
Experimental Evaluation of a Coated Foam Catalytic Reactor for the Direct CO2-to-Methanol Synthesis Process

 ,
,  ,
,  ,
, 
Abstract
1. Introduction
2. Materials and Methods
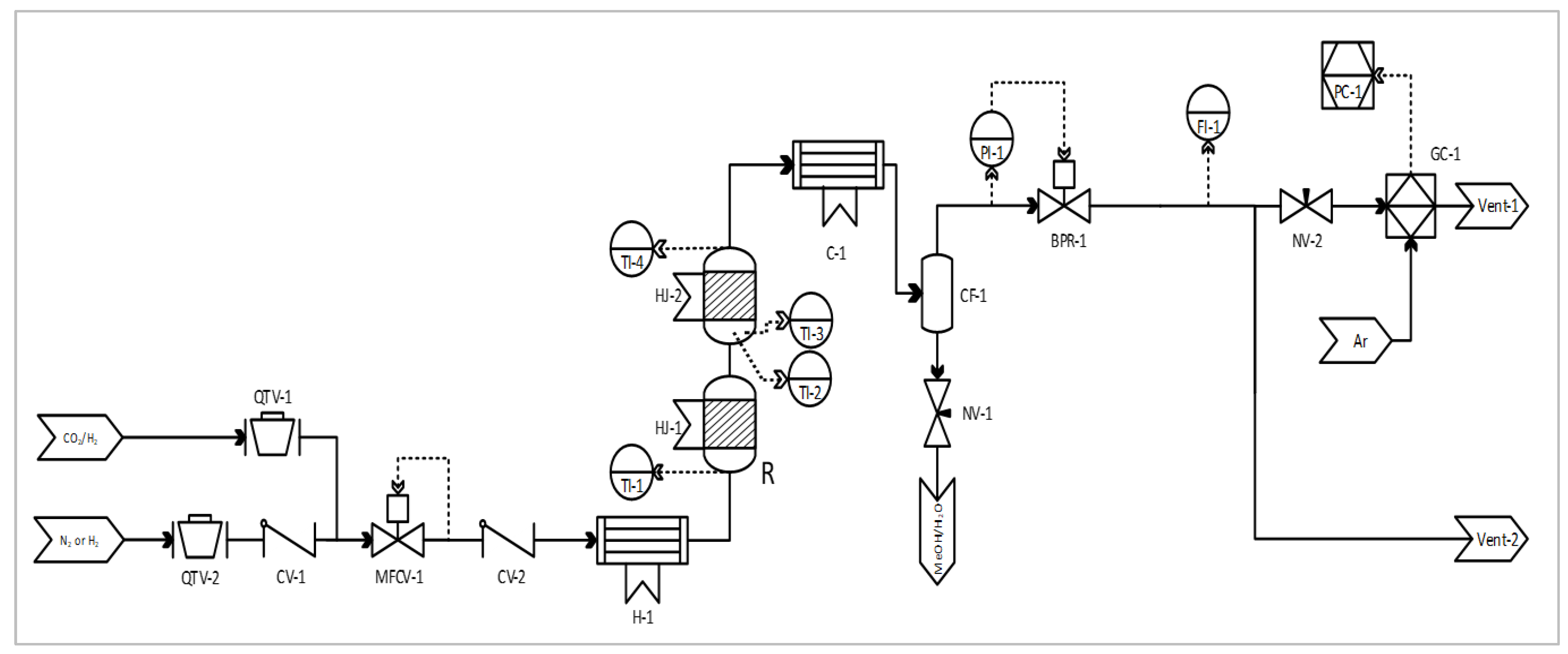
2.1. Process Flow Sheet
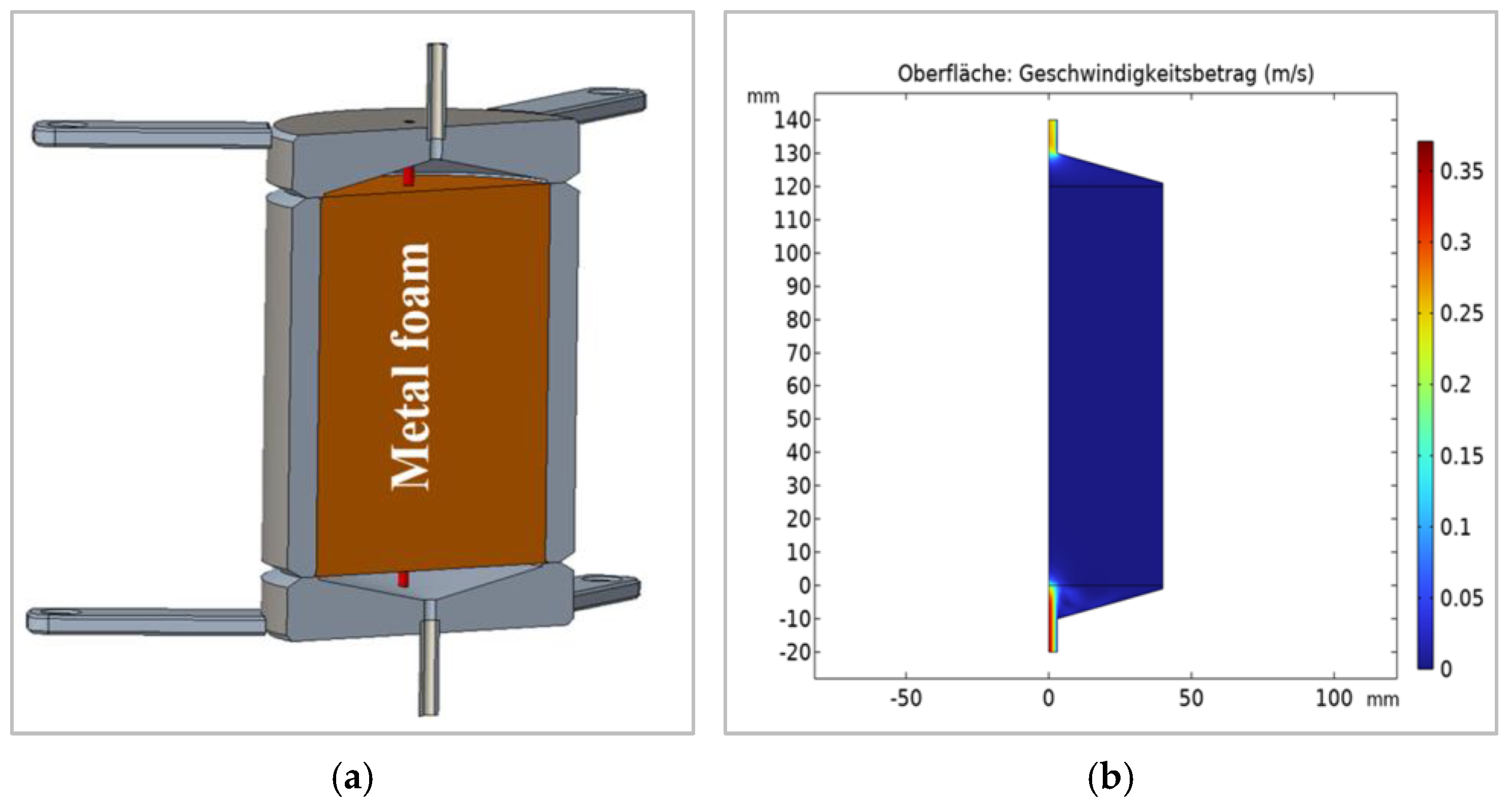
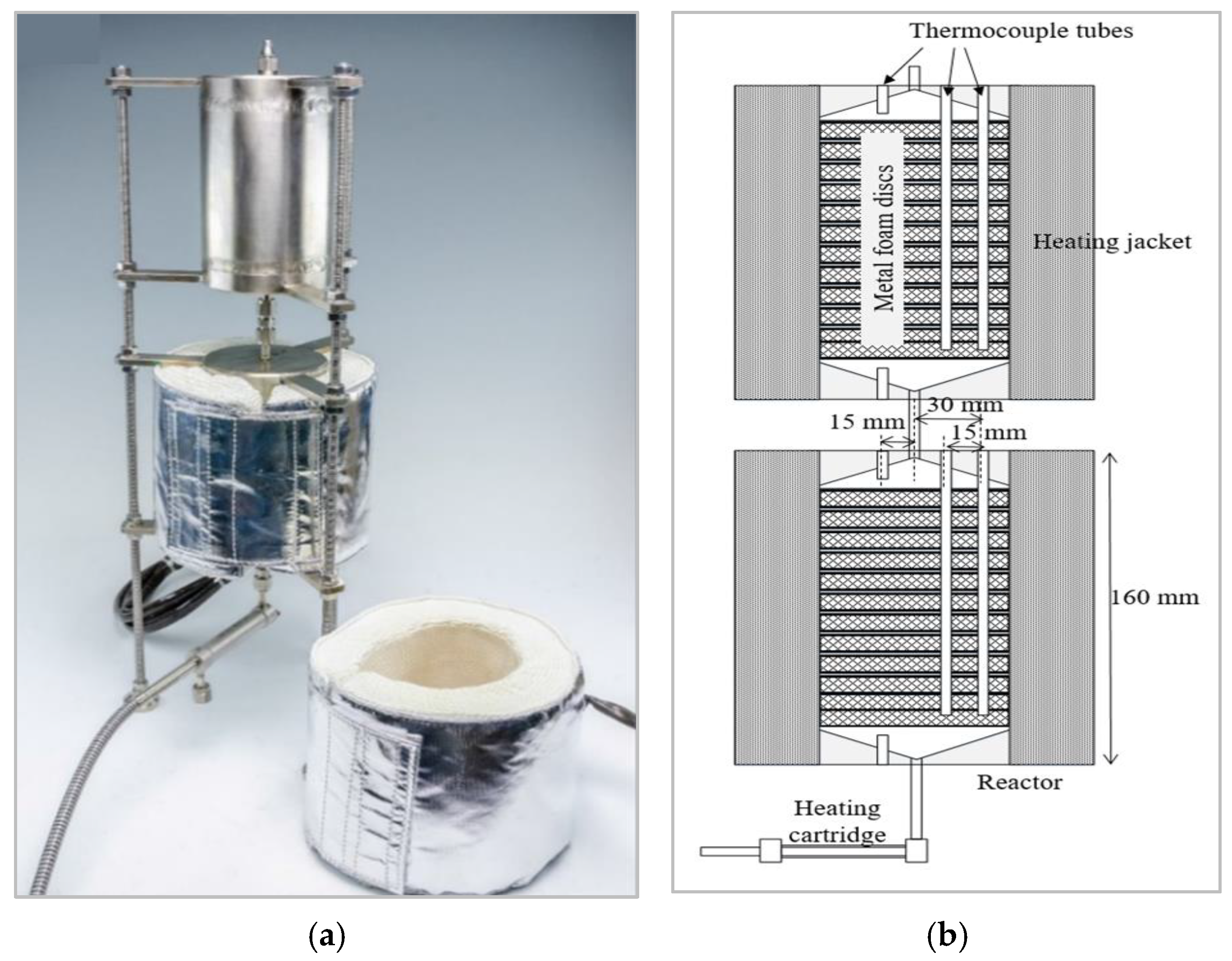
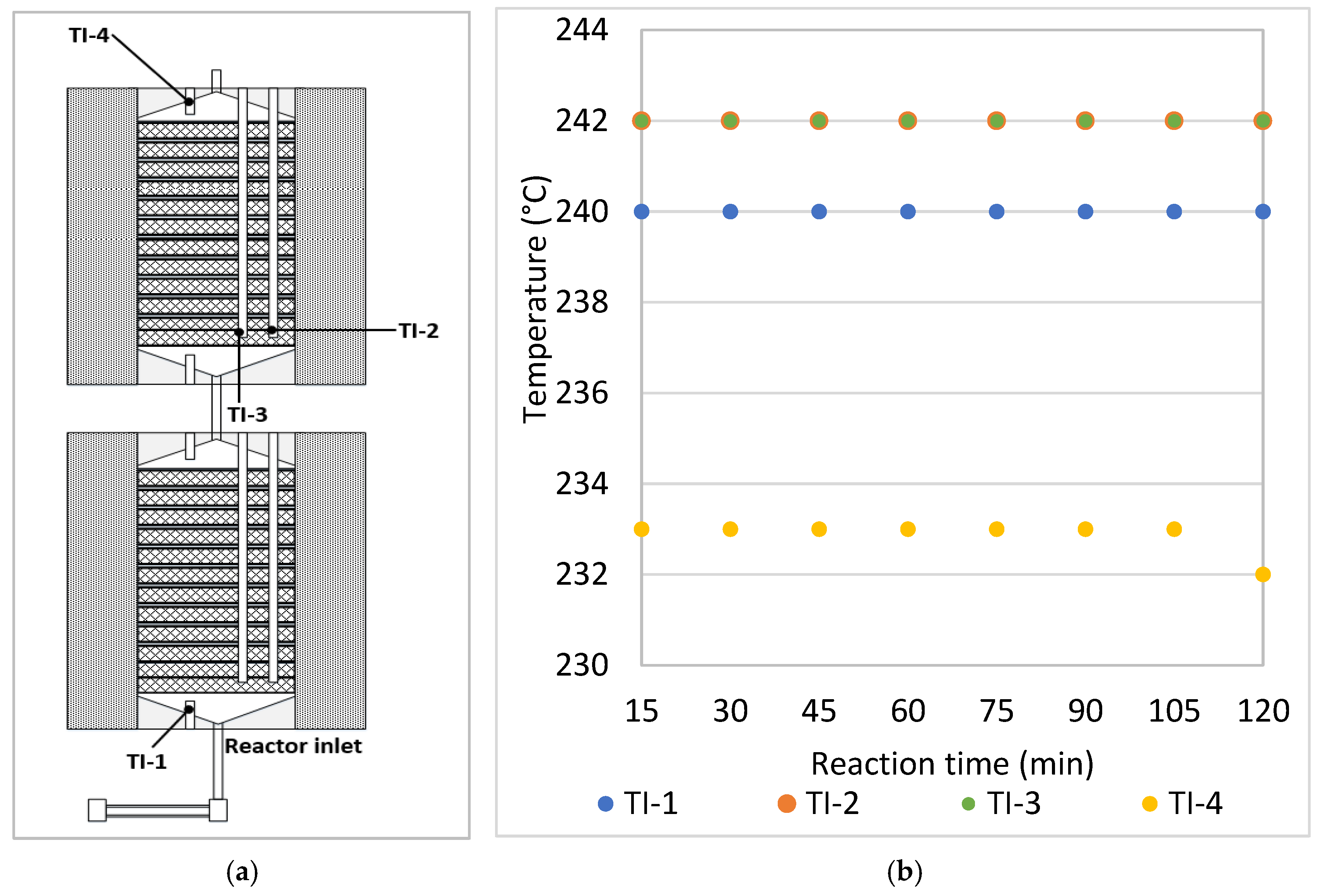
2.2. Experimental Reactor
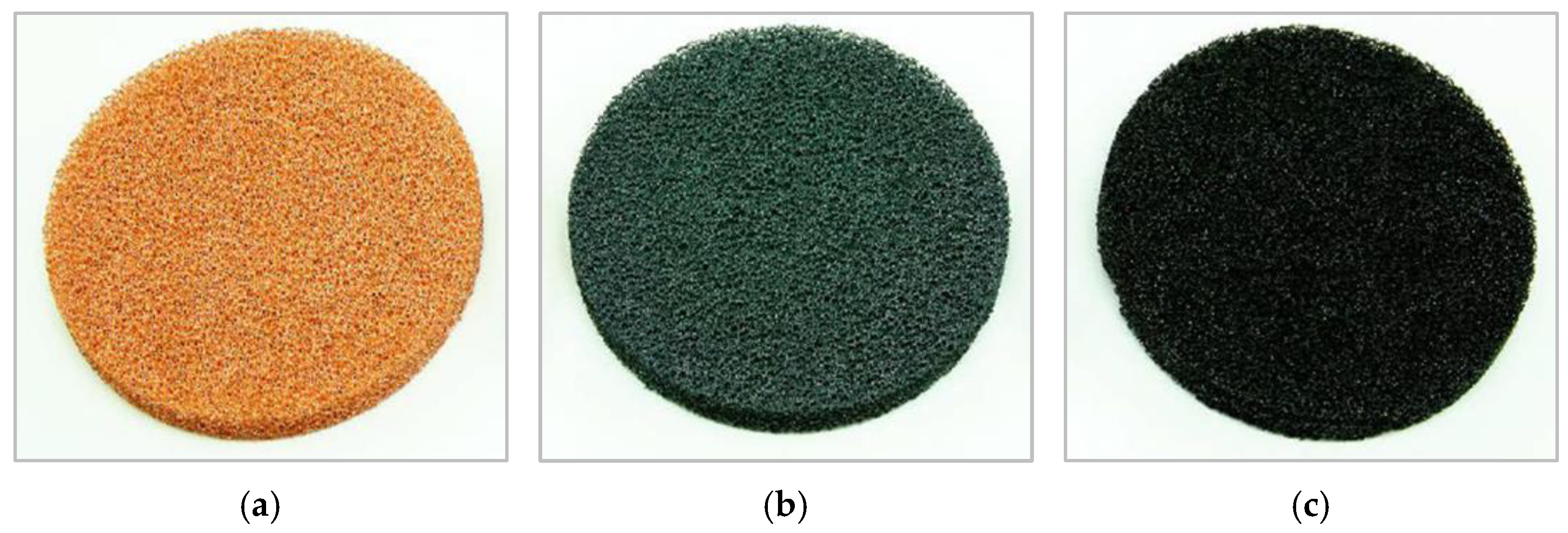
2.3. Characterisation of the Catalyst Support Structure
2.4. Experimental Design for the Evaluation of the Reactor
3. Results and Discussion
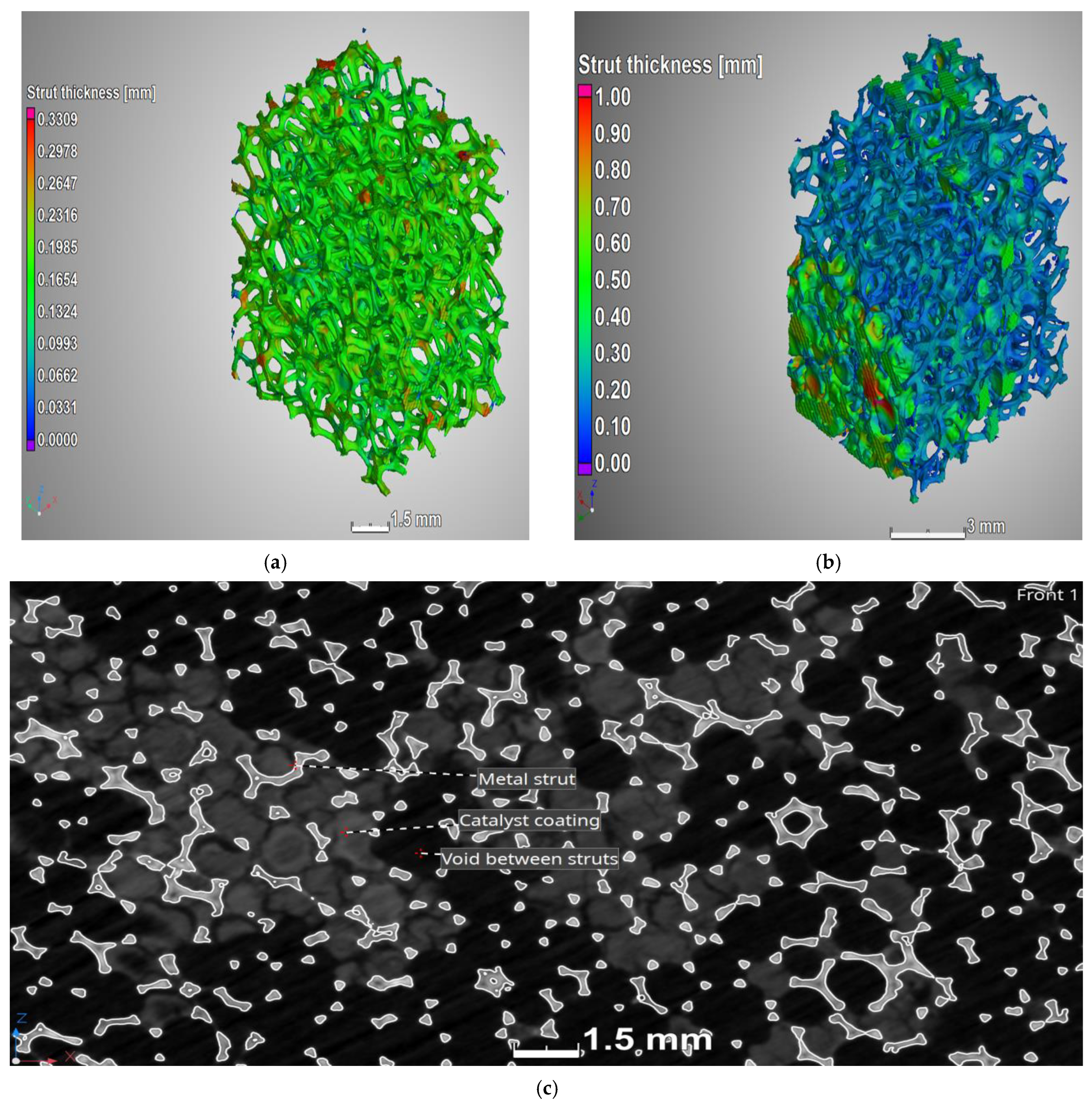
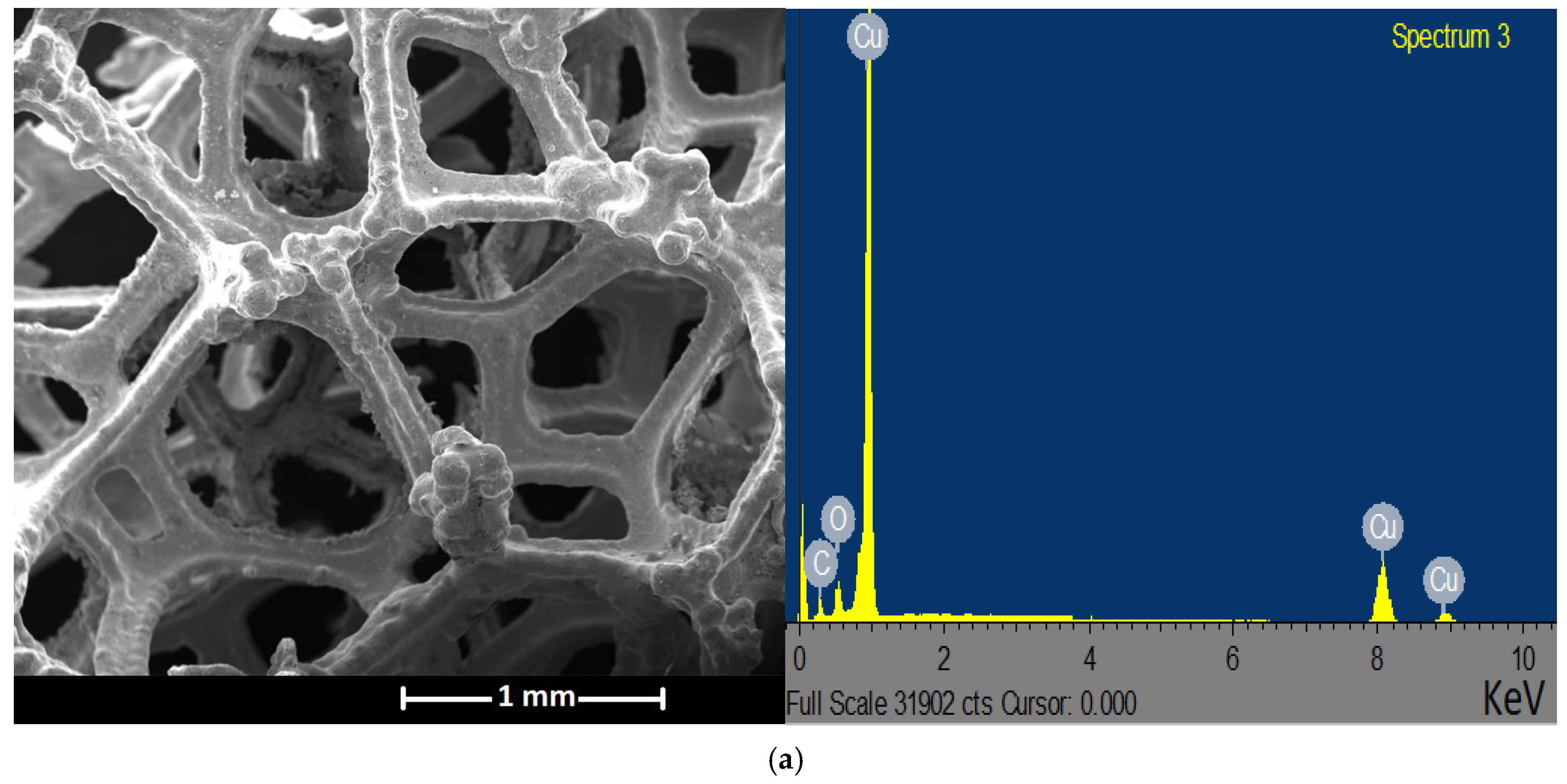
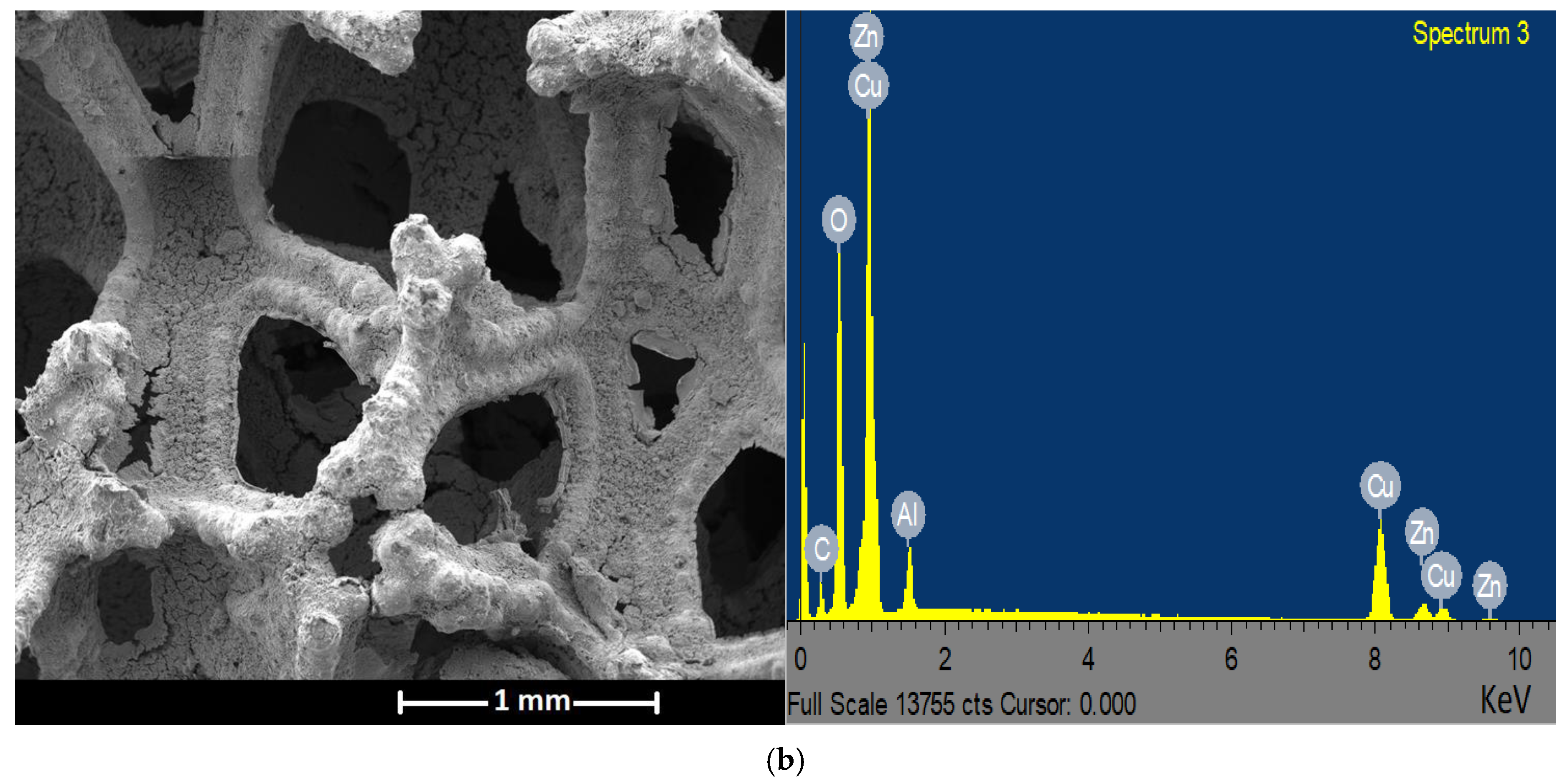
3.1. Structural Properties of the Foam
3.2. Catalytic Activity Tests
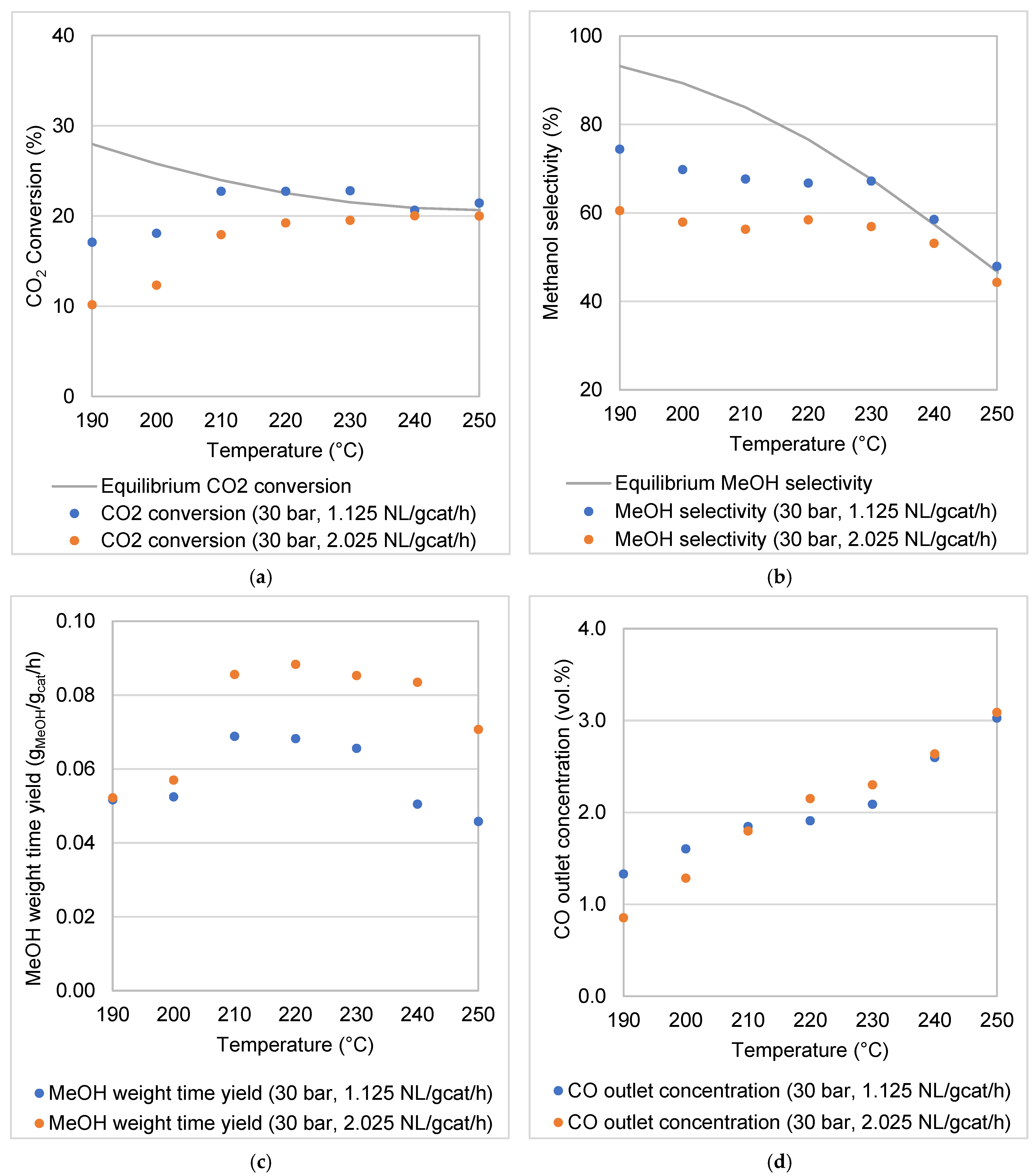
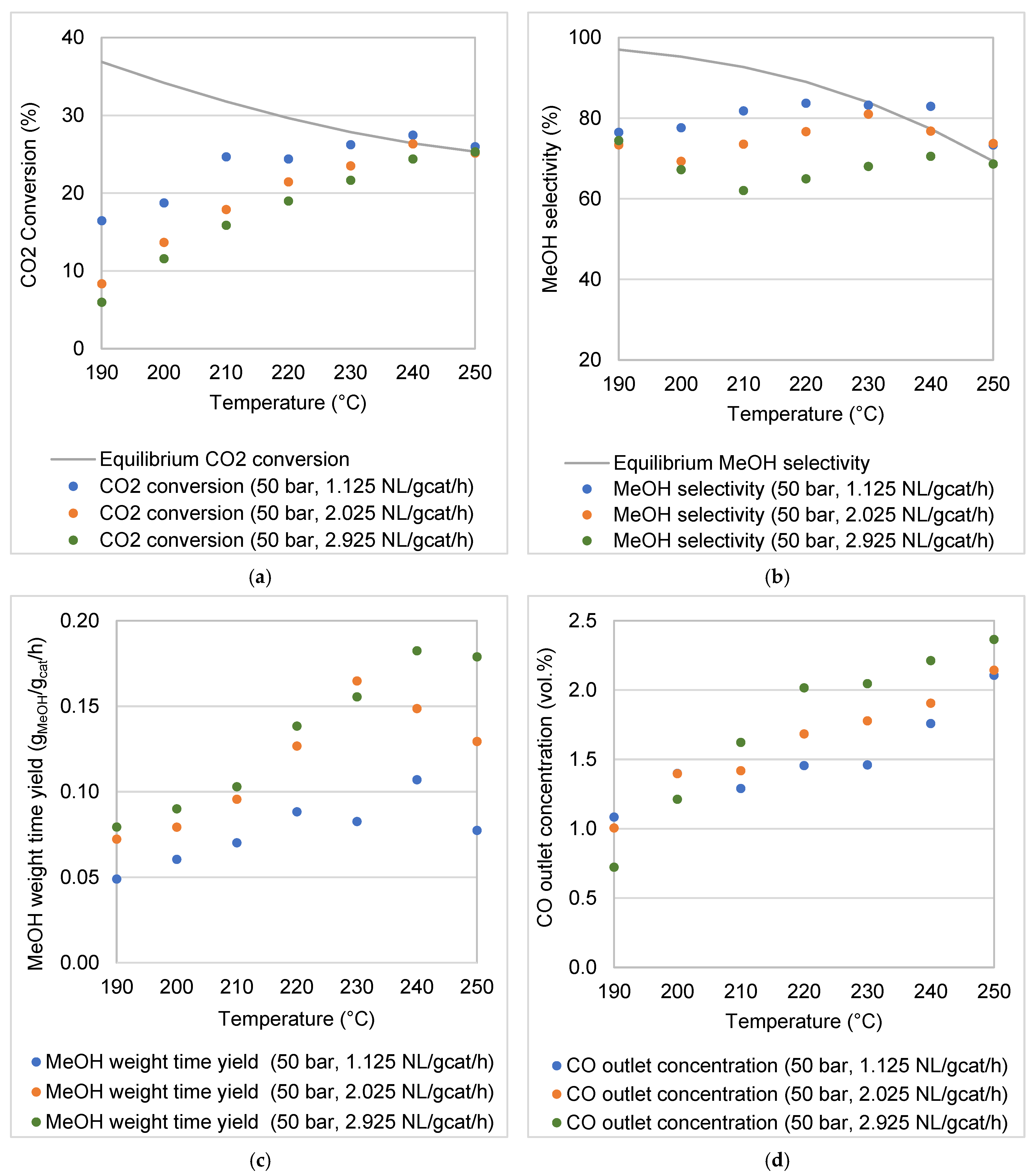
3.2.1. Effect of Reaction Temperature
3.2.2. Effect of Weight Hourly Space Velocity
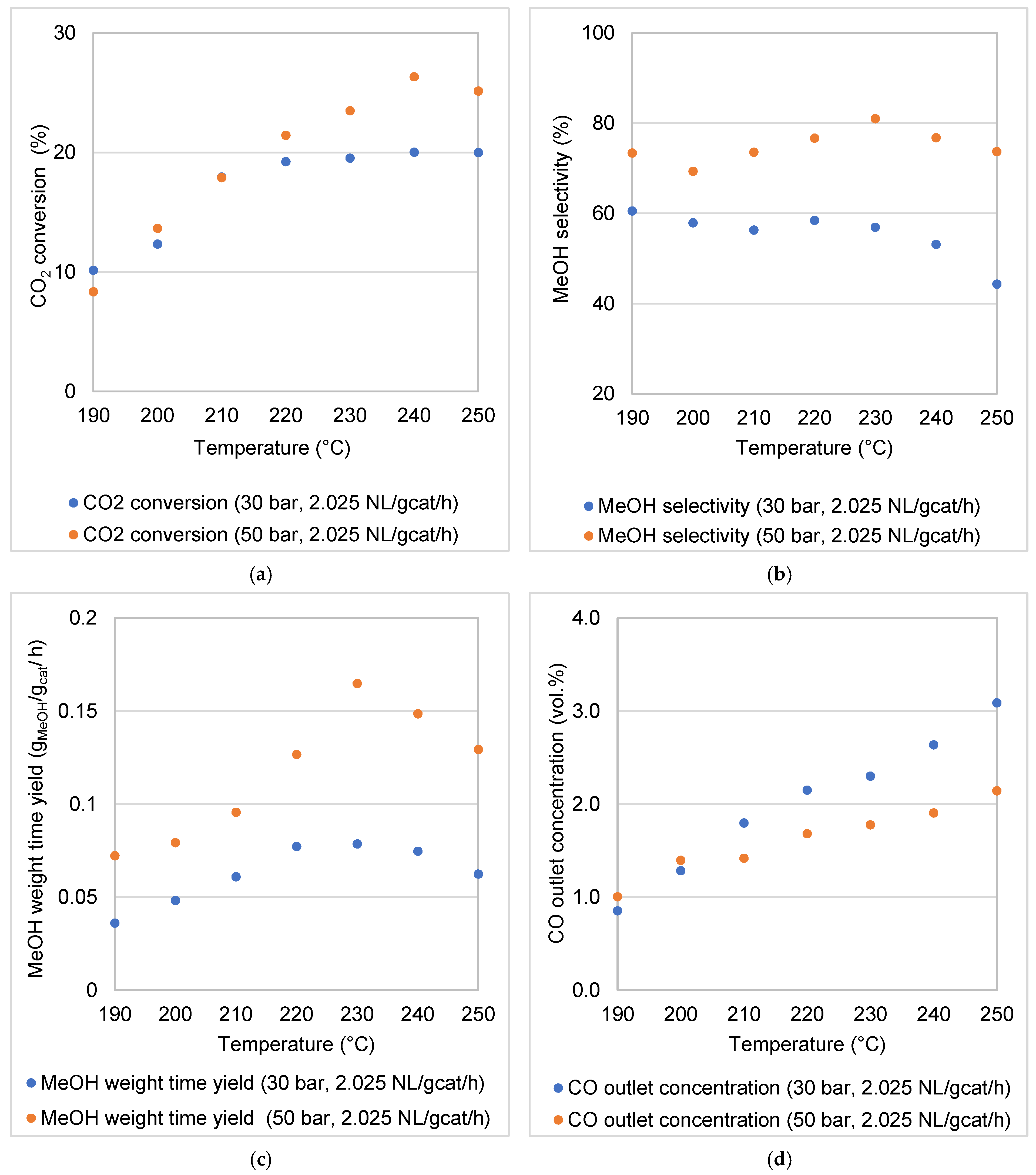
3.2.3. Effect of Reaction Pressure
3.2.4. Measurement of the Reactor Temperature
4. Select Direct-CO2-to-Methanol Synthesis Experiments Reported in the Literature
5. Conclusions
Supplementary Materials
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
Nomenclature
| The following abbreviations are used in the manuscript: | |
| EDS | Energy dispersive X-ray spectroscopy |
| FBR | Fixed-bed reactor |
| ID | Internal diameter, mm |
| NL | Normal litre |
| OD | Outside diameter, mm |
| PPI | Pores per inch |
| RWGS | Reverse water gas shift |
| SEM | Scanning electron microscopy |
| vol. | Volume |
| WHSV | Weight hourly space velocity, NL gcat−1 h−1 |
| WTY | Weight time yield, gMeOH gcat−1 h−1 |
| The following symbols are used in the manuscript: | |
| m | Mass, g |
