Abstract
The decrease in the availability of high-quality bauxites makes the processing of high-silica raw materials inevitable, and in this regard, it is necessary to develop acid–salt methods suitable for these ores. The purpose of the work was to study various stages of the hydrosulfate method for processing alumina-containing raw materials on the example of nepheline concentrate in order to investigate the possibilities of their improvement. A. The distribution of various macro- and meso-components of leaching between phases at the stage of isolation of ammonium alum depending on sulfate concentration were experimentally and theoretically studied. It was shown that, with an increase in the total concentration of sulfate in the equilibrium mother liquor, the concentration of main impurity components, including iron, in a solid phase decreases significantly. To obtain relatively pure alum, it was recommended to use ammonium hydrosulfate with a concentration of at least 4 mol/L. B. Different embodiments for further purification of alum were explored. It was found that the use of the recrystallization process in the presence of small additions of sodium thiosulfate reduces the content of iron impurities in alum by almost an order of magnitude. C. A method for isolating purer final product was demonstrated. Isolation of ammonium aluminum carbonate hydroxide (ASACH), as a precursor of high-purity alumina, using ammonium bicarbonate is currently the most promising method in the hydrosulfate technology. In combination with the process of recrystallization, the preparation of AACH makes it possible to eliminate the need for expensive methods of selective sorption or extraction for deep purification of aqueous solutions of alum.
1. Introduction
Aluminum is the second most used metal in the word and it is becoming extremely depleted: the global production of bauxite amounted to 390 Mt and annually rises at 4.7%, meaning that 30 Bt of world-total reserves of bauxites and even 55–75 Bt of global bauxite resources [1] will be completely exhausted from 2052–2070. The interest of specialists from many countries in acid and salt methods of processing alumina-containing raw materials is related to a gradual decrease in the availability of high-quality bauxites, which can be easily treated by standard alkaline methods, in particular, the Bayer process. A distinctive feature of acid methods is the possibility of processing high-silica raw materials by separating silica straightway at the leaching stage. This makes it possible to significantly expand the range of raw materials potentially of interest for industrial processing. At the same time, the disadvantage of acid and salt methods is the need to use additional technological stages for deep purification from iron which leaches into productive solutions along with aluminum. Other limitations of acid methods, especially with using sulfuric or nitric acids, have difficulties creating closed-loop processes with the recovery of reagents and using them in repetitive technological cycles. Taking this into account, various options of hydrochloride [2,3,4,5] and hydrosulfate [6,7,8,9] methods can be considered as the most promising today. A detailed review has recently been published on acidic and hydrosulfate methods for the processing of alumina containing wastes of coal fly ash [10].
The ammonium hydrosulfate (bisulfate) process was invented by Max Büchner (Buechner) in Hannover-Klefeld in 1921 [11] and tested in Germany in the 1920s and in Oregon in 1944. Now, this process is included in the list of named ones in chemical technology and is called “Aloton” or “Buchner” [12]. The process consists of the stages shown in Figure 1. The main stages of the process: (1) treating aluminum-containing raw materials by the hot concentrated solution of ammonium bisulfate in an autoclave; (2) separation of insoluble residues, for example, by filtering with the obtaining of the solution of ammonium alum; (3) precipitation of aluminum hydroxide from this solution with the use of ammonia; (4) separation of this semi-product from the remained solution of ammonium sulfate; (5) evaporation of this solution with obtaining water, crystallization and drying ammonium sulfate; and (6) thermal decomposition of (NH4)2SO4 with obtaining ammonia and NH4HSO4 to dissolve in water and using at the head of the process.
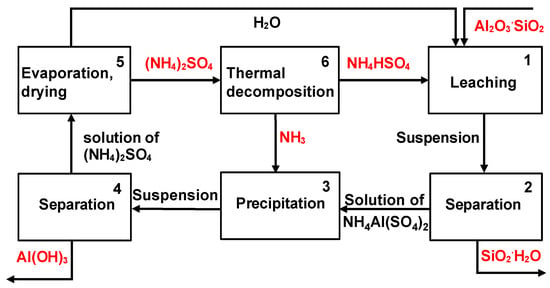
Figure 1.
Principal flowchart of the Buchner circular process.
The variants of the Buechner method exist with the first stage carried out not by the “wet” method, but by sintering ammonium sulfate with raw materials [13,14,15]. It can be assumed that at the time of Buechner with good access to high-quality bauxite raw materials, his process could not compete with Bayer’s one. Moreover, it turned out that the method is more suitable for the processing of easily degradable clay materials and other aluminosilicates than for bauxites [16]. In the last decade, studies by Chinese specialists in the production of alumina from fly ash [10,17] have shown the possibility of industrial implementation of combined technologies based on the first stage of sintering ash with ammonium sulfate or hydrosulfate. Today, in the new conditions, it seems appropriate to return to the classical Buechner process to analyze its weaknesses and assess prospects.
In recent years, we have been intensively studying the Buechner method, taking into account its weakest points, and have proposed some innovations for more efficient processing of low-grade alumina-containing raw materials [7,8,18]. The first improvement consists of optimizing the leaching conditions and phase separation in the first stages 1–4 shown in Figure 2. We found that, after leaching at elevated temperatures, two stages of such separation should be carried out: hot filtration at a temperature above 90 °C and cold filtration at room temperature. During hot filtration, undecomposed residues are separated. Subsequent cooling leads to the selective and quantitative separation of ammonium alum with a small impurity of iron.
