
Design and Experiment of Electric Control System for Self-Propelled Chinese Herbal Medicine Materials Transplanter


Abstract

1. Introduction
2. Materials and Methods
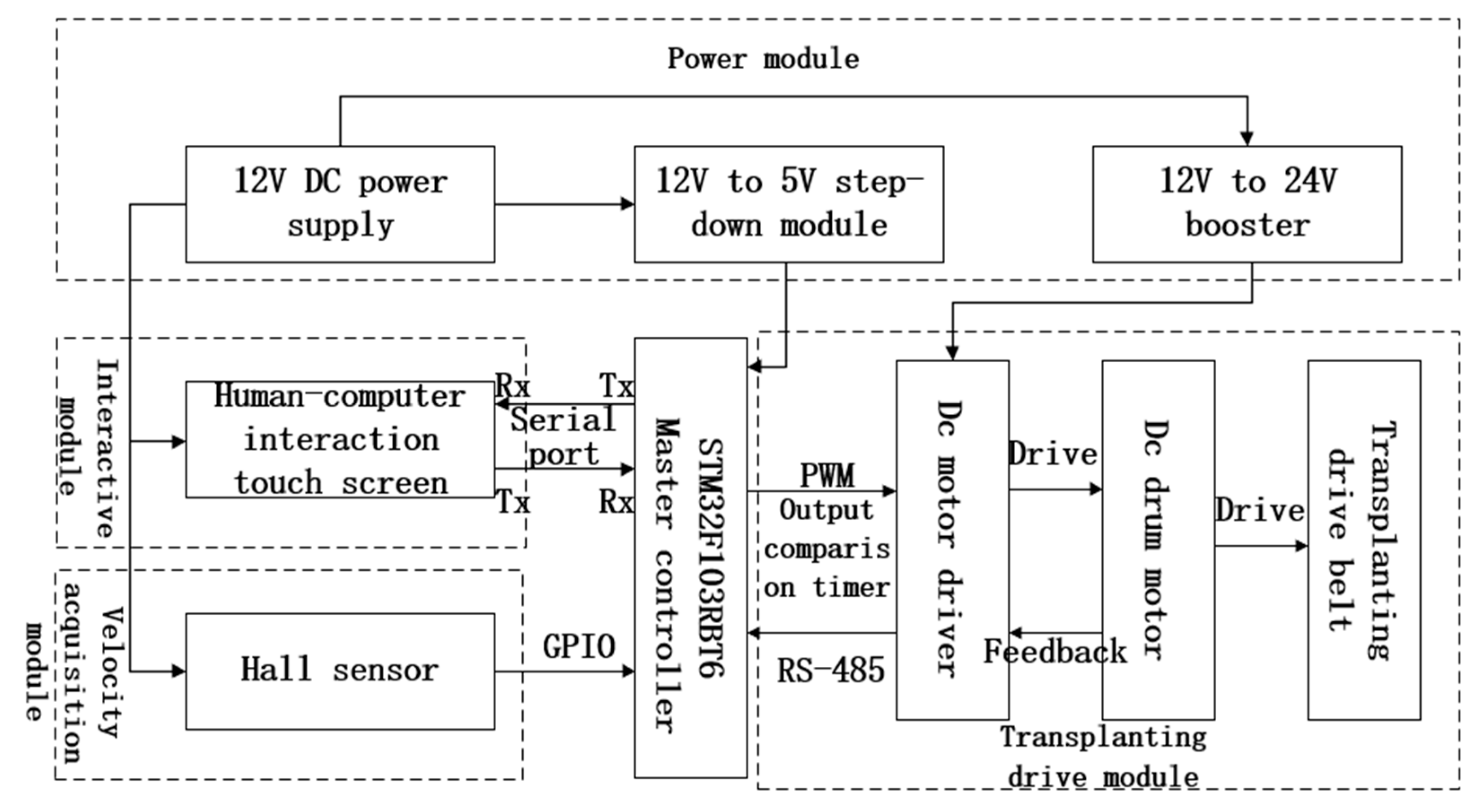
2.1. Overall System Design and Working Principle
2.2. System Hardware Design
2.2.1. System Main Controller
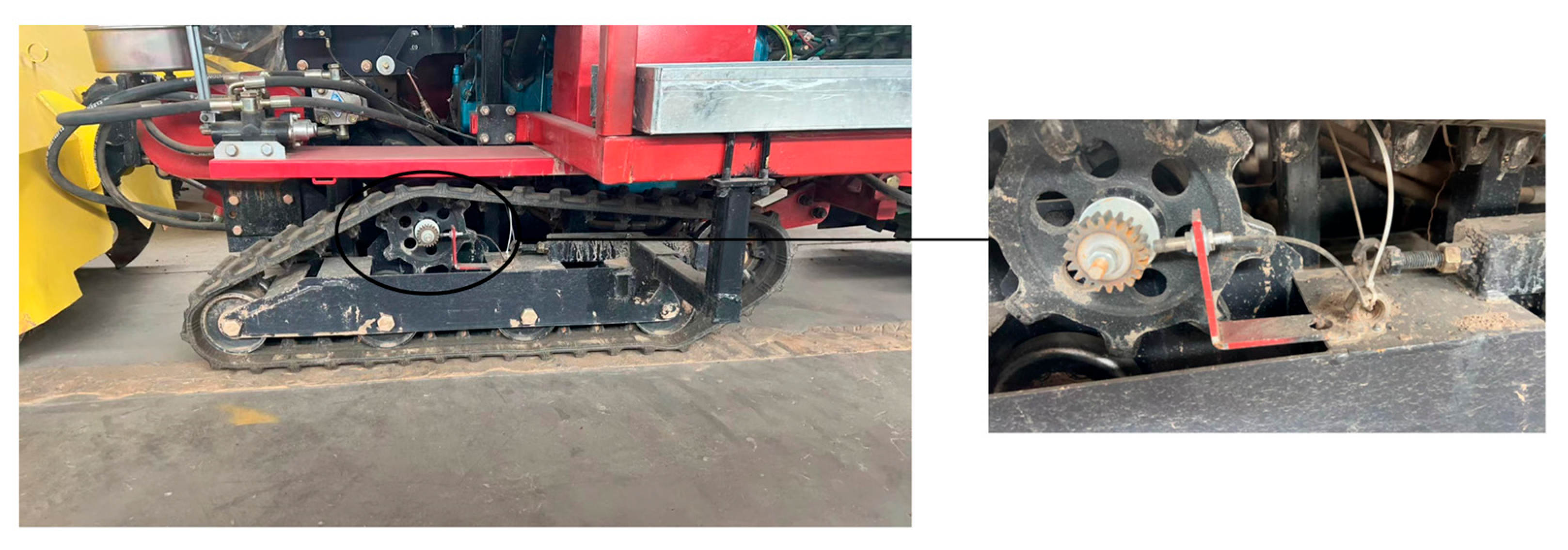
2.2.2. Speed Acquisition Module
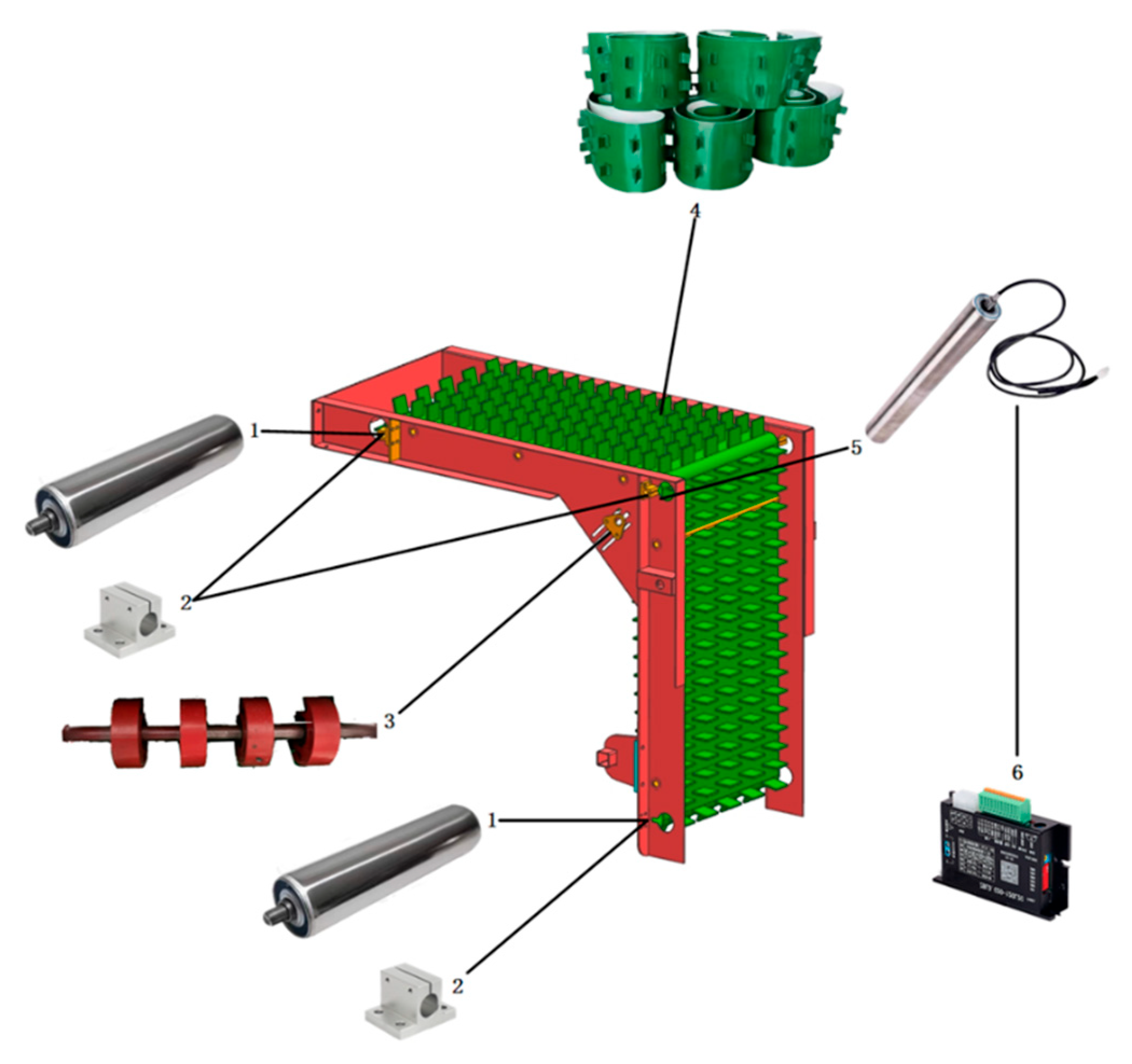
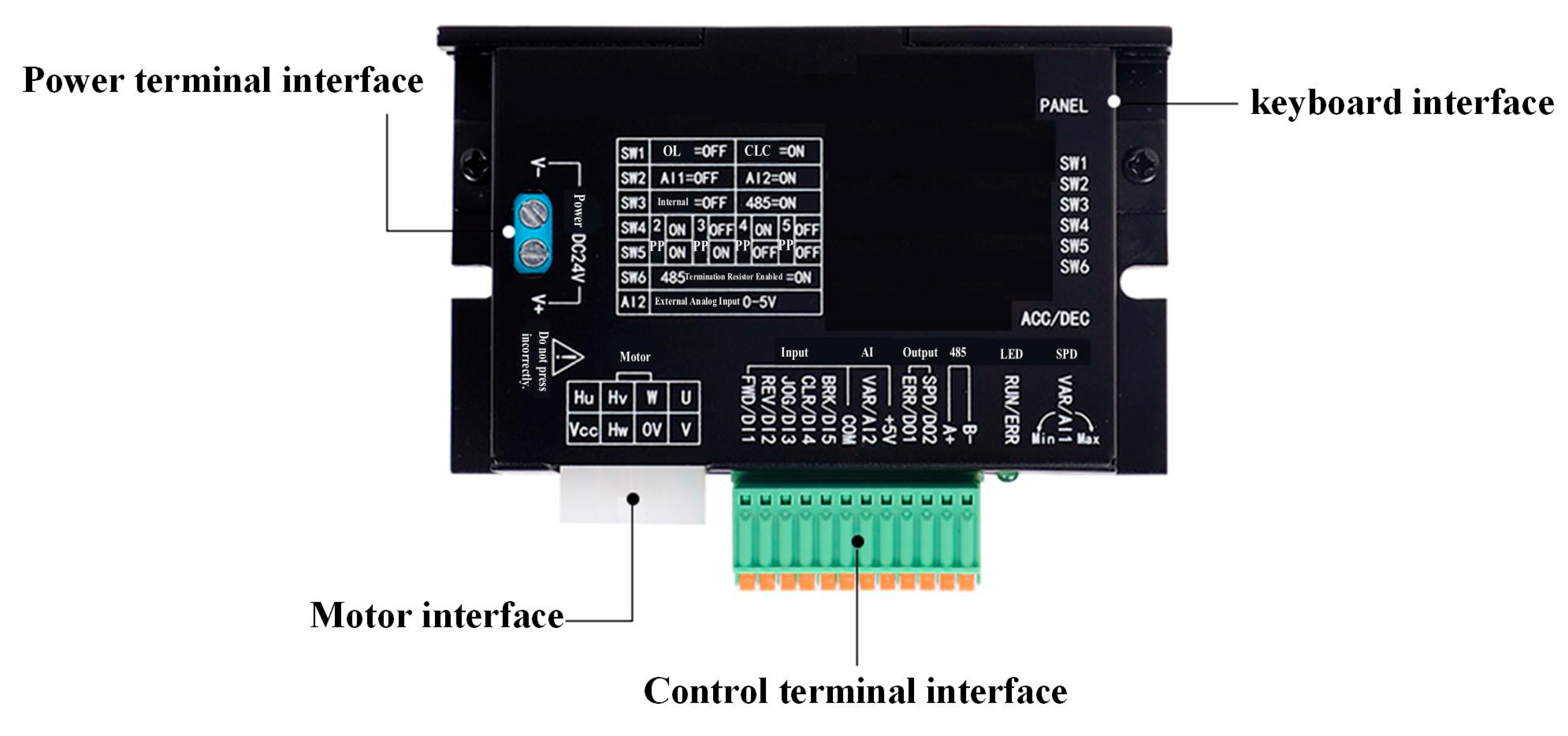
2.2.3. Transplanting Drive Module
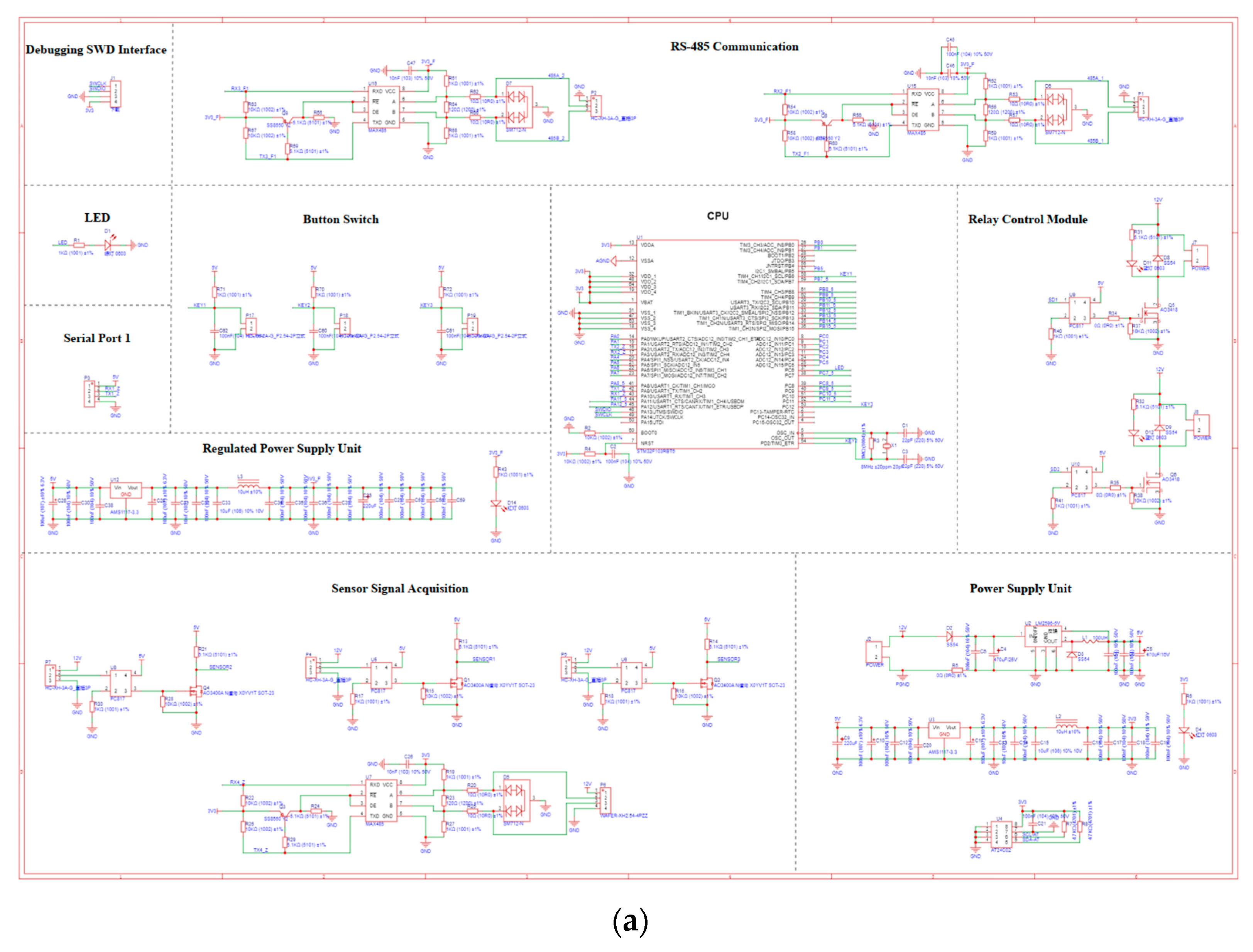
2.2.4. Hardware Circuit Design
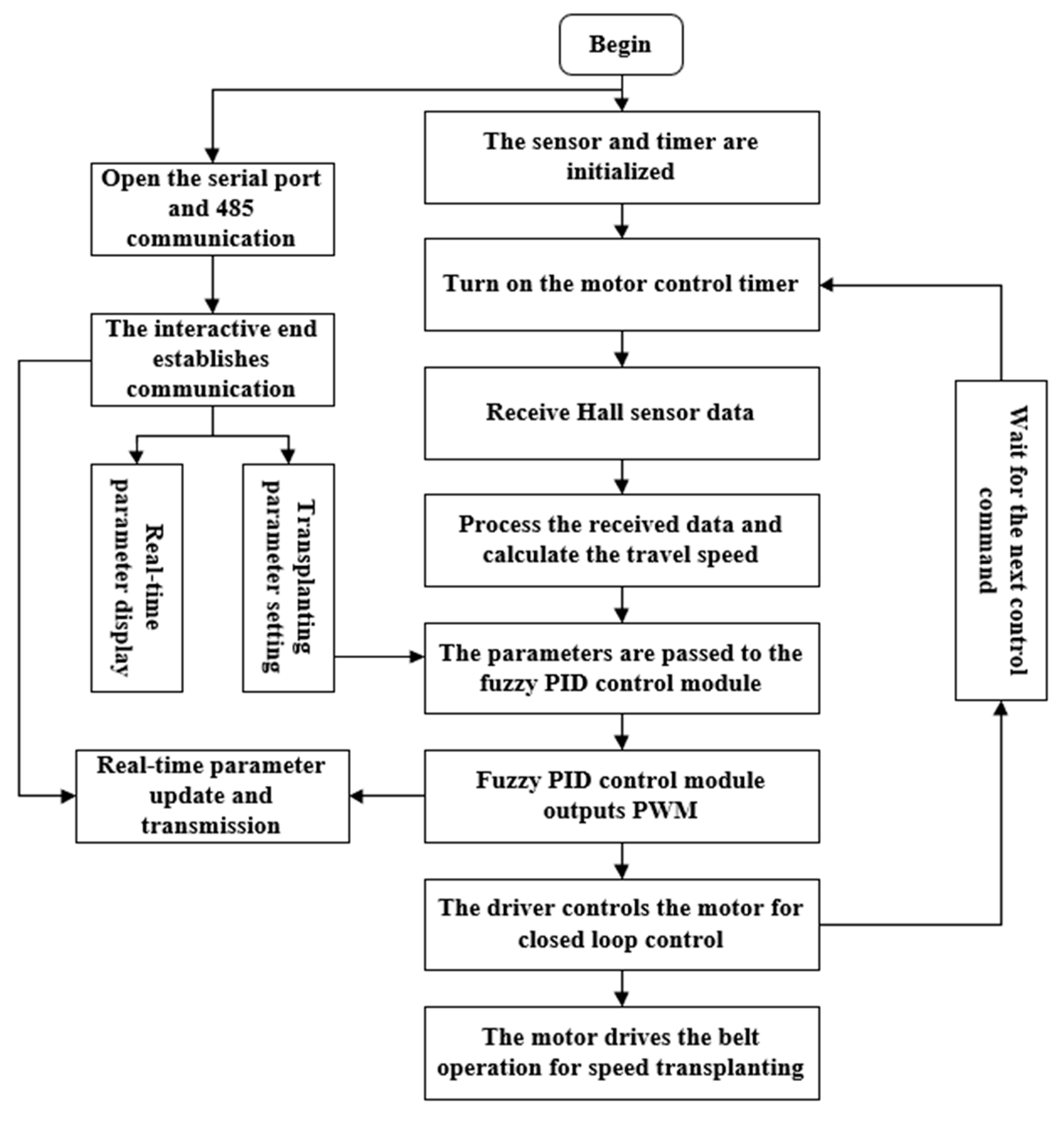
2.3. System Software Design
2.3.1. Serial Port Communication
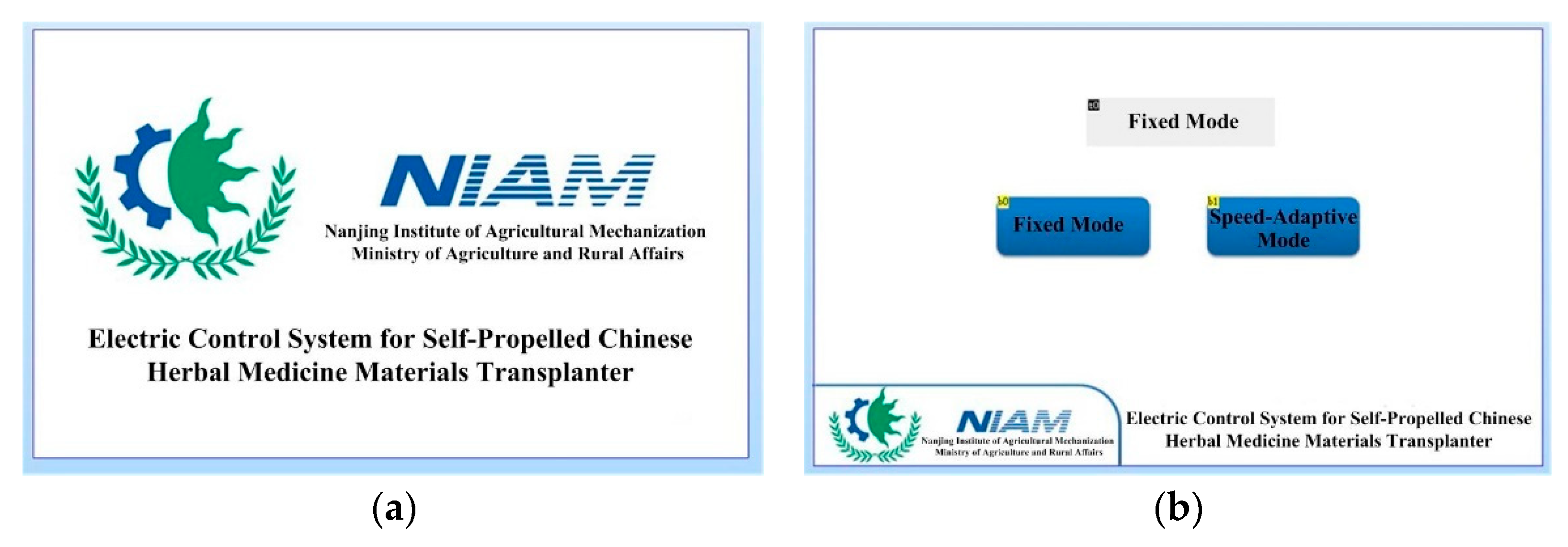
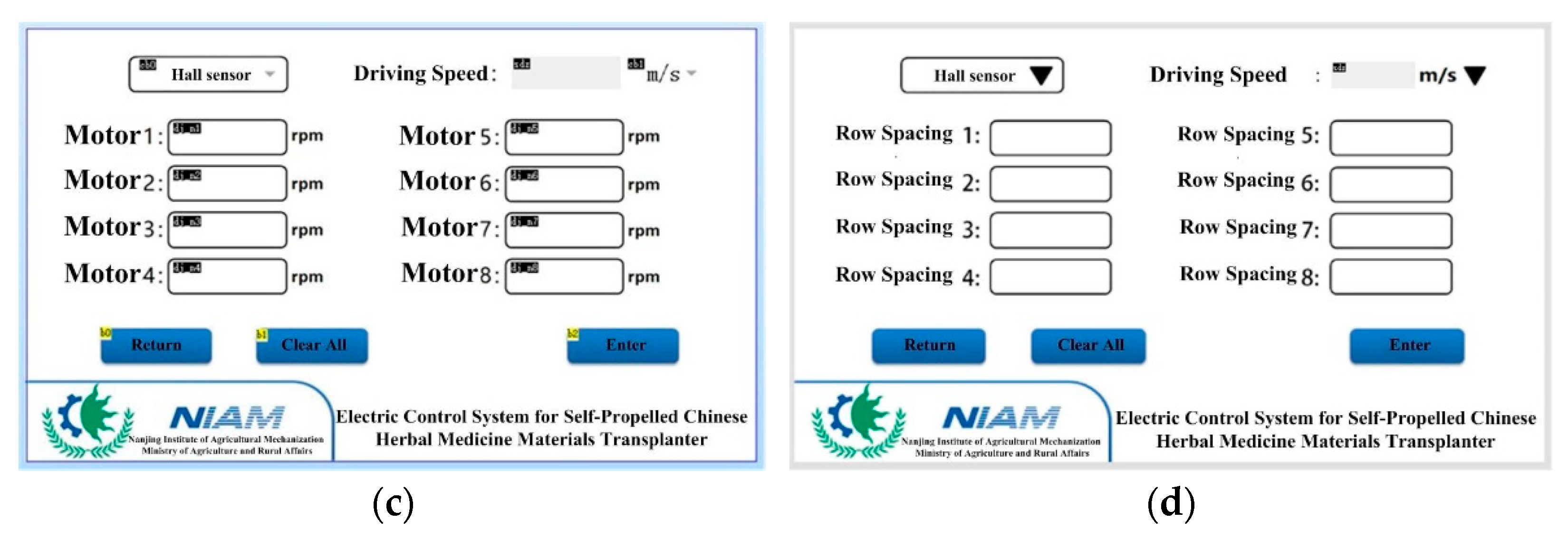
2.3.2. Design of Human–Machine Interaction (HMI) Unit
2.4. Development of a Velocity Measurement Model
2.4.1. Calculation of Overall Machine Moving Speed
2.4.2. Calculation of DC Drum Motor Speed
2.4.3. Roller Motor Speed Regulation Model
2.5. Implementation and Simulation Verification of Control Algorithm
2.5.1. Design of Control Rules for a Fuzzy PID Controller