| Molar flow rate of component i, mol h−1 | |
| Nij | Number of moles of component i in reaction j |
| Selectivity of component i, % | |
| Conversion of component i, % | |
| T | Reaction temperature, °C |
| The following subscripts are used in the manuscript: | |
| in | Reactor inlet |
| out | Reactor outlet |
References
- Lee, B.; Lee, H.; Lim, D.; Brigljević, B.; Cho, W.; Cho, H.S.; Kim, C.H.; Lim, H. Renewable methanol synthesis from renewable H2 and captured CO2: How can power-to-liquid technology be economically feasible? Appl. Energy 2020, 279, 115827. [Google Scholar] [CrossRef]
- Ruland, H.; Song, H.; Laudenschleger, D.; Stürmer, S.; Schmidt, S.; He, J.; Kähler, K.; Muhler, M.; Schlögl, R. CO2 hydrogenation with Cu/ZnO/Al2O3: A benchmark study. ChemCatChem 2020, 12, 3216–3222. [Google Scholar] [CrossRef]
- Engelbrecht, N.; Everson, R.C.; Bessarabov, D.; Kolb, G. Microchannel reactor heat-exchangers: A review of design strategies for the effective thermal coupling of gas phase reactions. Chem. Eng. Process. Process Intensif. 2020, 157, 108164. [Google Scholar] [CrossRef]
- Chiuta, S.; Engelbrecht, N.; Human, G.; Bessarabov, D.G. Techno-economic assessment of power-to-methane and power-to-syngas business models for sustainable carbon dioxide utilization in coal-to-liquid facilities. Biochem. Pharmacol. 2016, 16, 399–411. [Google Scholar] [CrossRef]
- Methanol Institute. The Methanol Industry. Available online: https://www.methanol.org/the-methanol-industry (accessed on 21 January 2022).
- Trifan, B.; Lasobras, J.; Soler, J.; Herguido, J.; Menéndez, M. Modifications in the composition of CuO/ZnO/Al2O3 catalyst for the synthesis of methanol by CO2 hydrogenation. Catalysts 2021, 11, 774. [Google Scholar] [CrossRef]
