1. Introduction
Vehicle diesel engines [
1] are mainly used in the transportation industry and represent the main driving force for heavy vehicles. A variety of factors are considered when selecting a diesel engine for a heavy vehicle, including the reliability and availability of the engine, the maintenance and installation costs of the engine, and the running costs of the engine. However, the operating and maintenance costs of each diesel engine are very important for vehicle operation. This is why transport companies are committed to developing and improving engine performance to suit their operations and optimize engine performance control. Improving engine performance is the key to ensuring the best results during use and predicting faults in time to extend the service life of the vehicle. Therefore, it is necessary to focus on improving the reliability of vehicle diesel engines. The most effective way to improve the working reliability of a diesel engine is to introduce the concept of reliability at the design stage [
2] and to prevent potential hazards by using the corresponding reliability calculations and analyses (reducing the costs of product manufacture and improving the reliability of the product life cycle in the process). In this regard, the reliability analysis and its management at the design stage are particularly important. Therefore, in this study, 4F integration technology was used to control the reliability of a diesel engine at the design stage.
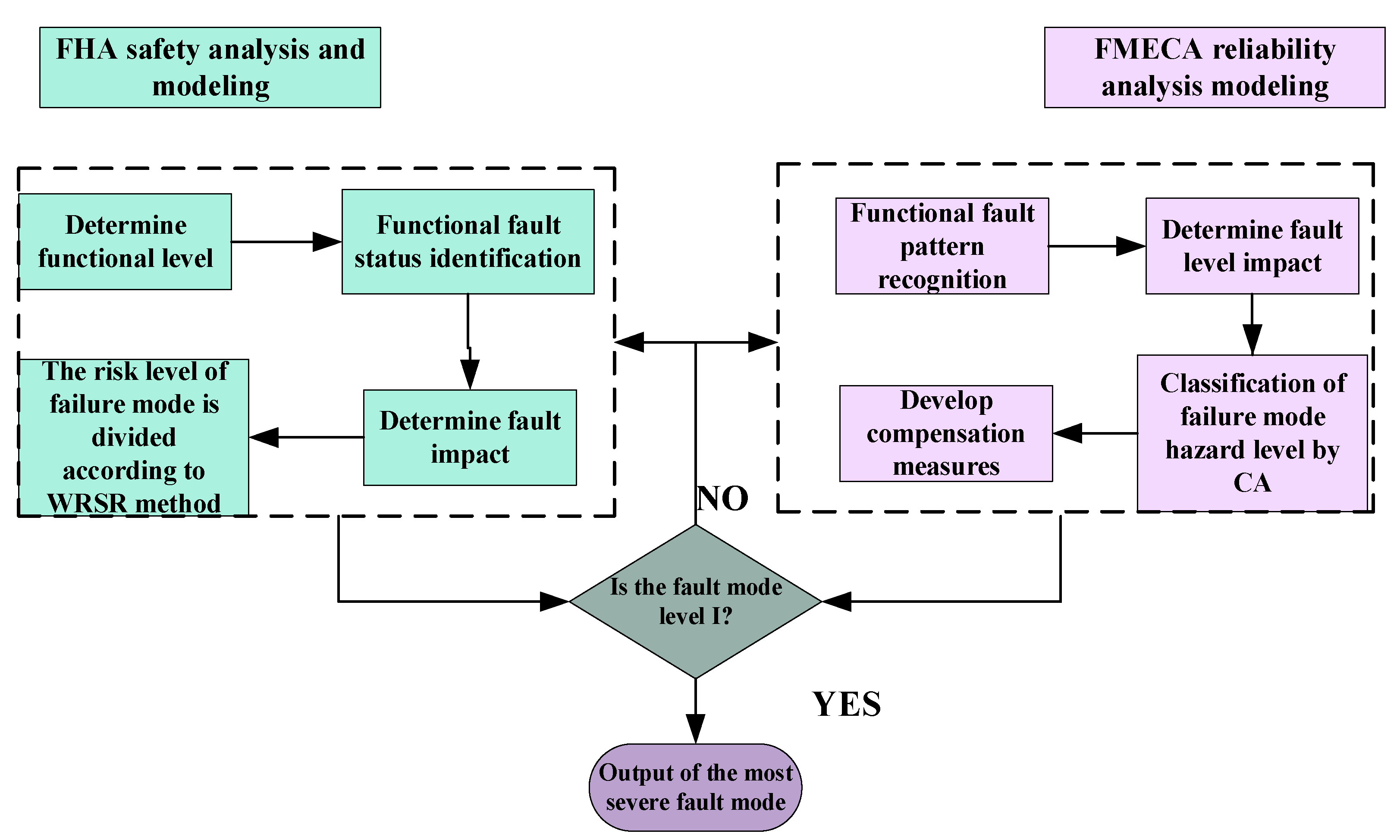
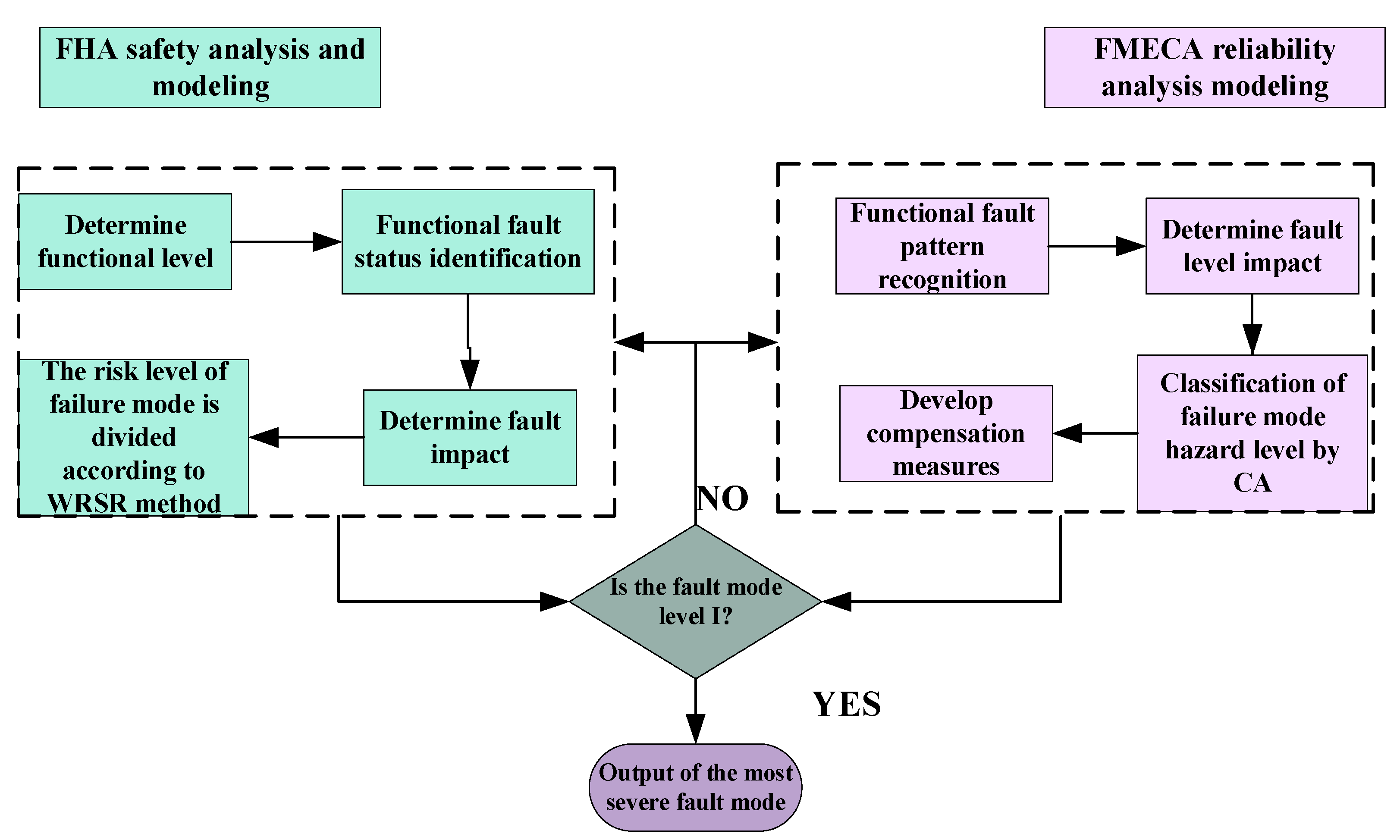
Various methods for evaluating the qualitative analyses of faults in new systems exist in the literature. The most commonly used qualitative fault analysis methods are FMECA and FHA [
3,
4], which help analysts to systematically identify fault modes and assess their hazards. These two methods usually rely on the experience of the researchers who are involved in the development of new systems to determine the degree of damage that is caused by new system failure modes. FMECA is an inductive and unstructured method for identifying failure modes and design weaknesses [
5], while FHA is a method for identifying the fault effects of each function at each operational stage and classifying the severity of those fault effects [
6]. Therefore, FMECA conducts a failure hazard analysis for the design phase of new systems, while FHA focuses on assessing the hazards that are associated with the system operations.
