
Optimization of the Structural and Motion Parameters of Blade Cutters in Paddy Field Pulping Machines

Abstract
1. Introduction
2. Materials and Methods
2.1. Discrete Element Simulation Model
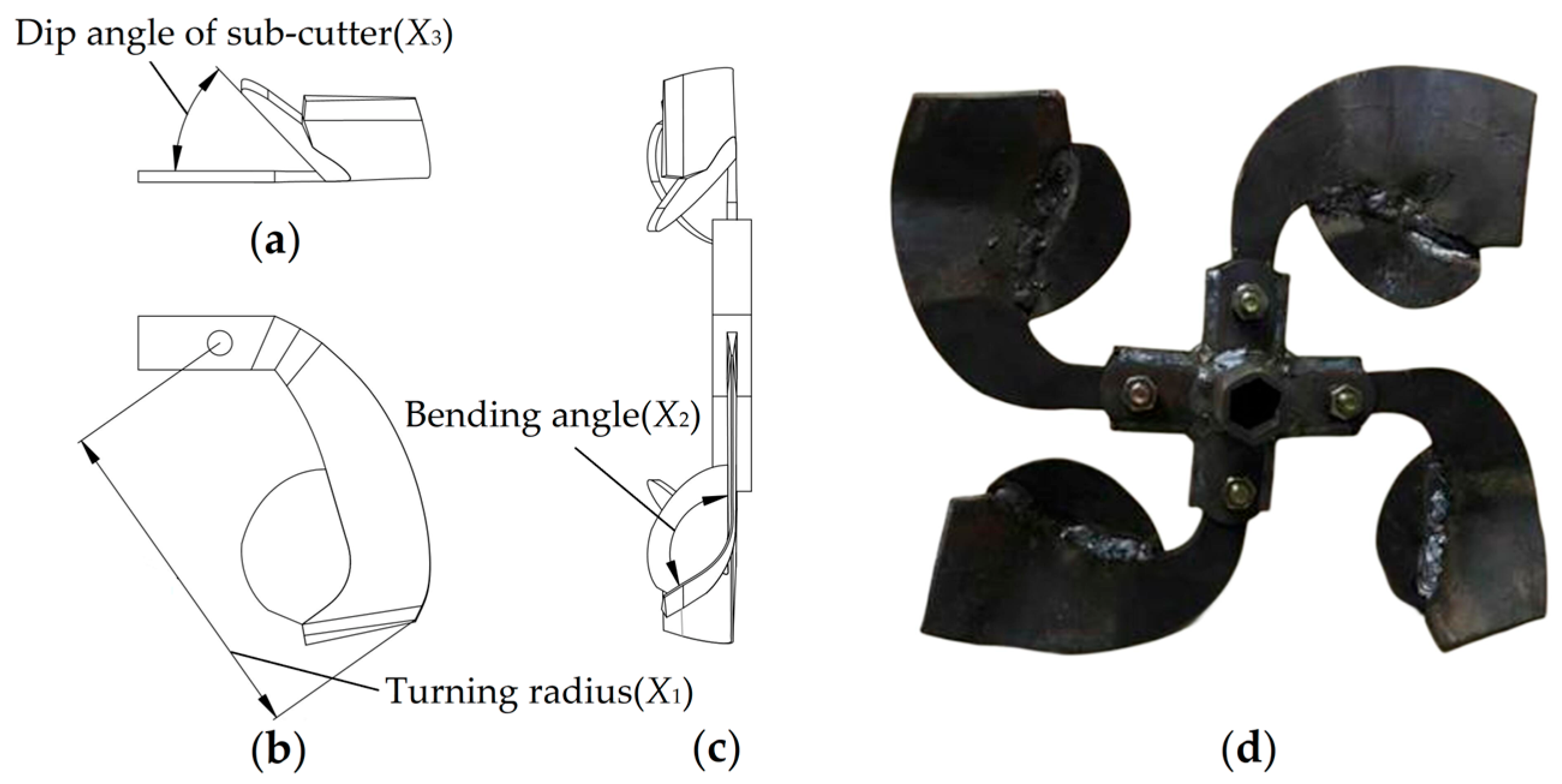
2.1.1. EDEM Model
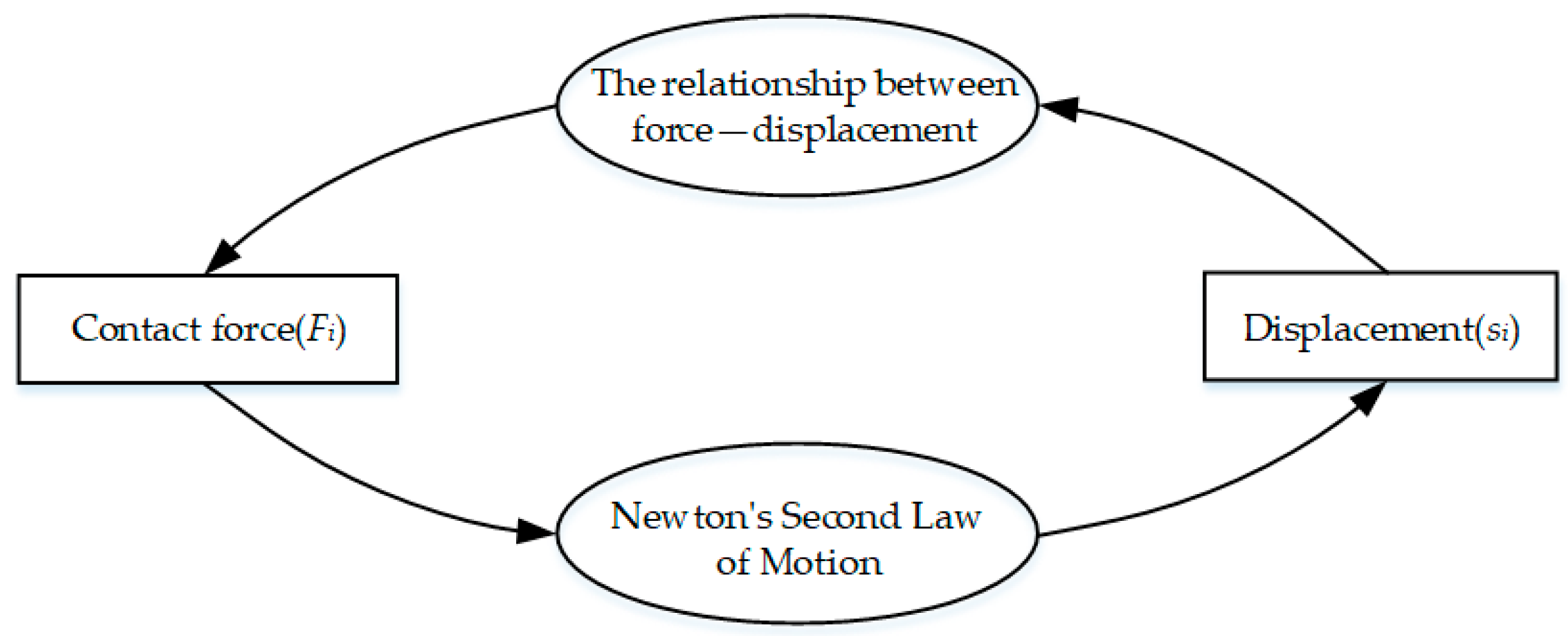
2.1.2. The Governing Equation for Particle Motion
2.2. Experimental Arrangement and Test
2.2.1. Experimental Arrangement
2.2.2. Calculation Methods for Experimental Indexes
- Mud volume (M)
- 2.
- Power consumption (P)
