




Research on a Fault Diagnosis Method of an A-Class Thermal Insulation Panel Production Line Based on Multi-Sensor Data Fusion



Abstract
:Featured Application
Abstract
1. Introduction
2. Related Work
2.1. Fault Diagnosis Methods
2.2. Multi-Source Data Fusion Methods
2.3. Discussion
3. Fault Diagnosis Method Based on LSTM and Multi-Sensor Data Fusion
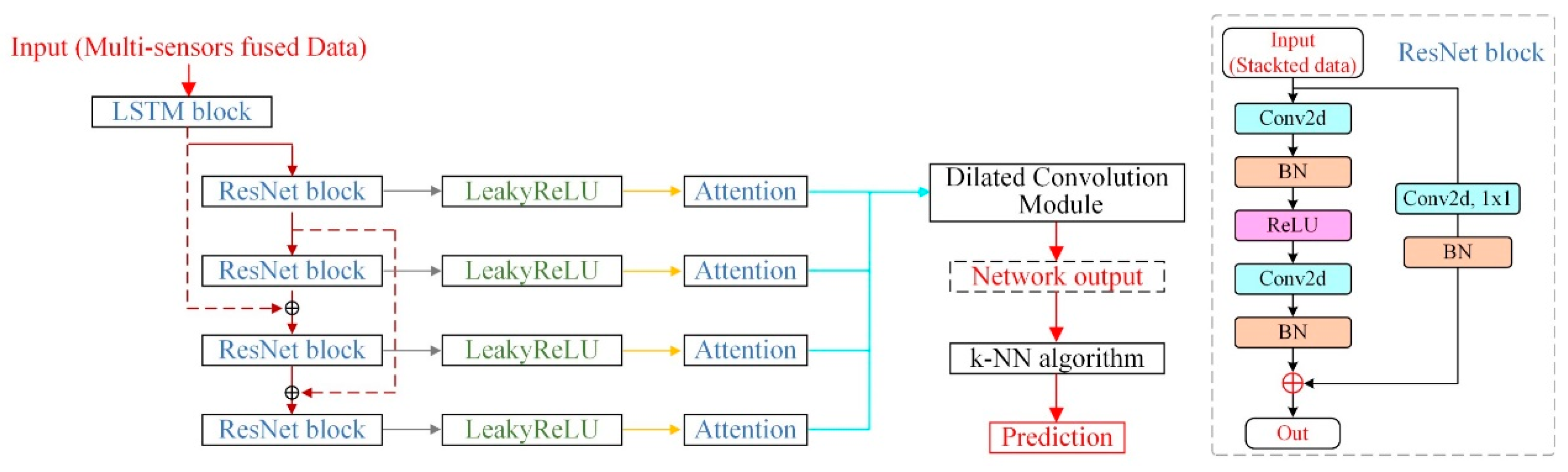
3.1. The Network Architecture of LSTM Based on Multi-Sensor Data Fusion
- Forget stage. This phase is mainly about selectively forgetting the input passed in by the previous node. That is, the network determines whether the intermediate information should be forgotten or remembered. Specifically, it controls information flow from the previous state, which needs to be retained or forgotten, by calculating the value of the forgetting gate.
- Memory stage. This stage is to decide what new information should be kept in the cell state. A sigmoid layer as the input gate layer decides which values should be updated. A tanh layer creates a vector of new candidate values, then combines above values to create an update to the state;
- Output stage. This is the final stage to decide which information is outputted. This output of the proposed CNN-LSTM contains prediction of each sensor deployed on equipment. Then, the network output is fed into the k-NN algorithm to obtain the final prediction.
