
A New Approach to the Allocation of Multidimensional Resources in Production Processes



Abstract
:1. Introduction
2. Literature Review
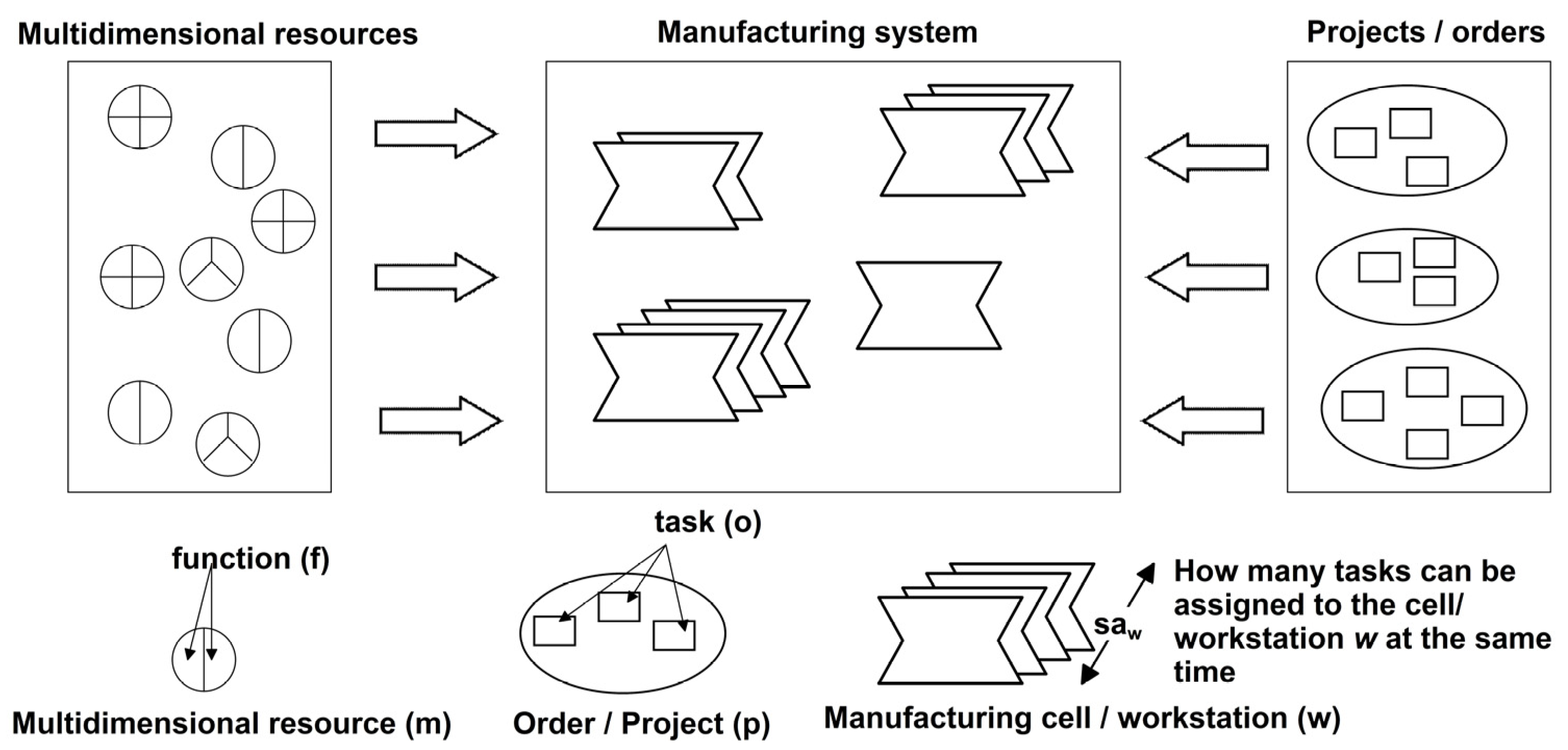
3. Problem Description
- Are there sufficient multidimensional resources to perform a given set of orders/projects according to a given schedule? (Q_1)
- What and how many multidimensional resources and with what functionalities are missing to perform a set of orders/projects according to a given schedule? (Q_2)
- Is it possible to complete a set of orders/projects according to a given schedule when the specific multidimensional resource is unavailable? (Q_3)
- Which projects should be implemented and how (with what resources) to maximize the profit? (Q_4)