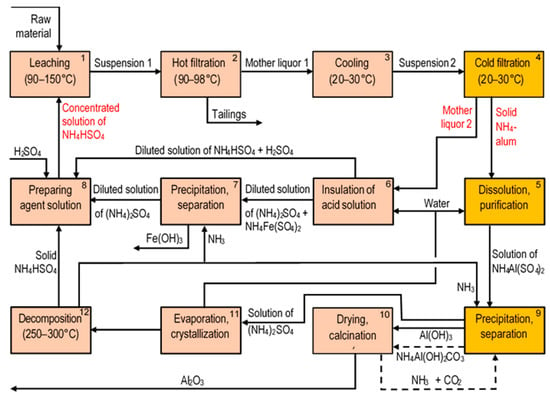
Figure 2.
Principal flowchart of the closed-loop process for alumina production from low-grade (high-silica) raw materials by the hydrosulfate method.
The second change in the Buchner method consists of the redissolution of alum in pure water (stage 5) and the implementation of the sorption process of deep purification of the resulting solution from traces of iron. Finally, another addition to the Buechner process is the use of the acid retardation method (Step 6) to separate the sulfuric acid and acidic ammonium salt remaining after cold filtration from the neutral salt [19,20]. This allows the use of an excess solution of the leaching agent—ammonium bisulfate, but at the same time, do not consume superequivalent amounts of ammonia at the stage of cleaning the solution from iron, which is returned to the head of the process.
The actual process is more complex, for example, before crystallization at stage 11, and the solution containing an admixture of soluble alkali metal sulfates is cooled after evaporation to insulate potassium and sodium sulfates, and only then it is evaporated to dryness [7,18]. To maintain sulfate balance in a closed circuit, consumable sulfuric acid (around 1%) is additionally supplied to the leaching agent. In addition, water washing operations are used at the separation stages. For simplicity of presentation, these details are omitted, since they do not affect the fundamental issues discussed below.
This article is devoted to the study of the possibilities for further improvement of the Buechner method, in particular, on the example of the processing of nepheline concentrate. Nepheline is a by-product of critical raw materials mining from alkaline rocks massifs, like apatite (source of P2O5 and REE2O3), loparite (source of Nb2O5, REE2O3, TiO2, Ta2O5) and, highly likely in the nearest future,—eudialyte (source of ZrO2 and REE2O3).
For this purpose, the following tasks were set: (a) to study in detail the distribution of various macro- and meso-components of leaching between phases at the stage of isolation of ammonium alum depending on varied conditions; (b) to explore the possibilities of deeper purification of aluminum double salts from iron impurities in the processes of their crystallization, as well as to understand the effect of various chemical additives on these processes; and (c) to find out methods for isolating purer final products.
All stages of the bisulfate processing nepheline, for which the experimental and theoretical studies were carried out in order to modify these stages, are highlighted in a different color in the diagram in Figure 2.
2. Materials and Methods
The starting materials were: a sample of nepheline concentrate provided by JSC “Apatit” (Russia) and solutions of ammonium bisulfate. The concentrate contained 71% nepheline, the main impurity minerals were: feldspar, aegirinaugite, biotite, magnetite, titanite, apatite, and eudialyte. The X-ray diffraction pattern of concentrate is shown in Figure 3; and chemical composition of the nepheline sample is shown in Table 1. Ammonium bisulfate solutions were prepared by dissolving ammonium sulfate and sulfuric acid, both of chemical purity, in distilled water in ratios advising three types of solutions: 30 wt% NH4HSO4 + 1 wt% H2SO4, 40% NH4HSO4 + 1 wt% H2SO4, and 60% NH4HSO4 + 1 wt% H2SO4.
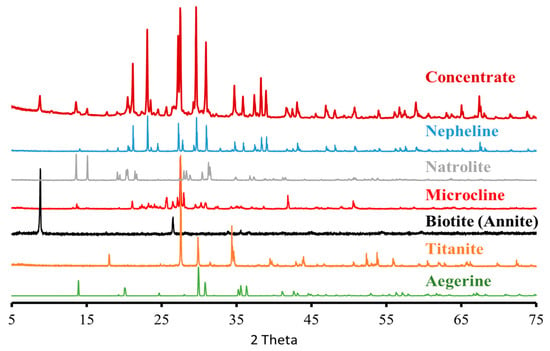
Figure 3.
X-ray diffraction pattern of the nepheline concentrate sample. Patterns of nepheline, natrolite, microcline, biotite, titanite, and pyroxene are given from Ruff database.

Table 1.
Nepheline concentrate sample composition according to XRF data in terms of oxides wt%.
Three stages of the process were experimentally studied, and it required different experimental procedures; their relationships are schematically shown in Figure 4.
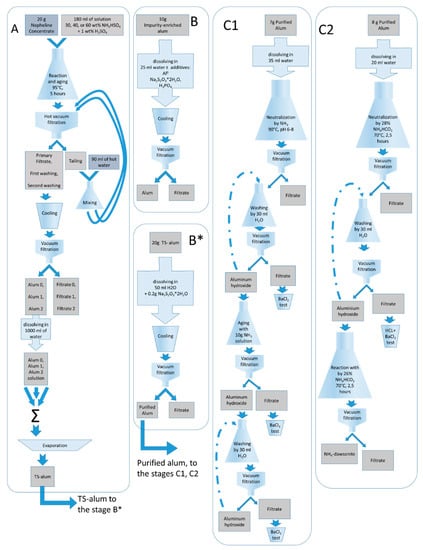
Figure 4.
Schematic diagram of experiments: (A) nepheline decomposition; (B) alum recrystallization (B*–variant, used for obtaining purified alum for the future experiments); (C) alumina product precipitation stages: C1– for aluminum hydroxide, C2– for ammonium aluminum carbonate hydroxide.
