
Research on Identification Method for Interface Flange in Automatic Docking System of Fluid Loading and Unloading Arm for Bottom Loading


Abstract
:1. Introduction
2. Research Status of Automatic Docking of Fluid Loading and Offloading Arms
3. Implementation Plan and Theoretical Basis
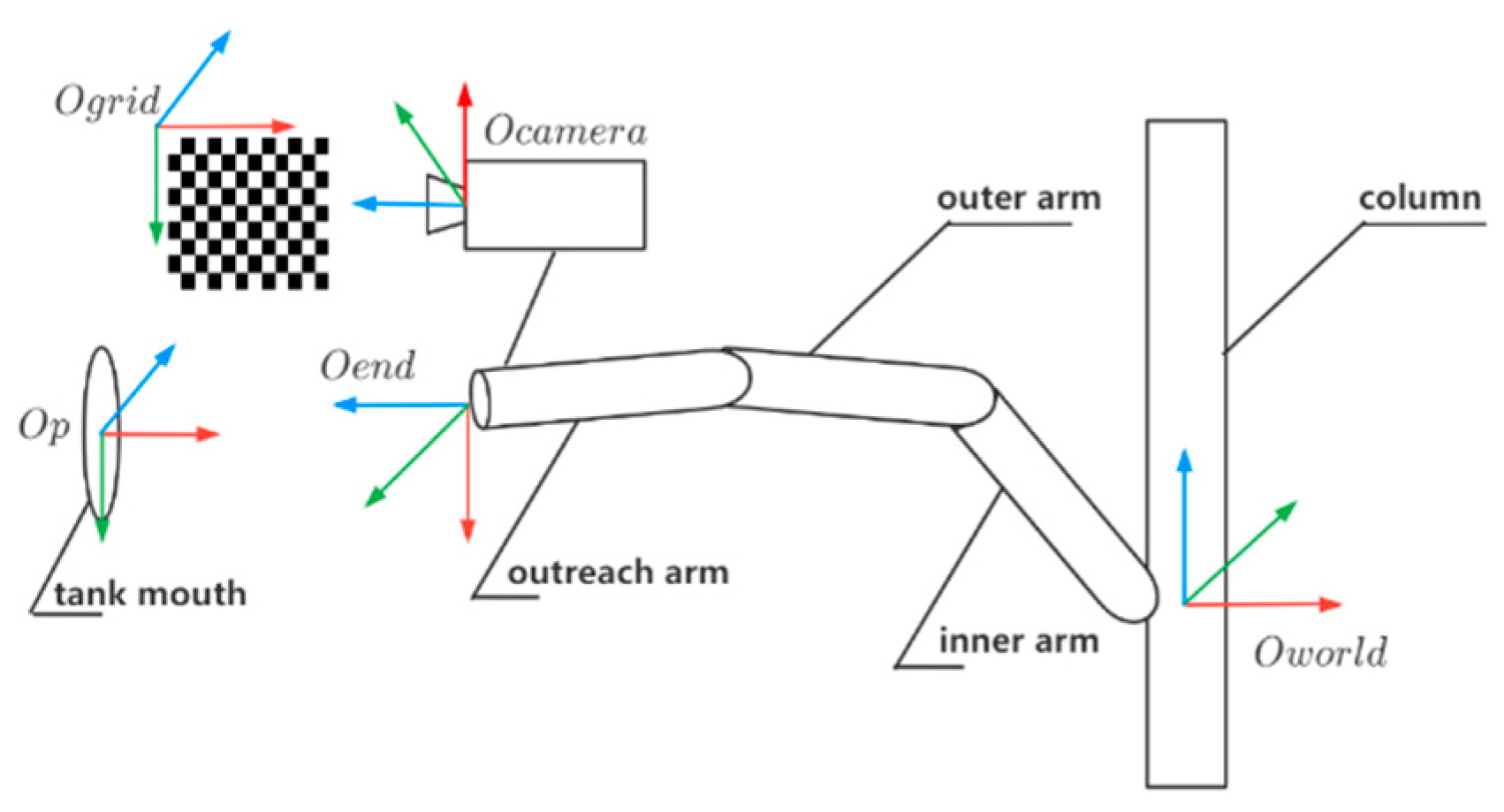
3.1. Loading and Offloading Arm Structure and Pose State
3.2. Calibration Matrix Calculation
4. Flange Image Recognition Principle and Process
4.1. Image Binarization and Edge Detection
4.2. Spatial Circle Fitting and Circle Parameter Calculation
5. Experimental Process and Results Analysis
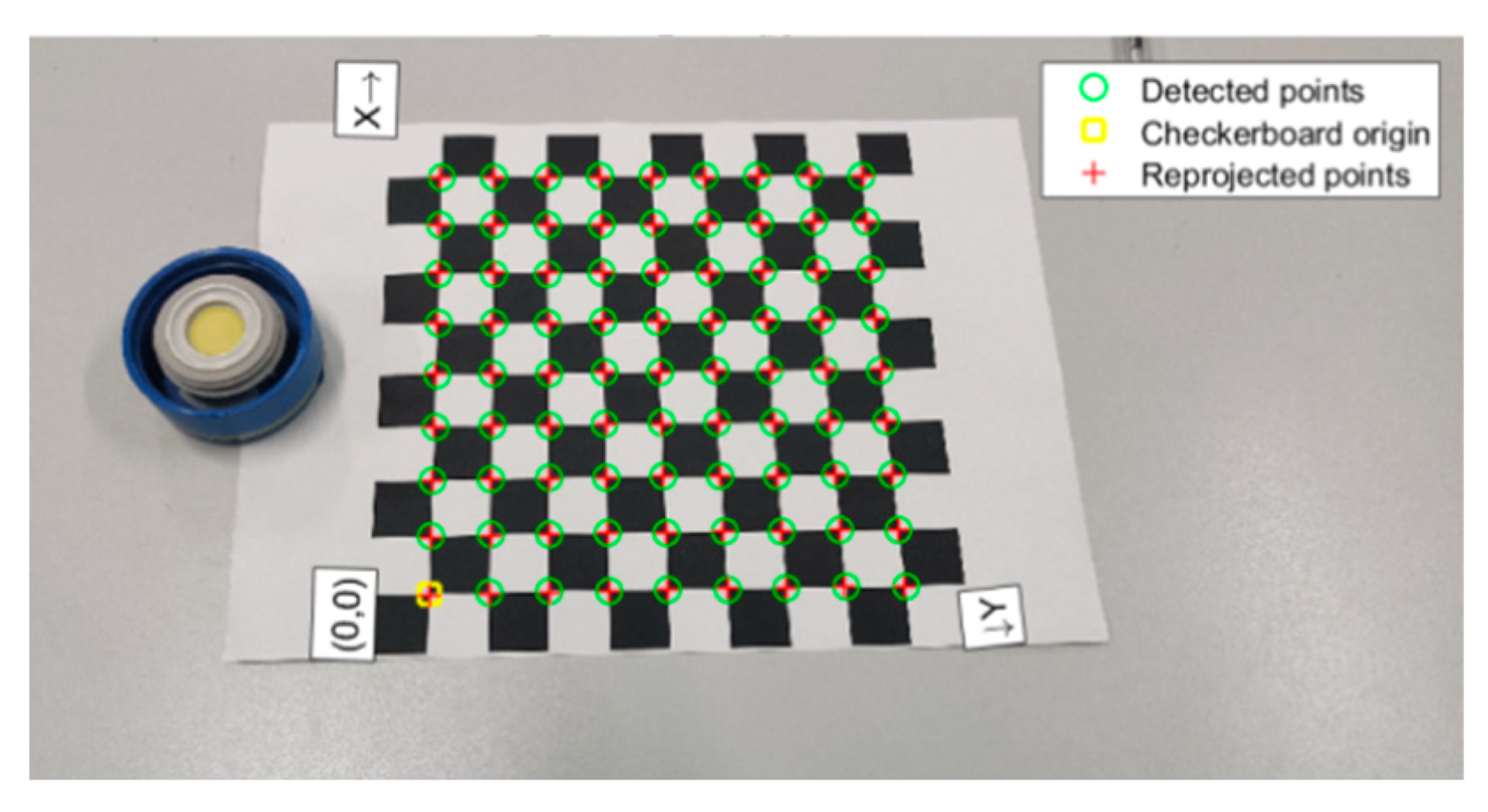
5.1. Calibration Experiment of Circle Center Detection
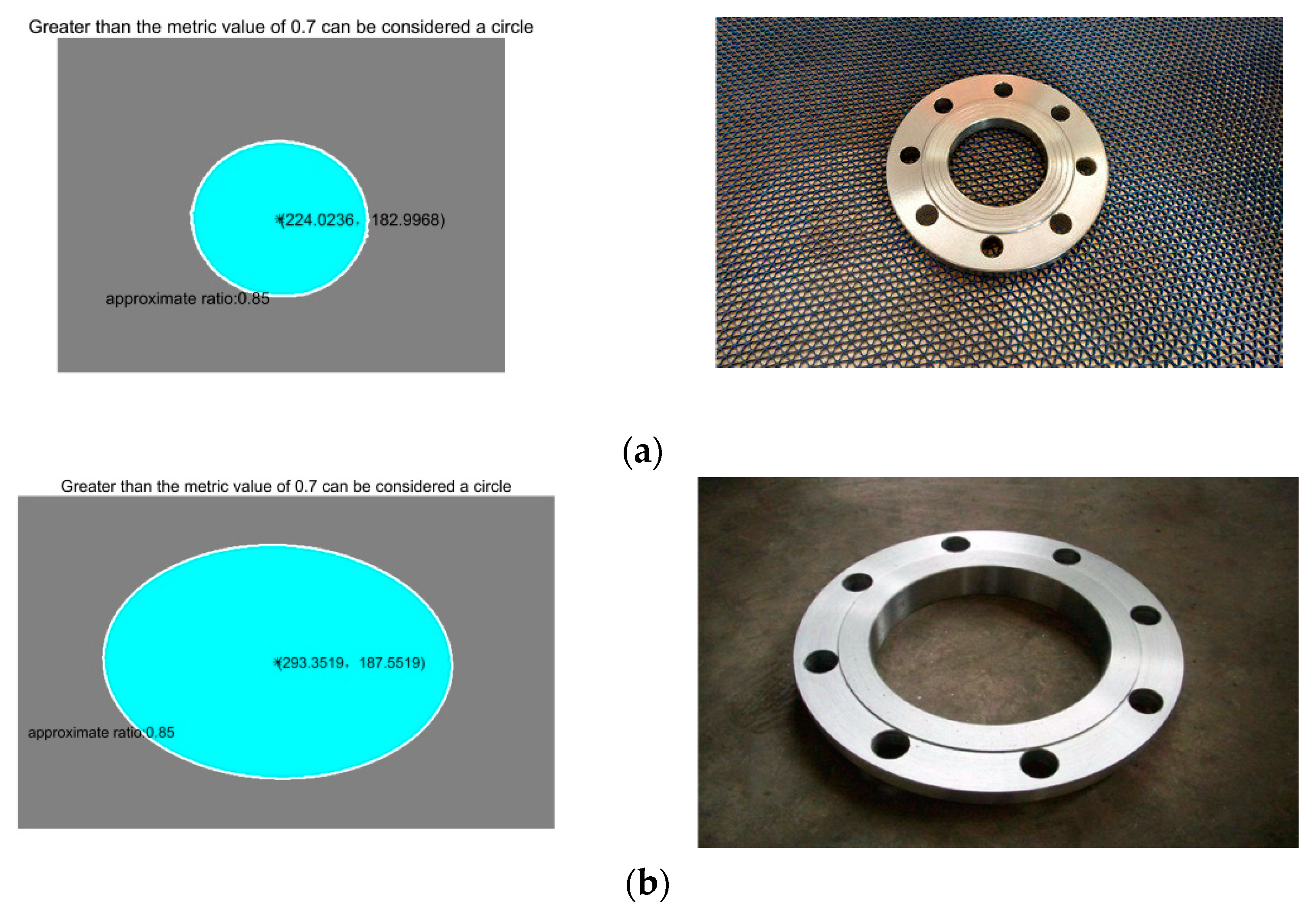
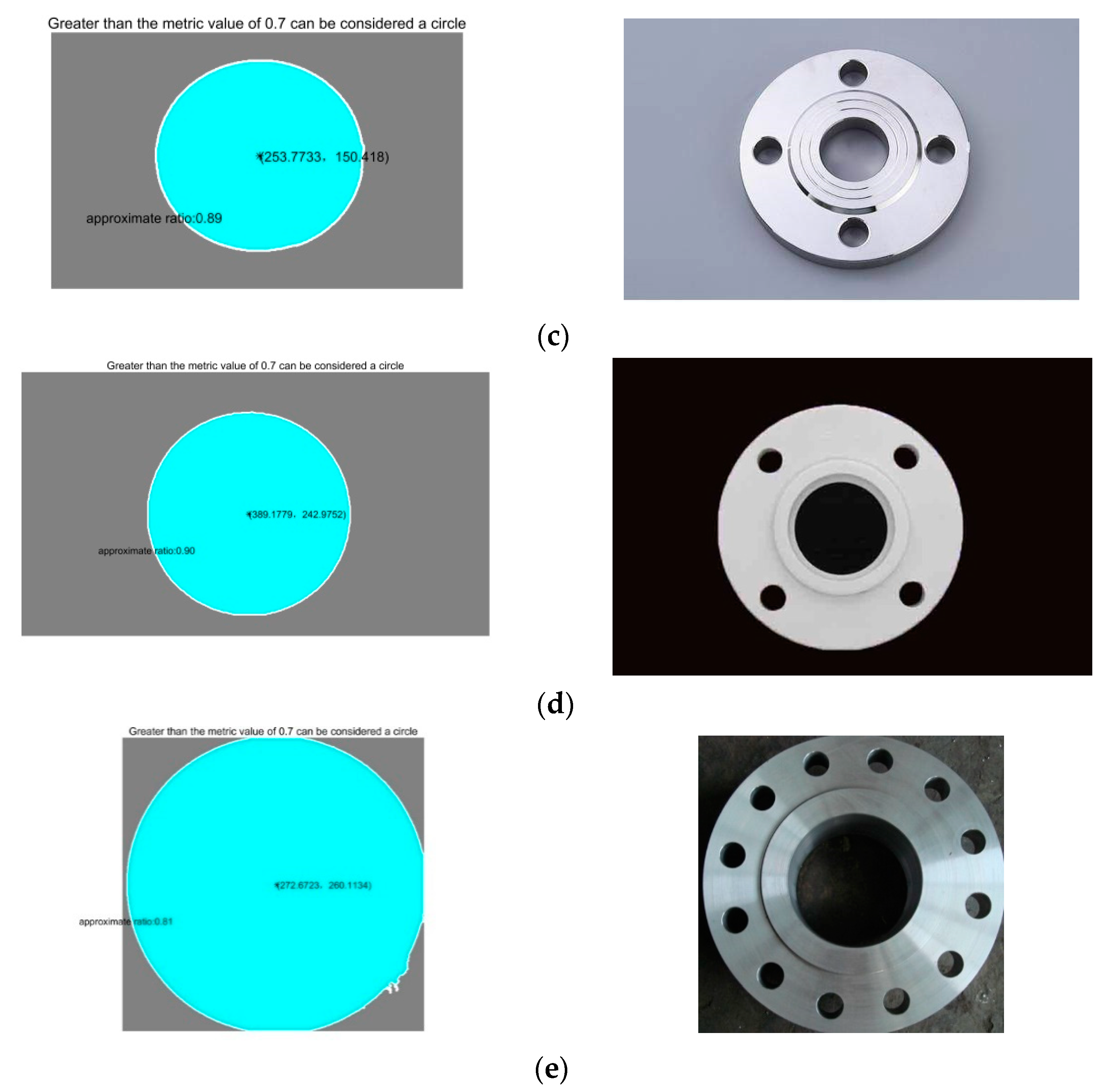
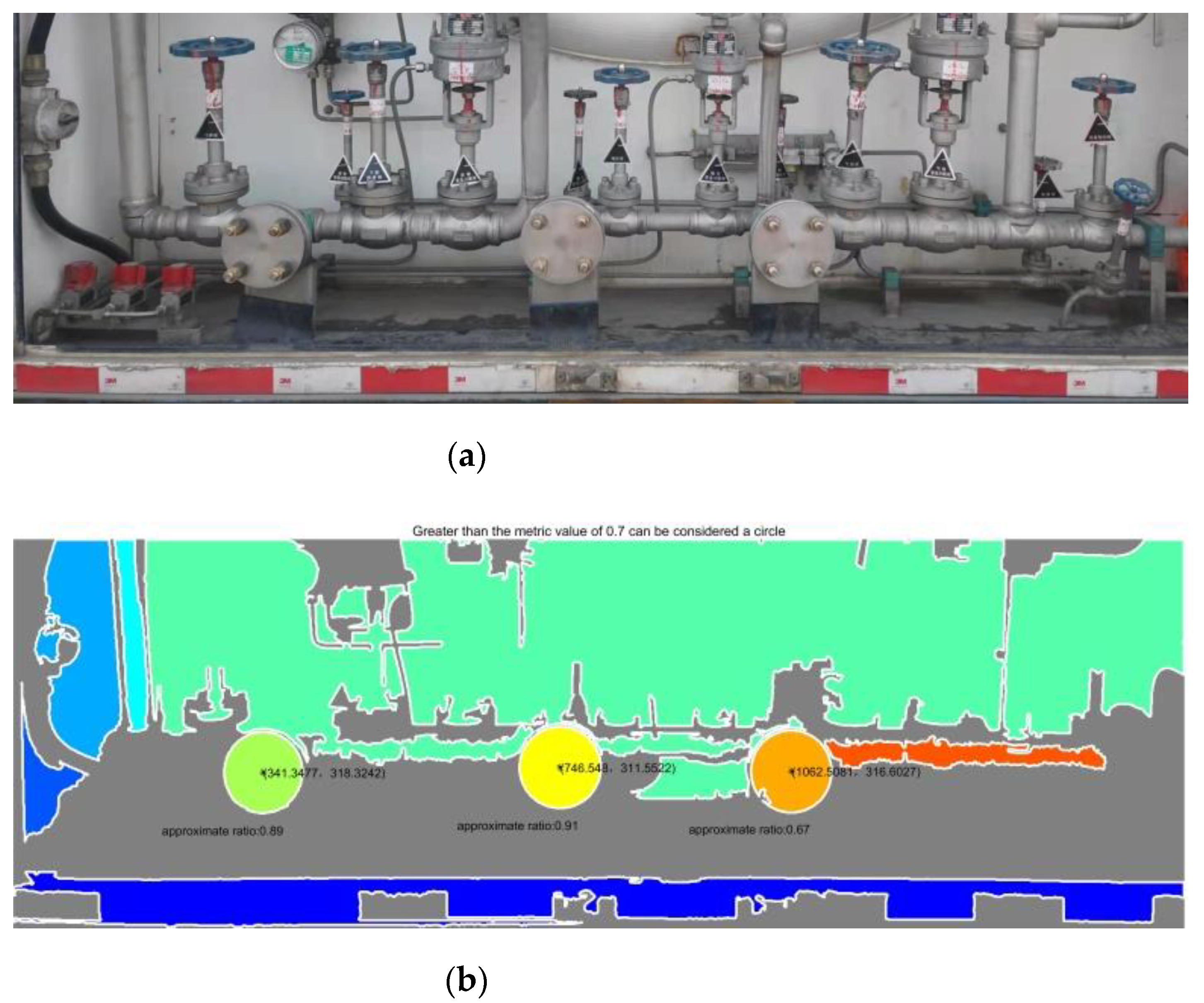
