
Optimum Design of Blank Dimensions Guided by a Business Compass in the Machining Process



Abstract
1. Introduction
2. Blank-Dimension Design and the Business Compass
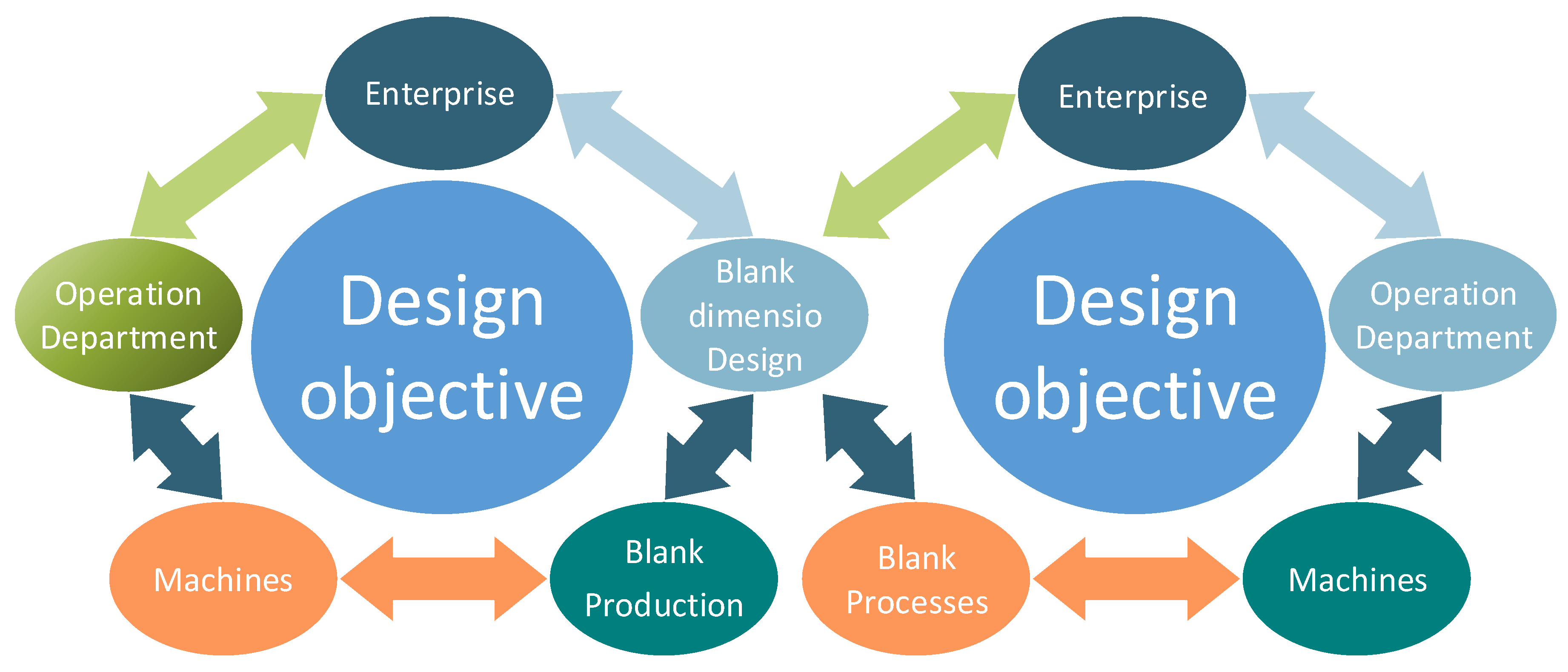
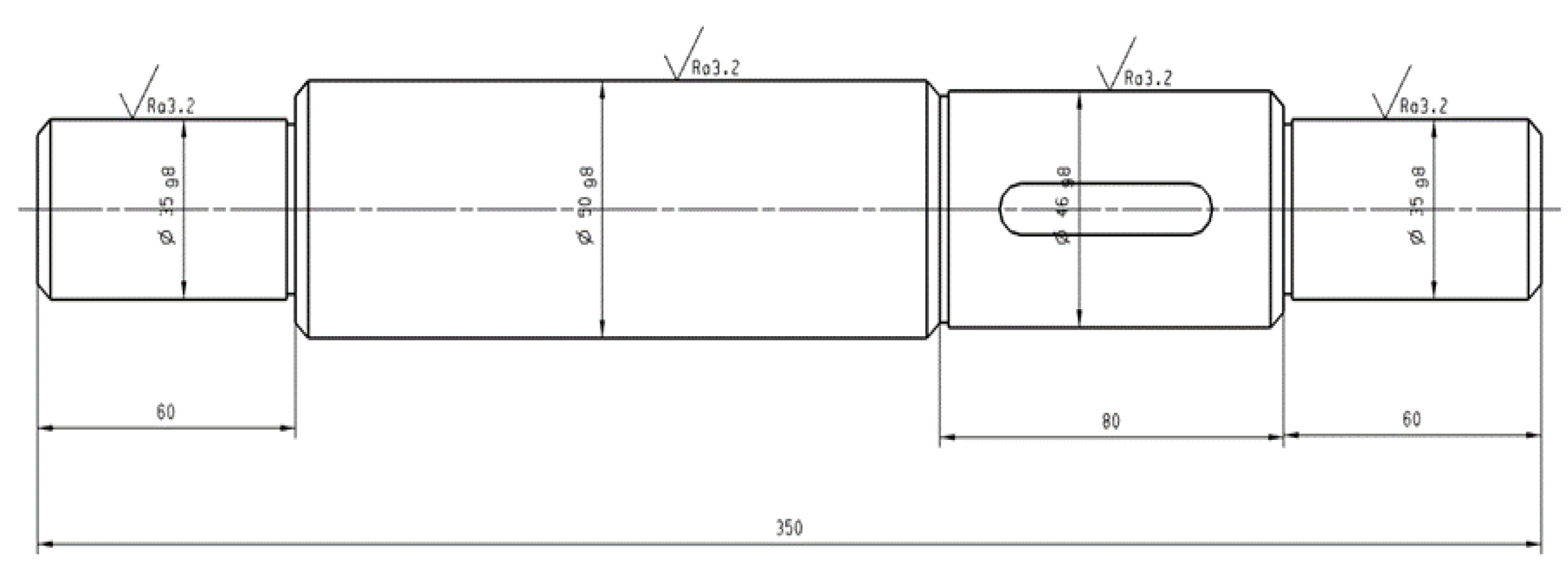
2.1. Blank-Dimension Design
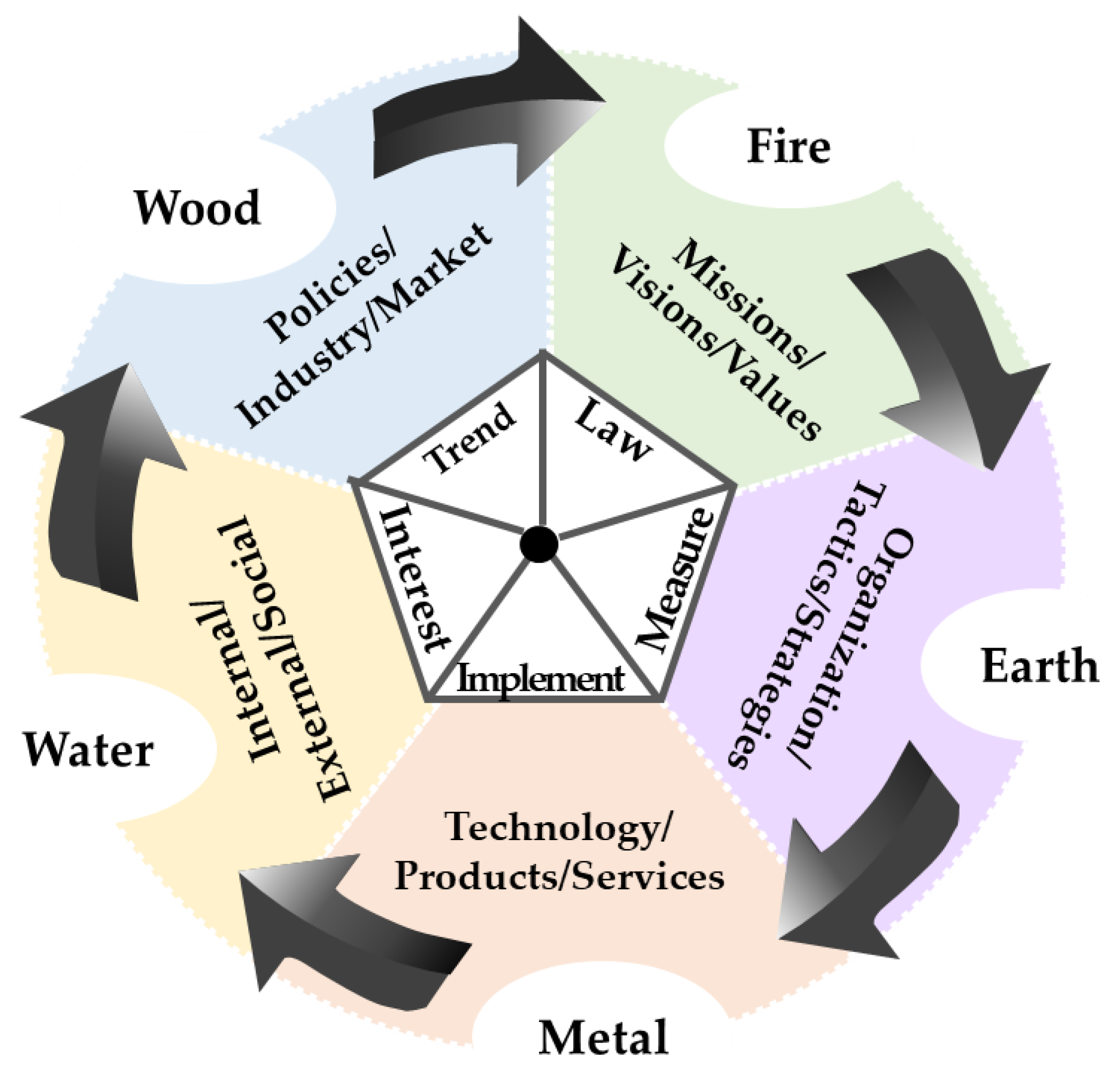
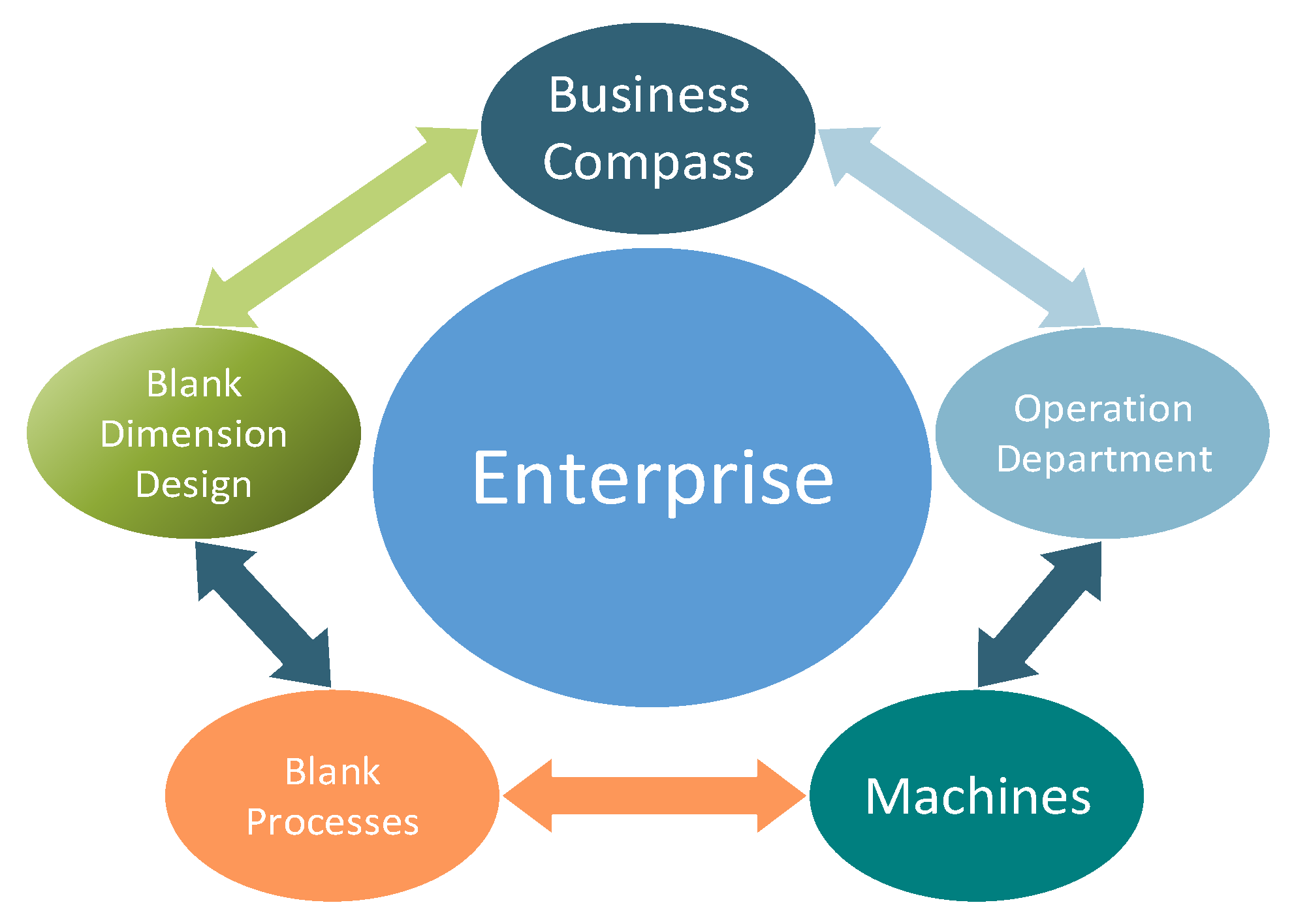
2.2. Business Compass
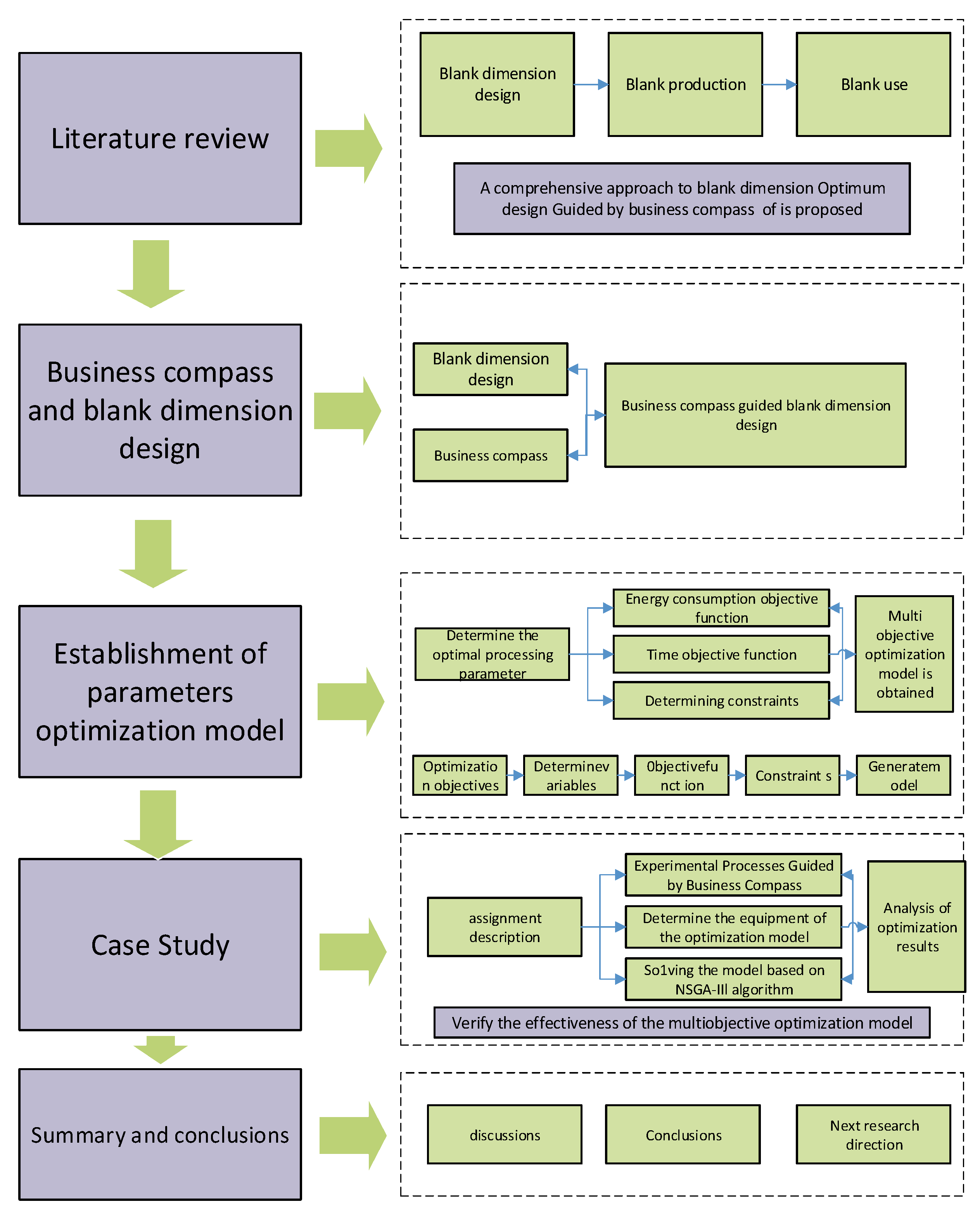
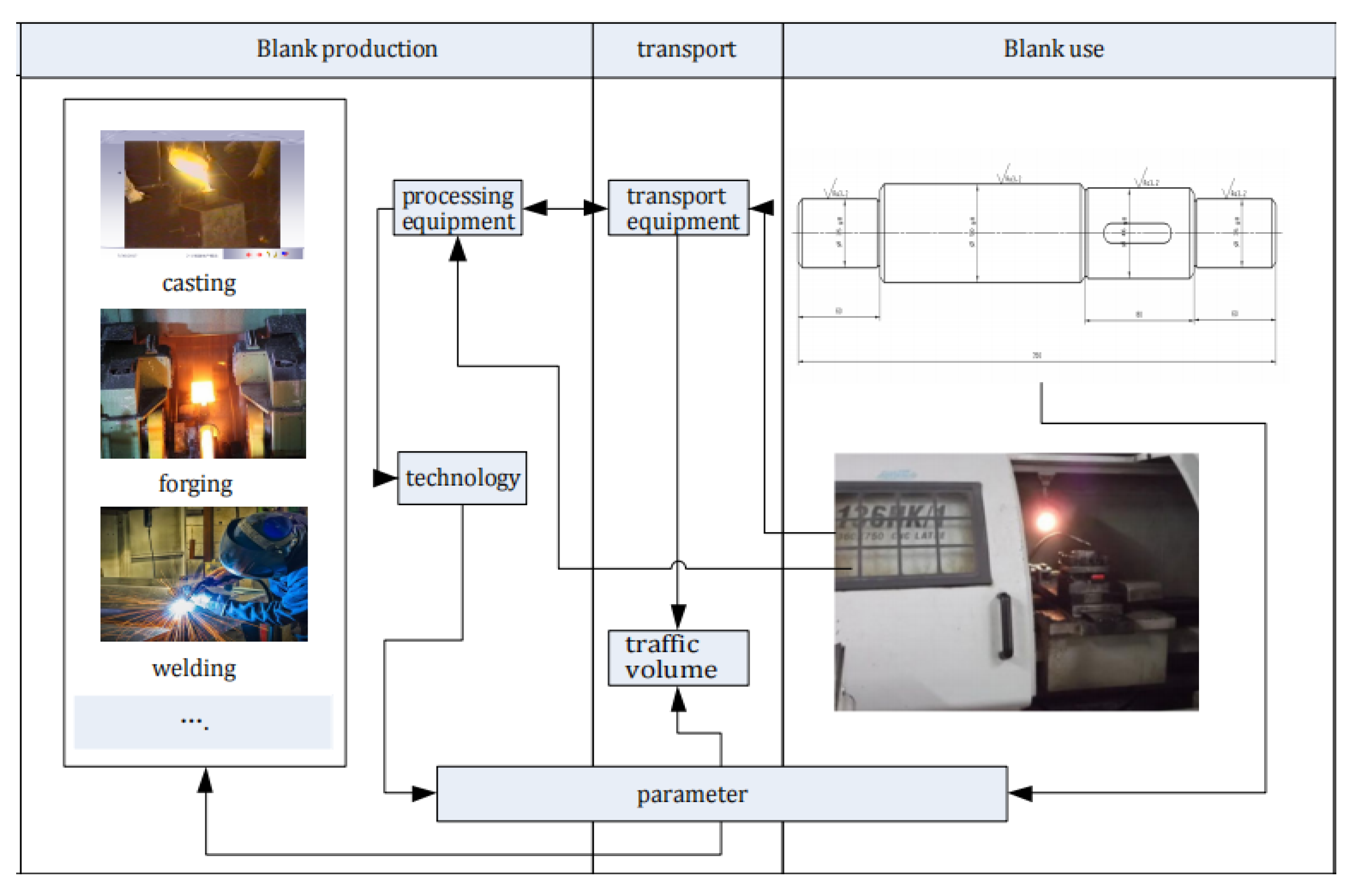
2.3. Overall Research Framework
3. Establishment of Blank-Dimension Design Model
3.1. The Energy Objective
3.2. The Time Objective
4. Constraints
5. Case Study
5.1. Background of the Optimization Problem
5.2. Experimental Processes Guided by a Business Compass
5.3. NSGA-II Algorithm Simulation for the Optimization Model
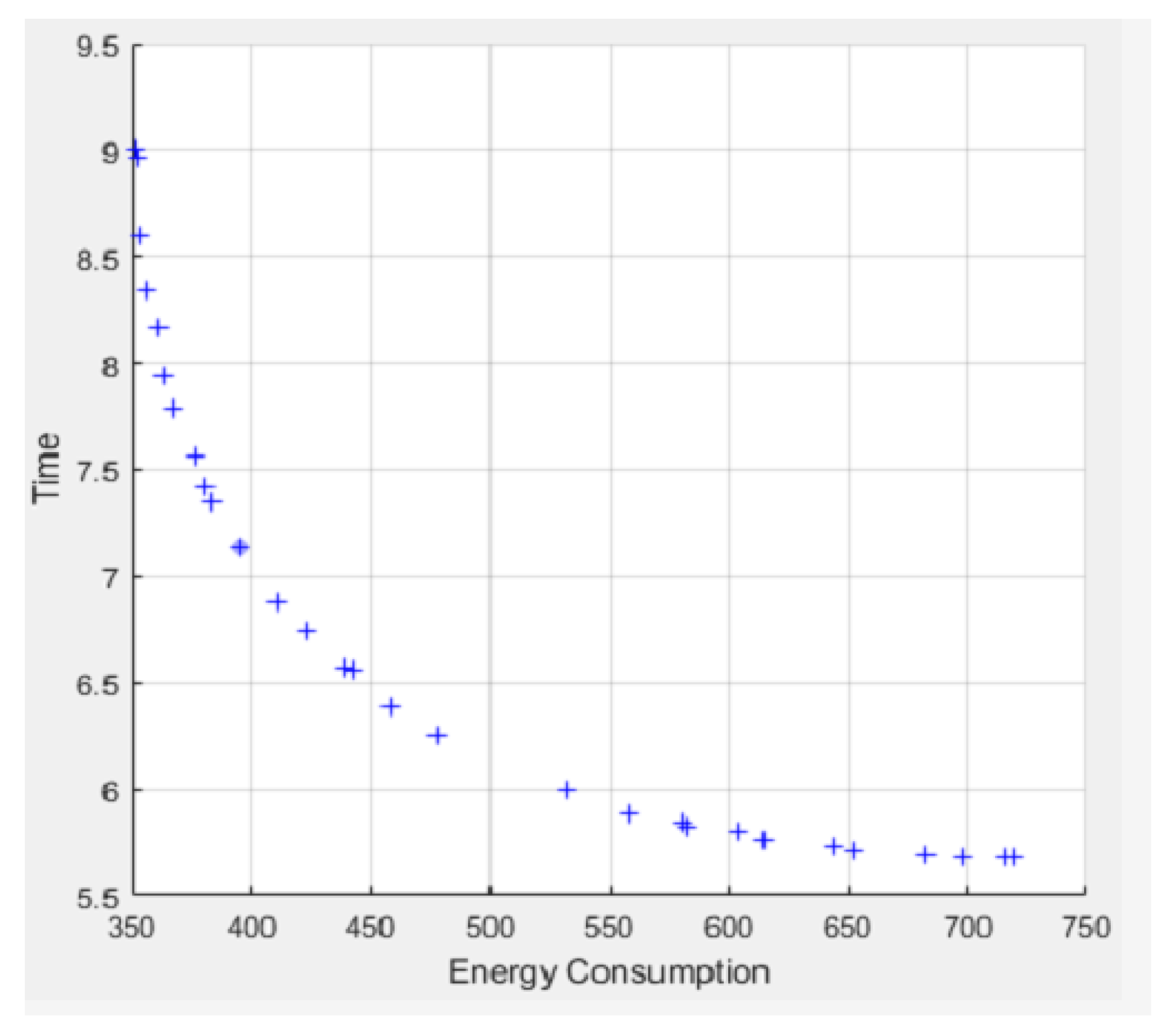
5.4. Simulation Results
6. Discussion
6.1. Comparison to Selected Blank Dimension
6.2. Compared with Previous Works
7. Conclusions
Author Contributions
Funding
Conflicts of Interest
References
- Zhao, Y.; Ke, J.; Ni, C.C.; McNeil, M.; Khanna, N.Z.; Zhou, N.; Fridley, D.; Li, Q. A comparative study of energy consumption and efficiency of Japanese and Chinese manufacturing industry. Energy Policy 2014, 70, 45–56. [Google Scholar] [CrossRef]
- Zhang, Y.; Zhang, D.; Wu, B. An approach for machining allowance optimization of complex parts with integrated structure. J. Comput. Des. Eng. 2015, 2, 248–252. [Google Scholar] [CrossRef]
- Sun, W.; Xu, X.; Lv, Z.; Mao, H.; Wu, J. Environmental impact assessment of wastewater discharge with multi-pollutants from iron and steel industry. J. Environ. Manag. 2019, 245, 210–215. [Google Scholar] [CrossRef] [PubMed]
