
The Microstructure Evolution and Dynamic Recrystallization Mechanism of Cu-1.1–Ni-0.7–Co-0.45–Si-0.3Cr Alloys during High-Temperature Deformation




Abstract
1. Introduction
2. Material and Experimental
3. Results
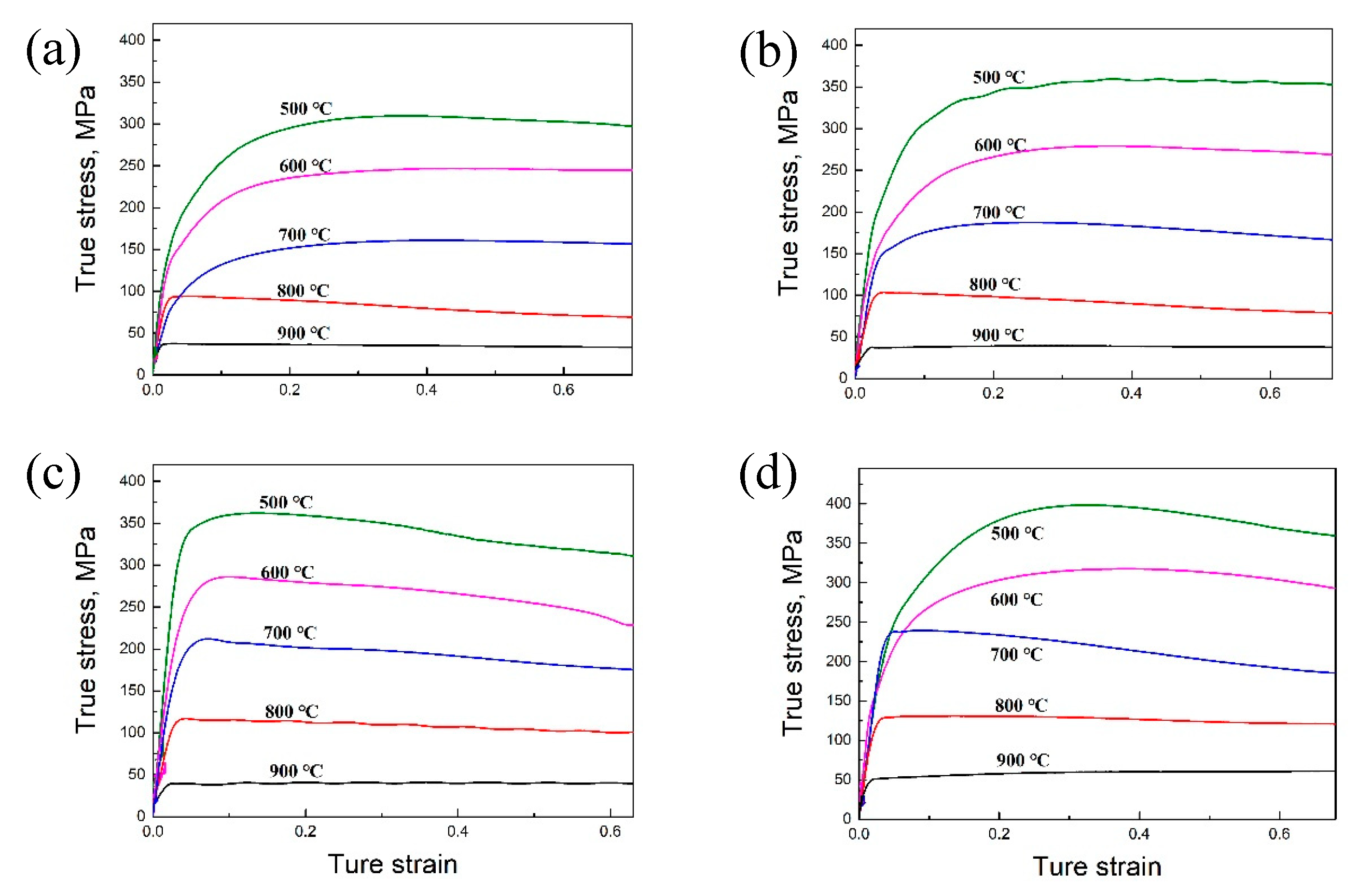
