Abstract
Lactic acid (LA) is an important platform chemical with a wide range of applications, including bioplastic materials, and demand for it is growing rapidly. However, the high cost of feedstock for LA production is a major barrier to industrial production. This study designed a process to produce LA from chestnut shell (CS), a low-cost biomass. The entire process includes KOH pretreatment, enzymatic saccharification, and fermentation. This study investigated the chemical compositions and physicochemical properties of raw CS and KOH pretreated CS (KpCS) to evaluate the impact of the pretreatment process that enhances the conversion of cellulose into glucose. The results showed that KOH affected the lignin removal and surface morphological changes of CS, and FT-IR and TGA patterns correlated to increased cellulose fractions were found. In the fermentation process, Lacticaseibacillus rhamnosus was selected as a prominent LA producer, and the fermentation using KpCS hydrolysate was carried out. As a result, cell growth (27%), glucose consumption (23%), and LA production (21%) were all achieved higher than the control group. The LA production yield from our suggested process was estimated to be 187 g/kg CS, and we concluded that CS has a high potential as a feedstock for LA production.
1. Introduction
Lactic acid is an important platform chemical for the production of polylactic acid (PLA), a biodegradable plastic. PLA is gaining traction as an alternative to petroleum-based plastics due to environmental reasons such as the climate change caused by the use of fossil fuels and the health risks caused by the deposition of waste plastics in the environment (70 million tons/year) [1]. The PLA market was valued at USD 525.47 million in 2020 and is expected to grow at an annual growth rate of 18.1% from 2021 to 2028, reaching a revenue of USD 182.13 million by 2028 [1]. Accordingly, demand for lactic acid is growing rapidly. A total of 270,000 tons of lactic acid are produced each year, and production is expected to increase by 11.5% by 2026 [2]. The production method of lactic acid is divided into chemical and microbial fermentation methods, and fermentative production (by lactic acid bacteria) is preferred for industrial production of lactic acid worldwide [3]. However, it has been pointed out that the main challenge in fermentative lactic acid production is the high cost of the substrate [4]. Therefore, research related to bioprocesses to produce lactic acid from low-cost biomass should be ongoing. Accumulating research on the bioconversion of sustainable feedstocks for lactic acid production contributes to the advancement in industrial lactic acid production technologies.
Food wastes are emerging as a promising source for bioconversion processes [5,6]. In particular, various residues from the food industry are available year-round and do not require farmland [4,7]. Due to these advantages, in recent years, research has been expanding to utilize food wastes as feedstock for sustainable bioprocesses [8]. Food wastes such as pasta waste [9], orange peel waste [10], potato peels [11], and spent coffee grounds [4] have been previously studied as raw materials for lactic acid production. Yields for lactic acid production from biomass were reported as 39 g/kg potato peel waste and 101 g/kg spent coffee ground [4,11]. In order to utilize food waste as a feedstock for the lactic acid production process, a variety of potential feedstocks should be explored to achieve higher yields. In our previous work, chestnut shell (CS) was selected as a promising biomass [12]. This is due to the fact that about 560 thousand tons of CS are discarded globally, and it has a high cellulose content (45%) among various food wastes [13]. For instance, food wastes such as banana peel, orange peel, coconut shell, and walnut shell have been reported to contain 30, 25, 27, and 21% cellulose, respectively [14]. Glucose, a monomer of cellulose, has been reported as a preferred carbon source for lactic acid bacteria [4]. Therefore, it was hypothesized that CS could be utilized as a potential feedstock for lactic acid. The main strategies for producing lactic acid from CS were (i) alkali pretreatment to improve glucose conversion, (ii) enzymatic glucose conversion from the cellulose of CS, (iii) strain selection of lactic acid bacteria with high production performance, and (iv) fermentative production of lactic acid using CS-derived media. In our previous work, potassium hydroxide (KOH) pretreatment improved the enzymatic glucose conversion from the cellulose of CS by 3.1-fold [12]. However, while improved glucose conversion was experimentally achieved, no investigation was conducted to evaluate the effect of alkali pretreatment on the underlying physicochemical properties of CS. In this study, we aimed to evaluate the physicochemical properties of raw CS and KOH-pretreated CS (KpCS) to provide scientific evidence for these experimental results.
The other major objective of the research was to design a fermentation process to produce lactic acid from KpCS with high yield. First, to efficiently produce lactic acid from glucose-rich hydrolysates KpCS, we evaluated the lactic acid production performance of various lactic acid bacteria. Lacticaseibacillus and Levilactobacillus showed high potential in terms of lactic acid production in a previous study [4], and therefore, the strains of Lacticaseibacillus and Levilactobacillus were screened. Next, to evaluate the utilization feasibility of KpCS hydrolysates, the lactic acid fermentation process was performed using the control medium and the KpCS hydrolysate-based medium by the strain with the highest lactic acid production. Finally, the overall mass balance for producing lactic acid from CS was estimated based on 1 kg of feedstock to evaluate the potential of the suggested bioprocess.
2. Materials and Methods
2.1. Biomass, Chemicals, and Enzymes
CS biomasses were acquired from Cheongmyeongyagcho (Chungju, Republic of Korea). Glucose and lactic acid were acquired from Sigma-Aldrich (St. Louis, MO, USA). Cellulases (Celluclast 1.5 L and Cellic CTec2) were acquired from Novozymes (Krogshoejvej, Denmark). Peptone, beef extract, and yeast extract were acquired from BD Difco (Sparks, MD, USA). Potassium hydroxide, tween 80, potassium phosphate dibasic, sodium acetate, ammonium citrate, magnesium sulfate, and sulfuric acid were acquired from Samchun Chemical (Seoul, Republic of Korea). Manganese(II) sulfate monohydrate was purchased from Duksan Chemical (Ansan, Republic of Korea).