- Zhang, F.; Zhou, Y.; Sun, W.; Hou, S.; Yu, L. CO2 capture from reheating furnace based on the sensible heat of continuous casting slabs. Int. J. Hydrogen Energy 2018, 42, 2273–2283. [Google Scholar] [CrossRef]
- Hou, Y.M.; Iqbal, W.; Shaikh, G.M.; lqbal, N.; Solangi, Y.A.; Fatima, A. Measuring Energy Efficiency and Environmental Performance: A Case of South Asia. Processes 2019, 7, 325. [Google Scholar] [CrossRef]
- Padmanabhan, R.; Oliveira, M.C.; Baptista, A.J.; Alves, J.L.; Menezes, L.F. Blank design for deep drawn parts using parametric NURBS surfaces. J. Mater. Process. Technol. 2009, 209, 2402–2411. [Google Scholar] [CrossRef][Green Version]
- Ku, T.W.; Lim, H.J.; Choi, H.H.; Hwang, S.M.; Kang, B.S. Implementation of backward tracing scheme of the FEM to blank design in sheet metal forming. J. Mater. Process. Technol. 2001, 111, 90–97. [Google Scholar] [CrossRef]
- Kuwabara, T.; Si, W.H. PC-based blank design system for deep-drawing irregularly shaped prismatic shells with arbitrarily shape flange. J. Mater. Process. Technol. 1997, 63, 89–94. [Google Scholar] [CrossRef]
- Lee, C.H.; Huh, H. Three-dimensional multi-step inverse analysis for the optimum blank design in sheet metal forming processes. J. Mater. Process. Technol. 1998, 80–81, 76–82. [Google Scholar] [CrossRef]
- Qian, D.S.; Lin, H. Blank design optimization for stepped-section profile ring rolling. Sci. China Technol. Sci. 2010, 53, 1612–1619. [Google Scholar] [CrossRef]