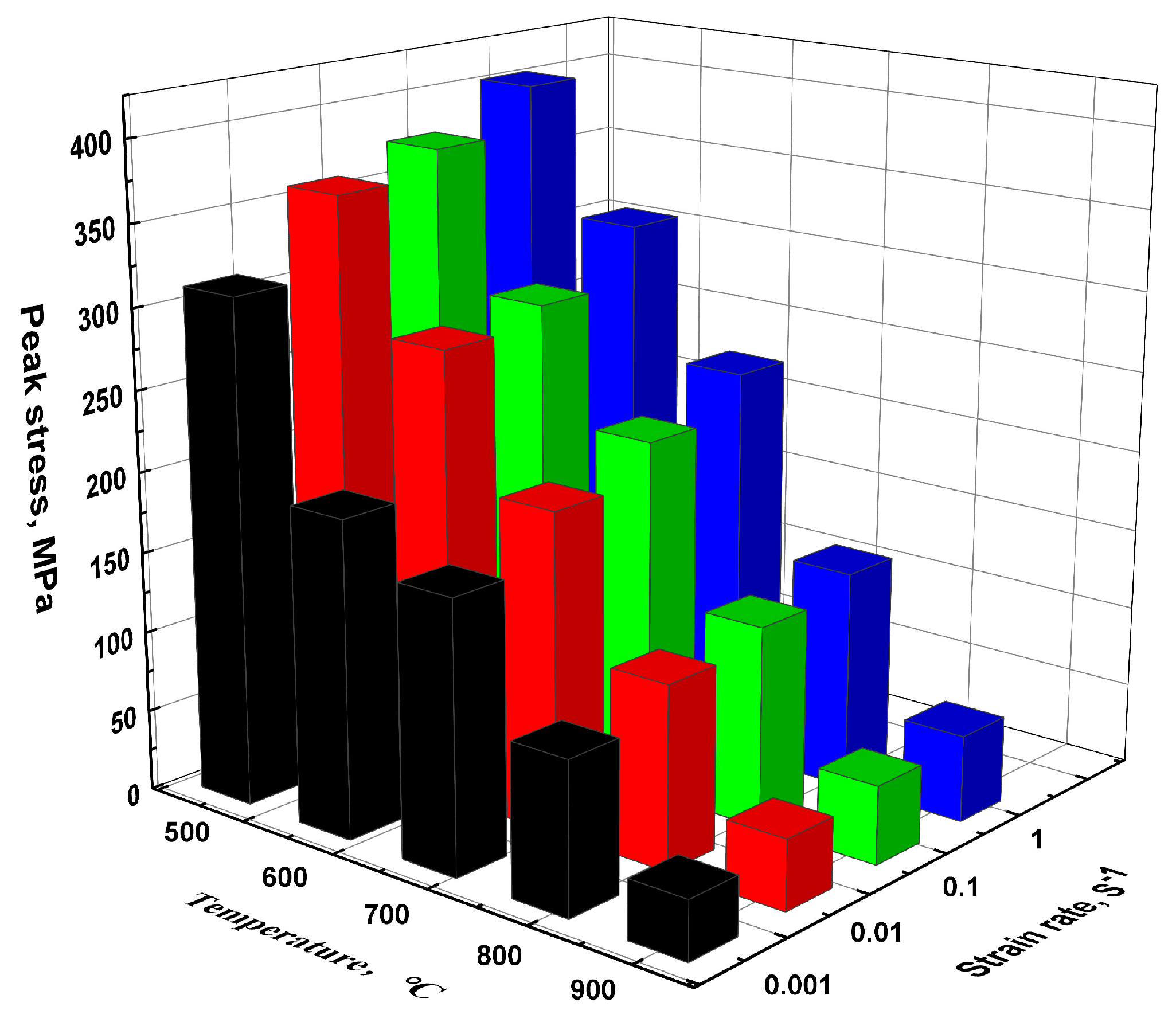
3.1. Flow Stress Behavior
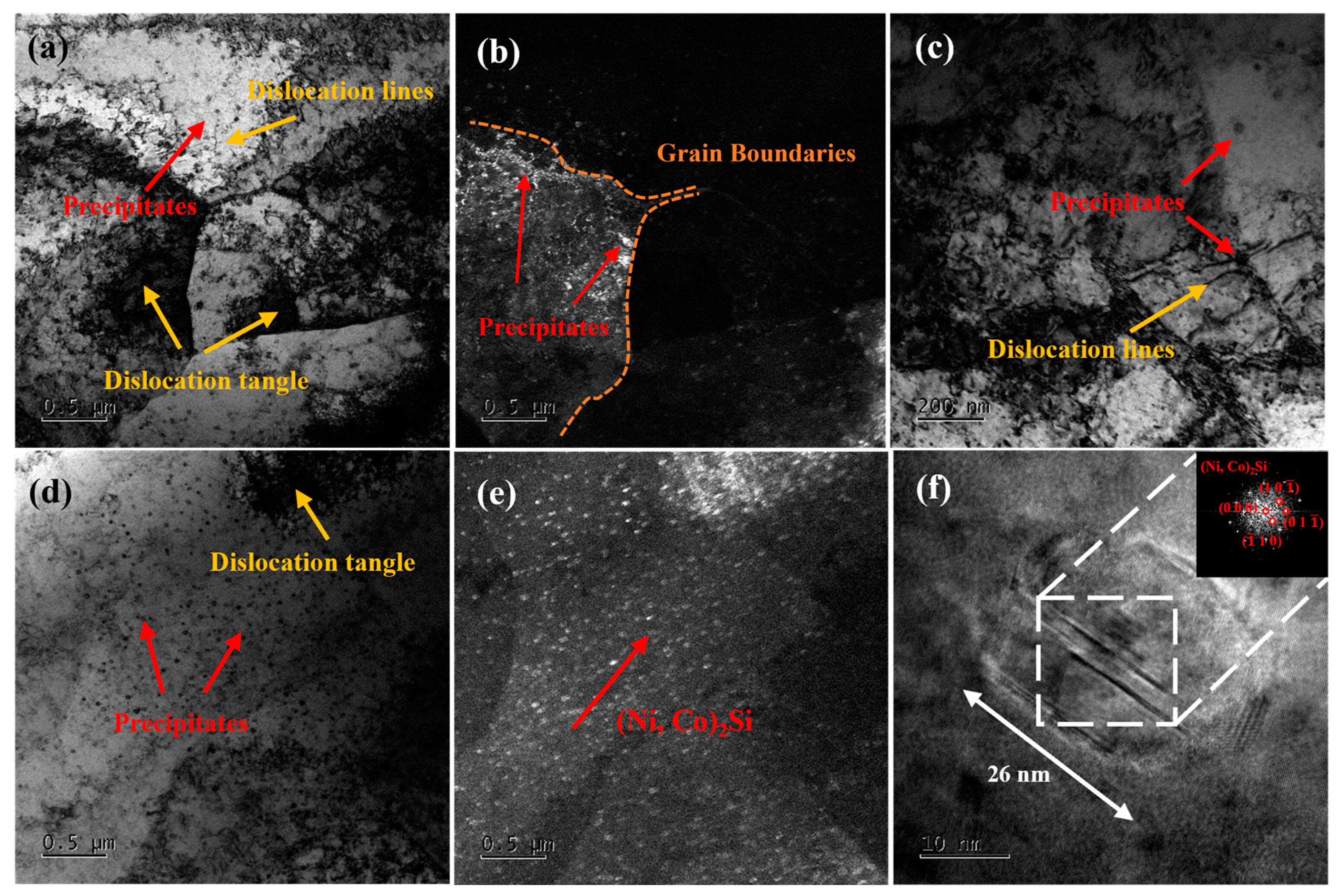
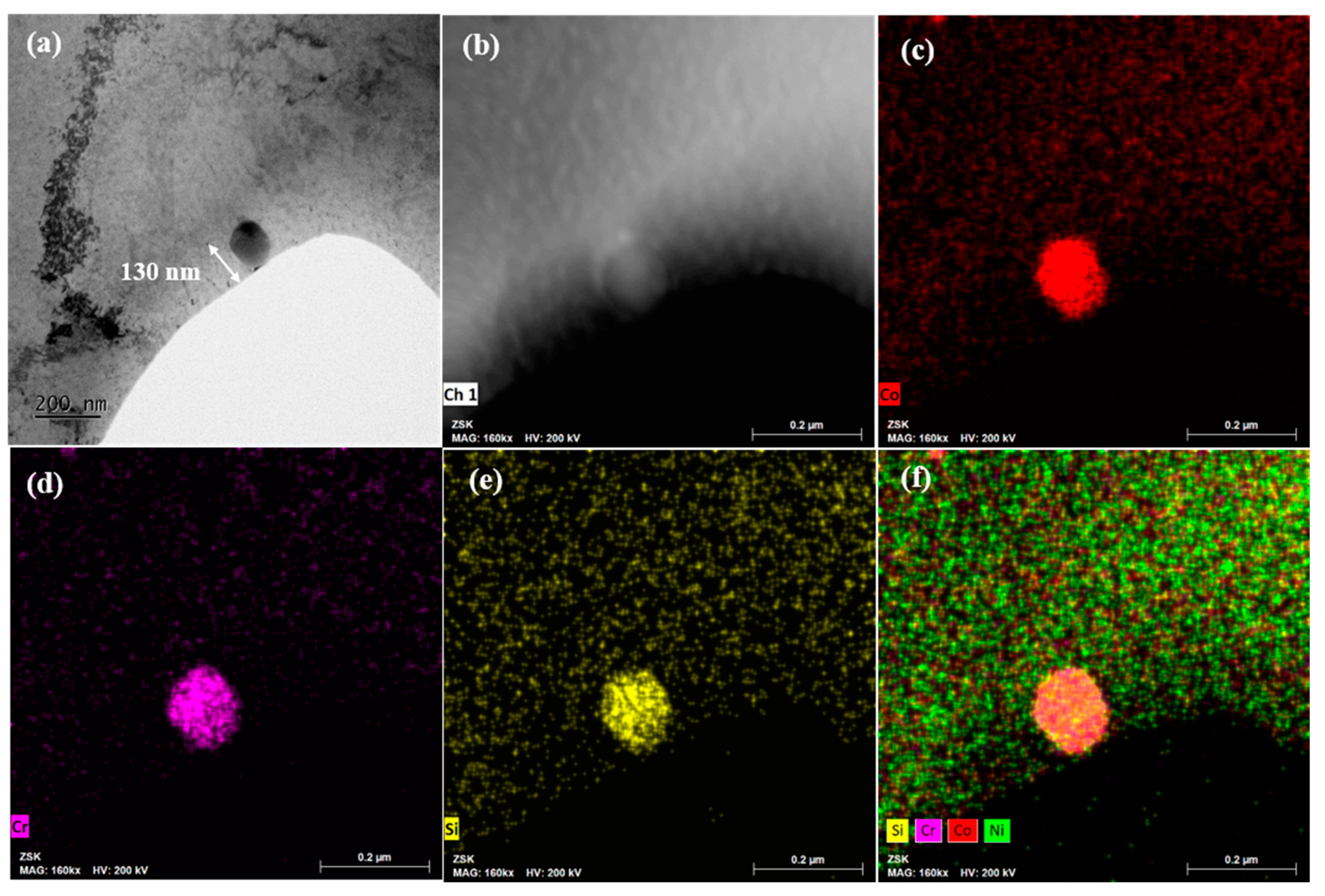
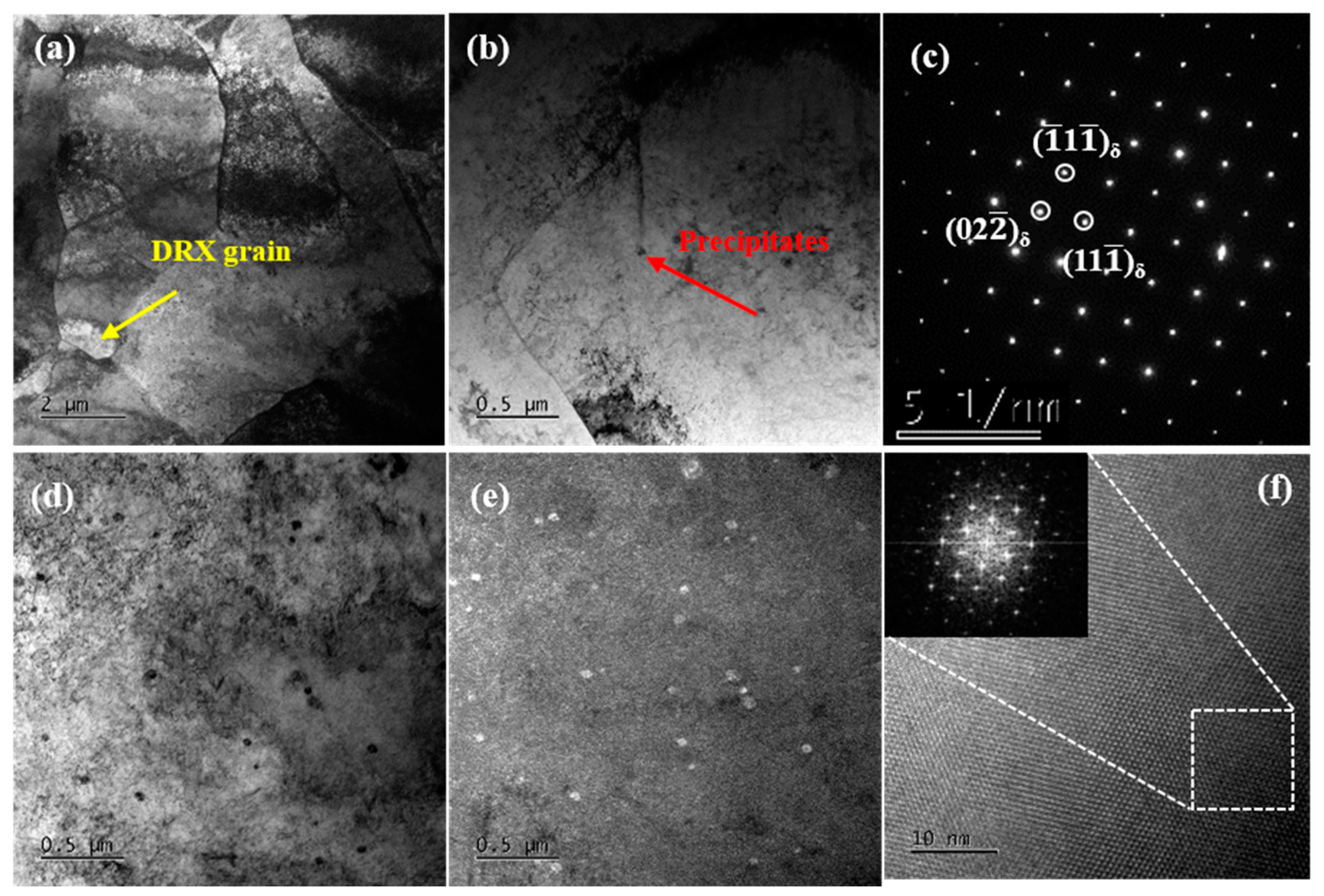
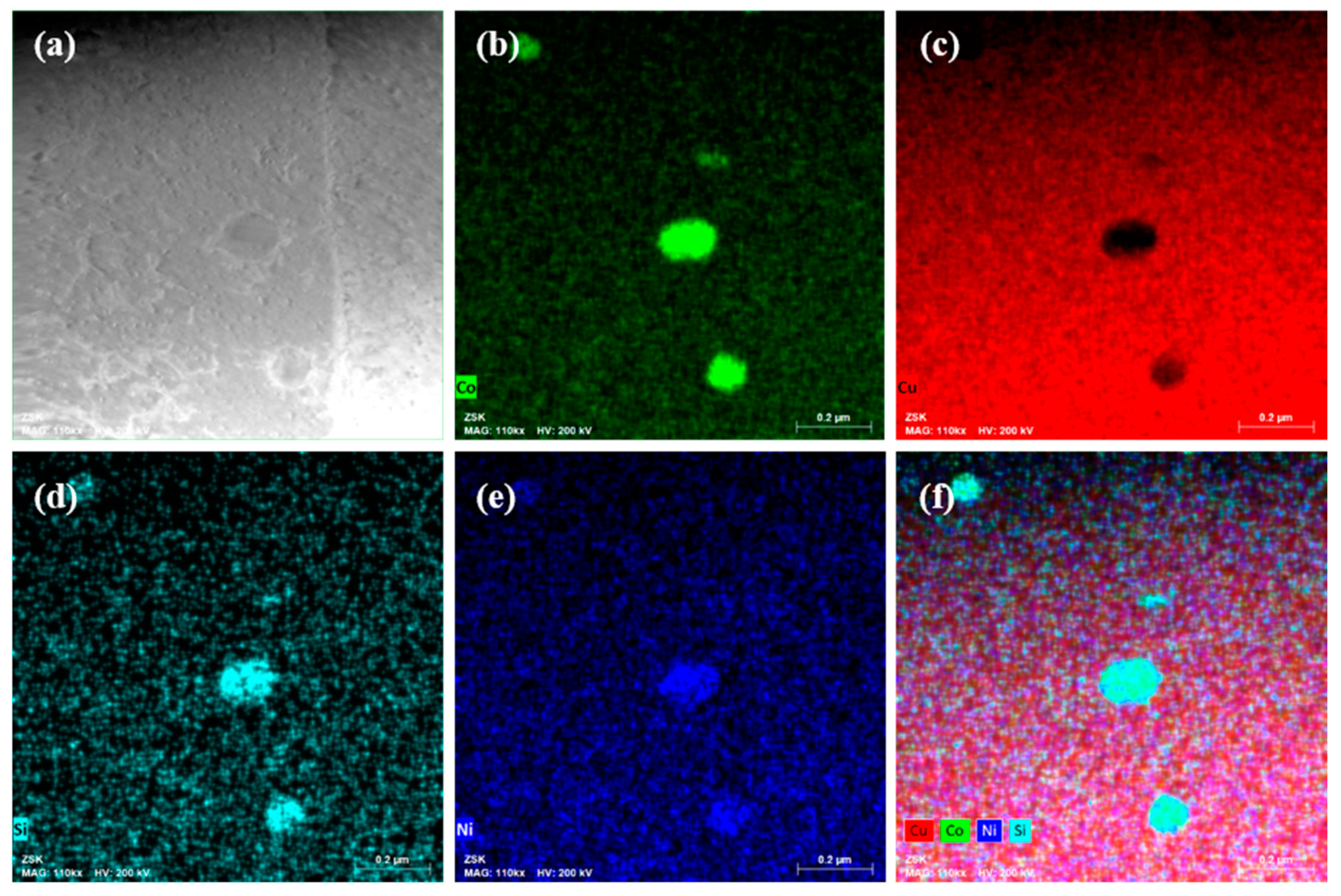
3.2. TEM Observation
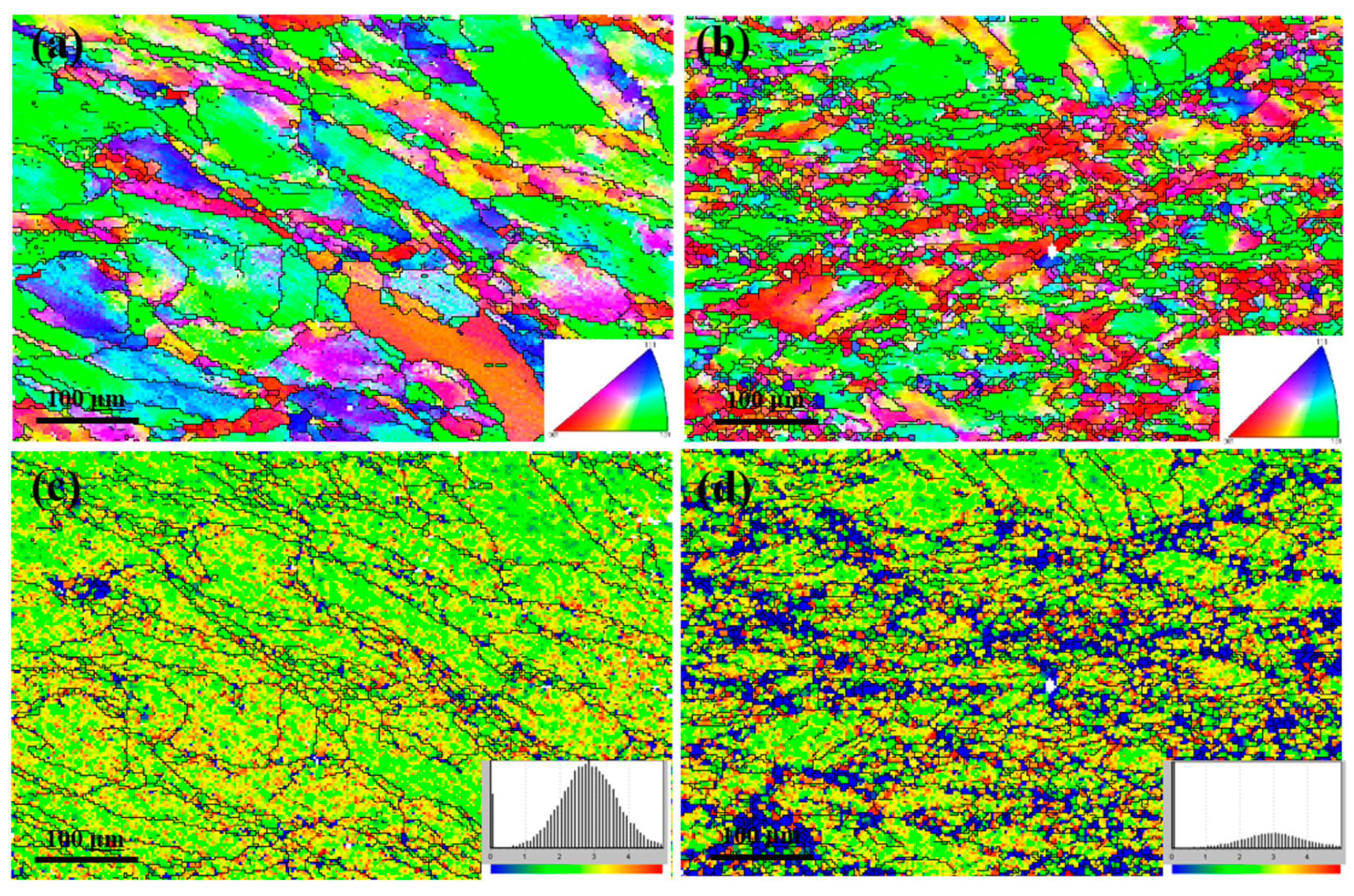