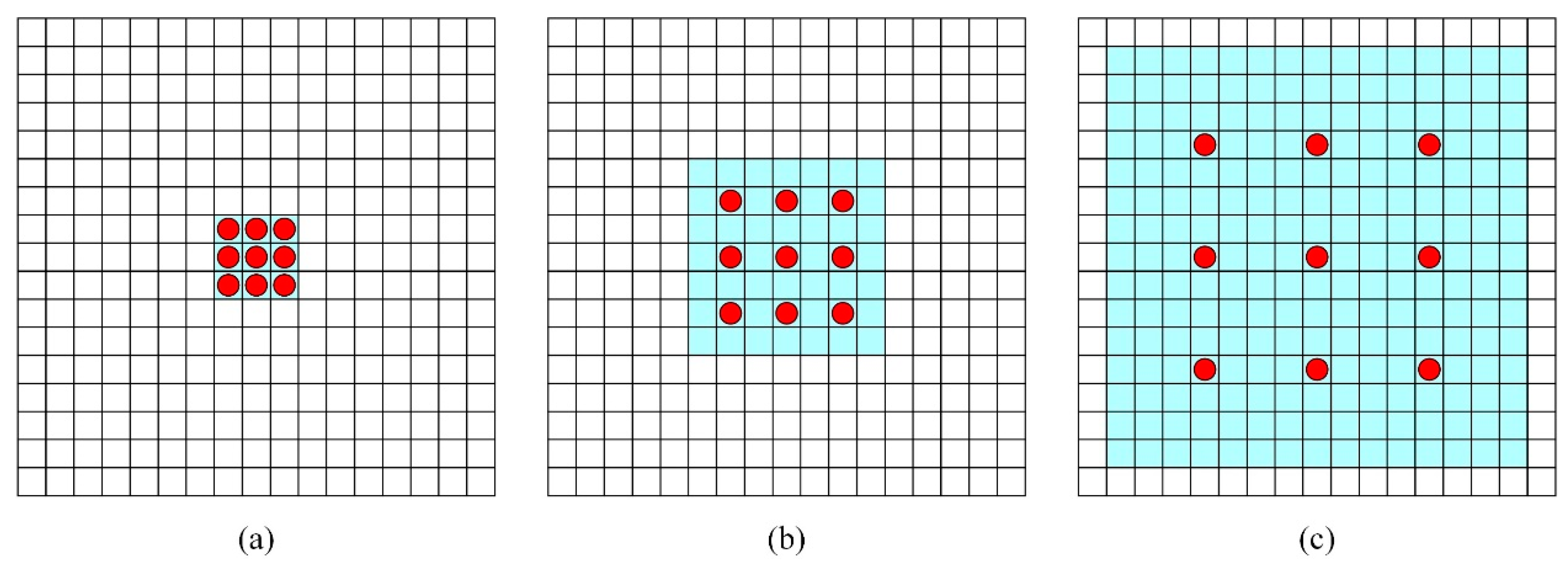
3.2. Dilated Convolution Module
3.3. Attention Mechanism
4. Experiments
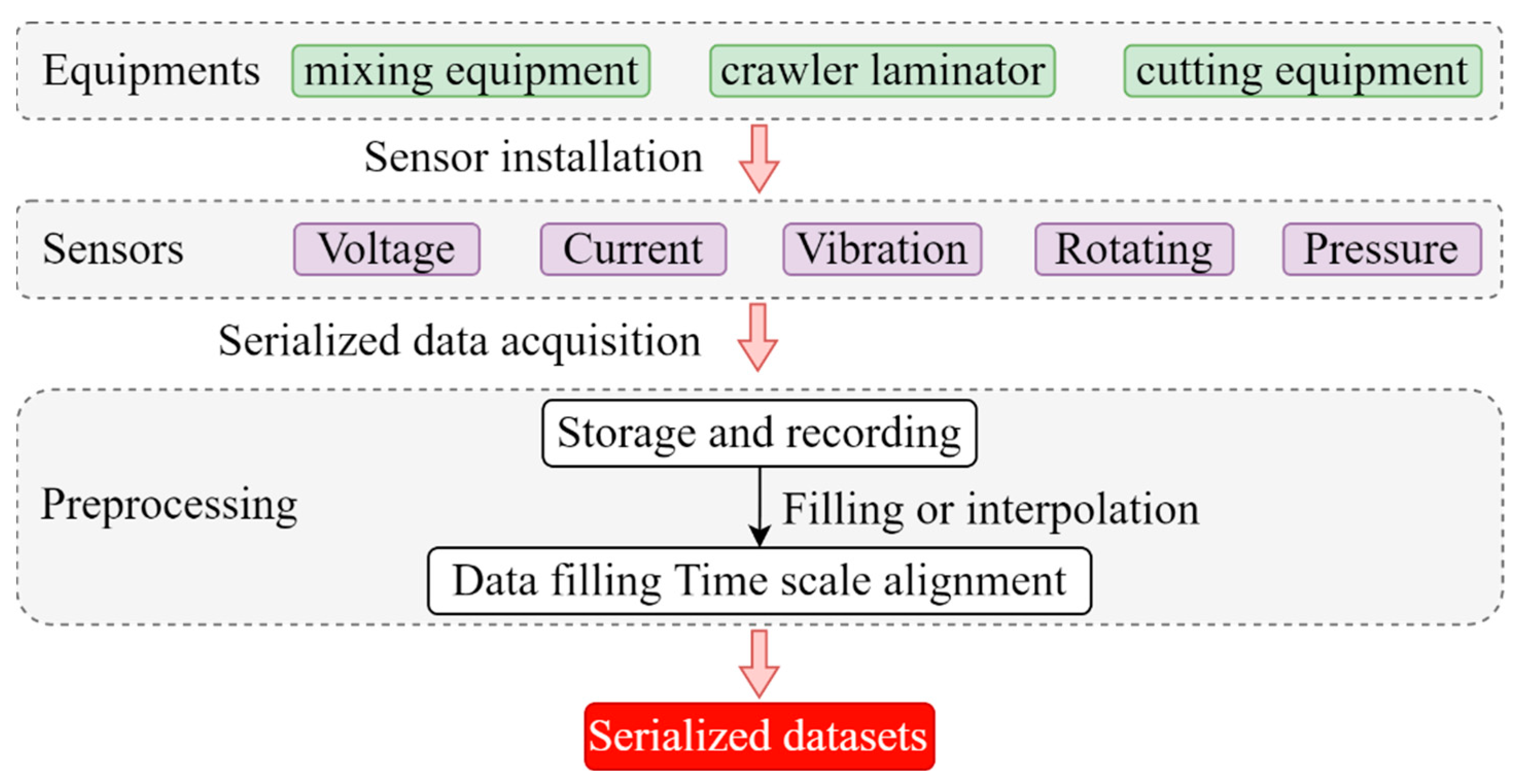
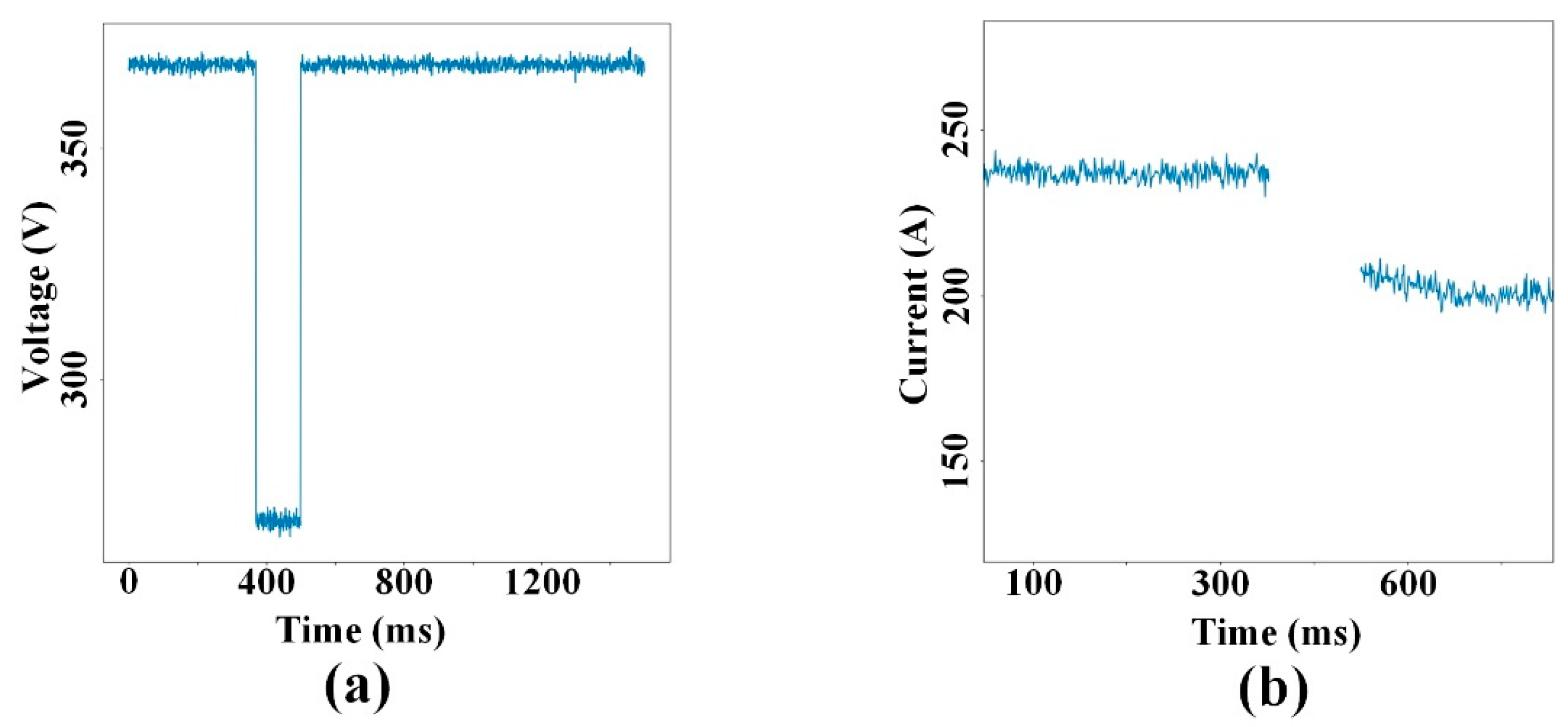
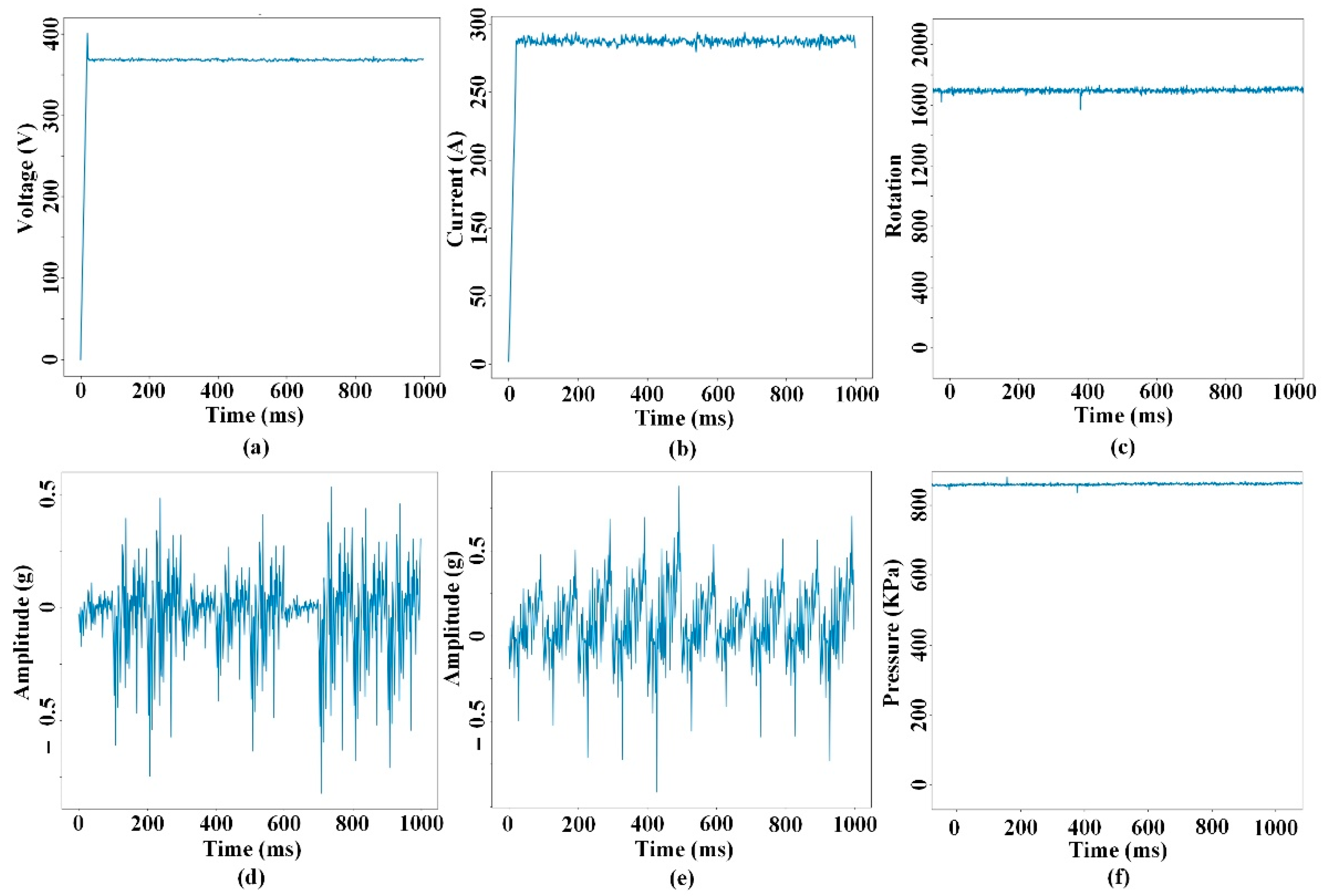
4.1. Data Preprocessing
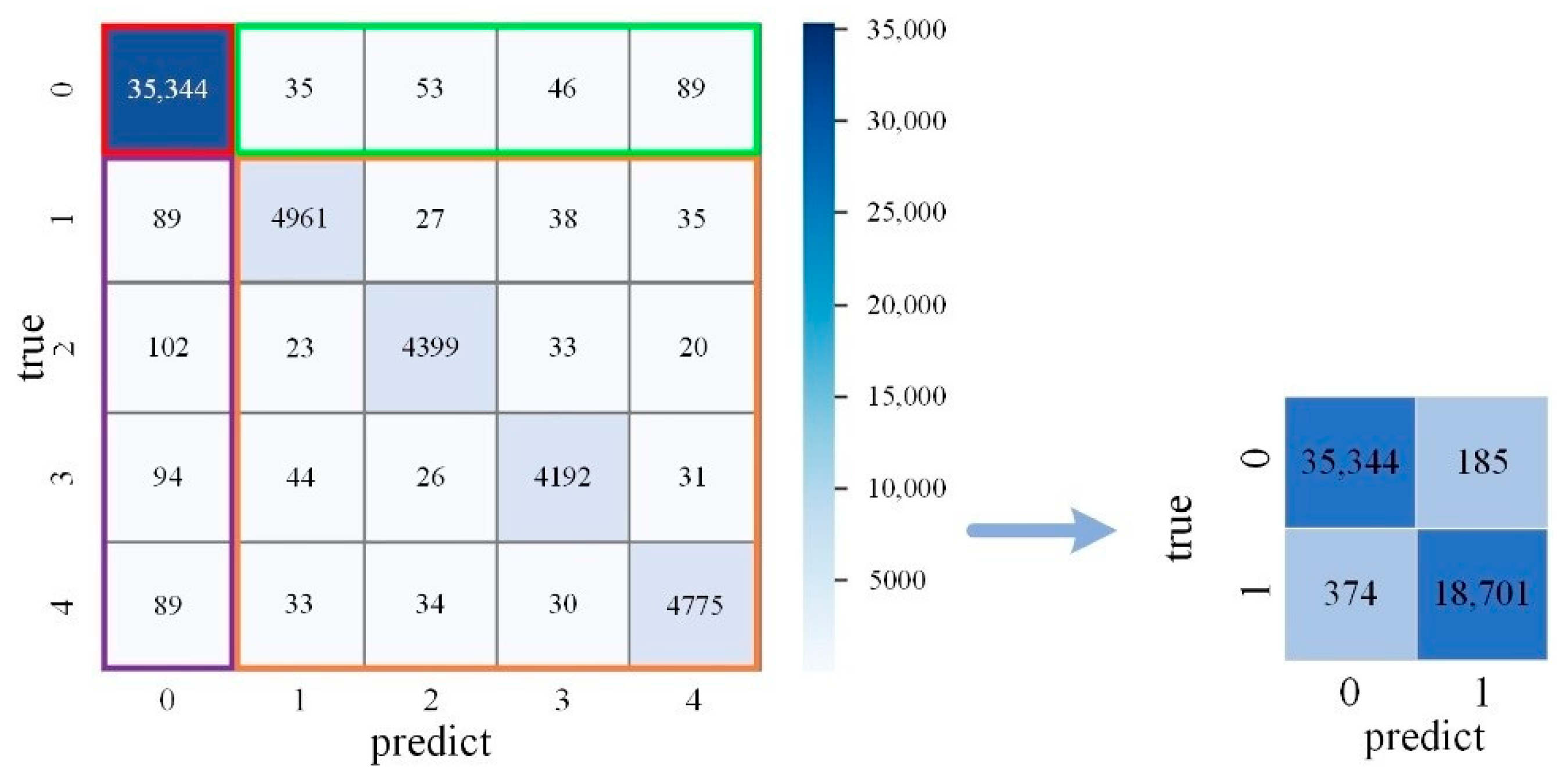
4.2. Experiments and Evaluation Method
5. Application
6. Conclusions and Future Works
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Cintura, E.; Nunes, L.; Esteves, B.; Faria, P. Agro-industrial wastes as building insulation materials: A review and challenges for Euro-Mediterranean countries. Ind. Crop. Prod. 2021, 171, 113833. [Google Scholar] [CrossRef]
- Giannotas, G.; Kamperidou, V.; Barboutis, I. Tree bark utilization in insulating bio-aggregates: A review. Biofuels Bioprod. Biorefining 2021, 15, 1989–1999. [Google Scholar] [CrossRef]
- Wang, H.; Li, S.; Song, L.; Cui, L.; Wang, P. An Enhanced Intelligent Diagnosis Method Based on Multi-Sensor Image Fusion via Improved Deep Learning Network. IIEEE Trans. Instrum. Meas. 2019, 69, 2648–2657. [Google Scholar] [CrossRef]
- Zhao, R.; Yan, R.; Chen, Z.; Mao, K.; Wang, P.; Gao, R.X. Deep learning and its applications to machine health monitoring. Mech. Syst. Signal Process. 2019, 115, 213–237. [Google Scholar] [CrossRef]
- Okada, K.F.A.; de Morais, A.S.; Oliveira-Lopes, L.C.; Ribeiro, L. A Survey on Fault Detection and Diagnosis Methods. In Proceedings of the 14th IEEE International Conference on Industry Applications (INDUSCON), São Paulo, Brazil, 15–18 August 2021; pp. 1422–1429. [Google Scholar]
- Zhang, W.T.; Yang, D.; Wang, H.C. Data-Driven Methods for Predictive Maintenance of Industrial Equipment: A Survey. IEEE Syst. J. 2019, 13, 2213–2227. [Google Scholar] [CrossRef]