2.2. Alkali Pretreatment of Biomass
All biomasses were dried to avoid contamination by microbes and to calculate the mass balance on a dry weight basis (Scheme 1). Raw CS was pretreated with KOH in order to enhance enzymatic glucose production according to our previous study [12]. Treatment conditions were as follows: biomass loading, 92.7 g dried solid/L potassium hydroxide (3%, w/w); treatment temperature, 38.6 °C; and treatment time, 150 min (Scheme 1). The reaction was conducted in a 1 L Erlenmeyer flask in a water bath. After the treatment, solids were recovered from liquids and then washed with distilled water using a test sieve (90 μm size) until the pH of the solids reached neutral. The neutralized solids were dried in an oven at 100 °C overnight. The final solids (i.e., KpCS) were used for further experiments such as (i) physicochemical analyses for its characterization and (ii) enzymatic saccharification for glucose production.

Scheme 1.
The biomass pretreatment processes for the chestnut shell (CS). The final product was denoted as KOH-pretreated CS (KpCS).
2.3. Characterization of Raw and KOH-Pretreated Biomass
The raw CS (unpretreated sample) and KpCS were analyzed by SEM, FT-IR, and TGA. Before the analyses, the samples were dried in an oven at 100 °C overnight. For SEM analysis, the samples were sputtered with platinum and then analyzed using SEM (Quanta FEG 250, FEI, Hillsboro, OR, USA), which was operated at 15 kV. For FT-IR analysis, FT-IR spectroscopy (FTIR-4600, JASCO, Easton, MD, USA,) was used, and the spectra were monitored from 4000 to 400 cm−1. TGA analysis was carried out using the TGA Q50 thermogravimetric analyzer (TA Instruments, New Castle, DE, USA). The samples were heated from 30 °C to 650 °C at a heating rate of 10 °C/min.
2.4. Enzymatic Saccharification for Glucose Production
KpCS showed a 3.1-fold improved enzymatic glucose production compared to raw CS [12], and therefore KpCS was selected as raw material for enzymatic glucose production. KpCS was hydrolyzed by cellulase to produce glucose from cellulose fraction. The cellulase reaction conditions were as follows: biomass loading, 30 g dried solid/L buffer (pH 4.8); cellulase loading, 240 filter paper units of Celluclast 1.5 L/g solid and 120 cellobiase units of Cellic CTeC2/g solid; reaction temperature, 50 °C; and reaction time, 5 days. These are optimal conditions for producing glucose from KpCS with high conversion [12]. After the enzyme reaction, the liquids were separated from solids using a centrifuge and then concentrated using a rotary evaporator. The concentrated hydrolysates were used for further experiments (i.e., fermentation).
2.5. Strain Selection for Efficient Lactic Acid Production
To select the lactic acid bacteria with high production performance, fermentations of Lacticaseibacillus rhamnosus KCTC 5033 (ATCC 53103), Lentilactobacillus buchneri KCTC 5064 (ATCC 4005), and Levilactobacillus brevis KCTC 3102 (ATCC 8287) were carried out. The seed culture and the main culture were grown in MRS (deMan, Rogosa, Sharpe, MRS) media. The components of MRS media were as follows [4]: 20 g/L glucose, 10 g/L peptone, 10 g/L beef extract, 5 g/L yeast extract, 1 mL tween 80, 2 g/L potassium phosphate dibasic, 5 g/L sodium acetate, 2 g/L ammonium citrate, 0.1 g/L magnesium sulfate, and 0.05 g/L manganese (II) sulfate monohydrate (pH = 6.5). All media were sterilized at 121 °C for 15 min. All strains were pre-cultured in each medium at 30 °C (L. brevis) or 37 °C (L. rhamnosus and L. buchneri) overnight. A total of 2 mL of seed cultured broth was inoculated in a new MRS medium. The fermentation was performed at 180 rpm for 24 h. After the fermentation, 1 mL of the liquid was sampled from the medium, and then the lactic acid concentration was measured by HPLC analysis. In addition, the cell growth (OD600nm) was measured.
2.6. Lactic Acid Fermentation Profiling
Lactic acid production was carried out through the fermentation of Lacticaseibacillus rhamnosus KCTC 5033. The concentrated hydrolysates containing glucose were used as a carbon source for the lactic acid production medium. For the seed culture, L. rhamnosus was inoculated into the MRS medium and then cultured at 37 °C overnight. A total of 2 mL of seed cultured broth (optical density at 600 nm (OD600nm) = 4) was inoculated in each MRS medium made with hydrolysate (with 30 g/L glucose; experimental group) or commercial glucose (with 30 g/L glucose; control group) for lactic acid production. The main culture was carried out at 37 °C and 200 rpm for 48 h. Cell growth (OD600nm), glucose concentration, and lactic acid concentration were profiled during fermentation.
2.7. Analytical Methods
To investigate the effects of KOH pretreatment on the compositional changes of CS, the chemical compositions of CS and KpCS were analyzed. Cellulose and hemicellulose contents were determined in our previous studies [12,13]. Lignin content was determined according to the method of Jang et al. [15]. Briefly, 0.1 g of biomass was soaked in 1 mL of 72% sulfuric acid at 45 °C. After 90 min, 28 mL of distilled water was added to dilute the mixture into 4% acid and then further reacted for 1 h at 121 °C. Afterward, the acid-hydrolyzed mixture was filtered through pre-weighed filter paper, and the paper was dried at 105 °C. Finally, the weight of the dried residue was measured.