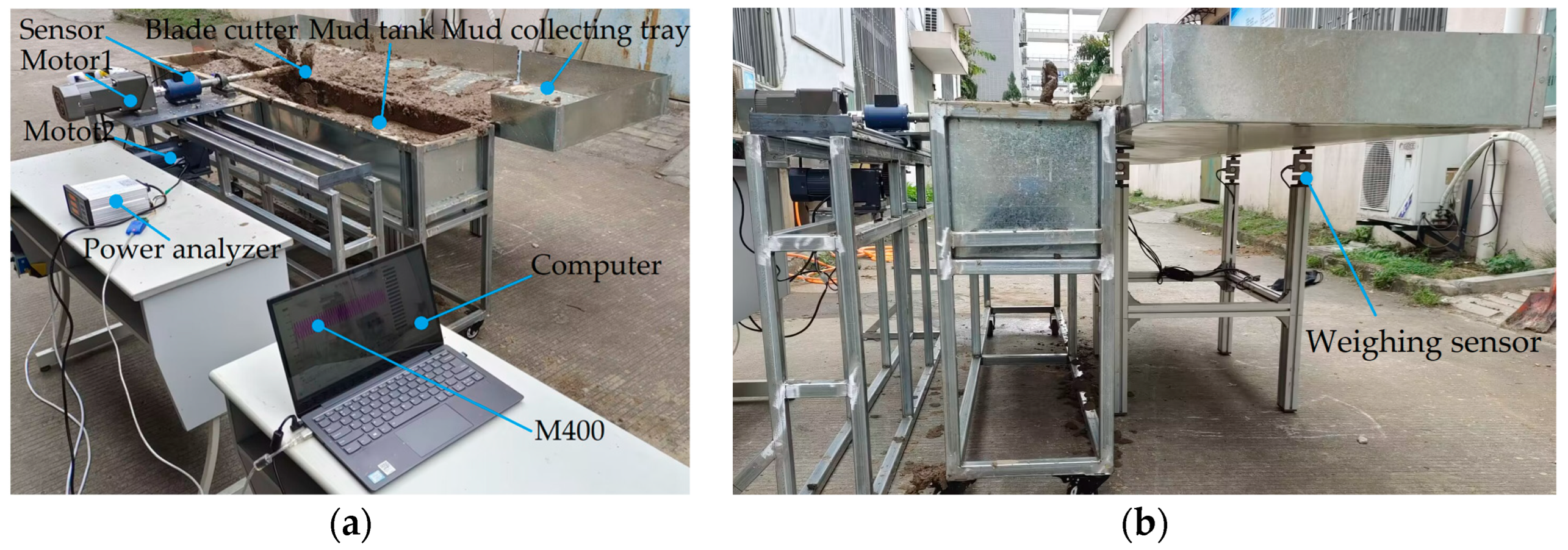
2.3. Testing Apparatus
3. Results and Discussion
3.1. Splashing-Performance Regression-Forecast Model
0.001X2X5 + 0.24X4X5 − 0.01X12 − 0.006X22 − 0.0002X52
− 14.64X2X4 + 0.01X2X5 + 8.84X3X4 + 0.02X3X5 + 3.99X4X5 − 0.1X12 − 0.03X22 + 0.01X32 + 356.84X42 − 0.002X52
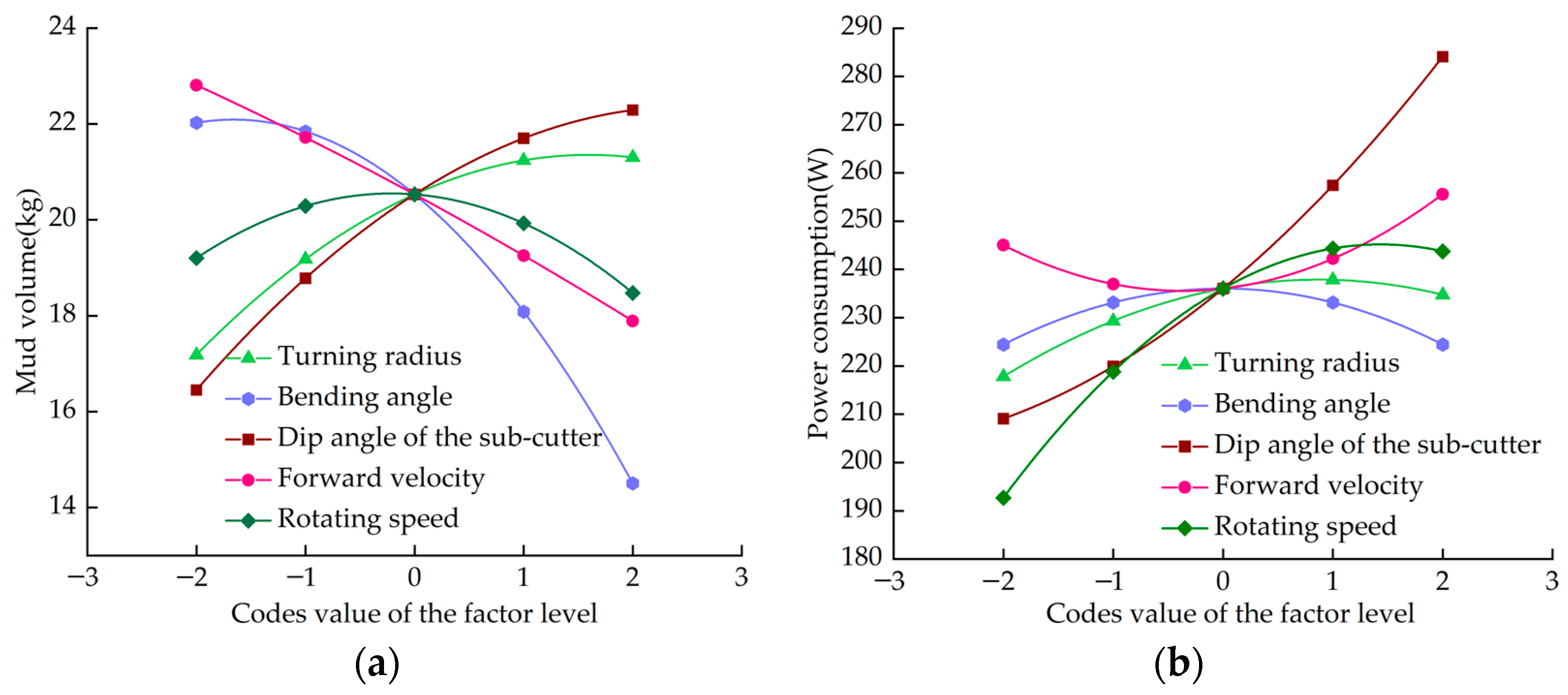
3.2. Analysis of the Influence of Single Factors on Experimental Indexes
3.3. Analysis of the Influence of Interacting Factors on Experimental Indexes
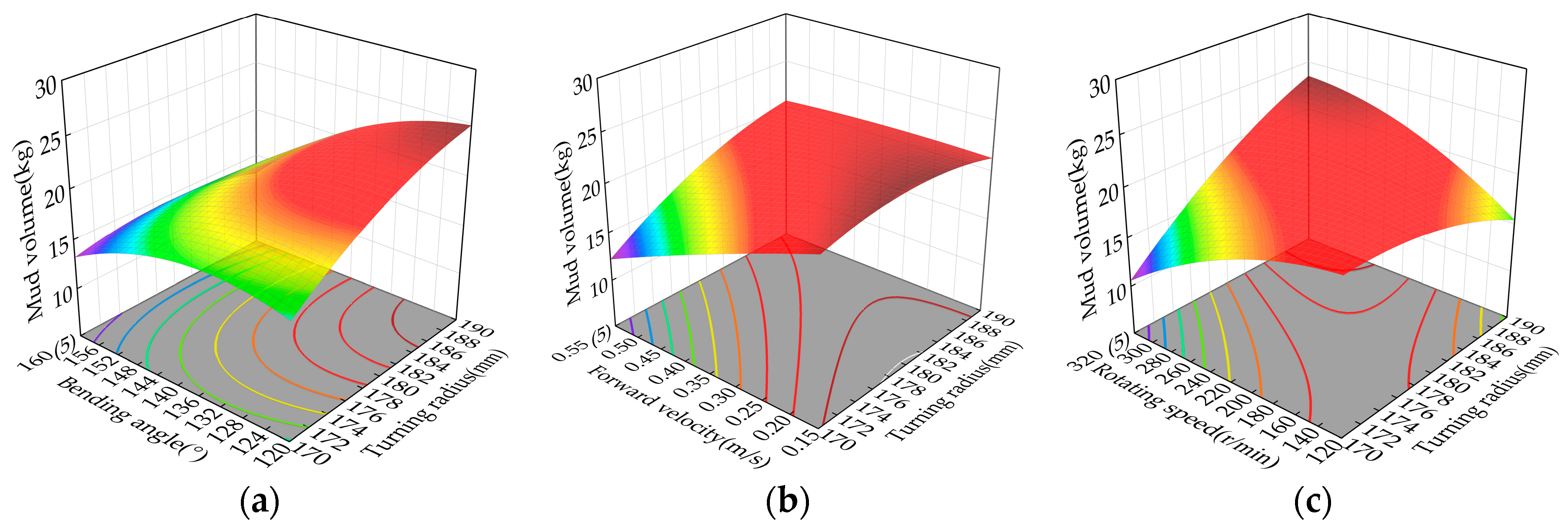
