
Carbon Black Replacement in Natural Rubber Composites Using Dry-Milled Calcium Carbonate, Soy Protein, and Biochar


Abstract
1. Introduction
2. Materials and Methods
2.1. Materials Used
2.2. Chemical and Physical Material Properties
2.3. Milling Procedure
2.4. Formation of Rubber Composites and Tensile Testing
2.5. Thermal Stability
3. Results and Discussion
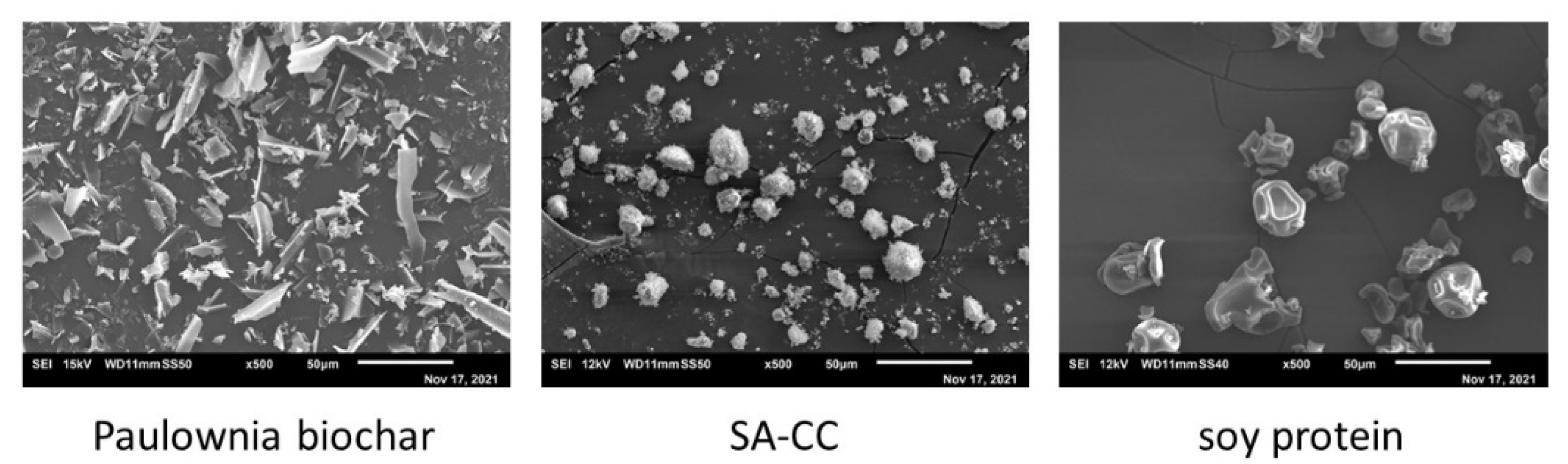
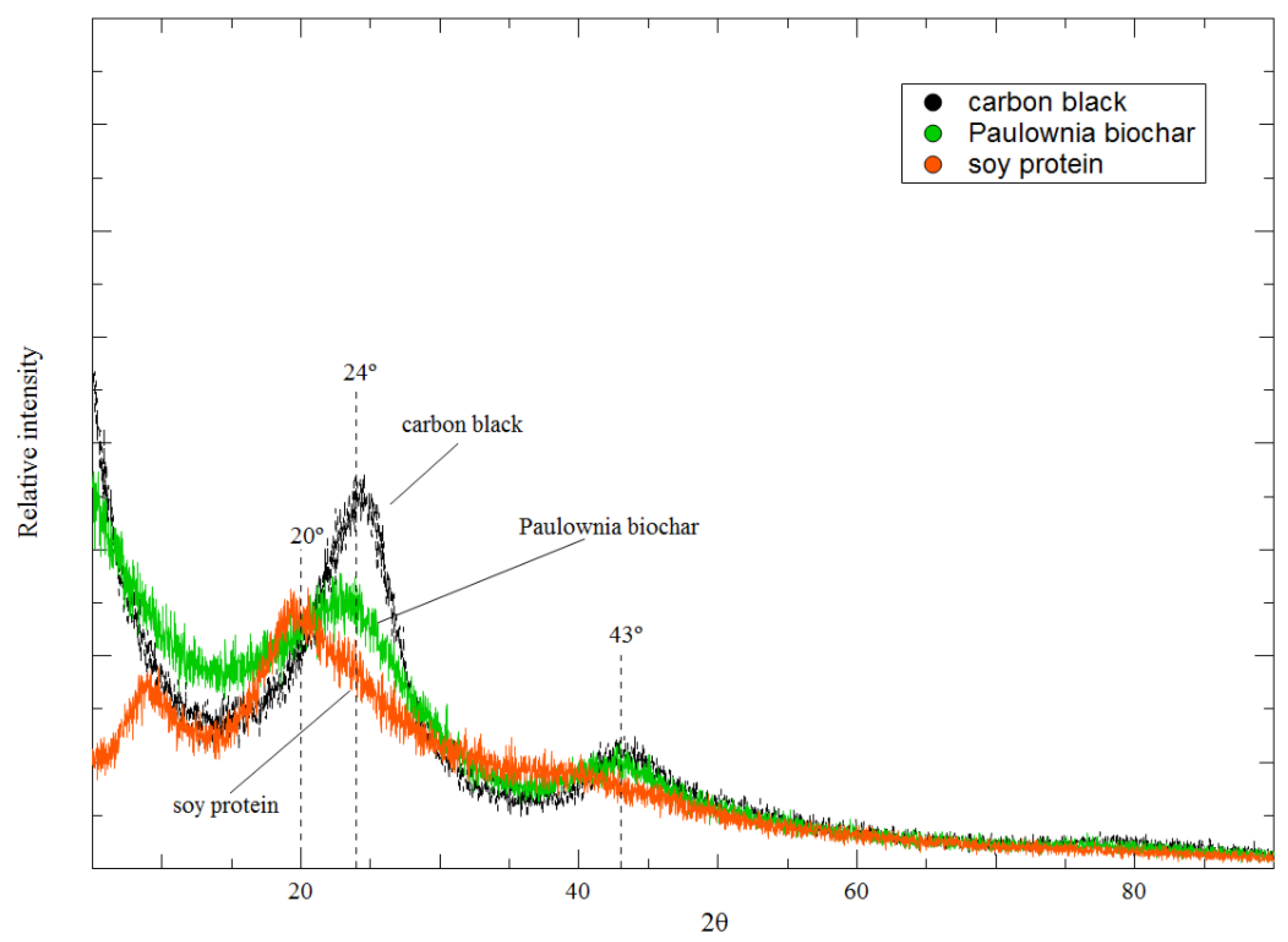
3.1. Chemical and Physical Characterization
3.2. Determining SA-CC/Soy Protein Ratio
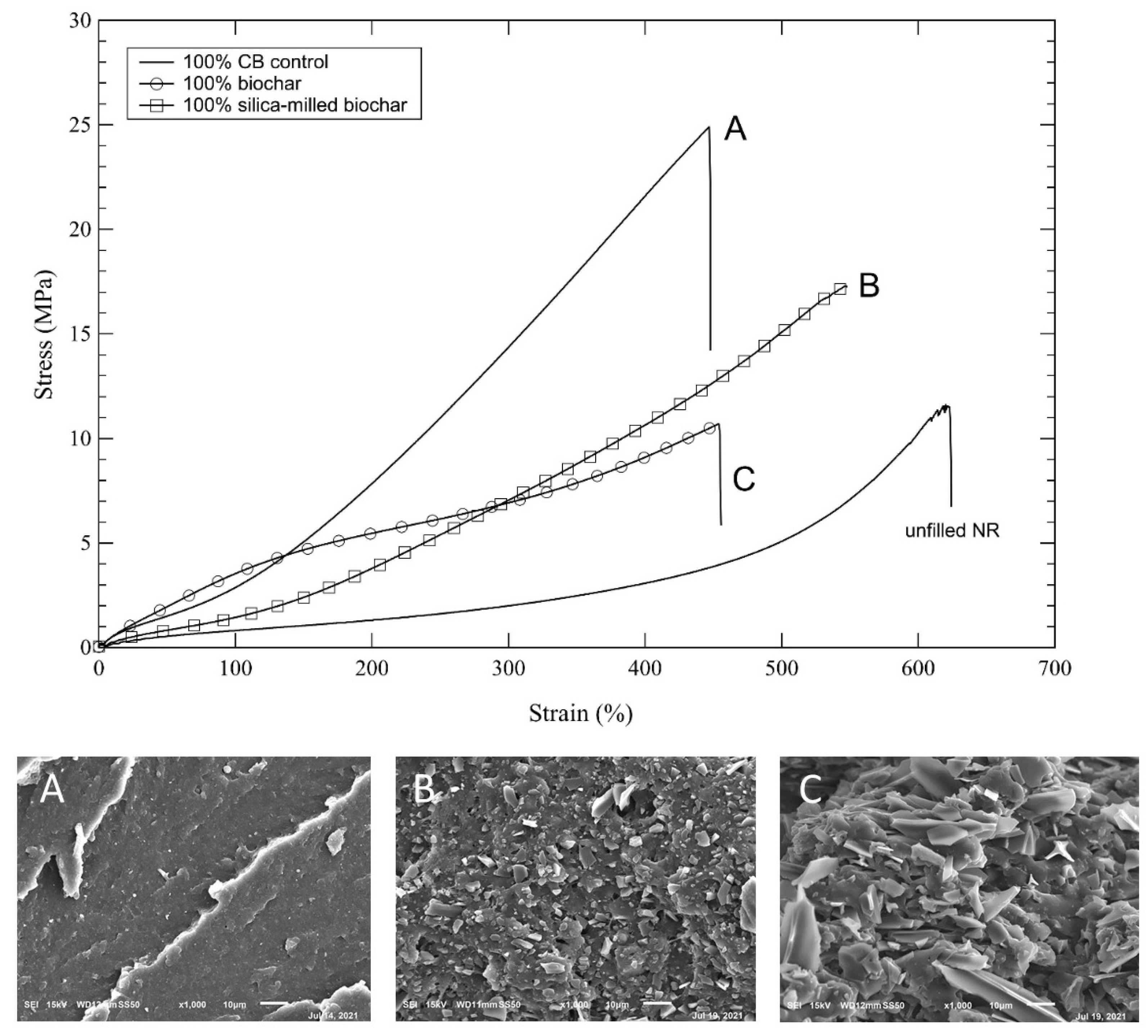
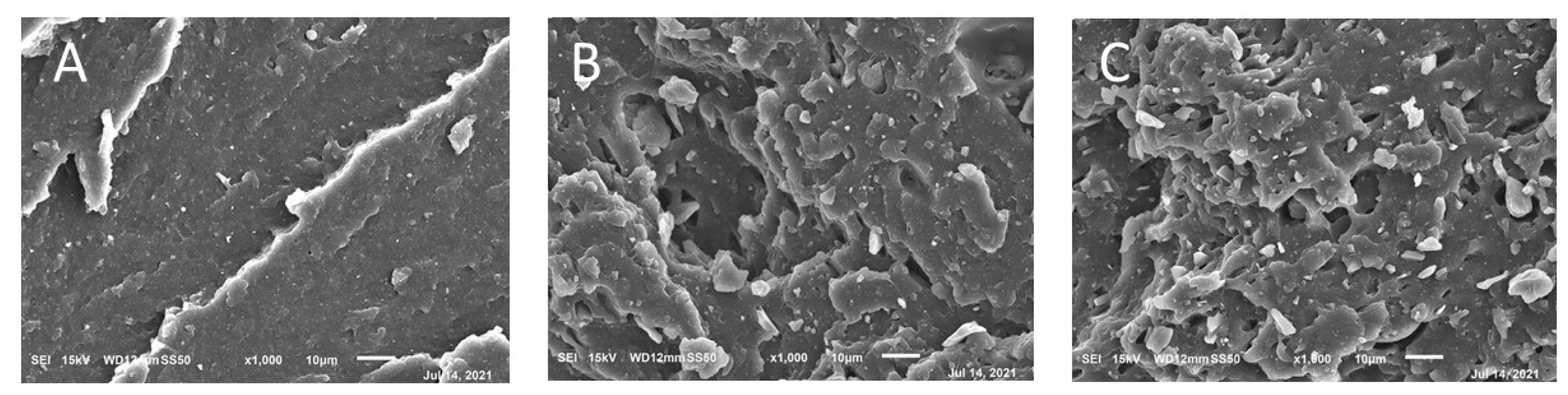
3.3. Silica Milling Method
3.4. Replacement of Carbon Black with Biochar, SA-CC, and Soy Protein
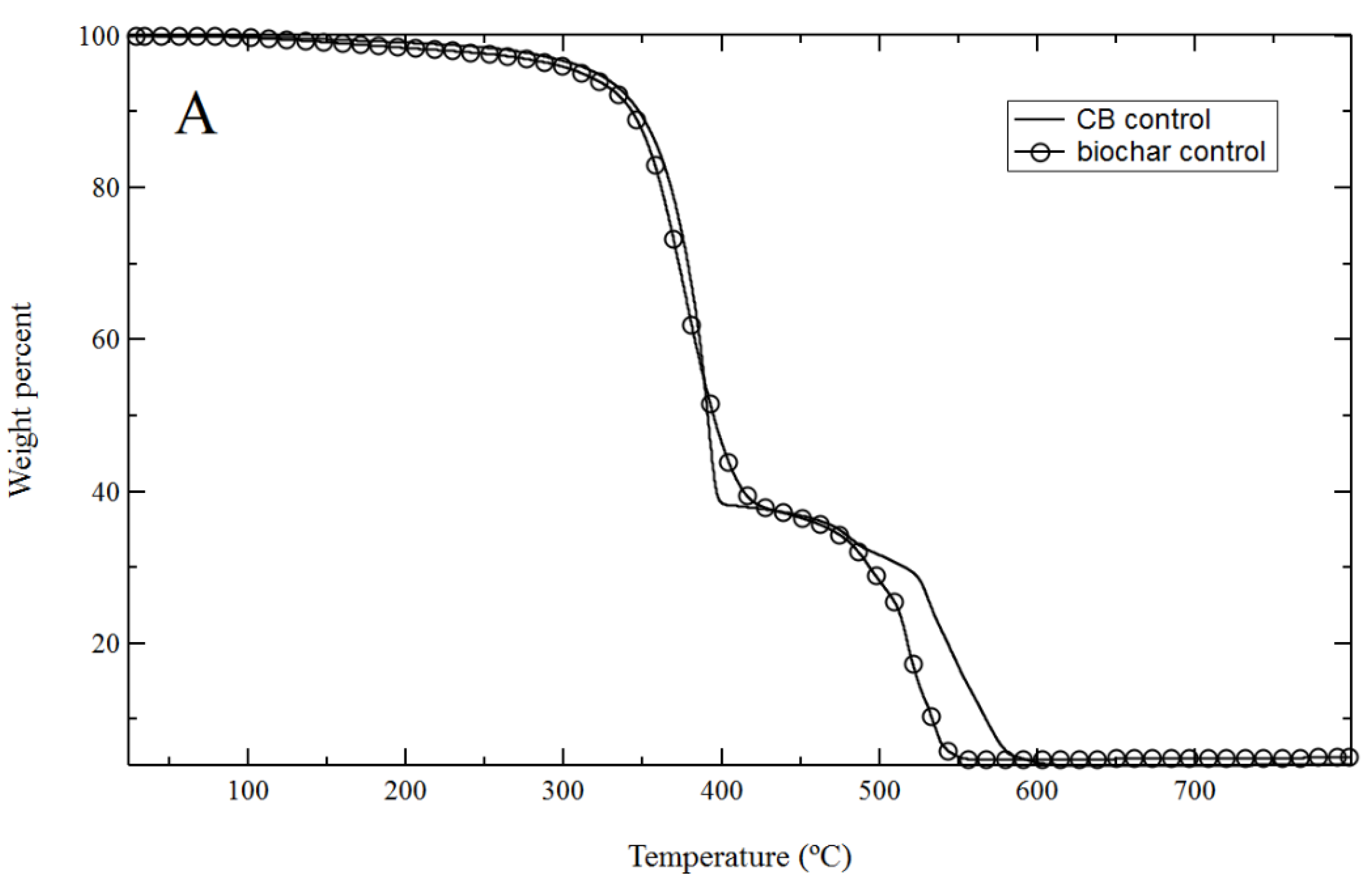
