Abstract
Oat husks are low-value lignocellulosic residues of oat processing that carry an environmental impact. Their polymers (cellulose, hemicellulose, and lignin) can be converted into a wide variety of value-added products; however, efficient pretreatment methods are needed that allow their fine separation for further tailored valorization. This study pioneered the use of milling-free and low acid-catalyzed ethanol organosolv for the delignification of oat husks, allowing their conversion into three high-quality streams, namely, glucan-rich, lignin-rich, and hemicellulosic compound-rich streams. Temperature, retention time, and solid-to-liquid ratio were found to impact the delignification of oat husks when using a one-factor-at-a-time strategy. The ideal conditions that were found (210 °C, 90 min, and solid-to-liquid ratio of 1:2) culminated into glucan and lignin fractions containing 74.5% ± 11.4% glucan and 74.9% ± 7.6% lignin, respectively. These high-purity lignin fractions open the possibility for higher value applications by lignin, potentially impacting the feasibility of second generation biorefineries. The glucan fraction showed 90% digestibility after 48 h of hydrolysis with 10 filter paper units of enzyme cocktail per gram of glucan. Considering the absence of size reduction and high solid loading, together with the quality of the obtained streams, organosolv pretreatment could be a potential strategy for the valorization of oat lignocellulosic residues.
1. Introduction
The global production of oats in the crop year 2018/2019 was 22 million metric tons, with the European Union being the leading producer [1]. The harvesting and processing of oats for food applications gives rise to lignocellulosic residues, namely oat straw and husks/hulls, that need to be integrated into efficient waste management routes and which could contribute to a needed paradigm shift away from a linear economy toward a circular bioeconomy [2].
In addition to lignin, lignocellulosic materials are rich in polysaccharides, namely cellulose and hemicellulose, which can be enzymatically hydrolyzed into monomeric sugars for further use, such as microbial conversion into biofuels and biochemicals [3]. Nonetheless, the recalcitrance of lignocellulosic materials to the direct action of enzymes, and the consequent need for a pretreatment step to deconstruct the material and grant access to the polysaccharides, is well documented in the literature [4,5,6]. As a consequence, the feasibility constraints of lignocellulosic biorefineries start with costly pretreatment steps that are grouped into conventional (e.g., physical, physicochemical, chemical, and biological), advanced, and infant pretreatment methods [4]. The different pretreatment steps have dissimilar impacts on lignocellulosic structures, mostly regarding the fraction (cellulose, hemicellulose, and lignin) that is affected, that is, which fraction is being hydrolyzed and ultimately dissolved [6]. For instance, organosolv pretreatment applies organic solvents to dissolve the lignin and hemicellulose fractions, leading to the separation of a slightly degraded solid glucan-rich fraction [7] (Figure 1). Catalysts such as acids enhance the rate of hydrolysis of hemicellulose and the α-and β-aryl ether linkages in lignin, leading to dissolution of both polymers [7]. The liquid left after separation of glucan, known as black liquor, can be further diluted with water for lignin precipitation and recovery. Therefore, the fine tuning of the organosolv pretreatment-influencing parameters can lead to the deconstruction of lignocellulosic materials into three high-quality streams for further valorization [8] (Figure 1). Pretreatment strategies leading to easy lignin separation and recovery currently represent an advantage in terms of its increasing range of high-value applications. High-value applications require high-purity lignin fractions, which can be obtained through organosolv pretreatment [9].

Figure 1.
Overall scheme of lignocellulosic byproducts originating from oat harvesting and processing. Oat husks are valorized through organosolv pretreatment, wherein three separate high-quality streams, indicated in the square blocks, are produced to be further biorefined and used in a wide range of applications.
Oat straw and husks were investigated for the production of biogas [10], xylanase [11], xylitol [12], ethanol [12,13], bacterial cellulose [14,15,16], hydrogels [17], and polypropylene composites [18]. The pretreatment strategies to overcome lignocellulosic recalcitrance mostly included dilute-acid pretreatment using sulfuric acid [11,19] and nitric acid [13,20,21,22,23], which exhibited the highest impact on dissolution of hemicellulose, and dilute-alkali pretreatment using sodium hydroxide [17,24] and ammonium hydroxide [25], which showed the highest impact on delignification. The use of concentrated salts solutions such as sodium benzoate [26] were also investigated for delignification. Further strategies included microwave-assisted [27] or ultrasonication-assisted dilute-acid pretreatment [28] and a combination of dilute-acid pretreatment and sodium hydroxide delignification [21,29]. Thus, the use of organosolv pretreatment for the delignification of oat-derived lignocellulosic residues is rather unexplored. Furthermore, organosolv studies greatly focused on achieving high purity and highly digestible glucan, pointing out the need for studies regarding the effect of this pretreatment on lignin recovery and purity [8].
This work provides insights into the use of acid-catalyzed ethanol organosolv pretreatment for the deconstruction of oat husks into high-purity lignin and glucan fractions. Special emphasis was given to the effect of the temperature, retention time, and solid-to-liquid ratio on purity and the consequent recovery of lignin from oat husks, while the production of a digestible high-purity glucan fraction was evaluated via enzymatic hydrolysis. The studied parameters were found to influence the delignification of oat husks and high-quality lignin fractions were obtained, thereby opening the possibility for high-value applications. Moreover, oat husks appeared to be a potential substrate for valorization due to the possibility of developing a milling-free and low-acid concentration pretreatment method.