For decomposition of concentrate (stage A), a 20 g sample was added to 180 mL of the ammonium bisulfate solution. The leaching stage and maturation of the reaction mixture were carried out in a 500 mL glass conical flask placed in a water bath. The temperature 95 °C was maintained, and the mixture was stirred using a magnetic unit with automatic temperature control. To minimize water loss due to evaporation, the flask was equipped with a reflux condenser. After aging for 5 h, the mass was filtered while hot on a specially made Buchner funnel with a diameter of 125 mm with an electric heater. The undecomposed residues (tailings) were returned to the reactor flask and mixed with 90 mL of hot water. The hot suspension was filtered, and the washings were collected in a separate plastic container. This procedure was repeated twice, and a hot solution of the mother liquor with the first and second washing solutions was obtained.
Each of the hot filtrates was poured into a separate polyethylene container for cooling to room temperature and for alum precipitation. The samples of precipitated alums from the primary filtrate, the first and second washing solutions were separated by vacuum filtration after 18–24 h of their storage at room temperature, and each precipitate was dissolved in 1000 mL of distilled water. These solutions of alums and separated filtrates were taken for analyses by the ICP-AES method for metals and titration for ammonium.
Based on the data obtained, the dependences of the distribution coefficients of elements between phases on the concentration of sulfates in an equilibrium solution were built.
The solutions remained after sampling were collected together and evaporated for the crystallization of alum to obtain a total sample (TS-alum), which was used in experiments on the purification of alum by recrystallization (stage B*); for preliminary experiments (stage B), the portion of alum with high impurity content was used to make the difference in the Fe, Na, and K behavior easier to detect. For such experiments, weighed 10 g portions of alum were placed in 100 mL thin-layer glasses with 25 mL of distilled water and heated until complete dissolution of alum. Then, the solutions were cooled and kept for 18 h at room temperature, after which the alum was filtered off, dissolved in water, and the alum solutions and mother liquors were analyzed. In a number of experiments, various chemicals, such as phosphoric acid, sodium thiosulfate, and granules of aluminum, were added to the solutions before precipitation to study their effect on the composition of obtained alum.
An example of a material balance for the main components in the alum recrystallization process, which demonstrates that the accuracy of analytical procedures applied is presented in Table 2.
Table 2.
Material balances for Al, Fe, and K at the stage of alum recrystallization.
Experiments were carried out to precipitate and insulate aluminum hydroxide (C1) or its derivatives (C2) from alum solutions using 25% solution of ammonia or ammonium hydro-carbonate (NH4HCO3). Alum used for these experiments was preliminarily purified by recrystallization of TS-alum with sodium thiosulfate for what: 20 g of TS-alum and 0.2 g of Na2S2O3·2H2O were dissolved in 50 mL of hot water, and alum obtained after cooling and crystallization was filtered and washed with the saturated solution of (NH4)2SO4.
Procedure for obtaining aluminum hydroxide: 7 g of the purified alum were dissolved in 35 mL of water and neutralized with ammonia solution according to the methods described in [21,22]. For this purpose, solutions of alum and ammonia were alternately added to a flask containing 30 g of 9.66% solution of (NH4)2SO4 and heated to 90 °C so that the pH was in the range of 6–8. After the end of the process, the resulting mass was filtered on a vacuum filter, collected back into the flask, and washed at least five times with 30 mL of hot distilled water every time until sulfate was no longer detected in the wash water by test reaction with BaCl2. Then, the resulting precipitate was placed in a flask with 10 g of ammonia solution and left stirring at room temperature for 15 h. After that, the mass was filtered on a vacuum filter and washed with 30 mL of distilled water. The resulting precipitate was dried at 150 °C to constant weight and analyzed by the XRF method.
Obtaining a precipitate of base aluminum ammonium carbonate: 8.03 g from the recrystallized alum were dissolved in 20 mL of water and poured through a filter into a 28% NH4HCO3 solution, held for 2.5 h at a temperature 70 °C and filtered. The resulting precipitate was washed by repulpation in deionized water, followed by filtration, and the presence of sulfate ion in the filtrate was controlled by reaction with barium chloride. No sulfate was detected after the third washing. The precipitate was dissolved in 35 g of water, and the resulting solution was gradually poured into 41.13 g of 17% NH4HCO3 solution at a temperature of 80 °C, held for 2.5 h at a temperature 80 °C, filtered and washed with hot distilled water. The resulting precipitate was dried at 120 °C to constant weight and analyzed by XFA and the ICP-AES method.
Crystalline phases of the sintered products were determined by X-ray diffraction on MiniFlex 600 Benchtor X-ray, City, Japan (analyst S.A. Kulikova). Diffraction parameters were set as follows: 10–70° of 2θ range, 0.1° step, Cu Kα radiation.
Chemical composition of starting material and the sintered products were determined by XRF on an AXIOS Advanced (PANalytical B.V., Holland) spectrometer (analyst T.V. Romashova) and on a Niton FXL 959 GOLDD+ X-ray fluorescence spectrometer (analyst T.N. Lubkova).
Ammonium content in solutions were determined by titration (formaldehyde method) (analyst A.N. Krachak)
Metals and sulfur content in solutions were determined by atomic-emission spectrometry with inductively coupled plasma (iCAP-6500 Duo, ThermoScientific, Waltham, MA, USA) (analyst I.N. Gromyak).