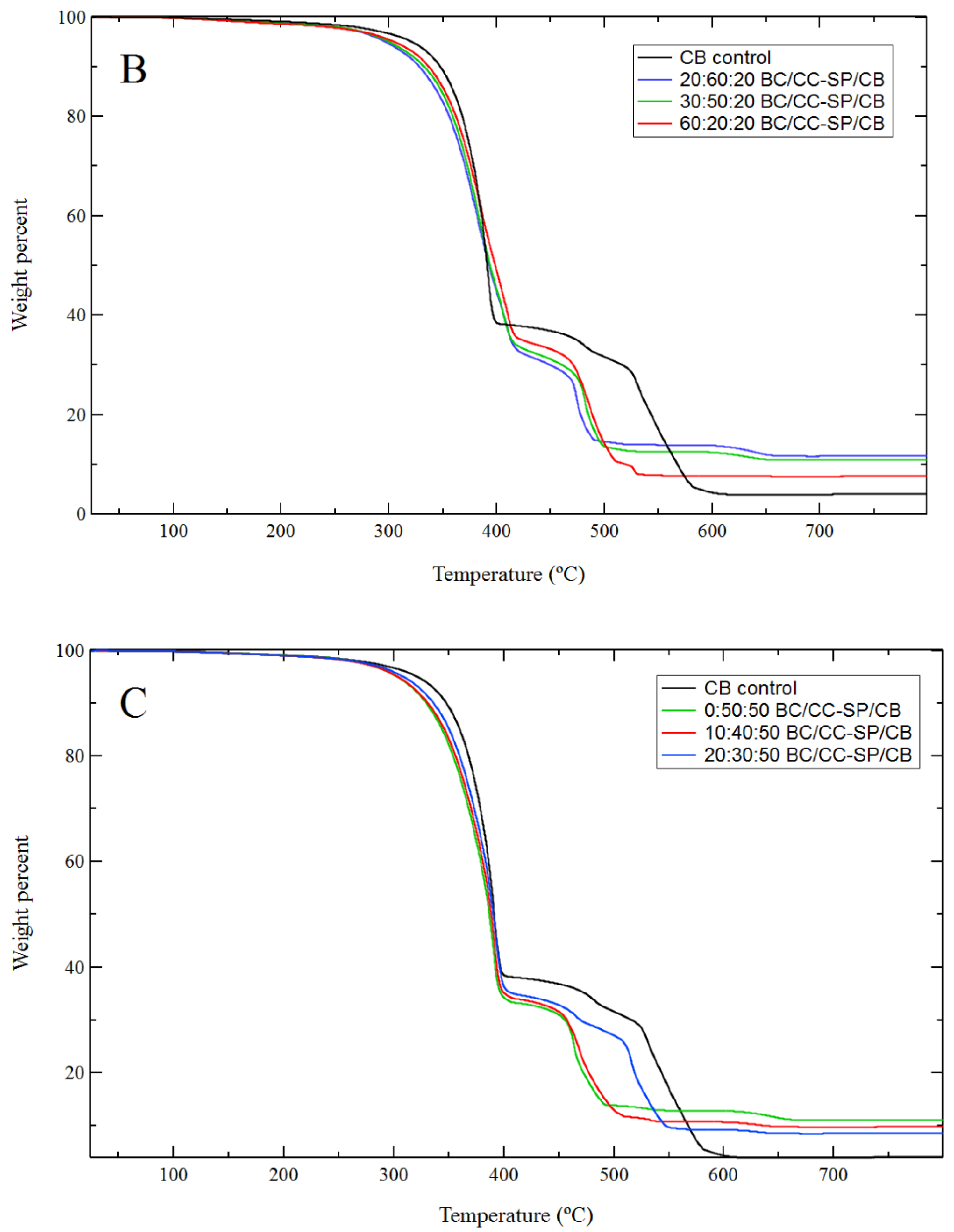
3.5. Thermal Stability
4. Conclusions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Sanders, I.J.; Peeten, T.L. (Eds.) Carbon Black: Production, Properties and Uses; Nova Science Publishers, Inc.: Hauppage, NY, USA, 2011. [Google Scholar]
- Spahr, M.E.; Rothon, R. Carbon Black as a Polymer Filler. In Polymers and Polymeric Composites: A Reference Series; Palsule, S., Ed.; Springer: Berlin/Heidelberg, Germany, 2016; pp. 1–31. [Google Scholar]
- Kuhns, R.J.; Shaw, G.H. Peak Oil and Petroleum Energy Resources. In Navigating the Energy Maze: The Transition to a Sustainable Future; Kuhns, R.J., Shaw, G.H., Eds.; Springer International Publishing: Cham, Switzerland, 2018; pp. 53–63. [Google Scholar]