2. Materials and Methods
2.1. Substrate
The oat husks (1 cm length and 0.2 cm thickness) were provided by Lantmännen Agroetanol AB (Norrköping, Sweden) and were used as received for the pretreatment experiments. The compositional characteristics of the oat husks are presented in Table 1.

Table 1.
Composition of untreated oat husks and glucan-rich and lignin-rich fractions obtained at the ideal pretreatment conditions that were identified in this study.
2.2. Organosolv Pretreatment
A series of acid-catalyzed pretreatments were carried out using 150 mL tubular stainless-steel reactors (Swagelok, USA) under static conditions and without internal temperature control. The organosolv pretreatment solution was 50% (v/v) ethanol adjusted to pH 3.0 with 2 M H2SO4. The effects of temperature (150 °C, 180 °C, 195 °C, 210 °C, and 240 °C), retention time (60, 90, and 120 min), and solid-to-liquid ratio (S/L ratio) (1:20, 1:10, 1:5, and 1:2 (w/v)) on the recovery and purity of lignin were studied using a one-factor-at-a-time strategy. Altogether, the pretreatment mixtures contained 5.3–36.4 g oat husks (starting raw material containing 9.8% moisture) and 62–95.47 mL of 50% (v/v) ethanol solution according to the S/L ratio used. The reactors were placed in an oil bath (Bridge Mounted Circulator SE-Z, Julabo, Seelbach, Germany) for temperature maintenance.
After the pretreatment step, the reactors were directly quenched in an ice bath and opened when cold and the pretreated slurries were poured into a sieve (0.25 mm2 pore size) to recover the glucan-rich solid fraction. The latter was washed with 28.3 mL of pretreatment organosolv solution per gram of substrate. The resulting black liquor was further diluted with 56.6 mL milli-Q water per gram of substrate to induce lignin precipitation. The lignin-rich solid fraction was separated from the hemicellulosic compound-rich fraction via centrifugation at 5000× g for 5 min (Thermo Scientific Heraeus Megafuge 8, Waltham, MA, USA). Both the glucan-rich and lignin-rich fractions were oven-dried at 70 °C until they reached a constant weight to determine the recovery yields. The final residual liquid phases were not determined, therefore, the results presented may have been affected by the reactor-to-mixture volume ratio.
2.3. Enzymatic Hydrolysis
Enzymatic hydrolysis of the wet, air-dried, and oven-dried (40 °C) glucan-rich fraction, which were obtained under the ideal conditions that were identified in previous experimental steps, was carried out at a solid loading of 6.67% (w/v). The enzymatic hydrolysis tests were carried out either in 20 mM sodium acetate buffer (pH 5.2) or in a hemicellulosic compound-rich fraction diluted 50% (v/v) with 20 mM sodium acetate buffer. The hemicellulosic compound-rich fraction used for the enzymatic hydrolysis tests was obtained after an evaporation step for water and ethanol removal, using a rotary evaporator at 110 °C rotating at 40 rpm and at a vacuum pressure of 100 mPa. The enzyme cocktail Cellic® Ctec3 (Novozymes, Denmark), with an activity of 222 filter paper units (FPU)/mL, was used at an enzyme loading of 10 FPU/g glucan. The enzymatic hydrolysis experiments were carried out in 12 mL sterile plastic tubes containing 10 mL of the mixture, which were incubated at 50 °C for 48 h using a shaking water bath at 125 rpm. Samples were taken at the end of the enzymatic hydrolysis and centrifuged at 10,000× g for 10 min. The supernatants were stored at –20 °C until chromatographic analysis.
2.4. Analytical Methods
2.4.1. Moisture Content
The moisture contents of the oat husks and the fractions obtained throughout the pretreatment experiments were determined by drying at 70 °C in an oven until they reached a constant weight.
2.4.2. Extractives, Lignin, Polysaccharides, Protein, and Ash
The extractives present in the oat husks were removed with two successive Soxhlet extractions using water and ethanol according to NREL/TP-510-42619 [31]. This was followed by the analysis of lignin (the sum of acid-insoluble and acid-soluble lignin), polysaccharides (glucan, xylan, and arabinan), and ash, according to Sluiter et al. [32]. Briefly, the samples were mixed with 3 mL of 72% H2SO4 and incubated at 30 °C using a water bath with manual stirring every 10 min. The mixtures were then diluted with distilled water to a final volume of 87 mL and autoclaved at 121 °C for 60 min. After the dilute-acid treatment, the samples were vacuum filtered, wherein the filtrate was used for acid-soluble lignin determination by spectrophotometry and to determine glucan, xylan, and arabinan by chromatographic analysis of the acid hydrolysis-derived monomeric sugars. The solid residues obtained after vacuum filtration were dried at 70 °C until they reached a constant weight. The dried samples were then placed in a furnace at 575 °C until they reached a constant weight in order to determine the amount of inorganic material (ash) and acid-insoluble lignin. The compositional analysis of the lignin-rich and glucan-rich fractions followed the same protocols except for the removal of extractives.