2.5.2. Fuzzy PID Controller Parameter Design
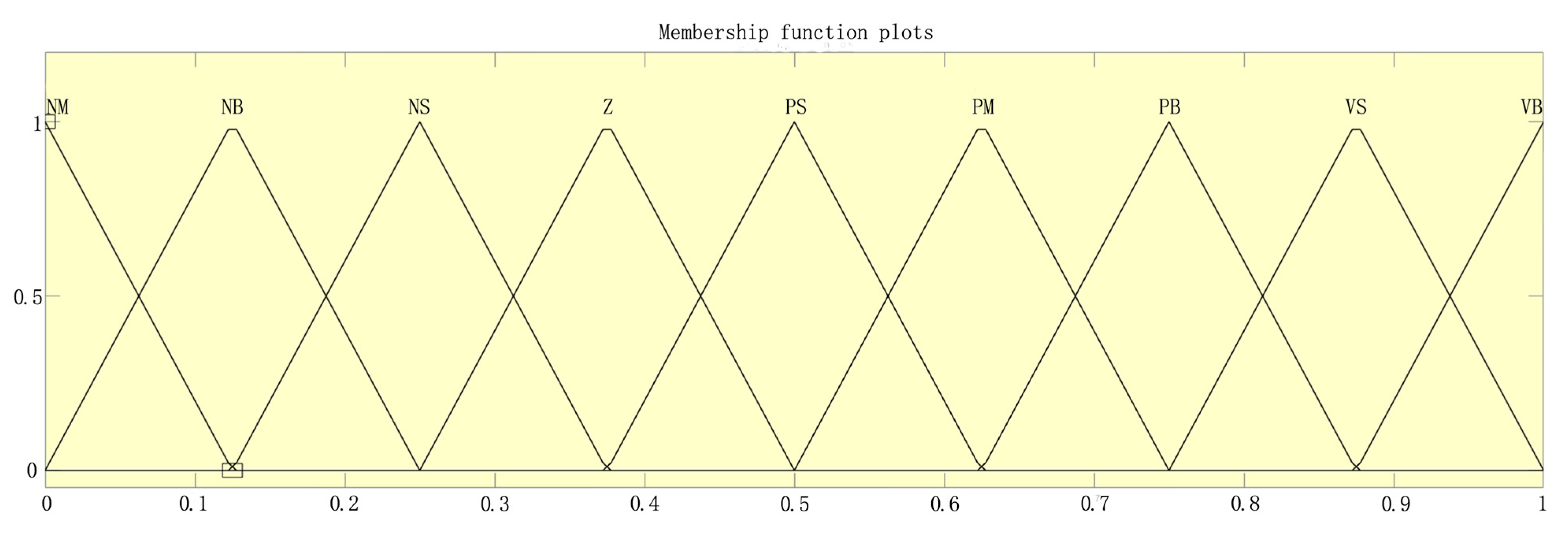
2.5.3. Membership Function Design of the Controller
2.5.4. Fuzzy Reasoning and Defuzzification Process of Control Parameters
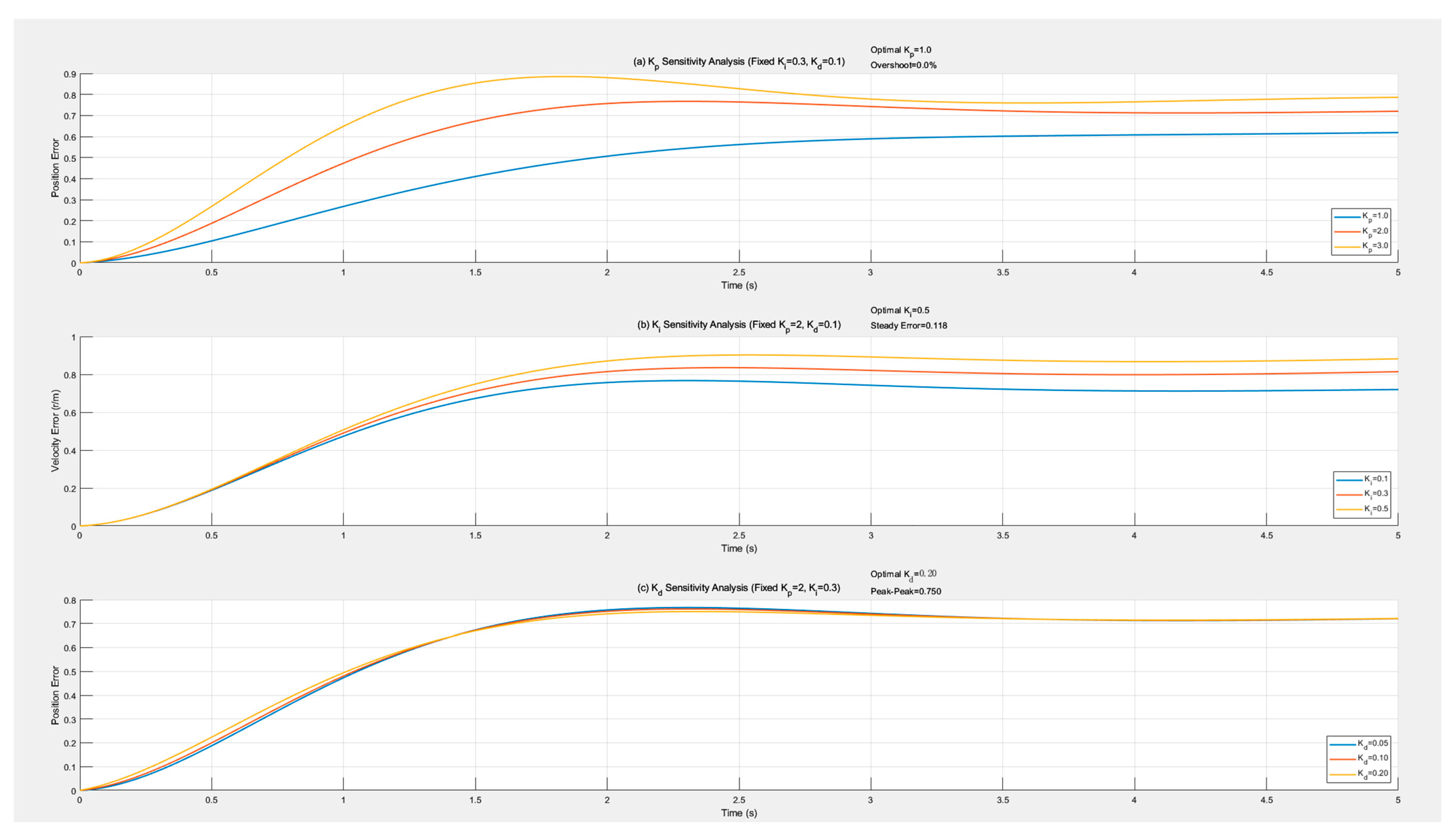
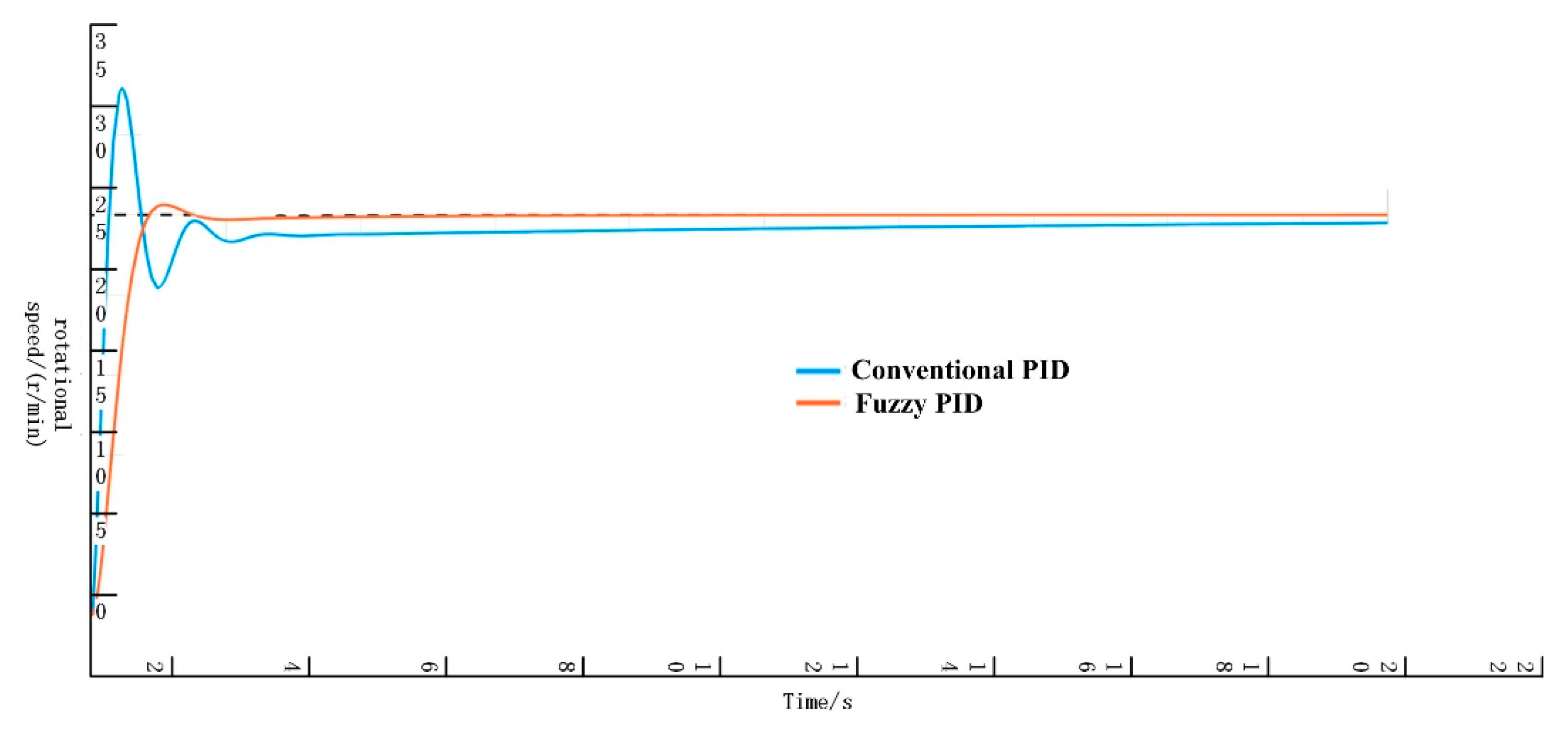
2.5.5. Result Analysis
3. Results
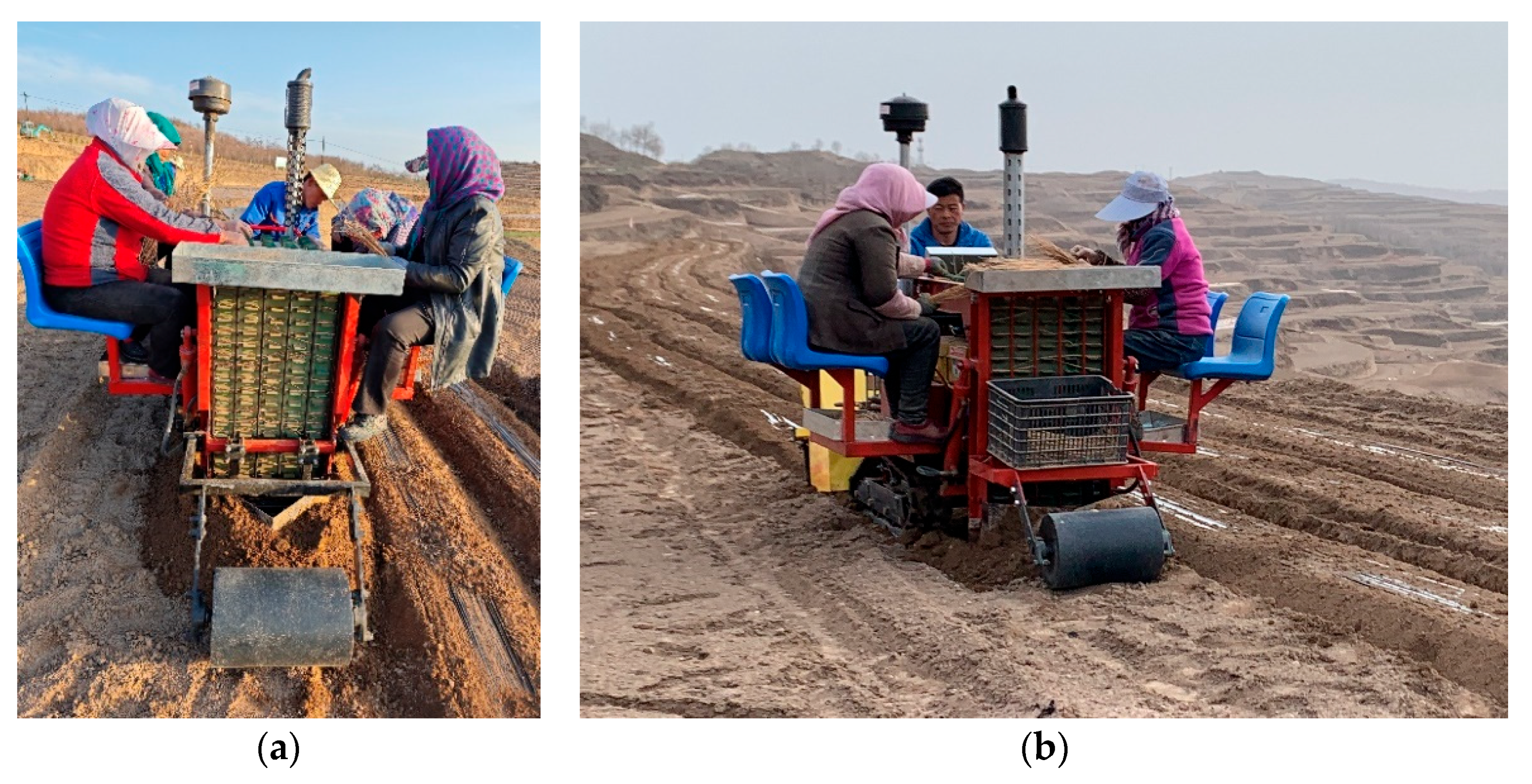
3.1. Key Parameter Calibration Test and Whole Machine Field Test
3.2. Calibration Test for Gear Tooth Number of Speed Measurement Gear
3.3. Calibration Test for Speed Measurement Correction Factor k1
3.4. Track Slip Correction Coefficient Calibration Test
3.5. Conveyor Belt Slip Correction Factor k3 Calibration Test
3.6. Drum Motor Control Precision Calibration Test
3.6.1. Drum Motor System Control Accuracy
3.6.2. Motor Response Time
3.7. Field Testing of Whole Machine Performance
4. Discussion
5. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Xing, H.G. Exploring the Modern Value and Development Position of Chinese Medicine in the Perspective of Cultural Confidence. J. Nanjing Univ. Tcm (Soc. Sci.) 2022, 23, 11–16. [Google Scholar]