- Qin, S.J. Survey on data-driven industrial process monitoring and diagnosis. Annu. Rev. Control 2012, 36, 220–234. [Google Scholar] [CrossRef]
- Lei, Y.; Yang, B.; Jiang, X.; Jia, F.; Li, N.; Nandi, A.K. Applications of machine learning to machine fault diagnosis: A review and roadmap. Mech. Syst. Signal Processing 2020, 138, 106587. [Google Scholar] [CrossRef]
- Duan, Z.; Wu, T.; Guo, S.; Shao, T.; Malekian, R.; Li, Z. Development and trend of condition monitoring and fault diagnosis of multi-sensors information fusion for rolling bearings: A review. Int. J. Adv. Manuf. Technol. 2018, 96, 803–819. [Google Scholar] [CrossRef]
- Lei, Y.G.; Lin, J.; He, Z.J.; Zuo, M.J. A review on empirical mode decomposition in fault diagnosis of rotating machinery. Mech. Syst. Signal Process. 2013, 35, 108–126. [Google Scholar] [CrossRef]
- Sun, J.-H.; Jeon, B.-S.; Lim, J.-W.; Lim, M.-T. Stereo Vision based 3D Modeling System For Mobile Robot. In Proceedings of the International Conference On Control, Automation And Systems (ICCAS 2010), Gyeonggi-do, Korea, 27–30 October 2010; pp. 71–75. [Google Scholar]
- Zhang, D.; Zhao, J.; Xu, Z.; Wang, Z. Strength Analysis of Dual-Chamber Hydrodynamic Coupling Based on One Way FSI. Mech. Eng. Green Manuf. 2010, 34-35, 105–110. [Google Scholar] [CrossRef]
- Tian, Y.; Lin, Z.-D.; Wang, X.-Y.; Che, L.-Y.; Lu, D.-W. Experimental progress of quantum machine learning based on spin systems. Acta Phys. Sin. 2021, 70, 140305. [Google Scholar] [CrossRef]
- Xie, J.; Su, Y.; Xue, D.; Jiang, X.; Fu, H.; Huang, H. Machine Learning for Materials Research and Development. Acta Metall. Sin. 2021, 57, 1343–1361. [Google Scholar]
