
Optimization of Repair Process Parameters for Open-Arc Surfacing Welding of Grinding Rolls Based on the Response Surface Method

Abstract
:1. Introduction
Experimental Methods
2. Design of the Experiment
2.1. Design of the Experiment Matrix
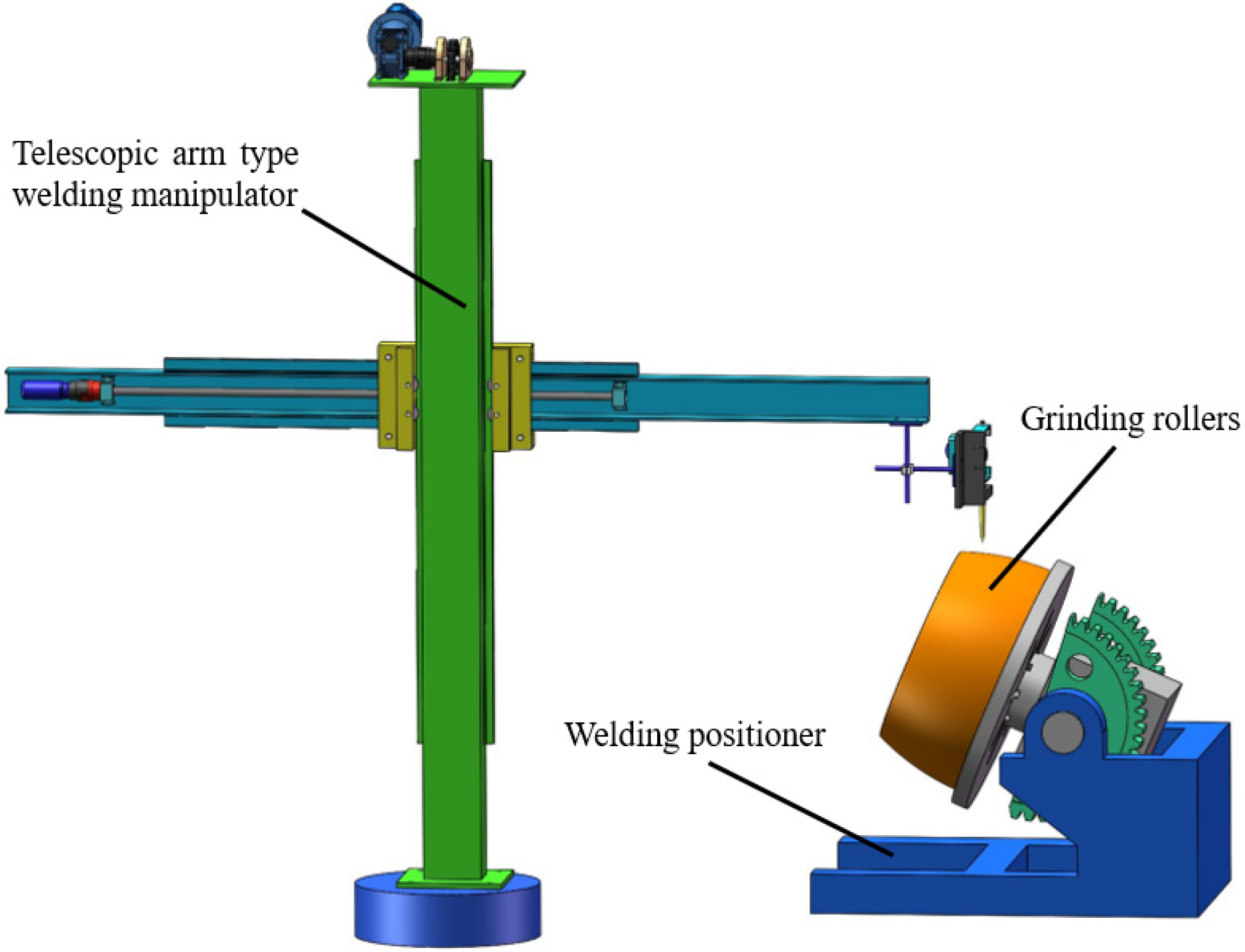
2.2. Experimental Equipment and Materials
2.3. Experimental Process
3. Experimental Results and Analysis
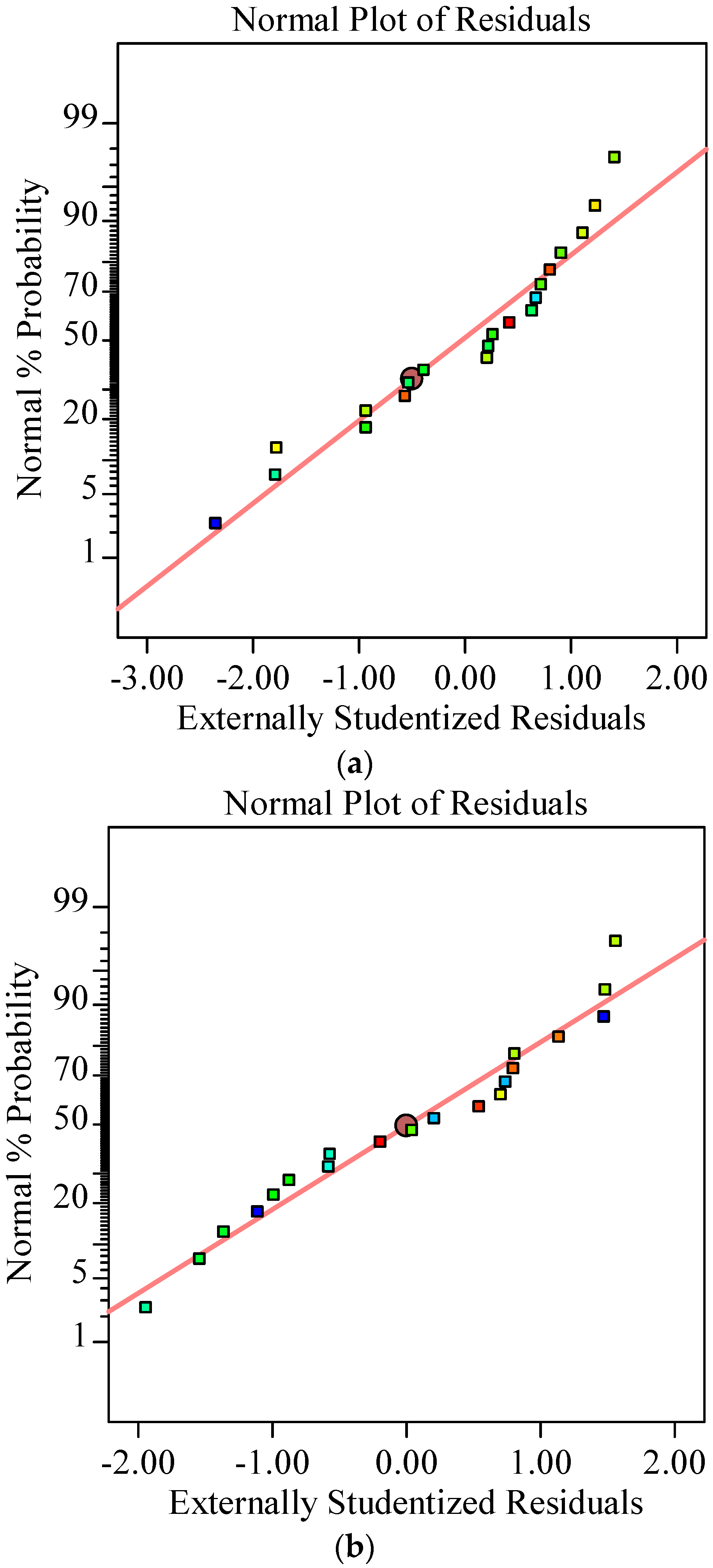
3.1. Mathematical Model Establishment and Fitting Result Analysis
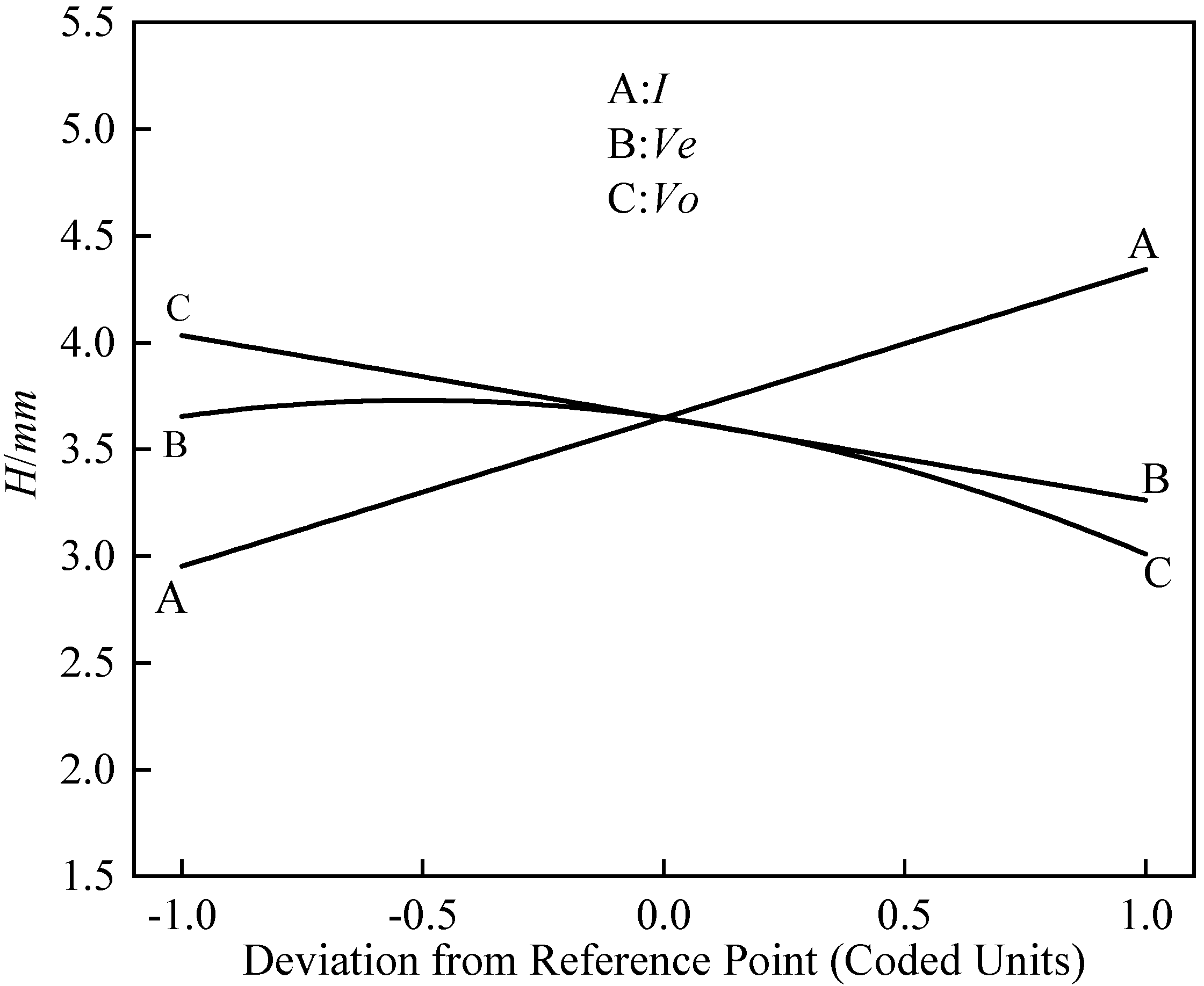
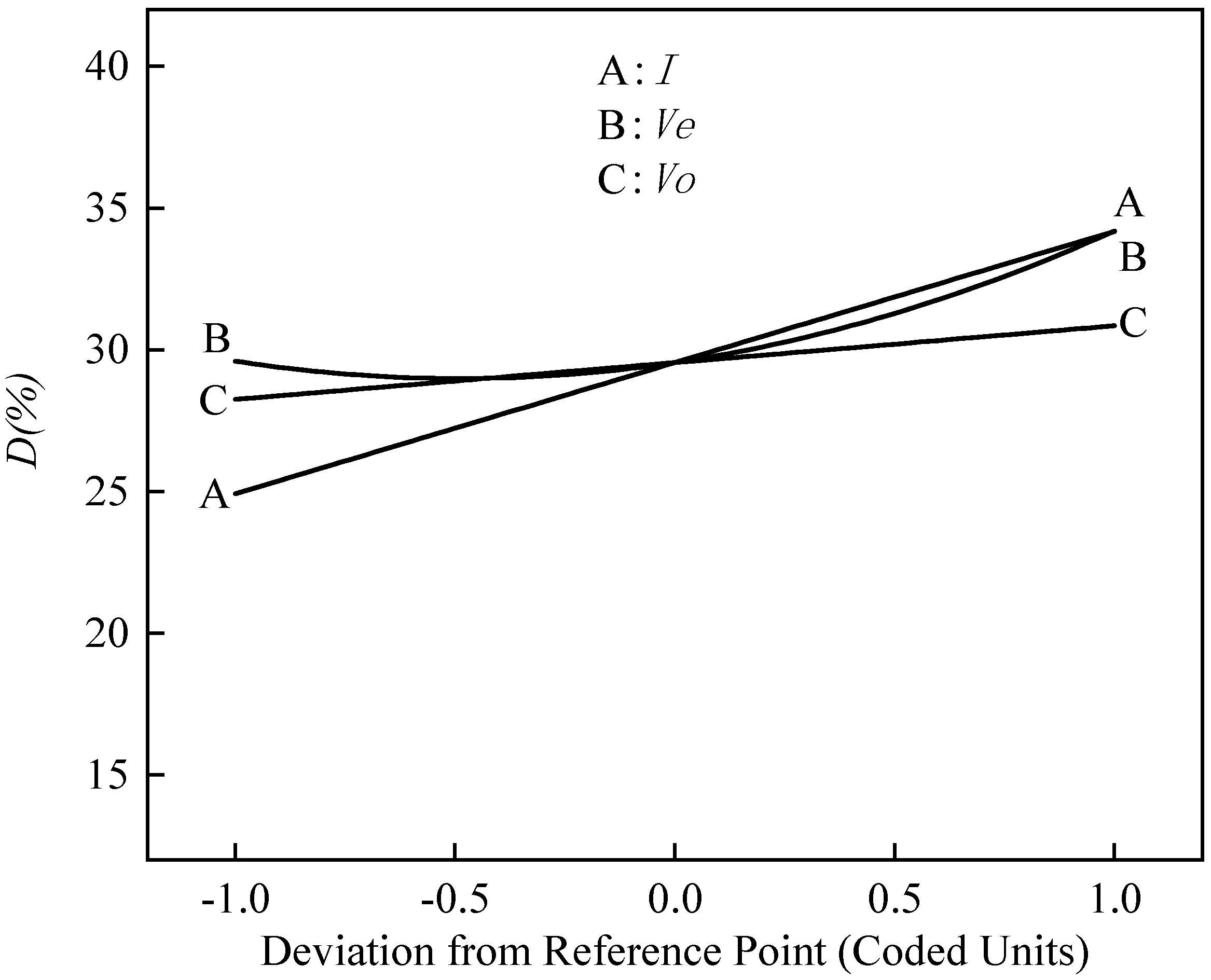
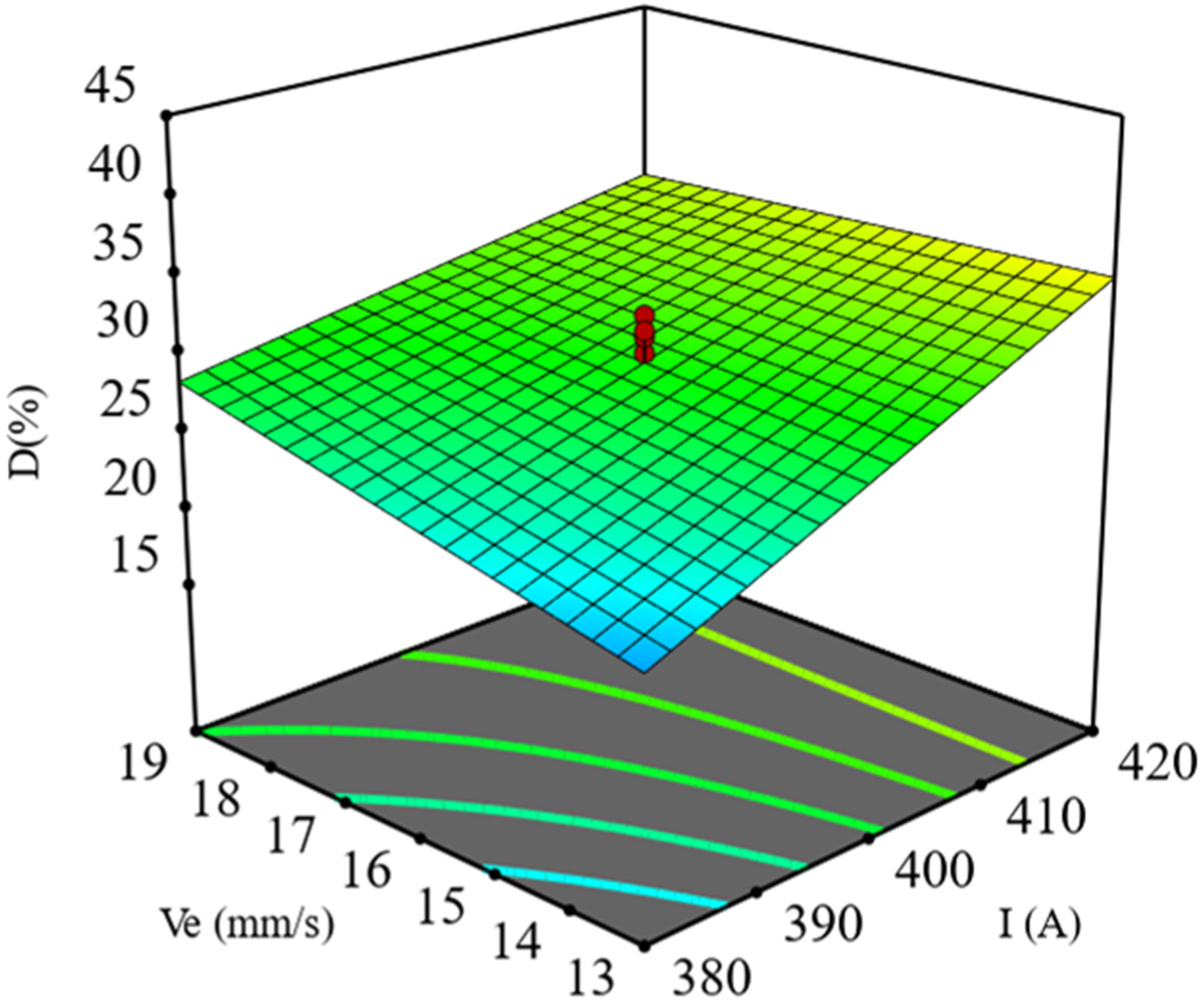
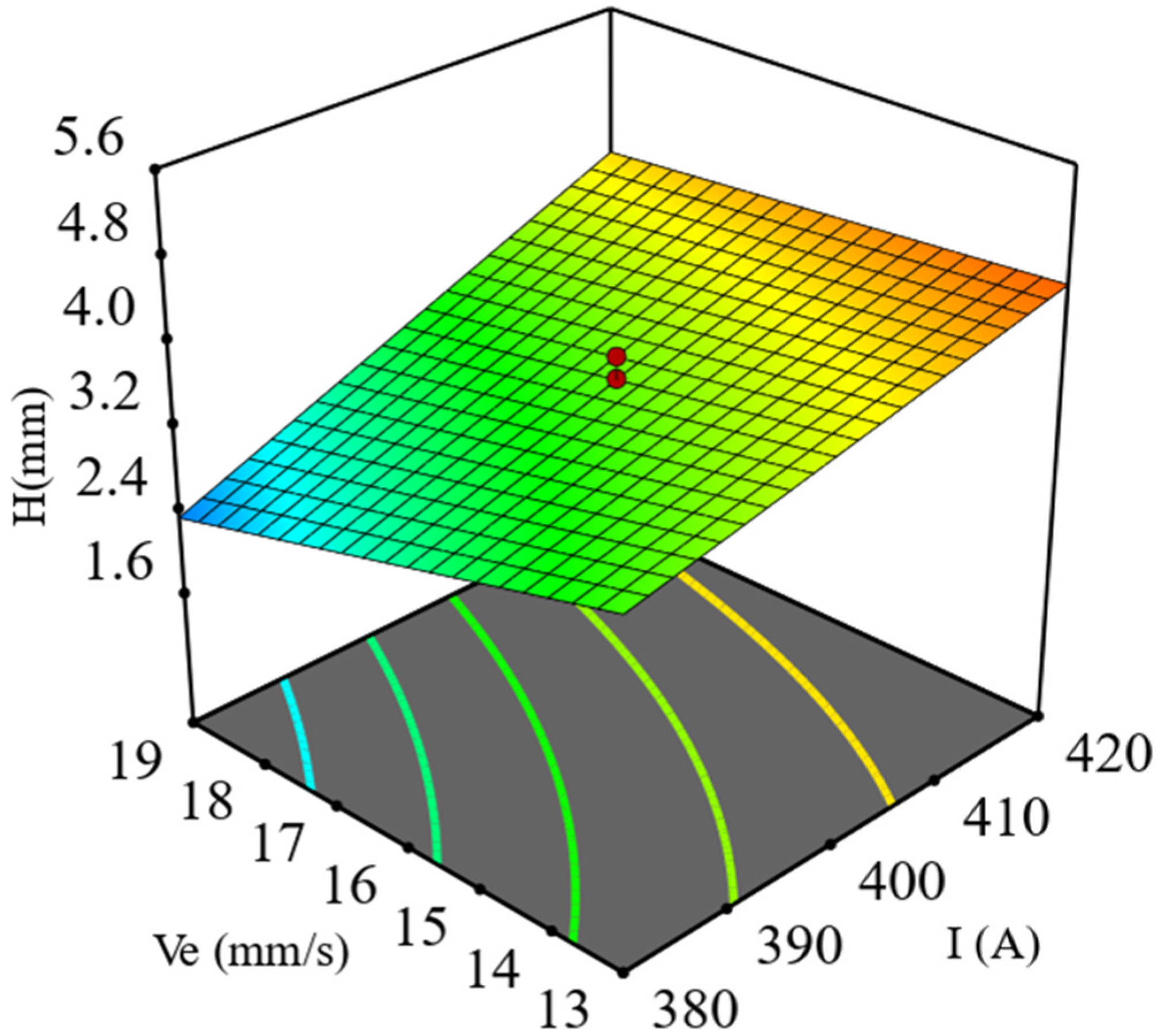
3.2. Influence of Surfacing Parameters on the Response Value
3.3. Optimization of the Surfacing Welding Parameters and Experimental Verification
3.4. Roller Repair Quality Test
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Xie, L. Research and Prospects of Energy Consumption of Thermal Power Generation in China. Comm. Pow. Techol. 2016, 33, 165–166. [Google Scholar]
- Mu, X.R.; Ma, J.P.; Liu, J.F.; Bai, B.; Duan, B.; Nie, Z.H.; Song, S.X. Manufacturing Technology of Surfacing Welding of Grinding Roller of Coal Mill. Modern. Metall. 2010, 3, 23–25. [Google Scholar]