- How should a set of multidimensional resources be configured to perform a set of tasks according to a given schedule in the absence of any resource? (Q_5)
4. Model of the Allocation and Control of Multidimensional Resources
5. Implementation
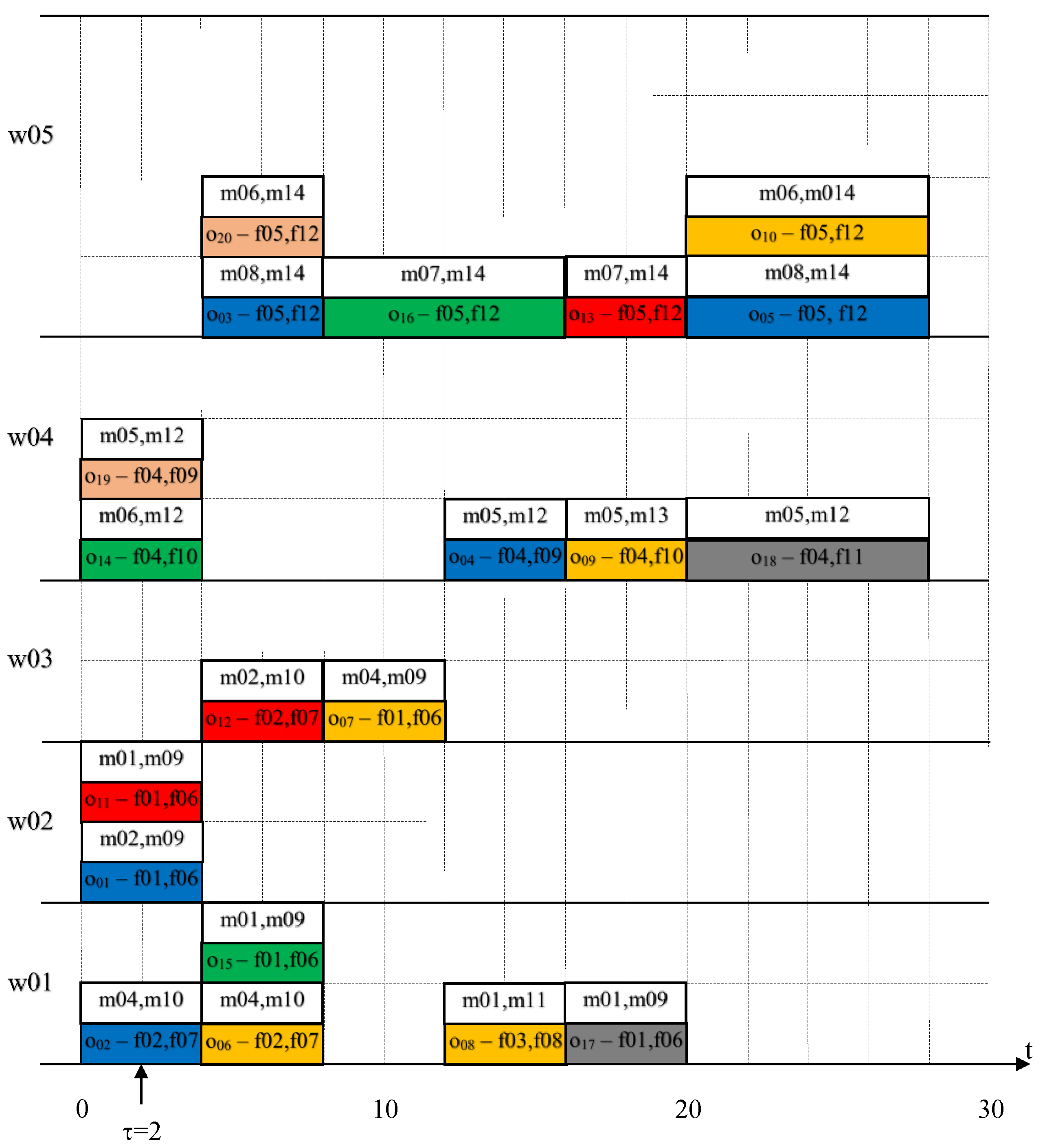
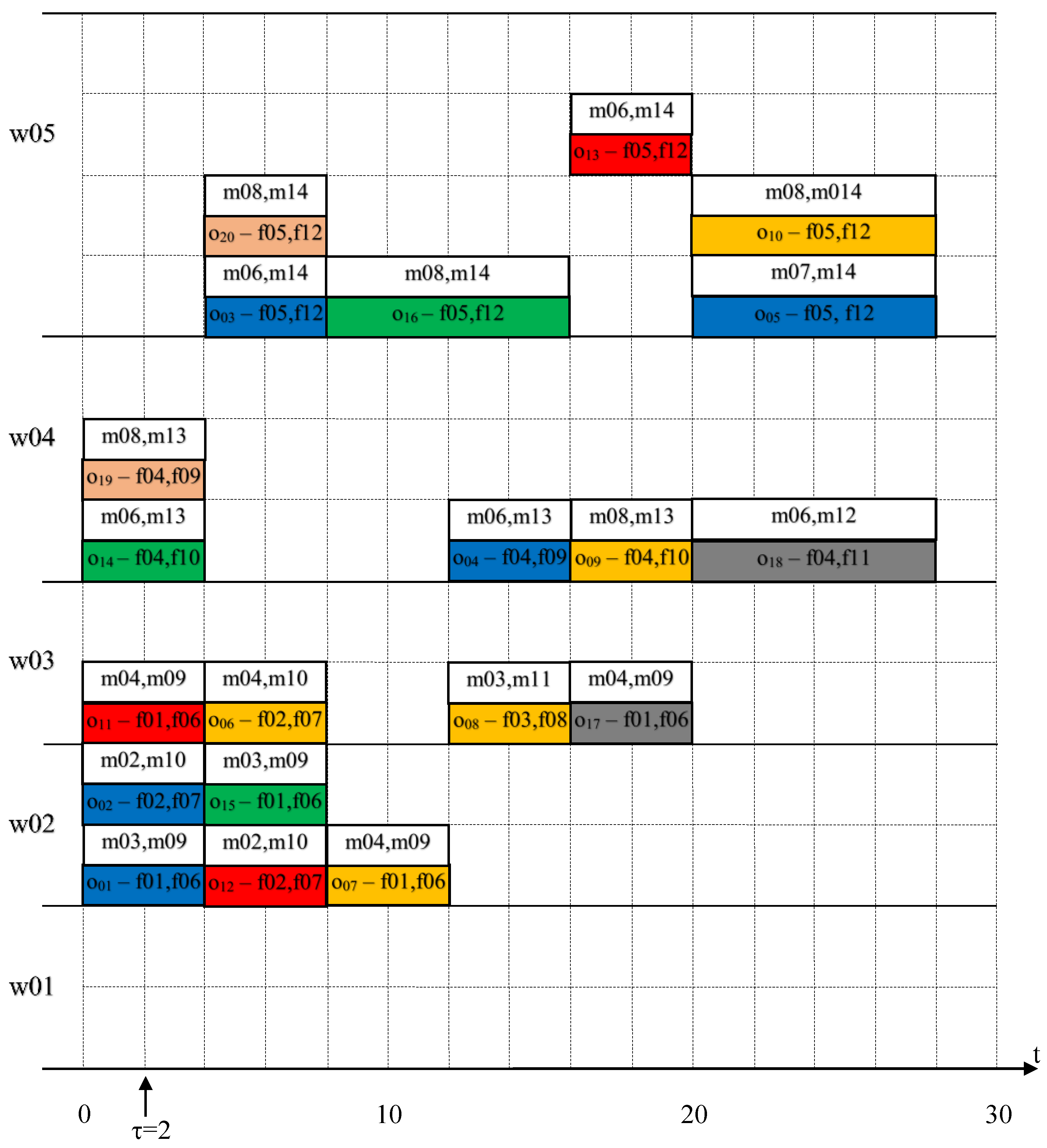
6. Illustrative Example and Computational Experiments
- defining the configuration of the resources themselves, i.e., what features/functions of the resource are used;
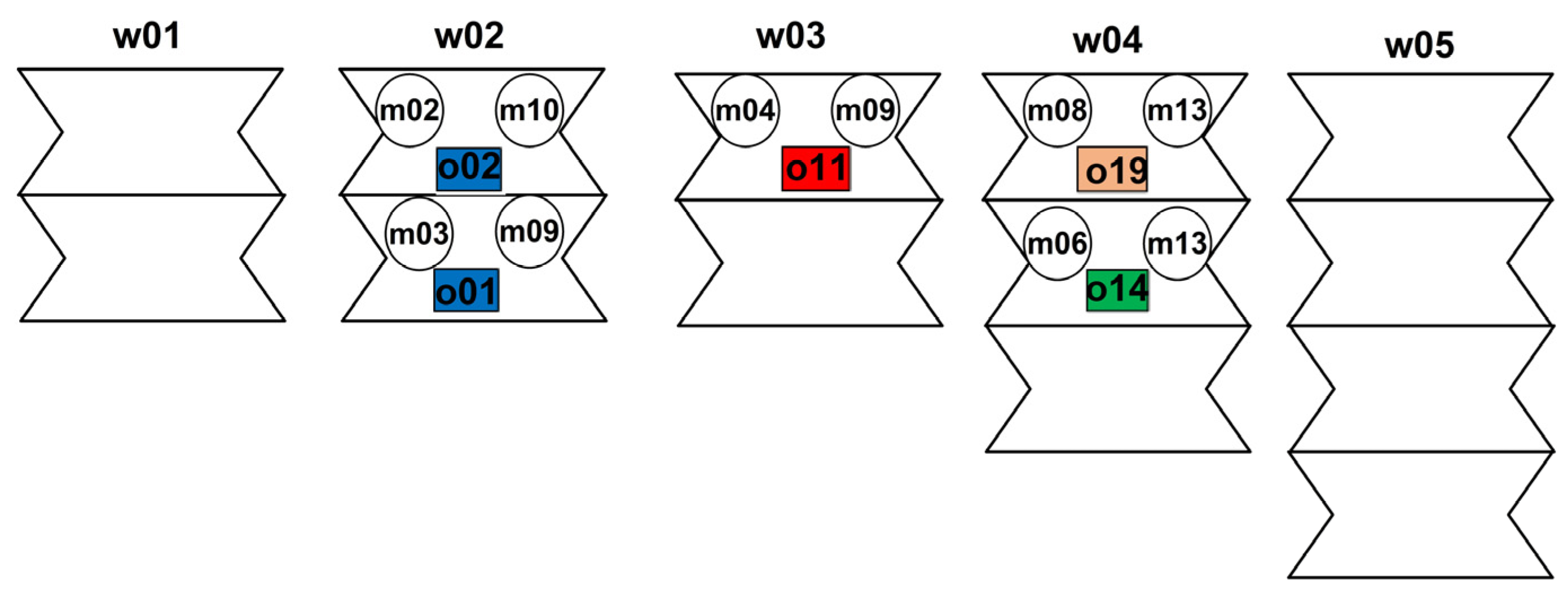
- in the case of impossibility of implementation, it will be asked to indicate what resources and/or features are missing (Table 6);
- proactively predict whether the set of tasks will be carried out in the absence of a resource/feature.
