
Risk Management in Good Manufacturing Practice (GMP) Radiopharmaceutical Preparations

 , , , , , and
, , , , , and
Abstract
1. Introduction
2. Materials and Methods
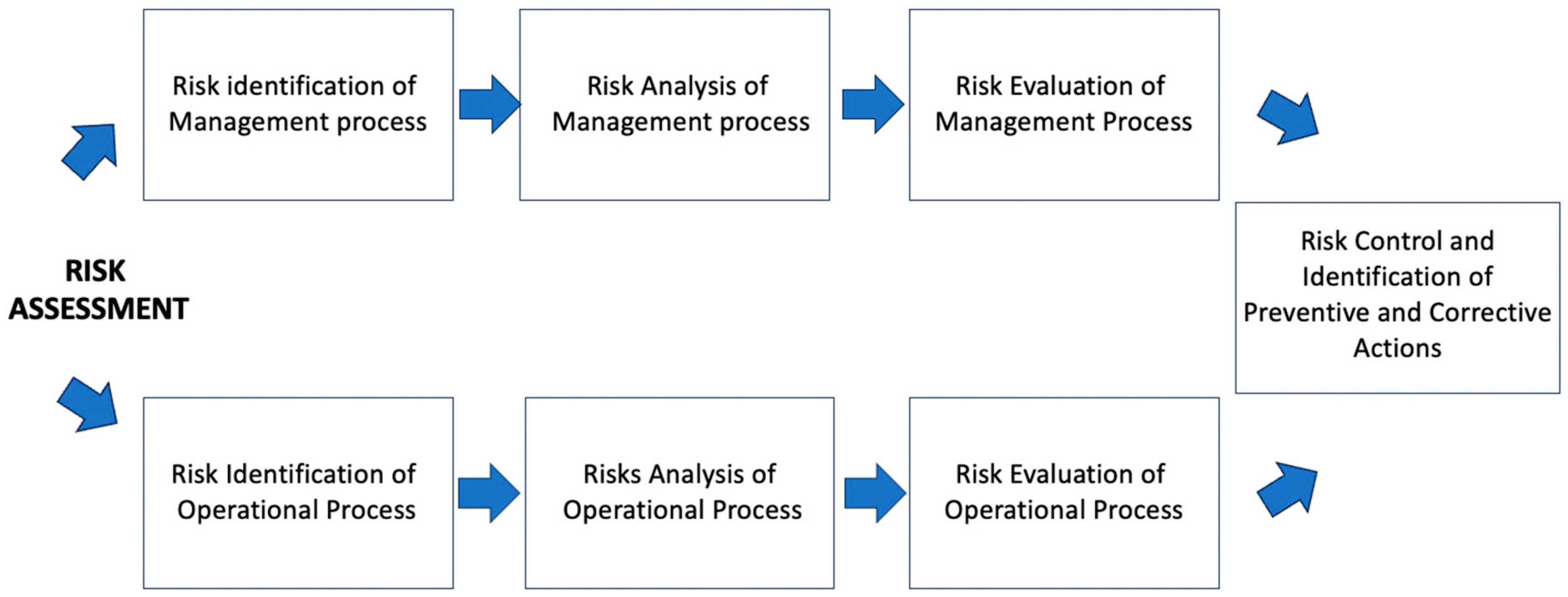
2.1. Organizational and Management Risk Assessment