On the other hand, FTA and FRACAS [
7] are also commonly used tools for the reliability evaluation of new systems. The former is a bottom-up approach that uses logic gates and event causes to simulate failure relationships between the entire system and its components [
8]. This enables the determination of the time at which the entire system least expects to suffer a fault, using quantitative reliability information (e.g., failure rate) for each component as the input. A FRACAS [
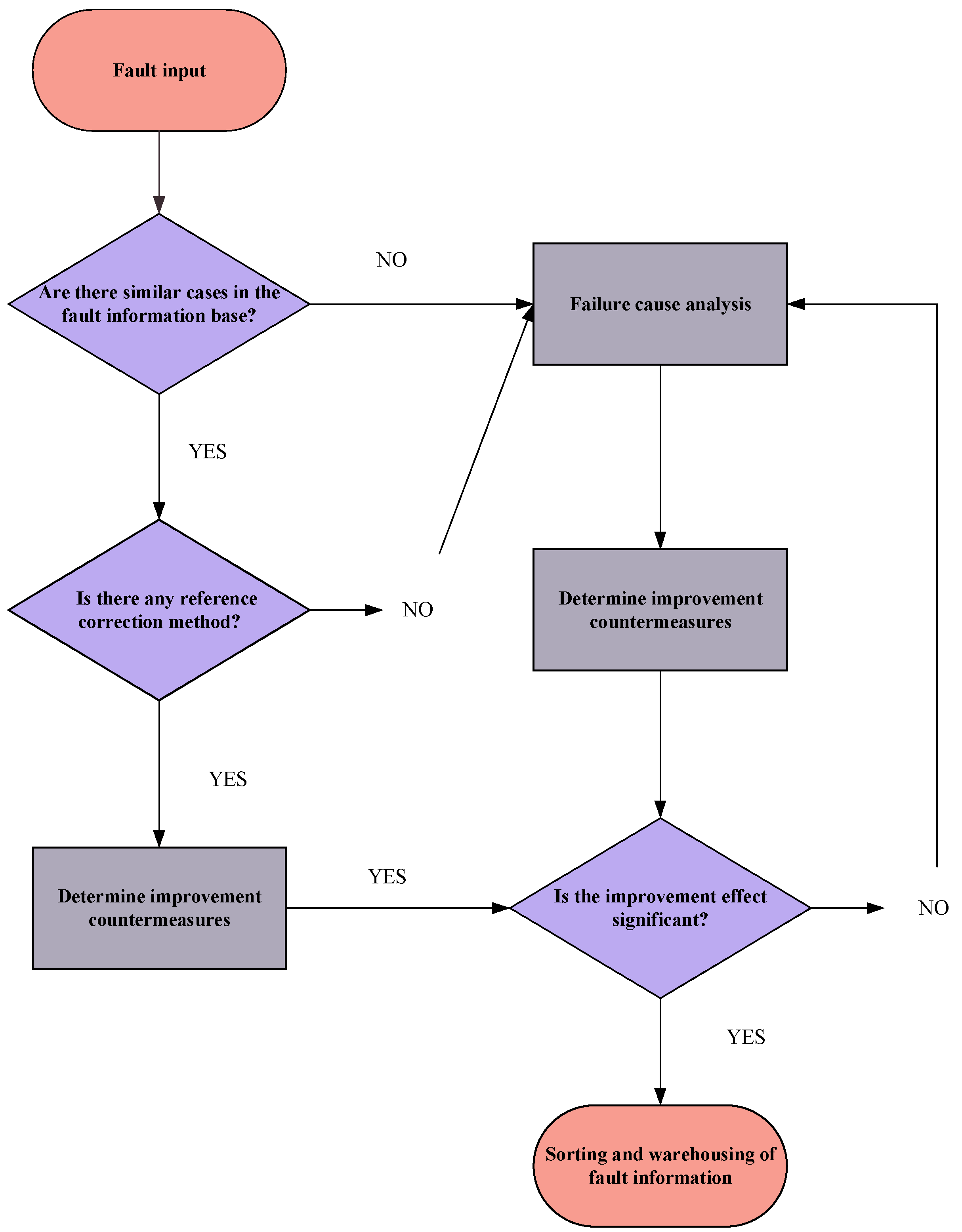
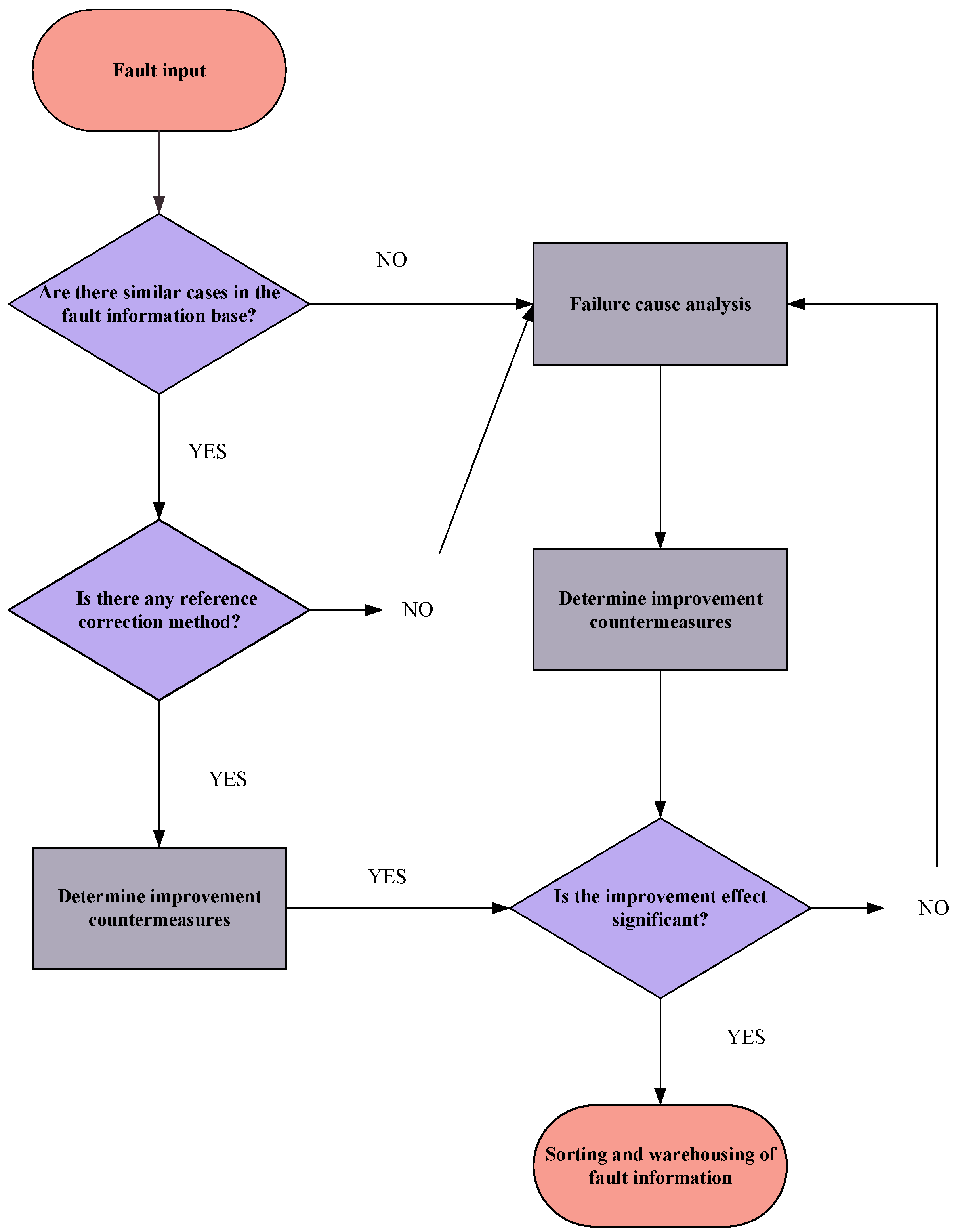
9], however, is a reliability technology that plans, organizes, and procedurally investigates, verifies, analyzes, and corrects faults after system failures, guarantees the accuracy of fault cause analyses and the effectiveness of corrective measures, implements closed-loop controls for faults, and completely eliminates the causes of the faults. The essence of a FRACAS is to report product faults accurately, identify the cause of the faults through analysis, and determine, implement, and verify corrective measures in time to reduce or prevent the recurrence of the faults. Therefore, the purpose of establishing a [
10] FRACAS is to carry out strict zero management for faults that occur during product development and production. Reporting, finding the cause, and correcting and preventing duplication are required in time to increase product reliability and ensure that product reliability and maintainability.