- Liu, J. Wear-resisting Surfacing Repair Technology for Grinding Rollers of Medium-speed Flat Disc Coal Mill. Hebei Electr. Power 1998, 17, 44–45. [Google Scholar]
- Zuo, W.S. Application of on-Line Surface Repair Technology for Grinding Plate of Slag Vertical Mill Roller. Shandong Metall. 2020, 42, 79–80. [Google Scholar]
- Li, G.Z. Surfacing Repair of Coal Mill Rollers. Cement Tech. 2012, 4, 85–87. [Google Scholar]
- Qiang, W. Analysis of on-line Surfacing Repair Process of Vertical Mill. Sci. Techol. Assoc. Forum 2010, 10, 30–31. [Google Scholar]
- Zhen, F.J. Study on Repair Process of Roller Welding for Intermediate Speed Mills. Electr. Power Constr. 1999, 20, 3–5. [Google Scholar]
- Zhi, Q.H.; Wei, Y.; Xin, W. Application of ZD-O Series Flux-Cored Welding Wire in Surfacing of Grinding Rollers. Metal Proce. 2010, 4, 33–35. [Google Scholar]
- Tian, S.T. Research on High Chromium Slag-Shielded Open-Arc Slag-Free Hardfacing Flux-Cored Wire; Xiangtan University: Xiangtan, China, 2012. [Google Scholar]
- Chao, X.C.; Zhen, B.D.; Dong, W. Open-Arc Surfacing Welding Process for the Milling Roller. Found Techol. 2009, 30, 133–135. [Google Scholar]
- Dong, J. Optimization and Experimental Study on Process Parameters of Metal Overlay Welding; Xinjiang University: Xiangtan, China, 2019. [Google Scholar]
