Improvement of the Sphericity and the Thickness Uniformity of the Polystyrene (PS) Shell Microsphere during Curing Process



{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Abstract
1. Introduction
2. Experimental Section
2.1. Preparation System
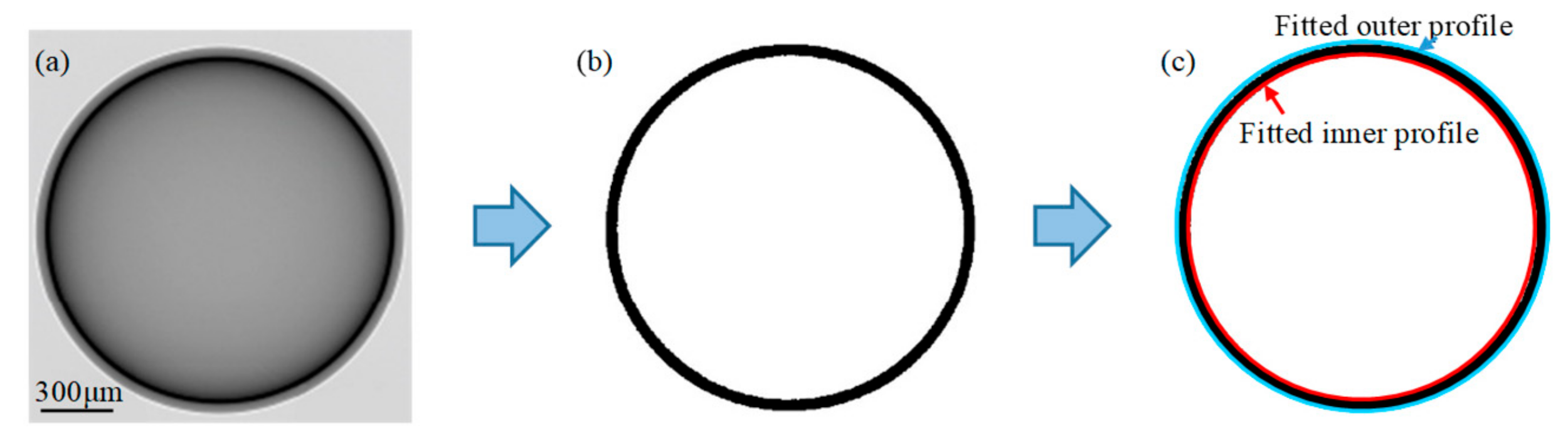
2.2. Measurement System