7. Conclusions
- Expand the proposed model with the functionality of creating an acceptable schedule in the event of impossible implementation with the resources at hand of a given schedule.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
Appendix A. AMPL Model of Allocation and Control of Multidimensional Resources
set WS; set MS; set PS;
set OS; set FS; set US;
param sa{WS}; param cr{WS};
param ar{MS}; param rc{MS};
param vt{PS}; param ct{OS};
param rb{MS,FS}; param ra{MS,FS};
param sc{OS,FS}; param fo{OS,OS};
param am{WS,MS}; param ru{US,MS};
param rm{US,WS}; param pt{PS,OS};
param lb;
var K{US,OS} >=0, binary;
var N{MS,FS} >=0, binary;
var X{US,MS,OS,FS} >=0, binary;
var Y{US,MS,OS} >=0, binary;
var Z{US,WS,OS} >=0, binary;
var Q{US,WS,MS,OS,FS} >=0, binary;
var R{US,PS} >=0, binary;
var Count_1; var Cost_1;
subject to O1 {u in US, o in OS, f in FS :
sc[o,f]=1}:sum{m in MS} X[u,m,o,f]=
sc[o,f]*K[u,o];
subject to O2 {m in MS, f in FS }:
N[m,f]<=rb[m,f];
subject to O3 {u in US, m in MS, o in OS,
f in FS}:X[u,m,o,f]<=N[m,f]+ra[m,f];
subject to O4 :
Count_1=sum{m in MS, f in FS} N[m,f];
subject to O5 {u in US, m in MS, o in OS}:
sum{f in FS} X[u,m,o,f]<=lb*Y[u,m,o];
subject to O6 {u in US, m in MS, o in OS}:
sum{f in FS} X[u,m,o,f]>=Y[u,m,o];
subject to O7 {u in US, m in MS, o1 in OS}:
sum{o2 in OS} fo[o1,o2]*Y[u,m,o2]<=ar[m];
subject to O8 : Cost_1=-sum{u in US, m in MS,
o in OS} Y[u,m,o]*rc[m]*ct[o] -
sum{u in US, w in WS, o in OS}
ct[o]*cr[w]*Z[u,w,o]+
sum{u in US, p in PS} R[u,p]*vt[p];
subject to O9 {u in US, w in WS, o in OS }:
sum{m in MS, f in FS} rm[u,w]*Q[u,w,m,o,f]<=
lb*Z[u,w,o];
subject to O10 {u in US, o in OS}:
sum{w in WS} Z[u,w,o] <=1;
subject to O11 {u in US, w in WS,
o1 in OS }: sum{o2 in OS}
fo[o1,o2]*Z[u,w,o2]<=sa[w];
subject to O12 {u in US, p in PS, o in OS}:
pt[p,o]*R[u,p]= pt[p,o]*K[u,o];
subject to O13 {u in US, m in MS, o in OS,
f in FS }:X[u,m,o,f]=sum{w in WS}
am[w,m]*rm[u,w]*Q[u,w,m,o,f];
data;
set WS := w01 w02 w03 w04 w05 ;
set MS := m01 m02 m03 m04 m05 m06 m07 m08
m09 m10 m11 m12 m13 m14;
set FS := f01 f02 f03 f04 f05 f06 f07 f08
f09 f10 f11 f12;
set PS := p01 p02 p03 p04 p05 p06 ;
set OS := o01 o02 o03 o04 o05 o06 o07 o08
o09 o10 o11 o12 o13 o14 o15 o16 o17 o18
o19 o20;
set US := u01;
param vt := p01 20000 p02 18000 p03 80000 p04 80000 p05 50000 p06 50000;
param ar := m01 1 m02 1 m03 1 m04 1 m05 1 m06 1 m07 1 m08 1 m09 2 m10 2
m11 2 m12 2 m13 2 m14 3 ;
param rc := m01 200 m02 150 m03 150 m04 100 m05 200 m06 150 m07 200 m08
140 m09 60 m10 50 m11 50 m12 90 m13 80 m14 40;
param ct := o01 4 o02 4 o03 4 o04 4 o05 8 o06 4 o07 4 o08 4 o09 4 o10 8
o11 4 o12 4 o13 4 o14 4 o15 4 o16 8 o17 4 o18 8 o19 4 o20 8;
param sa := w01 1 w02 1 w03 1 w04 3 w05 4;
param cr:= w01 600 w02 400 w03 400 w04 300 w05 300;
param pt : o01 o02 o03 o04 o05 o06 o07 o08 o09 o10 o11 o12 o13 o14 o15
o16 o17 o18 o19 o20 := p01 1 1 1 1 1 0 0 0 0 0 0 0 0 0 0 0 0 0 0
0 p02 0 0 0 0 0 1 1 1 1 1 0 0 0 0 0 0 0 0 0 0 p03 0 0 0 0 0 0 0
0 0 0 1 1 1 0 0 0 0 0 0 0 p04 0 0 0 0 0 0 0 0 0 0 0 0 0 1 1 1 0 0
0 0 p05 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 1 1 0 0 p06 0 0 0 0 0 0 0
0 0 0 0 0 0 0 0 0 0 0 1 1;
param ra: f01 f02 f03 f04 f05 f06 f07 f08 f09 f10 f11 f12 := m01 1 1 1 1
0 0 0 0 0 0 0 0 m02 1 1 1 1 0 0 0 0 0 0 0 0 m03 1 1 1 1 0 0 0 0 0 0
0 0 m04 1 1 1 1 0 0 0 0 0 0 0 0 m05 0 0 0 1 0 0 0 0 0 0 0 0 m06
0 0 0 1 1 0 0 0 0 0 0 0 m07 0 0 0 0 1 0 0 0 0 0 0 0 m08 0 0 0 1 1
0 0 0 0 0 0 0 m09 0 0 0 0 0 1 0 0 0 0 0 0 m10 0 0 0 0 0 0 1 0 0 0
0 0 m11 0 0 0 0 0 0 0 1 0 0 0 0 m12 0 0 0 0 0 0 0 0 1 1 1 0 m13 0
0 0 0 0 0 0 0 1 1 0 0 m14 0 0 0 0 0 0 0 0 0 0 0 1;
param rb: f01 f02 f03 f04 f05 f06 f07 f08 f09 f10 f11 f12 := m01 0 0 0 0
0 0 0 0 0 0 0 0 m02 0 0 0 0 0 0 0 0 0 0 0 0 m03 0 0 0 0 0 0 0 0 0
0 0 0 m04 0 0 0 0 0 0 0 0 0 0 0 0 m05 0 0 0 0 0 0 0 0 0 0 0 0 m06
0 0 0 0 0 0 0 0 0 0 0 0 m07 0 0 0 0 0 0 0 0 0 0 0 0 m08 0 0 0 0 0
0 0 0 0 0 0 0 m09 0 0 0 0 0 0 0 0 0 0 0 0 m10 0 0 0 0 0 0 0 0 0 0
0 0 m11 0 0 0 0 0 0 0 0 0 0 0 0 m12 0 0 0 0 0 0 0 0 0 0 0 0 m13 0
0 0 0 0 0 0 0 0 0 0 0 m14 0 0 0 0 0 0 0 0 0 0 0 0;
param sc: f01 f02 f03 f04 f05 f06 f07 f08 f09 f10 f11 f12 := o01 1 0 0 0
0 1 0 0 0 0 0 0 o02 0 1 0 0 0 0 1 0 0 0 0 0 o03 0 0 0 0 1 0 0 0 0
0 0 1 o04 0 0 0 1 0 0 0 0 1 0 0 0 o05 0 0 0 0 1 0 0 0 0 0 0 1 o06
0 1 0 0 0 0 1 0 0 0 0 0 o07 1 0 0 0 0 1 0 0 0 0 0 0 o08 0 0 1 0 0
0 0 1 0 0 0 0 o09 0 0 0 1 0 0 0 0 0 1 0 0 o10 0 0 0 0 1 0 0 0 0 0
0 1 o11 1 0 0 0 0 1 0 0 0 0 0 0 o12 0 1 0 0 0 0 1 0 0 0 0 0 o13 0
0 0 0 1 0 0 0 0 0 0 1 o14 0 0 0 1 0 0 0 0 0 1 0 0 o15 1 0 0 0 0 1