- Lee, C.-C.; Olasehinde-Williams, G.; Akadiri, S.S. Are geopolitical threats powerful enough to predict global oil price volatility? Environ. Sci. Pollut. Res. 2021, 28, 28720–28731. [Google Scholar] [CrossRef]
- Ragothaman, A.; Anderson, W.A. Air Quality Impacts of Petroleum Refining and Petrochemical Industries. Environments 2017, 4, 66. [Google Scholar] [CrossRef]
- Lehmann, J.; Joseph, S. Biochar for Environmental Management: Science and Technology, 2nd ed.; Routledge: New York, NY, USA, 2015; p. 976. [Google Scholar]
- Peterson, S.C. Silica-Milled Paulownia Biochar as Partial Replacement of Carbon Black Filler in Natural Rubber. J. Compos. Sci. 2019, 3, 107. [Google Scholar] [CrossRef]
- Mukome, F.N.D.; Zhang, X.; Silva, L.C.R.; Six, J.; Parikh, S.J. Use of Chemical and Physical Characteristics to Investigate Trends in Biochar Feedstocks. J. Agric. Food Chem. 2013, 61, 2196–2204. [Google Scholar] [CrossRef]
- Demirbas, A. Effects of temperature and particle size on bio-char yield from pyrolysis of agricultural residues. J. Anal. Appl. Pyrol. 2004, 72, 243–248. [Google Scholar] [CrossRef]
- Peterson, S.C.; Appell, M.; Jackson, M.A.; Boateng, A.A. Comparing corn stover and switchgrass biochar: Characterization and sorption properties. Can. J. Agric. Sci. 2013, 5, 1–8. [Google Scholar] [CrossRef]
- Lima, I.M.; Marshall, W.E. Adsorption of selected environmentally important metals by poultry manure-based granular activated carbons. J. Chem. Technol. Biotechnol. 2005, 80, 1054–1061. [Google Scholar] [CrossRef]