- Chamekh, A.; BenRhaiem, S.; Khaterchi, H.; Belhadjsalah, H.; Hambli, R. An optimization strategy based on a metamodel applied for the prediction of the initial blank shape in a deep drawing process. Int. J. Adv. Manuf. Technol. 2010, 50, 93–100. [Google Scholar] [CrossRef]
- Liu, Y.L.; Chen, W.L.; Ding, L.P.; Wang, X.P. Response surface methodology based on support vector regression for polygon blank shape optimization design. Int. J. Adv. Manuf. Technol. 2013, 66, 1397–1405. [Google Scholar] [CrossRef]
- Kitayama, S.; Koyama, H.; Kawamoto, K.; Miyasaka, T.; Yamamichi, K.; Noda, T. Optimization of blank shape and segmented variable blank holder force trajectories in deep drawing using sequential approximate optimization. Int. J. Adv. Manuf. Technol. 2017, 91, 1809–1821. [Google Scholar] [CrossRef]
- Aminzadeh, A.; Parvizi, A.; Moradi, M. Multi-objective topology optimization of deep drawing dissimilar tailor laser welded blanks; experimental and finite element investigation. Opt. Laser Technol. 2020, 125, 106029. [Google Scholar] [CrossRef]
- Mahmood, Z.H.; Irthiea, I.K.; Ahmed, A.K. Optimization of initial blank shape for flexible micro deep drawing of square parts. Mater. Today Proc. 2020, 20, 555–559. [Google Scholar] [CrossRef]
- Zhu, M.Q.; Lim, Y.X.C.; Liu, X.C.; Cai, Z.H.; Dhawan, S.; Gao, H.X.; Politis, D.J. Numerical forming limit prediction for theoptimisation of initial blank shape in hotstamping of AA7075. Int. J. Lightweight Mater. Manuf. 2021, 4, 269–280. [Google Scholar]
- Radonjic, R.; Liewald, M. New process design for reduction ofspringback by forming with alternatingblank draw-in. Procedia Manuf. 2019, 29, 217–224. [Google Scholar] [CrossRef]
