1. Introduction
Materials have always been an integral part an aircraft’s design process, and today, carbon fibre composites are much cheaper to manufacture on a large industrial scale and are used extensively in the aerospace industry where strength to weight ratios are key to performance and efficiency. There are many aircraft manufacturers that utilise carbon composites in building aircraft; Boeing and Airbus are currently producing civilian aircraft where carbon composite components contribute approximately half of the aircraft’s primary material to help lower aircraft weight and maximise efficiency.
Machining of composites is a large proportion of the total manufacturing hours in building an aircraft including tasks such as drilling, cutting, reaming, routing, sanding, and milling. The machining of fibrous composites can affect the performance of the material by discontinuing the fibre strand, which causes the resin to transfer the load to adjoining fibres. It also exposes fibres to the local environmental conditions. During the machining process for carbon-epoxy materials, 50% of the heat due to friction during machining is absorbed by the workpiece, whilst the other 50% is absorbed by the tool. This is far greater than in metals, where the chips that occur during the cutting by the machining tool absorb 75% of total heat created, with the tool absorbing 18%, and the metal being worked absorbs just 7% [
1].
The cutting tools used to machine composites are similar geometrically to those used in machining metals. However, due to the abrasive nature of composites, these tools are generally coated with carbide, titanium nitride, diamond, or tungsten to help prevent excessive wear and help to prolong tool life.
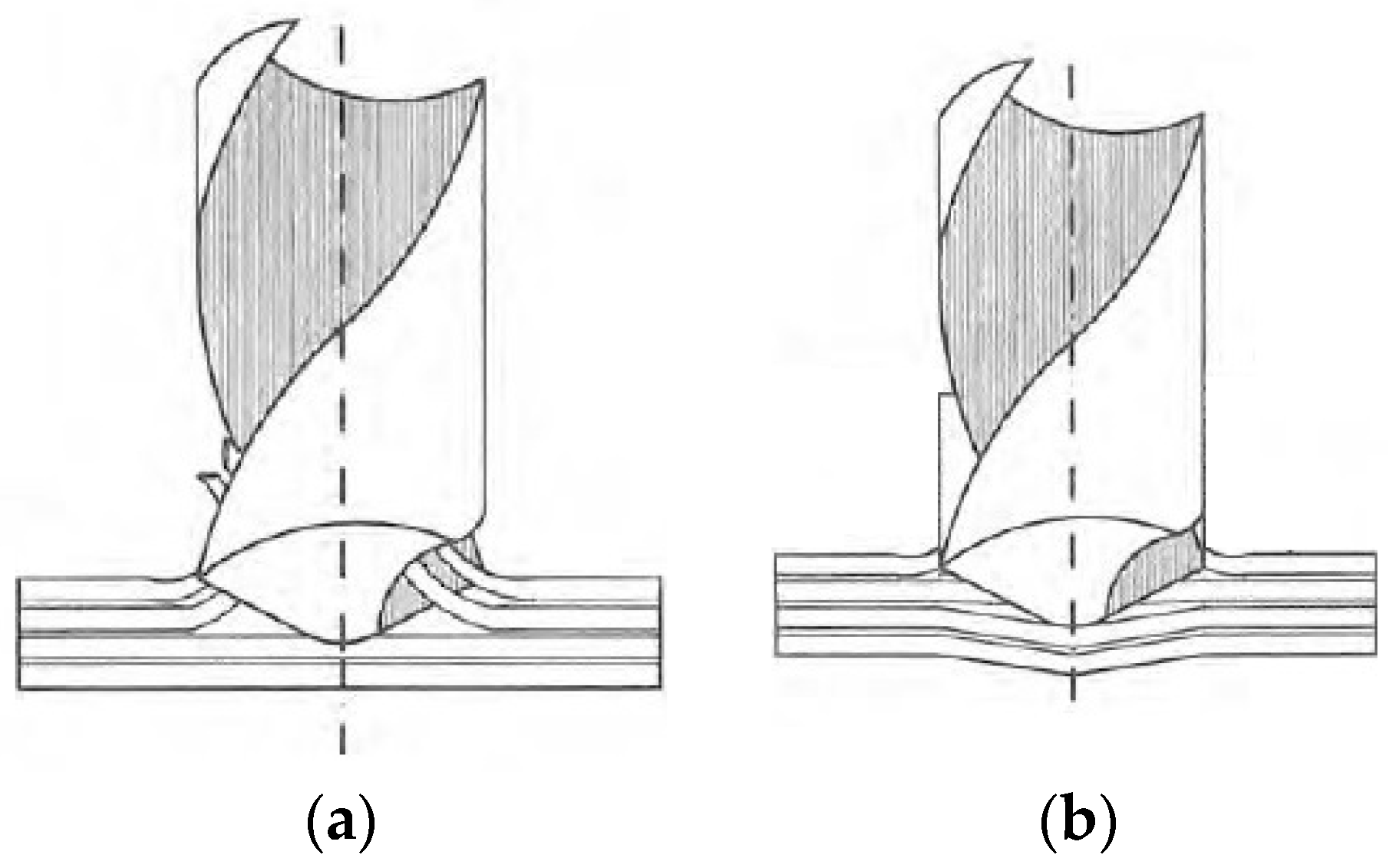
Care also needs to be taken when drilling through laminated composites since the drill bit can cause delaminations [
2] in the top layer of plies due to peeling (
Figure 1a). The drill bit also causes delaminations on the bottom plies as the drill pushes out of the other side (
Figure 1b). In the latter case, backing material such as wood or metal is recommended when drilling through composites as this helps to support the material being drilled and reduces delamination.