- En, B.L.; Sheng, S.H.; Zhi, J.W. Optimization of GTAW Cladding Process of Inconel 625 on Carbon Steel Using Response Surface Methodology. Rans. China Weld. Inst. 2016, 37, 85–88. [Google Scholar]
- Srivastava, S.; Garg, R.K. Process Parameter Optimization of Gas Metal Arc Welding on IS: 2062 Mild Steel Using Response Surface Methodology. J. Manuf. Process. 2017, 25, 296–305. [Google Scholar] [CrossRef]
- Subasi, A.; Sahin, B.; Kaymaz, I. Multi-objective optimization of a honeycomb heat sink using Response Surface Method. Int. J. Heat Mass Transf. 2016, 101, 295–302. [Google Scholar] [CrossRef]
- Muthukumar, V.; Rajesh, N.; Venkatasamy, R.; Sureshbabub, A.; Senthilkumarc, N. Mathematical Modeling for Radial Overcut on Electrical Discharge Machining of Incoloy 800 by Response Surface Methodology. Procedia Mater. Sci. 2014, 6, 1674–1682. [Google Scholar] [CrossRef] [Green Version]
- Ruqayyah, T.; Jamal, P.; Alam, M.; Jaswirb, I.; Ramlic, N. Application of Response Surface Methodology for Protein Enrichment of Cassava Peel as Animal Feed by the White-Rot Fungus Panus Tigrinus M609RQY. Food Hydrocolloid. 2014, 42, 298–303. [Google Scholar] [CrossRef]