Different applications of FMECA within vehicle system reliability assessment can be found in the relevant literature. Among them, Sharma presented a literature review on the application development of FMECA [
11]. In particular, an excellent FMECA team was mentioned in the paper who efficiently identified the faults in a new system design. As mentioned earlier, the advantages of using FMECA in the reliability evaluation process are that it can identify the root causes of the failures and develop corrective actions, as well as helping the reliability analysis to be conducted efficiently through interventions at the system design stage. For example, in the failure analysis of a heavy-duty diesel engine piston [
12], the use of FMECA to identify the piston failure modes reduced the engine maintenance costs. In addition, scholars [
13] have also assessed the risks of vehicles in operation. Scholars have also used fuzzy FMECA to identify the potential failure modes and hazards of a vehicle turbocharger [
14] and a fighter engine [
15]. Lastly, FMECA was applied to identify the failure modes and hazards of key components in an automotive diesel engine [
16].
FHA is widely used for the risk assessment of new systems [
17]. The authors of [
18,
19] summarized the advantages and disadvantages of using FHA in the application process. In air transportation, it provides reliable references for civil aviation flight safety to improve the safety and reliability of aircraft resistance runway mechanisms [
20] and aviation aircraft systems [
21]. Similarly, FHA can minimize the time that is required for civil aircraft airworthiness qualification and improve safety [
22]. In addition, combined with gray system theory [
23], FHA was used to establish a comprehensive application method for the safety assessment of aircraft landing gear. Lastly, the combination of FHA and system theoretical process analysis (STPA) was applied to the risk assessment of new electric vertical lift vehicles [
24] in the operational stage.
FTA has a wide range of applicability within the existing literature [
25]. Many studies have described the applicability of this method [
26,
27]. In the field of road traffic, FTA was used for the risk assessment of a gantry crane system [
28], including the power system of the crane, to meet the safety requirements of the vehicle during operation. Others have also combined FTA with the Monte Carlo algorithm [
29] for the risk assessment of rail vehicles, thereby minimizing the stopping time and improving the reliability of the rail vehicles. In [
30], Huang analyzed the reliability of unmanned vehicles by combining state transition diagrams with FTA in order to solve the problems that are encountered in the concept design stage of unmanned vehicles, which provided some references for the design and analysis of unmanned vehicle systems. Lastly, Hu [
31] used FTA to assess the potential failure risks of key power equipment in EVs and put forward comprehensive and forward-looking development recommendations for improving the safety of EVs.
In the existing studies, a FRACAS has often been used in the development and design of new complex systems [
32] to facilitate fault management during system operation or maintenance. The FRACAS has often been used in combination with other reliability assessment methods in many of the existing studies and its compatibility has been documented in many references [
33,
34]. In the aerospace industry, a FRACAS was used to control the reliability of unmanned aerial vehicles [
35] throughout their life cycle. In addition, the reliability control of locomotives and vehicles was carried out by combining a FRACAS with the FMECA method [
36]. As a result, the surface method provided an increase in true reliability with the best turnaround time. Lastly, a FRACAS was combined with the FTA–FMECA method to control the reliability of a vehicle power system [
37]. The test showed that this method provides a theoretical basis and technical support for the elimination of early faults in electromechanical products.
As shown in
Table 1, when evaluating the safety and reliability of a new system, the combination of FTA and FMECA has been a necessary step at the design stage, but this technology has only been applied at the “primary stage”. In another study, when the comprehensive application method of FTA–FMECA was used to evaluate the reliability of a robot system [
38], it could not be fed back in time in the later reliability analysis, thus highlighting the reliability problem of the system throughout its whole life cycle. In addition, this technology lacks comprehensiveness in terms of all of the risks in the analysis of different safety and risk assessments [
39].
It can be inferred from the literature that the design stage of a new vehicle diesel engine needs to systematically identify risks and provide timely feedback across its whole life cycle. For the fault analysis of newly developed highly complex systems, only using a single “F” technology often leads to the following difficulties: when FMEA is applied to a complete system, it may be difficult to achieve a sufficient analysis depth to fully understand the fault behaviors; FHA pays too much attention to functions and often ignores other types of hazards; FTA has a heavy workload when analyzing a complete system; FTA relies too much on expert experience when setting top events; and a FRACAS is inefficient at evaluating failures when analyzing new systems. Therefore, the fault analysis of newly developed highly complex systems requires a more integrated hybrid method. In terms of the application of the existing “4F” technology, Zhang [
40] expounded its necessity for the reliability analysis of new systems.
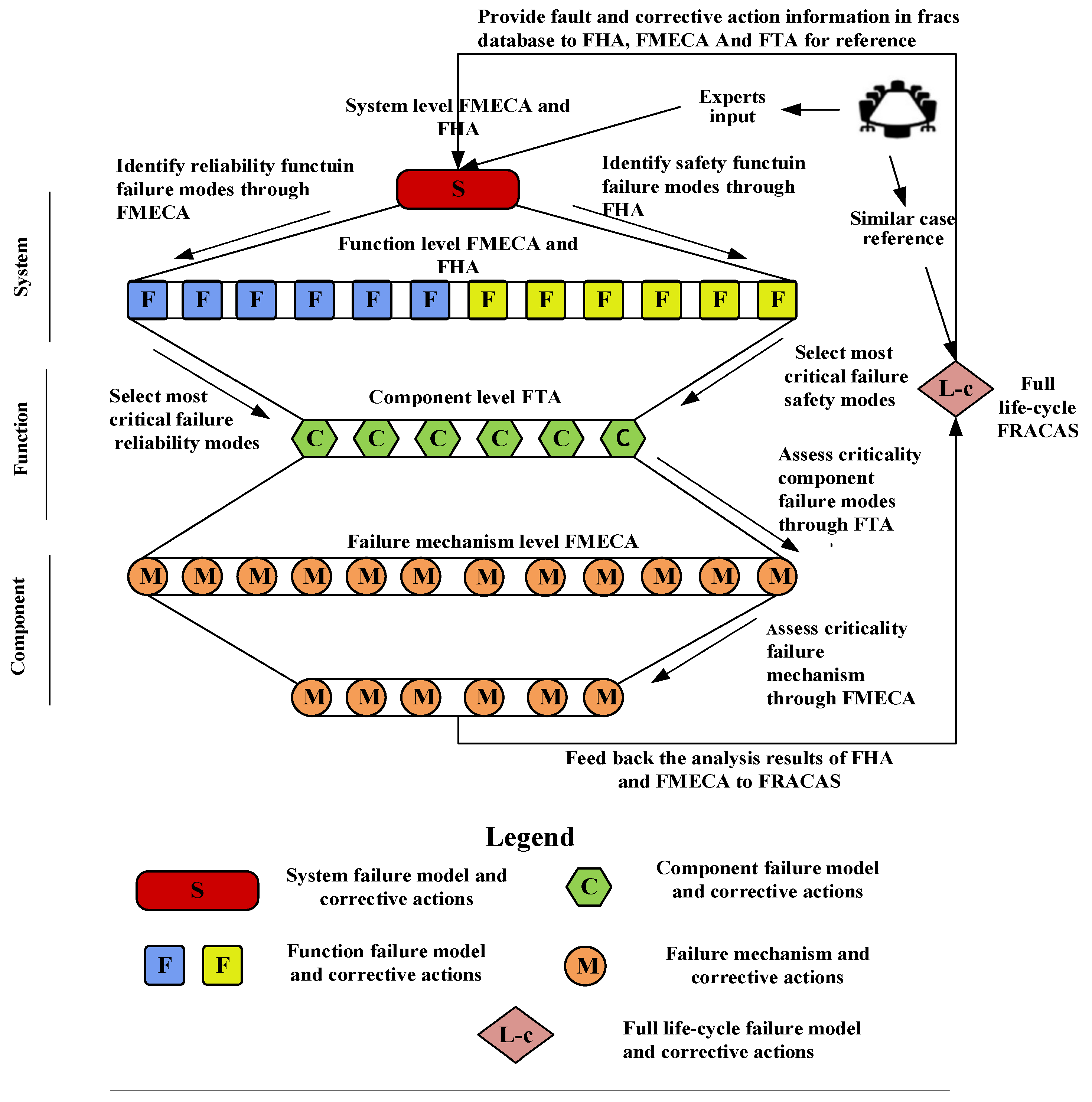
Therefore, in this study, 4F integration technology was adopted for the reliability analysis of a new diesel engine in the design stage. This paper is the first to use 4F integrated technology to evaluate the reliability of a vehicle diesel engine. FMECA was used to identify the functional hazards of the diesel engine, FHA was used to evaluate the failure mode analysis of the diesel engine, the failure mode was quantified by FTA, and a FRACAS was used to manage the analysis conclusions of the above technologies. The purpose of this study was to evaluate the fault hazards of the diesel engine so as to formulate corrective measures to prevent accidents. In the upcoming sections, the methods that were used in the diesel engine reliability analysis are described and the main research results are introduced and then discussed.