The starch content in the initial material was determined using a total starch kit (code K-TSHK) from Megazyme (Ireland). The substrate samples were mixed with 10 mL of 100 mM sodium acetate buffer (pH 5.0) and 0.1 mL of thermostable α-amylase. After an incubation period of 15 min in boiling water, the mixtures were transferred into a water batch at 50 °C, where 0.1 mL of amyloglucosidase was added to the mixtures, followed by incubation for 30 min. The samples were centrifuged at 10,000× g for 5 min and 1 mL of supernatant was added to 4 mL of 100 mM acetate buffer (pH 5.0). After mixing, 0.1 mL of the sample was incubated with 3 mL of glucose determination reagent for 20 min at 50 °C. Lastly, the absorbance of the samples was measured at 510 nm.
The protein content was determined by applying a nitrogen-to-protein conversion factor of 5.83 [30] to the nitrogen value obtained by the Kjeldahl method using block digestion and steam distillation, which was previously described by Ferreira et al. [33]. The apparatus was composed of an InKjel P digestor and a behrotest® S1 distiller (behr Labor-Technik, Düsseldorf, Germany). Substrate samples were mixed with 20 mL of 98% H2SO4, Kjeldahl tables (Merck, Munich, Germany) and antifoam tablets (Thompson and Capper, Cheshire, UK), followed by digestion for 100 min at 100% power. The digestion was followed by neutralization with 32% NaOH and distillation for 5 min. The originated vapour was trapped in 50 mL of 4% H3BO4, followed by titration with 0.1 M HCl until a pH of 4.6 was reached.
2.4.3. High-Performance Liquid Chromatography (HPLC)
HPLC was used for the analysis of various compounds obtained throughout this experimental work. These included glucose, arabinose, and xylose, which were derived from the acid hydrolysis of sugar polymers from oat husks and glucan-rich and lignin-rich fractions, glucose derived from the enzyme hydrolysis of starch with amylases and glucan with Cellic® Ctec3, and acetic acid and ethanol present in the acid hydrolysis-derived and organosolv-derived fractions. The conditions used for HPLC analysis were determined according to Ferreira et al. [34]. The HPLC system (Waters 2695, Milford, MA, USA) was complemented by a refractive index detector (Waters 2414, Milford, MA, USA). The determination of acids, alcohols, and glucose was carried out by using a hydrogen-ion based ion-exchange column (Aminex HPX-87H, Bio-Rad, Hercules, CA, USA) operating at 60 °C with 0.6 mL/min of 5 mM H2SO4 as the eluent. The determination of xylose and arabinose was carried out by using a lead (II)-based column (Aminex HPX-87P, Bio-Rad, Hercules, CA, USA) operating at 85 °C and with 0.6 mL/min of ultrapure water as the eluent.
2.5. Calculations
The recovery of lignin-rich and glucan-rich fractions was determined according to Equations (1) and (2), respectively.
where %RLRF and %RGRF are the percentage recovery of lignin-rich and glucan-rich fractions, respectively, is the oven-dried amount of lignin-rich and glucan-rich fractions obtained after pretreatment, and is the initial amount of oat husks on a dry-weight basis.
The purity of lignin-rich and glucan-rich fractions was determined according to Equations (3) and (4), respectively.
where and are the purity of lignin-rich and glucan-rich fractions, respectively, is the total amount of lignin (the sum of acid-soluble and acid-insoluble lignin), is the amount of glucose determined by HPLC after acid-treatment, is the glucose-to-glucan conversion factor (0.90), and and are the amounts of recovered lignin-rich and glucan-rich fractions, respectively.
The total recovery of lignin and glucan was determined according to Equations (5) and (6), respectively.
where and are the percentage recovery of total lignin and glucan, respectively, and and are the fractions of lignin and glucan existing in oat husks, respectively.
The glucan digestibility was determined according to Equation (7).
where is the glucan digestibility percentage obtained after enzymatic hydrolysis of the glucan-rich fraction, is the concentration of glucose determined by HPLC analysis obtained after enzymatic hydrolysis, and is the concentration of the recovered glucan-rich fraction.
2.6. Statistical Analysis
All experiments as well as the following analysis were carried out in duplicate. The error bars and intervals presented in the figures and tables associated with the average values obtained from measurements in duplicate represent two times the standard deviation. The groups of data obtained at each step of the one-factor-at-a-time strategy were statistically analyzed in Minitab® 17. Analysis of variance (ANOVA) was carried out using general linear models with 95% confidence intervals, and significant differences among groups of data were considered at a p-value of <0.05. Pairwise comparisons among groups of data were carried out according to Tukey’s test.
3. Results
3.1. Effect of Temperature
A series of pretreatments of oat husks were carried out while varying the temperature (150 °C, 180 °C, 195 °C, 210 °C, and 240 °C) and maintaining the solid-to-liquid ratio (1:20) and retention time (120 min). After pretreatment at 150 °C, no significant changes were observed to the oat husks that were still whole (undigested). Although a longer retention time could change the final output, emphasis was given to the temperature effect, aiming for consequent shorter retention times. After pretreatment at 240 °C, the pulp (glucan-rich fraction) looked like a thin slurry and was not possible to collect by sieving during washing with organosolv solution, indicating high degradation of the polymer. Thus, these preliminary tests set the lowest and highest limits for the temperature range for pretreatment of oat husks with a constant retention time and solid-to-liquid ratio, in addition to the organosolv mixture.