The Helix angle of a drill bit is the angle between the cutting face of the drill and the direction of force being applied. If the angle is negative, it effectively pushes the fibres and chips into the composite instead of extracting them. This causes more force to act through the drill bit in order to penetrate the composite which also produces heat that can cause further delaminations in the composite. Positive Helix angles give a more pointed tip that cut through the fibres more effectively, and it also extracts chips and requires less force to go through the drill site. However, positive Helix angles can result in a more fragile drill bit [
3].
When drilling though carbon composite material, an appropriate feed rate needs to be determined since using a low feed rate can damage the composite or the drill bit, and a feed rate that is too high will increase the load and cause delamination on the exit side of the hole [
3]. Spindle speed is also a key aspect of drilling since, if too slow, the drill bit will smear and push against the carbon fibres. If the spindle speed is too fast, it causes local heat generation, which makes the resin sticky and produces lumpy chips [
3]. Lazar and Xirouchakis [
4] state that the load forces (axial and tangential) on the carbon fibre composite are predominantly affected by the feed rate and tool geometry, while spindle speed has little or no influence. Phadnis et al. [
5] state that whilst using a constant spindle speed of 2500 rpm, the feed rate has a direct correlation to the force acting on the drill and carbon composite. Specifically, when the feed rate was increased from 150 mm/min to 300 mm/min and 500 mm/min, the thrust force increased by 50% and 76%, respectively.
Water is also known to have a detrimental impact on the internal structural integrity of epoxy-based composites. Moisture can act as a plasticizer when absorbed by the epoxy matrix, which leads to a reduction in the mechanical properties by effectively ‘softening’ the material [
6,
7] and reducing the glass transition temperature [
7]. It can also migrate along the fibre-matrix interface, which can reduce the adhesion between the two.
Experimental work conducted by Chen [
8] investigated drilling of fibre reinforced plastics (CFRP). It was noted that within this study, all drilling tests were conducted without coolant and used embedded thermocouples within the specimens to measure the flank surface temperature of the drill when drilling multidirectional CFPR composite laminates of 2 mm thickness. The effects of cutting speed and feed rate were discussed and found that flank surface temperatures of the drill increased with cutting speed but deceased with feed rate.
Abrão et al. [
9] conducted a review of drilling glass and CFRP materials, with specific focus on tool materials and geometry, and the influence of machining parameters (e.g., cutting speed and feed rates) on thrust force and torque. Temperature effects were also briefly covered in relation to increased heat generation due to the low coefficient of thermal conduction of plastics.
In 2012, Liu et al. [
10] also conducted a review of the mechanical drilling of composite laminates that covered topics such as cutting speed and feed rate but also included significant discussion on drill geometry (for example, point angle and drill bit twist). The paper highlights that an increase in thrust force is observed with an increase in the number of drilled holes. The main conclusions were that feed rate made a significant contribution to delamination, thrust force and tool wear.
2. Experimental Set-Up
The aim of this study is to investigate the effects of using synthetic biodegradable lubricating oil whilst through hole drilling carbon fibre composites with a pneumatically powered drill. The composite samples were made with eight layers of TenCate’s E726 epoxy resin (TenCate Advanced Composites, Nottingham, UK) pre-impregnated with high strength carbon fibres in a 2 × 2 twill woven arrangement [
11], with a layup sequence of [0/90/0/90]
S to give a cured thickness of 2 mm. The feed rate, spindle speed and drill bits were selected to represent typical hand operated drilling aerospace manufacturing methods. Half of the samples were drilled dry using no lubrication, and the remaining half drilled using a synthetic biodegradable oil mist. To avoid contamination, all dry drilling was conducted first. The results presented in this paper are an average of three experimental test runs for each test condition.