- Bukhtiyarova, M.; Lunkenbein, T.; Kähler, K.; Schlögl, R. Methanol synthesis from industrial CO2 sources: A contribution to chemical energy conversion. Catal. Lett. 2017, 147, 416–427. [Google Scholar] [CrossRef]
- Dang, S.; Yang, H.; Gao, P.; Wang, H.; Li, X.; Wei, W. A review of research progress on heterogeneous catalysts for methanol synthesis from carbon dioxide hydrogenation. Catal. Today 2019, 330, 61–75. [Google Scholar] [CrossRef]
- Kasatkin, I.; Kurr, P.; Kniep, B.; Trunschke, A.; Schlögl, R. Role of lattice strain and defects in copper particles on the activity of Cu/ZnO/Al2O3 catalysts for methanol synthesis. Angew. Chemie Int. Ed. 2007, 46, 7324–7327. [Google Scholar] [CrossRef]
- Nielsen, N.D.; Jensen, A.D.; Christensen, J.M. The roles of CO and CO2 in high pressure methanol synthesis over Cu-based catalysts. J. Catal. 2021, 393, 324–334. [Google Scholar] [CrossRef]
- Sun, J.T.; Metcalfe, I.S.; Sahibzada, M. Deactivation of Cu/ZnO/Al2O3 methanol synthesis catalyst by sintering. Ind. Eng. Chem. Res. 1999, 38, 3868–3872. [Google Scholar] [CrossRef]
- Huang, C.; Chen, S.; Fei, X.; Liu, D.; Zhang, Y. Catalytic hydrogenation of CO2 to methanol: Study of synergistic effect on adsorption properties of CO2 and H2 in CuO/ZnO/ZrO2 system. Catalysts 2015, 5, 1846–1861. [Google Scholar] [CrossRef]
- Wang, D.; Zhao, J.; Song, H.; Chou, L. Characterization and performance of Cu/ZnO/Al2O3 catalysts prepared via decomposition of M(Cu, Zn)-ammonia complexes under sub-atmospheric pressure for methanol synthesis from H2 and CO2. J. Nat. Gas Chem. 2011, 20, 629–634. [Google Scholar] [CrossRef]
- Dasireddy, V.D.B.C.; Likozar, B. The role of copper oxidation state in Cu/ZnO/Al2O3 catalysts in CO2 hydrogenation and methanol productivity. Renew. Energy 2019, 140, 452–460. [Google Scholar] [CrossRef]