- Yang, P.; Fang, M.; Liu, Y.W. Optimization of a Phase Adjuster in a Thermo-Acoustic Stirling Engine Using Response Surface Methodology. Energy Procedia 2014, 61, 1772–1775. [Google Scholar] [CrossRef] [Green Version]
- You, D.J.; Hong, Y.G.; Xing, P.J.; Chen, T.S.; Zhi, W.Z.; Pei, Q.X.; Ze, H.L. Simulation and Optimization of Automobile Fuel Tank Tray Based on Response Surface and Genetic Algorithm. J. Plast. Eng. 2021, 12, 29–35. [Google Scholar]
- Fa, T.; Bao, Y.X.; Kai, Z. Strength Prediction Model of Clinched Joints of Aluminum Alloy Based on Response Surface Method. J. Plast. Eng. 2021, 12, 216–221. [Google Scholar]
- Meng, F.L.; Luo, Z.; Jiang, Y.; Hao, J.; Li, F.; Ren, J.G. Optimization of A-TIG Welding Parameters Based on Response Surface Method. Weld. Tech. 2012, 41, 22–25. [Google Scholar]
- Gang, W. Research on Shot Peening Parameters Optimization and Fatigue Properties of 42CrMo Steel for Automobile Shafts; Wuhan University of Technology: Wuhan, China, 2018. [Google Scholar]
- Cui, L.; Zhang, M.; Guo, S.R.; Yan, L.C.; Wen, H.Z.; Xiao, L.L.; Bo, Z. Multi-Objective Numerical Simulation of Geometrical Characteristics of Laser Cladding of Cobalt-Based Alloy Based on Response Surface Methodology. Meas. Control 2021, 54, 1125–1135. [Google Scholar] [CrossRef]