- Tan, Q.L.; Wu, Q.M. Current Situation and Optimization Strategies for the Development of Traditional Chinese Medicine Industry in China Based on SWOT Analysis. Health Econ. Res. 2023, 40, 18–21. [Google Scholar] [CrossRef]
- Liu, Y.F.; Xiang, W.; Yan, B.; Duan, Y.P.; Qu, Y.B.; Fang, Z.C. Present Situation and Countermeasures of Whole—Process Mechanization of Rhizome Chinese Herbal Medicines—Take the Bletilla Striata an Example. J. Agric. Mech. Res. 2024, 46, 1–7. [Google Scholar] [CrossRef]
- Bai, J.; Hao, F.; Cheng, G.; Li, C. Machine Vision-Based Supplemental Seeding Device for Plug Seedling of Sweet Corn. Comput. Electron. Agric. 2021, 188, 106345. [Google Scholar] [CrossRef]
- Yu, Q.X.; Zhang, L.H.; Cai, Z.P.; Liu, Y.; Gong, Y.; Cao, G.Q. Present status and prospect of mechanized production of Rhizome Chinese herbal medicine in Gansu Province. J. Chin. Agric. Mech. 2023, 44, 29–36. [Google Scholar] [CrossRef]
- Li, Y.X. Problems and Countermeasures of Chinese Medicinal Materials under Forests. Agric. Technol. Equip. 2020, 11, 175–176. [Google Scholar]
