Optimization of Processing Parameters to Increase Thermal Conductivity of Rice Straw Fiber Film



Abstract
1. Introduction
2. Materials and Methods
2.1. Materials
2.2. Preparation of Fiber Film
2.3. Experimental Design
3. Results and Discussion
3.1. Regression Models
3.2. Response Surface Analysis
3.2.1. Interactive Effects on Dry Tensile Strength
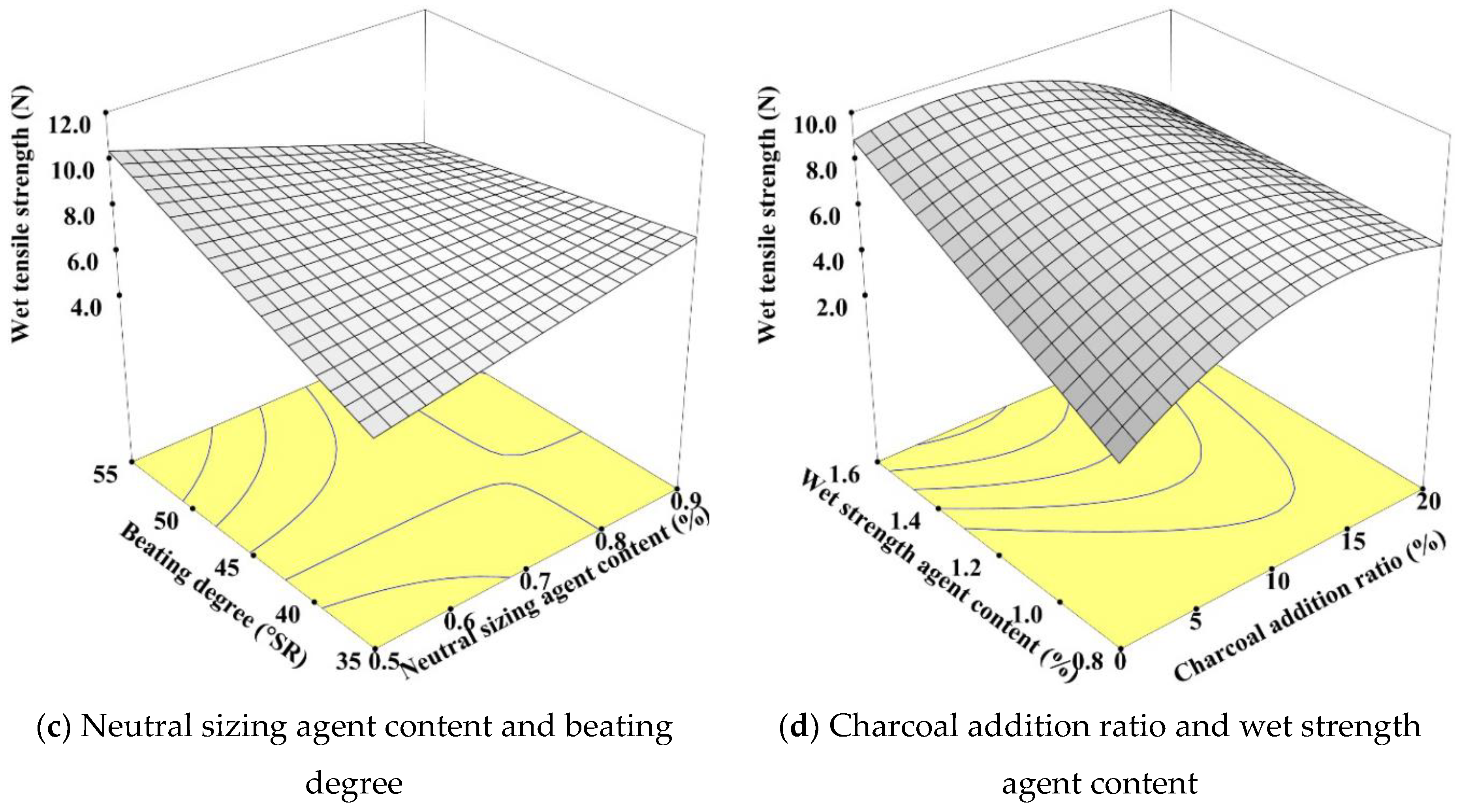
3.2.2. Interactive Effects on Wet Tensile Strength
3.2.3. Effects on Thermal Conductivity
3.3. Optimization Analysis
3.4. Model Validation
4. Conclusions
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Kasirajan, S.; Ngouajio, M. Polyethylene and biodegradable mulches for agricultural applications: A review. Agron. Sustain. Dev. 2012, 32, 501–529. [Google Scholar] [CrossRef]
- Wang, C.; Lu, J.; Yi, Y.; Wang, H.; Nie, Z. Progress and prospect of the research of environmental friendly bast fiber mulch film. Plant Fiber Sci. China 2007, 29, 380–384. [Google Scholar]
- Bongarde, U.; Shinde, V. Review on natural fiber reinforcement polymer composites. IJESIT 2014, 3, 431–436. [Google Scholar]
- Halden, R. Plastics and health risks. Annu. Rev. Public Health 2010, 31, 179–194. [Google Scholar] [CrossRef]
- Lu, J.; Wang, C.; Yi, Y. The development status of agricultural plastics mulching film and progress on degradable mulching films. Plant Fiber Sci. China 2007, 3, 9. [Google Scholar]
- Miles, C.; Wallace, R.; Wszelaki, A.; Martin, J.; Cowan, J.; Walters, T.; Inglis, D. Deterioration of potentially biodegradable alternatives to black plastic mulch in three tomato production regions. HortScience 2012, 47, 1270–1277. [Google Scholar] [CrossRef]
- Zhao, R.; Torley, P.; Halley, P. Emerging biodegradable materials: Starch-and protein-based bio-nanocomposites. J. Mater. Sci. 2008, 43, 3058–3071. [Google Scholar] [CrossRef]
- Liu, E.; He, W.; Yan, C. ‘White revolution’to ‘white pollution’—Agricultural plastic film mulch in China. Environ. Res. Lett. 2014, 9, 91–101. [Google Scholar] [CrossRef]
- Yan, C.; Liu, E.; Shu, F.; Liu, Q.; Liu, S.; He, W. Review of agricultural plastic mulching and its residual pollution and prevention measures in China. J. Agric. Res. Environ. 2014, 31, 95–102. [Google Scholar]
- Park, J.; Kim, J.; Patil, S.; Park, J.; Park, S.; Lee, D. A wireless pressure sensor integrated with a biodegradable polymer stent for biomedical applications. Sensors 2016, 16, 809. [Google Scholar] [CrossRef]