The effect of the other tested temperatures on the lignin-rich fraction yield, lignin purity, and consequent lignin recovery are presented in Figure 2a. Temperature was found to have a significant effect on lignin-rich fraction recovery yield (p-value = 0.002), lignin purity (p-value < 0.001), and consequent lignin recovery (p-value = 0.001). Pretreatment of oat husks at 210 °C led to the highest recovery of lignin-rich fraction (20.9% ± 1.4%) and lignin recovery yield (62.2% ± 9.9%). Pretreatment of oat husks at 195 °C led to the highest lignin purity (74.35 ± 5.3%), however no statistical differences were found for lignin purity from samples pretreated at 195 °C and 210 °C. A remarkable difference in lignin purity was observed while increasing the temperature from 180 °C (22.3% ± 0.6%) to 195 °C (74.3% ± 5.3%), which was linked to improved delignification and hemicellulose dissolution (Figure 2a). Altogether, considering both lignin purity and lignin recovery yield, a temperature of 210 °C was chosen for further pretreatment trials. With these conditions, the glucan-rich fraction was composed of 86.5% ± 4.8% glucan, representing a recovery of 85.9% ± 0.1% of the polysaccharide.
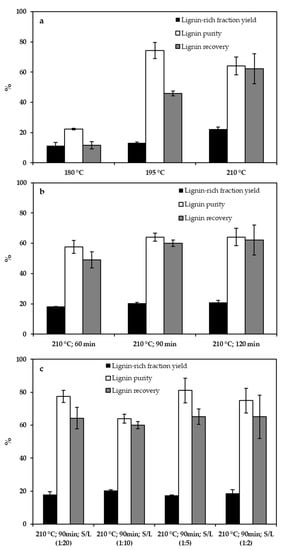
Figure 2.
Profiles of the yield of lignin-rich fraction, lignin purity, and total recovered lignin after pretreatment of oat husks at varying temperatures (a), retention times (b), and solid-to-liquid ratios (S/L) (c).
3.2. Effect of Retention Time
The outputs from oat husk pretreatment at 210 °C using different retention times are presented in Figure 2b. The retention time was found to only influence the yield of lignin-rich fraction recovered, wherein 90 min and 120 min led to similar values of 20.3%–20.9%, which were statistically higher than those obtained when a retention time of 60 min was used. Accordingly, a retention time of 90 min was chosen for further experiments. Under these conditions, the lignin purity was 64.0% ± 2.6% and the total lignin recovered was 60.0% ± 2.3%, which were similar values to those obtained in Section 3.1. A similar observation was found for the glucan-rich fraction, wherein a purity of 78.3% ± 26.9% and a recovery of 85.9% ± 0.2% were obtained.
3.3. Effect of Solid-To-Liquid Ratio
Pretreatment of oat husks was carried out at 210 °C for 90 min at four different solid-to-liquid ratios (S/L ratios), namely, 1:20, 1:10, 1:5, and 1:2. The derived results regarding yield of lignin-rich fraction recovered, lignin purity, and consequent total lignin recovery are presented in Figure 2c. The S/L ratio had a significant effect on the yield of lignin-rich fraction (p-value = 0.010) and lignin purity (p-value = 0.005), but had no effect on the final yield of recovered lignin (p-value = 0.102). Pairwise comparisons found that the output from the pretreatment of oat husks at an S/L of 1:2 was among the highest values for the parameters measured, pointing out that the performance of the process was not influenced by an increase in the S/L ratio. Altogether, pretreatment of oat husks at 210 °C for 90 min and an S/L ratio of 1:2 led to a lignin-rich fraction composed of 74.9% ± 7.6% lignin and 65.1% ± 13.2% of total lignin recovery. The lignin-rich fraction obtained in this work was found to contain glucan and minerals as impurities (Table 1). The glucan-rich fraction was found to be composed of 74.5% ± 10.7% glucan with lignin and minerals impurities (Table 1); a final delignification of 52.3% ± 3.3% was obtained.
3.4. Digestibility of the Glucan-Rich Fraction
The strategy used for sample preparation was found to have an impact on the glucan conversion yield (Figure 3). Both oven-dried and air-dried glucan-rich fractions had negative impacts on enzymatic hydrolysis (ca. 61% and 71% hydrolysis yields, respectively) in comparison to when the fraction was used in its wet form (ca. 90% hydrolysis). In addition, mixing the glucan-rich fraction with an evaporated hemicellulosic compound-rich fraction showed a detrimental impact on glucan conversion yield, indicating the need for pH adjustment throughout the enzymatic hydrolysis process. This impact was lower when the glucan-rich fraction was used in the wet form. The observations on glucan conversion between the dry and wet states of the glucan-rich fraction were most likely a result of the phenomenon of hornification, which is normally observed after sample drying [35].
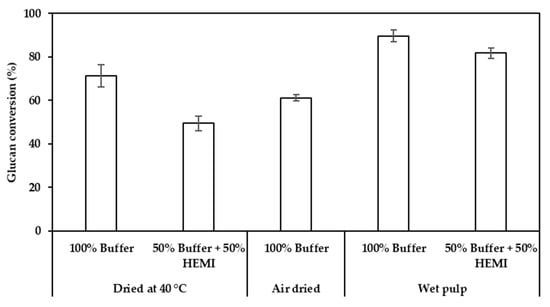
Figure 3.