For the quantification of glucose and lactic acid concentrations, high-performance liquid chromatography (HPLC) analysis was applied. The HPLC analysis conditions were as follows: Shodex SH1011 column (8 × 300 mm), Shimadzu RID-10A detector, and 0.005 N sulfuric acid as a mobile phase (0.8 mL/min flow). Analytical-grade glucose and lactic acid were used as standard materials for the construction of quantification curves. Based on the results, lactic acid conversion was determined using the following Formula (1) [4]:
Lactic acid conversion (%)
= (produced lactic acid (g)/consumed glucose (g)) × 100.
= (produced lactic acid (g)/consumed glucose (g)) × 100.
To estimate the overall process yield, the analysis of mass balance was performed. The entire process included KOH pretreatment, enzymatic saccharification, and fermentation. In the KOH pretreatment process, there was a solid loss after the reaction. Solid recovery (SR) after the pretreatment was calculated as a percentage of the weight of CS/weight of KpCS. In the enzymatic saccharification process, enzymatic digestibility (ED) is the percentage of glucose produced from cellulose in biomass. The weight of lactic acid that could be produced from 1 kg of CS was estimated, considering SR, ED, and lactic acid conversion.
3. Results
3.1. Effect of Alkali Pretreatment on the Chemical Composition of Chestnut Shell
To investigate the effects of alkali pretreatment on the compositional changes of biomass, the composition of CS and KpCS was analyzed (Table 1). The cellulose content (%, dry weight basis) of CS was increased by about 1.5-fold after KOH pretreatment. In contrast, hemicellulose and lignin contents were decreased after the pretreatment. Notably, the lignin content of KpCS was only 9.6%.

Table 1.
Chemical composition of raw chestnut shell (CS) and KOH pretreated CS (KpCS).
3.2. Effect of Alkali Pretreatment on the Physicochemical Properties of Chestnut Shell
Physicochemical changes in biomass after pretreatment should be investigated because these affect the results of subsequent processes (enzymatic saccharification and fermentation). In this section, various physicochemical properties of raw CS and KpCS were analyzed through SEM, FT-IR, and TGA.
3.2.1. Surface Morphology
Morphological changes in raw CS and KpCS were investigated to study the structural modification of the surface. Figure 1 shows the SEM images of raw CS and KpCS, showing significant differences between the two samples. The raw sample showed a smooth and compact surface without any cracks and crevices. However, after KOH pretreatment, the surface of KpCS exhibited some irregular cracks compared to the raw sample. In this regard, the composition of various components in the biomass changed after treatment (Table 1). Since changes in biomass surface affect the bioprocess using biomass as a feedstock, further analysis was performed.
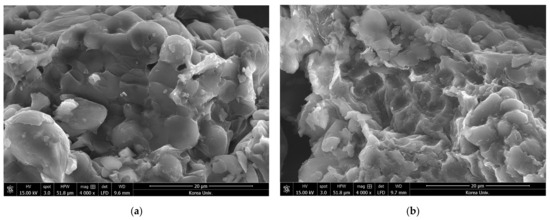
Figure 1.
SEM images of chestnut shells (CSs): raw sample (a) and KOH pretreated sample (b).
3.2.2. Surface Chemistry
FT-IR analysis was carried out to investigate the chemical changes between raw CS and KpCS, and the results are shown in Figure 2. There are differences in FT-IR patterns between the two samples. The most notable peak appeared around 1017 cm−1. This peak was improved in the KpCS sample compared to the raw CS. Peaks around 1427, 1512, and 1647 cm−1 related to the aromatic ring were slightly enhanced in the FT-IR spectrum of KpCS. On the other hand, the peak around 3341 cm−1 was significantly increased after pretreatment. These significant changes are the evidence that the pretreatment process changed the surface chemistry of the CS.
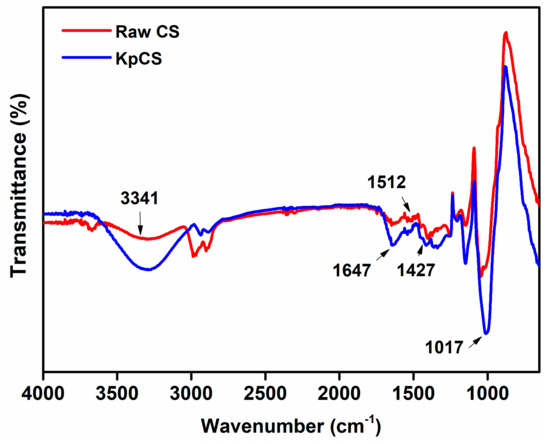
Figure 2.
FT-IR spectra of chestnut shells (CSs): raw sample (red line) and KOH pretreated sample (blue line).
3.2.3. Thermal Properties
TGA was performed to investigate the thermal properties of raw CS and KpCS, and the TGA and derivative thermogravimetric (DTG) spectra are shown in Figure 3. Thermal degradation of both samples was observed over a wide range of temperatures (100–600 °C). In the TGA curve, a slight decrease in the weight of both samples was observed up to about 150 °C (Figure 3a). At 150–250 °C, the decomposition of raw CS occurred, where weight losses of about 15.2% were recorded, but not significantly observed in the KpCS (Figure 3b). One distinct peak was observed in both samples after a temperature of 250 °C. At a temperature range of about 250–350 °C, raw CS showed the highest derivative weight; the weight losses were determined to be about 35%. In the case of KpCS, the weight loss was approximately 53% at the same temperature range. Both samples decomposed slowly at 350–600 °C, and the weight loss was similar (14–15%) between raw CS and KpCS.