- Wróblewska-Krepsztul, J.; Rydzkowski, T.; Borowski, G.; Szczypiński, M.; Klepka, T.; Thakur, V. Recent progress in biodegradable polymers and nanocomposite-based packaging materials for sustainable environment. Int. J. Polym. Anal. Charact. 2018, 23, 383–395. [Google Scholar] [CrossRef]
- Finkenstadt, V.; Tisserat, B. Poly (lactic acid) and Osage Orange wood fiber composites for agricultural mulch films. Ind. Crop Prod. 2010, 31, 316–320. [Google Scholar] [CrossRef]
- He, W.; Yan, C.; Zhao, C.; Chang, R.; Liu, Q.; Liu, S. Study on the pollution by plastic mulch film and its countermeasures in China. JAES 2009, 28, 533–538. [Google Scholar]
- Li, Z.; Zhou, J.; Zhang, C. Pollution and control countermeasures of farmland mulching film. HE J. Ind. Sci. Tech. 2015, 2, 177–182. [Google Scholar]
- Babu, R.; O’connor, K.; Seeram, R. Current progress on bio-based polymers and their future trends. Prog. Biomater. 2013, 2, 8. [Google Scholar] [CrossRef]
- Immirzi, B.; Santagata, G.; Vox, G.; Schettini, E. Preparation, characterisation and field-testing of a biodegradable sodium alginate-based spray mulch. Biosyst. Eng. 2009, 102, 461–472. [Google Scholar] [CrossRef]
- Liu, M.; Huang, Z.; Yang, Y. A study on status and developmental trend of biodegradable plastic film. Chinese Agric. Sci. Bull. 2008, 9, 99. [Google Scholar]
- Briassoulis, D.; Dejean, C. Critical review of norms and standards for biodegradable agricultural plastics Part Ι. Biodegradation in Soil. J. Polym. Environ. 2010, 18, 384–400. [Google Scholar] [CrossRef]
- Guo, A.; Li, J.; Li, F.; Wei, B. Study on the biodegradagility of plant fiber and starch dishware. J. Funct. Mater. 2009, 11, 49. [Google Scholar]
- Iwata, T. Biodegradable and bio-based polymers: Future prospects of eco-friendly plastics. Angew. Chem. Int. Edit. 2015, 54, 3210–3215. [Google Scholar] [CrossRef]
- Liang, Z.; Pan, P.; Zhu, B.; Dong, T.; Inoue, Y. Mechanical and thermal properties of poly (butylene succinate)/plant fiber biodegradable composite. J. Appl. Polym. Sci. 2010, 115, 3559–3567. [Google Scholar] [CrossRef]
- Zhang, Q.; Wang, C.; Chen, R.; Sun, K. Development of application of plant fiber in full-biodegradable composites. Mater. Rev. 2007, 10, 12. [Google Scholar]