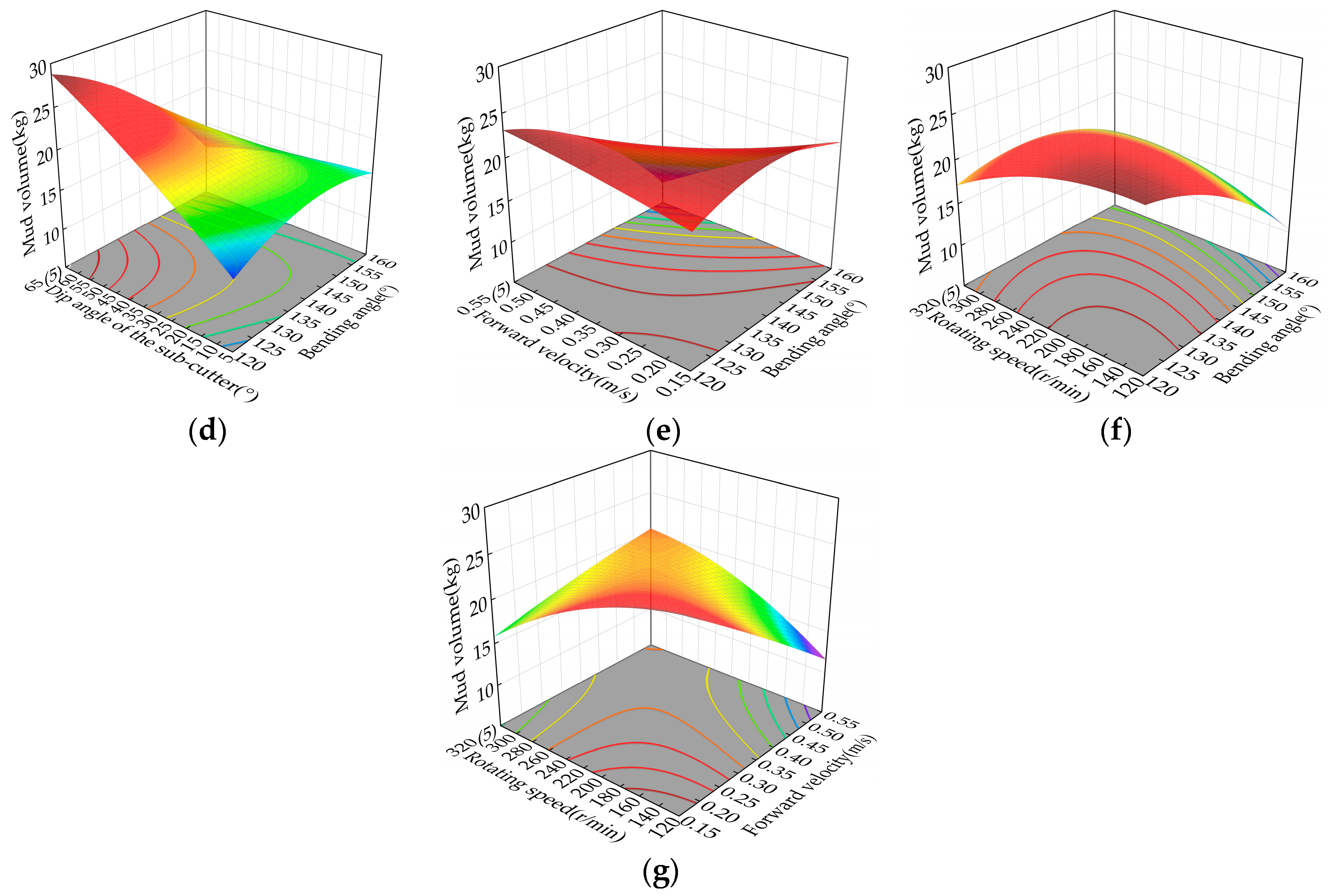
3.3.1. Analysis of the Influence of Interacting Factors on Mud Volume
3.3.2. Analysis of the Influence Effect of Interacting Factors on Power Consumption
3.4. Parameter Optimization and Experimental Verification
3.4.1. Parameter Optimization
3.4.2. Bench Test
4. Conclusions
- Mud-volume and power-consumption regression-forecast models were developed separately, and they demonstrated a high reliability and flexibility. These constructed models can be effectively utilized to accurately predict blade-cutter splashing performance.
- The mud volume was not significantly affected by factors such as the interaction between the dip angle of the sub-cutter and the turning radius, forward velocity, and rotating speed. The influence of the rotating speed on the mud volume and the bending angle on the power consumption was found to be insignificant. However, all other factors and their mutual effects had a significant impact on the blade cutter’s splashing performance.