2. RDFTA (Repairable Dynamic Fault Tree Analysis)
This section discusses the reliability analysis of a repairable system using FTA, deduces new qualitative and quantitative RDFTA formulae on the basis of previous equations, and provides the specific process of the RDFTA reliability analysis. Bobbio et al. [
41] proposed the concept of a “repair box” on the basis of a Dugan dynamic fault tree for system reliability analysis. The authors of [
42,
43] introduced the repair rate into the repair box and used it for the reliability analysis of mechanical and software systems, but the repair box only established a delayed FTA mechanism for the repair and maintenance time of a single component within the system and did not consider the equivalent repair rate. The RDFTA proposed in this section considers the failure rate and maintenance rate (following the index distribution) of a repairable system at the same time, which is consistent with the life cycle of a repairable system in practice.
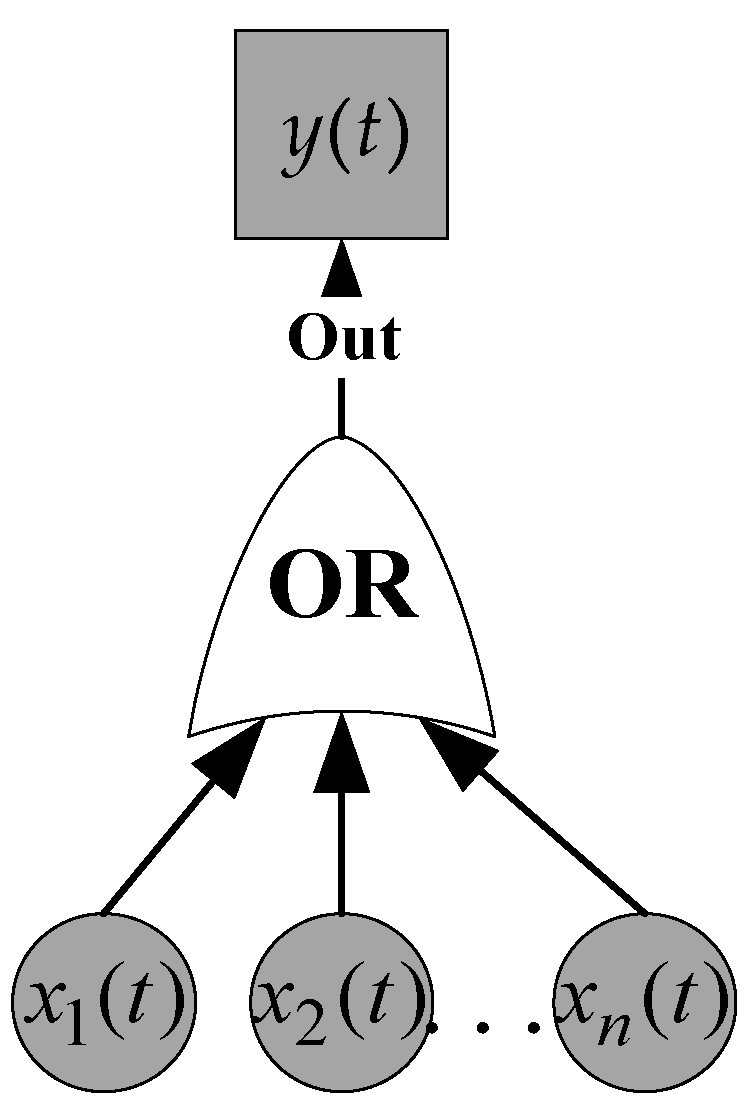
2.1. OR Logic Gate of RDFTA
In the modeling of a repairable system, the reliability calculation formulae of the OR gate and the AND gate of a general repairable system are temporarily adopted [
44].
represents the normal working probability of the OR gate input event
at time
t,
is the failure state probability of the OR gate input event
at time
t,
is the maintenance rate of the input event
, and
is the failure rate of the input event
.
represents the normal working probability of the OR gate output event
at time
t,
is the failure state probability of the OR gate output event
at time
t,
is the maintenance rate of the output event
, and
is the failure rate of the output event
(
Figure 1).
In the OR logic gate, the input event
and output event
have two states: state 0 is the normal working state, while state 1 is the fault state. According to the relationship between the input and output events
and
, a list of the quantitative operation rules of the OR gate can be obtained, as shown in
Table 2.
- 2.
The quantitative calculation formula of the OR gate is as follows:
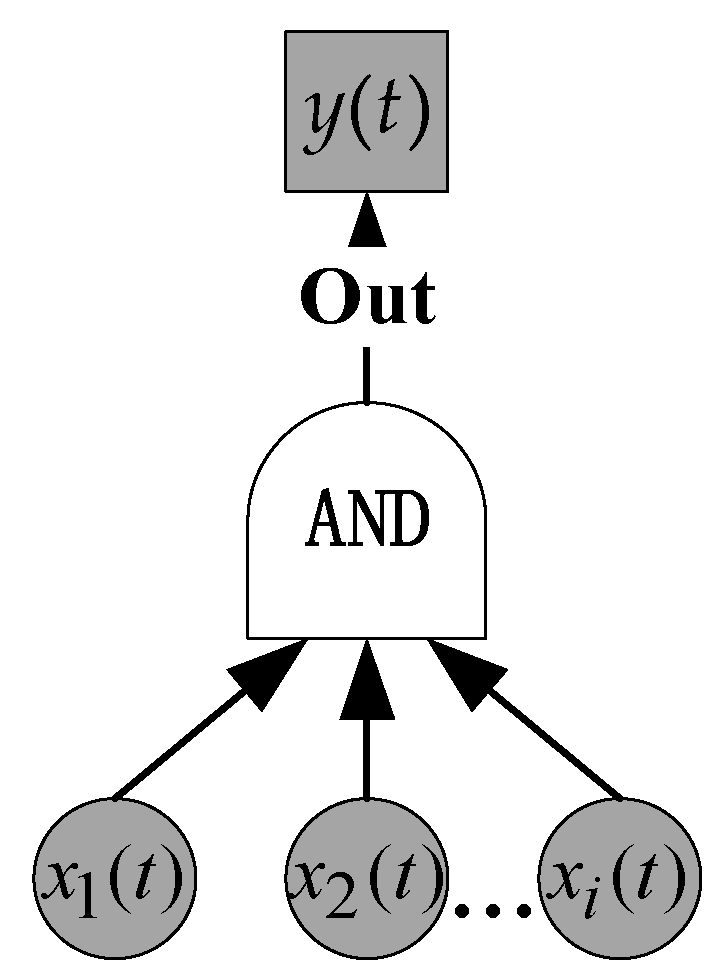
2.2. AND Logic Gate of RDFTA
represents the normal working probability of the AND gate input event
at time
t,
is the failure state probability of the AND gate input event
at time
t,
is the maintenance rate of the input event
, and
is the failure rate of input event
.
represents the normal working probability of the AND gate output event
at time
t,
is the failure state probability of the AND gate output event
at time
t,
is the maintenance rate of the output event
, and
is the failure rate of the input event
(
Figure 2).
In the AND logic gate, the input event
and output event
have two states: state 0 is the normal working state, while state 1 is the fault state. According to the relationship between the input and output events
and
, a list of the quantitative operation rules of the AND gate can be obtained, as shown in
Table 3.
- 2.