- Soltani, N.; Bahrami, A.; Pech-Canul, M.; González, L. Review on the physicochemical treatments of rice husk for production of advanced materials. Chem. Eng. J. 2015, 264, 899–935. [Google Scholar] [CrossRef]
- Bahrami, A.; Soltani, N.; Pech-Canul, M.; Gutiérrez, C. Development of metal-matrix composites from industrial/agricultural waste materials and their derivatives. Crit. Rev. Environ. Sci. Technol. 2016, 46, 143–208. [Google Scholar] [CrossRef]
- Soltani, N.; Bahrami, A.; Pech-Canul, M.; Gonzalez, L. Improving the Interfacial Reaction between Cristobalite Silica from Rice Husk and Al–Mg–Si by CVD-Si 3 N 4 Deposition. Waste Biomass Valor. 2019, 1–11. [Google Scholar] [CrossRef]
- Gade, V.; Shirale, D.; Gaikwad, P.; Savale, P.; Kakde, K.; Kharat, H.; Shirsat, M. Influence of process parameters on the conductivity and surface morphology of polypyrrole films. Int. J. Polym. Mater. 2007, 56, 167–176. [Google Scholar] [CrossRef]
- Han, Y.; Chen, H.; Liu, L.; Li, H. Optimization of technical parameters for making mulch from rice straw fiber. TCSAE 2011, 27, 242–247. [Google Scholar]
- Lu, J.; Wang, C.; Yi, Y. The investigation report of plastics mulching film production and application in Japan. Plant Fiber Sci. China 2007, 6, 13. [Google Scholar]
- Fu, D.; Yi, Y.; Wang, H.; Wang, C. Study on the water conservation properties of environment friendly bast fiber mulch film. J. Agric. Sci. Technol. 2008, 10, 73–77. [Google Scholar]
- Zhao, A.; Li, Z.; Gong, Y. Effects of biodegradable mulch film on corn growth and its degradation in field. J. CAU 2005, 2, 74–78. [Google Scholar]
- Sandvik, S.; Heegaard, E.; Elven, R.; Vandvik, V. Responses of alpine snowbed vegetation to long-term experimental warming. Ecoscience 2004, 11, 150–159. [Google Scholar] [CrossRef]
- Welker, J.; Molau, U.; Parsons, A.; Robinson, C.; Wookey, P. Responses of Dryas octopetala to ITEX environmental manipulations: A synthesis with circumpolar comparisons. Glob. Chang. Biol. 1997, 3, 61–73. [Google Scholar] [CrossRef]
- Wang, X.; Ho, V.; Segalman, R.; Cahill, D. Thermal conductivity of high-modulus polymer fibers. Macromolecules 2013, 46, 4937–4943. [Google Scholar] [CrossRef]
- Terao, T.; Zhi, C.; Bando, Y.; Mitome, M.; Tang, C.; Golberg, D. Alignment of boron nitride nanotubes in polymeric composite films for thermal conductivity improvement. J. Phys. Chem. C 2010, 114, 4340–4344. [Google Scholar] [CrossRef]
- Shi, S.; He, F. Analysis and Detection of Pulping and Papermaking; CHLIP: Beijing, China, 2003; pp. 234–283. [Google Scholar]