- Safaeipour, H.; Forouzanfar, M.; Casavola, A. A survey and classification of incipient fault diagnosis approaches. J. Process Control 2021, 97, 1–16. [Google Scholar] [CrossRef]
- Zheng, H.; Wang, R.; Yang, Y.; Yin, J.; Li, Y.; Li, Y.; Xu, M. Cross-Domain Fault Diagnosis Using Knowledge Transfer Strategy: A Review. IEEE Access 2019, 7, 129260–129290. [Google Scholar] [CrossRef]
- Zaytoon, J.; Lafortune, S. Overview of fault diagnosis methods for Discrete Event Systems. Annu. Rev. Control 2013, 37, 308–320. [Google Scholar] [CrossRef]
- Xu, X.; Wang, H.; Zhang, N.; Liu, Z.; Wang, X. Review of the Fault Mechanism and Diagnostic Techniques for the Range Extender Hybrid Electric Vehicle. IEEE Access 2017, 5, 14234–14244. [Google Scholar] [CrossRef]
- Yang, Y.W.; Chen, G. Artificial neural network forecasting method in monitoring technique by spectrometric oil analysis. Spectrosc. Spectr. Anal. 2005, 25, 1339–1343. [Google Scholar]
- Li, H.; Xiao, D. Survey on data driven fault diagnosis methods. Control Decis. 2011, 26, 1–9. [Google Scholar] [CrossRef]
- Xu, F.; Tse, P.W. A method combining refined composite multiscale fuzzy entropy with PSO-SVM for roller bearing fault diagnosis. J. Cent. South Univ. 2019, 26, 2404–2417. [Google Scholar] [CrossRef]
- Velasco-Gallego, C.; Lazakis, I. Development of a time series imaging approach for fault classification of marine systems. Ocean Eng. 2022, 263, 112297. [Google Scholar] [CrossRef]
- Zhao, Y.; Ma, F.-X.; Wang, A.-J.; Li, D.-C.; Song, Y.-M.; Wu, J.; Cui, F.-X.; Li, Y.-Y.; Cao, Z.-C. Research on Electric Breakdown Fault Diagnosis Model of Transformer Insulated Oil Based on Fluorescent Double-Color Ratio. Spectrosc. Spectr. Anal. 2022, 42, 1134–1138. [Google Scholar]