Conversion yields of glucan under different sample preparation strategies, namely, oven-dried at 40 °C, air-dried, and used in wet form. “HEMI” stands for the hemicellulosic compound-rich fraction obtained after evaporation.
4. Discussion
Organosolv pretreatment performance is influenced by a wide range of parameters, such as temperature, retention time, pH, addition of catalyst, catalyst type and concentration, solvent type and concentration, solid-to-liquid ratio, particle size, and pretreatment vessel design [8]. In this study, temperature, retention time, and S/L ratio were found to impact the delignification of oat husks. Under the ideal conditions identified in this study, where the pretreatment of oat husks was carried out at 210 °C for 90 min at an S/L ratio of 1:2, lignin purity and recovery of ca. 75% and 65% were achieved, respectively, in addition to a high-purity glucan fraction. A review on the use of organosolv pretreatment for the delignification of lignocellulosic materials in the last two years showed that an S/L ratio of 1:10 predominated [8]. Exceptions include the works carried out by Matsakas et al. [36] using silver birch wood chips, by Patel et al. [37] using Norway spruce, and by Yuan et al. [38] using corn stover, wherein an S/L ratio of 1:2 was used. Research works in the literature reported lignin-rich fractions containing >90% lignin [8] achieved via different organosolv pretreatment strategies, namely HCl-catalyzed tetrahydro-2-furanmethanol pretreatment of eucalyptus [39], auto-catalyzed ethanol pretreatment of Eucalyptus nitens bark [40], and oxalic acid-catalyzed glycerol pretreatment of sugarcane trash [41]. The research on organosolv pretreatment has been very heterogeneous regarding the range of systems and substrates used, making in-depth knowledge difficult to achieve due to the wide range of results achieved. These were gathered into a review by Ferreira and Taherzadeh [8]. In general terms, the results obtained fit the outputs previously reported; nonetheless, higher glucan purities and consequently delignification yields were reported. The presence of 27.5% ± 2.7% lignin in the glucan-rich fraction suggests that there is still room for improvement through fine-tuning of organosolv pretreatment. The glucan digestibility achieved considering the hydrolysis time and enzyme loading was in good agreement with previous research works using a wide range of lignocellulosic materials [8].
In addition to contributing to the knowledge on organosolv pretreatment of lignocellulosic materials, especially oat husks, the present study has several practical implications, including sample preparation before pretreatment, acid concentration, type and amount of solvent used, and solid-to-liquid ratio. Organosolv pretreatment of lignocellulosic materials is normally preceded by a size-reduction step, regarded as a physical pretreatment [8]. In this study, the oat husks were used as received, removing an energy-intensive step. Nonetheless, it should be noted that higher temperatures (210 °C vs. 175–180 °C) and longer retention times (90 min vs. 60 min) were used in this study in comparison to the range found in several previous studies [8]. Thus, techno-economic studies are needed in order to reveal the overall impact of the strategy developed in this study.
The acid and solvent concentrations used were the same in all solid-to-liquid ratios, showing that as the solid loading increased, the amount of sulphuric acid and 50% aqueous ethanol added per gram of substrate decreased remarkably. At a solid loading of 1:2, the concentration of sulfuric acid per gram of substrate was 0.014%, a much lower value than that commonly used in the pretreatment of lignocellulosic materials when applying organosolv pretreatment [37,42,43]. Nonetheless, environmental issues are related to the production of sulphuric acid, making a search for alternative catalysts worthwhile. Finally, the fact that ethanol was used as a solvent opens the possibility for process integration in first-generation ethanol facilities (Figure 4). In view of the techno-economic bottlenecks that second-generation ethanol processes still face, integration of lignocellulosic materials into first-generation ethanol plants has gained momentum over the years [44]. This is related to the fact that some of the equipment is already in place (fermenters, distillation columns, etc.), thereby reducing starting capital costs. Thus, after organosolv pretreatment, the glucan-rich fraction can be directed to yeast fermentation, or alternatively, both glucan-and hemicellulosic compound-rich streams can be directed to fungal cultivation [8]. Cultivation using edible filamentous fungi in the side-streams of first-generation ethanol plants was extensively studied for the production of additional ethanol and protein-rich biomass from leftovers from yeast fermentation [33,34,45]. Filamentous fungi are potential biocatalysts able to consume both hexose and pentose sugars, providing an alternative for valorization of the hemicellulosic fraction, an area which is currently rather unexplored [8]. First-generation ethanol plants produce animal feed from their side-streams; consequently, the proposed integration cannot compromise the quality of the animal feed production [46]. Thereby, comprehensive studies are needed regarding the impact of, for instance, sulphuric acid addition during organosolv pretreatment on the final quality of feed ingredients, as well as on the impact of the integration of organosolv pretreatment systems into first-generation ethanol plants from techno-economic and life-cycle assessment standpoints. In addition to the fine-tuning of the organosolv system, the considerable amount of water used throughout the process for pulp washing and lignin precipitation is hypothesized as an additional parameter that should be optimized in further studies.
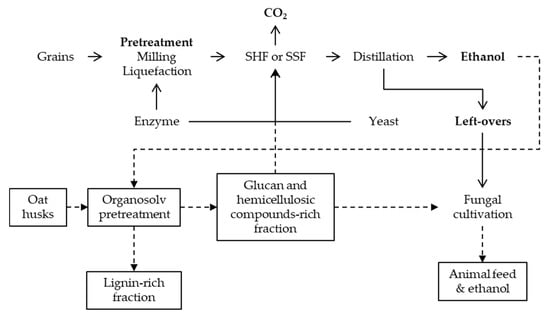
Figure 4.