3. Results and Discussion
3.1. Distribution of Components between Phases at Precipitation of Ammonium Alum
When processing nepheline with a solution of ammonium bisulfate, along with aluminum, a large number of components are leached, including iron compounds, alkaline and alkaline earth elements, and trace amounts of gallium, zirconium rare earth and other elements. After the stage of hot filtration with the separation of undecomposed residues and subsequent cooling with the release of aluminum ammonium alum, these components are partially co-precipitated together with alum and partially remain in the mother liquor 2 (Figure 2). The study of the distribution patterns of the components is extremely important for the subsequent deep purification of the aluminum-containing intermediate compound in accordance with the requirements for alumina as the final product. This is also important for the coarse purification of circulating solutions from impurities in order to prevent their accumulation during the cyclic closed-loop process.
Figure 5, Figure 6 and Figure 7 show data on the distribution of components between the residual solution and alum crystallized from primary filtrates and washing solutions. On the ordinate axes, the values of the distribution coefficients between the phases are plotted, namely, the ratio of the content of a given element in alum (mol/kg) to its total content in an equilibrium solution (mol/L). On the abscissa axes are the values of the total sulfate content in the equilibrium solution.
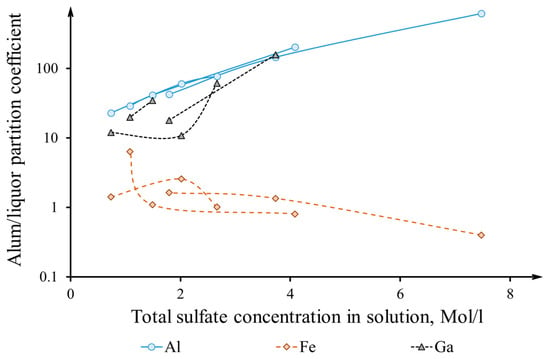
Figure 5.
Distribution of trivalent metals: aluminum, iron, and gallium between the phases of ammonium alum and the residual solution depending on the total concentration of sulfate.
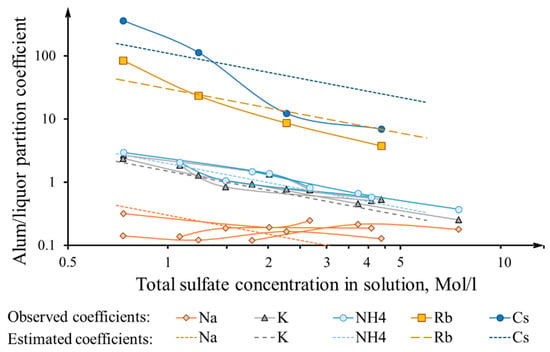
Figure 6.
Distribution of alkali metal and ammonium ions between the solid alum and the liquid phases (dashed lines—theoretical dependencies).
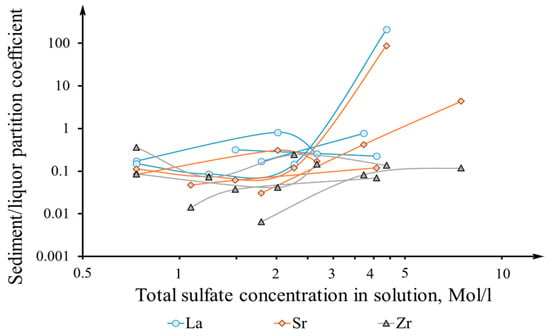
Figure 7.
Distribution of Sr, Zr, and La between the sediment and liquor.
As can be seen from the dependences presented in Figure 5, iron and aluminum behave in opposite ways in terms of their distribution between phases. With an increase in the total sulfate concentration in mother liquor solution (correlating to the concentration leaching agent), aluminum more and more selectively precipitates in the form of alum and, starting from the concentration of ammonium bisulfate in the solution of 3 mol/L, practically quantitatively precipitates with a distribution coefficient of more than 100. At the highest concentration of ammonium bisulfate, about 7.5 mol/L, the distribution coefficient reaches into the several hundreds. At the same time, with an increase in the concentration of sulfate, an increasing proportion of iron remains in the mother liquor; at ammonium bisulfate concentrations of more than 4 mol/L, the distribution coefficient between the phases becomes less than one unit. The observed effect can be explained by the significantly higher solubility of double ammonium-iron sulfate [10] compared to the similar aluminum compound, the solubility of which decreases with increasing ratio NH4/Al in the system [23]. Gallium is similar in its chemical properties to aluminum, and its distribution depends on the concentration of total sulfate in a similar way.
The patterns of distribution of singly charged alkali metal ions between the phases are very interesting (Figure 6). At any total concentration of sulphate in the solution, the values of the distribution coefficients correspond to the series: Cs+ >> Rb+ >> NH4+ > K+ >> Na+, exactly corresponding to the series of ionic radii in octahedral coordination 1.70 >> 1.49 >> 1.40 > 1.38 >> 1.02 [24,25]:
Mei+ is any of the alkali metal cations (Na+, K+, Rb+, Cs+) contained in solution and solid alum, q and c are the concentrations of components in the solid phase and solution in mol/kg and mol/L, respectively, is the total concentration of cations in alum (cation capacity), and is the sum of all free cations in solution.
Relationships (1–4) describe mass action law for ion substitutions in solid phase, and they are analogues of ion exchange equation with the equilibrium coefficients :
Relations (5–10) are the equations of dissociation of sulfate complexes in solution with the constants ; Relations (11)–(18) and (20) describe the material balances, and Relation (19) is the equation of electroneutrality in the solution.
Of the 20 equations written, only 16 are independent. For example, one of the Equations (1)–(4) can be replaced using (20) without introducing the unknown concentration of any one component . Similarly, it follows from the terms of balances that not all of the equations in (1)–(4) and (5)–(10) are independent. Taking into account the tabular values of the dissociation constants of the complexes and other parameters which are known or can be determined in analyses: , , , , , the unknowns are: , , , , , (in total 16 parameters).