- A multi-objective and multi-variable method was employed to construct a model to optimize blade-cutter splashing performance. The results demonstrated that the optimal blade structural and motion parameters were a turning radius of 180 mm with a bending angle of 125°, a sub-cutter dip angle of 63°, a forward velocity of 0.15 m/s, and a rotating speed of 158 r/min. Furthermore, bench test verification confirmed that the experimental results aligned closely with those obtained through simulations, exhibiting mean relative errors in mud volume and power consumption of only 9.13% and 8.86%, respectively. Additionally, a reduction in unit power consumption of 19.13% for the blade cutter was observed. These findings demonstrate that these optimized parameters meet the operational requirements of paddy field pulping machines.
Author Contributions
Funding
Institutional Review Board Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Jiang, M.; Li, X.; Xin, L.; Tan, M. Paddy Rice Multiple Cropping Index Changes in Southern China: Impacts on National Grain Production Capacity and Policy Implications. J. Geogr. Sci. 2019, 29, 1773–1787. [Google Scholar] [CrossRef]
- Celik, A.; Raper, R.L. Design and Evaluation of Ground-Driven Rotary Subsoilers. Soil Tillage Res. 2012, 124, 203–210. [Google Scholar] [CrossRef]
- Zhao, H.; Li, H.; Ma, S.; He, J.; Wang, Q.; Lu, C.; Zheng, Z.; Zhang, C. The Effect of Various Edge-Curve Types of Plain-Straight Blades for Strip Tillage Seeding on Torque and Soil Disturbance Using DEM. Soil Tillage Res. 2020, 202, 104674. [Google Scholar] [CrossRef]
- Du, J.; Heng, Y.; Zheng, K.; Luo, C.; Zhu, Y.; Zhang, J.; Xia, J. Investigation of the Burial and Mixing Performance of a Rotary Tiller Using Discrete Element Method. Soil Tillage Res. 2022, 220, 105349. [Google Scholar] [CrossRef]
- Zhang, Z.; Chen, Z.; Lai, Q.; Huseyin, G. Preliminary Investigation of Convergent Evolution-Inspired Serrated Structure for Optimization of Mini Rotavator Blade’s Cutting-Edge. Appl. Eng. Agric. 2023, 39, 95–108. [Google Scholar] [CrossRef]
- He, C.; You, Y.; Wang, D.; Wang, G.; Lu, D.; Kaji, J.M. The Effect of Tine Geometry During Vertical Movement on Soil Penetration Resistance Using Finite Element Analysis. Comput. Electron. Agric. 2016, 130, 97–108. [Google Scholar] [CrossRef]
- Chen, Z.; Gu, J.; Yang, X. A Novel Rigid Wheel for Agricultural Machinery Applicable to Paddy Field with Muddy Soil. J. Terramech. 2020, 87, 21–27. [Google Scholar] [CrossRef]
- Zhai, S.; Shi, Y.; Zhou, J.; Liu, J.; Huang, D.; Zou, A.; Jiang, P. Simulation Optimization and Experimental Study of the Working Performance of a Vertical Rotary Tiller Based on the Discrete Element Method. Actuators 2022, 11, 342. [Google Scholar] [CrossRef]
- Zhang, L.; Zhai, Y.; Chen, J.; Zhang, Z.; Huang, S. Optimization design and performance study of a subsoiler underlying the tea garden subsoiling mechanism based on bionics and EDEM. Soil Tillage Res. 2022, 220, 105375. [Google Scholar] [CrossRef]
- Tamas, K.; Jori, I.J.; Mouazen, A.M. Modelling Soil-Sweep Interaction with Discrete Element Method. Soil Tillage Res. 2013, 134, 223–231. [Google Scholar] [CrossRef]
- Li, B.; Chen, Y.; Chen, J. Modeling of Soil-Claw Interaction Using the Discrete Element Method (DEM). Soil Tillage Res. 2016, 158, 177–185. [Google Scholar] [CrossRef]
- Mustafa, U.; Chris, S.; Li, P.; Lee, S. Analyzing the Mixing Performance of a Rotary Spader Using Digital Image Processing and Discrete Element Modelling (DEM). Comput. Electron. Agric. 2018, 151, 1–10. [Google Scholar]
- Zeng, Z.; Chen, Y.; Zhang, X. Modelling the Interaction of a Deep Tillage Tool with Heterogeneous Soil. Comput. Electron. Agric. 2017, 143, 130–138. [Google Scholar] [CrossRef]
- Gao, J.; Qi, H. Soil Throwing Experiments for Reverse Rotary Tillage at Various Depths, Travel Speeds, and Rotational Speeds. Trans. ASABE 2017, 60, 1113–1121. [Google Scholar] [CrossRef]