3. Results and Discussion
3.1. Experimental Parameters of the Traditional Curing System
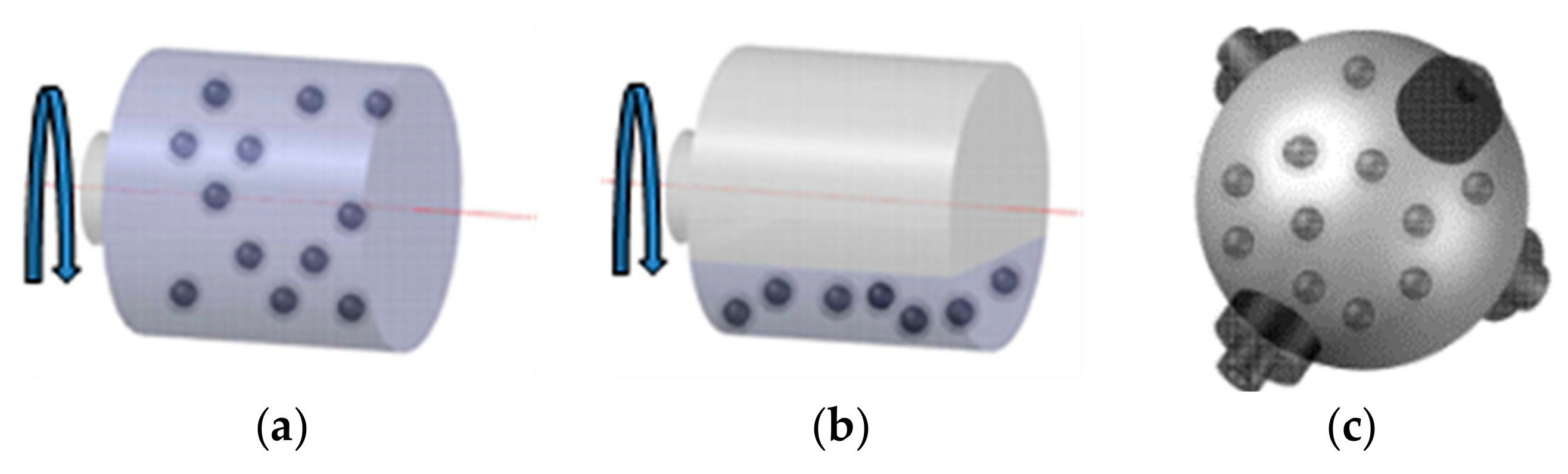
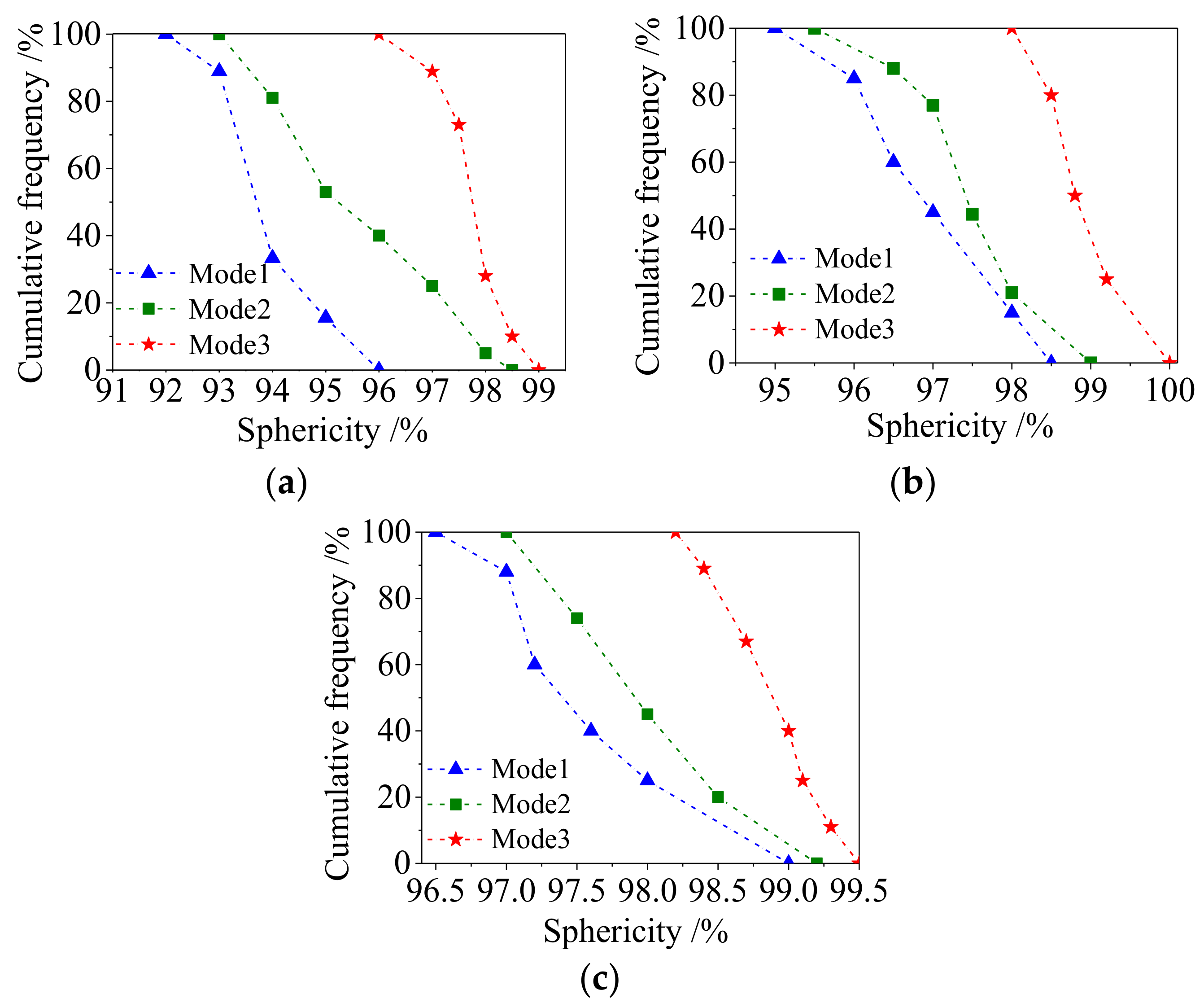
3.2. Traditional Rotating Curing Device and Random Rotating Curing Device
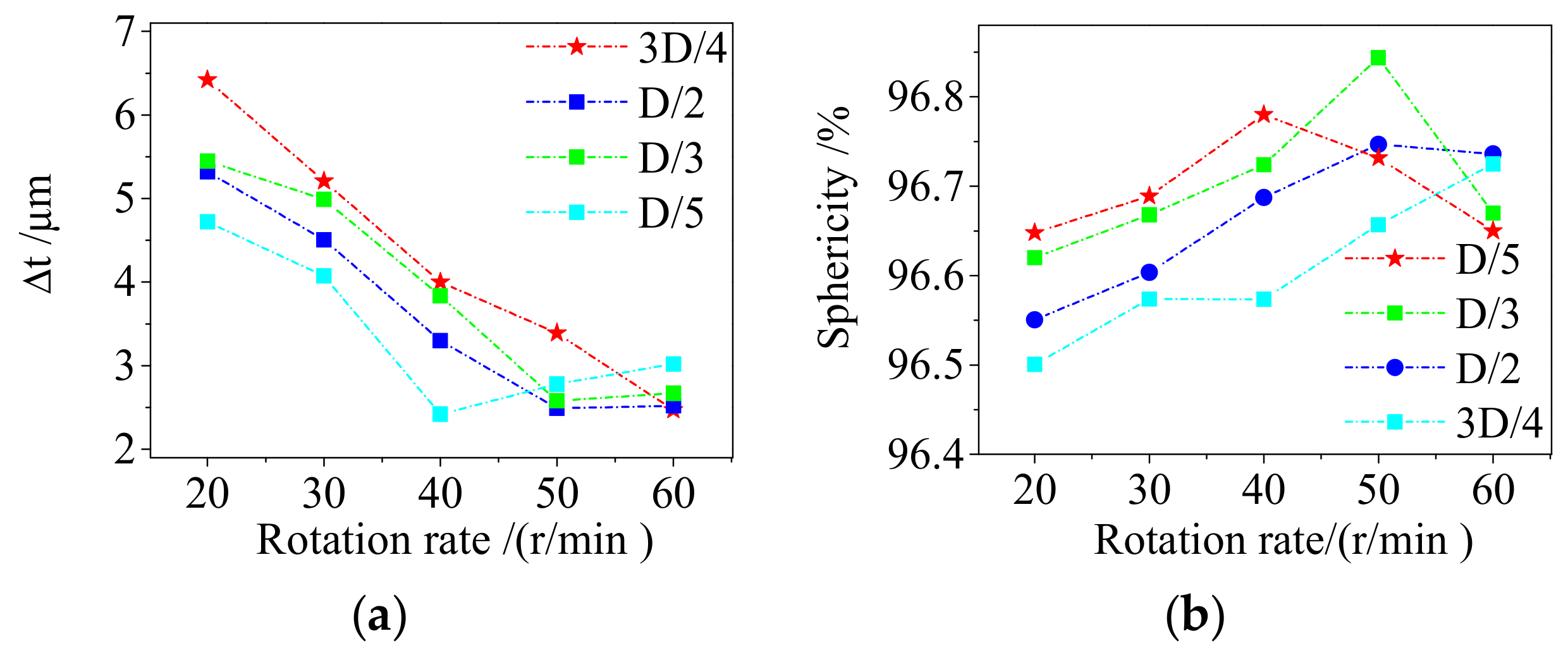
3.3. Optimization of Rotation Rate for the Random Rotating Device