5.2. Detection Experiment of the Flange End Face Image
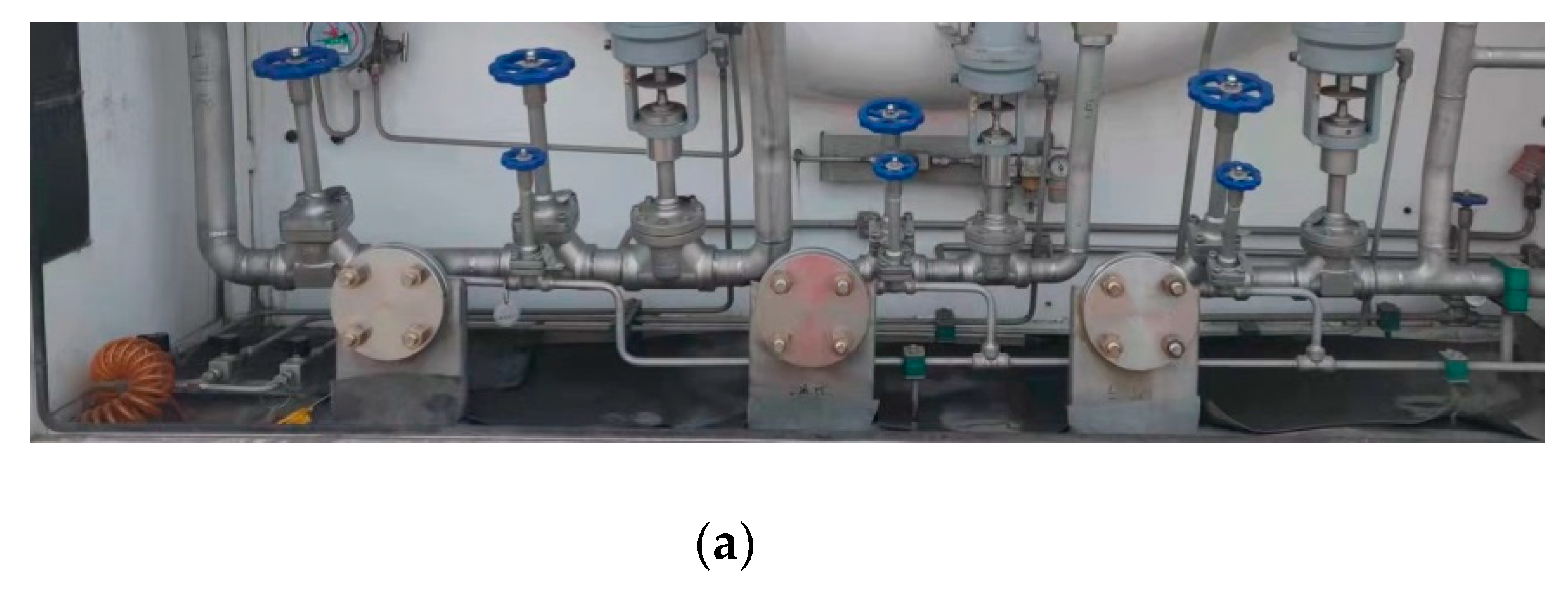
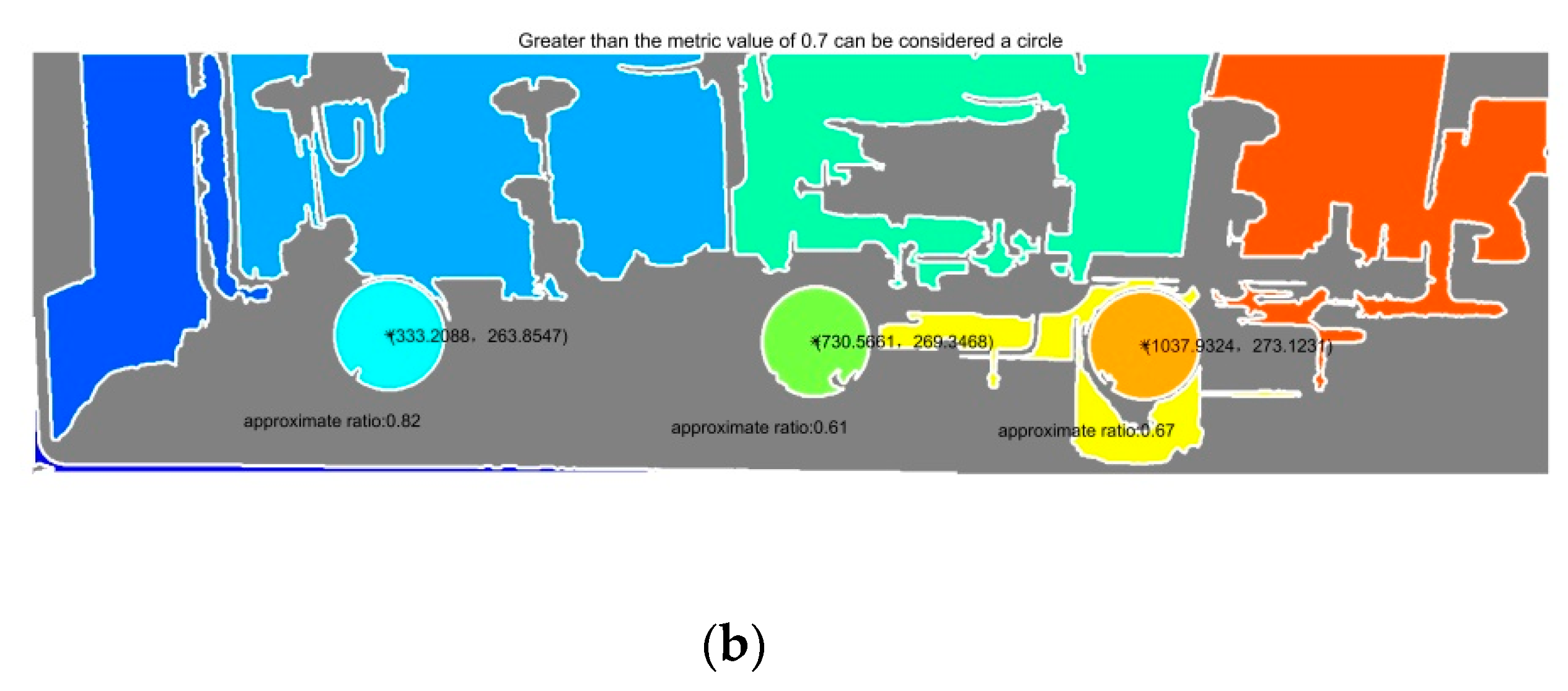
5.3. Detection Experiment of Flange Port of Tank Car
6. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Li, G.; He, Y. On the selection of the closed and quantitative loading method of large and small crane tubes for railway transportation of light oil products. Chem. Manag. 2017, 32, 14. [Google Scholar]
- Shao, Y.L.; Soh, K.Y.; Wan, Y.D.; Huang, Z.F.; Islam, M.R.; Chua, K.J. Multi-objective optimization of a cryogenic cold energy recovery system for LNG regasification. Energy Convers. Manag. 2021, 244, 114524. [Google Scholar] [CrossRef]
- Jones, K.; Sun, M.; Lin, C. Integrated analysis of LNG tank superstructure and foundation under lateral loading. Eng. Struct. 2021, 253, 113795. [Google Scholar] [CrossRef]