0 0 0 0 0 0 o16 0 0 0 0 1 0 0 0 0 0 0 1 o17 1 0 0 0 0 1 0 0 0 0 0
0 o18 0 0 0 1 0 0 0 0 0 0 1 0 o19 0 0 0 1 0 0 0 0 1 0 0 0 o20 0 0
0 0 1 0 0 0 0 0 0 1;
param fo: o01 o02 o03 o04 o05 o06 o07 o08 o09 o10 o11 o12 o13 o14 o15 o16
o17 o18 o19 o20 := o01 0 1 0 0 0 0 0 0 0 0 1 0 0 1 0 0 0 0 1 0 o02
1 0 0 0 0 0 0 0 0 0 1 0 0 1 0 0 0 0 1 0 o03 0 0 0 0 0 1 0 0 0 0 0
1 0 0 1 0 0 0 0 1 o04 0 0 0 0 0 0 0 1 0 0 0 0 0 0 0 1 0 0 0 0 o05
0 0 0 0 0 0 0 0 0 1 0 0 0 0 0 0 0 1 0 0 o06 0 0 1 0 0 0 0 0 0 0 0
1 0 0 1 0 0 0 0 1 o07 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 1 0 0 0 0 o08
0 0 0 1 0 0 0 0 0 0 0 0 0 0 0 1 0 0 0 0 o09 0 0 0 0 0 0 0 0 0 0 0
0 1 0 0 0 1 0 0 0 o10 0 0 0 0 1 0 0 0 0 0 0 0 0 0 0 0 0 1 0 0 o11
1 1 0 0 0 0 0 0 0 0 0 0 0 1 0 0 0 0 1 0 o12 0 0 1 0 0 1 0 0 0 0 0
0 0 0 1 0 0 0 0 1 o13 0 0 0 0 0 0 0 0 1 0 0 0 0 0 0 0 1 0 0 0 o14
1 1 0 0 0 0 0 0 0 0 1 0 0 0 0 0 0 0 1 0 o15 0 0 1 0 0 1 0 0 0 0 0
0 0 0 1 0 0 0 0 1 o16 0 0 0 1 0 0 1 1 0 0 0 0 0 0 0 0 0 0 0 0 o17
0 0 0 0 0 0 0 0 1 0 0 0 1 0 0 0 0 0 0 0 o18 0 0 0 0 1 0 0 0 0 1 0
0 0 0 0 0 0 0 0 0 o19 1 1 0 0 0 0 0 0 0 0 1 0 0 1 0 0 0 0 0 0 o20
0 0 1 0 0 1 0 0 0 0 0 1 0 0 0 0 0 0 0 1;
param am: m01 m02 m03 m04 m05 m06 m07 m08 m09 m10 m11 m12 m13 m14 := w01
1 1 1 1 0 0 0 0 1 1 1 0 0 0 w02 1 1 1 1 0 0 0 0 1 1 1 0 0 0 w03 1
1 1 1 0 0 0 0 1 1 1 0 0 0 w04 0 0 0 0 1 1 1 1 0 0 1 1 1 0 w05 0 0
0 0 1 1 1 1 0 0 0 0 0 1;
param ru: m01 m02 m03 m04 m05 m06 m07 m08 m09 m10 m11 m12 m13 m14 := u01
1 1 1 1 1 1 1 1 1 1 1 1 1 1;
param rm: w01 w02 w03 w04 w05 :=
u01 1 1 1 1 1 ;
param lb:= 1000000;
Appendix B. Data and Parameters of the Problem in the Form of Facts
%orders(p,vt), orders(p1,20000). orders(p2,18000). orders(p3,80000). orders(p4,8000). orders(p5,50000). orders(p6,50000). %operations(o,p,ct), operations(o1,p1,4). operations(o2,p1,4). operations(o3,p1,4). operations(o4,p1,4). operations(o5,p1,8). operations(o6,p2,4). operations(o7,p2,4). operations(o8,p2,4). operations(o9,p2,4). operations(o10,p2,8). operations(o11,p3,4). operations(o12,p3,4). operations(o13,p3,4). operations(o14,p4,4). operations(o15,p4,4). operations(o16,p4,8). operations(o17,p5,4). operations(o18,p5,8). operations(o19,p6,4). operations(o20,p6,8). %unavailability(u), unavailability(u1). %multidimensional_resources(m,ar,rc), multidimensional_resources(m1,1,200). multidimensional_resources(m2,1,150). multidimensional_resources(m3,1,150). multidimensional_resources(m4,1,100). multidimensional_resources(m5,1,200). multidimensional_resources(m6,1,150). multidimensional_resources(m7,1,200). multidimensional_resources(m8,1,140). multidimensional_resources(m9,2,60). multidimensional_resources(m10,2,50). multidimensional_resources(m11,2,50). multidimensional_resources(m12,2,90). multidimensional_resources(m13,2,80). multidimensional_resources(m14,3,40). %properties(f), properties(f1). properties(f2). properties(f3). properties(f4). properties(f5). properties(f6). properties(f7). properties(f8). properties(f9). properties(f10). properties(f11). properties(f12). %properties_for_operations(o,f,sc), properties_for_operations(o1,f1,1). properties_for_operations(o1,f6,1). properties_for_operations(o2,f2,1). properties_for_operations(o2,f7,1). properties_for_operations(o3,f5,1). properties_for_operations(o3,f12,1). properties_for_operations(o4,f4,1). properties_for_operations(o4,f9,1). properties_for_operations(o5,f5,1). properties_for_operations(o5,f12,1). properties_for_operations(o6,f2,1). properties_for_operations(o6,f7,1). properties_for_operations(o7,f1,1). properties_for_operations(o7,f6,1). properties_for_operations(o8,f3,1). properties_for_operations(o8,f8,1). properties_for_operations(o9,f4,1). properties_for_operations(o9,f10,1). properties_for_operations(o10,f5,1). properties_for_operations(o10,f12,1). properties_for_operations(o11,f1,1). properties_for_operations(o11,f6,1). properties_for_operations(o12,f2,1). properties_for_operations(o12,f7,1). properties_for_operations(o13,f5,1). properties_for_operations(o13,f12,1). properties_for_operations(o14,f4,1). properties_for_operations(o14,f10,1). properties_for_operations(o15,f1,1). properties_for_operations(o15,f6,1). properties_for_operations(o16,f5,1). properties_for_operations(o16,f12,1). properties_for_operations(o17,f1,1). properties_for_operations(o17,f6,1). properties_for_operations(o18,f4,1). properties_for_operations(o18,f11,1). properties_for_operations(o19,f4,1). properties_for_operations(o19,f9,1). properties_for_operations(o20,f5,1). properties_for_operations(o20,f12,1). %workstations(w,sa,cr), workstations(w1,2,600). workstations(w2,2,400). workstations(w3,2,400). workstations(w4,3,300). workstations(w5,4,300). %resource_properties(m,f,ra,rb), resource_properties(m1,f1,1,0). resource_properties(m1,f2,1,0). resource_properties(m1,f3,1,0). resource_properties(m1,f4,1,0). resource_properties(m2,f1,1,0). resource_properties(m2,f2,1,0). resource_properties(m2,f3,1,0). resource_properties(m2,f4,1,0). resource_properties(m3,f1,1,0). resource_properties(m3,f2,1,0). resource_properties(m3,f3,1,0). resource_properties(m3,f4,1,0). resource_properties(m4,f1,1,0). resource_properties(m4,f2,1,0). resource_properties(m4,f3,1,0). resource_properties(m4,f4,1,0). resource_properties(m5,f4,1,0). resource_properties(m6,f4,1,0). resource_properties(m6,f5,1,0). resource_properties(m7,f5,1,0). resource_properties(m8,f4,1,0). resource_properties(m8,f5,1,0). resource_properties(m9,f6,1,0). resource_properties(m10,f7,1,0). resource_properties(m11,f8,1,0). resource_properties(m12,f9,1,0). resource_properties(m12,f10,1,0). resource_properties(m12,f11,1,0). resource_properties(m13,f9,1,0). resource_properties(m13,f10,1,0). resource_properties(m14,f12,1,0). %possible_allocations(w,m,am), possible_allocations(w1,m1,1). possible_allocations(w1,m2,1). possible_allocations(w1,m3,1). possible_allocations(w1,m4,1). possible_allocations(w1,m9,1). possible_allocations(w1,m10,1). possible_allocations(w1,m11,1). possible_allocations(w2,m1,1). possible_allocations(w2,m2,1). possible_allocations(w2,m3,1). possible_allocations(w2,m4,1). possible_allocations(w2,m9,1). possible_allocations(w2,m10,1). possible_allocations(w2,m11,1). possible_allocations(w3,m1,1). possible_allocations(w3,m2,1). possible_allocations(w3,m3,1). possible_allocations(w3,m4,1). possible_allocations(w3,m9,1). possible_allocations(w3,m10,1). possible_allocations(w3,m11,1). possible_allocations(w4,m5,1). possible_allocations(w4,m6,1). possible_allocations(w4,m7,1). possible_allocations(w4,m8,1). possible_allocations(w4,m11,1). possible_allocations(w4,m12,1). possible_allocations(w4,m13,1). possible_allocations(w5,m5,1). possible_allocations(w5,m6,1). possible_allocations(w5,m7,1). possible_allocations(w5,m8,1). possible_allocations(w5,m14,1). %unavailability_resources(u,m,ru), unavailability_resources(u1,m2,1). unavailability_resources(u1,m3,1). unavailability_resources(u1,m4,1). unavailability_resources(u1,m5,1). unavailability_resources(u1,m6,1). unavailability_resources(u1,m7,1). unavailability_resources(u1,m8,1). unavailability_resources(u1,m9,1). unavailability_resources(u1,m10,1). unavailability_resources(u1,m11,1). unavailability_resources(u1,m12,1). navailability_resources(u1,m13,1). unavailability_resources(u1,m14,1). %unavailability_workstations(u,w,rm), unavailability_workstations(u1,w1,1). unavailability_workstations(u1,w2,1). unavailability_workstations(u1,w3,1). unavailability_workstations(u1,w4,1). unavailability_workstations(u1,w5,1). %sequence_constraints(o1,o2,fo), sequence_constraints(o1,o2,1). sequence_constraints(o1,o11,1). sequence_constraints(o1,o14,1). sequence_constraints(o1,o19,1). sequence_constraints(o2,o1,1). sequence_constraints(o2,o11,1). sequence_constraints(o2,o14,1). sequence_constraints(o2,o19,1). sequence_constraints(o3,o6,1). sequence_constraints(o3,o12,1). sequence_constraints(o3,o15,1). sequence_constraints(o3,o20,1). sequence_constraints(o4,o8,1). sequence_constraints(o4,o16,1). sequence_constraints(o5,o10,1). sequence_constraints(o5,o18,1). sequence_constraints(o6,o3,1). sequence_constraints(o6,o12,1). sequence_constraints(o6,o15,1). sequence_constraints(o6,o20,1). sequence_constraints(o7,o16,1). sequence_constraints(o8,o4,1). sequence_constraints(o8,o16,1). sequence_constraints(o9,o13,1). sequence_constraints(o9,o17,1). sequence_constraints(o10,o5,1). sequence_constraints(o10,o18,1). sequence_constraints(o11,o1,1). sequence_constraints(o11,o2,1). sequence_constraints(o11,o14,1). sequence_constraints(o11,o19,1). sequence_constraints(o12,o3,1). sequence_constraints(o12,o6,1). sequence_constraints(o12,o15,1). sequence_constraints(o12,o20,1). sequence_constraints(o13,o9,1). sequence_constraints(o13,o17,1). sequence_constraints(o14,o1,1). sequence_constraints(o14,o2,1). sequence_constraints(o14,o11,1). sequence_constraints(o14,o19,1). sequence_constraints(o15,o3,1). sequence_constraints(o15,o6,1). sequence_constraints(o15,o15,1). sequence_constraints(o15,o20,1). sequence_constraints(o16,o4,1). sequence_constraints(o16,o7,1). sequence_constraints(o16,o8,1). sequence_constraints(o17,o9,1). sequence_constraints(o17,o13,1). sequence_constraints(o18,o5,1). sequence_constraints(o18,o10,1). sequence_constraints(o19,o1,1). sequence_constraints(o19,o2,1). sequence_constraints(o19,o11,1). sequence_constraints(o19,o14,1). seq