- Zhang, R.J.; Yu, Z.F.; Zuo, S.G.; Xing, X.L. Development of Traditional Chinese Medicine Industry under Forest in Yunnan Province. For. Inventory Plan. 2022, 47, 141–146. [Google Scholar]
- Bo, S.W.; Han, C.Z.; Li, Y. Present Situation and Future Prospect of Chinese Medicinal Materials Industry in Yunnan Province. North. Hortic. 2023, 13, 137–143. [Google Scholar]
- Ren, Z.Y.; Hu, M.J.; Yan, W.; Kun, L. Research status on seedling picking-up mechanism of dryland hole tray seedling transplanting machine. J. Chin. Agric. Mech. 2025, 46, 41–47. [Google Scholar]
- Hai, W.B.; Li, H.M.; Dong, A.H. Design and experiment of the picking component of eggplant bowl seedling transplanter. Journalof Chin. Agric. Mech. 2025, 46, 30–35. [Google Scholar]
- Xu, Q.M.; Li, H.W.; He, J.; Wang, Q.J.; Lu, C.Y.; Wang, C.L. Design and experiment of the self-propelled agricultural mobile platform for wheat seeding. Trans. Chin. Soc. Agric. Eng. 2021, 37, 1–11. [Google Scholar]
- Sharma, A.; Kumawat, L.; Singh, A. Development of Robotics in Vegetable Seedling Transplantation: A Future Research Direction. Int. J. Veg. Sci. 2023, 29, 577–591. [Google Scholar] [CrossRef]