- Sathiya, P.; Ajith, P.; Soundararajan, R. Genetic algorithm based optimization of the process parameters for gas metal arc welding of AISI 904 L stainless steel. J. Mech. Sci. Technol. 2013, 27, 2457–2465. [Google Scholar] [CrossRef]
- Kiaee, N.; Aghaie-Khafri, M. Optimization of Gas Tungsten Arc Welding Process by Response Surface Methodology. Mater. Des. 2014, 54, 25–31. [Google Scholar] [CrossRef]
- Zhi, H.J.; Xiao, H.W.; De, L.G. Optimization of UHFP-GTAW Process Based on Response Surface Method. Rans. China Weld. Inst. 2020, 41, 90–96. [Google Scholar]
- Liu, Y.J.; Guo, Z.Y.; Fang, H.P. Optimization of MIG Surfacing Process Parameters of GH3128 Nickel Base Alloy Based on RSM. Hot. Working. Techol. 2020, 49, 3–5. [Google Scholar]
- Cong, X.Z. Wear Mechanism and Repair Process of MPS Type Mill Roller. Electr. Power Constr. 2006, 27, 12–15. [Google Scholar]



{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Surfacing Current I/(A) | Surfacing Voltage Ve/(V) | Surfacing Speed Vo/(mm/s) | |
|---|---|---|---|
| −1.682 | 366.36 | 28.636 | 10.954 |
| −1 | 380 | 30 | 13 |
| 0 | 400 | 32 | 16 |
| 1 | 420 | 34 | 19 |
| 1.682 | 433.64 | 35.364 | 21.046 |
| C | Si | Mn | Cr | Ni | Cu | Nb | Mo | Fe | |
|---|---|---|---|---|---|---|---|---|---|