- Cheng, W.; Zhang, H.L.; Fu, S.; Xie, H.; Tang, Z.W.; Zhu, Z.L. A process-performance coupled designmethod for hot-stamped tailor rolled blank structure. Thin Walled Struct. 2019, 140, 132–143. [Google Scholar] [CrossRef]
- Cai, W.; Lai, K.-H.; Liu, C.; Wei, F.; Ma, M.; Jia, S.; Jiang, Z.; Lv, L. Promoting sustainability of manufacturing industry through the lean energy-saving and emission-reduction strategy. Sci. Total Environ. 2019, 665, 23–32. [Google Scholar] [CrossRef] [PubMed]
- Cai, W.; Liu, C.; Zhang, C.; Ma, M.; Rao, W.; Li, W.; He, K.; Gao, M. Developing the ecological compensation criterion of industrial solid waste based on energy for sustainable development. Energy 2018, 157, 940–948. [Google Scholar] [CrossRef]
- Cai, W.; Liu, C.; Lai, K.-H.; Li, L.; Cunha, J.; Conghu, L. Energy performance certification in mechanical manufacturing industry: A review and analysis. Energy Convers. Manag. 2019, 186, 415–432. [Google Scholar] [CrossRef]
- Cong, B.L.; Song, F.; Xing, Z.C. Multi-objective CNC gear hobbing parameters optimization model for high efficiency and energy saving. Comput. Integr. Manuf. Syst. 2018, 5, 1–17. [Google Scholar]
- Wei, Y.; Hua, Z.; Zhi, G.J. A multi-objective NC drilling parameter optimization model to achieve low energy consumption and costs. Civ. Archit. Environ. Eng. 2017, 823–826. [Google Scholar]
- Yongtang, L.I.; Huiping, Q.I.; Jianhua, F. U Theoretical and Process Analyses on the Cast-blank Rolling Forming of 42CrMo Bearing Rings. J. Mech. Eng. 2014, 50, 77–85. [Google Scholar]