- Zhang, B.; Wen, X.; Wen, Y.; Wang, X.; Zhu, H.; Pan, Z.; Yang, Z. Design and Testing of a Closed Multi-Channel Air-Blowing Seedling Pick-Up Device for an Automatic Vegetable Transplanter. Agriculture 2024, 14, 1688. [Google Scholar] [CrossRef]
- Jin, X.; Chen, Z.; Zhao, B.; Liu, M.; Li, M.; Li, Z.; Ji, J. Design and Experiment of High-Speed and Precise Positioning Seeding Control System for Rice Seedlings Based on Dual-Position Feedback Adjustment (DPFA). Comput. Electron. Agric. 2024, 217, 108548. [Google Scholar] [CrossRef]
- Zhai, C.; Lu, C.; Li, H.; He, J.; Wang, Q.; Chang, F.; Bi, J.; Wu, Z. A Precise Maize Seeding Parameter Monitoring System at the End of Seed Tube: Improving Monitoring Accuracy Using near-Infrared Diffusion Emission-Diffuse Reflectance (NIRDE-DR). Comput. Electron. Agric. 2024, 227, 109626. [Google Scholar] [CrossRef]
- Wang, S.; Yi, S.; Zhao, B.; Li, Y.; Wang, G.; Li, S.; Sun, W. Photoelectric Sensor-Based Belt-Type High-Speed Seed Guiding Device Performance Monitoring Method and System. Comput. Electron. Agric. 2024, 227, 109489. [Google Scholar] [CrossRef]