- Qi, T.; Zhao, Y.; Chen, S.; Li, W.; Guo, X.; Zhang, Y.; Song, C. Bimetallic metal organic framework-templated synthesis of a Cu-ZnO/Al2O3 catalyst with superior methanol selectivity for CO2 hydrogenation. Mol. Catal. 2021, 514, 111870. [Google Scholar] [CrossRef]
- Tada, S.; Watanabe, F.; Kiyota, K.; Shimoda, N.; Hayashi, R.; Takahashi, M.; Nariyuki, A.; Igarashi, A.; Satokawa, S. Ag addition to CuO-ZrO2 catalysts promotes methanol synthesis via CO2 hydrogenation. J. Catal. 2017, 351, 107–118. [Google Scholar] [CrossRef]
- Ay, S.; Ozdemir, M.; Melikoglu, M. Effects of magnesium and chromium addition on stability, activity and structure of copper-based methanol synthesis catalysts. Int. J. Hydrog. Energy 2021, 46, 12857–12873. [Google Scholar] [CrossRef]
- Ay, S.; Ozdemir, M.; Melikoglu, M. Effects of metal promotion on the performance, catalytic activity, selectivity and deactivation rates of Cu/ZnO/Al2O3 catalysts for methanol synthesis. Chem. Eng. Res. Des. 2021, 175, 146–160. [Google Scholar] [CrossRef]
- Phongamwong, T.; Chantaprasertporn, U.; Witoon, T.; Numpilai, T.; Poo-arporn, Y.; Limphirat, W.; Donphai, W.; Dittanet, P.; Chareonpanich, M.; Limtrakul, J. CO2 hydrogenation to methanol over CuO–ZnO–ZrO2–SiO2 catalysts: Effects of SiO2 contents. Chem. Eng. J. 2017, 316, 692–703. [Google Scholar] [CrossRef]
- Li, C.; Yuan, X.; Fujimoto, K. Development of highly stable catalyst for methanol synthesis from carbon dioxide. Appl. Catal. A Gen. 2014, 469, 306–311. [Google Scholar] [CrossRef]
- Montebelli, A.; Visconti, C.G.; Groppi, G.; Tronconi, E.; Kohler, S.; Venvik, H.J.; Myrstad, R. Washcoating and chemical testing of a commercial Cu/ZnO/Al2O3 catalyst for the methanol synthesis over copper open-cell foams. Appl. Catal. A Gen. 2014, 481, 96–103. [Google Scholar] [CrossRef]