- Gao, J.; Shen, Y.; Ma, B. Optimized Design of Touching Parts of Soil Disinfection Machine Based on Strain Sensing and Discrete Element Simulation. Sensors 2023, 23, 6369. [Google Scholar] [CrossRef]
- Ahmadi, I. A Torque Calculator for Rotary Tiller Using the Laws of Classical Mechanics. Soil Tillage Res. 2017, 165, 137–143. [Google Scholar] [CrossRef]
- Yuan, Y.; Wang, J.; Zhang, X.; Zhao, S. Study on Tillage Resistance and Energy Consumption of a Plain Straight Rotary Blade for Strip Tillage. Eng. Agric. 2023, 43, e20220127. [Google Scholar] [CrossRef]
- Liu, J.; Jiang, P.; Chen, J.; Zhang, X.; Xu, M.; Huang, D.; Shi, Y. Optimal Design of and Experiment on a Dual-Spiral Ditcher for Orchards. Agriculture 2023, 13, 1628. [Google Scholar] [CrossRef]
- Zhao, Z.; Wang, D.; Shang, S.; Hou, J.; He, X.; Gao, Z.; Xu, N.; Chang, Z.; Guo, P.; Zheng, X. Analysis of Cyperus esculentus–Soil Dynamic Behavior during Rotary Tillage Based on Discrete Element Method. Agriculture 2023, 13, 358. [Google Scholar] [CrossRef]
- Ahmad, F.; Qiu, B.; Ding, Q.; Ding, W.; Khan, Z.; Shoaib, M.; Chandio, F.; Rehim, A.; Khaliq, A. Discrete element method simulation of disctype furrow openers in paddy soil. Int. J. Agric. Biol. Eng. 2020, 13, 103–110. [Google Scholar]
- Matin, M.A.; Fielke, J.M.; Desbiolles, J. Furrow Parameters in Rotary Strip-Tillage: Effect of Blade Geometry and Rotary Speed. Biosyst. Eng. 2014, 118, 7–15. [Google Scholar] [CrossRef]
- Matin, M.A.; Fielke, J.M.; Desbiolles, J. Torque and Energy Characteristics for Strip-Tillage Cultivation When Cutting Furrows Using Three Designs of Rotary Blade. Biosyst. Eng. 2015, 129, 329–340. [Google Scholar] [CrossRef]
- Matin, M.A.; Desbiolles, J.M.A.; Fielke, J.M. Strip-Tillage Using Rotating Straight Blades: Effect of Cutting Edge Geometry on Furrow Parameters. Soil Tillage Res. 2016, 155, 271–279. [Google Scholar] [CrossRef]
- Sun, J.; Chen, H.; Wang, Z.; Ou, Z.; Yang, Z.; Liu, Z.; Duan, J. Study on Plowing Performance of Edem Low-Resistance Animal Bionic Device Based on Red Soil. Soil Tillage Res. 2020, 196, 104336. [Google Scholar] [CrossRef]
- Balsari, P.; Biglia, A.; Comba, L.; Sacco, D.; Eloi Alcatrão, L.; Varani, M.; Mattetti, M.; Barge, P.; Tortia, C.; Manzone, M.; et al. Performance Analysis of a Tractor-Power Harrow System under Different Working Conditions. Biosyst. Eng. 2021, 202, 28–41. [Google Scholar] [CrossRef]
- Singh, A.; Singh, L.P.; Singh, S.; Singh, H.; Chhuneja, N.K.; Singh, M. Evaluation and Analysis of Occupational Ride Comfort in Rotary Soil Tillage Operation. Measurement 2019, 131, 19–27. [Google Scholar] [CrossRef]
- Fajardo, A.L.; Suministrado, D.C.; Peralta, E.K.; Bato, P.M.; Paningbatan, E.P., Jr. Force and Puddling Characteristics of the Tilling Wheel of Float-Assisted Tillers at Different Lug Angle and Shaft Speed. Soil Tillage Res. 2014, 140, 118–125. [Google Scholar] [CrossRef]
- Li, S.; Chen, X.; Chen, W.; Zhu, S.; Li, Y.; Yang, L.; Xie, S.; Yang, M. Soil-cutting Simulation and Parameter Optimization of Handheld Tiller’s Rotary Blade by Smoothed Particle Hydrodynamics Modelling and Taguchi Method. J. Clean. Prod. 2018, 179, 55–62. [Google Scholar] [CrossRef]
- Tong, Z.; Li, L.; Zhang, X.; Chen, Y.; Liu, X.; Zhou, P.; Xia, Y. Design and Experiment of the Components for Soil Flow Direction Control of Hilling Machine Based on EDEM. Int. J. Agric. Biol. Eng. 2022, 15, 122–131. [Google Scholar] [CrossRef]
- Jat, D.; Imran, S.S.; Singh, K.P. Development and Evaluation of Garlic Harvester for Raised Beds. J. Sci. Ind. Res. 2023, 82, 493–503. [Google Scholar]
- Shi, Y.; Wang, X.; Hu, Z.; Gu, F.; Wu, F.; Chen, Y. Optimization and Experiment on Key Structural Parameters of No-Tillage Planter with Straw-Smashing and Strip-mulching. Int. J. Agric. Biol. Eng. 2021, 14, 91–96. [Google Scholar] [CrossRef]