- Ay, F.; Catalkaya, E.; Kargi, F. A statistical experiment design approach for advanced oxidation of Direct Redazo-dye by photo-Fenton treatment. J. Hazard. Mater. 2009, 162, 230–236. [Google Scholar] [CrossRef]
- Montgomery, D. Design and Analysis of Experiments; ASU: Tempe, AZ, USA, 2017; pp. 121–135. [Google Scholar]
- Sen, R.; Swaminathan, T. Response surface modeling and optimization to elucidate and analyze the effects of inoculum age and size on surfactin production. Biochem. Eng. J. 2004, 21, 141–148. [Google Scholar] [CrossRef]
- Chen, H.; Ming, X.; Liu, S.; Zhang, Y.; Zhang, H. Optimization of technical parameters for making mulch from waste cotton and rice straw fiber. TCSAE 2015, 31, 292–300. [Google Scholar]
- Ravikumar, K.; Pakshirajan, K.; Swaminathan, T.; Balu, K. Optimization of batch process parameters using response surface methodology for dye removal by a novel adsorbent. Chem. Eng. J. 2005, 105, 131–138. [Google Scholar] [CrossRef]
- Tavares, A.; Cristóvão, R.; Loureiro, J.; Boaventura, R.; Macedo, E. Application of statistical experimental methodology to optimize reactive dye decolourization by commercial laccase. J. Hazard. Mater. 2009, 162, 1255–1260. [Google Scholar] [CrossRef]
- Zhang, J.; Fu, D.; Xu, Y.; Liu, C. Optimization of parameters on photocatalytic degradation of chloramphenicol using TiO2 as photocatalyist by response surface methodology. J. Environ. Sci.-China 2010, 22, 1281–1289. [Google Scholar] [CrossRef]
- Yuan, Q.; Chen, H.; Han, Y.; Li, L.; Huang, Z. Optimization of technology parameters of making mulch from corn straw fiber. HL Pulp Paper 2011, 2, 2. [Google Scholar]
- Ismail, M.; Yassen, A.; Afify, M. Mechanical properties of rice straw fiber-reinforced polymer composites. Fiber Polym. 2011, 12, 648. [Google Scholar] [CrossRef]
- Müller, C.; Laurindo, J.; Yamashita, F. Effect of cellulose fibers addition on the mechanical properties and water vapor barrier of starch-based films. Food Hydrocoll. 2009, 23, 1328–1333. [Google Scholar] [CrossRef]
- Reddy, N.; Yang, Y. Preparation and characterization of long natural cellulose fibers from wheat straw. J. Agric. Food Chem. 2007, 55, 8570–8575. [Google Scholar] [CrossRef]
- Chen, H.; Chen, H.; Liu, S.; Dun, G.; Zhang, Y. Effect of plasticizers on properties of rice straw fiber film. J. NEAU (Engl. Ed.) 2014, 21, 67–72. [Google Scholar]