- Kapteijn, F.; Moulijn, J.A. Structured catalysts and reactors—Perspectives for demanding applications. Catal. Today 2022, 383, 5–14. [Google Scholar] [CrossRef]
- Balzarotti, R.; Ambrosetti, M.; Beretta, A.; Groppi, G.; Tronconi, E. Investigation of packed conductive foams as a novel reactor configuration for methane steam reforming. Chem. Eng. J. 2020, 391, 123494. [Google Scholar] [CrossRef]
- Porsin, A.V.; Kulikov, A.V.; Rogozhnikov, V.N.; Serkova, A.N.; Salanov, A.N.; Shefer, K.I. Structured reactors on a metal mesh catalyst for various applications. Catal. 2016, 273, 213–220. [Google Scholar] [CrossRef]
- Razza, S.; Heidig, T.; Bianchi, E.; Groppi, G.; Schwieger, W.; Tronconi, E. Heat transfer performance of structured catalytic reactors packed with metal foam supports: Influence of wall coupling. Catal. Today 2016, 273, 187–195. [Google Scholar] [CrossRef]
- Giani, L.; Groppi, G.; Tronconi, E. Mass-transfer characterization of metallic foams as supports for structured catalysts. Ind. Eng. Chem. Res. 2005, 44, 4993–5002. [Google Scholar] [CrossRef]
- Kolaczkowski, S.T.; Awdry, S.; Smith, T.; Thomas, D.; Torkuhl, L.; Kolvenbach, R. Potential for metal foams to act as structured catalyst supports in fixed-bed reactors. Catal. Today 2016, 273, 221–233. [Google Scholar] [CrossRef]
- Gancarczyk, A.; Sindera, K.; Iwaniszyn, M.; Piatek, M.; Wojciech, M.; Jodlowski, P.; Wronski, S.; Sitarz, M.; Lojewska, J.; Kolodziej, A. Metal foams as novel catalyst support in environmental processes. Catalysts 2019, 9, 587. [Google Scholar] [CrossRef]
- Badakhsh, A.; Kwak, Y.; Lee, Y.J.; Jeong, H.; Kim, Y.; Sohn, H.; Nam, S.W.; Yoon, C.W.; Park, C.W.; Jo, Y.S. A compact catalytic foam reactor for decomposition of ammonia by the joule-heating mechanism. Chem. Eng. J. 2021, 426, 130802. [Google Scholar] [CrossRef]