- Wang, Q.R. Automatic Docking Hose-Type Aerial Refueling Interface: China. CN Patent 205396560U, 27 July 2016. [Google Scholar]
- Gu, S.G.; Shao, Y.S.; Zhou, B. Electronic Control System Suitable for Automatic Docking of Marine Loading and Offloading Arms: China. CN Patent 111678039A, 18 September 2020. [Google Scholar]
- Wang, X.Z.; Fang, S.H.; Wei, J. Automatic Docking Equipment for Loading and Unloading Arms of Oil Pipelines and Ship Flanges: China. CN Patent 207386981U, 22 May 2018. [Google Scholar]
- Zhang, B.; Yin, X.K.; Zhao, J.Y. Fully Automatic Alignment Fluid Loading and Unloading Arm and Its System: China. CN Patent 207386981U, 30 August 2019. [Google Scholar]
- Gao, H.; Chen, Q.; Liu, C.; Gu, G. High dynamic range infrared image acquisition based on an improved multi-exposure fusion algorithm. Infrared Phys. Technol. 2021, 115, 103698. [Google Scholar] [CrossRef]
- Saliu, I.S.; Satyanarayana, B.; Fisol, M.A.B.; Wolswijk, G.; Decannière, C.; Lucas, R.; Otero, V.; Dahdouh-Guebas, F. An accuracy analysis of mangrove tree height mensuration using forestry techniques, hypsometers and UAVs. Estuar. Coast. Shelf Sci. 2020, 248, 106971. [Google Scholar] [CrossRef]
- Cao, C.; Gao, J.; Liu, Y.C. Research on space fusion method of millimeter wave radar and vision sensor. Procedia Comput. Sci. 2020, 166, 68–72. [Google Scholar] [CrossRef]
- Ansarinasab, H.; Hajabdollahi, H.; Fatimah, M. Conceptual design of LNG regasification process using liquid air energy storage (LAES) and LNG production process using magnetic refrigeration system. Sustain. Energy Technol. Assess. 2021, 46, 101239. [Google Scholar] [CrossRef]