- Velasco-Gallego, C.; Lazakis, I. RADIS: A real-time anomaly detection intelligent system for fault diagnosis of marine machinery. Expert Syst. Appl. 2022, 204, 117634. [Google Scholar] [CrossRef]
- Zhang, Z.-W.; Chen, H.-H.; Li, S.-M.; Wang, J.-R. A novel sparse filtering approach based on time-frequency feature extraction and softmax regression for intelligent fault diagnosis under different speeds. J. Cent. South Univ. 2019, 26, 1607–1618. [Google Scholar] [CrossRef]
- Yang, J.; Yin, S.; Sun, C.; Gao, T. A novel convolutional neural network with interference suppression for the fault diagnosis of mechanical rotating components. Neural Comput. Appl. 2022, 34, 10971–10987. [Google Scholar] [CrossRef]
- Zhao, B.; Zhang, X.; Wu, Q.; Yang, Z.; Zhan, Z. A novel unsupervised directed hierarchical graph network with clustering representation for intelligent fault diagnosis of machines. Mech. Syst. Signal Process. 2023, 183, 109615. [Google Scholar] [CrossRef]
- Du, D.-P.; Wang, S.-Y.; Guan, H.-T.; Wang, W.-B. Intelligent Fault Classification and Identification of Heat Exchange Station Based on Time-Series Analysis. In Proceedings of the 2021 6th International Conference on Automation, Control and Robotics Engineering (CACRE), Dalian, China, 15–17 July 2021; pp. 343–350. [Google Scholar]
- Zhou, J.; Hong, X.; Jin, P. Information Fusion for Multi-Source Material Data: Progress and Challenges. Appl. Sci. 2019, 9, 3473. [Google Scholar] [CrossRef]
- Zhang, P.; Li, T.; Wang, G.; Luo, C.; Chen, H.; Zhang, J.; Wang, D.; Yu, Z. Multi-source information fusion based on rough set theory: A review. Inf. Fusion 2021, 68, 85–117. [Google Scholar] [CrossRef]