| 45# | 0.42~0.5 | 0.17~0.37 | 0.5~0.8 | ≤0.25 | ≤0.30 | ≤0.25 | Bal. | ||
| S-100Mo-C | 4.5~5.0 | 0.8~1.2 | 0.6~1.0 | 27~29 | 0.12~0.17 | 0.11~0.20 | 0.8~1.0 | Bal. |
| RUN | I | Ve | Vo | D (%) | H/mm |
|---|---|---|---|---|---|
| 1 | −1 | −1 | −1 | 23.55 | 2.89 |
| 2 | 1 | −1 | −1 | 35.29 | 4.64 |
| 3 | −1 | 1 | −1 | 25.36 | 3.09 |
| 4 | 1 | 1 | −1 | 34.82 | 4.53 |
| 5 | −1 | −1 | 1 | 29.23 | 2.30 |
| 6 | 1 | −1 | 1 | 34.69 | 3.86 |
| 7 | −1 | 1 | 1 | 27.33 | 2.42 |
| 8 | 1 | 1 | 1 | 32.84 | 4.05 |
| 9 | −1.682 | 1 | 0 | 23.10 | 2.53 |
| 10 | 1.682 | 1 | 0 | 38.92 | 4.77 |
| 11 | 0 | −1.682 | 0 | 34.00 | 2.97 |
| 12 | 0 | 1.682 | 0 | 32.37 | 3.51 |
| 13 | 0 | 0 | −1.682 | 27.81 | 4.49 |
| 14 | 0 | 0 | 1.682 | 34.08 | 2.36 |
| 15 | 0 | 0 | 0 | 30.15 | 3.66 |
| 16 | 0 | 0 | 0 | 31.17 | 3.29 |
| 17 | 0 | 0 | 0 | 28.66 | 3.41 |
| 18 | 0 | 0 | 0 | 30.54 | 3.07 |
| 19 | 0 | 0 | 0 | 32.57 | 3.25 |
| 20 | 0 | 0 | 0 | 31.58 | 3.38 |
| Source | Sum of Squares | df | Mean Square | F Value | p-Value | |
|---|---|---|---|---|---|---|
| Model | 503.11 | 5 | 100.62 | 18.80 | <0.0001 | Significant |
| A | 292.59 | 1 | 292.59 | 54.67 | <0.0001 | |
| B | 71.95 | 1 | 71.95 | 13.44 | 0.0025 | |
| C | 23.03 | 1 | 23.03 | 4.30 | 0.0570 | |
| AC | 34.65 | 1 | 34.65 | 6.47 | 0.0234 | |