- Peterson, S.C. Utilization of low-ash biochar to partially replace carbon black in SBR composites. J. Elastomers Plast. 2013, 45, 487–497. [Google Scholar] [CrossRef]
- Peterson, S.C.; Chandrasekaran, S.R.; Sharma, B.K. Birchwood biochar as partial carbon black replacement in styrene-butadiene rubber composites. J. Elastomers Plast. 2016, 48, 305–316. [Google Scholar] [CrossRef]
- Gent, A.N.; Pulford, C.T.R. Micromechanics of fracture in elastomers. J. Mater. Sci. 1984, 19, 3612–3619. [Google Scholar] [CrossRef]
- Peterson, S.C.; Kim, S. Reducing Biochar Particle Size with Nanosilica and Its Effect on Rubber Composite Reinforcement. J. Polym. Environ. 2020, 28, 317–322. [Google Scholar] [CrossRef]
- Yadav, N.K.; Vaidya, B.N.; Henderson, K.; Lee, J.F.; Stewart, W.M.; Dhekney, S.A.; Joshee, N. A review of Paulownia biotechnology: A short rotation, fast growing multipurpose bioenergy tree. Am. J. Plant Sci. 2014, 4, 2070–2082. [Google Scholar] [CrossRef]
- Basu, C.; Joshee, N.; Gezalian, T.; Vaidya, B.N.; Satidkit, A.; Hemmati, H.; Perry, Z.D. Cross-species PCR and field studies on Paulownia elongata: A potential bioenergy crop. Bioethanol 2016, 2, 12–23. [Google Scholar] [CrossRef]
- Jiménez, L.; Rodríguez, A.; Ferrer, J.L.; Ṕerez, A.; Angulo, V. Paulownia, a fast-growing plant, as a raw material for paper manufacturing. Afinidad 2005, 62, 100–105. [Google Scholar]
- Institute, W.P. Paulownia Growing Zones. Available online: http://worldpaulownia.com/growing-zones (accessed on 17 May 2021).