- Xie, Y.; Ferng, Y.; Miao, J.; Ren, J.; Zhang, X. Numerical and Experimental Study on Optimization of Paddy Field Blade Used in Initial Mud-Cutting Process. Comput. Electron. Agric. 2020, 170, 105243. [Google Scholar] [CrossRef]
- Xie, Y.; Hong, Y.; Zhang, X.; Ren, J. Analysis of Mud Splashing Pattern of Paddy Field Blade Using Computational Fluid Dynamics. Comput. Electron. Agric. 2020, 176, 105639. [Google Scholar] [CrossRef]
- Chen, C.; Di, Z.; Chen, W.; Zheng, S.; Ren, J. Structure Parameter Design and Bench Test Research of Paddy Field Blades. Sci. Rep. 2022, 12, 14733. [Google Scholar] [CrossRef] [PubMed]
- Ding, Q.; Lu, X.; Sun, K.; Li, Y.; He, R.; Wang, X. Performance and Design Parameter Definition on Puddling Knife Using Reverse Engineering. Trans. Chin. Soc. Agric. Mach. 2021, 52, 68–74. (In Chinese) [Google Scholar]
- Xu, C.; Zhang, C.; Li, L.; Li, M. Optimization of Working Parameters for Puddling and Flatting Machine in Paddy Field. Int. J. Agric. Biol. Eng. 2016, 9, 88–96. [Google Scholar]
- Jeon, C.; Kim, H.; Yun, C.; Park, S.; Hwang, Y.; Han, X. Autonomous Paddy Field Puddling and Leveling Operations Based on Full-Coverage Path Generation and Tracking. Precis. Agric. 2023, 25, 235–256. [Google Scholar] [CrossRef]
- Ma, C.; Yi, S.; Tao, G. A Rotary Blade Design for Paddy Fields with Long Rice Straw Based on EDEM. Eng. Agric. 2023, 43, e20220062. [Google Scholar] [CrossRef]
- Zhang, Y.; Tian, L.; Cao, C.; Zhu, C.; Qin, K.; Ge, J. Optimization and Validation of Blade Parameters for Inter-Row Weeding Wheel in Paddy Fields. Front. Plant Sci. 2022, 13, 1003471. [Google Scholar] [CrossRef]




{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Contact Parameters | Coefficient | Value |
|---|---|---|
| Upper—Upper water particles | Restitution coefficient | 0.60 |
| Static friction coefficient | 0.20 | |
| Dynamic friction coefficient | 0.29 | |
| Lower—Lower soil particles | Restitution coefficient | 0.12 |
| Static friction coefficient | 0.50 | |
| Dynamic friction coefficient | 0.28 | |
| Blade cutter—Upper water particles | Restitution coefficient | 0.05 |
| Static friction coefficient | 0.05 | |
| Dynamic friction coefficient | 0.01 | |
| Blade cutter—Lower soil particles | Restitution coefficient | 0.05 |
| Static friction coefficient | 0.05 | |
| Dynamic friction coefficient | 0.01 | |
| Upper—Lower soil particles | Restitution coefficient | 0.05 |
| Static friction coefficient | 0.05 | |
| Dynamic friction coefficient | 0.01 |
| Factor Level | Turning Radius X1 (mm) | Bending Angle X2 (°) | Dip Angle of the Sub-Cutter X3 (°) | Forward Velocity X4 (m/s) | Rotating Speed X5 (r/min) |
|---|---|---|---|---|---|
| −2 | 170 | 120 | 5 | 0.15 | 120 |
| −1 | 175 | 130 | 20 | 0.25 | 170 |
| 0 | 180 | 140 | 35 | 0.35 | 220 |
| 1 | 185 | 150 | 50 | 0.45 | 270 |
| 2 | 190 | 160 | 65 | 0.55 | 320 |
| Test No | X1 (mm) | X2 (°) | X3 (°) | X4 (m/s) | X5 (r/min) | M (kg) | P (W) |
|---|---|---|---|---|---|---|---|
| 1 | 175 | 130 | 50 | 0.25 | 170 | 25.91 | 255.04 |
| 2 | 180 | 140 | 35 | 0.35 | 220 | 20.43 | 236.56 |
| 3 | 180 | 140 | 35 | 0.55 | 220 | 18.4 | 252.62 |
| 4 | 190 | 140 | 35 | 0.35 | 220 | 20.79 | 233.73 |
| 5 | 185 | 150 | 20 | 0.45 | 170 | 13.61 | 190.23 |
| 6 | 180 | 140 | 35 | 0.35 | 120 | 19.03 | 193.26 |
| 7 | 175 | 150 | 50 | 0.25 | 270 | 18.23 | 261.85 |
| 8 | 175 | 130 | 20 | 0.25 | 270 | 13.88 | 169.11 |
| 9 | 175 | 150 | 50 | 0.45 | 170 | 12.77 | 200.79 |
| 10 | 185 | 150 | 50 | 0.25 | 170 | 19.07 | 209.73 |
| 11 | 175 | 150 | 20 | 0.45 | 270 | 14.1 | 175.55 |
| 12 | 180 | 140 | 35 | 0.35 | 320 | 18.36 | 244.23 |
| 13 | 180 | 140 | 35 | 0.35 | 220 | 20.71 | 236 |
| 14 | 185 | 130 | 20 | 0.25 | 170 | 20.91 | 219.52 |
| 15 | 180 | 140 | 35 | 0.35 | 220 | 20.11 | 237.79 |
| 16 | 180 | 140 | 35 | 0.35 | 220 | 21.51 | 234.79 |
| 17 | 180 | 140 | 35 | 0.15 | 220 | 22.02 | 249.02 |
| 18 | 180 | 140 | 35 | 0.35 | 220 | 20.22 | 236.17 |
| 19 | 175 | 130 | 50 | 0.45 | 270 | 19.95 | 313.37 |