2.2. Operational Risks
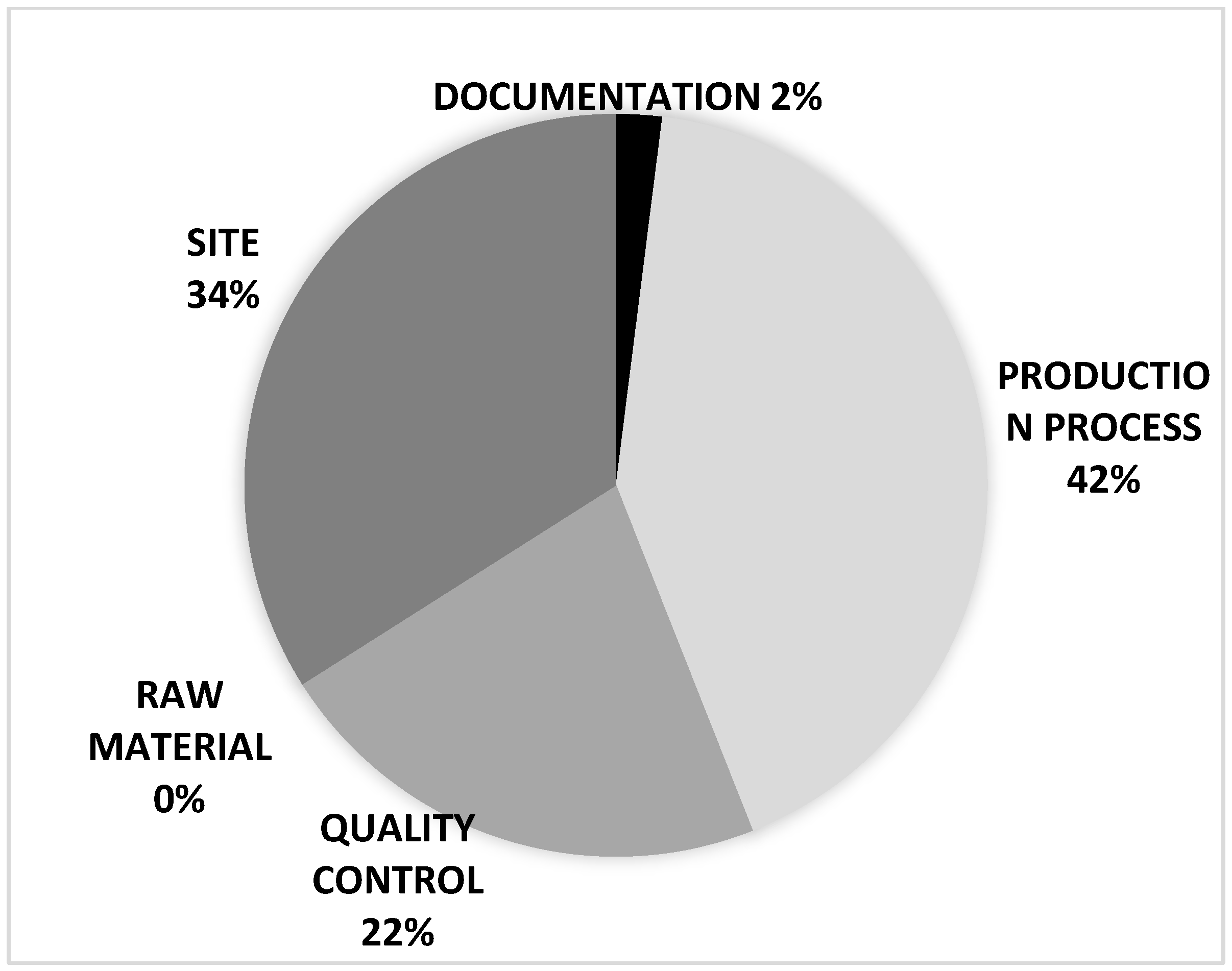
3. Results
- Production process deviations;
- Quality control deviations;
- Raw material deviations;
- General site deviations;
- Documentation deviations.