References
- Brecher, C. (Ed.) Integrative Production Technology for High-Wage Countries; Springer: Berlin/Heidelberg, Germany, 2012. [Google Scholar]
- Schuh, G.; Potente, T.; Wesch-Potente, C.; Ruth Weber, A.; Prote, J. Collaboration Mechanisms to Increase Productivity in the Context of Industrie 4.0. Procedia CIRP 2014, 19, 51–56. [Google Scholar] [CrossRef] [Green Version]
- Shu, T.; Te Chuan, L.; Aziati, A.; Aizat, A.A.N. An Overview of Industry 4.0: Definition, Components, and Government Initiatives. J. Adv. Res. Dyn. Control Syst. 2018, 10, 14. [Google Scholar]
- Schwab, K. The Fourth Industrial Revolution; Crown Business: New York, NY, USA, 2017; ISBN 0241300754. [Google Scholar]
- Permin, E.; Bertelsmeier, F.; Blum, M.; Bützler, J.; Haag, S.; Kuz, S.; Özdemir, D.; Stemmler, S.; Thombansen, U.; Schmitt, R.; et al. Self-optimizing Production Systems. Procedia CIRP 2016, 41, 417–422. [Google Scholar] [CrossRef]
- Hochdörffer, J.; Klenk, F.; Fusen, T.; Häfner, B.; Lanza, G. Approach for integrated product variant allocation and configuration adaption of global production networks featuring post-optimality analysis. Int. J. Prod. Res. 2022, 60, 2168–2192. [Google Scholar] [CrossRef]
- Sitek, P.; Wikarek, J.; Rutczyńska-Wdowiak, K.; Bocewicz, G.; Banaszak, Z. Optimization of capacitated vehicle routing problem with alternative delivery, pick-up and time windows: A modified hybrid approach. Neurocomputing 2021, 423, 670–678. [Google Scholar] [CrossRef]
- Sitek, P.; Wikarek, J. A Hybrid Programming Framework for Modeling and Solving Constraint Satisfaction and Optimization Problems. Sci. Program. 2016, 2016, 5102616. [Google Scholar] [CrossRef] [Green Version]
- Chu, W.; Li, Y.; Liu, C.; Mou, W.; Tang, L. A manufacturing resource allocation method with knowledge-based fuzzy comprehensive evaluation for aircraft structural parts. Int. J. Prod. Res. 2014, 52, 3239–3258. [Google Scholar] [CrossRef]
- Serrano-Ruiz, J.C.; Mula, J.; Poler, R. Smart manufacturing scheduling: A literature review. J. Manuf. Syst. 2021, 61, 265–287. [Google Scholar] [CrossRef]
- Öncan, T. A Survey of the Generalized Assignment Problem and Its Applications. INFOR Inf. Syst. Oper. Res. 2007, 45, 123–141. [Google Scholar] [CrossRef]
- Singh, S. A Comparative Analysis of Assignment Problem. IOSR J. Eng. 2012, 2, 1–15. [Google Scholar] [CrossRef]
- Sethanan, K.; Pitakaso, R. Improved differential evolution algorithms for solving generalized assignment problem. Expert Syst. Appl. 2016, 45, 450–459. [Google Scholar] [CrossRef]
- Hu, Y.; Liu, Q. A Network Flow Algorithm for Solving Generalized Assignment Problem. Math. Probl. Eng. 2021, 2021, 5803092. [Google Scholar] [CrossRef]
- Scheffler, M.; Neufeld, J.S.; Hölscher, M. An MIP-based heuristic solution approach for the locomotive assignment problem focussing on (dis-)connecting processes. Transp. Res. Part B Methodol. 2020, 139, 64–80. [Google Scholar] [CrossRef]
- Rafique, H.; Shah, M.A.; Islam, S.U.; Maqsood, T.; Khan, S.; Maple, C. A Novel Bio-Inspired Hybrid Algorithm (NBIHA) for Efficient Resource Management. Fog Computing. IEEE Access 2019, 7, 115760–115773. [Google Scholar] [CrossRef]
- Blazewicz, J. Handbook on Scheduling; Springer: Berlin/Heidelberg, Germany, 2014; ISBN 9783642429637. [Google Scholar]
- Fuchigami, H.Y.; Rangel, S. A survey of case studies in production scheduling: Analysis and perspectives. J. Comput. Sci. 2018, 25, 425–436. [Google Scholar] [CrossRef] [Green Version]
- Xu, X. Machine Tool 4.0 for the new era of manufacturing. Int. J. Adv. Manuf. Technol. 2017, 92, 1893–1900. [Google Scholar] [CrossRef]
- Kizilay, D.; Eliiyi, D.T.; Hentenryck, P. Constraint and Mathematical Programming Models for Integrated Port Container Terminal Operations. arXiv 2017, arXiv:1712.05302. [Google Scholar]
- AMPL. Home AMPLAMPL. 2022. Available online: ampl.com (accessed on 25 May 2021).
- Koch, T.; Berthold, T.; Pedersenm, J.; Vanaret, C. Progress in Mathematical Programming Solvers from 2001 to 2020. EURO J. Comput. Optim. 2022, 10, 100031. [Google Scholar] [CrossRef]
- Gurobi. Gurobi The Fastest Solver. 2021. Available online: gurobi.com (accessed on 25 October 2021).