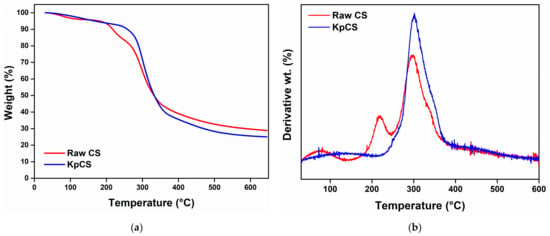
Figure 3.
TGA results for chestnut shells (CSs). TGA curves (a) and DTG (b) of raw sample (red line) and KOH pretreated sample (blue line).
3.3. Bioconversion of Chestnut Shell Hydrolysate into Lactic Acid
3.3.1. Strain Selection for Efficient Lactic Acid Production
To select a fermentation strain with high lactic acid production, a screening test was performed by fermentation of L. rhamnosus, L. buchneri, and L. brevis. The cell growth and lactic acid production were measured, and the results are shown in Figure 4. As a result, cell growth of all strains ranged from about 5.8 to 7.2, similar between the three strains. In the case of lactic acid production, L. rhamnosus revealed the highest lactic acid production (16.4 ± 0.14 g/L), but the others produced lactic acid at a lower concentration as follows: L. buchneri, 8.4 ± 0.09 g/L and L. brevis, 8.0 ± 0.09 g/L. It is important to note that L. rhamnosus produced about two times more lactic acid than the other two species.
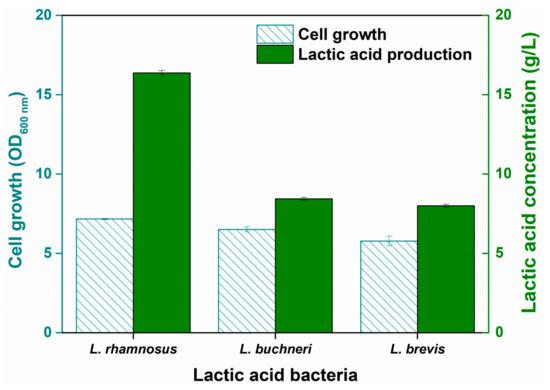
Figure 4.
Lactic acid production performance of three lactic acid bacteria. Lacticaseibacillus rhamnosus KCTC 5033, Lentilactobacillus buchneri KCTC 5064, and Levilactobacillus brevis KCTC 3102 were tested.
3.3.2. Lactic Acid Fermentation Using Chestnut Shell Hydrolysate
The utilization feasibility of KpCS hydrolysates was evaluated based on shake flask fermentation for lactic acid production. This bioconversion process was performed using L. rhamnosus due to its high production performance (Figure 4). Figure 5 shows the fermentation profiles in the control medium and the hydrolysate-based medium, including glucose concentrations, lactic acid concentrations, and cell growth. The carbon source initially supplied to both media was equal to 30 g/L. In the hydrolysate-based medium, the glucose was completely consumed within 24 h, while in the control medium, it was completely consumed after 30 h. At 24 h, L. rhamnosus showed an approximately 27% higher growth in the hydrolysate-based medium, with no additional growth thereafter. The carbon source in the control medium remained until 30 h (approximately 2.7 g/L), allowing L. rhamnosus continuation of growth. During both fermentations, as the number of cells of L. rhamnosus increased and consumed carbon sources, lactic acid was produced as a fermentation product. Finally, L. rhamnosus produced lactic acid up to 20.7 g/L (at 48 h) and 18.8 g/L (at 24 h) in the control and hydrolysate-based medium, respectively. At 24 h, the lactic acid produced in the control medium amounted to only about 15.6 g/L. It is important to note that L. rhamnosus grew rapidly, consumed carbon sources rapidly, and exhibited higher lactic acid productivity at 24 h (about 0.78 g/L/h; control: 0.65 g/L/h) in the hydrolysate medium compared to the control.
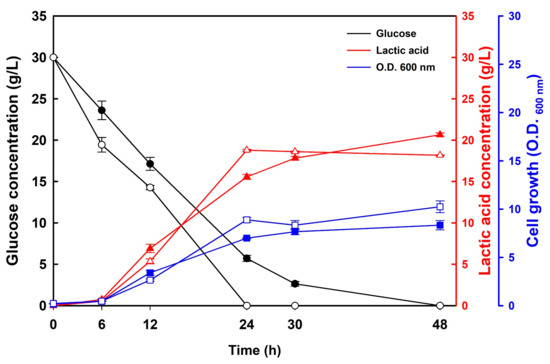
Figure 5.
Lactic acid fermentation by Lacticaseibacillus rhamnosus using the control medium (filled symbol) and the hydrolysates from chestnut shells (open symbol).