Proposed strategies for the integration of first- and second-generation ethanol. The originating glucan-and hemicellulosic compound-rich fractions are either directed to yeast fermentation (carried out under separate hydrolysis and fermentation (SHF) or simultaneous saccharification and fermentation (SSF)) or to filamentous fungi cultivation. The starch-based first-generation ethanol process is presented as an example; the integration scheme would be similar in first-generation sugar ethanol.
5. Conclusions
A first set of parameters for acid-catalyzed ethanol organosolv pretreatment of oat husks was found in this study. The lignocellulosic residue was deconstructed into high-purity glucan and lignin fractions containing 74.5% ± 11.4% glucan and 74.9% ± 7.6% lignin, respectively. The high-purity lignin fraction could have high-value applications, the importance of which is gaining momentum regarding efforts to attain feasible second-generation biorefineries. The main achievements of this study are related to the high solid loading used concomitantly with the absence of an energy-intensive size-reduction step. Further improvements are still possible, for example, regarding the acid type and concentration used, solid loading, and delignification level of the glucan-rich fraction.
Author Contributions
Conceptualization, J.A.F. and M.J.T.; methodology, J.A.F. and M.J.T.; formal analysis, R.C. and J.A.F.; investigation, R.C.; writing—original draft preparation, R.C. and J.A.F.; writing—review and editing, J.A.F. and M.J.T.; supervision, J.A.F. and M.J.T.; funding acquisition, M.J.T. All authors read and agreed to the published version of the manuscript.
Funding
This research was funded by the Swedish Agency for Economic and Regional Growth through a European Regional Development Fund.
Conflicts of Interest
The authors declare no conflict of interest.
References
- Statista. Available online: http://www.statista.com/ (accessed on 1 March 2020).
- Taherzadeh, M.J. Bioengineering to tackle environmental challenges, climate changes and resource recovery. Bioengineered 2019, 10, 698–699. [Google Scholar] [CrossRef]
- Sekar, R.; Shin, H.D.; DiChristina, T.J. Direct conversion of cellulose and hemicellulose to fermentable sugars by a microbially-driven Fenton reaction. Bioresour. Technol. 2016, 218, 1133–1139. [Google Scholar] [CrossRef] [PubMed]
- Ahmad, S.; Pathak, V.V.; Kothari, R.; Singh, R.P. Prospects for pretreatment methods of lignocellulosic waste biomass for biogas enhancement: Opportunities and challenges. Biofuels 2018, 9, 575–594. [Google Scholar] [CrossRef]
- Amin, F.R.; Khalid, H.; Zhang, H.; Rahman, S.u.; Zhang, R.; Liu, G.; Chen, C. Pretreatment methods of lignocellulosic biomass for anaerobic digestion. AMB Express 2017, 7, 72. [Google Scholar] [CrossRef] [PubMed]
- Chen, H.; Liu, J.; Chang, X.; Chen, D.; Xue, Y.; Liu, P.; Lin, H.; Han, S. A review on the pretreatment of lignocellulose for high-value chemicals. Fuel Sci. Technol. 2017, 160, 196–206. [Google Scholar] [CrossRef]
- Zhang, Z.; Harrison, M.D.; Rackemann, D.W.; Doherty, W.O.S.; O’Hara, I.M. Organosolv pretreatment of plant biomass for enhanced enzymatic saccharification. Green Chem. 2016, 18, 360–381. [Google Scholar] [CrossRef]
- Ferreira, J.A.; Taherzadeh, M.J. Improving the economy of lignocellulose-based biorefineries with organosolv pretreatment. Bioresour. Technol. 2020, 299, 122695. [Google Scholar] [CrossRef]
- Tian, D.; Hu, J.; Bao, J.; Chandra, R.P.; Saddler, J.N.; Lu, C. Lignin valorization: Lignin nanoparticles as high-value bio-additive for multifunctional nanocomposites. Biotechnol. Biofuels 2017, 10, 192. [Google Scholar] [CrossRef]
- Wu, X.; Yao, W.; Zhu, J. Biogas and CH4 Productivity by Co-Digesting Swine Manure with Three Crop Residues as an External Carbon Source. In 2010 Pittsburgh, PA, 20 June-23 June, 2010; American Society of Agricultural and Biological Engineers: St. Joseph, MI, USA, 2010; p. 1. [Google Scholar]
- Oliveira, L.A.; Porto, A.L.F.; Tambourgi, E.B. Production of xylanase and protease by Penicillium janthinellum CRC 87M-115 from different agricultural wastes. Bioresour. Technol. 2006, 97, 862–867. [Google Scholar] [CrossRef]