The quantitative calculation formula of the AND gate is as follows:
When the AND and OR logic gates of the RDFTA are quantitatively calculated, the failure rate
and maintenance rate
of the corresponding components are imported into Formula (3) for pretreatment:
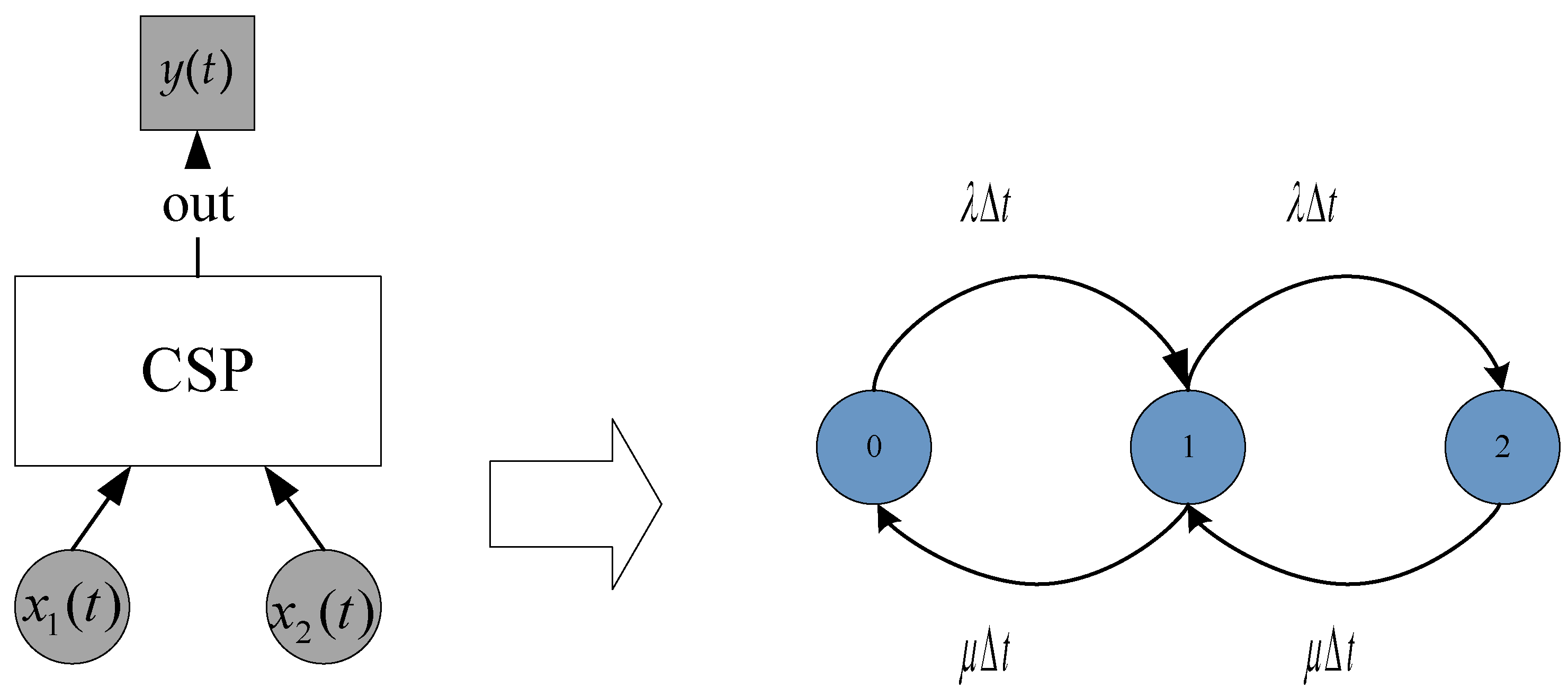
2.3. CSP Logic Gate of RDFTA
represents the normal working probability of the CSP gate input event at time t, is the failure state probability of the CSP gate input event at time t, is the maintenance rate of the input event , and is the failure rate of the input event . represents the normal working probability of the CSP gate output event at time t, is the failure state probability of the CSP gate output event at time t, is the maintenance rate of the output event , and is the failure rate of the output event .
A conversion rate matrix can be derived from
Figure 3 as follows:
According to the Formula State Matrix (4), the differential Equation (5) can be solved:
where
is the derivative of
.
As can be seen from
Figure 3,
.
In the CSP logic gate, the input event
and output event
have two states: state 0 is the normal working state, while state 1 is the fault state. According to the relationship between the input and output events
and
, a list of the quantitative operation rules of the CSP gate can be obtained, as shown in
Table 4.
- 2.
The quantitative calculation formula of the CSP gate is as follows:
where
,
are the two roots of
, and
.
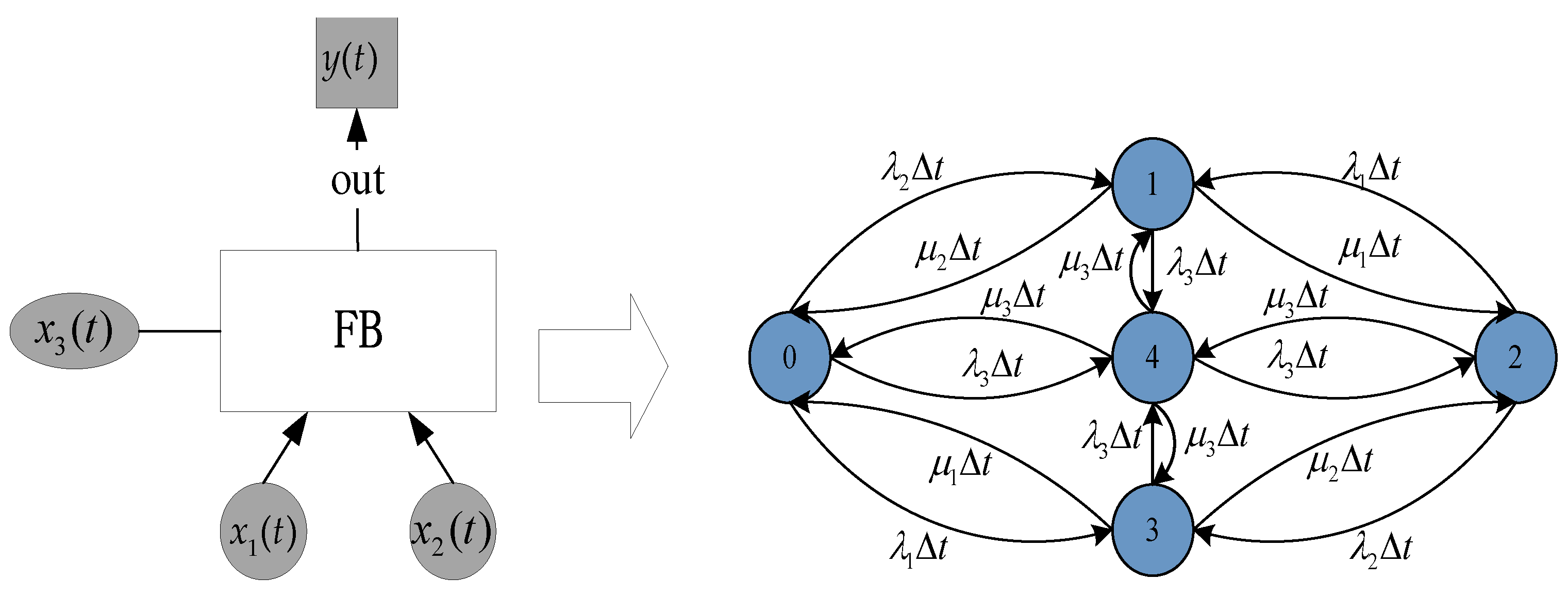
2.4. Feedback Logic Gate of RDFTA
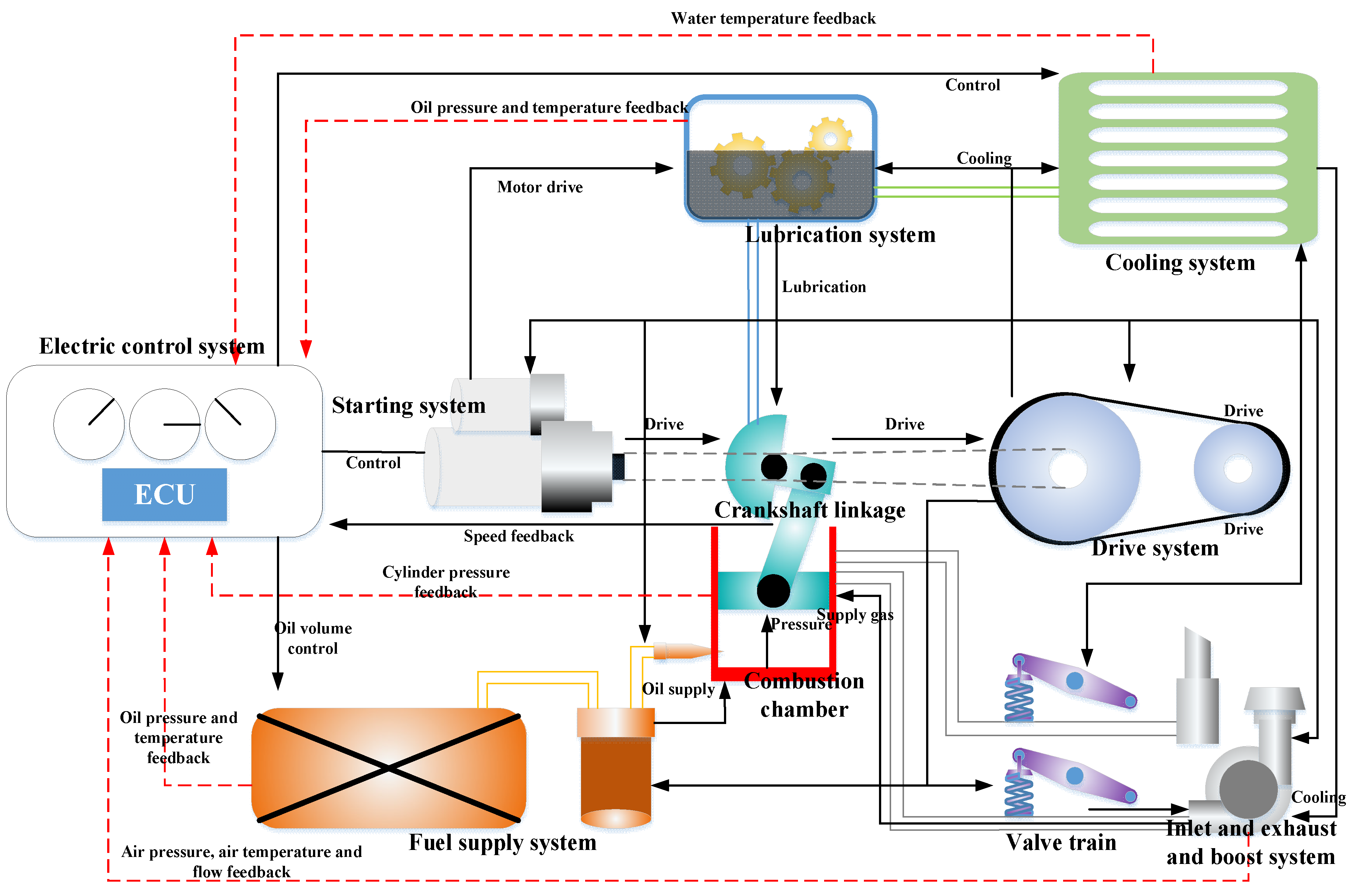
The failure of a component within a diesel engine system occurs and triggers event , i.e., when event occurs, the failure of components and also occurs. This is generally used to describe the relationship between the feedback link and the failure of components in the pathway. For example, in a diesel engine system, the feedback control relationship between the electronic control system and each subsystem of the diesel engine uses a feedback logic gate. The electronic control system is represented by event , while the subsystem is represented by events such as and .
