek, K. Influence of bio-based and refined rejuvenators on asphalt mixture with cold RAP. Int. J. Pavement Eng. 2024, 25, 2389429. [Google Scholar] [CrossRef]
- Bowers, B.F.; Diefenderfer, B.K.; Wollenhaupt, G.; Stanton, B.; Boz, I. Laboratory properties of a rejuvenated cold recycled mixture produced in a conventional asphalt plant. Transp. Res. Rec. 2019, 2673, 689–699. [Google Scholar]
- AASHTO T 313; Standard Method of Test for Determining the Flexural Creep Stiffness of Asphalt Binder Using the Bending Beam Rheometer (BBR). American Association of State Highway and Transportation Officials: Washington, DC, USA, 2022.
- EN 14771:2012; Bitumen and Bituminous Binders—Determination of the Flexural Creep Stiffness—Bending Beam Rheometer (BBR). European Committee for Standardization: Brussels, Belgium, 2012.
- LC 26-410; Résistance à la déformation des enrobés à l’essai d’orniérage (Resistance to Deformation of Asphalt Mixtures in the Rutting Test). Recueil des méthodes d’essai LC. Les Publications du Québec: Québec, QC, Canada, 2021.
- LC 26-400; Préparation des éprouvettes d’enrobés bitumineux par compacteur à plaques LCPC. Recueil des méthodes d’essai LC. Les Publications du Québec: Québec, QC, Canada, 2021.
- LC 26-720; Module complexe des enrobés bitumineux par essai de traction indirecte. Recueil des méthodes d’essai LC. Les Publications du Québec: Québec, QC, Canada, 2021.
- EN 12697-26:2018; Bituminous Mixtures—Test Methods for Hot Mix Asphalt—Part 26: Stiffness. European Committee for Standardization: Brussels, Belgium, 2018.
- Olard, F.; Di Benedetto, H. General “2S2P1D” model and relation between the linear viscoelastic behaviours of bituminous binders and mixes. Road Mater. Pavement Des. 2003, 4, 185–224. [Google Scholar]
- Dony, A.; Colin, J.; Bruneau, D.; Drouadaine, I.; Navaro, J. Reclaimed asphalt concretes with high recycling rates: Changes in reclaimed binder properties according to rejuvenating agent. Constr. Build. Mater. 2013, 41, 175–181. [Google Scholar] [CrossRef]
- Lamontagne, J.; Dumas, P.; Mouillet, V.; Kister, J. Comparison by Fourier transform infrared (FTIR) spectroscopy of different ageing techniques: Application to road bitumens. Fuel 2001, 80, 483–488. [Google Scholar] [CrossRef]
- Tran, N.; Hall, K. Evaluation of test data variability and suitability of predictive equation related to the determination of dynamic modulus (E*) for hot-mix asphalt. In Proceedings of the International Conferences on the Bearing Capacity of Roads, Railways and Airfields, Trondheim, Norway, 27–29 June 2005. [Google Scholar]
- Witczak, M.W.; Fonseca, O.A. Simple Performance Tester for Superpave Mix Design: First-Article Development and Evaluation; NCHRP Report No. 513; Transportation Research Board: Washington, DC, USA, 2004. [Google Scholar]
- He, X.; Liu, S.; Xiang, X.; Qiao, D.; Yang, M. Rejuvenate the aged asphalt with functional oil emulsion. Pet. Sci. Technol. 2024, 42, 1385–1401. [Google Scholar] [CrossRef]
- Perraton, D.; Di Benedetto, H.; Sauzéat, C.; Nguyen, Q.T.; Pouget, S. Three-dimensional linear viscoelastic properties of two bituminous mixtures made with the same binder. J. Mater. Civ. Eng. 2018, 30, 04018305. [Google Scholar] [CrossRef]









Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2026 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license.