- Aguirre, A.; Chandra, V.; Peters, E.A.J.F.; Kuipers, J.A.M.; Neira D’Angelo, M.F. Open-cell foams as catalysts support: A systematic analysis of the mass transfer limitations. Chem. Eng. J. 2020, 393, 124656. [Google Scholar] [CrossRef]
- Wang, Y.; Hong, Z.; Mei, D. A thermally autonomous methanol steam reforming microreactor with porous copper foam as catalyst support for hydrogen production. Int. J. Hydrog. Energy 2021, 46, 6734. [Google Scholar] [CrossRef]
- Zhou, W.; Ke, Y.; Wang, Q.; Wan, S.; Lin, J.; Zhang, J.; Hui, K.S. Development of cylindrical laminated methanol steam reforming microreactor with cascading metal foams as catalyst support. Fuel 2017, 191, 46–53. [Google Scholar] [CrossRef]
- Yu, H.; Chen, H.; Pan, M.; Tang, Y.; Zeng, K.; Peng, F.; Wang, H. Effect of the metal foam materials on the performance of methanol steam micro-reformer for fuel cells. Appl. Catal. A Gen. 2007, 327, 106–113. [Google Scholar] [CrossRef]
- European Union. PED 2014/68/EU European Union pressure equipment directive. Off. J. Eur. Union 2014, 189, 164–259. Available online: http://data.europa.eu/eli/dir/2014/68/oj (accessed on 28 March 2022).
- O’Connell, M.; Kolb, G.; Schelhaas, K.P.; Wichert, M.; Tiemann, D.; Pennemann, H.; Zapf, R. Towards mass production of microstructured fuel processors for application in future distributed energy generation systems: A review of recent progress at IMM. Chem. Eng. Res. Des. 2012, 90, 11–18. [Google Scholar] [CrossRef]
- Du Plessis, A.; le Roux, S.G.; Guelpa, A. The CT scanner facility at Stellenbosch University: An open access X-ray computed tomography laboratory. Nucl. Instruments Methods Phys. Res. Sect. B Beam Interact. Mater. Atoms 2016, 384, 42–49. [Google Scholar] [CrossRef]