3.4. Evaluation of Overall Bioprocesses for Valorizing Waste Chestnut Shell
An evaluation of the potential applications of the developed process was carried out based on the mass balance. Figure 6 shows the mass flow for the overall process for producing lactic acid from 1000 g of CS, where each number is estimated based on experimental data. In our previous study [12], the KOH pretreatment process was developed and optimized to improve glucose production yield from CS. CS was treated under mild conditions and its physicochemical properties were investigated in this study. KpCS contains 359 g of glucan after pretreatment, and it could be converted to 299 g of glucose through enzymatic saccharification. The 299 g of glucose can be used as a feedstock to produce high-value-added products through microbial fermentation. In this study, hydrolysate was applied to produce lactic acid, a monomer of biodegradable bioplastics. In the fermentation process by L. rhamnosus, it showed lower lactic acid production at 24 h in the control medium. In contrast, 187.3 g of lactic acid can be produced from the hydrolysate, a 21% improvement compared to the control. Therefore, CS is a promising source for lactic acid production, and the developed overall process results in high yields compared to the control process.
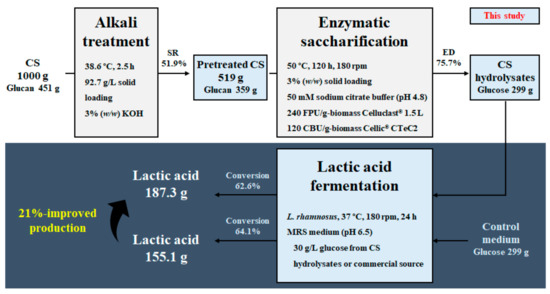
Figure 6.
Mass balance for lactic acid production from chestnut shell (CS). The alkali pretreatment and enzymatic saccharification of CS were performed in our previous study [12]. This study covers the characterization of KOH-pretreated CS and bioconversion process after enzymatic saccharification. SR, solid recovery; ED, enzymatic digestibility.
4. Discussion
The surface morphology, surface chemistry, and thermal properties of CS and KpCS were investigated, and the results showed significantly different properties between the two. After a pretreatment process, the surface morphology of biomass generally changes [15]. These changes occur because alkali reagents can dissolve part of the lignin and hemicellulose and can vary depending on the type of pretreatment method and the type of solvent used [16,17]. The KpCS showed significant structural alterations along with the generation of cracks and crevices (Figure 1), and the results indicate a breakdown of the lignocellulosic matrix. Alkali pretreatment results in the removal of lignin and hemicellulose fractions, which can lead to an increase in cellulose (i.e., glucan) content [18,19]. A similar trend was found in the alkali pretreatment of CS (Table 1). The distortion of surface morphology of biomass by pretreatment can improve the accessibility of enzymes to cellulose [20], and in fact, it was previously found that the enzymatic digestibility of KpCS was improved by approximately 3.1-fold compared to raw CS [12].
The FT-IR results confirmed that the alkali pretreatment changed the properties of CS (Figure 2). The peak at 1017 cm−1, observed more strongly in KpCS, is assigned to the CO stretch of the cellulose. Souza et al. [21] explained that after alkali pretreatment, some fractions of the biomass (such as hemicellulose) are partially removed, which improves the signature peak of cellulose. FT-IR data prove the increase in cellulose portions of CS by the pretreatment process. The peaks around 1427, 1512, and 1647 cm−1 are assigned to lignin aromatic ring structures. These peaks were enhanced in KpCS, which may be due to the depolymerization of the lignin of CS into small aromatic ring structures [22]. The peak at 3341 cm−1 is related to OH stretching vibrations of cellulose [23]. In fact, OH stretching vibrations in cellulose were observed at 3338 and 3350 cm−1, and the slight shift is associated with an increase or decrease in hydrogen bonds [24]. After KOH pretreatment of CS, this peak was more enhanced, indicating the effective removal of fractions apart from cellulose [25]. In fact, KpCS contained more cellulose and less lignin and hemicellulose than CS (Table 1).
TGA results reflect the composition and chemical properties of CS and KpCS. First, the significant weight loss of raw CS (about 15.2%) at temperatures of 150–250 °C is estimated to be due to the degradation of hemicellulose [26]. It should be noted that raw CS contains about 37% more hemicellulose than KpCS (Table 1). In the temperature range of 250–350 °C, the weight loss of KpCS was found to be 53%, which is 1.5-fold greater than that of raw CS, indicating that the lignin in CS was effectively removed after the pretreatment process and the cellulose content was increased compared to that of raw CS [27]. After the cellulose was decomposed, ash and lignin usually remained after 350 °C [27], with lignin slowly decomposing by 600 °C. Overall, the results of SEM, FT-IR, and TGA analyses demonstrate that alkali pretreatment causes significant changes in the physicochemical properties of CS. All results support the fact that the cellulose content of CS was increased through decomposition of hemicellulose and lignin. The change in the physicochemical properties of CS presumably had a positive impact on the increased enzymatic digestibility of KpCS.