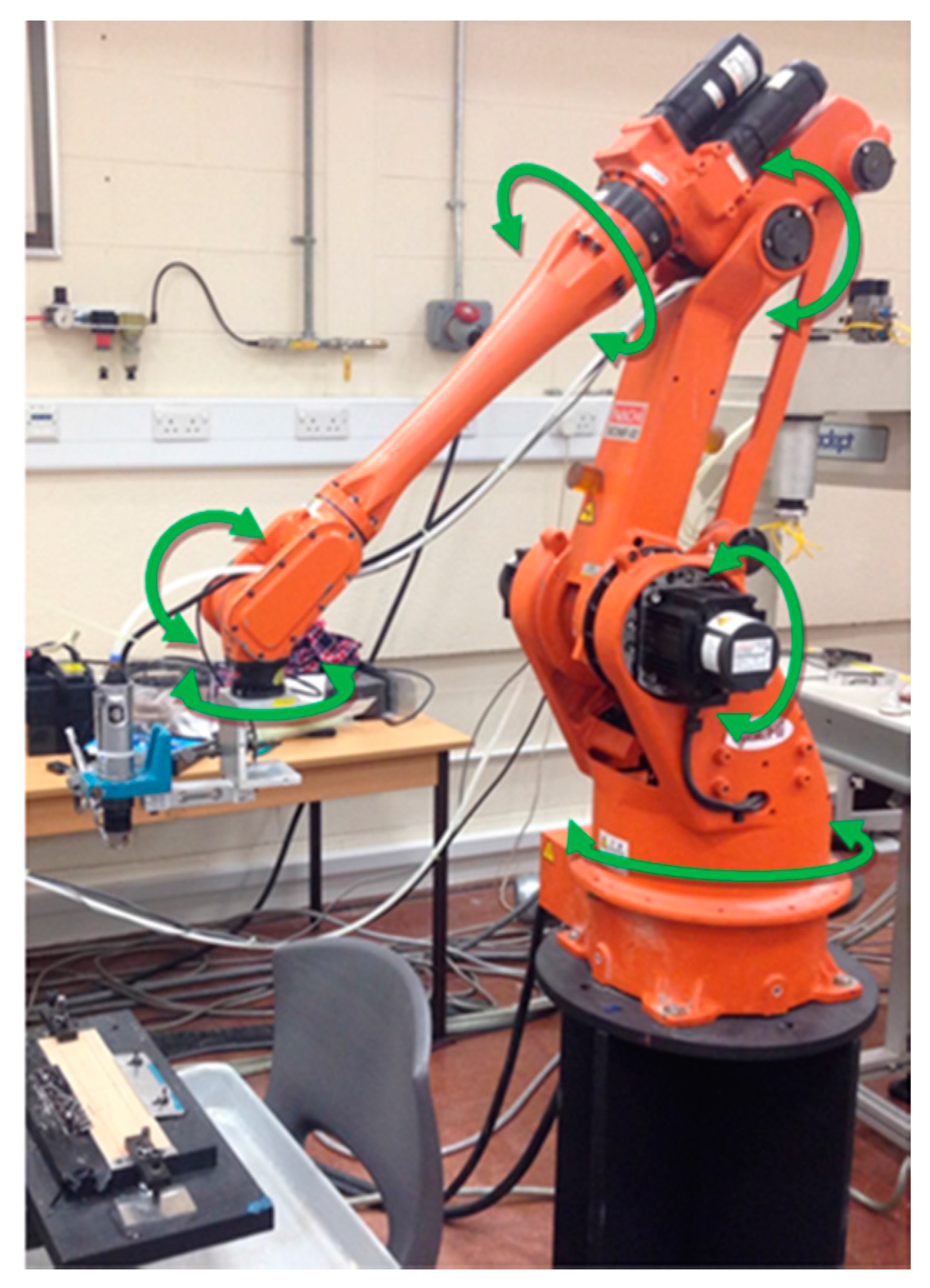
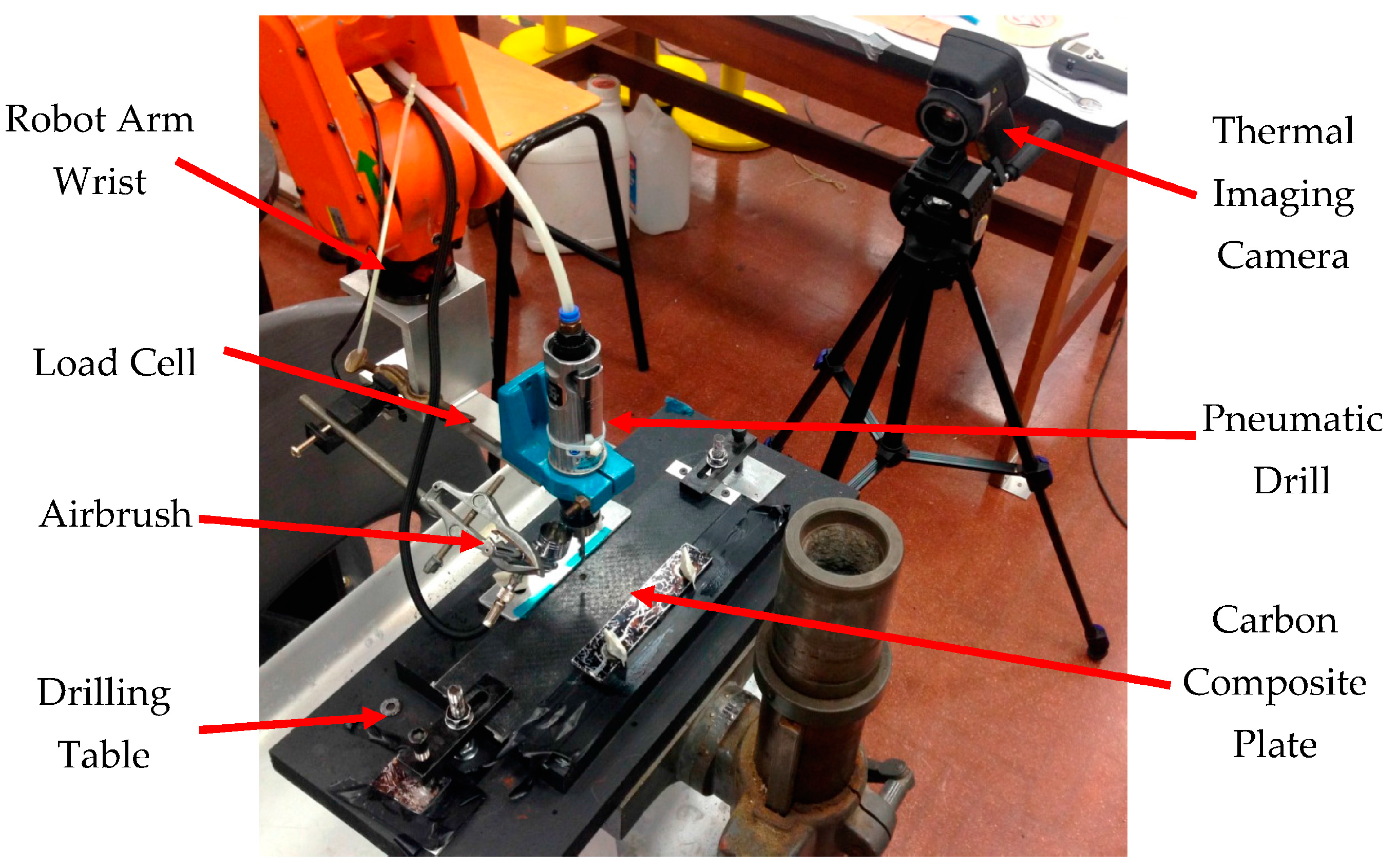
The test equipment consisted of an Ingersoll Rand LA410-EU pneumatic drill (Ingersoll Rand, Preston, UK) attached to an Nachi SC06F-02 industrial robotic arm (Nachi-Fujikoshi Corp., Toyama, Japan) (
Figure 2). The pneumatic drill was powered using the laboratory pressurised air supply, which permitted control of the rotational speed by use of an air supply regulator. The drill had a free rotational speed of 4500 rpm. However, under drilling conditions, the maximum spindle speed of the drill was 2750 rpm. For this study, four different speeds were investigated—1700, 2100, 2400, and 2750 rpm—since these were typical speeds associated with hand-operated drilling operations performed in industry. The Nachi SC06F-02 industrial robotic arm was programmed to control drill position and feed rate in a process that permitted a high level of accuracy and repeatability between tests.
To measure the drilling force, a calibrated load cell was attached between the pneumatic drill and robot arm. The spindle speed was monitored by attaching a reflective strip to the pneumatic drill chuck to act as a reference point to reflect a laser back to a calibrated AT-6 Digital tachometer. The drill bit used was a solid Carbide Kennedy KEN158-3600K Ø6 designed specifically for drilling carbon composites. The drill bit specifications were: diameter 6 mm, point angle 118°, and helix angle 30°. A new drill bit was used for each hole drilled.
The synthetic biodegradable oil lubricant used in this study was Lubricool 2032-ACS2 (TPI—Techni Pro Industries, Saint Prix, France) since it is widely used in the aircraft industry and has a low viscosity making it suitable for micro spraying (
Table 1).
The lubricating oil mist was applied using an airbrush attached to the robot arm that sprayed directly onto the end of the drill bit (
Figure 3). The airbrush could be adjusted to produce different spray patterns. In order to maximise the output of the spray gun, the mist was set to its largest spray coverage by using a nozzle diameter of 0.5 mm, which produced a flow rate of 0.423 mL/s.