| B2 | 80.90 | 1 | 80.90 | 15.11 | 0.0016 | |
| Residual | 74.93 | 14 | 5.35 | |||
| Lack of fit | 45.51 | 9 | 5.06 | 0.8593 | 0.6037 | Not significant |
| Pure Error | 29.42 | 5 | 5.88 | |||
| Cor Toal | 578.04 | 19 | ||||
| R2 | 0.8704 | Adjusted R2 | 0.8241 | |||
| Predicted R2 | 0.7196 | Adeq Precision | 14.5657 |
| Source | Sum of Squares | df | Mean Square | F Value | p Value | |
|---|---|---|---|---|---|---|
| Model | 11.90 | 5 | 2.38 | 29.79 | <0.0001 | Significant |
| A | 6.60 | 1 | 6.60 | 82.64 | <0.0001 | |
| B | 1.42 | 1 | 1.42 | 17.77 | 0.0009 | |
| C | 2.03 | 1 | 2.03 | 25.46 | 0.0002 | |
| AC | 0.3828 | 1 | 0.3828 | 4.79 | 0.0461 | |
| B2 | 1.46 | 1 | 1.46 | 18.27 | 0.0008 | |
| Residual | 1.12 | 14 | 0.0799 | |||
| Lack of fit | 0.8306 | 9 | 0.0923 | 1.60 | 0.3143 | Not significant |
| Pure Error | 0.2883 | 5 | 0.0577 | |||
| Cor Toal | 13.02 | 19 | ||||
| R2 | 0.9141 | Adjusted R2 | 0.8834 | |||
| Predicted R2 | 0.7910 | Adeq Precision | 20.0695 |
| Number | H(mm) | D(%) | ||
|---|---|---|---|---|
| Measured Value | Errors | Measured Value | Errors | |
| 1 | 3.82 | 3.2% | 30.112 | 4.6% |
| 2 | 3.87 | 4.6% | 29.895 | 3.7% |
| 3 | 3.78 | 2.2% | 29.367 | 2.0% |
| Measuring Position | Measuring Point | Hardness Value/(HRC) | Average Hardness Value/(HRC) |