We are looking for the ratios of concentrations shown on the graphs and measured in experiments, namely, the total content of each component in solid alum to its total content in equilibrium solution: and . Taking into account (11–17), the relation (18) can be written as follows:
When summing (18) and (19), we obtain:
For ammonium, as a macro-component, one can use a variety of approximations:
When using the last two expressions to make substitutions in (1–4), the equations of Langmuir type isotherm can be written for each metal cation:
Since the metal ions are minor components (), relations for linear isotherms follow from (24):
Taking into account (1–4), (22), and (23)–(25), we obtain from (20):
In the same way, we obtain for ammonium:
Equation (26) can be transformed as follows:
Significant simplifications of (28) that do not affect the fundamental nature of the regularities can be made. Taking into account the fact that ammonium sulfate is a major component in the solution, we can write approximate expressions for electrical neutrality: 2 and material balance: 2. If we subtract the second one from the first, using Equation (9) and supposing that the inequality takes place, we can obtain the following expression:
Inasmuch as (0.085 was found in [26]), it follows from (29) that, for concentrations , which are typical for real experiments, the said inequality is indeed satisfied, and the value of the expression in the first bracket in the denominator (28) can be equated to unity. It also follows from (29):
Thereafter, with using (30), the expression (28) can be written as follows:
For ammonium: at
Taking into account the large number of approximations made above, this dependence may not strictly coincide with the experimental curve. Let us use correction parameter to fit the theoretical dependence, and then, using the same coefficient, draw the closest dependences for metal ions to the corresponding curves shown in Figure 4. For such a case:
It can be seen that the constants correspond to the series: Cs+ >> Rb+ >>NH4+> K+ >> Na+ more definitely than the dissociation constants of complexes.
Theoretical lines shown in Figure 6 are drawn using the same dimensionless parameter: . The constants of hetero-phasic equilibrium of corresponding to these linear dependences are given in Table 3 in comparison with the dissociation constants of sulfate complexes.
Table 3.
Dissociation constants for monocharged sulfate complexes [26] and the obtained constants of hetero-phasic exchange.
Figure 7 shows the dependences for the distribution coefficients of other polycharged ions that differ in their chemical nature from aluminum: zirconium, strontium, and lanthanum.
The results of tests of three solution samples for each element show that the distribution of these micro-components is more random, and the figures obtained in different experiments may not coincide with each other. It can be seen that, with an increase in the concentration of ammonium bisulfate, the distribution coefficients for lanthanum and strontium can increase (in different ways) in different concentration regions. Unlike these elements, zirconium always remains in solution. In all likelihood, this is due to the fact that zirconium compounds do not co-crystallize with any alum.
Considering that lanthanum is a micro-component and strontium is not precipitated by ammonium, analysis of the totality of the obtained data shows that, in order to obtain purer products, leaching should be carried out with more concentrated solutions of ammonium hydrosulfate, preferably at least 4 mol/L.
3.2. Recrystallization of Alum for the Removal of Impurities
Another aim of this work, as noted above, was to study the stage of dissolution and purification of ammonium alum (stage 6 in Figure 2) in order to try to carry out their deep purification from iron by relatively simple methods. One such method is recrystallization. The initial alum (portion of alum with high content of impurities used to make their behavior more noticeable) was redissolved in hot water to which various additives were added, as described in Section 2, and recrystallization was carried out when the solutions were cooled to room temperature. Additives used include: sodium thiosulfate, aluminum grain, and phosphoric acid. Table 4 and Table 5 show the data obtained after such experiments.
Table 4.
Composition of alum (mass %) after the recrystallization experiments.
Table 5.
Distribution coefficients for the components in solid and liquid phases in equilibrium.
As can be seen from the presented data, sodium thiosulfate is the best agent that allows for a relatively deep purification of alum from iron during their recrystallization. Probably, this property of thiosulfate is associated with its ability to reduce a significant part of ferric iron to ferrous iron in a solution of aluminum ammonium alum. This leads to a decrease in iron ammonium alum impurities which can co-crystallize with the main product.
The control experiment was carried out with TS-alum by the same procedure. According to the X-ray fluorescence spectra shown in Figure 8, it is clearly seen that, compared with the original alum, the recrystallization product is significantly cleaner in terms of the content of iron impurities. The entire amount of these impurities accumulates in the residual solution after recrystallization, which is also clearly seen from the EDXRF spectra for the sample obtained by drying such a solution. Table 6 shows quantitative characteristics of the content of various impurities for the listed samples, obtained using the data of analyses of their solutions with the ICP-AES instrument.
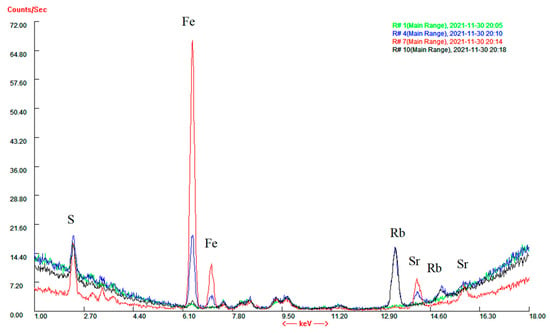
Figure 8.
X-ray fluorescence spectra of various alum samples. Green line—blank (ammonium alum), blue line—initial alum; black—alum obtained by recrystallization in the presence of Na2S2O3. The red line is the precipitate obtained by evaporating the residual solution. (Ag anode, 50 kV/200 μA/4 W, U 50 keV).
Table 6.
Composition of different solid samples (according to ICP-AES data).