- Bradford, M. Modern ERP: Select, Implement, and Use Today’s Advanced Business Systems; Lulu Press: Morrisville, NC, USA, 2015; ISBN 978-1-312-66598-9. [Google Scholar]
- Thibbotuwawa, A.; Bocewicz, G.; Radzki, G.; Nielsen, P.; Banaszak, Z. UAV Mission Planning Resistant to Weather Uncertainty. Sensors 2020, 20, 515. [Google Scholar] [CrossRef] [Green Version]
- Relich, M. Identifying project alternatives with the use of constraint programming. Adv. Intell. Syst. Comput. 2017, 521, 3–13. [Google Scholar]
- Kłosowski, G.; Gola, A.; Thibbotuwawa, A. Computational Intelligence in Control of AGV Multimodal Systems. IFAC-PapersOnline 2018, 51, 1421–1427. [Google Scholar] [CrossRef]
- Bortolini, M.; Faccio, M.; Galizia, F.G.; Gamberi, M.; Pilati, F. Design, engineering and testing of an innovative adaptive automation assembly system. Assem. Autom. 2020, 40, 531–540. [Google Scholar] [CrossRef]
- Rosati, G.; Faccio, M.; Finetto, C.; Carli, A. Modelling and optimization of fully flexible assembly systems (F-FAS). Assem. Autom. 2013, 33, 165–174. [Google Scholar] [CrossRef]
- Wong, W.; Ming, C.I. A Review on Metaheuristic Algorithms: Recent Trends, Benchmarking and Applications. In Proceedings of the 7th International Conference on Smart Computing & Communications (ICSCC), Sarawak, Malaysia, 28–30 June 2019; pp. 1–5. [Google Scholar] [CrossRef]
- Sitek, P.; Wikarek, J. A novel integrated approach to the modelling and solving of the Two-Echelon Capacitated Vehicle Routing Problem. Prod. Manuf. Res. 2014, 2, 326–340. [Google Scholar] [CrossRef] [Green Version]
- Sitek, P.; Wikarek, J. A multi-level approach to ubiquitous modeling and solving constraints in combinatorial optimization problems in production and distribution. Appl. Intell. 2018, 48, 1344–1367. [Google Scholar] [CrossRef] [Green Version]



{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Symbol | Description |
|---|---|
| Indices | |
| W | Set of cells/workstations |
| M | Set of multidimensional resources (tools, software, hardware, employees) |
| P | Set of orders/projects |
| O | Set of operations/tasks |
| F | Set of multidimensional resource functionalities/properties |
| U | Set of unavailability states of multidimensional resources and/or cells/workstations |
| m | Multidimensional resource index (m ∈ M) |
| p | Order/project index (p ∈ P) |
| w | Cell/workstation index (w ∈ W) |
| o | Operation/task index (o ∈ O) |
| f | Index of multidimensional resource functionalities/properties (f ∈ F) |
| u | Index of unavailability state (u ∈ U) |
| Parameters | |
| ARm | Number of available resources m |
| RCm | Cost of using the resource m per time unit |
| CTo | Time to complete the task o |
| SAw | How many tasks can be assigned to the cells/workstations w at the same time |
| CRw | cell/workstation w work cost per unit of time |
| VTp | Penalty for failure to complete the order t |
| PTp,o | If task p is part of a project o PTp,o = 1, otherwise PTp,o = 0 |
| RAm,f | If the resource m has the functionality/property f, then RAm,f = 1, otherwise RAm,f = 0 |
| RBm,f | If the resource m can acquire the functionality/property f, then RBm,f = 1, otherwise RBm,f = 0 |
| SCo,f | If a resource functionality/property f is needed to perform the task o, then SCo,f = 1, otherwise SCo,f = 0 |
| FOo1,o2 | If the schedule assumes the implementation of task o1, which coincides with the implementation of task o2, then FOo1,o2 = 1, otherwise FOo1,o2 = 0 |
| AMw,m | If resource m can be allocated to cells/workstations w, AMw,m = 1, otherwise AMw,m = 0 |
| RUu,m | If in the state of unavailability u resource m is available, then RUu,m = 1, otherwise RUu,m = 0 |
| RMu,w | If in the state of unavailability u cells/workstations w is available, then RMu,w = 1, otherwise RMu,w = 0 |
| LB | Arbitrarily large constant |
| Symbol | Description |
|---|---|
| Xu,m,o,f | If in the state of unavailability u resource m performs task o using the functionality/property (competence) f, then Xu,m,o,f = 1, otherwise Xu,m,o,f = 0 (u ∈ U. m ∈ M, o ∈ O, f ∈ F) |
| Qu,w,m,o,f | If in the state of unavailability u resource m performs task o using the functionality/property f in cells/workstations w, then Qu,w,m,o,f = 1, otherwise Qu,w,m,o,f = 0 (u ∈ U. w ∈ W, m ∈ M, o ∈ O, f ∈ F) |
| Nm,f | If the realization sets of tasks require that the resource m can acquire the functionality/property f, then Nm,f = 1, otherwise Nm,f = 0 (m ∈ M, f ∈ F) |
| Yu,m,o | If in the state of unavailability u resource m performs task o, then Yu,m,o = 1, otherwise Yu,m,o = 0 (u ∈ U, m ∈ M, o ∈ O) |
| Zu,w,o | If in the state of unavailability u task o is performed in the cells/workstations w, Zu,w,o = 1, otherwise Zu,w,o = 0 (u ∈ U, w ∈ W, o ∈ O) |
| Ku,o | If in the state of unavailability u due to lack of functionality/property or unavailability of the cells/workstations, the task o cannot be completed, Ku,o = 1, otherwise Ku,o = 0 (u ∈ U, o ∈ O) |
| Ru,p | If in the state of unavailability u project p is performed, Ru,p = 0, otherwise Ru,p = 1 |
| Cost_1 | Cost of using resources to execute the schedule |
| Count_1 | Number of changes in functionalities/properties needed |
| Constraint | Description |
|---|---|
| (1) | The constraint guarantees that the resources with appropriate functionalities/properties are assigned to each task in any state of unavailability. |