- Ghosh, S.; Sebastian, J.; Olsson, L.; Creaser, D. Experimental and kinetic modeling studies of methanol synthesis from CO2 hydrogenation using In2O3 catalyst. Chem. Eng. J. 2021, 416, 129120. [Google Scholar] [CrossRef]
- Shi, C.; Elgarni, M.; Mahinpey, N. Process design and simulation study: CO2 utilization through mixed reforming of methane for methanol synthesis. Chem. Eng. Sci. 2021, 233, 116364. [Google Scholar] [CrossRef]
- Ambrosetti, M.; Balzarotti, R.; Cristiani, C.; Groppi, G.; Tronconi, E. The influence of the washcoat deposition process on high pore density open cell foams activation for CO catalytic combustion. Catalysts 2018, 8, 510. [Google Scholar] [CrossRef]
- Twigg, M.V.; Richardson, J.T. Theory and applications of ceramic foam catalysts. Chem. Eng. Res. Des. 2002, 80, 183–189. [Google Scholar] [CrossRef]
- Bianco, N.; Iasiello, M.; Mauro, G.M.; Pagano, L. Multi-objective optimization of finned metal foam heat sinks: Tradeoff between heat transfer and pressure drop. Appl. Therm. Eng. 2021, 182, 116058. [Google Scholar] [CrossRef]
- Inayat, A.; Freund, H.; Zeiser, T.; Schwieger, W. Determining the specific surface area of ceramic foams: The tetrakaidecahedra model revisited. Chem. Eng. Sci. 2011, 66, 1179–1188. [Google Scholar] [CrossRef]
- Walther, G.; Gaitzsch, U.; Büttner, T.; Kieback, B.; Weißgärber, T.; Kolvenbach, R.; Lincke, M. Applications of Metal Foam as Catalyst Carrier. 2017. Available online: https://www.researchgate.net/profile/Bernd-Kieback/publication/325343745_Applications_of_Metal_Foam_as_Catalyst_Carrier/links/5b06cc3ba6fdcc8c2523c290/Applications-of-Metal-Foam-as-Catalyst-Carrier.pdf (accessed on 28 March 2022).