The content of iron in recrystallized aluminum alum is less than 0.01% by weight. In terms of alumina, the iron oxide impurity would be 0.06% instead of 0.8, i.e., 12-fold iron removal is observed. It is obvious that, at the subsequent stages of separation of the technological process for obtaining aluminum hydroxide shown in Figure 2, the proportion of iron impurities will decrease. However, even without taking this option into account, a multiple reduction in the content of impurity iron in alum by means of their recrystallization in the presence of sodium thiosulfate makes it possible to fundamentally reduce the cost of final deep purification from iron by such expensive methods as iron sorption on chelating sorbents or extraction with special organic reagents.
3.3. Precipitation of Semi-Products: Aluminum Hydroxide and Its Derivatives from the Water Solution of Recrystallized Alums
Precipitation of aluminum hydroxide by ammonia from an ammonium sulfate solution, as well as from the solution of ammonium alum, is quite a difficult chemical task [11,21,22]. The author of [22] explained that the main problem is related to the precipitation of a slightly soluble base aluminum sulfate together with the hydroxide. In any case, in the precipitates obtained by adding ammonia to the alum solution, a large concentration of sulfate is found, and many-fold repeated washing of the precipitate with hot water is required to significantly reduce its content. To obtain more pure product, Buechner [11] proposed a method for adding solid alum crystals to the ammonia solution. It was shown in [22] that the concentration of sulfate in aluminum hydroxide precipitates is not as high if, during the addition of ammonia to a solution of alum, the pH in the reaction medium is maintained in the range of 5.5–6.5. Approximately the same advisable conditions for precipitation are described in [21]; the authors of this work have also shown that the main compound in the precipitate is not Al(OH)3 but a boehmite -AlOOH. In principle, a method for the decomposition of ammonium sulfate with CaO with the obtaining ammonia can be used, but the formation of gypsum directs to the disclosed process [27]. Our experiments, in which all known variants of the precipitation technique were tested, confirm the conclusion made earlier by other authors. In the worst case, the primary sediments contained up to 30% SO3, and after repeated washing with water or alkaline leaching of the sediment, the content became less than 0.4%. Another factor to consider is that, with each washing, the precipitate with hot water results in less filterable amorphous precipitates.
Figure 9 shows an X-ray phase analysis pattern of the precipitates before and after washing. The peaks correspond to a mixture of amorphous aluminum hydroxide, boehmite, and crystalline ammonium sulfate. After washing, the sulfur content decreases, but some sulfur admixture exists, probably due to sorption or formation of structures capable of co-crystallization. Figure 10 shows an X-ray pattern of the precipitate obtained in another experiment with many-fold deep washing. Peaks of ammonium sulfate practically disappear after washings, and completely amorphous precipitate is obtained.
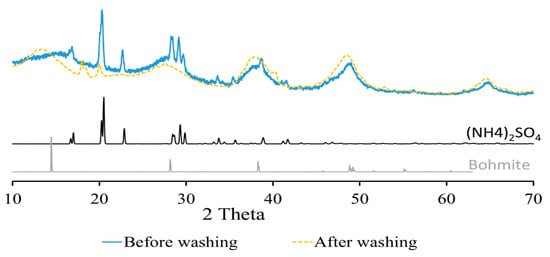
Figure 9.
X-ray pattern of the alumina precipitate (before the washing). Patterns of mascagnite ((NH4)2SO4) and bohemite (AlOOH) are given from Ruff database [28,29].
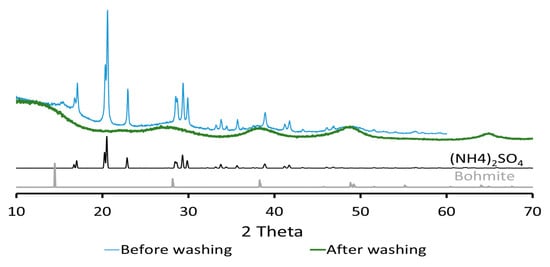
Figure 10.
X-ray pattern of the alumina precipitate before and after the washing.
Figure 11 demonstrates the X-ray phase analysis pattern of dried precipitate obtained using a two-step method of synthesis of base aluminum ammonium carbonate described above. The semi-product corresponds completely to the pure crystalline mineral dawsonite—NH4Al(OH)2CO3. Data of elemental analyses shows in Table 7 the composition of the obtained material that corresponds to the theoretical composition of NH4-dawsonite. In terms of 100% Al2O3, the calculated contents of impurities correspond to the qualification G-00 according to the Russian standard (GOST) 30558-2017 for metallurgic alumina.
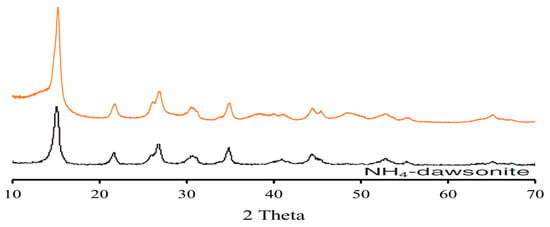
Figure 11.
X-ray pattern of the NH4-dawsonite (ammonium aluminum carbonate hydroxide) prepared from the alumina precipitate (the orange line). The reference pattern (black) is given from [30].
Table 7.
Composition (mass. %) of obtained ammonium aluminum carbonate hydroxide (according to ICP-AES data).