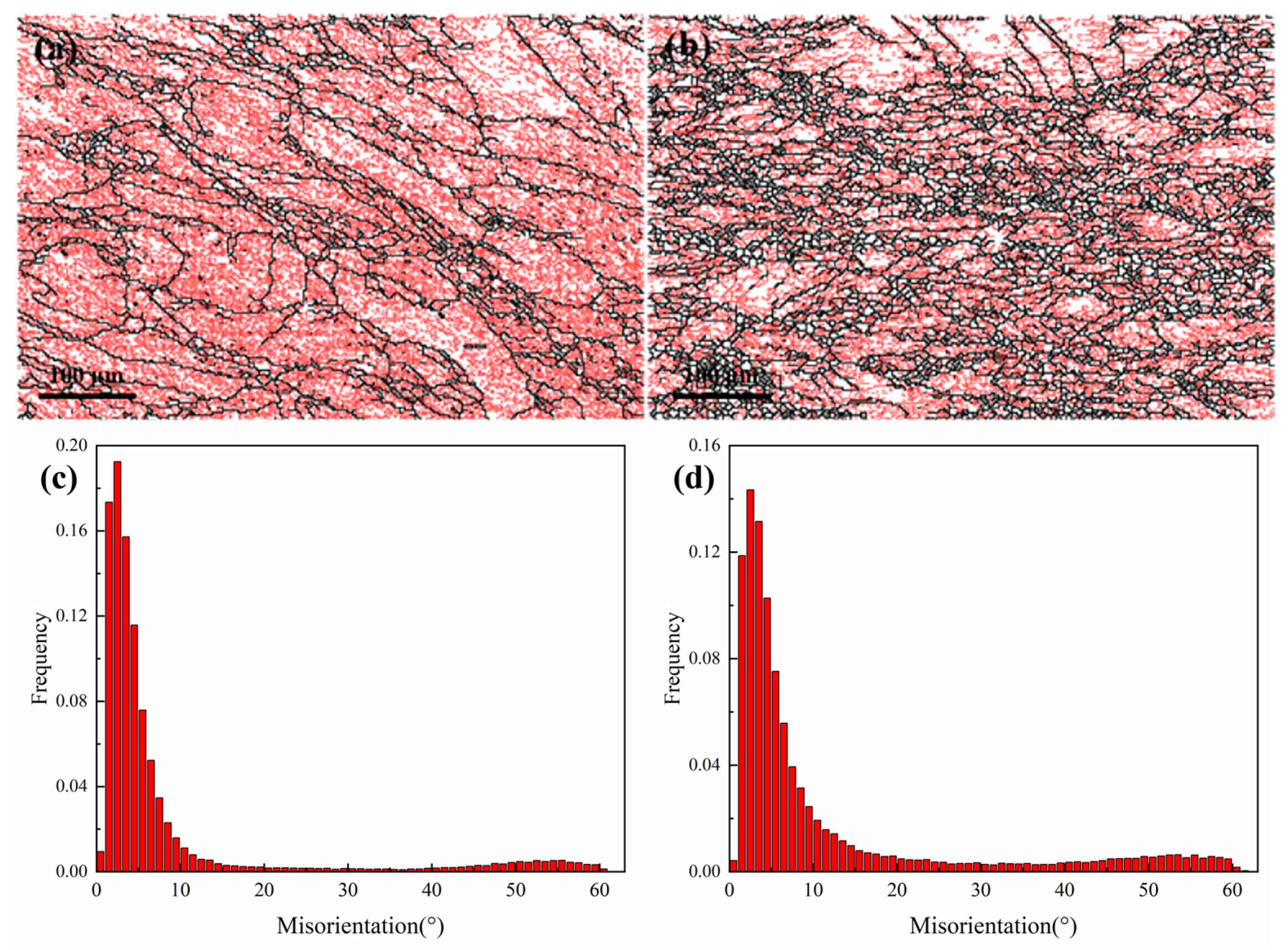
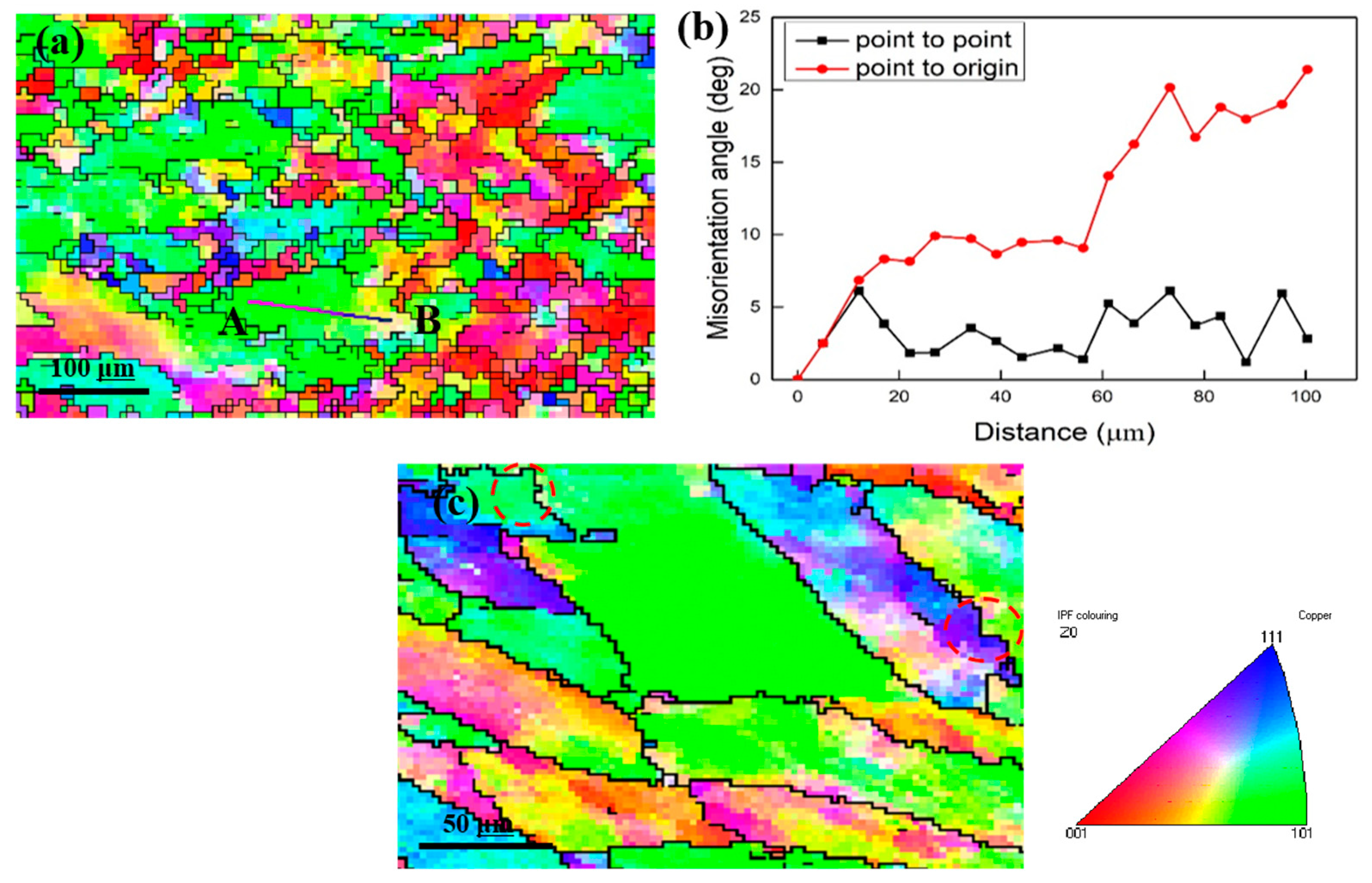
3.3. EBSD Observation
4. Discussion
4.1. Critical Strain
4.2. Dynamic Recrystallization Mechanism
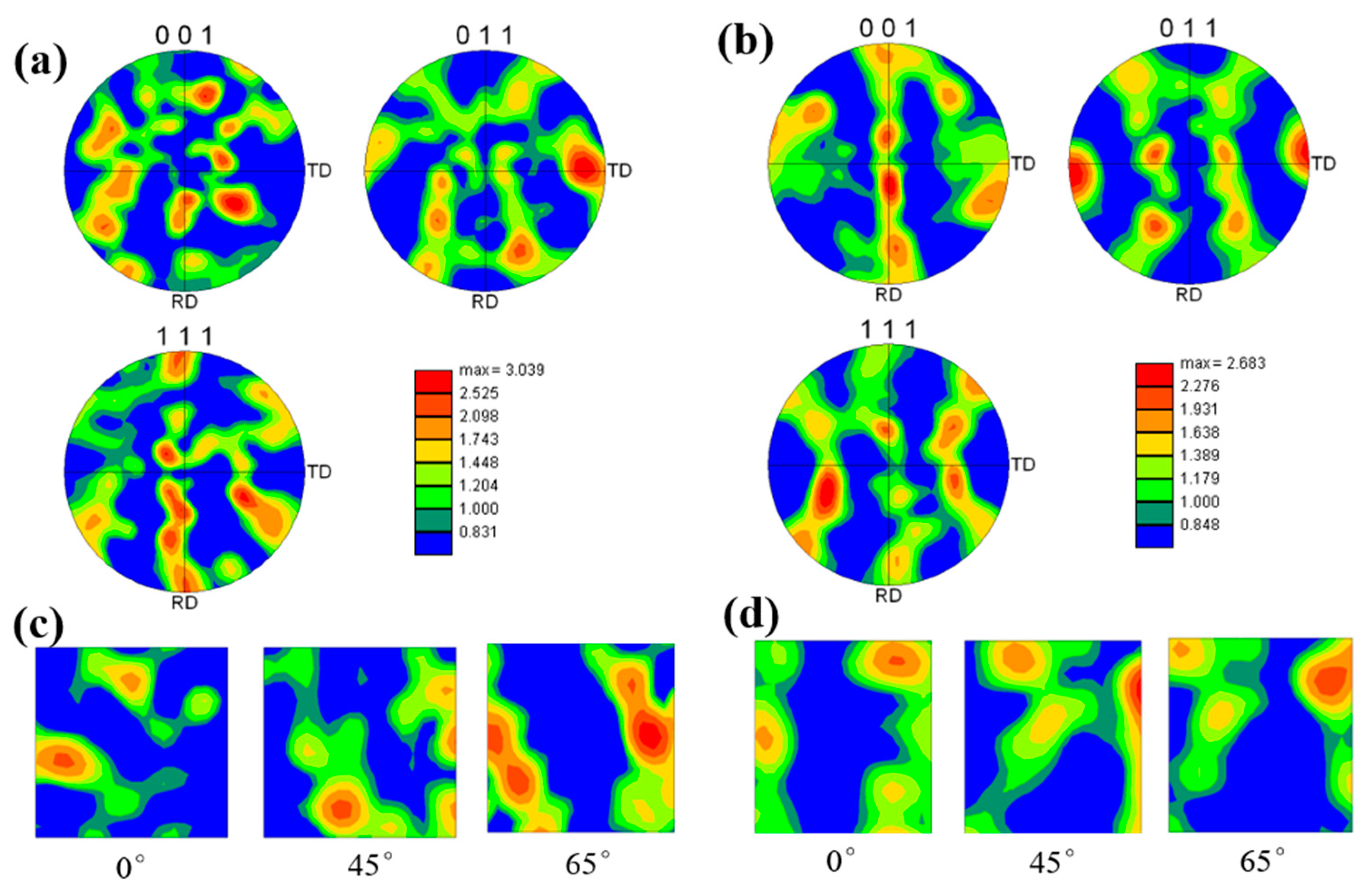
4.3. Texture Evolution
5. Conclusions
- (1)
- The flow stress of the Cu-1.1–Ni-0.7–Co-0.45–Si-0.3Cr alloy is decreased when the strain rate is decreased and the hot deformation temperature is increased.
- (2)
- (Ni, Co)2Si and (Cr, Co)2Si precipitates were formed in the Cu-1.1–Ni-0.7–Co-0.45–Si-0.3Cr alloy during the hot compression process. Additionally, these two kinds of precipitates can hinder the movement of the grain boundaries and dislocations, thus resulting in an improvement in the deformation resistance of the alloy.
- (3)
- The dynamic recrystallization mechanism of the Cu-1.1–Ni-0.7–Co-0.45–Si-0.3Cr alloy mainly includes the DDRX process and the CDRX process, and these two dynamic recrystallization processes show synergistic effects. The critical strains of dynamic recrystallization corresponding to 600 °C, 700 °C, and 800 °C are 0.24, 0.085, and 0.05, respectively.