- Xing, J.; Wu, W.; Cheng, Q.; Liu, R. Traffic state estimation of urban road networks by multi-source data fusion: Review and new insights. Phys. Stat. Mech. Its Appl. 2022, 595, 127079. [Google Scholar] [CrossRef]
- Weiss, S.; Achtelik, M.W.; Lynen, S.; Chli, M.; Siegwart, R. Real-time Onboard Visual-Inertial State Estimation and Self-Calibration of MAVs in Unknown Environments. In Proceedings of the IEEE International Conference on Robotics & Automation, Saint Paul, MN, USA, 14–18 May 2012. [Google Scholar]
- Li, Z.-M.; Gui, W.-H.; Zhu, J.-Y. Fault detection in flotation processes based on deep learning and support vector machine. J. Cent. South Univ. 2019, 26, 2504–2515. [Google Scholar] [CrossRef]
- Gu, Z.-Y.; Zhu, Y.-Y.; Xiang, J.-L.; Zeng, Y. A prediction method of operation trend for large axial-flow fan based on vibration-electric information fusion. J. Cent. South Univ. 2021, 28, 1786–1796. [Google Scholar] [CrossRef]
- Zhang, Y.; Jia, X.; Guo, B. Bayesian framework for satellite rechargeable lithium battery synthesizing bivariate degradation and lifetime data. J. Cent. South Univ. 2018, 25, 418–431. [Google Scholar] [CrossRef]
- Changchang, C.; Huawei, W.; Xiaomei, N.; Jiyu, H. Fault fusion diagnosis of aero-engine based on deep learning. J. Beijing Univ. Aeronaut. Astronaut. 2018, 44, 621–628. [Google Scholar]
- Ke, S.; Yanfei, Z.; Jinliang, G. Multi-sensor data fusion and navigation line extraction method based on discrete factor. J. South China Agric. Univ. 2022, 43, 92–98. [Google Scholar]
- Siqi, S.; Kun, H.; Cheng, L. Mobile node localization of underwater sensor array network based on multi-information fusion. Transducer Microsyst. Technol. 2022, 41, 143–146+151. [Google Scholar]