The lignin content of CS decreased, and the cellulose content increased after KOH pretreatment (Table 1). As a result, the ED of KpCS was improved compared to that before pretreatment [12], which makes it suitable for preparing glucose-rich CS hydrolysate. A fermentation process was designed to evaluate the feasibility of the hydrolysates as a raw material for lactic acid production. The results of the strain screening for lactic acid production showed the extreme potential of L. rhamnosus (Figure 4). In a previous study, we reported that L. brevis and L. parabuchneri produced 3.9 g/L (conversion = 41.3%) and 5.1 g/L (conversion = 55.8%) of lactic acid after 12 or 24 h fermentation, respectively, in a control medium containing lignocellulosic sugars [4]. The current study showed that the lactic acid conversion of L. buchneri and L. brevis was approximately 42.2% and 40.0%, respectively. Beyond these strains, L. rhamnosus was determined to be a lactic acid producer with a high production performance (conversion = 64.1%). As shown in Figure 5, CS hydrolysates are expected to replace the control medium due to the similar profiles of the two media. Rather, L. rhamnosus achieved maximum growth and lactic acid production faster in the experimental medium. The accelerated fermentation results in biomass hydrolysate media have been reported in numerous studies [28,29,30]. The first hypothesis is the presence of organic acids (e.g., acetic acid), oligosaccharides, proteins, lipids, and other elements in the biomass hydrolysate. Organic acids can contribute to increased ATP levels in pathways related to the tricarboxylic acid cycle [31]. On the other hand, cellobiose and oligosaccharides can be generated from CS in the enzymatic saccharification process, which can be used as an additional carbon source for L. rhamnosus. Some species of L. rhamnosus have been reported to produce β-glucosidase [32]. The second hypothesis is that a properly balanced C/N can lead to faster growth of lactic acid bacteria [33]. Unknown N sources present in KpCS hydrolysate need to be further characterized. Further research should focus on identifying the components of the hydrolysate-based medium (such as oligosaccharides, proteins, lipids, and trace metals) and studying the kinetics of the fermentation process in depth.
It is important to note that the prepared CS hydrolysate had no inhibitory effect on lactic acid production by L. rhamnosus. The developed bioconversion process achieved a yield of 187 g lactic acid/kg biomass, a 21% improvement over the control process, and thus has a high potential for utilization. The current study experimentally demonstrated that CS is valuable as a feedstock for lactic acid production. The yields of lactic acid production from food waste reported were 39 g/kg potato peel waste and 101 g/kg spent coffee ground [4,11], and CS has great potential as a low-cost biomass for lactic acid production. The generation of CS was estimated to be 560 thousand tons per year [13], which is expected to be converted into 105 thousand tons of lactic acid by the proposed process. To realize this, (i) strategies for the collection and transportation of biomass and (ii) techno-economic assessments must be addressed in the near future.
The lactic acid produced by the fermentation process can be converted into PLA through several steps such as polycondensation of lactic acid and ring-opening polymerization [2]. Then, PLA can be utilized as a high-value biomaterial such as food packaging materials and medical materials [2,34]. To realize this, future research should focus on utilizing LA derived from control media and biomass hydrolysate media as feedstock for further steps.
5. Conclusions
In this study, the physicochemical characterization of raw CS and KpCS was performed for the first time. The surface morphology, functional groups, and thermal properties of KpCS supported the improved cellulose content and enzymatic glucose conversion of KpCS compared to those of raw CS. The change in the physicochemical properties of CS by KOH had a positive effect on the improvement of yields in the subsequent processes of enzymatic saccharification and fermentation. KpCS was suitable as a feedstock for glucose-rich hydrolysate, and among several lactic acid bacteria, L. rhamnosus was determined to be the strain with high lactic acid production. L. rhamnosus showed improved fermentation performance in the KpCS hydrolysate-based medium at 24 h fermentation compared to that in the control process: glucose consumption, 30 g/L (23% improved); lactic acid production, 18.8 g/L (21% improved); lactic acid productivity, 0.78 g/L/h (20% improved). It was estimated that approximately 187 g of lactic acid could be produced from 1 kg of CS through the bioconversion process designed in this study. In conclusion, CS is a feedstock with a high potential for lactic acid production.
Author Contributions
Conceptualization, J.L., C.P. and H.Y.Y.; methodology, S.K. and H.S.; validation, K.H.L. and H.Y.Y.; formal analysis, J.L. and S.K.; investigation, H.S. and K.H.L.; data curation, J.L. and K.H.L.; writing—original draft preparation, J.L.; writing—review and editing, C.P. and H.Y.Y.; visualization, J.L.; supervision, H.Y.Y.; project administration, C.P. and H.Y.Y.; funding acquisition, C.P. and H.Y.Y. All authors have read and agreed to the published version of the manuscript.
Funding
This research was supported by Korea Institute of Marine Science and Technology Promotion (KIMST) funded by the Ministry of Oceans and Fisheries (grant number 20220258).
Data Availability Statement
The data presented in this study are available on request from the corresponding author.
Conflicts of Interest
The authors declare no conflict of interest.