- Chen, G.L.; Cheng, Q.L.; Hong, H.B. Automatic docking position and attitude adjustment method of spacecraft module based on multi-sensor measurement. J. Beihang Univ. 2019, 45, 1232–1239. [Google Scholar] [CrossRef]
- Cheng, X.; Sun, J.; Zhou, F.; Xie, Y. Shape from apparent contours for bent pipes with constant diameter under perspective projection—Science direct. Measurement 2021, 182, 109787. [Google Scholar] [CrossRef]
- Msa, C.; Skb, B.; Skp, C. Geometric least square curve fitting method for localization of wireless sensor network. Ad Hoc Netw. 2021, 116, 102456. [Google Scholar] [CrossRef]
- Heikkila, J. Geometric camera calibration using circular control points. IEEE Trans. Pattern Anal. Mach. Intell. 2000, 22, 1066–1077. [Google Scholar] [CrossRef] [Green Version]
- Liu, Z.; Liu, X.; Duan, G.; Tan, J. Precise hand-eye calibration method based on spatial distance and epipolar constraints. Robot. Auton. Syst. 2021, 145, 103868. [Google Scholar] [CrossRef]
- Zhang, Z. A flexible new technique for camera calibration. IEEE Trans. Pattern Anal. Mach. Intell. 2000, 22, 1330–1334. [Google Scholar] [CrossRef] [Green Version]
- Barros Wysterlânya, K.P.; Dias Leonardo, A.; Fernandes Marcelo, A.C. Fully Parallel Implementation of Otsu Automatic Image Thresholding Algorithm on FPGA. Sensors 2021, 21, 4151. [Google Scholar] [CrossRef] [PubMed]
- Liang, Z.J.; Zhong, J. Improvement of Adaptive Canny Algorithm Based on Otsu Algorithm and Histogram Analysis. Mod. Electron. Technol. 2019, 42, 54–58. [Google Scholar] [CrossRef]
- Bellandi, P.; Docchi, F. Roboscan: A combined 2d and 3d vision system for improved speed and flexibility in pick-and-place operation. Int. J. Adv. Manuf. Technol. 2013, 69, 1873–1886. [Google Scholar] [CrossRef]