- Cortivo, P.R.D.; Hickert, L.R.; Hector, R.; Ayub, M.A.Z. Fermentation of oat and soybean hull hydrolysates into ethanol and xylitol by recombinant industrial strains of Saccharomyces cerevisiae under diverse oxygen environments. Ind. Crop Prod. 2018, 113, 10–18. [Google Scholar] [CrossRef]
- Baibakova, O.V.; Skiba, E.A.; Budaeva, V.V.; Sakovich, G.V. Preparing bioethanol from oat hulls pretreated with a dilute nitric acid: Scaling of the production process on a pilot plant. Catal. Ind. 2017, 9, 257–263. [Google Scholar] [CrossRef]
- Kashcheyeva, E.I.; Gismatulina, Y.A.; Budaeva, V.V. Pretreatments of non-woody cellulosic feedstocks for bacterial cellulose synthesis. Polymers 2019, 11, 1645. [Google Scholar] [CrossRef]
- Kashcheyeva, E.I.; Gladysheva, E.K.; Skiba, E.A.; Budaeva, V.V. A study of properties and enzymatic hydrolysis of bacterial cellulose. Cellulose 2019, 26, 2255–2265. [Google Scholar] [CrossRef]
- Skiba, E.A.; Budaeva, V.V.; Ovchinnikova, E.V.; Gladysheva, E.K.; Kashcheyeva, E.I.; Pavlov, I.N.; Sakovich, G.V. A technology for pilot production of bacterial cellulose from oat hulls. Chem. Eng. J. 2020, 383, 123128. [Google Scholar] [CrossRef]
- Oliveira, J.P.d.; Bruni, G.P.; Lima, K.O.; Halal, S.L.M.E.; Rosa, G.S.d.; Dias, A.R.G.; Zavareze, E.d.R. Cellulose fibers extracted from rice and oat husks and their application in hydrogel. Food Chem. 2017, 221, 153–160. [Google Scholar] [CrossRef] [PubMed]
- Merijs-Meri, R.; Zicans, J.; Ivanova, T.; Bochkov, I.; Varkale, M.; Franciszczak, P.; Bledzki, A.K.; Danilovas, P.P.; Gravitis, J.; Rubenis, K.; et al. Development and characterization of grain husks derived lignocellulose filler containing polypropylene composites. Polym. Eng. Sci. 2019, 59, 2467–2473. [Google Scholar] [CrossRef]
- Demirel, F.; Germec, M.; Coban, H.B.; Turhan, I. Optimization of dilute acid pretreatment of barley husk and oat husk and determination of their chemical composition. Cellulose 2018, 25, 6377–6393. [Google Scholar] [CrossRef]
- Budaeva, V.V.; Skiba, E.A.; Baibakova, O.V.; Makarova, E.I.; Orlov, S.E.; Kukhlenko, A.A.; Udoratina, E.V.; Shcherbakova, T.P.; Kuchin, A.V.; Sakovich, G.V. Kinetics of the enzymatic hydrolysis of lignocellulosic materials at different concentrations of the substrate. Catal. Ind. 2016, 8, 81–87. [Google Scholar] [CrossRef]
- Makarova, E.I.; Budaeva, V.V.; Kukhlenko, A.A.; Orlov, S.E. Enzyme kinetics of cellulose hydrolysis of Miscanthus and oat hulls. 3 Biotech 2017, 7, 317. [Google Scholar] [CrossRef]
- Skiba, E.A.; Budaeva, V.V.; Baibakova, O.V.; Zolotukhin, V.N.; Sakovich, G.V. Dilute nitric-acid pretreatment of oat hulls for ethanol production. Biochem. Eng. J. 2017, 126, 118–125. [Google Scholar] [CrossRef]
- Skiba, E.A.; Mironova, G.F.; Kukhlenko, A.A.; Orlov, S.E. Enhancing the yield of bioethanol from the lignocellulose of oat hulls by optimizing the composition of the nutrient medium. Catal. Ind. 2018, 10, 257–262. [Google Scholar] [CrossRef]
- Skiba, E.A.; Baibakova, O.V.; Budaeva, V.V.; Pavlov, I.N.; Vasilishin, M.S.; Makarova, E.I.; Sakovich, G.V.; Ovchinnikova, E.V.; Banzaraktsaeva, S.P.; Vernikovskaya, N.V.; et al. Pilot technology of ethanol production from oat hulls for subsequent conversion to ethylene. Chem. Eng. J. 2017, 329, 178–186. [Google Scholar] [CrossRef]
- Karki, B.; Rijal, B.; Pryor, S.W. Simultaneous saccharification and fermentation of aqueous ammonia pretreated oat straw for ethanol production. Biol. Eng. Trans. 2011, 4, 157–166. [Google Scholar]
- Denisova, M.N.; Budaeva, V.V.; Pavlov, I.N. Pulps isolated from Miscanthus, oat hulls, and intermediate flax straw with sodium benzoate. Korean J. Chem. Eng. 2015, 32, 202–205. [Google Scholar] [CrossRef]
- Germec, M.; Demirel, F.; Tas, N.; Ozcan, A.; Yilmazer, C.; Onuk, Z.; Turhan, I. Microwave-assisted dilute acid pretreatment of different agricultural bioresources for fermentable sugar production. Cellulose 2017, 24, 4337–4353. [Google Scholar] [CrossRef]
- Debiagi, F.; Madeira, T.B.; Nixdorf, S.L.; Mali, S. Pretreatment efficiency using autoclave high-pressure steam and ultrasonication in sugar production from liquid hydrolysates and access to the residual solid fractions of wheat bran and oat hulls. Appl. Biochem. Biotechnol. 2020, 190, 166–181. [Google Scholar] [CrossRef]