For the first time, NH4-dawsonite (ammonium aluminum carbonate hydroxide—AACH) was considered as a promising precursor for the production of morphologically controlled alumina in [31]. The high purity AACH precursors was synthesized by precipitating ammonium aluminum sulfate solution with ammonium hydrogen carbonate and is used for obtaining mesoporous alumina by the authors of [32]. The experimental procedure used by us for obtaining AACH differs from those used in the works [32,33]. However, the fundamental conclusions of these works are confirmed. Isolation of ammonium aluminum carbonate hydroxide, as a precursor of high-purity alumina, using ammonium bicarbonate is currently the most promising method in the bisulfate technology. In combination with the process of recrystallization of ammonium alum in the presence of sodium thiosulfate, the preparation of AACH makes it possible to eliminate the need for expensive methods of selective sorption or extraction for deep purification of aqueous solutions of alum. The dotted lines in Figure 2 show the scheme for the isolation of AASN and the subsequent regeneration of reagents in a closed-loop process.
4. Conclusions
The results of the studies carried out show the opportunities for further improvement of the hydrosulfate method for processing low-grade alumina-containing raw materials to create practically reagent-free and closed-loop technological processes with the recuperation of leaching agent. Three fundamentally important improvements were introduced into this process: optimization of the conditions for the stage of separation of primary alum from the mother liquor after their leaching, further purification by simple methods of recrystallization with the use of minor additions sodium thiosulfate, and isolation of ammonium aluminum carbonate hydroxide as a precursor for obtaining alumina. This made it possible to eliminate the need for expensive methods of deep purification by chelate sorbents or liquid extractants.
Author Contributions
Conceptualization, R.K.K.; formal analysis, R.K.K.; investigation, V.A.Z. and A.N.G.; writing—original draft preparation, R.K.K. and V.A.Z.; writing—review and editing, V.A.Z. and R.K.K.; visualization, V.A.Z. and R.K.K. All authors have read and agreed to the published version of the manuscript.
Funding
This work was supported by the Ministry of Science and Higher Education of the Russian Federation (Grant No. 13.1902.21.008, agreement 075-15-2020-802).
Institutional Review Board Statement
Not applicable.
Informed Consent Statement
Not applicable.
Data Availability Statement
Not applicable.
Acknowledgments
The authors thank JSC “Apatit” (Russia), who provided a sample of nepheline concentrate.
Conflicts of Interest
The authors declare no conflict of interest.
References
- Bauxite and Alumina Statistics and Information. Available online: https://www.usgs.gov/centers/national-minerals-information-center/bauxite-and-alumina-statistics-and-information (accessed on 25 August 2022).
- Boudreault, R.; Alex, S.; Biasotto, F. Processes for Extracting Aluminum from Aluminous Ores. U.S. Patent 8337789 B2, 25 December 2012. [Google Scholar]
- Valeev, D.V.; Lainer, Y.A.; Mikhailova, A.B.; Dorofievich, I.V.; Zheleznyi, M.V.; Gol’dberg, M.A.; Kutsev, S.V. Reaction of Bauxite with Hydrochloric Acid Under Autoclave Conditions. Metallurgist 2016, 60, 204–211. [Google Scholar] [CrossRef]
- Kong, D.; Zhou, Z.; Jiang, R.; Song, S.; Feng, S.; Lian, M. Extraction of Aluminum and Iron Ions from Coal Gangue by Acid Leaching and Kinetic Analyses. Minerals 2022, 12, 215. [Google Scholar] [CrossRef]
- Senyuta, A.; Panov, A.; Suss, A.; Layner, Y. Innovative Technology for Alumina Production from Low-Grade Raw Materials. In Light Metals; Springer: Berlin/Heidelberg, Germany, 2016; pp. 203–208. [Google Scholar]
- Wang, R.; Zhai, Y.; Ning, Z. Thermodynamics and Kinetics of Alumina Extraction from Fly Ash Using an Ammonium Hydrogen Sulfate Roasting Method. Int. J. Miner. Metall. Mater. 2014, 21, 144–149. [Google Scholar] [CrossRef]
- Khamizov, R.K.; Zaitsev, V.A.; Gruzdeva, A.N.; Krachak, A.N.; Rarova, I.G.; Vlasovskikh, N.S.; Moroshkina, L.P. Feasibility of Acid–Salt Processing of Alumina-Containing Raw Materials in a Closed-Loop Process. Russ. J. Appl. Chem. 2020, 93, 1059–1067. [Google Scholar] [CrossRef]
- Khamizov, R.K.; Vlasovskikh, N.S.; Moroshkina, L.P.; Khamizov, S.K. Scientific Grounds and Prospects for Closed-Circuit Processing of Alumina-Containing Raw Materials with the Decomposition of Salt and Acid-Salt Types. In Proceedings of the 32th International ICSOBA Conference “New Challenges of Bauxite, Alumina and Aluminium Industry and Focus on China”, Zhengzhou, China, 12–15 October 2014; pp. 249–258. [Google Scholar]