4. Conclusion
- In the random rotating curing system, the disturbance of the fluid increases the deformation recovery ability of the compound droplets. Furthermore, the vortex with different directions in the external flow fields makes the compound droplets spin in many directions, which improves the spheroidization and concentricity of the compound droplets.
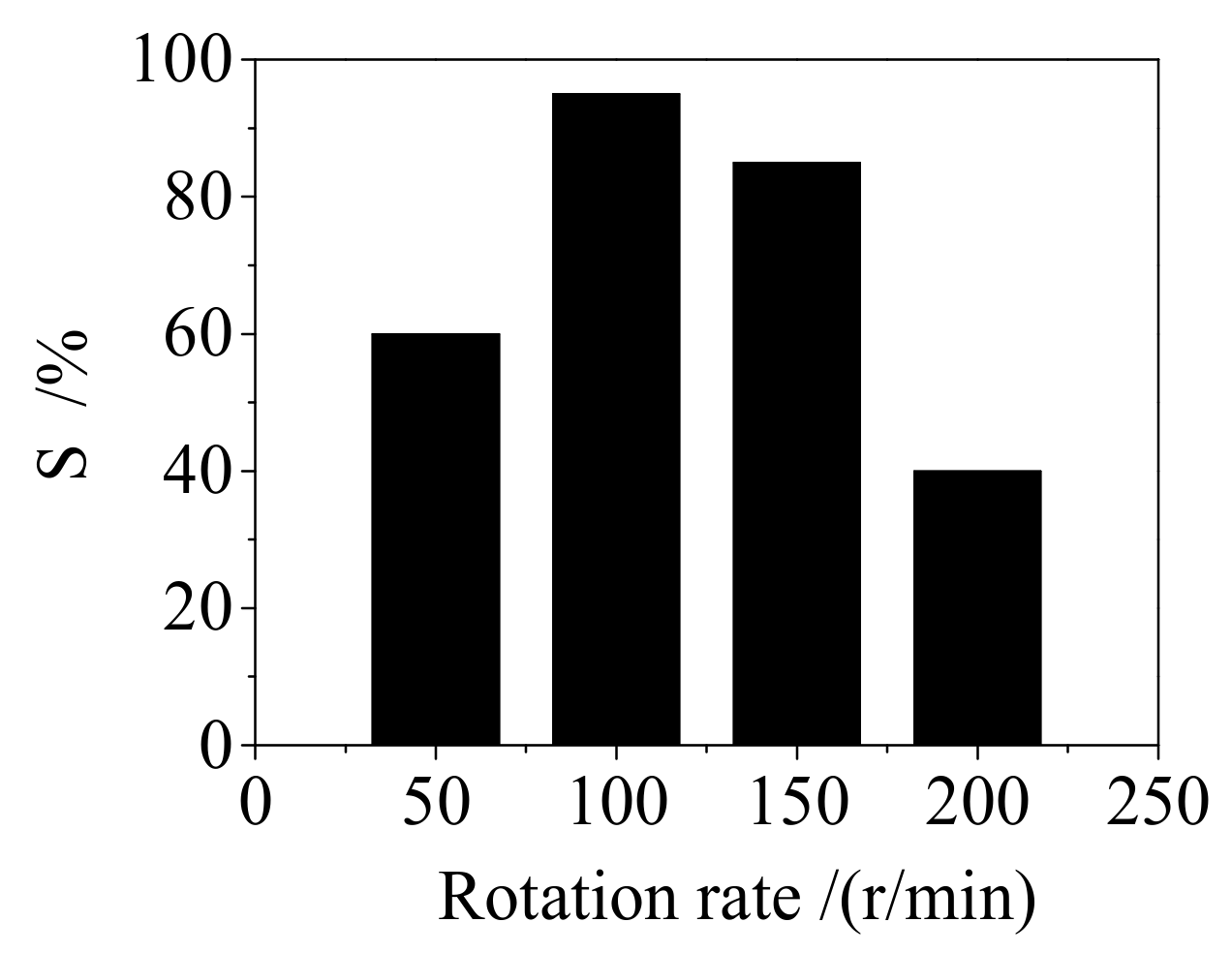
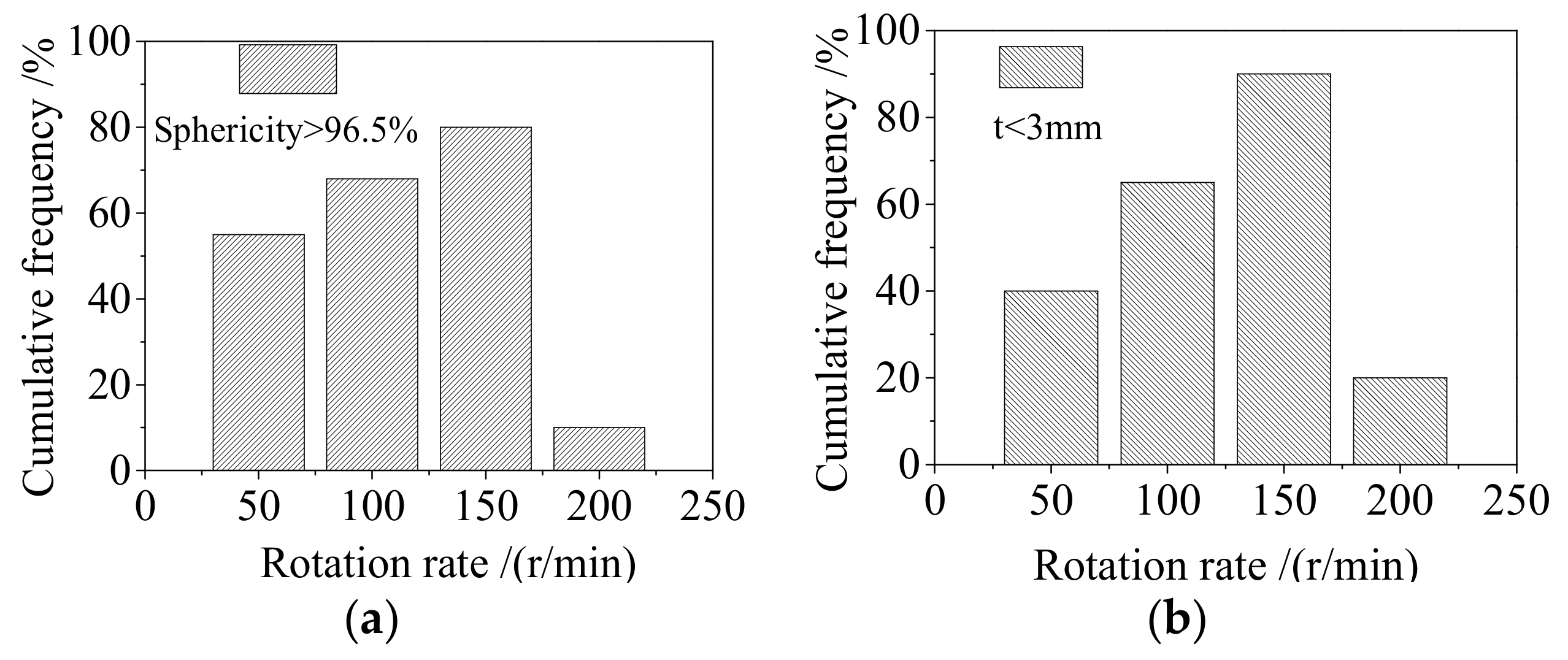
- For the traditional rotating curing system, there is an optimal rotation rate for the best quality of the hollow microspheres, and the optimal rotation rate increases as the liquid level increases.