- Dominguez, E.; Romani, A.; Domingues, L.; Garrote, G. Evaluation of strategies for second generation bioethanol production from fast growing biomass Paulownia within a biorefinery scheme. Appl. Energy 2017, 187, 777–789. [Google Scholar] [CrossRef]
- Ayrilmis, N.; Kaymakci, A. Fast growing biomass as reinforcing filler in thermoplastic composites: Paulownia elongata wood. Ind. Crops Prod. 2013, 43, 457–464. [Google Scholar] [CrossRef]
- Vaughn, S.F.; Kenar, J.A.; Tisserat, B.; Jackson, M.A.; Joshee, N.; Vaidya, B.N.; Peterson, S.C. Chemical and physical properties of Paulownia elongata biochar modified with oxidants for horticultural applications. Ind. Crops Prod. 2017, 97, 260–267. [Google Scholar] [CrossRef]
- Jong, L. Synergistic Effect of Calcium Carbonate and Biobased Particles for Rubber Reinforcement and Comparison to Silica Reinforced Rubber. J. Compos. Sci. 2020, 4, 113. [Google Scholar] [CrossRef]
- Peterson, S.C.; Joshee, N. Co-milled silica and coppiced wood biochars improve elongation and toughness in styrene-butadiene elastomeric composites while replacing carbon black. J. Elastomers Plast. 2018, 50, 667–676. [Google Scholar] [CrossRef]
- Peterson, S.C. Coppiced Biochars as Partial Replacement of Carbon Black Filler in Polybutadiene/Natural Rubber Composites. J. Compos. Sci. 2020, 4, 147. [Google Scholar] [CrossRef]
- Kiss, A.; Fekete, E.; Pukánszky, B. Aggregation of CaCO3 particles in PP composites: Effect of surface coating. Compos. Sci. Technol. 2007, 67, 1574–1583. [Google Scholar] [CrossRef]
- Darmstadt, H.; Roy, C.; Kaliaguine, S.; Xu, G.; Auger, M.; Tuel, A.; Ramaswamy, V. Solid state 13C-NMR spectroscopy and XRD studies of commercial and pyrolytic carbon blacks. Carbon 2000, 38, 1279–1287. [Google Scholar] [CrossRef]
- Bendit, E.G. A quantitative x-ray diffraction study of the α-β transformation in wool keratin. Text. Res. J. 1960, 30, 547–555. [Google Scholar] [CrossRef]








{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Filler Composition | NR | TMQ | 6PPD | BC | CC-SP | CB | Stearic Acid | ZnO | Sulfur | CBTS |
|---|---|---|---|---|---|---|---|---|---|---|
| unfilled NR | 100 | 0.50 | 0.50 | 0 | 0 | 0 | 2.00 | 5.00 | 2.50 | 1.00 |
| 100% CB (control) | 100 | 0.50 | 0.50 | 0 | 0 | 42.85 | 2.00 | 5.00 | 2.50 | 1.00 |
| 100:0:0 BC/CC-SP/CB | 100 | 0.50 | 0.50 | 42.85 | 0 | 0 | 2.00 | 5.00 | 2.50 | 1.00 |
| 60:20:20 BC/CC-SP/CB | 100 | 0.50 | 0.50 | 25.71 | 8.57 | 8.57 | 2.00 | 5.00 | 2.50 | 1.00 |
| 20:60:20 BC/CC-SP/CB | 100 | 0.50 | 0.50 | 8.57 | 25.71 | 8.57 | 2.00 | 5.00 | 2.50 | 1.00 |
| 30:50:20 BC/CC-SP/CB | 100 | 0.50 | 0.50 | 12.86 | 21.43 | 8.57 | 2.00 | 5.00 | 2.50 | 1.00 |
| 33:33:34 BC/CC-SP/CB | 100 | 0.50 | 0.50 | 14.14 | 14.14 | 14.57 | 2.00 | 5.00 | 2.50 | 1.00 |
| 0:60:40 BC/CC-SP/CB | 100 | 0.50 | 0.50 | 0 | 25.71 | 17.14 | 2.00 | 5.00 | 2.50 | 1.00 |
| 12:48:40 BC/CC-SP/CB | 100 | 0.50 | 0.50 | 5.14 | 20.57 | 17.14 | 2.00 | 5.00 | 2.50 | 1.00 |