- Laishi, L.; Yusheng, W.; Yingying, L. Extracting Alumina from Low Grade Bauxite with Ammonium Bisulfate Leaching. In Light Metals 2014; Springer International Publishing: Berlin/Heidelberg, Germany, 2014; pp. 131–134. [Google Scholar]
- Valeev, D.; Bobylev, P.; Osokin, N.; Zolotova, I.; Rodionov, I.; Salazar-Concha, C.; Verichev, K. A Review of the Alumina Production from Coal Fly Ash, with a Focus in Russia. J. Clean. Prod. 2022, 363, 132360. [Google Scholar] [CrossRef]
- Büchner, M. Process for the Production of Alumina from Alumina-Containing Materials of All Kinds. Patent DE 106692T, 7 February 1921. [Google Scholar]
- Comyns, A.E. Encyclopedic Dictionary of Named Processes in Chemical Technology, 2nd ed.; CRC Press LLC: Boca Raton, FL, USA, 1999. [Google Scholar]
- Bayer, G.; Kahr, G.; Mueller-Vonmoos, M. Reactions of Ammonium Sulphates with Kaolinite and Other Silicate and Oxide Minerals. Clay Miner. 1982, 17, 271–283. [Google Scholar] [CrossRef]
- Ullmann, F. Encyklopädie der Technischen Chemie, Erser Band; Zweite, A., Ed.; Urban & Schwarzenberg: Berlin, Germany; Wien, Austria, 1928. [Google Scholar]
- Grim, R.E. Applied Clay Mineralogy; McGraw-Hill Book Company: New York, NY, USA, 1962. [Google Scholar]
- O’Connor, D.J. Alumina Extraction from Non-Bauxitic Materials; Aluminium Verlag Gmbh: Dusseldorf, Germany, 1988; ISBN 3 87017 190 1. [Google Scholar]
- Yao, Z.T.; Xia, M.S.; Sarker, P.K.; Chen, T. A Review of the Alumina Recovery from Coal Fly Ash, with a Focus in China. Fuel 2014, 120, 74–85. [Google Scholar] [CrossRef]
- Khamizov, R.K.; Moroshkina, L.P.; Vlasovskikh, N.S.; Khamizov, S.K. Method for Processing Alumina-Containing Raw Material and Method for Breaking down Alumina-Containing Raw Material during Processing. Patent RU 2574247, 10 February 2016. [Google Scholar]
- Khamizov, R.K.; Tikhonov, N.A.; Krachak, A.N.; Gruzdeva, A.N.; Vlasovskikh, N.S. Separation of Concentrated Acid and Salt Solutions in Nanoporous Media as the Basis for a New Technology of Processing of Phosphorus-Containing Raw Materials. Geochem. Int. 2016, 54, 1221–1235. [Google Scholar] [CrossRef]
- Khamizov, R.K.; Kogarko, L.N.; Vlasovskikh, N.S.; Moroshkina, L.P.; Krachak, A.N.; Gruzdeva, A.N.; Zaitsev, V.A. On the Possibility of Separation of Ammonium Bisulfate into Sulfate and Acid in the Cyclic Salt-Type Processing of Alumina-Containing Raw Materials. Dokl. Chem. 2018, 481, 157–159. [Google Scholar] [CrossRef]
- Wu, Y.; Xu, P.; Li, L. Synthesis of Alumina with Coarse Particle by Precipitating Aluminum Ammonium Sulfate Solution with Ammonia. Adv. Powder Technol. 2016, 27, 124–129. [Google Scholar] [CrossRef]
- Michalko, E. Process for the Production Alumina from Aluminum Sulfate. U.S. Patent 3027233A, 27 March 1962. [Google Scholar]
- Hostomská, V.; Hostomský, J. Solubility of Ammonium Aluminum Sulfate Dodecahydrate in the Aluminum Sulfate + Ammonium Sulfate + Sulfuric Acid + Water System at (25, 30, 40 and 50) °C. J. Chem. Eng. Data 2006, 51, 243–247. [Google Scholar] [CrossRef]
- Shannon, R.D. Revised Effective Ionic Radii and Systematic Studies of Interatomic Distances in Halides and Chalcogenides. Acta Crystallogr. Sect. A 1976, 32, 751–767. [Google Scholar] [CrossRef]
- Sidey, V. On the Effective Ionic Radii for Ammonium. Acta Cryst. B Struct. Sci. Cryst. Eng. Mater. 2016, 72, 626–633. [Google Scholar] [CrossRef] [PubMed]
- Fisher, F.H.; Fox, A.P. LiSO4-, RbSO4-, CsSO4- and (NH4)SO4-Ion Pairs in Aqueous Solutions at Pressures up to 2000 Atm. J. Solut. Chem. 1978, 7, 561–570. [Google Scholar] [CrossRef]
- Parhi, P.K.; Barik, S.P.; Ghosh, M.K.; Anand, S. Decomposition of Ammonium Sulphate from Demanganised Leach Solution of Manganese Nodules by Lime Treatment. Trans. Indian Inst. Met. 2007, 60, 505–509. [Google Scholar]
- Mascagnite R141117. Available online: https://rruff.info/mascagnite/display=default/R141117 (accessed on 22 September 2022).
- Böhmite R120123. Available online: https://rruff.info/Boehmite/R120123 (accessed on 25 August 2022).
- Stoica, G.; Pérez-Ramírez, J. Reforming Dawsonite by Memory Effect of AACH-Derived Aluminas. Chem. Mater. 2007, 19, 4783–4790. [Google Scholar] [CrossRef]
- Kato, S.; Iga, T.; Hatano, S.; Isawa, Y. Effects of Synthetic Conditions of NH4AlO(OH)HCO3 on Sinterability of Alumina Obtained by Thermal Decomposition. J. Ceram. Assoc. Jpn. 1976, 84, 255–258. [Google Scholar] [CrossRef]
- Zhang, L.; Wu, Y.; Zhang, L.; Wang, Y.; Li, M. Synthesis and Characterization of Mesoporous Alumina with High Specific Area via Coprecipitation Method. Vacuum 2016, 133, 1–6. [Google Scholar] [CrossRef]
- Shi, X.; Yang, C.; Zhang, L.; Lu, Z.; Zhu, Y.; Tang, D.; Cui, C.; Zeng, H. Mesoporous Alumina Microfibers In Situ Transformation from AACH Fibers and the Adsorption Performance. J. Nanomater. 2014, 2014, 1–6. [Google Scholar] [CrossRef]
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).