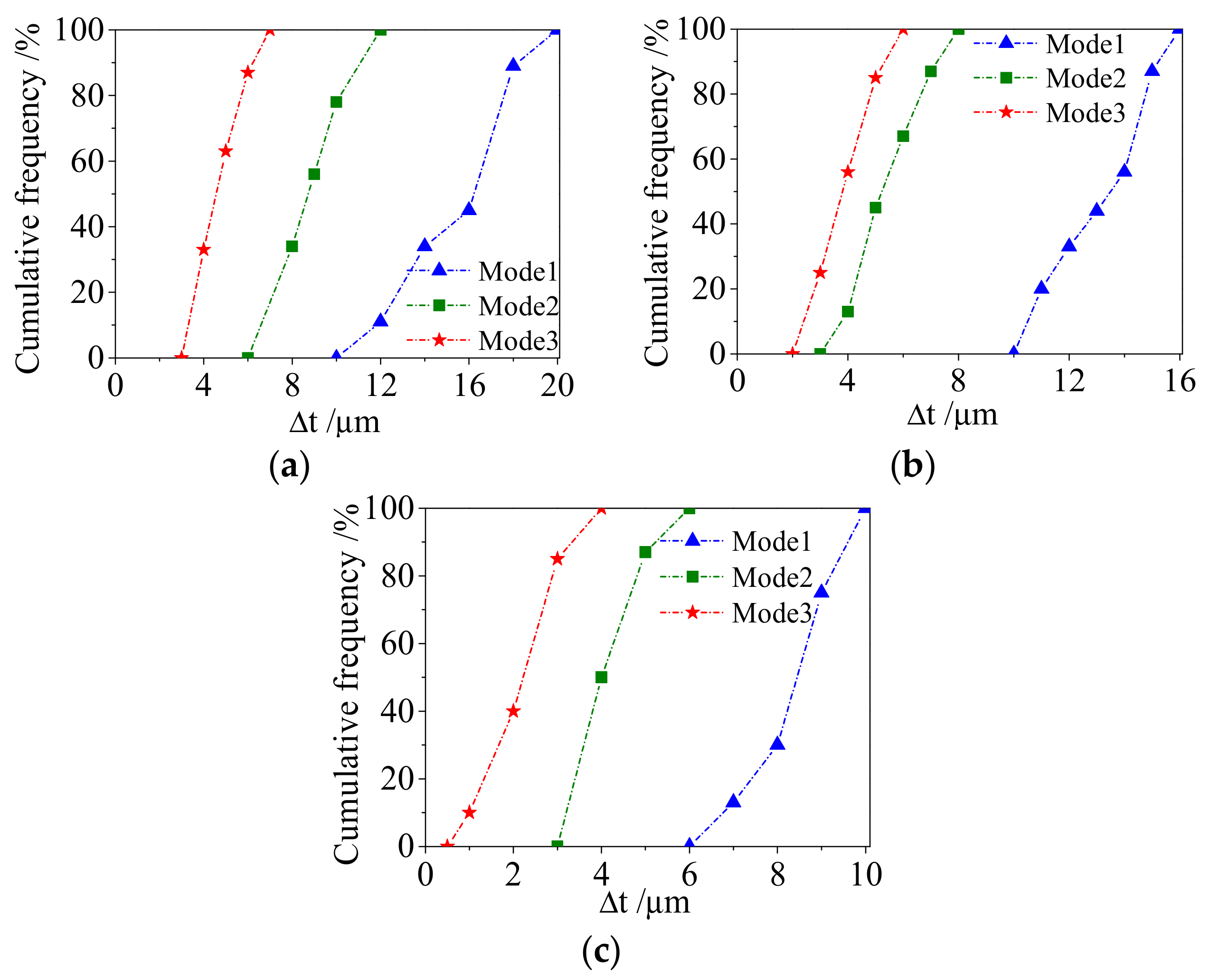
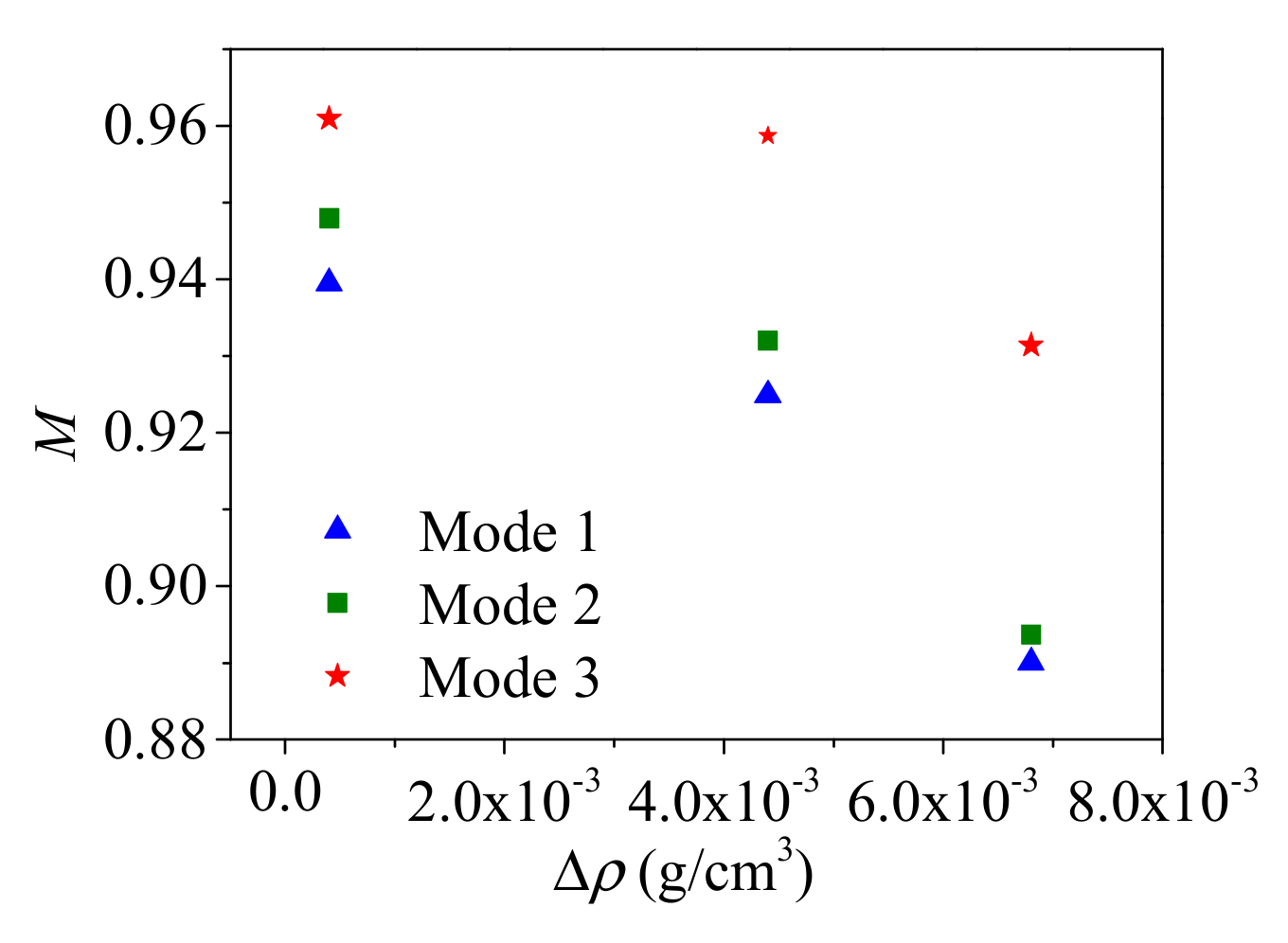
- Compared with the use of the traditional rotating curing system, the sensitivity of the microspheres quality to the density mismatch between the phases, when utilizing the random rotating curing system, is smaller, and the