References
- Mehmood, A.; Raina, N.; Phakeenuya, V.; Wonganu, B.; Cheenkachorn, K. The Current Status and Market Trend of Polylactic Acid as Biopolymer: Awareness and Needs for Sustainable Development. Mater. Today Proc. 2023, 72, 3049–3055. [Google Scholar] [CrossRef]
- Swetha, T.A.; Ananthi, V.; Bora, A.; Sengottuvelan, N.; Ponnuchamy, K.; Muthusamy, G.; Arun, A. A review on biodegradable polylactic acid (PLA) production from fermentative food waste—Its applications and degradation. Int. J. Biol. Macromol. 2023, 234, 123703. [Google Scholar] [CrossRef] [PubMed]
- Huang, S.; Xue, Y.; Yu, B.; Wang, L.; Zhou, C.; Ma, Y. A Review of the Recent Developments in the Bioproduction of Polylactic Acid and Its Precursors Optically Pure Lactic Acids. Molecules 2021, 26, 6446. [Google Scholar] [CrossRef] [PubMed]
- Lee, K.H.; Jang, Y.W.; Lee, J.; Kim, S.; Park, C.; Yoo, H.Y. Statistical Optimization of Alkali Pretreatment to Improve Sugars Recovery from Spent Coffee Grounds and Utilization in Lactic Acid Fermentation. Processes 2021, 9, 494. [Google Scholar] [CrossRef]
- Lee, Y.G.; Ju, Y.; Sun, L.; Park, S.; Jin, Y.S.; Kim, S.R. Acetate-rich Cellulosic Hydrolysates and Their Bioconversion Using Yeasts. Biotechnol. Bioprocess Eng. 2022, 27, 890–899. [Google Scholar] [CrossRef]
- Supaporn, P.; Yeom, S.H. Optimized Sugar Extraction and Bioethanol Production from Lipid-extracted Sewage Sludge. Biotechnol. Bioprocess Eng. 2022, 27, 119–125. [Google Scholar] [CrossRef]
- Sarangi, P.K.; Mishra, S.; Mohanty, P.; Singh, P.K.; Srivastava, R.K.; Pattnaik, R.; Adhya, T.K.; Das, T.; Lenka, B.; Gupta, V.K.; et al. Food and Fruit Waste Valorisation for Pectin Recovery: Recent Process Technologies and Future Prospects. Int. J. Biol. Macromol. 2023, 235, 123929. [Google Scholar] [CrossRef]
- Kim, D.S.; Lee, J.H.; Shin, H.J. Optimization of Vacuum Frying Process for Sweet Potato Chip Manufacturing Using Response Surface Methodology and Artificial Neural Network Model. Biotechnol. Bioprocess Eng. 2023, 28, 554–567. [Google Scholar] [CrossRef]
- Marzo-Gago, C.; Venus, J.; López-Gómez, J.P. Production of lactic acid from pasta wastes using a biorefinery approach. Biotechnol. Biofuels Bioprod. 2022, 15, 128. [Google Scholar] [CrossRef]
- Bustamante, D.; Tortajada, M.; Ramón, D.; Rojas, A. Production of D-Lactic Acid by the Fermentation of Orange Peel Waste Hydrolysate by Lactic Acid Bacteria. Fermentation 2020, 6, 1. [Google Scholar] [CrossRef]
- Ozer Uyar, G.E.; Uyar, B. Potato Peel Waste Fermentation by Rhizopus oryzae to Produce Lactic Acid and Ethanol. Food Sci. Nutr. 2023, 11, 5908–5917. [Google Scholar] [CrossRef] [PubMed]
- Lee, J.; Kim, S.; Lee, K.H.; Lee, S.K.; Chun, Y.; Kim, S.W.; Park, C.; Yoo, H.Y. Improvement of Bioethanol Production from Waste Chestnut Shells via Evaluation of Mass Balance-Based Pretreatment and Glucose Recovery Process. Environ. Technol. Innov. 2022, 28, 102955. [Google Scholar] [CrossRef]
- Lee, K.H.; Lee, S.K.; Lee, J.; Kim, S.; Park, C.; Kim, S.W.; Yoo, H.Y. Improvement of Enzymatic Glucose Conversion from Chestnut Shells through Optimization of KOH Pretreatment. Int. J. Environ. Res. Public Health 2021, 18, 3772. [Google Scholar] [CrossRef] [PubMed]
- Chun, Y.; Lee, S.K.; Yoo, H.Y.; Kim, S.W. Recent Advancements in Biochar Production According to Feedstock Classification, Pyrolysis Conditions, and Applications: A Review. Bioresources 2021, 16, 6512–6547. [Google Scholar] [CrossRef]
- Jang, H.-A.; Bae, E.-K.; Kim, M.-H.; Park, S.-J.; Choi, N.-Y.; Pyo, S.-W.; Lee, C.; Jeong, H.-Y.; Lee, H.; Choi, Y.-I.; et al. CRISPR-Knockout of CSE Gene Improves Saccharification Efficiency by Reducing Lignin Content in Hybrid Poplar. Int. J. Mol. Sci. 2021, 22, 9750. [Google Scholar] [CrossRef] [PubMed]
- Jiang, Y.; Wang, X.; Wu, Z.; Xu, J.; Hu, L.; Lin, L. Integration of Hemicellulose Pre-Extraction and Solid Alkali-Oxygen Cooking Processes for Lignocellulose Fractionation with Emphasis on Xylan Valorization. Korean J. Chem. Eng. 2021, 38, 788–796. [Google Scholar] [CrossRef]
- Shahzad, H.M.A.; Khan, S.J.; Khan, M.; Schönberger, H.; Weber, F.A. Performance and Cost-Benefit Analysis of Anaerobic Moving Bed Biofilm Reactor for Pretreatment of Textile Wastewater. Korean J. Chem. Eng. 2023, 40, 1389–1400. [Google Scholar] [CrossRef]
- Wang, X.; He, J.; Pang, S.; Yao, S.; Zhu, C.; Zhao, J.; Liu, Y.; Liang, C.; Qin, C. High-Efficiency and High-Quality Extraction of Hemicellulose of Bamboo by Freeze-Thaw Assisted Two-Step Alkali Treatment. Int. J. Mol. Sci. 2022, 23, 8612. [Google Scholar] [CrossRef]