- Shahnazari, H. Fault diagnosis of nonlinear systems using recurrent neural networks. Chem. Eng. Res. Des. 2020, 153, 233–245. [Google Scholar] [CrossRef]
- Hao, S.J.; Ge, F.X.; Li, Y.M.; Jiang, J.Y. Multisensor bearing fault diagnosis based on one-dimensional convolutional long short-term memory networks. Measurement 2020, 159, 107802. [Google Scholar] [CrossRef]
- Eren, L.; Ince, T.; Kiranyaz, S. A Generic Intelligent Bearing Fault Diagnosis System Using Compact Adaptive 1D CNN Classifier. J. Signal Process. Syst. Signal Image Video Technol. 2019, 91, 179–189. [Google Scholar] [CrossRef]





{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Number | Device | Sampling Rate | Node Count | Range |
|---|---|---|---|---|
| 1 | Voltage sensors | 600 Hz | 3 | 0–450 V |
| 2 | Current sensors | 450 Hz | 2 | 0–300 A |
| 3 | Vibration | 500 Hz | 2 | 0–100 mm/s |
| 4 | Rotating | 2 kHz | 1 | 0–20 kHz |
| 5 | Pressure | 2400 Hz | 2 | 0–100 MPa |
| Length of Each Sample | Proportion | Number of Samples | |
|---|---|---|---|
| Train | 0.25 s | 70% | 3225.6 k |
| Validation | 20% | 921.6 k | |
| Test | 10% | 460.8 k | |
| All | - | - | 4608 k |
| Device | Running State | Proportion |
|---|---|---|
| All devices | Normal | 68.7% |
| Air compressor | Abnormal (pressure) | 1.8% |
| Cutting equipment | Abnormal (voltage and current) | 8.4% |
| Mixing equipment | Abnormal (rotation) | 9.3% |
| Stirring kettle | Abnormal or breakdown (vibration) | 11.8% |
| Algorithm | Accuracy | Precision | Recall | F1-Score | Time Consumption (s) |
|---|---|---|---|---|---|
| Proposed | 98.97% | 98.95% | 99.47% | 99.21% | 0.437 |