| 0:50:50 BC/CC-SP/CB | 100 | 0.50 | 0.50 | 0 | 21.43 | 21.43 | 2.00 | 5.00 | 2.50 | 1.00 |
| 10:40:50 BC/CC-SP/CB | 100 | 0.50 | 0.50 | 4.28 | 17.14 | 21.43 | 2.00 | 5.00 | 2.50 | 1.00 |
| 20:30:50 BC/CC-SP/CB | 100 | 0.50 | 0.50 | 8.57 | 12.86 | 21.43 | 2.00 | 5.00 | 2.50 | 1.00 |
| 0:40:60 BC/CC-SP/CB | 100 | 0.50 | 0.50 | 0 | 17.14 | 25.71 | 2.00 | 5.00 | 2.50 | 1.00 |
| 8:32:60 BC/CC-SP/CB | 100 | 0.50 | 0.50 | 3.43 | 13.71 | 25.71 | 2.00 | 5.00 | 2.50 | 1.00 |
| SA-CC/Soy Protein Ratio | Tensile Strength (MPa) | Elongation (%) | Toughness (MPa) | Young’s Modulus (MPa) |
|---|---|---|---|---|
| 20:80 | 15.3 ± 1.3 | 631 ± 20 | 31.2 ± 2.8 | 1.8 ± 0.2 |
| 40:60 | 19.4 ± 0.5 | 656 ± 5 | 39.2 ± 0.9 | 1.9 ± 0.1 |
| 60:40 | 20.2 ± 0.7 | 682 ± 5 | 40.0 ± 1.4 | 1.8 ± 0.3 |
| 80:20 | 18.7 ± 1.2 | 699 ± 17 | 36.0 ± 2.3 | 1.6 ± 0.4 |
| Filler Description | n | % CB Replaced | Tensile Strength (MPa) | Elongation (%) | Toughness (MPa) | Young’s Modulus (MPa) |
|---|---|---|---|---|---|---|
| 100% CB control | 6 | 0 | 25.1 ± 0.6 | 451 ± 9 | 47.8 ± 2.3 | 4.3 ± 0.5 |
| 100% biochar control | 6 | 100 | 17.8 ± 0.9 | 547 ± 13 | 39.1 ± 2.8 | 2.0 ± 0.2 |
| 20:60:20 BC/CC-SP/CB | 6 | 80 | 20.9 ± 0.6 | 621 ± 8 | 44.3 ± 1.5 | 2.1 ± 0.3 |
| 30:50:20 BC/CC-SP/CB | 6 | 80 | 20.7 ± 1.1 | 611 ± 13 | 44.1 ± 2.9 | 2.3 ± 0.3 |
| 60:20:20 BC/CC-SP/CB | 8 | 80 | 19.8 ± 0.9 | 571 ± 19 | 43.4 ± 1.6 | 2.2 ± 0.2 |
| 33:33:34 BC/CC-SP/CB | 6 | 66 | 21.9 ± 0.7 | 591 ± 8 | 47.5 ± 1.4 | 2.3 ± 0.1 |
| 12:48:40 BC/CC-SP/CB | 5 | 60 | 22.7 ± 0.5 | 594 ± 9 | 48.1 ± 2.0 | 2.4 ± 0.4 |
| 0:60:40 BC/CC-SP/CB | 6 | 60 | 21.4 ± 0.8 | 594 ± 12 | 43.9 ± 2.1 | 2.4 ± 0.3 |
| 10:40:50 BC/CC-SP/CB | 6 | 50 | 24.1 ± 0.4 | 594 ± 11 | 52.0 ± 1.6 | 2.5 ± 0.3 |
| 20:30:50 BC/CC-SP/CB | 6 | 50 | 23.8 ± 0.8 | 581 ± 9 | 51.5 ± 2.2 | 2.5 ± 0.3 |
| 0:50:50 BC/CC-SP/CB | 6 | 50 | 22.3 ± 1.4 | 593 ± 19 | 47.9 ± 4.8 | 2.3 ± 0.5 |
| 8:32:60 BC/CC-SP/CB | 5 | 40 | 24.9 ± 0.9 | 571 ± 2 | 54.0 ± 2.2 | 3.0 ± 0.2 |
| 0:40:60 BC/CC-SP/CB | 5 | 40 | 22.6 ± 0.3 | 535 ± 6 | 46.0 ± 1.2 | 3.1 ± 0.3 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the author. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Peterson, S.C. Carbon Black Replacement in Natural Rubber Composites Using Dry-Milled Calcium Carbonate, Soy Protein, and Biochar. Processes 2022, 10, 123. https://doi.org/10.3390/pr10010123
Peterson SC. Carbon Black Replacement in Natural Rubber Composites Using Dry-Milled Calcium Carbonate, Soy Protein, and Biochar. Processes. 2022; 10(1):123. https://doi.org/10.3390/pr10010123
Chicago/Turabian StylePeterson, Steven C. 2022. "Carbon Black Replacement in Natural Rubber Composites Using Dry-Milled Calcium Carbonate, Soy Protein, and Biochar" Processes 10, no. 1: 123. https://doi.org/10.3390/pr10010123
APA StylePeterson, S. C. (2022). Carbon Black Replacement in Natural Rubber Composites Using Dry-Milled Calcium Carbonate, Soy Protein, and Biochar. Processes, 10(1), 123. https://doi.org/10.3390/pr10010123