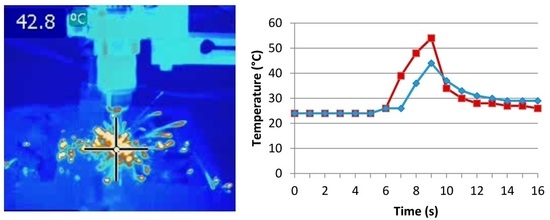
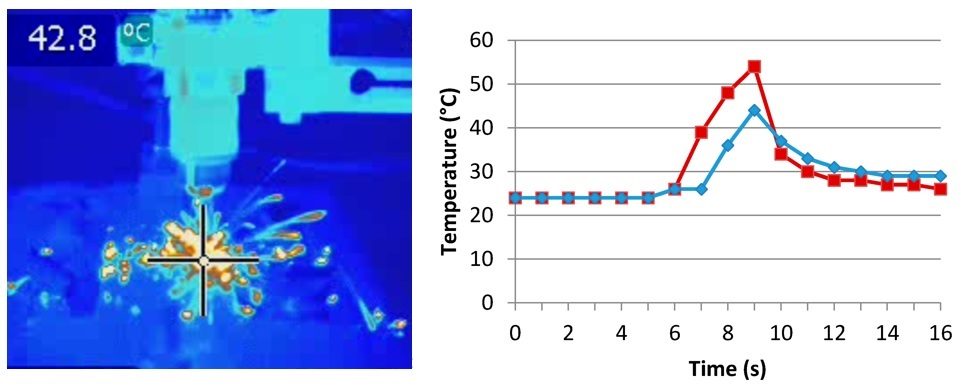
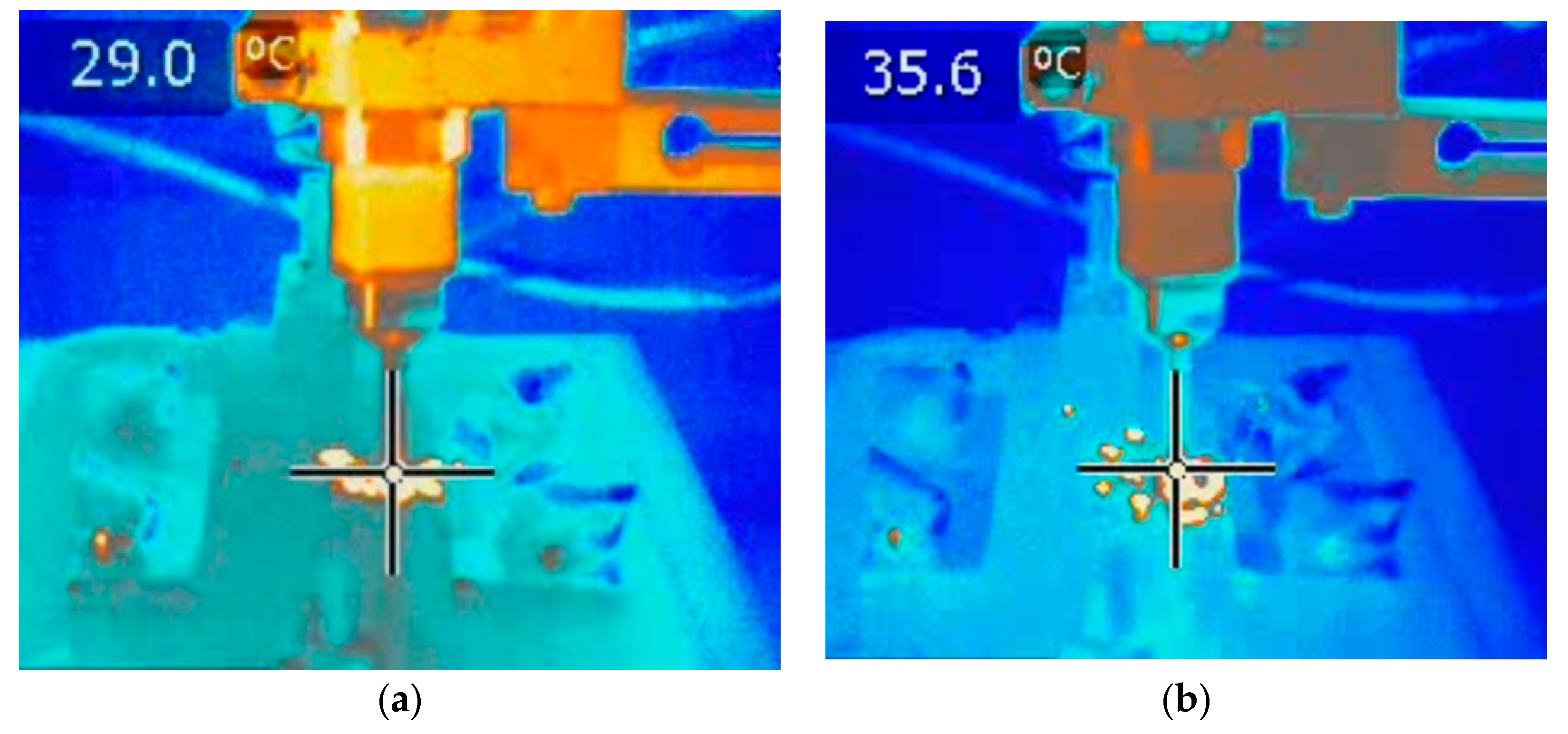
The carbon fibre samples were secured in place using clamps to stop them being picked up and bent by the drill bit as the plate was drilled. This arrangement was attached to a sturdy drilling table that was firmly fixed to the laboratory floor. The heat generated whilst drilling the carbon fibre specimens was monitored using a Forward Looking Infrared Camera (FLIR) E60BX thermal imaging camera that was aligned to measure the spot immediately adjacent to where the drill bit cuts through the specimen. The camera was set up one metre away from the drilling table so as to not interfere with the movement of the robotic arm and to also ensure the camera was not affected by the synthetic oil mist being sprayed onto the specimen (