represents the normal working probability of the FB gate input event at time t, is the failure state probability of the FB gate input event at time t, is the maintenance rate of the input event , and is the failure rate of the input event . represents the normal working probability of the FB gate output event at time t, is the failure state probability of the FB gate output event at time t, is the maintenance rate of the output event , and is the failure rate of the output event .
A conversion rate matrix can be derived from
Figure 4 as follows:
According to the Formula State Matrix (7), the differential Equation (8) can be solved:
According to the definition of availability, the system fault status is
, i.e., only
can be solved:
In the FB logic gate, the input event
and output event
have two states: state 0 is the normal working state, while state 1 is the fault state. According to the relationship between the input and output events
and
, a list of the quantitative operation rules of the FB gate can be obtained, as shown in
Table 5.
- 2.
The quantitative calculation formula of the FB gate is as follows:
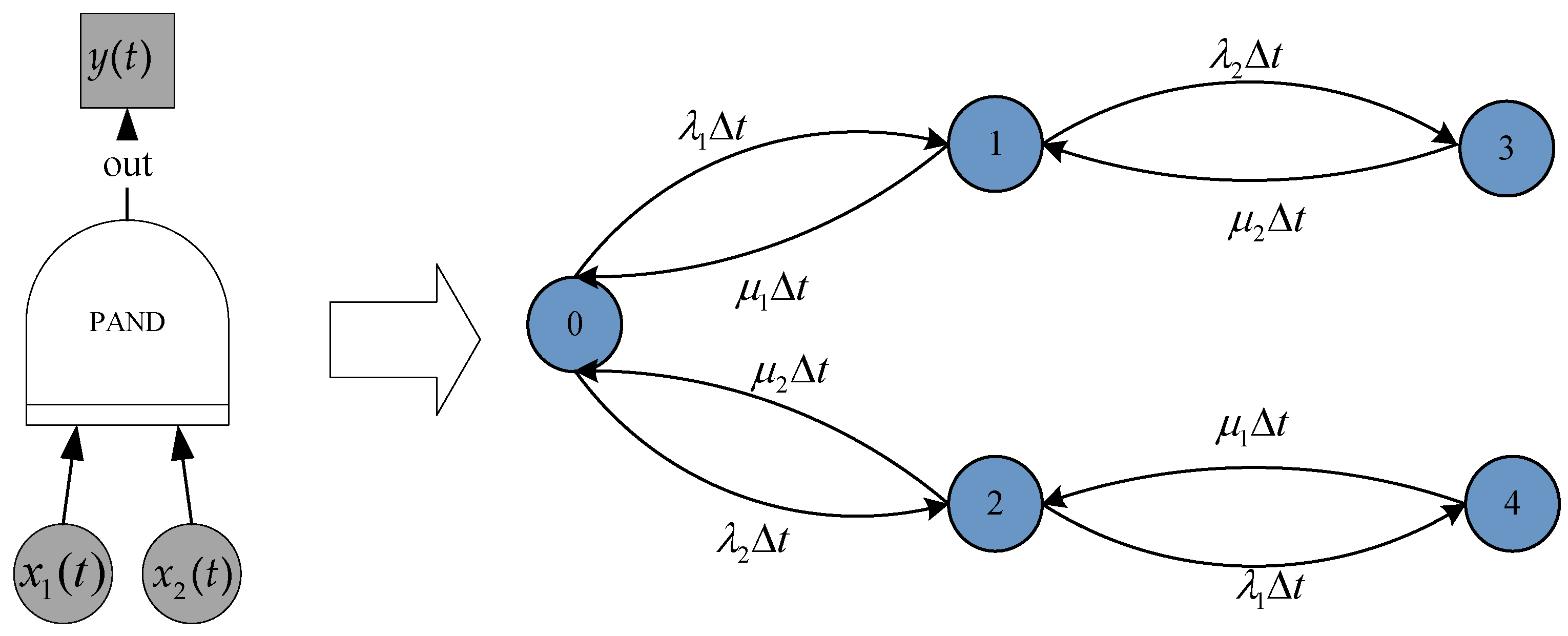
2.5. RDFTA Priority AND Logic Gate
The priority AND gate logically conforms to the AND gate, but the events occur in a certain order. As can be seen from
Figure 5, state 4 represents the output event fault and only the success probability of state 4. The output event
only occurs when the basic events
and
occur and when event
occurs before event
.
In
Figure 5,
represents the normal working probability of the PAND gate input event
at time
t,
is the failure state probability of the PAND gate input event
at time
t,
is the maintenance rate of the input event
, and
is the failure rate of the input event
.
represents the normal working probability of the PAND gate output event
at time
t,
is the failure state probability of the PAND gate output event
at time
t,
is the maintenance rate of the output event
, and
is the failure rate of the output event
.
A conversion rate matrix can be derived from
Figure 5 as follows:
According to the Formula State Matrix (11), the differential Equation (12) can be solved:
In the priority AND logic gate, the input event
and output event
have two states: state 0 is the normal working state, while state 1 is the fault state. The state in which
fails before
is recorded as 2. According to the relationship between the input and output events
and
, a list of the quantitative operation rules of the priority AND can be obtained, as shown in
Table 6.
- 2.