|---|---|---|---|
| A | 1 | 56.1 | 56.7 |
| 2 | 56.8 | ||
| 3 | 57.2 | ||
| B | 1 | 58.1 | 58.4 |
| 2 | 58.3 | ||
| 3 | 58.7 | ||
| C | 1 | 57.3 | 57.7 |
| 2 | 57.5 | ||
| 3 | 58.2 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Wang, J.; Wei, M.; He, J.; Wang, Y.; Ren, C. Optimization of Repair Process Parameters for Open-Arc Surfacing Welding of Grinding Rolls Based on the Response Surface Method. Processes 2022, 10, 321. https://doi.org/10.3390/pr10020321
Wang J, Wei M, He J, Wang Y, Ren C. Optimization of Repair Process Parameters for Open-Arc Surfacing Welding of Grinding Rolls Based on the Response Surface Method. Processes. 2022; 10(2):321. https://doi.org/10.3390/pr10020321
Chicago/Turabian StyleWang, Jin, Min Wei, Jimiao He, Yuqi Wang, and Changrong Ren. 2022. "Optimization of Repair Process Parameters for Open-Arc Surfacing Welding of Grinding Rolls Based on the Response Surface Method" Processes 10, no. 2: 321. https://doi.org/10.3390/pr10020321
APA StyleWang, J., Wei, M., He, J., Wang, Y., & Ren, C. (2022). Optimization of Repair Process Parameters for Open-Arc Surfacing Welding of Grinding Rolls Based on the Response Surface Method. Processes, 10(2), 321. https://doi.org/10.3390/pr10020321