4. Discussion
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Boellaard, R.; Delgado-Bolton, R.; Oyen, W.J.; Giammarile, F.; Tatsch, K.; Eschner, W.; Verzijlbergen, F.J.; Barrington, S.F.; Pike, L.C.; Weber, W.A.; et al. FDG PET/CT: EANM procedure guidelines for tumour imaging: Version 2.0. Eur. J. Nucl. Med. Mol. Imaging 2015, 42, 328–354. [Google Scholar] [CrossRef]
- Chierichetti, F.; Pizzolato, G. 18F-FDG-PET/CT. Q. J. Nucl. Med. Mol. Imaging 2012, 56, 138–150. [Google Scholar] [PubMed]
- Shaw, R.C.; Tamagnan, G.D.; Tavares, A.A.S. Rapidly (and Successfully) Translating Novel Brain Radiotracers From Animal Research Into Clinical Use. Front. Neurosci. 2020, 14, 871. [Google Scholar] [CrossRef] [PubMed]
- Nerella, S.G.; Singh, P.; Sanam, T.; Digwal, C.S. PET Molecular Imaging in Drug Development: The Imaging and Chemistry Perspective. Front. Med. 2022, 9, 812270. [Google Scholar] [CrossRef] [PubMed]
- Wright, C.L.; Binzel, K.; Zhang, J.; Knopp, M.V. Advanced Functional Tumor Imaging and Precision Nuclear Medicine Enabled by Digital PET Technologies. Contrast Media Mol. Imaging 2017, 2017, 5260305. [Google Scholar] [CrossRef] [PubMed]
- Vol 4 EU GMP (Guidelines for Good Manufacturing Practices for Medicinal Products for Human and Veterinary Use—Pharmaceutical Quality System). Available online: https://health.ec.europa.eu/medicinal-products/eudralex/eudralex-volume-4_en (accessed on 8 October 2003).
- ICH Q10 Pharmaceutical Quality System—Scientific Guideline. 2015. Available online: https://www.ema.europa.eu/en/ich-q10-pharmaceutical-quality-system-scientific-guideline (accessed on 28 May 2014).
- ICH Q9 Guideline of the International Conference on Harmonization (ICH Q9). 2015. Available online: https://www.ema.europa.eu/en/ich-q9-quality-risk-management-scientific-guideline (accessed on 26 July 2023).
- Lange, R.; ter Heine, R.; Decristoforo, C.; Peñuelas, I.; Elsinga, P.H.; van der Westerlaken, M.M.; Hendrikse, N.H. Untangling the web of European regulations for the preparation of unlicensed radiopharmaceuticals: A concise overview and practical guidance for a risk-based approach. Nucl. Med. Commun. 2015, 36, 414–422. [Google Scholar] [CrossRef] [PubMed]
- Elsinga, P.; Todde, S.; Penuelas, I.; Meyer, G.; Farstad, B.; Faivre-Chauvet, A.; Mikolajczak, R.; Westera, G.; Gmeiner-Stopar, T.; Decristoforo, C.; et al. Guidance on current good radiopharmacy practice (cGRPP) for the small-scale preparation of radiopharmaceuticals. Eur. J. Nucl. Med. Mol. Imaging 2010, 37, 1049–1062. [Google Scholar] [CrossRef] [PubMed]
- Chitto, G.; Di Domenico, E.; Gandolfo, P.; Ria, F.; Tafuri, C.; Papa, S. Risk assessment and economic impact analysis of the implementation of new European legislation on radiopharmaceuticals in Italy: The case of the new monograph chapter Compounding of Radiopharmaceuticals. Curr. Radiopharm. 2013, 6, 208–214. [Google Scholar] [CrossRef] [PubMed]
- Dondi, M.; Torres, L.; Marengo, M.; Massardo, T.; Mishani, E.; Ellmann AV, Z.; Solanki, K.; Bischof Delaloye, A.; Estrada Lobato, E.; Nunez Miller, R.; et al. Comprehensive Auditing in Nuclear Medicine through the International Atomic Energy Agency Quality Management Audits in Nuclear Medicine Program. Part 2: Analysis of Results. Semin. Nucl. Med. 2017, 47, 687–693. [Google Scholar] [CrossRef] [PubMed]
- VanDuyse, S.A.; Fulford, M.J.; Bartlett, M.G. ICH Q10 Pharmaceutical Quality System Guidance: Understanding Its Impact on Pharmaceutical Quality. AAPS J. 2021, 23, 117. [Google Scholar] [CrossRef] [PubMed]
- Monograph for (18F) Fludeoxyglucose Injection; Working Document QAS/17.733; WHO: Geneva, Switzerland, 2017.