- Lian, Q.W.; Fei, L.; Xing, W. Multi-objective optimization of machining parameters considering energy consumption. Int. J. Adv. Manuf. Technol. 2014, 71, 1133–1142. [Google Scholar] [CrossRef]
- Yan, W.; Zhang, H.; Jiang, Z.; Hon, K. Multi-objective optimization of arc welding parameters: The trade-offs between energy and thermal efficiency. J. Clean. Prod. 2016, 140, 1842–1849. [Google Scholar] [CrossRef]
- Albertelli, P.; Keshari, A.; Matta, A. Energy oriented multi cutting parameter optimization in face milling. J. Clean. Prod. 2016, 137, 1602–1618. [Google Scholar] [CrossRef]
- Wang, Z.G. Optimization calculation of reverse energy consumption based on feature parameter of NC code. Int. J. Adv. Manuf. Technol. 2017, 93, 3437–3448. [Google Scholar] [CrossRef]
- He, K.; Hong, H.; Tang, R.; Wei, J. Analysis of Multi-Objective Optimization of Machining Allowance Distribution and Parameters for Energy Saving Strategy. Sustainability 2020, 12, 638. [Google Scholar] [CrossRef]
- Xiao, Y.; Yan, W.; Wang, R.; Jiang, Z.; Liu, Y. Research on Blank Optimization Design Based on Low-Carbon and Low-Cost Blank Process Route Optimization Model. Sustainability 2021, 13, 1929. [Google Scholar] [CrossRef]
- Xiao, Y.; Zhang, H.; Jiang, Z. An approach for blank dimension design considering energy consumption. Int. J. Adv. Manuf. Technol. 2016, 87, 1229–1235. [Google Scholar] [CrossRef]
- Duan, J.G.; Li, H.C.; Zhang, Q.L. Green manufacturing-oriented multi-objective scheduling optimization for half built-up marine crank shaft component workshop. Comput. Integr. Manuf. Syst. 2021, 27, 1714–1727. [Google Scholar]