thickness uniformity and sphericity of the polystyrene (PS) microsphere increase by 10.2% and 3.6%, respectively.
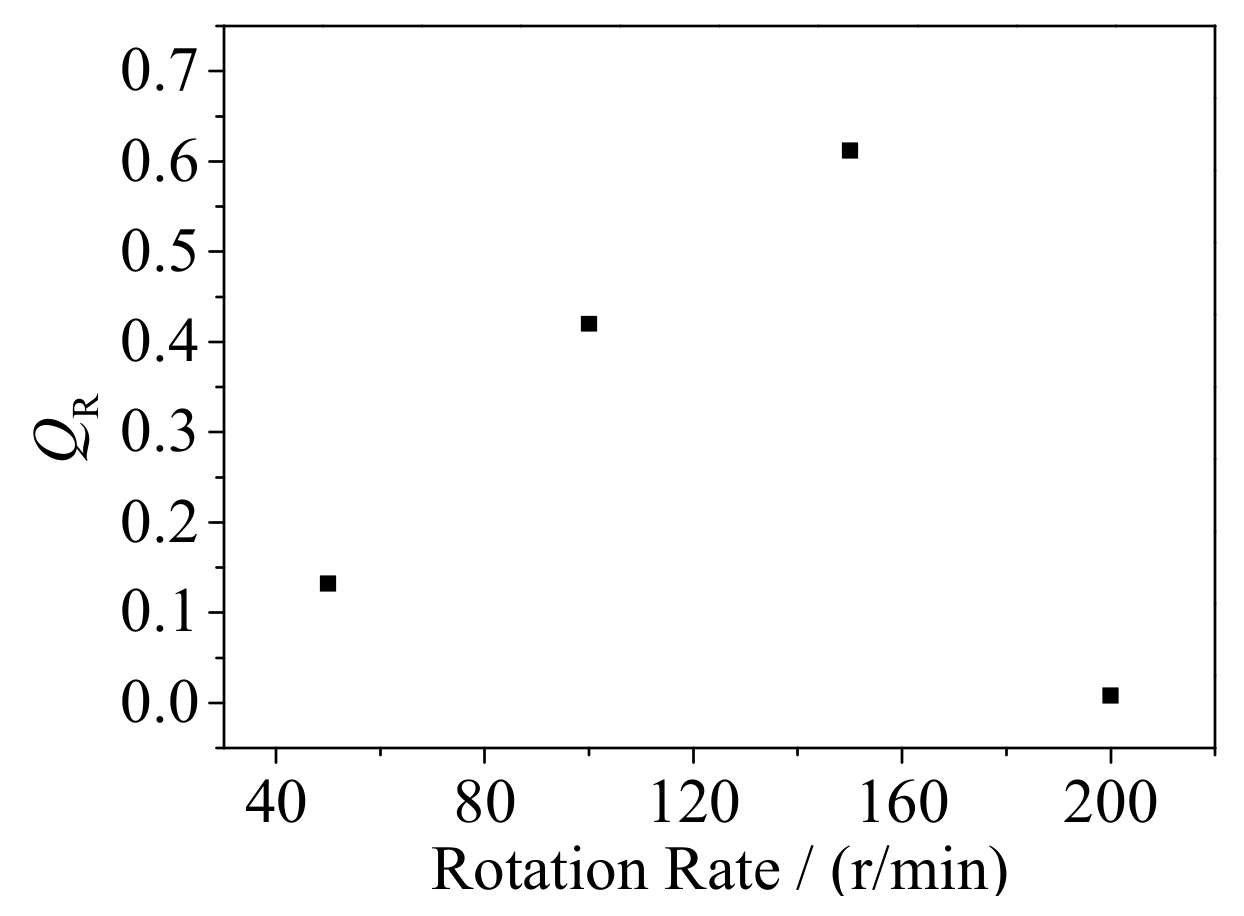
- There is an optimal rotation rate for the random rotating curing device, which can optimize the survival rate and quality of the hollow microspheres.