- (4)
- The texture intensity of the Cu-1.1–Ni-0.7–Co-0.45–Si-0.3Cr alloy is decreased with the increasing recrystallization degree. The texture orientation distribution becomes more random with the progression of recrystallization. The ideal texture types of the alloy at 600 °C are copper, goss, and brass textures, while the ideal texture types of the alloy at 800 °C are copper and S textures.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Nordstrom, T.V.; Rohde, R.W.; Mottern, D.J. Explosive Strengthening of a Cu-Be Alloy. Metall. Trans. A 1975, 6, 1561–1568. [Google Scholar] [CrossRef]
- Kamegawa, A.; Iwaki, T.; Okada, M. Simultaneous Enhancement of Electrical Conductivities and Mechanical Properties in Cu-Ti Alloy by Hydrogenation Process. In Materials Science Forum; Trans Tech Publications: Bäch, Switzerland, 2010; Volume 654, pp. 1319–1322. [Google Scholar]
- Kimura, H.; Inoue, A.; Muramatsu, N.; Shin, K.; Yamamoto, T. Ultrahigh Strength and High Electrical Conductivity Characteristics of Cu-Zr Alloy Wires with Nanoscale Duplex Fibrous Structure. Mater. Trans. 2006, 47, 1595–1598. [Google Scholar] [CrossRef]
- Zhang, S.; Li, R.; Kang, H.; Chen, Z.; Wang, W.; Zou, C.; Li, T.; Wang, T. A High Strength and High Electrical Conductivity Cu-Cr-Zr Alloy Fabricated by Cryorolling and Intermediate Aging Treatment. Mater. Sci. Eng. A 2017, 680, 108–114. [Google Scholar] [CrossRef]
- Zhao, D.M.; Dong, Q.M.; Liu, P.; Kang, B.X.; Huang, J.L.; Jin, Z.H. Structure and Strength of the Age Hardened Cu–Ni–Si Alloy. Mater. Chem. Phys. 2003, 79, 81–86. [Google Scholar] [CrossRef]
- Ban, Y.; Geng, Y.; Hou, J.; Zhang, Y.; Zhou, M.; Jia, Y.; Tian, B.; Liu, Y.; Li, X.; Volinsky, A.A. Properties and Precipitates of the High Strength and Electrical Conductivity Cu-Ni-Co-Si-Cr Alloy. J. Mater. Sci. Technol. 2021, 93, 1–6. [Google Scholar] [CrossRef]
- Geng, Y.; Ban, Y.; Wang, B.; Li, X.; Song, K.; Zhang, Y.; Jia, Y.; Tian, B.; Liu, Y.; Volinsky, A.A. A Review of Microstructure and Texture Evolution with Nanoscale Precipitates for Copper Alloys. J. Mater. Res. Technol. 2020, 9, 11918–11934. [Google Scholar] [CrossRef]
- Lee, S.; Matsunaga, H.; Sauvage, X.; Horita, Z. Strengthening of Cu–Ni–Si Alloy Using High-Pressure Torsion and Aging. Mater. Charact. 2014, 90, 62–70. [Google Scholar] [CrossRef]
- Krupiński, M.; Labisz, K.; Tański, T.; Krupińska, B.; Król, M.; Polok-Rubiniec, M. Influence of Mg Addition on Crystallisation Kinetics and Structure of the Zn-Al-Cu Alloy. Arch. Metall. Mater. 2016, 61, 785–790. [Google Scholar] [CrossRef]
- Pandey, P.; Prasad, A.S.; Baler, N.; Chattopadhyay, K. On the Effect of Ti Addition on Microstructural Evolution, Precipitate Coarsening Kinetics and Mechanical Properties in a Co–30Ni–10Al–5Mo–2Nb Alloy. Materialia 2021, 16, 101072. [Google Scholar] [CrossRef]
- Guo, Z.; Jie, J.; Liu, S.; Zhang, Y.; Qin, B.; Wang, T.; Li, T. Effect of V Addition on Microstructures and Mechanical Properties of Cu-15Ni-8Sn Alloy. Mater. Sci. Eng. A 2019, 748, 85–94. [Google Scholar] [CrossRef]
- Ning, F.; Chunming, Z.; Zunjie, W.; Hongwei, W.; Xuejian, Z.; Tao, C. Effect of Ge and Mg Additions on the Aging Response Behavior and Mechanical Properties of Al-Si-Cu Alloy. Mater. Sci. Eng. A 2021, 811, 141024. [Google Scholar] [CrossRef]
- Geng, Y.; Ban, Y.; Li, X.; Zhang, Y.; Jia, Y.; Tian, B.; Zhou, M.; Liu, Y.; Volinsky, A.A.; Song, K. Excellent Mechanical Properties and High Electrical Conductivity of Cu-Co-Si-Ti Alloy Due to Multiple Strengthening. Mater. Sci. Eng. A 2021, 821, 141639. [Google Scholar] [CrossRef]
- Wu, Y.; Li, Y.; Lu, J.; Tan, S.; Jiang, F.; Sun, J. Correlations between Microstructures and Properties of Cu-Ni-Si-Cr Alloy. Mater. Sci. Eng. A 2018, 731, 403–412. [Google Scholar] [CrossRef]
- Ozawa, A.; Watanabe, C.; Monzen, R. Influence of Co on Strength of Cu-Ni-Co-Si Alloy. In Materials Science Forum; Trans Tech Publications: Bäch, Switzerland, 2014; Volume 783, pp. 2468–2473. [Google Scholar]
- Chenna Krishna, S.; Srinath, J.; Jha, A.K.; Pant, B.; Sharma, S.C.; George, K.M. Microstructure and Properties of a High-Strength Cu-Ni-Si-Co-Zr Alloy. J. Mater. Eng. Perform. 2013, 22, 2115–2120. [Google Scholar] [CrossRef]
- Wei, H.; Chen, Y.; Zhao, Y.; Yu, W.; Su, L.; Tang, D. Correlation Mechanism of Grain Orientation/Microstructure and Mechanical Properties of Cu–Ni–Si–Co Alloy. Mater. Sci. Eng. A 2021, 814, 141239. [Google Scholar] [CrossRef]
- Cheng, J.Y.; Tang, B.B.; Yu, F.X.; Shen, B. Evaluation of Nanoscaled Precipitates in a Cu–Ni–Si–Cr Alloy during Aging. J. Alloys Compd. 2014, 614, 189–195. [Google Scholar] [CrossRef]
- Ban, Y.; Zhang, Y.; Jia, Y.; Tian, B.; Volinsky, A.A.; Zhang, X.; Zhang, Q.; Geng, Y.; Liu, Y.; Li, X. Effects of Cr Addition on the Constitutive Equation and Precipitated Phases of Copper Alloy during Hot Deformation. Mater. Des. 2020, 191, 108613. [Google Scholar] [CrossRef]