- Zhang, H.; Wu, J. Statistical optimization of aqueous ammonia pretreatment and enzymatic hydrolysis of corn cob powder for enhancing sugars production. Biochem. Eng. J. 2021, 174, 108106. [Google Scholar] [CrossRef]
- Dev, B.; Bakshi, A.; Paramasivan, B. Prospects of Utilizing Seawater as a Reaction Medium for Pretreatment and Saccharification of Rice Straw. Chemosphere 2022, 293, 133528. [Google Scholar] [CrossRef]
- Souza, L.D.S.; Pereira, A.M.; Farias, M.A.D.; Oliveira, R.L.; Duvoisin, S.; Quaresma, J.N.N. Valorization of Andiroba (Carapa guianensis Aubl.) residues through optimization of alkaline pretreatment to obtain fermentable sugars. Bioresources 2020, 15, 894–909. [Google Scholar] [CrossRef]
- Zhang, K.; Si, M.; Liu, D.; Zhuo, S.; Liu, M.; Liu, H.; Yan, X.; Shi, Y. A bionic system with Fenton reaction and bacteria as a model for bioprocessing lignocellulosic biomass. Biotechnol. Biofuels 2018, 11, 31. [Google Scholar] [CrossRef] [PubMed]
- Ariyanti, D.; Lesdantina, D.; Purbasari, A.; Astuti, Y. Synthesis of Graphene-Like Material Derived from Biomass from Agricultural Waste and Its Application in Cu(II) Removal. Korean J. Chem. Eng. 2023, 40, 964–974. [Google Scholar] [CrossRef]
- Rahmadiawan, D.; Abral, H.; Kotodeli, R.A.; Sugiarti, E.; Muslimin, A.N.; Admi, R.I.; Arafat, A.; Kim, H.-J.; Sapuan, S.M.; Kosasih, E.A. A Novel Highly Conductive, Transparent, and Strong Pure-Cellulose Film from TEMPO-Oxidized Bacterial Cellulose by Increasing Sonication Power. Polymers 2023, 15, 643. [Google Scholar] [CrossRef] [PubMed]
- Wang, N.; Xu, B.; Wang, X.; Lang, J.; Zhang, H. Chemical and Structural Elucidation of Lignin and Cellulose Isolated Using DES from Bagasse Based on Alkaline and Hydrothermal Pretreatment. Polymers 2022, 14, 2756. [Google Scholar] [CrossRef]
- Dallé, D.; Hansen, B.; Zattera, A.J.; Francisquetti, E.L.; Catto, A.L.; Borsoi, C. Kinetic Evaluation of Tobacco Stalk Waste Exposed to Alkaline Surface Treatment Under Different Conditions. Cellulose 2021, 28, 2053–2073. [Google Scholar] [CrossRef]
- Ho, M.C.; Wu, T.Y.; Chee, S.W.Q.; Ngang, C.Y.; Chew, I.M.L.; Teoh, W.H.; Jahim, J.M.; Mohammad, A.W. An Application of Low Concentration Alkaline Hydrogen Peroxide at Non-Severe Pretreatment Conditions Together with Deep Eutectic Solvent to Improve Delignification of Oil Palm Fronds. Cellulose 2019, 26, 8557–8573. [Google Scholar] [CrossRef]
- Abdel-Rahman, M.A.; Tashiro, Y.; Sonomoto, K. Lactic Acid Production from Lignocellulose-Derived Sugars Using Lactic Acid Bacteria: Overview and Limits. J. Biotechnol. 2011, 156, 286–301. [Google Scholar] [CrossRef]
- Yang, X.-Y.; Huang, C.; Guo, H.-J.; Xiong, L.; Luo, J.; Wang, B.; Chen, X.-F.; Lin, X.-Q.; Chen, X.-D. Beneficial Effect of Acetic Acid on the Xylose Utilization and Bacterial Cellulose Production by Gluconacetobacter xylinus. Indian J. Microbiol. 2014, 54, 268–273. [Google Scholar] [CrossRef]
- Molina-Ramírez, C.; Enciso, C.; Torres-Taborda, M.; Zuluaga, R.; Gañán, P.; Rojas, O.J.; Castro, C. Effects of Alternative Energy Sources on Bacterial Cellulose Characteristics Produced by Komagataeibacter medellinensis. Int. J. Biol. Macromol. 2018, 117, 735–741. [Google Scholar] [CrossRef]
- Lee, J.; Lee, K.H.; Kim, S.; Son, H.; Chun, Y.; Park, C.; Yoo, H.Y. Microbial Production of Bacterial Cellulose Using Chestnut Shell Hydrolysates by Gluconacetobacter xylinus ATCC 53524. J. Microbiol. Biotechnol. 2022, 32, 1479–1484. [Google Scholar] [CrossRef]
- Liu, L.; Zhang, C.; Zhang, H.; Qu, G.; Li, C.; Liu, L. Biotransformation of Polyphenols in Apple Pomace Fermented by β-Glucosidase-Producing Lactobacillus rhamnosus L08. Foods 2021, 10, 1343. [Google Scholar] [CrossRef]
- Ghosh, S.K.; Reddy, R.; Xavier, K.M.; Balange, A.K.; Kumar, H.S.; Nayak, B.B. Comparative Evaluation of Microbial Ensilaging of Fish, Vegetable and Fish-Vegetable Composite Wastes. Waste Biomass Valorization 2023, 14, 1657–1666. [Google Scholar] [CrossRef]
- Pérez-Davila, S.; González-Rodríguez, L.; Lama, R.; López-Álvarez, M.; Oliveira, A.L.; Serra, J.; Novoa, B.; Figueras, A.; González, P. 3D-Printed PLA Medical Devices: Physicochemical Changes and Biological Response after Sterilisation Treatments. Polymers 2022, 14, 4117. [Google Scholar] [CrossRef] [PubMed]
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).