- Wang, R.P.; Yi, J. Characteristics and Mission of Management Thinking with Chinese Characteristics Based on the Business Compass Perspective. In Proceedings of the 8th International Symposium on Project Management (ISPM 2020), Beijing, China, 4–5 July 2020. [Google Scholar]
- Chen, X. Introduction to Taoist philosophy. Chin. Philos. 2019, 106, 14. [Google Scholar]
- Needham, J.; Bray, F. Science and Civilization in China; Part II: Agriculture; Cambridge University Press: Cambridge, UK, 1984; Volume VI, p. 724. [Google Scholar]
- Wang, R.P. Business Compass; Science Press China: Beijing, China, 2020. [Google Scholar]
- Na, Z.; Zhi, W.Z.; Guang, S.J. Multi-Objective Optimization Design of Bar Pass Based on Genetic Algorithm. Iron Steel 2006, 41, 352–355. [Google Scholar]
- Xie, S.T.; Guo, Y.B. Optimization approach of cutting parameters for minimizing production cost in CNC turnings. Comput. Integr. Manuf. Syst. 2011, 17, 2144–2149. [Google Scholar]
- Shi, J.; Liu, F.; Xu, D.; Chen, G. Decision model and practical method of energy-saving in NC machine tool. China Mech. Eng. 2009, 20, 1344–1346. [Google Scholar]









{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Five Dimensions of the Business Compass: Interest→Law→Implement→Trend→Measure | Five Elements of Ancient Chinese Philosophy: Water→Fire→Metal→Wood→Earth | |
|---|---|---|
| Trend can generate law | When conditions emerge, call partners with lofty ideals to create career together. New trend will produce new class and new class will have new dreams. | Wood can generate fire |