- Hansen, S.B.; Bender, D. Advancement in Production of Radiotracers. Semin. Nucl. Med. 2022, 53, 266–275. [Google Scholar] [CrossRef] [PubMed]
- Todde, S.; Kolenc Peitl, P. Guidance on validation and qualification of processes and operations involving radiopharmaceuticals. EJNMMI Radiopharm. Chem. 2017, 2, 8. [Google Scholar] [CrossRef] [PubMed]
- Gillings, N.; Hjelstuen, O.; Behe, M.; Decristoforo, C.; Elsinga, P.H.; Ferrari, V.; Kiss, O.C.; Kolenc, P.; Koziorowski, J.; Laverman, P.; et al. EANM guideline on quality risk management for radiopharmaceuticals. Eur. J. Nucl. Med. Mol. Imaging 2022, 49, 3353–3364. [Google Scholar] [CrossRef] [PubMed]
- Gillings, N.; Hjelstuen, O.; Ballinger, J.; Behe, M.; Decristoforo, C.; Elsinga, P.; Ferrari, V.; Kolenc Peitl, P.; Koziorowski, J.; Laverman, P.; et al. Guideline on current good radiopharmacy practice (cGRPP) for the small-scale preparation of radiopharmaceuticals. EJNMMI Radiopharm. Chem. 2021, 6, 8. [Google Scholar] [CrossRef] [PubMed]




{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Requirement 9001:2015 | What Did We Ask Ourselves | Main Risks Identified |
|---|---|---|
| Context of the Organization | ||
| Understand the organization and its context | What are the factors of the context that influence the ability to achieve the expected results? | Risks related to the external context: legal, technological, competitive, market, social, cultural, national, and international. Risks related to the internal context: values, organizational capacity, and culture. |
| Understand the needs and expectations of stakeholders | Who are the stakeholders, and what are their needs? | Risks associated with failing to meet the needs of patients and the MA holder |
| Quality management system and related processes | Is there a QMS that meets the requirements of the standard? | Quality management system that is effectively an aid to the production process |
| Leadership | ||
| Leadership | Does leadership show commitment to quality improvement by taking responsibility? Have goals and policies been defined? | Uncommitted leadership poses a great risk for a manufacturing site like ours, as the business is frowned upon by the scientific community. |
| Roles, responsibilities, and authorities | Has management assigned responsibilities? Are there personal assignments with duties and references to the QMS? | Responsibilities must be clearly defined to avoid gray areas. |
| Planning | ||
| Actions to address risks and opportunities | We have determined what the risks and opportunities are Have actions been planned to achieve the objectives? | Without the planning of actions to achieve the objectives, there is a risk of uncoordinated actions. |
| Support | ||
| People | Have we determined and made the necessary people available? Have we determined the skills needed? Have we promoted staff awareness of the objectives to be achieved? | People are the wealth of the organization, and the risk is high if there are few people who are not adequately trained and not aware of the role they play in achieving the objectives. |
| Infrastructure | Is the infrastructure properly maintained? Have the critical parts been identified and periodically checked? | The risk is linked to inefficient infrastructure and is kept under control through the use of preventive maintenance and periodic calibration with primary standards. |
| Documented information | Do we have procedures and records? | The risk is mainly linked to redundant document systems that generate bureaucracy. |
| Operating activities (Treated separately with the FMAE method) | ||
| Operational planning and control | We planned, implemented, and monitored the processes | (see FMEA Analysis) |
| Requirements for products and services | Have we determined and reviewed the requirements of the products? | The risk related to requirements not specifically defined |
| Design and development of products and services | During the design and development planning, have I taken into account all those factors that can guarantee the success or failure of the project? | The risk in the design phase is that of not properly evaluating the resources available to complete the project. Among the factors to be taken into consideration are the complexity of the activities and the available resources |