| (2) | The constraint guarantees that the resource concerned can only obtain the functionalities/properties that are permitted for them. |
| (3) | The constraint states that if the selected resource is assigned to a specific task, they must have the required functionalities/properties or can obtain them. |
| (4) | The constraint has defined the number of functionalities/properties changes required |
| (5,6) | Constraints link the decision variables Yu,m,o and Xu,m,o,f |
| (7) | The constraint guarantees that simultaneous tasks cannot use the same resources. |
| (8) | The constraint determines the cost of completing the tasks. |
| (9) | Constraints link the decision variables Qu,w,m,o,f and Zu,w,o. |
| (10) | The constraint ensures that a given task is performed by only one cell/workstation. |
| (11) | The constraint ensures that the cells/workstations perform only the allowed number of tasks at the same time. |
| (12) | The project/order must be completed in full, i.e., all tasks. |
| (13) | Constraints link the decision variables Qu,w,m,o,f and Xu,m,o,f. |
| (14) | Binarity of decision variables |
| Question | Problem | Constrains | Objective | Solution |
|---|---|---|---|---|
| Q_1 | CSP | (1)…(7), (9)…(14) Count_1 = 0 | - | Xu,m,o,f |
| Q_2 | BILP | (1)…(7), (9)…(14) | Min (Count_1) | Nm,f |
| Q_3 | CSP | (1)…(7), (9)…(14) Count_1 = 0 | - | Xw,p,l,c |
| Q_4 | BILP | (1)…(14) | Max (Cost_1) | Xw,p,l,c |
| Q_5 | BILP | (1)…(14) | Max (Cost_1) | Xw,p,l,c |
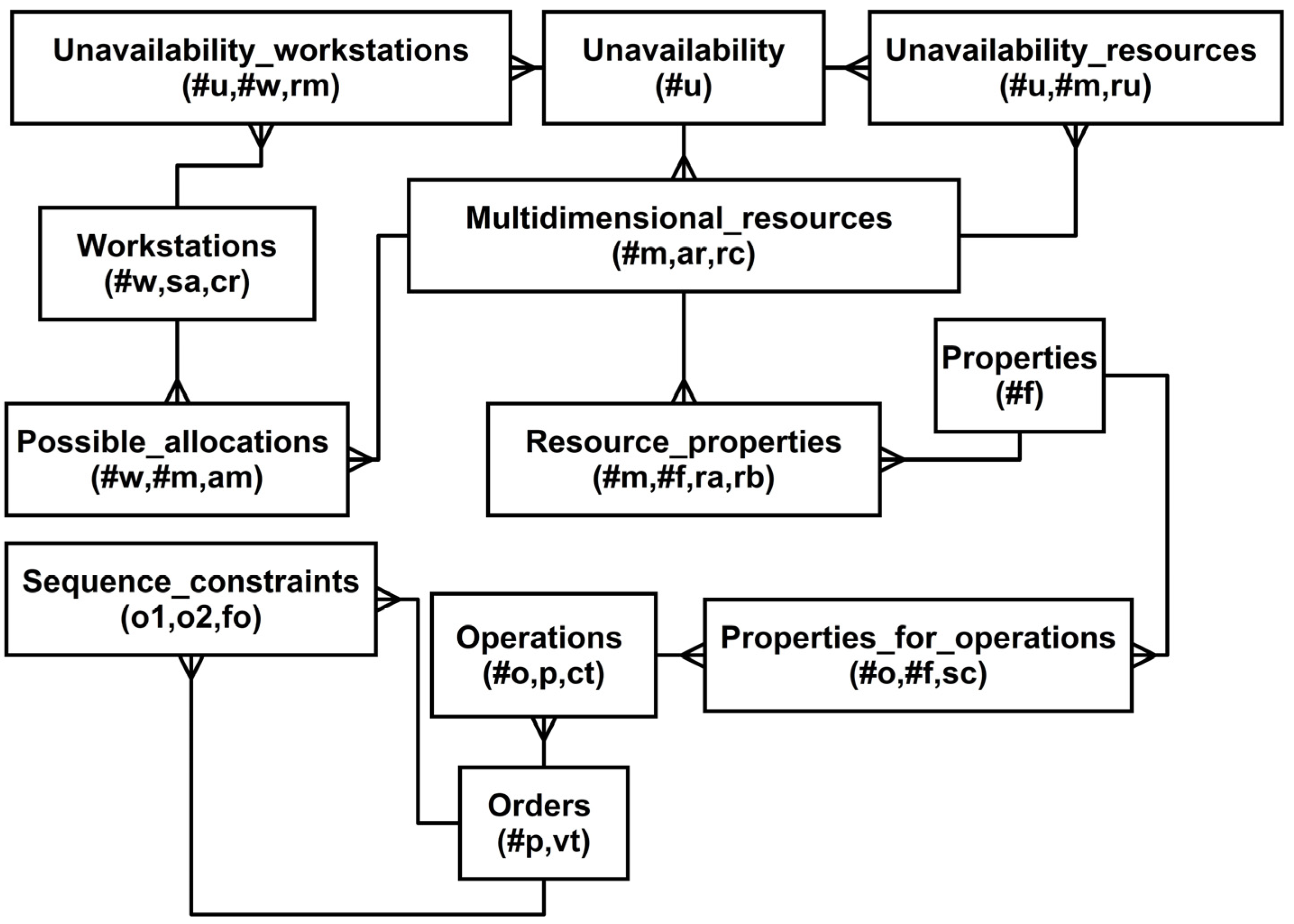
| Entity | Description |
|---|---|
| Multidimensional_resources (#m,ar,rc) | Relationship containing parameters that describe multidimensional resources |
| Workstations (#w,sa,cr) | Relationship containing parameters characterizing cells/workstations |
| Properties (#f) | The relationship describes the individual characteristics of multidimensional resources. |
| Resource_properties (#m,#f,ra,rb) | The relationship determines which resources have which characteristics. |
| Possible_allocations (#w,#m,am) | The relationship specifies possible resource allocations to cells/workstations. |
| Orders (#p,vt) | The report contains a description of projects/orders. |
| Operations (#o,p,ct) | Relationship describing tasks and their belonging to projects |
| Unavailability (#u) | Relationship that identifies the unavailable state |
| Unavailability_resources (#u,#m,ru) | Relationship characterizing the unavailability of resources |
| Unavailability_workstations (#u,#w,rm) | Relationship characterizing the unavailability of cells/workstations |
| Sequence_constraints (o1,o2,fo) | Task sequence constraints relationship |
| Properties_for_operations (#o,#f,sc) | Relationship defining what features are needed to accomplish particular tasks |
| Resource Unavailable | Answer |
|---|---|
| m01, m02, m03, m04, m05, m06, m07, m08, m13 | YES, accordingly the Cost_1 244,520, 244,120, 244,120, 243,320, 244,520, 243,320, 244,520, 243,000, 244,360 |
| m09 | NO, two f06 functionalities are missing. |
| m10 | NO, two f07 functionalities are missing. |
| m11 | NO, f08 functionality is missing. |
| m12 | NO, f11 functionality is missing. |
| m14 | NO, f12 functionality is missing. |
| N | The Dimensions of the Problem | Without Presolving | With Presolving | |||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|
| Number of Facts | Number of Decision Variables | Number of Constrains | Computation Time (s) | Number of Decision Variables | Number of Constrains | Computation Time (s) | ||||||
| Unavailability | Workstations | Multidimensional_Resources | Tasks | Project | Properties | |||||||
| u | h | e | z | c | t | |||||||
| 1 | 1 | 5 | 14 | 20 | 12 | 6 | 20,734 | 10,690 | 4 | 796 | 5303 | 1 |
| 2 | 1 | 8 | 16 | 24 | 12 | 6 | 42,270 | 14,834 | 34 | 916 | 6951 | 1 |
| 3 | 1 | 8 | 16 | 28 | 14 | 6 | 57,378 | 19,826 | 156 | 1319 | 9151 | 1 |
| 4 | 1 | 10 | 20 | 34 | 18 | 8 | 136,062 | 37,694 | 458 | 3238 | 17,068 | 2 |
| 5 | 1 | 10 | 20 | 38 | 18 | 10 | 152,028 | 46,266 | 1200 * | 3549 | 19,121 | 2 |
| 6 | 5 | 5 | 14 | 20 | 12 | 6 | 102,998 | 43,170 | 589 | 3138 | 23,445 | 1 |
| 7 | 5 | 8 | 16 | 24 | 12 | 6 | 210,582 | 59,570 | 768 | 4589 | 32,454 | 1 |
| 8 | 5 | 8 | 16 | 28 | 14 | 6 | 285,994 | 79,410 | 1200 * | 6890 | 43,145 | 2 |
| 9 | 5 | 10 | 20 | 34 | 18 | 8 | 678,870 | 150,030 | 1200 * | 13570 | 79,633 | 7 |
| 10 | 5 | 10 | 20 | 38 | 18 | 10 | 758,700 | 172,122 | 1200 ** | 15,204 | 88,750 | 12 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Wikarek, J.; Sitek, P. A New Approach to the Allocation of Multidimensional Resources in Production Processes. Appl. Sci. 2022, 12, 6933. https://doi.org/10.3390/app12146933
Wikarek J, Sitek P. A New Approach to the Allocation of Multidimensional Resources in Production Processes. Applied Sciences. 2022; 12(14):6933. https://doi.org/10.3390/app12146933
Chicago/Turabian StyleWikarek, Jarosław, and Paweł Sitek. 2022. "A New Approach to the Allocation of Multidimensional Resources in Production Processes" Applied Sciences 12, no. 14: 6933. https://doi.org/10.3390/app12146933
APA StyleWikarek, J., & Sitek, P. (2022). A New Approach to the Allocation of Multidimensional Resources in Production Processes. Applied Sciences, 12(14), 6933. https://doi.org/10.3390/app12146933