| Law can generate measure | Missions, visions and values are like a massive stone against invasion of temptation. They serve as the guiding ideology, action program, operation guideline and conduct standard of an enterprise. | Fire can generate earth |
| Measure can generate implement | Strategies, tactics and organization are the guarantee for an enterprise to release new products or services with competitiveness to the market. They change with the market. | Earth can generate metal |
| Implement can generate interest | Products or services with strong competitiveness is the base of interest maximization. They are the start and result of corporative business activities which strive for fame and interest. | Metal can generate water |
| Interest can generate trend | Interest obtainer incurs interest contender. Rebirth generates new trend. New trend results in interest changes. Such conditions circulate without end. | Water can generate wood |
| Five Dimensions of the Business Compass: Interest→Law→Implement→Trend→Measure | Five Elements of Ancient Chinese Philosophy: Water→Fire→Metal→Wood→Earth | |
|---|---|---|
| Interest can restrain law | A rational interest allocation mechanism and an incentive mechanism against improper interests will keep an enterprise to its course and true to its values. | Water can restrict fire |
| Law can restrain implement | Missions, visions and values of an enterprise restrain the enterprise from deviating from its predetermined technical and product development routes. | Fire can restrict metal |
| Implement can restrain trend | Technical and product innovation capability and market competitiveness guides the trend and market needs. | Metal can restrict wood |
| Trend can restrain measure | The external environment (institutional policy trend, industrial business trend, market trend) can restrict the strategic correctness, tactic power and organizational execution of an enterprise. | Wood can restrict earth |
| Measure can restrain interest | Strategic correctness, tactical effectiveness and organizational fitness directly affect revenue level and contain profitability of an enterprise. | Earth can restrict water |
| Scheme | Blank Dimension | Energy Consumption | Time |
|---|---|---|---|
| 1 | 53.62 | 458.6 | 6.3 |
| 2 | 53 | 483.9 | 6.8 |
| 3 | 55 | 507.5 | 6.98 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Xiao, Y.; Wang, R.; Yan, W.; Ma, L. Optimum Design of Blank Dimensions Guided by a Business Compass in the Machining Process. Processes 2021, 9, 1286. https://doi.org/10.3390/pr9081286
Xiao Y, Wang R, Yan W, Ma L. Optimum Design of Blank Dimensions Guided by a Business Compass in the Machining Process. Processes. 2021; 9(8):1286. https://doi.org/10.3390/pr9081286
Chicago/Turabian StyleXiao, Yongmao, Ruping Wang, Wei Yan, and Lina Ma. 2021. "Optimum Design of Blank Dimensions Guided by a Business Compass in the Machining Process" Processes 9, no. 8: 1286. https://doi.org/10.3390/pr9081286
APA StyleXiao, Y., Wang, R., Yan, W., & Ma, L. (2021). Optimum Design of Blank Dimensions Guided by a Business Compass in the Machining Process. Processes, 9(8), 1286. https://doi.org/10.3390/pr9081286