Figure 4).
5. Conclusions
Applying synthetic biodegradable oil directly to the drill bit tip area whilst drilling carbon fibre composites minimises the friction between the cutting edge and sample and hence minimises the reduction in spindle speed compared to dry drilling. The experimental data shows that the minimum drop in spindle speed whilst drilling with an oil mist (1.3%) is lower than drilling without the use of oil (17%).
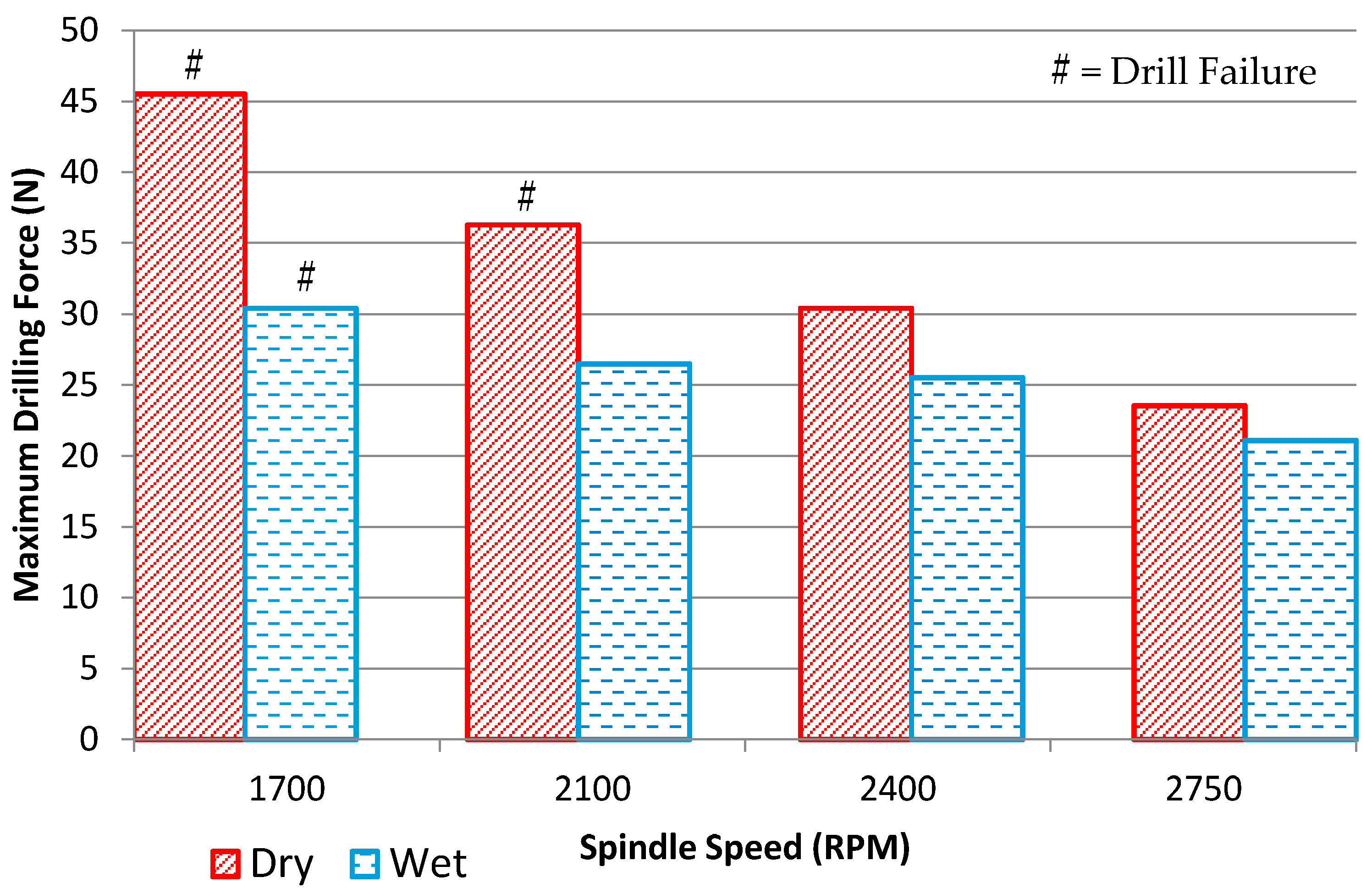
The maximum drilling force results recorded by the load cell also agree that the oil reduces friction; every specimen tested with lubricating oil had a lower maximum drilling force exerted on the drill bit than the dry drilling experiments. The higher drilling force experienced by dry drilling could have also potentially increased the risk of causing delaminations within the composite.