Author Contributions
Funding
Conflicts of Interest
References
- Zhang, C.; Yu, F.; Li, X.; Chen, Y. Gravity–capillary evaporation regimes in microgrooves. AIChE J. 2019, 65, 1119–1125. [Google Scholar] [CrossRef]
- Song, H.; Chen, D.L.; Ismagilov, R.F. Reactions in droplets in microfluidic channels. Angew. Chem. Int. Ed. 2006, 45, 7336–7356. [Google Scholar] [CrossRef] [PubMed]
- Hadwen, B.; Broder, G.R.; Morganti, D.; Jacobs, A.; Brown, C.; Hector, J.R.; Kubota, Y.; Morgan, H. Programmable large area digital microfluidic array with integrated droplet sensing for bioassays. Lab Chip 2012, 12, 3305–3313. [Google Scholar] [CrossRef] [PubMed]
- Wang, J.; Sun, L.; Zou, M.; Gao, W.; Liu, C.; Shang, L.; Gu, Z.; Zhao, Y. Bioinspired shape-memory graphene film with tunable wettability. Sci. Adv. 2017, 3, e1700004. [Google Scholar] [CrossRef] [PubMed]
- Zhang, C.; Gao, W.; Zhao, Y.; Chen, Y. Microfluidic generation of self-contained multicomponent microcapsules for self-healing materials. Appl. Phys. Lett. 2018, 113, 203702. [Google Scholar] [CrossRef]
- Lindl, J. Development of the indirect-drive approach to inertial confinement fusion and the target physics basis for ignition and gain. Phys. Plasmas 1995, 2, 3933–4024. [Google Scholar] [CrossRef]
- Du, K.; Liu, M.; Wang, T.; He, X.; Wang, Z.; Zhang, J. Recent progress in ICF target fabrication at RCLF. Matter. Radiat. Extrem. 2018, 3, 135–144. [Google Scholar] [CrossRef]
- Lan, K.; Liu, J.; Li, Z.; Xie, X.; Huo, W.; Chen, Y.; Ren, G.; Zheng, C.; Yang, D.; Li, S.; et al. Progress in octahedral spherical hohlraum study. Matter. Radiat. Extrem. 2016, 1, 8–27. [Google Scholar] [CrossRef]
- Chen, Y.; Gao, W.; Zhang, C.; Zhao, Y. Three-dimensional splitting microfluidics. Lab Chip 2016, 16, 1332–1339. [Google Scholar] [CrossRef]
- Al-Abidi, A.A.; Mat, S.; Sopian, K.; Sulaiman, M.Y.; Mohammad, A.T. Numerical study of PCM solidification in a triplex tube heat exchanger with internal and external fins. Int. J. Heat Mass Transf. 2013, 61, 684–695. [Google Scholar] [CrossRef]
- Liu, X.; Zhang, C.; Yu, W.; Deng, Z.; Chen, Y. Bubble breakup in a microfluidic T-junction. Sci. Bull. 2016, 61, 811–824. [Google Scholar] [CrossRef]
- Chen, Y.; Liu, X.; Shi, M. Hydrodynamics of double emulsion droplet in shear flow. Appl. Phys. Lett. 2013, 102, 051609. [Google Scholar] [CrossRef]
- Kubo, U.; Tsubakihara, H. Development of a coating technique for inertial confinement fusion plastic targets. J. Vac. Sci. Technol. A Vac. Surf. Film. 1986, 4, 1134–1137. [Google Scholar] [CrossRef]
- Chen, Y.; Deng, Z. Hydrodynamics of a droplet passing through a microfluidic t-junction. J. Fluid Mech. 2017, 819, 401–434. [Google Scholar] [CrossRef]
- Peng, H.; Shi, Z.; Wang, W.; Chen, S.; Zhang, Z.; Xu, Z.; Dong, S.; Chen, Y.P.; Li, B.; Ge, L. An easily assembled double T-shape for the preparation of submillimeter-sized hollow polyacrylonitrile (PAN) microcapsules for inertial confinement fusion (ICF) project. Colloids Surf. A Physicochem. Eng. Asp. 2015, 482, 58–67. [Google Scholar] [CrossRef]
- Chen, S.; Su, L.; Liu, Y.; Li, B.; Qi, X.; Zhang, Z.; Liu, M. Density match during fabrication process of poly(α-methylstyrene) mandrels by microencapsulation. High Power Laser Part. Beams 2012, 24, 1561–1565. [Google Scholar] [CrossRef]