- Liu, J.; Wang, X.; Liu, J.; Liu, Y.; Li, H.; Wang, C. Hot Deformation and Dynamic Recrystallization Behavior of Cu-3Ti-3Ni-0.5 Si Alloy. J. Alloys Compd. 2019, 782, 224–234. [Google Scholar] [CrossRef]
- Ji, G.; Li, Q.; Ding, K.; Yang, L.; Li, L. A Physically-Based Constitutive Model for High Temperature Deformation of Cu-0.36 Cr-0.03 Zr Alloy. J. Alloys Compd. 2015, 648, 397–407. [Google Scholar] [CrossRef]
- Wei, H.; Chen, Y.; Li, Z.; Shan, Q.; Yu, W.; Tang, D. Microstructure Evolution and Dislocation Strengthening Mechanism of Cu–Ni–Co–Si Alloy. Mater. Sci. Eng. A 2021, 826, 142023. [Google Scholar] [CrossRef]
- Yang, P.; Zhou, M.; Zhang, Y.; Jia, Y.; Tian, B.; Liu, Y.; Li, X.; Volinsky, A.A. Effect of Y Addition on Microstructure Evolution and Precipitation of Cu-Co-Si Alloy during Hot Deformation. Mater. Charact. 2021, 181, 111502. [Google Scholar] [CrossRef]
- Saadatkia, S.; Mirzadeh, H.; Cabrera, J.-M. Hot Deformation Behavior, Dynamic Recrystallization, and Physically-Based Constitutive Modeling of Plain Carbon Steels. Mater. Sci. Eng. A 2015, 636, 196–202. [Google Scholar] [CrossRef]
- Poliak, E.I.; Jonas, J.J. A One-Parameter Approach to Determining the Critical Conditions for the Initiation of Dynamic Recrystallization. Acta Mater. 1996, 44, 127–136. [Google Scholar] [CrossRef]
- Mehtonen, S.V.; Palmiere, E.J.; Misra, R.D.K.; Karjalainen, L.P.; Porter, D.A. Dynamic Restoration Mechanisms in a Ti–Nb Stabilized Ferritic Stainless Steel during Hot Deformation. Mater. Sci. Eng. A 2014, 601, 7–19. [Google Scholar] [CrossRef]
- Lin, Y.C.; Wu, X.-Y.; Chen, X.-M.; Chen, J.; Wen, D.-X.; Zhang, J.-L.; Li, L.-T. EBSD Study of a Hot Deformed Nickel-Based Superalloy. J. Alloys Compd. 2015, 640, 101–113. [Google Scholar] [CrossRef]
- Zhang, H.; Zhang, K.; Zhou, H.; Lu, Z.; Zhao, C.; Yang, X. Effect of Strain Rate on Microstructure Evolution of a Nickel-Based Superalloy during Hot Deformation. Mater. Des. 2015, 80, 51–62. [Google Scholar] [CrossRef]
- Kumar, S.S.; Raghu, T.; Bhattacharjee, P.P.; Rao, G.A.; Borah, U. Strain Rate Dependent Microstructural Evolution during Hot Deformation of a Hot Isostatically Processed Nickel Base Superalloy. J. Alloys Compd. 2016, 681, 28–42. [Google Scholar] [CrossRef]
- Ban, Y.; Zhang, Y.; Tian, B.; Song, K.; Zhou, M.; Zhang, X.; Jia, Y.; Li, X.; Geng, Y.; Liu, Y.; et al. EBSD Analysis of Hot Deformation Behavior of Cu-Ni-Co-Si-Cr Alloy. Mater. Charact. 2020, 169, 110656. [Google Scholar] [CrossRef]
- Eghbali, B. Effect of Strain Rate on the Microstructural Development through Continuous Dynamic Recrystallization in a Microalloyed Steel. Mater. Sci. Eng. A 2010, 527, 3402–3406. [Google Scholar] [CrossRef]
- Sun, Y.; Zhang, C.; Feng, H.; Zhang, S.; Han, J.; Zhang, W.; Zhao, E.; Wang, H. Dynamic Recrystallization Mechanism and Improved Mechanical Properties of a near α High Temperature Titanium Alloy Processed by Severe Plastic Deformation. Mater. Charact. 2020, 163, 110281. [Google Scholar] [CrossRef]
- Haase, C.; Barrales-Mora, L.A. Influence of Deformation and Annealing Twinning on the Microstructure and Texture Evolution of Face-Centered Cubic High-Entropy Alloys. Acta Mater. 2018, 150, 88–103. [Google Scholar] [CrossRef]
- Higuera-Cobos, O.F.; Berríos-Ortiz, J.A.; Cabrera, J.M. Texture and Fatigue Behavior of Ultrafine Grained Copper Produced by ECAP. Mater. Sci. Eng. A 2014, 609, 273–282. [Google Scholar] [CrossRef]













{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Alloy | Analyzed Composition (wt.%) | ||||
|---|---|---|---|---|---|
| Ni | Co | Si | Cr | Cu | |
| Cu-1.1–Ni-0.7–Co-0.45–Si-0.3Cr | 1.05 | 0.67 | 0.43 | 0.28 | Bal. |
| Ni | Cr | Co | Si | (Cr+Co):Si |
|---|---|---|---|---|
| 3.65 | 18.34 | 38.63 | 25.69 | ~2:1 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Zhou, M.; Li, Y.; Tang, S.; Ban, Y.; Zhang, Y.; Gan, B.; Li, X.; Fu, L.; Tian, B.; Liu, Y.; et al. The Microstructure Evolution and Dynamic Recrystallization Mechanism of Cu-1.1–Ni-0.7–Co-0.45–Si-0.3Cr Alloys during High-Temperature Deformation. Coatings 2023, 13, 660. https://doi.org/10.3390/coatings13030660
Zhou M, Li Y, Tang S, Ban Y, Zhang Y, Gan B, Li X, Fu L, Tian B, Liu Y, et al. The Microstructure Evolution and Dynamic Recrystallization Mechanism of Cu-1.1–Ni-0.7–Co-0.45–Si-0.3Cr Alloys during High-Temperature Deformation. Coatings. 2023; 13(3):660. https://doi.org/10.3390/coatings13030660
Chicago/Turabian StyleZhou, Meng, Yunzhang Li, Shunlong Tang, Yijie Ban, Yi Zhang, Bin Gan, Xu Li, Lihua Fu, Baohong Tian, Yong Liu, and et al. 2023. "The Microstructure Evolution and Dynamic Recrystallization Mechanism of Cu-1.1–Ni-0.7–Co-0.45–Si-0.3Cr Alloys during High-Temperature Deformation" Coatings 13, no. 3: 660. https://doi.org/10.3390/coatings13030660
APA StyleZhou, M., Li, Y., Tang, S., Ban, Y., Zhang, Y., Gan, B., Li, X., Fu, L., Tian, B., Liu, Y., & Volinsky, A. A. (2023). The Microstructure Evolution and Dynamic Recrystallization Mechanism of Cu-1.1–Ni-0.7–Co-0.45–Si-0.3Cr Alloys during High-Temperature Deformation. Coatings, 13(3), 660. https://doi.org/10.3390/coatings13030660