- Jun, K.W.; Shen, W.J.; Rama Rao, K.S.; Lee, K.W. Residual sodium effect on the catalytic activity of Cu/ZnO/Al2O3 in methanol synthesis from CO2 hydrogenation. Appl. Catal. A Gen. 1998, 174, 231–238. [Google Scholar] [CrossRef]
- Bonura, G.; Cordaro, M.; Cannilla, C.; Arena, F.; Frusteri, F. The changing nature of the active site of Cu-Zn-Zr catalysts for the CO2 hydrogenation reaction to methanol. Appl. Catal. B Environ. 2014, 152–153, 152–161. [Google Scholar] [CrossRef]
- Lee, J.S.; Lee, K.H.; Lee, S.Y.; Kim, Y.G. A comparative study of methanol synthesis from CO2/H2 and CO/H2 over a Cu/ZnO/Al2O3 catalyst. J. Catal. 1993, 144, 414–424. [Google Scholar] [CrossRef]
- Sahki, R.; Benlounes, O.; Chérifi, O.; Thouvenot, R.; Bettahar, M.M.; Hocine, S. Effect of pressure on the mechanisms of the CO2/H2 reaction on a CO-precipitated CuO/ZnO/Al2O3 catalyst. React. Kinet. Mech. Catal. 2011, 103, 391–403. [Google Scholar] [CrossRef]
- Zhao, F.; Gong, M.; Cao, K.; Zhang, Y.; Li, J.; Chen, R. Atomic layer deposition of Ni on Cu nanoparticles for methanol synthesis from CO2 hydrogenation. ChemCatChem 2017, 9, 3772–3778. [Google Scholar] [CrossRef]
- Azizan, T.M.; Ahmad, K.; Husainni, M.; Ameen, M. Thermodynamic equilibrium analysis of triolein hydrodeoxygenation for green diesel production. Procedia Eng. 2016, 148, 1369–1376. [Google Scholar] [CrossRef]
- Lwin, Y. Chemical Equilibrium by Gibbs Energy Minimization on Spreadsheets. Int. J. Eng. 2000, 16, 335–339. Available online: https://www.ijee.ie/articles/Vol16-4/Ijee1157.pdf (accessed on 9 February 2022).












{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Operating Parameter | Range |
|---|---|
| Temperature (°C) | 190–250 (in increments of 10 °C) |
| Operating pressure (bar) | 30 and 50 |
| WHSV (NL gcat−1 h−1) | 1.125, 2.025 and 2.925 |
| Characteristic | Uncoated Foam Sample | Coated Foam Sample |
|---|---|---|
| Average pore diameter (mm) | 1.61 | 1.46 |
| Average strut diameter (mm) | 0.18 | 0.34 |
| Gravimetric surface area (m2 g−1) | 0.0034 | 0.0041 |
| Open porosity (%) | 89.60 | 81.60 |
| Relative density (kg m−3) | 426.25 | 551.35 |
| Surface area to volume ratio (m2 m−3) | 1827.2 | 2178.1 |
| Reactor | Catalyst Configuration | Experimental Conditions | CO2 Conversion (%) | MeOH Selectivity (%) | MeOH WTY (gMeOH gcat −1 h−1) | Ref. |
|---|---|---|---|---|---|---|
| FBR (ID: 10.2 mm) | Catalyst powder diluted in SiO2 | Catalyst mass: 0.5 g Temperature: 230 °C Pressure: 30 bar WHSV: 7.2 NL gcat−1 h−1 | 19.30 | 54.70 | 0.15 ** | [4] |
| FBR (ID: 15 mm; catalyst length: 0.28 cm) | Catalyst powder diluted in SiO2 | Catalyst mass *: 0.65 g Temperature: 240 °C Pressure: 30 bar WHSV *: 9.2 NL gcat−1 h−1 | 12.00 | 42.00 | 0.16 ** | [13] |
| FBR (ID: 13.5 mm; length: 53.3 cm) | Catalyst powder diluted in SiO2 | Catalyst mass: 1.0 g Temperature: 240 °C Pressure: 30 bar WHSV *: 28.46 NL gcat−1 h−1 | 11.00 | 45.00 | 0.77 | [7] |
| FBR (OD: 10 mm) | Bimetallic organic frameworks | Catalyst mass: 0.1 g Temperature: 240 °C Pressure: 30 bar WHSV: 14.40 NL gcat−1 h−1 | 9.10 | 86.90 | 0.41 | [15] |
| FBR (ID: 80 mm; length: 16 cm) | Catalyst coated on Cu foam | Catalyst mass: 160 g Temperature: 240 °C Pressure: 30 bar WHSV: 2.025 NL gcat−1 h−1 | 20.04 | 55.91 | 0.08 | This study |
| FBR (ID: 80 mm; length: 16 cm) | Catalyst coated on Cu foam | Catalyst mass: 160 g Temperature: 240 °C Pressure: 50 bar WHSV: 2.925 NL gcat−1 h−1 | 24.40 | 70.55 | 0.18 | This study |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Musavuli, K.C.; Engelbrecht, N.; Everson, R.C.; Modisha, P.; Kolb, G.; Zapf, R.; Hofmann, C.; Bessarabov, D. Experimental Evaluation of a Coated Foam Catalytic Reactor for the Direct CO2-to-Methanol Synthesis Process. ChemEngineering 2023, 7, 16. https://doi.org/10.3390/chemengineering7020016
Musavuli KC, Engelbrecht N, Everson RC, Modisha P, Kolb G, Zapf R, Hofmann C, Bessarabov D. Experimental Evaluation of a Coated Foam Catalytic Reactor for the Direct CO2-to-Methanol Synthesis Process. ChemEngineering. 2023; 7(2):16. https://doi.org/10.3390/chemengineering7020016
Chicago/Turabian StyleMusavuli, Kyatsinge Cedric, Nicolaas Engelbrecht, Raymond Cecil Everson, Phillimon Modisha, Gunther Kolb, Ralf Zapf, Christian Hofmann, and Dmitri Bessarabov. 2023. "Experimental Evaluation of a Coated Foam Catalytic Reactor for the Direct CO2-to-Methanol Synthesis Process" ChemEngineering 7, no. 2: 16. https://doi.org/10.3390/chemengineering7020016
APA StyleMusavuli, K. C., Engelbrecht, N., Everson, R. C., Modisha, P., Kolb, G., Zapf, R., Hofmann, C., & Bessarabov, D. (2023). Experimental Evaluation of a Coated Foam Catalytic Reactor for the Direct CO2-to-Methanol Synthesis Process. ChemEngineering, 7(2), 16. https://doi.org/10.3390/chemengineering7020016