- Soleimani, M.; Tabil, L.G.; Niu, C. Delignification of intact biomass and cellulosic coproduct of acid-catalyzed hydrolysis. AIChE J. 2015, 61, 1783–1791. [Google Scholar] [CrossRef]
- Mariotti, F.; Tomé, D.; Mirand, P.P. Converting nitrogen into protein—Beyond 6.25 and Jones′ factors. Crit. Rev. Food Sci. Nutr. 2008, 48, 177–184. [Google Scholar] [CrossRef]
- Sluiter, A.; Ruiz, R.; Scarlata, C.; Sluiter, J.; Templeton, D. Determination of Extractives in Biomass; NREL: Golden, CO, USA, 2008. [Google Scholar]
- Sluiter, A.; Hames, B.; Ruiz, R.; Scarlata, C.; Sluiter, J.; Templeton, D.; Crocker, D. Determination of Structural Carbohydrates and Lignin in Biomass; NREL: Golden, CO, USA, 2011. [Google Scholar]
- Ferreira, J.A.; Lennartsson, P.R.; Taherzadeh, M.J. Production of ethanol and biomass from thin stillage by Neurospora intermedia: A pilot study for process diversification. Eng. Life Sci. 2015, 15, 751–759. [Google Scholar] [CrossRef]
- Ferreira, J.A.; Lennartsson, P.R.; Taherzadeh, M.J. Production of ethanol and biomass from thin stillage using food-grade Zygomycetes and Ascomycetes filamentous fungi. Energies 2014, 7, 3872–3885. [Google Scholar] [CrossRef]
- Resch, M.G.; Baker, J.O.; Decker, S.R. Enzymatic Saccharification of Lignocellulosic Biomass; NREL: Golden, CO, USA, 2015. [Google Scholar]
- Matsakas, L.; Nitsos, C.; Raghavendran, V.; Yakimenko, O.; Persson, G.; Olsson, E.; Rova, U.; Olsson, L.; Christakopoulos, P. A novel hybrid organosolv: Steam explosion method for the efficient fractionation and pretreatment of birch biomass. Biotechnol. Biofuels 2018, 11, 160. [Google Scholar] [CrossRef] [PubMed]
- Patel, A.; Matsakas, L.; Rova, U.; Christakopoulos, P. Heterotrophic cultivation of Auxenochlorella protothecoides using forest biomass as a feedstock for sustainable biodiesel production. Biotechnol. Biofuels 2018, 11, 169. [Google Scholar] [CrossRef] [PubMed]
- Yuan, W.; Gong, Z.; Wang, G.; Zhou, W.; Liu, Y.; Wang, X.; Zhao, M. Alkaline organosolv pretreatment of corn stover for enhancing the enzymatic digestibility. Bioresour. Technol. 2018, 265, 464–470. [Google Scholar] [CrossRef] [PubMed]
- Xu, Y.H.; Zhou, Q.; Li, M.F.; Bian, J.; Peng, F. Tetrahydro-2-furanmethanol pretreatment of eucalyptus to enhance cellulose enzymatic hydrolysis and to produce high-quality lignin. Bioresour. Technol. 2019, 280, 489–492. [Google Scholar] [CrossRef]
- Romaní, A.; Larramendi, A.; Yáñez, R.; Cancela, Á.; Sánchez, Á.; Teixeira, J.A.; Domingues, L. Valorization of Eucalyptus nitens bark by organosolv pretreatment for the production of advanced biofuels. Ind. Crop Prod. 2019, 132, 327–335. [Google Scholar] [CrossRef]
- Chotirotsukon, C.; Raita, M.; Champreda, V.; Laosiripojana, N. Fractionation of sugarcane trash by oxalic-acid catalyzed glycerol-based organosolv followed by mild solvent delignification. Ind. Crop Prod. 2019, 141, 111753. [Google Scholar] [CrossRef]
- Kalogiannis, K.G.; Matsakas, L.; Lappas, A.A.; Rova, U.; Christakopoulos, P. Aromatics from beechwood organosolv lignin through thermal and catalytic pyrolysis. Energies 2019, 12, 1606. [Google Scholar] [CrossRef]
- Matsakas, L.; Karnaouri, A.; Cwirzen, A.; Rova, U.; Christakopoulos, P. Formation of lignin nanoparticles by combining organosolv pretreatment of birch biomass and homogenization processes. Molecules 2018, 23, 1822. [Google Scholar] [CrossRef]
- Ferreira, J.A.; Brancoli, P.; Agnihotri, S.; Bolton, K.; Taherzadeh, M.J. A review of integration strategies of lignocelluloses and other wastes in 1st generation bioethanol processes. Process Biochem. 2018, 75, 173–186. [Google Scholar] [CrossRef]
- Mitra, D.; Rasmussen, M.L.; Chand, P.; Chintareddy, V.R.; Yao, L.; Grewell, D.; Verkade, J.G.; Wang, T.; van Leeuwen, J. Value-added oil and animal feed production from corn-ethanol stillage using the oleaginous fungus Mucor circinelloides. Bioresour. Technol. 2012, 107, 368–375. [Google Scholar] [CrossRef]
- Lennartsson, P.R.; Erlandsson, P.; Taherzadeh, M.J. Integration of the first and second generation bioethanol processes and the importance of by-products. Bioresour. Technol. 2014, 165, 3–8. [Google Scholar] [CrossRef] [PubMed]




© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).