The quantitative calculation formula of the priority AND gate is as follows:
2.6. FTA Qualitative Analysis of Repairable Systems
2.6.1. Minimum Cut Set Algorithm for RDFTA
The minimum cut set algorithm for RDFTA aims to find the sets of all failure event combinations in the RDFTA, including the static and dynamic transformation method, the uplink and downlink method, the binary decision diagram transformation method, the sequence operator method, and the topological sorting method [
45]. The static and dynamic transformation method is usually selected for calculation using the following formula:
where
is the number of vectors of the basic event
,
is the number of minimum cut sets,
is the minimum cut set of
, and
is the structure function of the RDFTA.
2.6.2. Component Importance for RDFTA
The component importance for RDFTA is the quantification of the importance of each component within the system, including the probability importance and structural importance [
46]. Generally, the probability importance is calculated using Equation (15):
where
is the probability importance of component
,
is the reliability function of component
, and
is the minimal path set of component
.
Through the probability importance ranking results, the weak links of reliability in the system design scheme can be found and hence, corresponding compensation measures can be put forward to support the formulation of a reliability growth scheme.
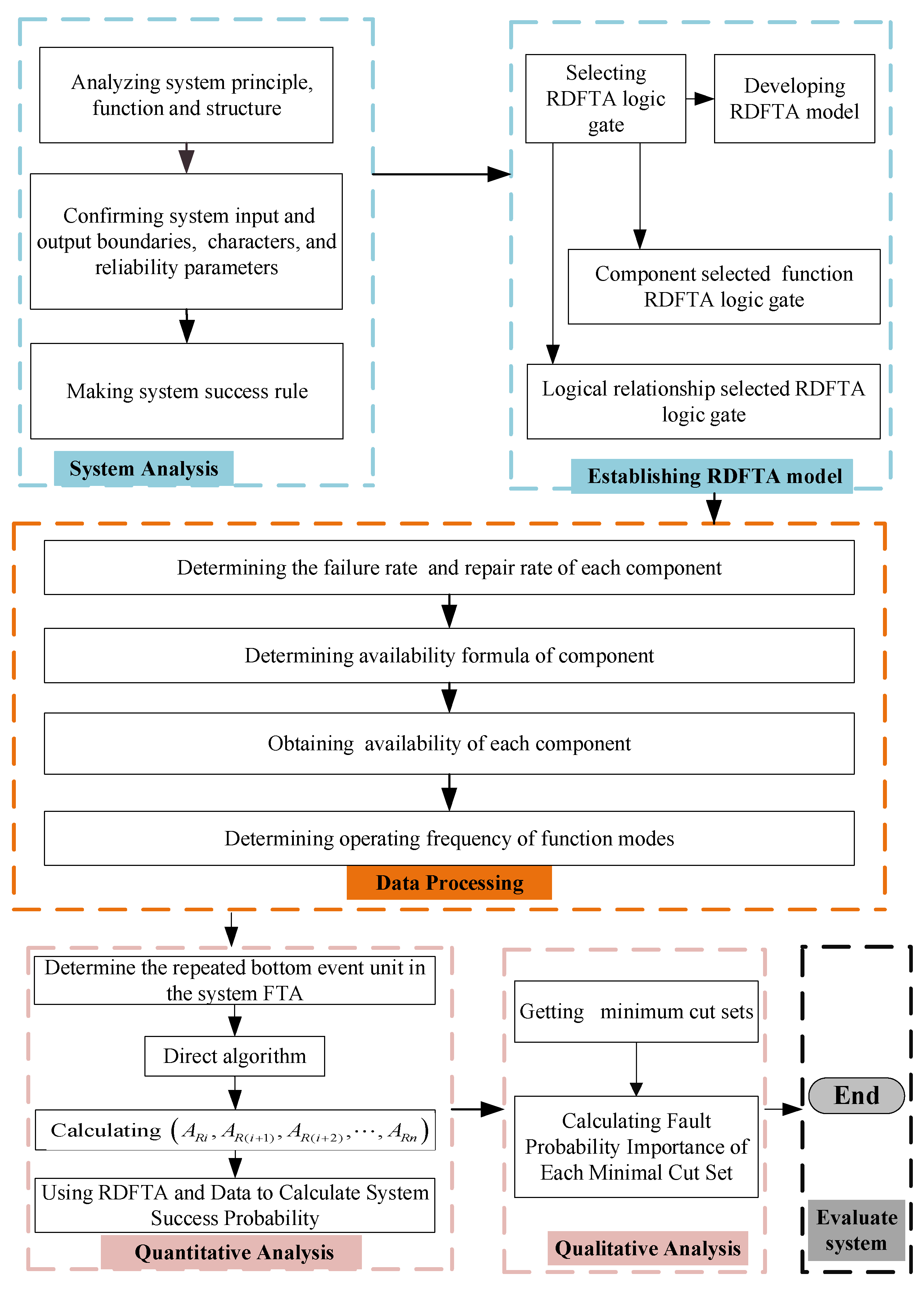
2.7. Reliability Analysis Process of RDFTA
In the reliability analysis process of RDFTA, the quantitative and qualitative analysis results of the RDFTA are obtained. The existing RDFTA reliability analysis process is not suitable for considering the failure rate and maintenance correlation of repairable systems at the same time. Therefore, using the new RDFTA logic gate, a new RDFTA reliability analysis process framework for repairable systems was proposed, as shown in
Figure 6.
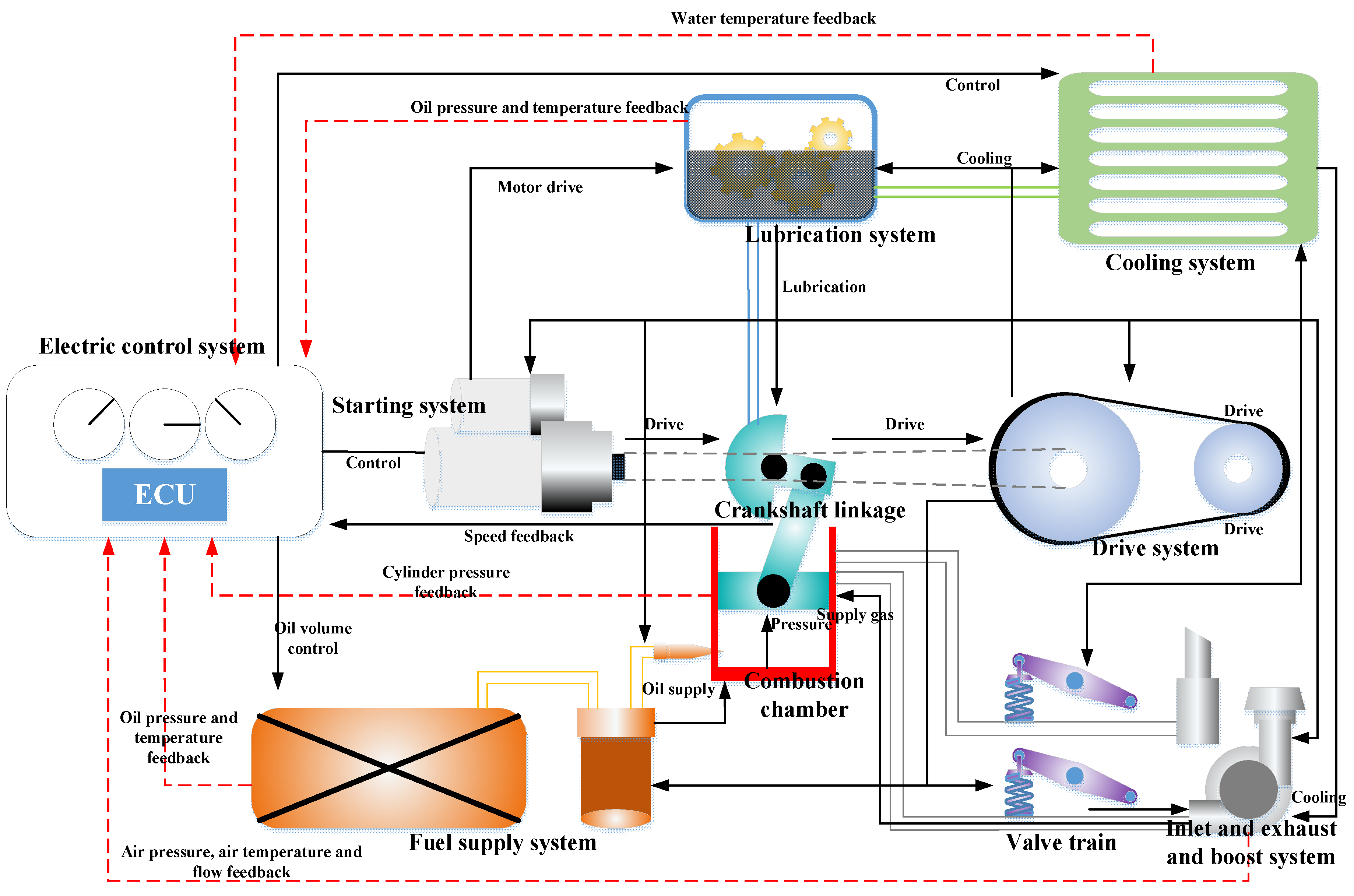
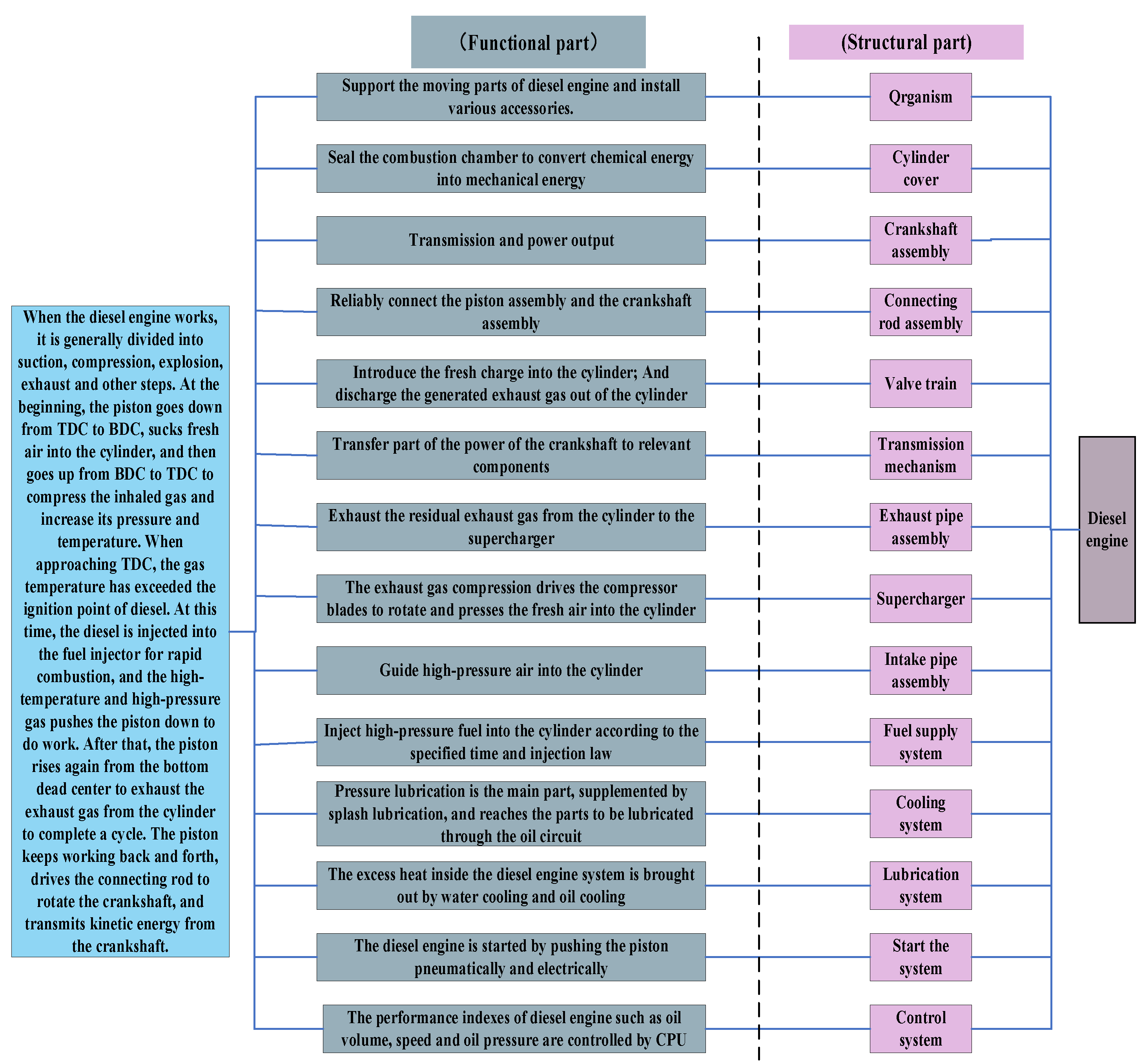
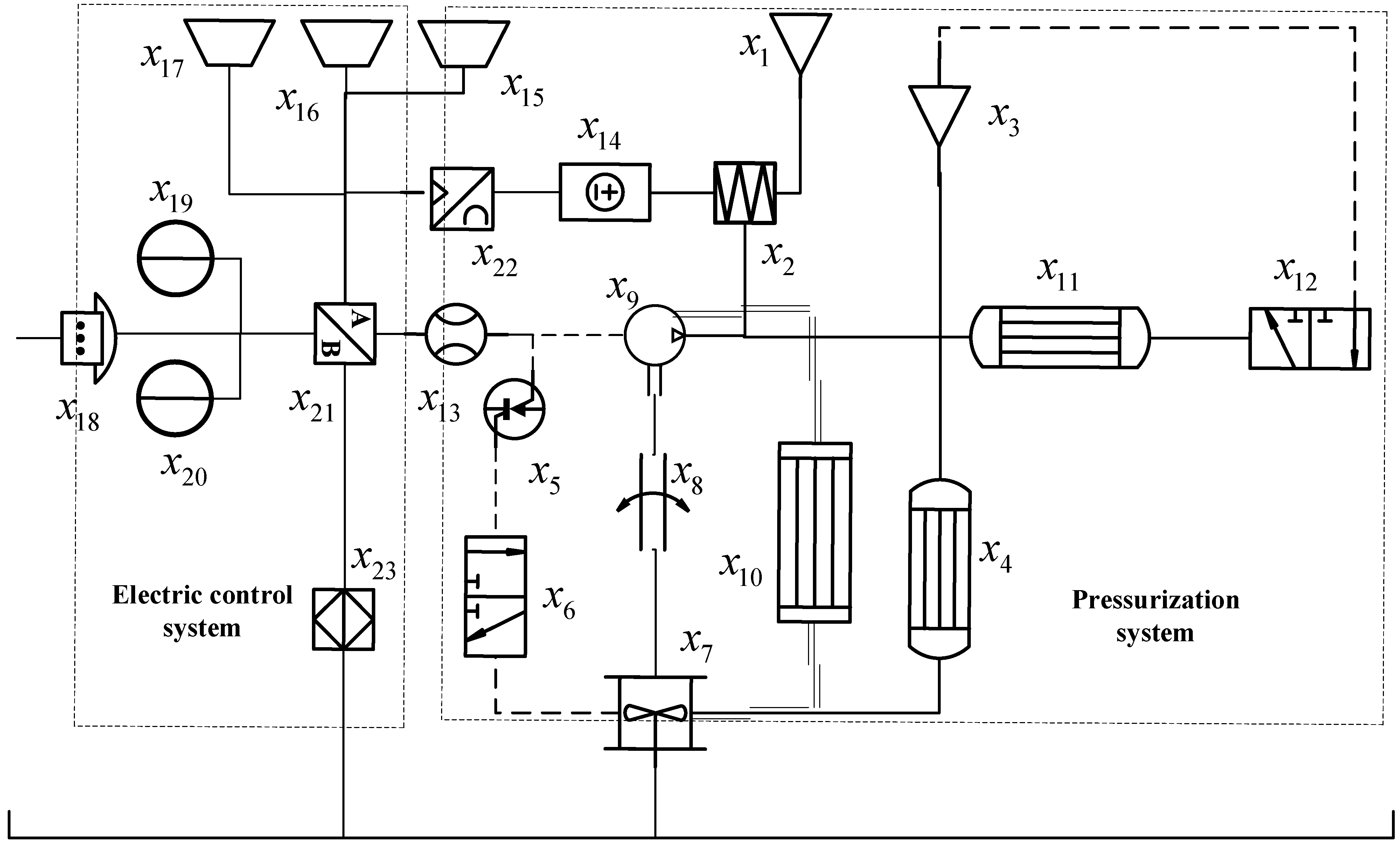
In the next section, the application of 4F integration technology to the reliability analysis of a diesel engine at the design stage is introduced.



{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}