- Ma, H.; Zheng, C.; Li, Y. Preparation and characterization of cellulose/chitosan composite film. J. Cellul. Sci. Technol. 2010, 2, 7. [Google Scholar]
- Qin, L.; Qiu, J.; Liu, M.; Ding, S.; Shao, L.; Lü, S.; Zhang, G.; Zhao, Y.; Fu, X. Mechanical and thermal properties of poly (lactic acid) composites with rice straw fiber modified by poly (butyl acrylate). Chem. Eng. J. 2011, 166, 772–778. [Google Scholar] [CrossRef]
- Zhao, Y.; Qiu, J.; Feng, H.; Zhang, M.; Lei, L.; Wu, X. Improvement of tensile and thermal properties of poly (lactic acid) composites with admicellar-treated rice straw fiber. Chem. Eng. J. 2011, 173, 659–666. [Google Scholar] [CrossRef]








{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Level | Factors | ||||
|---|---|---|---|---|---|
| Basis Weight x1 (g/m2) | Neutral Sizing Agent Content x2 (%) | Charcoal Addition Ratio x3 (%) | Wet Strength Agent Content x4 (%) | Beating Degree x5 (°SR) | |
| −2 | 50 | 0.5 | 0 | 0.8 | 35 |
| −1 | 55 | 0.6 | 5 | 1.0 | 40 |
| 0 | 60 | 0.7 | 10 | 1.2 | 45 |
| 1 | 65 | 0.8 | 15 | 1.4 | 50 |
| 2 | 70 | 0.9 | 20 | 1.6 | 55 |
| No. | Basis Weight | Neutral Sizing Agent Content | Charcoal Addition Ratio | Wet Strength Agent Content | Beating Degree | Dry Tensile Strength (N) | Wet Tensile Strength (N) | Thermal Conductivity (W/m·K) |
|---|---|---|---|---|---|---|---|---|
| 1 | −1 | −1 | −1 | −1 | 1 | 17.3 | 5.9 | 0.0497 |
| 2 | 1 | −1 | −1 | −1 | −1 | 18.1 | 5.4 | 0.0522 |
| 3 | −1 | 1 | −1 | −1 | −1 | 14.3 | 4.1 | 0.0521 |
| 4 | 1 | 1 | −1 | −1 | 1 | 17.4 | 6.1 | 0.0521 |
| 5 | −1 | −1 | 1 | −1 | −1 | 14.9 | 5.1 | 0.0536 |
| 6 | 1 | −1 | 1 | −1 | 1 | 19.3 | 7.8 | 0.0551 |
| 7 | −1 | 1 | 1 | −1 | 1 | 16.4 | 5.2 | 0.0552 |
| 8 | 1 | 1 | 1 | −1 | −1 | 18.4 | 5.7 | 0.0514 |
| 9 | −1 | −1 | −1 | 1 | −1 | 17.7 | 5.1 | 0.0480 |
| 10 | 1 | −1 | −1 | 1 | 1 | 33.6 | 12.4 | 0.0626 |
| 11 | −1 | 1 | −1 | 1 | 1 | 18.1 | 5.4 | 0.0553 |
| 12 | 1 | 1 | −1 | 1 | −1 | 23.4 | 9.1 | 0.0498 |
| 13 | −1 | −1 | 1 | 1 | 1 | 15.4 | 4.9 | 0.0574 |
| 14 | 1 | −1 | 1 | 1 | −1 | 20.2 | 7.2 | 0.0756 |
| 15 | −1 | 1 | 1 | 1 | −1 | 19.4 | 6.2 | 0.0540 |
| 16 | 1 | 1 | 1 | 1 | 1 | 28.1 | 9.6 | 0.0642 |
| 17 | −2 | 0 | 0 | 0 | 0 | 13.2 | 3.4 | 0.0470 |
| 18 | 2 | 0 | 0 | 0 | 0 | 25.8 | 8.7 | 0.0612 |
| 19 | 0 | −2 | 0 | 0 | 0 | 19.2 | 7.4 | 0.0536 |
| 20 | 0 | 2 | 0 | 0 | 0 | 18.4 | 5.3 | 0.0568 |