| External suppliers | Do the externally supplied processes comply with the specified requirements? How do we evaluate external suppliers? | The risk is linked to the possibility of entrusting parts of the process to unreliable suppliers. |
| Properties that belong to customers or external suppliers | Are we able to look after the property of customers or external suppliers? | The risk is linked to the possibility that the MA holder’s information may be lost or disclosed. |
| Change control | In the event that a change is necessary, can we demonstrate that we have reviewed and controlled the process changes do not affect the quality of the product or process? | The risk is that changes may be made that affect the quality of the product. |
| Product release | Are there documents reporting the compliance of the products with the acceptance criteria? Are there documents proving traceability to the person(s) authorized to issue products and services? | The risk is the uncontrolled release of the product. |
| Control of non-compliant outputs | If there are outputs that do not comply with the requirements, are we able to identify them and keep them under control to prevent their inadvertent use or delivery? | The risk is the release of non-compliant products. |
| Performance evaluation | ||
| Management review | Have we determined what and when needs to be monitored and measured? Is the system reviewed to ensure alignment with strategic guidelines? | The risk is linked to non-adherence to strategic objectives. |
| Improvement | ||
| Non-compliance and corrective and improvement actions | Do I keep track of non-conformances and take actions to keep them under control and correct them, or avoid their re-occurrence? | The risk is linked to the fact that I do not solve the problems. |
| Impact/Probability | Not Very Likely | Likely | Very Likely |
|---|---|---|---|
| Low | Irrelevant | Tolerable | Moderate |
| Medium | Tolerable | Moderate | Effective |
| High | Moderate | Effective | Intolerable |
| Risk Type | Action Required |
|---|---|
| Irrelevant | No Action required |
| Tolerable | No further control actions are required. If necessary, improvement actions can be identified. |
| Moderate | Risk mitigation actions are required. |
| Effective | Resources must be assigned in order to reduce the risk. |
| Intolerable | Activities should not be carried out until the risk is reduced. If it is not possible to reduce the risk even with the use of adequate resources, the activities cannot continue. |
| Score | Severity | Product | Economic Sustainability | Safety |
|---|---|---|---|---|
| 3 | Severe | GMP critical deviation | High economic damage (>10 k€) | Serious radiological accident (contamination beyond permitted limits or external impact on the production site); |
| Product defect with potentially serious health impact or lethal risk | Severe image loss (public corrective actions); | Harm to operators (risk of death, permanent impairment, or long duration ≥3 months) | ||
| Loss of the customer | ||||
| 2 | Medium | Major GMP deviation | Substantial economic damage (€ 1000–9999); | Modest radiological incident (contamination within limits, event contained within the site) |
| Product defect with potential protracted harm to the patient’s health (e.g., risk of hospitalization or resolvable impairment with short-term disability | Moderate damage to image (action limited to individual customers) | Medium-sized injury (disability/disability ≥7 days but <3 months) | ||
| Process defect with impact on the pharmaceutical quality of the finished product | Repetition of a run | |||
| 1 | Not relevant | Minor GMP deviation | Minor economic damage (<1000 €); higher consumption of reagents or raw materials in one run) | Minor radiological accident (contamination that can be removed by decontamination or removal of PPE) |
| Non-compliance with GMP without risk to the patient’s health | Deviations and non-conformities that do not lead to cost increases | Minor injury manageable with the help of the ward first aid kit) | ||