| 20 | 175 | 150 | 20 | 0.25 | 170 | 21.03 | 259.01 |
| 21 | 180 | 140 | 65 | 0.35 | 220 | 23 | 285.26 |
| 22 | 175 | 130 | 20 | 0.45 | 170 | 16.79 | 185.67 |
| 23 | 180 | 120 | 35 | 0.35 | 220 | 22.02 | 225.24 |
| 24 | 180 | 140 | 5 | 0.35 | 220 | 16.46 | 208.99 |
| 25 | 185 | 130 | 50 | 0.45 | 170 | 23.03 | 235.23 |
| 26 | 180 | 140 | 35 | 0.35 | 220 | 20.04 | 236.7 |
| 27 | 180 | 140 | 35 | 0.35 | 220 | 21.21 | 237.79 |
| 28 | 180 | 140 | 35 | 0.35 | 220 | 20.72 | 236.71 |
| 29 | 185 | 130 | 50 | 0.25 | 270 | 24.15 | 209.32 |
| 30 | 180 | 140 | 35 | 0.35 | 220 | 19.91 | 229.79 |
| 31 | 185 | 150 | 50 | 0.45 | 270 | 18.49 | 320.7 |
| 32 | 185 | 150 | 20 | 0.25 | 270 | 19.55 | 245.72 |
| 33 | 185 | 130 | 20 | 0.45 | 270 | 21.77 | 263.89 |
| 34 | 180 | 160 | 35 | 0.35 | 220 | 14.23 | 224.64 |
| 35 | 180 | 140 | 35 | 0.35 | 220 | 20.71 | 236.79 |
| 36 | 170 | 140 | 35 | 0.35 | 220 | 17.41 | 219.83 |
| Source of Variance | Mud Volume | Power Consumption | ||
|---|---|---|---|---|
| F1 Value | Significance Level P1 | F2 Value | Significance Level P2 | |
| Model | 47.03 | <0.0001 | 273.41 | <0.0001 |
| X1 | 75.84 | <0.0001 | 63.71 | <0.0001 |
| X2 | 253.10 | <0.0001 | 0.78 | 0.3924 |
| X3 | 135.73 | <0.0001 | 1245.80 | <0.0001 |
| X4 | 108.23 | <0.0001 | 24.67 | 0.0002 |
| X5 | 2.35 | 0.1458 | 577.26 | <0.0001 |
| X1 X2 | 14.27 | 0.0018 | 38.31 | <0.0001 |
| X1 X3 | 0.87 | 0.3658 | 319.73 | <0.0001 |
| X1 X4 | 14.02 | 0.0020 | 352.50 | <0.0001 |
| X1 X5 | 58.31 | <0.0001 | 253.04 | <0.0001 |
| X2 X3 | 70.21 | <0.0001 | 25.18 | 0.0002 |
| X2 X4 | 45.52 | <0.0001 | 506.50 | <0.0001 |
| X2 X5 | 21.59 | 0.0003 | 64.90 | <0.0001 |
| X3 X4 | 3.05 | 0.1010 | 415.56 | <0.0001 |
| X3 X5 | 1.79 | 0.2008 | 386.55 | <0.0001 |
| X4 X5 | 68.88 | <0.0001 | 938.90 | <0.0001 |
| X12 | 11.22 | 0.0044 | 28.18 | <0.0001 |
| X22 | 32.98 | <0.0001 | 39.81 | <0.0001 |
| X32 | 3.31 | 0.0889 | 33.06 | <0.0001 |
| X42 | 0.42 | 0.5269 | 60.19 | <0.0001 |
| X52 | 18.85 | 0.0006 | 93.63 | <0.0001 |
| Lack of fit | 1.60 | 0.2535 | 1.65 | 0.239 |
| Test Index | Test Number | Theoretical Value | Test Results | Relative Error/% |
|---|---|---|---|---|
| Mud volume (M/Kg) | 1 | 30.92 | 28.56 | 8.26% |
| 2 | 30.92 | 28.33 | 9.14% | |
| 3 | 30.92 | 27.92 | 10.75% | |
| 4 | 30.92 | 28.15 | 9.84% | |
| 5 | 30.92 | 28.71 | 7.70% | |
| Average value | 30.92 | 28.33 | 9.13% | |
| Power consumption (P/W) | 1 | 210.62 | 230.67 | 8.69% |
| 2 | 210.62 | 226.83 | 7.15% | |
| 3 | 210.62 | 235.32 | 10.50% | |
| 4 | 210.62 | 233.28 | 9.71% | |
| 5 | 210.62 | 229.36 | 8.17% | |
| Average value | 210.62 | 231.09 | 8.86% |
| Test Number | Mud Volume (M/Kg) | Power Consumption (P/W) | Unit Power Consumption (W/Kg) |
|---|---|---|---|
| 1 | 28.56 | 230.67 | 8.08 |
| 2 | 28.33 | 226.83 | 8.01 |
| 3 | 27.92 | 235.32 | 8.43 |
| 4 | 28.15 | 233.28 | 8.29 |
| 5 | 28.71 | 229.36 | 7.99 |
| Average value | 28.33 | 231.09 | 8.16 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Ren, J.; Chen, C.; Bao, D.; Weng, W.; Zheng, S. Optimization of the Structural and Motion Parameters of Blade Cutters in Paddy Field Pulping Machines. Agriculture 2024, 14, 132. https://doi.org/10.3390/agriculture14010132
Ren J, Chen C, Bao D, Weng W, Zheng S. Optimization of the Structural and Motion Parameters of Blade Cutters in Paddy Field Pulping Machines. Agriculture. 2024; 14(1):132. https://doi.org/10.3390/agriculture14010132
Chicago/Turabian StyleRen, Jinbo, Chongcheng Chen, Difa Bao, Wuxiong Weng, and Shuhe Zheng. 2024. "Optimization of the Structural and Motion Parameters of Blade Cutters in Paddy Field Pulping Machines" Agriculture 14, no. 1: 132. https://doi.org/10.3390/agriculture14010132
APA StyleRen, J., Chen, C., Bao, D., Weng, W., & Zheng, S. (2024). Optimization of the Structural and Motion Parameters of Blade Cutters in Paddy Field Pulping Machines. Agriculture, 14(1), 132. https://doi.org/10.3390/agriculture14010132