| 21 | 0 | 0 | −2 | 0 | 0 | 18.6 | 5.1 | 0.0469 |
| 22 | 0 | 0 | 2 | 0 | 0 | 17.6 | 5.7 | 0.0733 |
| 23 | 0 | 0 | 0 | −2 | 0 | 15.6 | 5.8 | 0.0552 |
| 24 | 0 | 0 | 0 | 2 | 0 | 28.5 | 8.7 | 0.0581 |
| 25 | 0 | 0 | 0 | 0 | −2 | 21.6 | 8.1 | 0.0529 |
| 26 | 0 | 0 | 0 | 0 | 2 | 24.2 | 8.2 | 0.0605 |
| 27 | 0 | 0 | 0 | 0 | 0 | 23.1 | 7.0 | 0.0514 |
| 28 | 0 | 0 | 0 | 0 | 0 | 23.5 | 7.6 | 0.0544 |
| 29 | 0 | 0 | 0 | 0 | 0 | 22.6 | 7.4 | 0.0565 |
| 30 | 0 | 0 | 0 | 0 | 0 | 21.1 | 6.8 | 0.0512 |
| 31 | 0 | 0 | 0 | 0 | 0 | 24.5 | 8.4 | 0.0488 |
| 32 | 0 | 0 | 0 | 0 | 0 | 25.7 | 6.9 | 0.0552 |
| 33 | 0 | 0 | 0 | 0 | 0 | 23.1 | 6.7 | 0.0528 |
| 34 | 0 | 0 | 0 | 0 | 0 | 21.4 | 7.2 | 0.0504 |
| 35 | 0 | 0 | 0 | 0 | 0 | 19.1 | 6.8 | 0.0574 |
| 36 | 0 | 0 | 0 | 0 | 0 | 22.1 | 7.8 | 0.0425 |
| Source | Sum of Squares | Mean Square | f Value | p Value | R2 | |
|---|---|---|---|---|---|---|
| Dry tensile strength (N) | Model | 607.69 | 55.24 | 19.78 | <0.0001 | 0.901 |
| Residual | 67.02 | 2.79 | ||||
| Lack of fit | 36.60 | 2.44 | 0.72 | |||
| Total | 674.71 | |||||
| Wet tensile strength (N) | Model | 93.03 | 8.46 | 14.97 | <0.0001 | 0.873 |
| Residual | 13.56 | 0.56 | ||||
| Lack of fit | 10.89 | 0.73 | 2.45 | |||
| Total | 106.59 | |||||
| Thermal conductivity (W/m·K) | Model | 7.352 × 10−4 | 1.470 × 10−4 | 5.57 | <0.0010 | 0.781 |
| Residual | 7.926 × 10−4 | 2.642 × 10−5 | ||||
| Lack of fit | 6.229 × 10−4 | 2.966 × 10−5 | 1.57 | |||
| Total | 1.528 × 10−3 | |||||
© 2019 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Ming, X.; Chen, H.; Wang, D. Optimization of Processing Parameters to Increase Thermal Conductivity of Rice Straw Fiber Film. Appl. Sci. 2019, 9, 4645. https://doi.org/10.3390/app9214645
Ming X, Chen H, Wang D. Optimization of Processing Parameters to Increase Thermal Conductivity of Rice Straw Fiber Film. Applied Sciences. 2019; 9(21):4645. https://doi.org/10.3390/app9214645
Chicago/Turabian StyleMing, Xianglan, Haitao Chen, and Donghai Wang. 2019. "Optimization of Processing Parameters to Increase Thermal Conductivity of Rice Straw Fiber Film" Applied Sciences 9, no. 21: 4645. https://doi.org/10.3390/app9214645
APA StyleMing, X., Chen, H., & Wang, D. (2019). Optimization of Processing Parameters to Increase Thermal Conductivity of Rice Straw Fiber Film. Applied Sciences, 9(21), 4645. https://doi.org/10.3390/app9214645