- Chen, S.; Liu, Y.; Su, L.; Qi, X.; Shi, R.; Liu, M.; Zhang, Z.; Li, B. Influence of double emulsions solidification rate on sphericity of poly(α-methyl styrene) capsules in microencapsulation process. CIESC J. 2013, 64, 2446–2452. (In Chinese) [Google Scholar]
- Takagi, M.; Cook, R.; McQuillan, B.; Elsner, F.; Stephens, R.; Nikroo, A.; Gibson, J.; Paguio, S. Development of high quality poly(α-methylstyrene) mandrels for NIF. Fusion Sci. Technol. 2002, 41, 278–285. [Google Scholar] [CrossRef]
- McQuillan, B.W.; Greenwood, A. Microencapsulation process factors which influence the sphericity of 1 mm o.d. poly(α-methylstyrene) shells for ICF. Fusion Technol. 1999, 35, 194–197. [Google Scholar] [CrossRef]
- Mcquillan, B.W.; Nikroo, A.; Steinman, D.A.; Elsner, F.H.; Czechowicz, D.G.; Hoppe, M.L.; Sixtus, M.; Miller, W.J. The PAMS/GDP process for production of ICF target mandrels. Fusion Sci. Technol. 1997, 31, 381–384. [Google Scholar] [CrossRef]
- Liu, M.; Chen, S.; Qi, X.; Li, B.; Shi, R.; Liu, Y.; Chen, Y.; Zhang, Z. Improvement of wall thickness uniformity of thick-walled polystyrene shells by density matching. Chem. Eng. J. 2014, 241, 466–476. [Google Scholar] [CrossRef]
- Peng, H.; Liu, M.; Li, J.; Chen, S.; Zhang, Z.; Li, B.; Ge, L. Fabrication of thick-walled polyacrylonitrile (PAN) with high uniformity by an easily assembled double-T droplet generator. RSC Adv. 2015, 5, 98892–98899. [Google Scholar] [CrossRef]
- Chen, Q.; Chen, S.; Liu, M.; Pan, D.; Li, B.; Zhang, Z.; Qi, X. Influence of fluorobenzene mass transfer on the qualities of poly-α-methylstyrene shells. RSC Adv. 2018, 8, 3687–3693. [Google Scholar] [CrossRef]
- Pan, D.; Huang, W.; Chen, Q.; Chen, S.; Zhang, Z.; Liu, M.; Li, B. Investigation of craze and cracks of polystyrene shells during drying process. Fusion Sci. Technol. 2018, 73, 59–67. [Google Scholar] [CrossRef]
- Liu, M.; Liu, Y.; Li, J.; Chen, S.; Li, J.; Su, L.; Qi, X.; Li, B.; Zhang, Z. Improvement of sphericity of thick-walled polystyrene shell. Colloids Surf. A Physicochem. Eng. Asp. 2015, 484, 463–470. [Google Scholar] [CrossRef]














© 2019 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Han, X.; Zhou, H.; Zhu, Y.; Wu, L.; Yao, F.; Yu, C. Improvement of the Sphericity and the Thickness Uniformity of the Polystyrene (PS) Shell Microsphere during Curing Process. Coatings 2019, 9, 385. https://doi.org/10.3390/coatings9060385
Han X, Zhou H, Zhu Y, Wu L, Yao F, Yu C. Improvement of the Sphericity and the Thickness Uniformity of the Polystyrene (PS) Shell Microsphere during Curing Process. Coatings. 2019; 9(6):385. https://doi.org/10.3390/coatings9060385
Chicago/Turabian StyleHan, Xiaotian, Hua Zhou, Yifei Zhu, Liangyu Wu, Feng Yao, and Cheng Yu. 2019. "Improvement of the Sphericity and the Thickness Uniformity of the Polystyrene (PS) Shell Microsphere during Curing Process" Coatings 9, no. 6: 385. https://doi.org/10.3390/coatings9060385
APA StyleHan, X., Zhou, H., Zhu, Y., Wu, L., Yao, F., & Yu, C. (2019). Improvement of the Sphericity and the Thickness Uniformity of the Polystyrene (PS) Shell Microsphere during Curing Process. Coatings, 9(6), 385. https://doi.org/10.3390/coatings9060385