| Deviations without impact on product safety | No economic damage | NEAR-MISS and deviations or non-compliance with GMPs that do not impact the health of operators and safety in the workplace. |
| Score | Probability Scale | ||
|---|---|---|---|
| 1 | Almost certainly | General | Almost inevitable or inevitable |
| Systems and technical–instrumental management aspects | Aspects possibility of frequent repetition (once a week) | ||
| Batch production | Frequency of occurrence: risk event at least once every 10 batches produced | ||
| 2 | Possible | General | Reducible or deferrable |
| Systems and technical–instrumental management aspects | Moderate repetition (once a month) | ||
| Batch production | Frequency of occurrence: the risk event at least once every 10–30 batches produced | ||
| 3 | Rare | General | Almost completely avoidable |
| Systems and technical–instrumental management aspects | Low repeatability (less than once a month) | ||
| Batch production | Frequency of occurrence: risk event once over 30 batches produced | ||
| Score | Detectability Scale | ||
|---|---|---|---|
| 3 | Hardly detectable | General | Post-facto evidence |
| Systems and technical–instrumental management aspects | Possibility of maintenance over time without identification | ||
| Batch production | Evidence downstream of use | ||
| 2 | Detectable | General | Detection before the end of the expected function |
| Systems and technical–instrumental management aspects | Detection before the start of a production process | ||
| Batch production | Detection before use of the product | ||
| 1 | Immediately detectable | General | Certain detections before starting the performance of the expected function |
| Systems and technical–instrumental management aspects | Detection even in the absence of a process to start | ||
| Batch production | Detection during the process | ||
| 9001:2015 Requirement | Key factor | Risk Identification | Impact | Probability | Risk Index |
|---|---|---|---|---|---|
| Contest | Safety and radiation protection regulatory | Radiation protection, chemical risk, load handling | High | Rare | Moderate |
| Organizational Skills, culture | Industrial activity carried out in a public organization | High | Possible | Effective | |
| Leadership | Commitment | Uncommitted leadership represents a great risk in a production site like ours as the activity is frowned upon by scientific community | High | Rare | Moderate |
| Policy and Strategy | Decisions not based on facts, uncoordinated decisions | Medium | Possible | Moderate | |
| Objectives definition | Failure to achieve objectives | Medium | Rare | Tolerable | |
| Planning | Actions to address risks and opportunities | Failure to achieve objectives, uncoordinated decisions | High | Rare | Moderate |
| Support | Human Resources/ Staff Skills | Not enough staff Not competent staff Not motivated staff | High | Possible | Effective |
| Management of Infrastructures | Incorrect management of infrastructures | Medium | Possible | Tolerable | |
| Documented Information | Loss of traceability | Medium | Rare | Tolerable | |
| Operational activities | Planning and development | Bad evaluation of the complexity of the activities and of the available resources | High | Rare | Moderate |
| Management of suppliers | Not compliant supplies | Medium | Possible | Moderate | |
| Performance evaluation | Management review | Uncoordinated decision not based on facts | Medium | Rare | Tolerable |
| Continuous improvement | Not-compliance/ corrective and improvement actions | Not resolution of issues | Medium | Rare | Tolerable |
| Failure Mode and Effect Analysis (FMEA) | |||||
|---|---|---|---|---|---|
| Main Process | Activity | Ipoteticals Risks | Effects | Type of Damage | SxOxD |
| Production order | Preparation of the production plan (PP) | PP not present Delayed PP Wrong PP Insufficient radioactivity | Customer dissatisfaction, loss of production | Sustainability | 2 |
| Batch record | BR Preparation | Incomplete or wrong registration forms | Operator error Loss of traceability | Sustainability | 1 |