| RNN | 71.58% | 81.29% | 73.16% | 77.01% | 0.583 |
| LSTM | 83.56% | 88.48% | 86.67% | 87.56% | 0.519 |
| SVM | 69.21% | 72.77% | 77.22% | 74.93% | 1.748 |
| 1D-CNN | 78.07% | 85.12% | 81.38% | 83.21% | 0.364 |
| Sensor | Input Voltage | Output | Resolution | Range |
|---|---|---|---|---|
| Voltage | - | RS485 | 600 | 0–450 V |
| Current | - | 450 | 0–300 A | |
| Vibration | 12 or 24 V | 4–20 mA | 0.1 mm | 0–100 mm/s |
| Rotation | 24 V | 0–10 V | 0.3% | 20–10,000 Hz |
| Pressure | 12–36 V | 4–20 mA | 0.06 MPa | 0.1–60 MPa |
| No. | Device Name | Type |
|---|---|---|
| 1 | CPU | I9-10900kf |
| 2 | RAM | 64G DDR4 |
| 3 | Hard driver | 512G SSD |
| 4 | GPU | RTX 2080s × 2 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Wang, Y.; Guo, X.; Liu, X.; Liu, X. Research on a Fault Diagnosis Method of an A-Class Thermal Insulation Panel Production Line Based on Multi-Sensor Data Fusion. Appl. Sci. 2022, 12, 9642. https://doi.org/10.3390/app12199642
Wang Y, Guo X, Liu X, Liu X. Research on a Fault Diagnosis Method of an A-Class Thermal Insulation Panel Production Line Based on Multi-Sensor Data Fusion. Applied Sciences. 2022; 12(19):9642. https://doi.org/10.3390/app12199642
Chicago/Turabian StyleWang, Yong, Xiaoqiang Guo, Xinhua Liu, and Xiaowen Liu. 2022. "Research on a Fault Diagnosis Method of an A-Class Thermal Insulation Panel Production Line Based on Multi-Sensor Data Fusion" Applied Sciences 12, no. 19: 9642. https://doi.org/10.3390/app12199642
APA StyleWang, Y., Guo, X., Liu, X., & Liu, X. (2022). Research on a Fault Diagnosis Method of an A-Class Thermal Insulation Panel Production Line Based on Multi-Sensor Data Fusion. Applied Sciences, 12(19), 9642. https://doi.org/10.3390/app12199642