- Sun, X.W.; Xi, X.B.; Chen, M.; Huang, S.J.; Jin, Y.F.; Zhang, R.H. Design and experiment of control system of wheat mechanized uniform sowing. J. Chin. Agric. Mech. 2024, 45, 27–32. [Google Scholar] [CrossRef]
- Sharma, A.; Khar, S. Design and development of a vegetable plug seedling transplanting mechanism for a semi-automatic transplanter. Sci. Hortic. 2024, 326, 112773. [Google Scholar] [CrossRef]
- Jin, X.; Liu, J.; Chen, Z.; Liu, M.; Li, M.; Xu, Z.; Ji, J. Precision Control System of Rice Potting and Transplanting Machine Based on GA-Fuzzy PID Controller. Comput. Electron. Agric. 2024, 220, 108912. [Google Scholar] [CrossRef]
- Zhang, W.; Zhu, Q.; Zhang, T.; Liu, H.; Mu, G. Design and Control of a Side Dense Transplanting Machine for Sweet Potato Seedlings on Mulch Film. Comput. Electron. Agric. 2024, 224, 109193. [Google Scholar] [CrossRef]
- Ge, X.H. Design of Electrical Control System of Vegetable Transplanting Robot Conveying Device Based on PLC. J. Chin. Agric. Mech. 2024, 46, 122–126. [Google Scholar] [CrossRef]
- DB62/T 4505-2022; The Operating Quality of Rhizomatic Chinese Medicine Transplanter. Gansu Provincial Administration for Market Regulation: Lanzhou, China, 2022.