| Row material management | Entry into the warehouse | Difference between ordered material and arrived material | Insufficient material and loss of production | Sustainability | 4 |
| Missed or incorrect registrationincluding labeling | Loss of traceability | Product safety | 1 | ||
| Exchange of material, approval of non-conforming material | 2 | ||||
| Sampling | Lack of Retention Sample Loss of traceability | Product safety | 1 | ||
| Storage | Expired material | Loss of production Non-conformities of the finished product | Product safety | 2 | |
| Insufficient inventory | Sustainability | 2 | |||
| Incorrect storage conditions | Product safety | 2 | |||
| Exit from the warehouse | Exchange of material | Loss of production Non-compliant finished product | Product safety | 2 | |
| Radionuclide production | target irradiation | Boot failure | Delayed product shipment or lack of synthesis | Sustainability | 2 |
| Human error in target selection | |||||
| Failed to load the target | Delayed product shipment or lack of synthesis | Sustainability | 4 | ||
| Failure irradiation | Delayed product shipment or lack of synthesis | Sustainability | 4 | ||
| Delivery of radionuclides | Failure to transfer | Lack of synthesis | Sustainability | 6 | |
| Incomplete transfer | Loss of production, reduction in the transferred activity | Sustainability | 6 | ||
| Transfer to the wrong cell/module | Delayed product shipment or lack of synthesis | Sustainability | 2 | ||
| Product preparation | Clean room management | Parameters out of specification | Production delay or loss of production | Sustainability | 1 |
| OOS final product | Product safety | 1 | |||
| Shielded cell management | Inefficient cell | Production delay or loss of production | Sustainability | 1 | |
| Loss of radioactivity | Operator contamination | Operator safety | 1 | ||
| Isolator management | Fault DTC-SAS-LAF | Production delay or loss of production | Sustainability | 6 | |
| OOS final product | Product safety | 6 | |||
| Radiopharmaceutical synthesis | Synthesis | Pretest times too long | Production delay | Sustainability | 4 |
| Preliminary tests not passed | Loss of production | Sustainability | 4 | ||
| Low yield | Customer dissatisfaction | Sustainability | 6 | ||
| Synthesis failure | Loss of production | Sustainability | 6 | ||
| Dispensing | SAS-LAF material entrance | Blocking moving parts or operating software | Production delay or loss of production | Sustainability | 1 |
| Sanitization of raw materials | DTC bacterial contamination | Product safety | 1 | ||
| DTC material entrance | Sanitization of raw materials | bacterial contamination of the finished product | Product safety | 1 | |
| CRP6 Set-up | Error in assembling the kit | Production delay or loss of production | Sustainability | 6 | |
| CRP6 software communication problems | Production delay or loss of production | Sustainability | 6 | ||
| Incorrect labeling of the vial | OOS final product | Product safety | 6 | ||
| Vial packaging | Production delay/customer dissatisfaction | Sustainability | 6 | ||
| Bulk product transfer to DTC | Incomplete transfer to the DTC | Customer dissatisfaction | Sustainability | 6 | |
| Failure to transfer to the DTC | Loss of production | Sustainability | 6 | ||
| DTC-SASLAF operation | Delay in dispensing | Customer dissatisfaction | Sustainability | 2 | |
| Inability to continue with dispensing | Loss of production | Sustainability | 4 | ||
| Loss of the product into the DTC | Personal and environmental contamination | Operator safety | 6 | ||
| Mixup of the vial and shielded container | Customer dissatisfaction, complaint | Product safety | 3 | ||
| Breakage of the vial in the delivery output | Personal and environmental contamination | Operator safety | 6 | ||
| Customer dissatisfaction | Sustainability | 6 | |||
| Delivery | Vial blocked in the delivery output | Production delay or loss of production | Sustainability | 6 | |
| Fall of the container | Break of the vial | Sustainability | 4 | ||
| Personal and environmental contamination | Operator safety | 4 | |||
| Bubble point test | Test failed | Loss of production | Sustainability | 3 | |