Dry drilling caused more stoppages of the drill bit, failing at 1700 rpm and 2100 rpm, whereas the oil mist drilling only failed to drill through the carbon composite plate at 1700 rpm. Many companies programme a pecking action into their drilling machines because this action allows for the tool and workpiece to cool momentarily and clear any blockages that might be building up between the tool and the worked material.
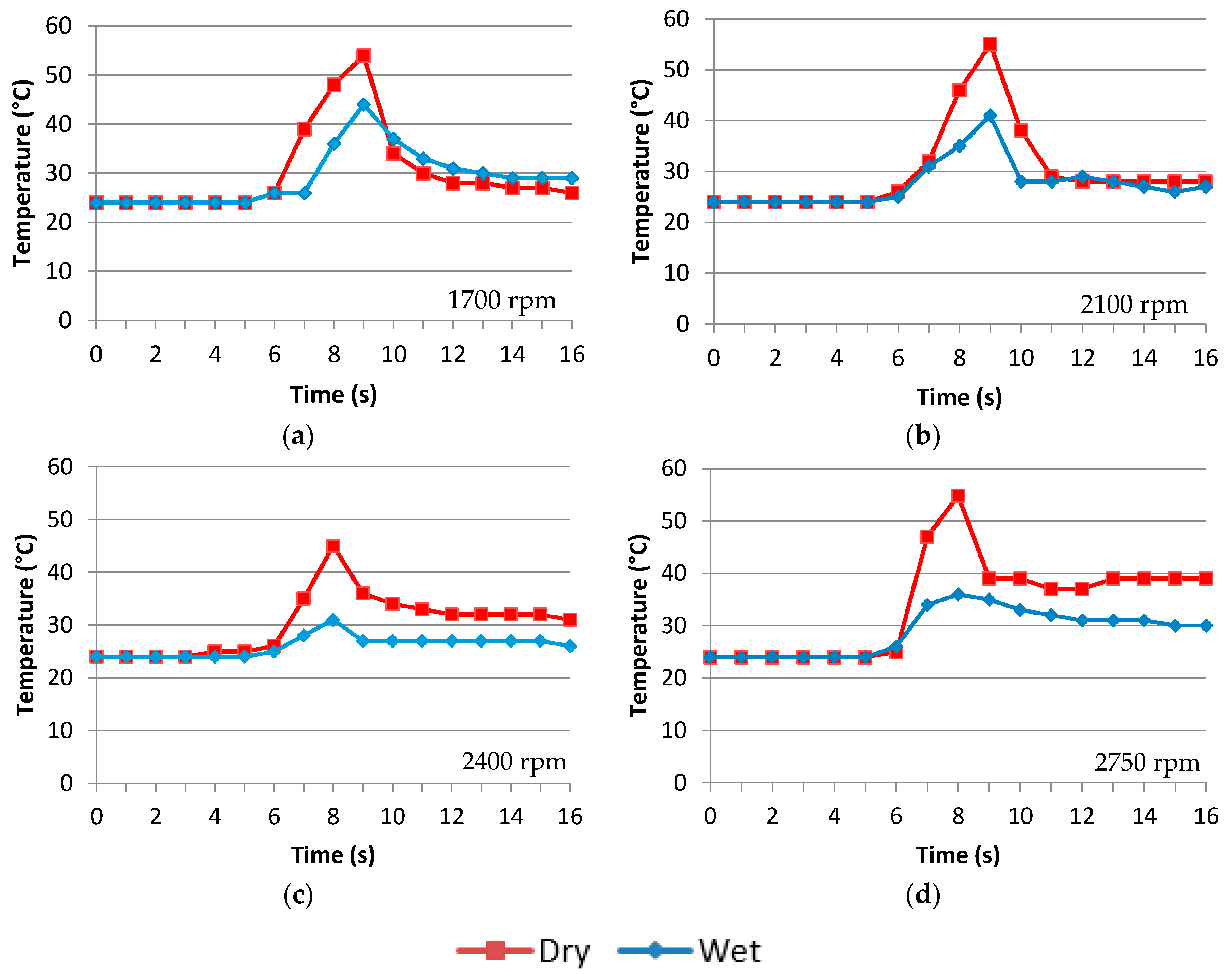
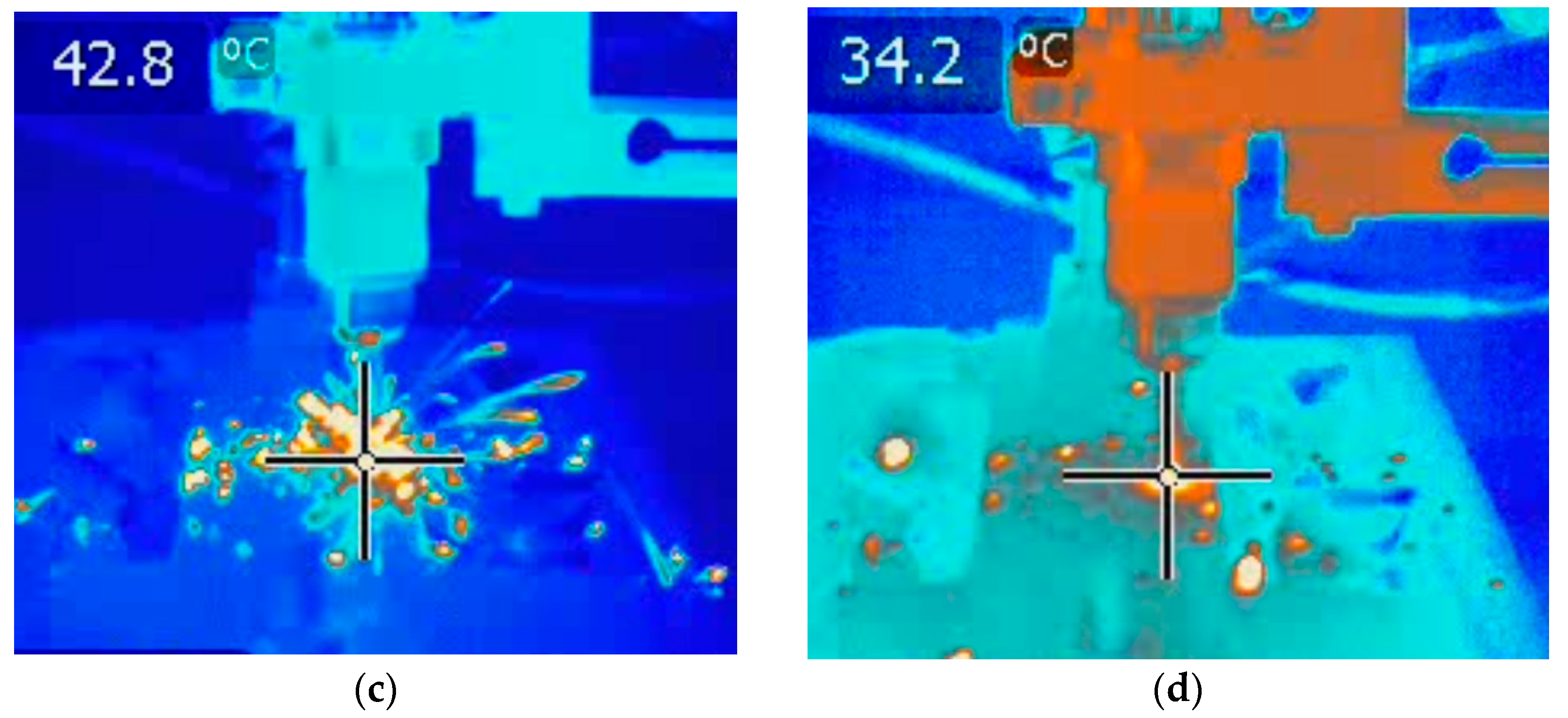
Drilling with synthetic oil reduces the heat build-up in the composite compared to dry drilling. Additionally, expelled chips (cut material) are also removed by the drill bit flutes during drilling helped to reduce the overall temperatures experienced by the composite.












{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}