{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Simulation Example | Resolution | Approximate Ratio | Running Time (s) |
|---|---|---|---|
| A | 450 × 37 | 0.86 | 0.467 |
| B | 605 × 375 | 0.85 | 0.690 |
| C | 500 × 311 | 0.90 | 0.569 |
| D | 800 × 451 | 0.89 | 0.614 |
| E | 532 × 517 | 0.67 | 0.881 |
| HOG + SVM | 0.97 | 1.060 |
| Simulation Example | Circle Center Accuracy Error (mm) | Flange Detection Outer Diameter (mm) | Diameter Accuracy Error (mm) | Running Time (s) |
|---|---|---|---|---|
| A | 1.503 | 162.105 | 2.895 | 0.694 |
| B | 0.803 | 165.755 | 0.755 | 0.690 |
| C | 1.212 | 163.649 | 1.351 | 0.709 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Liu, M.; Li, Z.; Liu, J.; Mao, Z.; Xu, M.; Lyu, S. Research on Identification Method for Interface Flange in Automatic Docking System of Fluid Loading and Unloading Arm for Bottom Loading. Appl. Sci. 2022, 12, 3037. https://doi.org/10.3390/app12063037
Liu M, Li Z, Liu J, Mao Z, Xu M, Lyu S. Research on Identification Method for Interface Flange in Automatic Docking System of Fluid Loading and Unloading Arm for Bottom Loading. Applied Sciences. 2022; 12(6):3037. https://doi.org/10.3390/app12063037
Chicago/Turabian StyleLiu, Mingqin, Zongzhou Li, Jie Liu, Zhongguo Mao, Minglong Xu, and Sungki Lyu. 2022. "Research on Identification Method for Interface Flange in Automatic Docking System of Fluid Loading and Unloading Arm for Bottom Loading" Applied Sciences 12, no. 6: 3037. https://doi.org/10.3390/app12063037
APA StyleLiu, M., Li, Z., Liu, J., Mao, Z., Xu, M., & Lyu, S. (2022). Research on Identification Method for Interface Flange in Automatic Docking System of Fluid Loading and Unloading Arm for Bottom Loading. Applied Sciences, 12(6), 3037. https://doi.org/10.3390/app12063037