| CQ | PH measurement | Value out of range in calibration | Production delay or loss of production | Sustainability | 1 |
| Failure of the instrument | Production delay | Sustainability | 1 | ||
| Value out of range in sample measurement | OOS final product | Product safety | 2 | ||
| Half-life analysis (dose calibrator) | Device faulty or not calibrated | Production delay or loss of production | Sustainability | 1 | |
| Value out of range in sample measurement | OOS final product | Product safety | 2 | ||
| Analysis LAL test | Device faulty or not calibrated | Production delay or loss of production | Sustainability | 1 | |
| Value out of range in sample measurement | OOS final product | Product safety | 4 | ||
| GC residual solvent analysis | Error in the standards preparation | Production delay | Sustainability | 2 | |
| Device faulty or not calibrated | Production delay or loss of production | Sustainability | 1 | ||
| Value out of range in sample measurement | OOS final product | product safety | 4 | ||
| Chemical and radiochemical purity analysis by HPLC | Error in the standards preparation | Production delay | Sustainability | 4 | |
| Device faulty or not calibrated | Production delay or loss of production | Sustainability | 2 | ||
| Value out of range in sample measurement | OOS final product | Product safety | 4 | ||
| Chemical and radiochemical purity: TLC analysis | Error in the standards preparation | Production delay | Sustainability | 1 | |
| Device faulty or not calibrated | Production delay or loss of production | Sustainability | 2 | ||
| Value out of range in sample measurement | OOS final product | Product safety | 2 | ||
| Radionuclide purity: gamma spectrometry analysis | Device faulty or not calibrated | Production delay or loss of production | Sustainability | 4 | |
| Value out of range in sample measurement | OOS final product | Product safety | 2 | ||
| Chemical purity: determination of kriptofix | Value out of range in sample measurement | OOS final product | Product safety | 3 | |
| Sterility control | Loss of samples, shipment not carried out | GMP deviation | Product safety | 2 | |
| Value out of range in sample measurement | GMP deviation | Product safety | 3 | ||
| Gamma spectrometry analysis at 72 h | Value out of range in sample measurement | GMP deviation | Product safety | 1 | |
| Microbiological control | Value out of range | OOS final product | Product safety | 2 | |
| Device faulty or not calibrated (oven and SAS) | GMP deviation | Product safety | 1 | ||
| Packaging of the final product | Preparation for shipment | Suitcases not available | Inability to ship | Sustainability | 8 |
| Shipping documents not available | Shipping delay | Sustainability | 1 | ||
| Mixup of the shielded container and Suitcases | Customer dissatisfaction | Product safety | 2 | ||
| Delivery to the carrier | Courier not available | Inability to ship | Sustainability | 2 | |
| Batch Release | BR verification | Human error in data verification | release of non-compliant product | Product safety | 3 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Poli, M.; Quaglierini, M.; Zega, A.; Pardini, S.; Telleschi, M.; Iervasi, G.; Guiducci, L. Risk Management in Good Manufacturing Practice (GMP) Radiopharmaceutical Preparations. Appl. Sci. 2024, 14, 1584. https://doi.org/10.3390/app14041584
Poli M, Quaglierini M, Zega A, Pardini S, Telleschi M, Iervasi G, Guiducci L. Risk Management in Good Manufacturing Practice (GMP) Radiopharmaceutical Preparations. Applied Sciences. 2024; 14(4):1584. https://doi.org/10.3390/app14041584
Chicago/Turabian StylePoli, Michela, Mauro Quaglierini, Alessandro Zega, Silvia Pardini, Mauro Telleschi, Giorgio Iervasi, and Letizia Guiducci. 2024. "Risk Management in Good Manufacturing Practice (GMP) Radiopharmaceutical Preparations" Applied Sciences 14, no. 4: 1584. https://doi.org/10.3390/app14041584
APA StylePoli, M., Quaglierini, M., Zega, A., Pardini, S., Telleschi, M., Iervasi, G., & Guiducci, L. (2024). Risk Management in Good Manufacturing Practice (GMP) Radiopharmaceutical Preparations. Applied Sciences, 14(4), 1584. https://doi.org/10.3390/app14041584