{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Characteristic Class | Characterization | Parameter Values | |
|---|---|---|---|
| STM32F103RBT6 | STM32F405RGT6 | ||
| Merom | Processor type | ARMCortex-M3 | ARMCortex-M4 |
| Floating-point unit | Single-precision FPU | Single-precision FPU | |
| Clock and frequency | Maximum clock frequency | 72 MHz | 168 MHz |
| Flash memory | 64 KB | 1024 KB | |
| SRAM | 20 KB | 192 KB | |
| Peripherals and interfaces | Timer count | Twelve | Fourteen |
| DMA controller | Support | Support | |
| USB controller | USB 2.0 | USB 2.0/USB OTG | |
| CAN interface | Support | Support | |
| Project | Parameter | Project | Parameter |
|---|---|---|---|
| Name | M3 inductive proximity switch | Output mode | NPN is always on |
| Material | Metal | Operating voltage | 5~24 V |
| Product Type | A-M3 | Operating frequency | 1 KHz |
| Project | Parameter |
|---|---|
| Rated power P (W) | 90 |
| Gearbox series | Three-level |
| Reduction ratio | 118 |
| Maximum line speed V (m/min) | 4.80 |
| Rated speed n (R/MIN) | 25.21 |
| Rated torque T (Nm) | 16.59 |
| Tractive force F (N) | 552.98 |
| Length SL (mm) | 500 |
| Radius R (mm) | 50 |
| Voltage V (V) | 24 |
| Project | Parameters |
|---|---|
| Dimension | 7.0 inches |
| Scale | 16:9 |
| Touch type | R: resistive/C: capacitive |
| Resolution | 800 × 480 |
| TFT type | TN |
| Brightness (nit) | 300 |
| Effective display size (mm) | 154.08 (L) × 85.92 (W) |
| Operating voltage (V) | 4.65–6.5 |
| Working current (mA) | 530 |
| Rest current (mA) | 170 |
| Operating temperature (°C) | −20~+70 |
| Flash capacity (Bytes) | 16 M |
| Power failure storage capacity (Bytes) | 1 K |
| Running memory (Bytes) | 512 K |
| Serial command cache (Bytes) | 4 K |
| RTC clock | no |
| Expand I/O | no |
| Master frequency (Hz) | 200 M |
| e | |||||||||
|---|---|---|---|---|---|---|---|---|---|
| NB | NM | NS | Z | PS | PM | PB | VS | VB | |
| NB | PB | PB | PM | PM | Z | Z | NB | PB | PB |
| NM | PB | PB | PM | PS | Z | Z | NB | PB | PM |
| NM | PM | PM | PS | PS | Z | NS | NB | PM | PM |
| Z | PM | PS | PS | NS | NS | NS | NB | NM | NM |
| PS | PS | PS | NS | NS | NS | NS | NB | NS | NS |
| PM | NS | NS | NS | NB | NB | NB | NB | NS | NS |
| PB | Z | NS | NS | NB | NB | NB | NB | NB | NB |
| VS | PB | PB | PM | PM | Z | Z | NB | PB | PB |
| VB | PM | PM | PS | PS | Z | NS | NB | PM | PM |
| e | |||||||||
|---|---|---|---|---|---|---|---|---|---|
| NB | NM | NS | Z | PS | PM | PB | VS | VB | |
| NB | PB | PB | PM | PM | Z | Z | NB | PB | PB |
| NM | PB | PB | PM | PS | Z | Z | NB | PB | PM |
| NM | PM | PM | PS | PS | Z | NS | NB | PM | PM |
| Z | PM | PS | PS | NS | NS | NS | NB | NM | NM |
| PS | PS | PS | NS | NS | NS | NS | NB | NS | NS |
| PM | NS | NS | NS | NB | NB | NB | NB | NS | NS |
| PB | Z | NS | NS | NB | NB | NB | NB | NB | NB |
| VS | PB | PB | PM | PM | Z | Z | NB | PB | PB |
| VB | PM | PM | PS | PS | Z | NS | NB | PM | PM |
| e | |||||||||
|---|---|---|---|---|---|---|---|---|---|
| NB | NM | NS | Z | PS | PM | PB | VS | VB | |
| NB | PB | PB | PM | PM | Z | Z | NB | PB | PB |
| NM | PB | PB | PM | PS | Z | Z | NB | PB | PM |
| NM | PM | PM | PS | PS | Z | NS | NB | PM | PM |
| Z | PM | PS | PS | NS | NS | NS | NB | NM | NM |
| PS | PS | PS | NS | NS | NS | NS | NB | NS | NS |
| PM | NS | NS | NS | NB | NB | NB | NB | NS | NS |
| PB | Z | NS | NS | NB | NB | NB | NB | NB | NB |
| VS | PB | PB | PM | PM | Z | Z | NB | PB | PB |
| VB | PM | PM | PS | PS | Z | NS | NB | PM | PM |
| Fuzzy Rule Base Scale | Overshoot (%) | Adjustment Time (s) | Calculation Time (ms) |
|---|---|---|---|
| 3 × 3 | 12.5 | 2.8 | 15 |
| 5 × 5 | 8.2 | 2.1 | 22 |
| 7 × 7 | 2.9 | 1.9 | 38 |
| Control Type | Steady-State Error/(r/min) | Adjust the Time/s | Maximum Overshoot/(r/min) |
|---|---|---|---|
| Conventional PID | 1.84 | 3.47 | 32.34 |
| Fuzzy PID | 1.17 | 1.83 | 0 |
| Serial Number | The Encoder Monitors the Number of Revolutions (r/10 s) | ||||
|---|---|---|---|---|---|
| Tooth Number | |||||
| 15 | 20 | 25 | 30 | 35 | |
| 1 | 54.3 | 58.2 | 60.4 | 60.3 | 60.3 |
| 2 | 56.8 | 58.8 | 60.3 | 59.2 | 60.0 |
| 3 | 55.6 | 57.9 | 60.4 | 60.8 | 59.8 |
| 4 | 57.8 | 58.6 | 60.2 | 60.5 | 60.5 |
| 5 | 54.4 | 58.5 | 59.8 | 60.2 | 60.2 |
| Mean value | 55.78 | 58.40 | 60.22 | 60.20 | 60.16 |
| Actual Speed/ | Monitoring Speed/ | Accuracy Rate/% | Error Compensation Coefficient |
|---|---|---|---|
| 0.33 | 0.32 | 96.97% | 1.031 |
| 0.52 | 0.51 | 98.08% | 1.020 |
| 0.85 | 0.88 | 96.47% | 0.966 |
| 1.40 | 1.42 | 98.57% | 0.986 |
| 2.20 | 2.21 | 99.55% | 0.995 |
| 3.65 | 3.66 | 99.73% | 0.997 |
| Serial Number | Gear Position | Number of Turns of Track Driving Wheel/r | Theoretical Moving Distance/m | Record Time/s | Slip Rates/% | Correction Factor | |||||
|---|---|---|---|---|---|---|---|---|---|---|---|
| 1 | 2 | 3 | 4 | 5 | Mean Value | ||||||
| 1 | Low 1 | 656.94 | 654.55 | 654.86 | 655.67 | 653.43 | 655.09 | 411.61 | 4645.16 | 2.82% | 0.972 |
| 2 | Low 2 | 647.67 | 659.89 | 660.56 | 660.21 | 665.54 | 658.77 | 413.92 | 2823.53 | 3.36% | 0.966 |
| 3 | Low 3 | 657.32 | 662.47 | 661.52 | 662.33 | 661.49 | 661.03 | 415.33 | 1734.94 | 3.69% | 0.963 |
| 4 | High 1 | 670.54 | 663.80 | 665.42 | 668.32 | 663.21 | 666.26 | 418.62 | 1058.82 | 4.45% | 0.956 |
| 5 | High 2 | 670.60 | 660.87 | 663.45 | 669.32 | 679.32 | 668.71 | 420.16 | 663.59 | 4.80% | 0.952 |
| 6 | High 3 | 679.90 | 681.23 | 678.87 | 671.12 | 672.21 | 676.67 | 425.16 | 402.23 | 5.92% | 0.941 |
| Set the Roller Motor Speed/(r/min) | Belt Theoretical Linear Speed/(m/s) | The Tester Measured the Speed/(m/s) | Relative Error/% | Error Compensation Coefficient | |||||
|---|---|---|---|---|---|---|---|---|---|
| 1 | 2 | 4 | 5 | Mean Value | |||||
| 5 | 0.0183 | 0.0181 | 0.0183 | 0.0183 | 0.0181 | 0.0182 | 0.0182 | 0.69% | 0.993 |
| 10 | 0.0367 | 0.0362 | 0.0363 | 0.0361 | 0.0352 | 0.0361 | 0.0360 | 1.83% | 0.982 |
| 15 | 0.0550 | 0.0542 | 0.0546 | 0.0546 | 0.0534 | 0.0543 | 0.0542 | 1.38% | 0.986 |
| 20 | 0.0733 | 0.0728 | 0.0730 | 0.0731 | 0.0732 | 0.0722 | 0.0729 | 0.61% | 0.994 |
| 25 | 0.0916 | 0.0902 | 0.0906 | 0.0898 | 0.0895 | 0.0890 | 0.0898 | 1.98% | 0.980 |
| Desired Speed/(r/min) | Actual Speed/(r/min) | Relative Error/% | |||||
|---|---|---|---|---|---|---|---|
| 1 | 2 | 3 | 4 | 5 | Mean Value | ||
| 5.21 | 5.12 | 5.20 | 5.18 | 5.19 | 5.18 | 5.17 | 0.77% |
| 10.21 | 10.11 | 10.09 | 10.14 | 10.16 | 10.2 | 10.14 | 0.69% |
| 15.21 | 14.89 | 15.09 | 15.18 | 15.12 | 15.18 | 15.09 | 0.79% |
| 20.21 | 20.10 | 20.09 | 20.05 | 20.14 | 20.11 | 20.10 | 0.54% |
| 25.21 | 24.38 | 25.12 | 25.08 | 25.19 | 25.16 | 24.99 | 0.87% |
| Speed Increment/ | Response Time/(ms) | Maximum Response Time/(ms) | ||||
|---|---|---|---|---|---|---|
| 1 | 2 | 3 | 4 | 5 | ||
| 0.5 | 48 | 51 | 52 | 50 | 50 | 52 |
| 1.0 | 47 | 50 | 48 | 49 | 48 | 50 |
| 1.5 | 53 | 53 | 50 | 52 | 54 | 54 |
| 2.0 | 48 | 50 | 50 | 48 | 47 | 50 |
| 2.5 | 52 | 51 | 52 | 53 | 50 | 53 |
| Gear Position | Transplanting Number | |||||||
|---|---|---|---|---|---|---|---|---|
| Codonopsis pilosula | Astragalus membranaceus | |||||||
| 1 | 2 | 3 | Mean Value | 1 | 2 | 3 | Mean Value | |
| Low 1 | 1944 | 1956 | 1963 | 1954.33 | 774 | 776 | 769 | 773.00 |
| Low 2 | 1940 | 1934 | 1936 | 1936.67 | 761 | 770 | 775 | 768.67 |
| Crop | Gear Position | Performance index | |||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| Number of Sprouts | Percentage of Crop Emergence/% | Mean Value/% | Number of Wounded Seedlings | Seedling Injury Rate/% | Mean Value% | Omissions | Transplanting Leakage Rate/% | Mean Value/% | Qualified Number of Plant Spacing | Plant Spacing Pass Rate/% | Mean Value/% | ||
| Codonopsis pilosula | Low 1 | 1 | 0.50% | 1.10% | 1 | 0.50% | 0.50% | 2 | 1.00% | 1.60% | 196 | 98.00% | 96.80% |
| 3 | 1.50% | 0 | 0.00% | 4 | 2.00% | 193 | 96.50% | ||||||
| 2 | 1.00% | 2 | 1.00% | 2 | 1.00% | 194 | 97.00% | ||||||
| 4 | 2.00% | 1 | 0.50% | 3 | 1.50% | 192 | 96.00% | ||||||
| 1 | 0.50% | 1 | 0.50% | 5 | 2.50% | 193 | 96.50% | ||||||
| Low 2 | 2 | 1.00% | 1.50% | 1 | 0.50% | 0.70% | 4 | 2.00% | 2.20% | 193 | 96.50% | 95.60% | |
| 3 | 1.50% | 1 | 0.50% | 4 | 2.00% | 192 | 96.00% | ||||||
| 3 | 1.50% | 2 | 1.00% | 6 | 3.00% | 189 | 94.50% | ||||||
| 4 | 2.00% | 2 | 1.00% | 3 | 1.50% | 191 | 95.50% | ||||||
| 3 | 1.50% | 1 | 0.50% | 5 | 2.50% | 191 | 95.50% | ||||||
| Astragalus membranaceus | Low 1 | 2 | 1.00% | 1.30% | 0 | 0.00% | 0.40% | 1 | 0.50% | 0.80% | 197 | 98.50% | 97.50% |
| 3 | 1.50% | 1 | 0.50% | 2 | 1.00% | 194 | 97.00% | ||||||
| 3 | 1.50% | 1 | 0.50% | 2 | 1.00% | 194 | 97.00% | ||||||
| 2 | 1.00% | 1 | 0.50% | 2 | 1.00% | 195 | 97.50% | ||||||
| 3 | 1.50% | 1 | 0.50% | 1 | 0.50% | 195 | 97.50% | ||||||
| Low 2 | 2 | 1.00% | 1.90% | 1 | 0.50% | 0.50% | 3 | 1.50% | 1.20% | 194 | 97.00% | 96.40% | |
| 4 | 2.00% | 1 | 0.50% | 2 | 1.00% | 193 | 96.50% | ||||||
| 5 | 2.50% | 1 | 0.50% | 4 | 2.00% | 190 | 95.00% | ||||||
| 5 | 2.50% | 1 | 0.50% | 2 | 1.00% | 192 | 96.00% | ||||||
| 3 | 1.50% | 1 | 0.50% | 1 | 0.50% | 195 | 97.50% | ||||||
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2025 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Yu, Q.; Zhang, X.; Cao, G.; Gong, Y.; Chen, X. Design and Experiment of Electric Control System for Self-Propelled Chinese Herbal Medicine Materials Transplanter. Agriculture 2025, 15, 621. https://doi.org/10.3390/agriculture15060621
Yu Q, Zhang X, Cao G, Gong Y, Chen X. Design and Experiment of Electric Control System for Self-Propelled Chinese Herbal Medicine Materials Transplanter. Agriculture. 2025; 15(6):621. https://doi.org/10.3390/agriculture15060621
Chicago/Turabian StyleYu, Qingxu, Xian Zhang, Guangqiao Cao, Yan Gong, and Xiao Chen. 2025. "Design and Experiment of Electric Control System for Self-Propelled Chinese Herbal Medicine Materials Transplanter" Agriculture 15, no. 6: 621. https://doi.org/10.3390/agriculture15060621
APA StyleYu, Q., Zhang, X., Cao, G., Gong, Y., & Chen, X. (2025). Design and Experiment of Electric Control System for Self-Propelled Chinese Herbal Medicine Materials Transplanter. Agriculture, 15(6), 621. https://doi.org/10.3390/agriculture15060621